WO2011040586A1 - 熱可塑性エラストマー組成物、成形体および医療用シーリング材 - Google Patents
熱可塑性エラストマー組成物、成形体および医療用シーリング材 Download PDFInfo
- Publication number
- WO2011040586A1 WO2011040586A1 PCT/JP2010/067181 JP2010067181W WO2011040586A1 WO 2011040586 A1 WO2011040586 A1 WO 2011040586A1 JP 2010067181 W JP2010067181 W JP 2010067181W WO 2011040586 A1 WO2011040586 A1 WO 2011040586A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- block copolymer
- thermoplastic elastomer
- mass
- elastomer composition
- parts
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L53/00—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers
- C08L53/02—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes
- C08L53/025—Compositions of block copolymers containing at least one sequence of a polymer obtained by reactions only involving carbon-to-carbon unsaturated bonds; Compositions of derivatives of such polymers of vinyl-aromatic monomers and conjugated dienes modified
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/14—Details; Accessories therefor
- A61J1/1412—Containers with closing means, e.g. caps
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L91/00—Compositions of oils, fats or waxes; Compositions of derivatives thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
Definitions
- the present invention is a styrenic thermoplastic elastomer composition having excellent flexibility, molding processability, visual transparency, vibration damping properties, softener retention properties, compression set at high temperatures, and a good balance of these properties. And a molded article comprising the styrenic thermoplastic elastomer composition. Furthermore, the present invention relates to a medical sealing material comprising the styrene-based thermoplastic elastomer composition and excellent in oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance and liquid leakage resistance after needle sticking.
- the hydrogenated block copolymer having a polymer block mainly composed of a vinyl aromatic compound and a polymer block mainly composed of a conjugated diene is not only excellent in heat resistance, weather resistance, impact resistance and flexibility. It exhibits the same strength and elastic properties as conventional vulcanized rubber without vulcanization. Because of having such properties, the hydrogenated block copolymer is not only a single component, but also a thermoplastic resin composition containing various additives such as a thermoplastic resin such as a polyolefin resin and a softening agent, In recent years, it has been used in a wide range of fields such as medical parts, automobile parts, home appliance parts, toys, sporting goods, and daily goods.
- Patent Document 1 discloses a general formula A- (BA) n (A is a polymer block of a monovinyl-substituted aromatic hydrocarbon, B is an elastomeric polymer block of a conjugated diene, and n is 1 to 5) 100 parts by weight of a hydrogenated derivative of a block copolymer represented by the following formula: 150 to 300 parts by weight of a softening agent for non-aromatic rubber, propylene and one or more of 1-olefins other than propylene
- a low-cost, flexible and heat-resistant copolymer comprising 30 to 400 parts by weight of a propylene copolymer having a density of 0.883 to 0.901 g / cm 3 and 0 to 900 parts by weight of an inorganic filler.
- An elastomeric composition having excellent deformability and mechanical strength is disclosed.
- Patent Document 2 includes 100 parts by weight of a hydrogenated derivative of a block copolymer similar to Patent Document 1, 150 to 300 parts by weight of a non-aromatic rubber softener, and 30 to 400 parts by weight of a peroxide-decomposable olefin resin. And a method for producing an elastomeric composition in which a compound comprising 0 to 900 parts by weight of an inorganic filler is previously kneaded and then partially crosslinked by adding an organic peroxide, a crosslinking aid and, if necessary, an antioxidant.
- the obtained elastomeric composition is rich in flexibility, excellent in high-temperature compression set, mechanical strength, oil resistance and molding processability, and has little stickiness on the surface of the molded product.
- Patent Document 3 discloses a block (A) composed of a vinyl aromatic monomer having a number average molecular weight of 2,500 to 40,000 and an isoprene or isoprene-butadiene mixture, and has a number average molecular weight of 10,000 to 200,000.
- the content of 3,4-bonds and 1,2-bonds is 40% or more, has a main dispersion peak of tan ⁇ at 0 ° C.
- A- (BA) n or (AB) n (n is an integer of 1 or more)
- the molecular weight is A block copolymer of 3,000 to 300,000 and a composition containing the block copolymer are disclosed, and are said to have excellent vibration damping performance, heat resistance, and weather resistance.
- Patent Document 4 includes at least one vinyl aromatic monomer, a block (A) having a number average molecular weight of 2,500 to 40,000, and isoprene, butadiene or isoprene-butadiene, and has a 3,4-bond. And a number average molecular weight composed of a block (B) having a 1,2-bond content of 30% or more, a tan ⁇ peak temperature of ⁇ 20 ° C. or more, and a tan ⁇ peak value of 0.3 or more.
- a flexible composition comprising 100 parts by weight of a block copolymer of 30,000 to 300,000 or a hydrogenated product thereof, 10 to 2000 parts by weight of a softening agent, and 10 to 2,000 parts by weight of a tackifier resin Is disclosed, and is said to be excellent in shock absorption.
- Patent Document 5 discloses (i) a hydrogenated product of a block copolymer having a weight average molecular weight of 200,000 to 450,000, and a polymer having a molecular weight of 400,000 or more in the hydrogenated product of the block copolymer. A ratio of 5% by weight or more and a ratio of a polymer having a molecular weight of 200,000 or less is 20% by weight or less.
- a polymer block comprising B, a polymer block comprising a conjugated diene unit, n is a hydrogenated block copolymer represented by (1) to 5), (b) a rubber softener, and (c) an olefin type. It contains three components of the polymer, and the ratio of (A) / (B) is 20/80 to 80/20 (weight ratio), and the total amount of (A) and (B) is 100 parts by weight. Using a kneader, mix 1 to 300 parts by weight of (c) in the presence of a crosslinking agent.
- thermoplastic elastomer composition comprising a heat treatment at 100 ⁇ 400 ° C.
- method for producing a thermoplastic elastomer composition is disclosed.
- the resulting thermoplastic elastomer composition is said to be excellent in flexibility, rubber elasticity, weather resistance, mechanical strength and molding processability, and to have little softener bleed.
- a block copolymer comprising a polymer block A mainly composed of at least one vinyl aromatic compound and a polymer block B mainly composed of at least one conjugated diene compound is hydrogenated.
- Dynamically vulcanized hydrogenated block obtained by blending 0.5 to 30 parts by weight of a reactive alkylphenol / formaldehyde resin represented by the specific formula per 100 parts by weight of the resulting hydrogenated block copolymer composition and heating and kneading A copolymer composition is disclosed.
- Such hydrogenated block copolymer compositions are said to provide improved flexibility, rubber elasticity at high temperatures (compression set), high temperature creep performance, mechanical strength, moldability, and oil resistance.
- polymer materials used for medical members such as medical sealants include butyl rubber, chlorinated butyl rubber, brominated butyl rubber, natural rubber, polyisoprene rubber, polybutadiene rubber, diene polymer rubber, and olefinic heavy polymer.
- a synthetic rubber such as a combined rubber (for example, ethylene / propylene / diene copolymer rubber) and a crosslinking agent, a reinforcing agent, a processing aid and the like, which are crosslinked under high temperature and high pressure have been widely used.
- these materials require a process of crosslinking and molding for a long time under high temperature and high pressure, and are inferior in handleability and productivity.
- thermoplastic elastomer composition has been developed that can be used to easily produce molded articles using general-purpose melt molding techniques such as hot press molding, injection molding, and extrusion molding in the same way as ordinary thermoplastic resins.
- a hydrogenated block copolymer having a polymer block mainly composed of a vinyl aromatic compound and a polymer block mainly composed of a conjugated diene is excellent only in heat resistance, weather resistance, impact resistance and flexibility. In addition, it exhibits the same strength and elastic properties as conventional vulcanized rubber without vulcanization.
- the hydrogenated block copolymer is used not only as a single resin, but also as a thermoplastic resin composition in which various additives such as thermoplastic resins such as polyolefin resins and softeners are blended. Some have been proposed as medical members.
- Patent Document 7 discloses a general formula A- (BA) n (A is a polymer block having a monovinyl-substituted aromatic hydrocarbon, a molecular weight of 15,000 to 60,000, and B is a conjugated diene.
- An infusion stopper comprising a part or all of a thermoplastic elastomer composition comprising 20 to 60 parts by weight of a propylene polymer resin and having a hardness (JIS-K6301) of 30 to 60 is disclosed.
- Such infusion stoppers have no elution over time of residual solvents and additives such as conventional vulcanized rubber, have good moldability, do not require washing treatment after molding, and have an injection needle inserted. It is said that it is easy to prevent the insertion of the injection needle, the occurrence of a coring phenomenon at the time of withdrawal, the leakage of the infusion after the withdrawal.
- the composition disclosed in Patent Document 1 has flexibility with a JIS-A hardness of 80 or less and an excellent balance in tensile strength and tensile elongation, but it has transparency, vibration damping properties, and moldability. No mention is made of compression set at 70 ° C. or higher, oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance and liquid leakage resistance after needle sticking. There is room. Although the elastomeric composition disclosed in Patent Document 2 is excellent in compression set, oil resistance, and injection moldability at 100 ° C.
- thermoplastic elastomer composition described in Patent Document 5 is excellent in compression set at 70 ° C., 100 ° C., and 130 ° C. for 22 hours and has no deformation (molding strain) at high temperature, but is visually transparent. No mention is made regarding the properties, vibration damping, molding processability, oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance and liquid leakage resistance after needle sticking. There is still room for improvement to satisfy. Although the molded product obtained from the thermoplastic elastomer composition disclosed in Patent Document 6 is improved in terms of moldability, oil resistance and compression set at high temperature, it is still insufficient.
- the infusion stopper obtained from the thermoplastic elastomer composition disclosed in Patent Document 7 is improved in terms of moldability, oil resistance and compression set at high temperature, but is still insufficient.
- oxygen gas barrier properties and sealing properties when used as a plug. Therefore, in addition to the conventionally required properties such as moldability and compression strain characteristics at high temperature, oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance and liquid leakage resistance after needle sticking are required. There is still room for technical improvement in order to apply these materials as they are to medical sealant applications.
- the problems of the present invention are excellent in flexibility, molding processability, visual transparency, vibration damping, softener retention, and compression set at high temperatures (for example, 70 to 120 ° C.).
- An object of the present invention is to provide a medical sealing material that has excellent properties (sealing properties), coring resistance, and liquid leakage resistance after needle sticking.
- the present inventor has intensively studied to solve the above problems.
- the block copolymer disclosed in Patent Document 3 is inferior in the absorbability of the softening agent, and can be applied to fields where flexibility and molding processability (fluidity) are required due to such defects.
- the inventor of the block copolymer disclosed in Patent Document 3 is a block comprising isoprene or an isoprene-butadiene mixture and has a 3,4-bond and 1,2-bond content of 40% or more.
- a Lewis base such as tetrahydrofuran as a vinylating agent was investigated.
- the present invention has been made on the basis of these findings, and the softening agent and the polyolefin resin are respectively contained in a specific ratio with respect to the hydrogenated product of the block copolymer having a specific structure having the specific molecular weight described above. It has been found that the above problems can be solved.
- thermoplastic elastomer composition according to the above [1], wherein the polymer block (B) comprises a structural unit derived from isoprene.
- a molded article comprising the thermoplastic elastomer composition according to [1] or [2].
- a medical sealing material comprising the thermoplastic elastomer composition according to the above [1] or [2].
- flexibility, molding processability, visual transparency, vibration damping, softener retention and compression set at high temperature are excellent, and these physical properties are well balanced. It is possible to provide a styrenic thermoplastic elastomer composition and a molded article comprising the styrenic thermoplastic elastomer composition. Furthermore, it is possible to provide a medical sealing material comprising the styrene-based thermoplastic elastomer composition and having excellent oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance, and liquid leakage resistance after needle sticking. .
- thermoplastic elastomer composition contains 100 parts by weight of a specific hydrogenated block copolymer (a) described later, 10 to 300 parts by weight of a softening agent (b), and 5 to 200 parts by weight of a polyolefin resin (c). It is made.
- a specific hydrogenated block copolymer a described later
- b softening agent
- c polyolefin resin
- the hydrogenated block copolymer (a) used in the present invention contains a polymer block (A) containing a structural unit derived from an aromatic vinyl compound and a structural unit derived from isoprene or a mixture of isoprene and butadiene. And a hydrogenated product of a block copolymer having a polymer block (B) having a total content of 3,4-bond units and 1,2-bond units (total vinyl bond content) of 45% or more
- a peak top molecular weight (Mp) determined by gel permeation chromatography in terms of standard polystyrene is 250,000 to 500,000 and a bulk density is 0.10 to 0.40 g / ml. .
- vinyl bond units 3,4-bond units and 1,2-bond units in structural units derived from isoprene, and 1,2-bond units in structural units derived from butadiene are referred to as “vinyl bond units”.
- the total amount is referred to as “vinyl bond content”.
- the polymer block (A) of the hydrogenated block copolymer (a) mainly contains a structural unit (aromatic vinyl compound unit) derived from an aromatic vinyl compound.
- aromatic vinyl compound unit is preferably 90% by mass or more, more preferably 95% by mass or more, and still more preferably 100% by mass based on the mass of the polymer block (A). Means that.
- Examples of the aromatic vinyl compound constituting the polymer block (A) include styrene, ⁇ -methylstyrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, and 4-t-butyl.
- Examples include styrene, 2,4-dimethylstyrene, 2,4,6-trimethylstyrene, monofluorostyrene, difluorostyrene, monochlorostyrene, dichlorostyrene, methoxystyrene, vinylnaphthalene, and vinylanthracene.
- the polymer block (A) may contain only a structural unit derived from one kind of the above-described aromatic vinyl compound, or may contain a structural unit derived from two or more kinds. Among them, the polymer block (A) is preferably mainly composed of structural units derived from styrene.
- the term “mainly” as used herein means that the structural unit derived from styrene is preferably 90% by mass or more, more preferably 95% by mass or more, and still more preferably 100% by mass based on the mass of the polymer block (A). It means that there is.
- the polymer block (A) may contain a small amount of a structural unit derived from another copolymerizable monomer together with a structural unit derived from an aromatic vinyl compound.
- the proportion of the structural unit derived from the other copolymerizable monomer is preferably 10% by mass or less, more preferably 5% by mass or less, based on the mass of the polymer block (A).
- examples of such other copolymerizable monomers include copolymerizable monomers capable of ion polymerization such as 1-butene, pentene, hexene, butadiene, isoprene, and methyl vinyl ether.
- the polymer block (B) of the hydrogenated block copolymer (a) mainly contains structural units derived from isoprene alone or a mixture of isoprene and butadiene.
- the term “mainly” as used herein means that the structural unit derived from isoprene alone or a mixture of isoprene and butadiene is preferably 90% by mass or more, more preferably 95% by mass, based on the mass of the polymer block (B). As described above, it means more preferably 100% by mass.
- the vinyl bond content needs to be 45% or more in all the structural units of the polymer block (B).
- the vinyl bond content is preferably 47% or more, more preferably 50% or more, and further preferably 53% or more.
- the upper limit of the vinyl bond content is not particularly limited, but is usually preferably 95% or less, more preferably 90% or less, still more preferably 80% or less, and particularly preferably 70% or less. From the above, the vinyl bond content is preferably 47 to 90%, more preferably 50 to 90%, more preferably 50 to 80%, more preferably 50 to 70%, more preferably 53 to 90%, more preferably Is 53 to 80%, more preferably 53 to 70%.
- thermoplastic elastomer composition comprising such a hydrogenated block copolymer (a), a specific amount of a softening agent (b) and a specific amount of a polyolefin resin ( The fluidity is excellent, and the molded product obtained from the thermoplastic elastomer composition has improved oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance, and liquid leakage resistance after needle sticking.
- the vinyl bond content is a value obtained by measurement of 1 H-NMR spectrum according to the method described in Examples.
- the polymer block (B) mainly contains a structural unit derived from a mixture of isoprene and butadiene
- the structural unit is a 2-methyl-2-butene-1,4-diyl group derived from isoprene, Isopropenylethylene group and 1-methyl-1-vinylethylene group, and 2-butene-1,4-diyl group derived from butadiene [—CH 2 —CH ⁇ CH—CH 2 —; 1,4-bond unit] And a vinylethylene group [—CH (CH ⁇ CH) —CH 2 —; 1,2-bond unit].
- the vinyl bond content needs to be 45% or more in all the structural units of the polymer block (B).
- the vinyl bond content is preferably 47% or more, more preferably 50% or more, and further preferably 53% or more.
- the upper limit of the vinyl bond content is not particularly limited, but is usually preferably 95% or less, more preferably 90% or less, still more preferably 80% or less, and particularly preferably 70% or less.
- the vinyl bond content is preferably 47 to 90%, more preferably 50 to 90%, more preferably 50 to 80%, more preferably 50 to 70%, more preferably 53 to 90%, more preferably Is 53 to 80%, more preferably 53 to 70%.
- the bonding form of the structural unit derived from isoprene and the structural unit derived from butadiene may be random, block, or tapered.
- the ratio of isoprene units to the total of isoprene units and butadiene units is preferably 10 moles. % Or more, more preferably 30 mol% or more, still more preferably 40 mol% or more.
- the polymer block (B) has a small amount of structural units derived from other copolymerizable monomers together with structural units derived from isoprene or isoprene and butadiene within the range not impairing the object of the present invention. May be.
- the proportion of the structural unit derived from the other copolymerizable monomer is preferably 30% by mass or less, more preferably 10% by mass or less, and still more preferably, based on the mass of the polymer block (B). 5% by mass or less.
- copolymerizable monomers examples include styrene, ⁇ -methylstyrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, 1,3-dimethylstyrene, diphenylethylene, 1-vinylnaphthalene.
- Copolymerizable monomers such as aromatic vinyl compounds such as 4-propylstyrene, 4-cyclohexylstyrene, 4-dodecylstyrene, 2-ethyl-4-benzylstyrene, 4- (phenylbutyl) styrene Is mentioned.
- copolymerizable monomers may be used individually by 1 type, and may use 2 or more types together.
- the bonding form thereof is random or tapered. Any of the shapes may be used.
- the hydrogenated block copolymer (a) used in the present invention has an unsaturated double bond (carbon-carbon double bond) in the polymer block (B) because it has good heat resistance and weather resistance. ) Is hydrogenated (sometimes abbreviated as “hydrogenated”).
- the hydrogenation rate of the polymer block (B) at that time is preferably 50 mol% or more, more preferably 60 mol% or more, more preferably 70 mol% or more, still more preferably 80 mol% or more, and particularly preferably 90 mol%. More than mol%.
- the hydrogenation rate may be described as “hydrogenation rate of hydrogenated block copolymer (a)”.
- the hydrogenation rate of the unsaturated double bond in the polymer block (B) is the hydrogen content of the unsaturated double bond in the polymer block (B) as described in the examples. It is a value obtained from the measured value measured by a nuclear magnetic resonance ( 1 H-NMR) spectrometer before and after the addition.
- a carboxyl group, a hydroxyl group, an acid anhydride group, an amino group, an epoxy group, etc. may be present in the molecular chain and / or at the molecular end. 1 type or 2 types or more of these functional groups may be included.
- the hydrogenated block copolymer (a) is a hydrogenated product of a block copolymer containing at least one polymer block (A) and each polymer block (B).
- the hydrogenated block copolymer (a) is a hydrogenated product of a block copolymer containing two or more polymer blocks (A) and one or more polymer blocks (B).
- the bonding form of the polymer block (A) and the polymer block (B) is not particularly limited, and may be any of linear, branched, radial, or a combination of two or more of them.
- the linearly bonded form is preferable, and when the polymer block (A) is represented by “A” and the polymer block (B) is represented by “B”, (AB) l, A- (B -A) m, B- (AB) n (wherein l, m and n each independently represents an integer of 1 or more) are preferably bonded forms, rubber elasticity, mechanical properties and From the viewpoint of handleability and the like, a bond form represented by (AB) l or A- (BA) m is more preferred, and a diblock structure represented by AB or AB— It is more preferable that the bonding form is a triblock structure represented by A.
- each polymer block (A) and each polymer block (A) may be a block having the same configuration or a block having a different configuration.
- the two polymer blocks (A) in the triblock structure represented by [ABA] may have the same or different types of aromatic vinyl compounds constituting them. Good.
- the content of the polymer block (A) in the hydrogenated block copolymer (a) is preferably 5 to 70% by mass, more preferably 15 to 50% by mass with respect to the hydrogenated block copolymer (a). More preferably, it is 15 to 35% by mass.
- content of the polymer block (A) in the above-mentioned hydrogenated block copolymer (a) is the value calculated
- the peak top molecular weight of the polymer block (A) is preferably 10,000 to 60,000, more preferably 15,000 to 45,000, and still more preferably. 30,000 to 40,000.
- the peak top molecular weight of the polymer block (B) is preferably 130,000 to 450,000, more preferably 180,000 to 430,000 in the state before hydrogenation.
- the total peak top molecular weight (Mp) of the hydrogenated block copolymer (a) is 250,000 to 500,000, preferably 280,000 to 500,000 after hydrogenation, More preferably, it is 300,000 to 500,000, more preferably 310,000 to 500,000, still more preferably 310,000 to 400,000, particularly preferably 310,000 to 350,000. is there.
- the peak top molecular weight (Mp) of the hydrogenated block copolymer (a) is within the above range, the powdered hydrogenated block copolymer (a) having a bulk density of 0.10 to 0.40 g / ml is obtained. It is easily obtained, and the block copolymer (a) is excellent in the absorbability of the softening agent (b). Furthermore, the obtained thermoplastic elastomer composition is excellent in compression set at a high temperature and retention of the softening agent (b).
- the peak top molecular weight (Mp) as used in this specification is the value calculated
- the hydrogenated block copolymer (a) is a powder having a bulk density of 0.10 to 0.40 g / ml. More preferably, it is 15 to 0.35 g / ml.
- the bulk density is less than 0.10 g / ml, the handleability is deteriorated, and when it exceeds 0.40 g / ml, the absorbability of the softener (b) is deteriorated and desired physical properties and characteristics are obtained. I can't.
- the bulk density referred to in this specification refers to weighing the powdered hydrogenated block copolymer (a) into a measuring cylinder and measuring the volume thereof. It is a value calculated by dividing the mass of the polymer (a) by its volume.
- Examples of the method for producing the hydrogenated block copolymer (a) include polymerization methods such as ionic polymerization methods such as anionic polymerization and cationic polymerization, single site polymerization methods, and radical polymerization methods.
- ionic polymerization methods such as anionic polymerization and cationic polymerization
- single site polymerization methods single site polymerization methods
- radical polymerization methods for example, an aromatic vinyl compound and isoprene (or isoprene) are used in an organic solvent inert to the polymerization reaction such as n-hexane and cyclohexane using an alkyl lithium compound as a polymerization initiator.
- Copolymers can be produced.
- the polymerization is usually carried out at a temperature of 0 to 80 ° C. for 0.5 to 50 hours.
- hydrogenation reaction is carried out in the presence of a hydrogenation catalyst in an organic solvent inert to the polymerization reaction.
- a block copolymer (a) can be obtained.
- alkyl lithium compound that is a polymerization initiator examples include alkyl lithium compounds having 1 to 10 carbon atoms in the alkyl residue, and methyl lithium, ethyl lithium, butyl lithium, and pentyl lithium are particularly preferable.
- the amount of these initiators such as alkyl lithium compounds used is determined by the peak top molecular weight (Mp) of the target hydrogenated block copolymer (a), but is 100 mass of all monomers used for the polymerization. The amount is preferably about 0.01 to 0.2 parts by mass with respect to parts.
- the structural unit derived from isoprene or a mixture of isoprene and butadiene has a vinyl bond content of 45% or more.
- a Lewis base is used as a cocatalyst.
- Lewis base examples include ethers such as dimethyl ether, diethyl ether, tetrahydrofuran (THF) and dioxane; glycol ethers such as ethylene glycol dimethyl ether and diethylene glycol dimethyl ether; triethylamine, N, N, N ′, N′-tetramethylethylenediamine ( TMEDA), amine compounds such as N-methylmorpholine; nitrogen-containing heterocyclic aromatic compounds such as pyridine; sulfoxides such as dimethyl sulfoxide; ketones such as acetone and methyl ethyl ketone. These Lewis bases may be used individually by 1 type, and may use 2 or more types together.
- the Lewis base ethers and amine compounds are preferable, and THF and TMEDA are more preferable.
- the amount of the Lewis base used is preferably about 0.1 to 1000 mol, more preferably 0.1 to 100 mol, still more preferably 1 to 100 mol, per 1 mol of lithium atoms in the alkyllithium compound. is there. What is necessary is just to control vinyl bond content arbitrarily by adjusting suitably in this range.
- an unhydrogenated block copolymer is dissolved in an organic solvent inert to the reaction and hydrogenation catalyst such as n-hexane and cyclohexane in the presence of a hydrogenation catalyst.
- hydrogenation catalysts include Raney nickel; heterogeneous catalysts such as Pt, Pd, Ru, Rh, Ni and other metals supported on carbon, alumina, diatomaceous earth, etc .; transition metal compounds and alkylaluminum compounds, alkyllithiums
- a Ziegler catalyst comprising a combination of compounds and the like; a metallocene catalyst and the like are used.
- the hydrogen pressure is preferably 0.1 to 20 MPa, more preferably 0.1 to 10 MPa
- the reaction temperature is preferably 20 to 250 ° C., more preferably 50 to 200 ° C., and further preferably 100 to 200 ° C.
- the reaction is performed for 0.1 to 100 hours.
- the hydrogenated block copolymer (a) which is a powder having a bulk density of 0.10 to 0.40 g / ml as defined in the present invention can be produced, for example, by the following method.
- the reaction solution from which the hydrogenation catalyst has been removed by filtration after the hydrogenation reaction described above is preferably heated to 40 to 150 ° C., more preferably 60 to 150 ° C., and if necessary, surface activity such as fatty acid salts and polyoxyalkylene derivatives In a state where the agent is mixed, it is supplied into hot water at 80 to 130 ° C.
- the moisture content is preferably 55% by a compressed water squeezer % (Wet base (WB) standard, the same shall apply hereinafter) or less, more preferably 45% by mass or less, screw extruder type dryer, expander dryer, transmission Den thermal dryer and dried at 60 ⁇ 100 ° C. using a hot air dryer, water content 0.1 wt% or less of the desired powdery hydrogenated block copolymer (a) can be produced.
- WB compressed base
- the thermoplastic elastomer composition of the present invention contains a softener (b) for the purpose of imparting flexibility, moldability, and the like.
- the softener (b) include paraffinic, naphthenic and aromatic process oils; phthalic acid derivatives such as dioctyl phthalate and dibutyl phthalate; white oil; mineral oil; liquid co-oligomer of ethylene and ⁇ -olefin Liquid paraffin; polybutene; low molecular weight (peak top molecular weight of about 400 to 90,000) polyisobutylene; liquid polybutadiene, liquid polyisoprene, liquid poly (isoprene-butadiene) copolymer, liquid poly (styrene-butadiene) copolymer And liquid polydienes such as liquid poly (styrene-isoprene) copolymers and hydrogenated products thereof.
- paraffinic process oil paraffinic process oil
- liquid co-oligomer of ethylene and ⁇ -olefin liquid paraffin
- liquid polydienes and hydrogenated products thereof are preferred.
- liquid polydienes (in particular, liquid poly (styrene-isoprene) copolymers) and hydrogenated products thereof and low molecular weight polyisobutylenes are further excellent in the effect of improving the oxygen gas barrier property of the molded article of the present invention.
- the content of the softening agent (b) is 10 to 300 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (a), and preferably 30 to 300 parts by mass, more preferably from the viewpoint of moldability. Is 50 to 300 parts by mass, more preferably 50 to 270 parts by mass.
- the thermoplastic elastomer composition of the present invention comprises a polyolefin resin (c) from the viewpoint of improving moldability and the like.
- the polyolefin resin (c) include polyethylene such as high density polyethylene, medium density polyethylene, low density polyethylene and linear low density polyethylene, homopolymer of propylene such as homopolypropylene, block copolymer of propylene and ethylene (block Polypropylene) or a random copolymer (random polypropylene), propylene or a copolymer of ethylene and ⁇ -olefin, and the like.
- Examples of the ⁇ -olefin include 1-butene, 1-pentene, 3-methyl-1-butene, 1-hexene, 3-methyl-1-pentene, 4-methyl-1-pentene, 1-heptene, 1-heptene, Examples include ⁇ -olefins having 20 or less carbon atoms such as octene, 1-nonene, 1-decene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene, and the like. You may use, and may use 2 or more types together.
- homopolypropylene, block polypropylene, and random polypropylene are preferable from the viewpoint of moldability of the thermoplastic elastomer composition obtained. Furthermore, homopolypropylene and block polypropylene are more preferable from the viewpoint of flexibility, and homopolypropylene and random polypropylene are more preferable from the viewpoint of transparency.
- the content of the polyolefin resin (c) is 5 to 200 parts by weight, preferably 10 to 180 parts by weight, more preferably 20 to 150 parts by weight, based on 100 parts by weight of the hydrogenated block copolymer (a). More preferably, it is 20 to 120 parts by mass.
- the content of the polyolefin resin (c) is less than 5 parts by mass, the mechanical strength of the obtained thermoplastic elastomer composition is lowered, and when it exceeds 200 parts by mass, the hardness of the obtained thermoplastic elastomer composition becomes high and flexible.
- the compression set is inferior and the compression set at high temperatures is inferior.
- thermoplastic elastomer composition formed by containing various additives as needed.
- additives include lubricants, antioxidants, heat stabilizers, light stabilizers, weathering agents, metal deactivators, ultraviolet absorbers, light stabilizers, copper damage inhibitors, fillers, reinforcing agents, and antistatic agents.
- the lubricant has an effect of improving the molding processability of the thermoplastic elastomer composition of the present invention and suppressing thermal degradation.
- the lubricant that can be used in the present invention include silicone oils; hydrocarbon lubricants such as paraffin wax, microwax, polyethylene wax; butyl stearate, monoglyceride stearate, pentaerythritol tetrastearate, stearyl stearate, and the like. It is done.
- the filler include calcium carbonate, talc, carbon black, titanium oxide, silica, clay, barium sulfate, magnesium carbonate, glass fiber, and carbon fiber.
- thermoplastic elastomer composition of the present invention may be crosslinked as long as the desired effect is not inhibited.
- a radical generator, a crosslinking agent such as sulfur or a sulfur compound, and a crosslinking assistant as necessary are added to the thermoplastic elastomer composition and kneaded.
- Other methods for crosslinking include resin crosslinking methods, quinoid crosslinking methods, methods using active energy rays, and the like.
- radical generator examples include hydroperoxides such as t-butyl hydroperoxide, cumene hydroperoxide, and 2,5-dimethylhexane-2,5-dihydroperoxide; di-t-butyl peroxide, t-butylcumyl peroxide, Dicumyl peroxide, ⁇ , ⁇ '-bis (t-butylperoxy) -p-diisopropylbenzene, 2,5-dimethyl-2,5-di (t-butylperoxy) hexane, 2,5-dimethyl-2,5 Dialkyl peroxides such as di (t-butylperoxy) -hexyne-3; diacyl peroxides such as acetyl peroxide, succinic peroxide, benzoyl peroxide; t-butyl peroxyacetate, t-butylperoxyisobutyrate, t-butyl Peroxyisopropyl
- radical generators are used individually by 1 type and may use 2 or more types together.
- they are preferably used in an amount of 0.01 to 15 parts by weight, more preferably 0.05 to 10 parts by weight with respect to 100 parts by weight of the hydrogenated block copolymer (a). .
- Examples of the crosslinking method using a radical generator include a method of melt-kneading the thermoplastic elastomer composition, the radical generator, and, if necessary, another thermoplastic resin under heating.
- the heating temperature is preferably 140 to 230 ° C., and the melt-kneading can be carried out batchwise or continuously in an extruder, kneader, roll, plastograph or the like.
- the crosslinking reaction proceeds by such a melt-kneading process.
- sulfur compound examples include sulfur monochloride and sulfur dichloride.
- the addition amount is preferably 0.1 to 20 parts by mass, more preferably 0.2 to 10 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (a). is there.
- crosslinking is performed using sulfur or a sulfur compound, it is extremely preferable to use a vulcanization accelerator in combination.
- vulcanization accelerator examples include thiazoles such as N, N-diisopropyl-2-benzothiazole-sulfenamide, 2-mercaptobenzothiazole, 2- (4-morpholinodithio) benzothiazole; diphenylguanidine, triphenyl Guanidines such as guanidine; aldehyde-amine reactants such as butyraldehyde-aniline reactant, hexamethylenetetramine-acetaldehyde reactant or aldehyde-ammonia reactants; imidazolines such as 2-mercaptoimidazoline; thiocarbanilide, diethylurea, Thioureas such as dibutylthiourea, trimethylthiourea, diorthotolylthiourea; tetramethylthiuram monosulfide, tetramethylthiuram disulfide, pentamethylenethiuramte Thiuram monosulfides or
- vulcanization accelerators may be used alone or in combination of two or more.
- the amount added is preferably 0.05 to 30 parts by weight, more preferably 0.1 to 20 parts by weight with respect to 100 parts by weight of the hydrogenated block copolymer (a). More preferably, it is 0.2 to 10 parts by mass.
- thermoplastic elastomer composition for example, a thermoplastic elastomer composition, sulfur or a sulfur compound, a vulcanization accelerator, and, if necessary, other thermoplastic resin using a mixer such as a roll or a Banbury mixer, Preferably after kneading at 50 to 250 ° C., more preferably 80 to 200 ° C., preferably at 60 ° C. or higher, more preferably 90 to 250 ° C., usually preferably 1 minute to 2 hours, more preferably 5 minutes to The method of forming a bridge
- the crosslinking method by resin crosslinking uses phenolic resins such as alkylphenol resins and brominated alkylphenol resins as crosslinking agents, and uses crosslinking catalysts such as stannous chloride, ferric chloride, organic sulfonic acid, polychloroprene, and chlorosulfonated polyethylene.
- the amount of the phenol resin added as a crosslinking agent is preferably 1 to 30 parts by mass, more preferably 5 to 20 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (a). Part.
- the addition amount of the crosslinking catalyst is preferably 0.1 to 10 parts by mass, more preferably 0.5 to 5 parts by mass.
- the crosslinking temperature is preferably 100 to 250 ° C, more preferably 130 to 220 ° C.
- a combination of p-quinonedioxime and lead dioxide, p, p'-dibenzoylquinonedioxime and trilead tetroxide, or the like is used as a crosslinking agent.
- quinone oximes are preferably added in an amount of 0.1 to 10 parts by mass, more preferably 0.5 to 5 parts by mass with respect to 100 parts by mass of the hydrogenated block copolymer (a).
- the lead oxides are preferably added in an amount of 0.1 to 15 parts by mass, more preferably 0.5 to 10 parts by mass.
- the crosslinking temperature is preferably 90 to 250 ° C, more preferably 110 to 220 ° C.
- the active energy rays to be used include ⁇ rays, ⁇ rays, ⁇ rays, X rays, electron rays, proton rays, neutron rays, ultraviolet rays (UV), and the like.
- An electron beam is preferable and an electron beam is more preferable.
- These radiations may be used in combination.
- the irradiation conditions for electron beam irradiation are not particularly limited, and the acceleration energy is usually 150 keV or more, more preferably 300 keV or more, and the irradiation dose is usually preferably 20 to 600 kGy, more preferably 100 to 600 kGy, even more preferably. Is 200 to 450 kGy.
- irradiation is preferably performed in an inert gas atmosphere such as nitrogen or argon or in a vacuum.
- an organic peroxide, sulfur or a sulfur compound, and a vulcanization accelerator may be used in combination.
- the thermoplastic elastomer composition of the present invention may be a thermoplastic elastomer composition containing a tackifying resin, if necessary, as long as the effects of the present invention are not significantly impaired.
- a tackifying resin those conventionally used as resins imparting tackiness can be used without particular limitation.
- rosin resins such as gum rosin, tall oil rosin, wood rosin, hydrogenated rosin, disproportionated rosin, polymerized rosin, glycerin ester, rosin ester such as pentaerythritol ester, ⁇ -pinene, ⁇ -pinene, dipentene, etc.
- Terpene resins such as terpene resins, aromatic modified terpene resins, hydrogenated terpene resins, terpene phenol resins, etc .; (hydrogenated) aliphatic (C5) petroleum resins, (hydrogenated) aromatic (C9) Petroleum that may be hydrogenated, such as petroleum resins, (hydrogenated) copolymerized (C5-C9 copolymerized) petroleum resins, (hydrogenated) dicyclopentadiene-based petroleum resins, alicyclic saturated hydrocarbon resins, etc.
- Resin Poly ⁇ -methylstyrene, ⁇ -methylstyrene-styrene copolymer, styrene monomer-aliphatic monomer copolymer, styrene Styrene resin such as monomer- ⁇ -methylstyrene-aliphatic monomer copolymer, styrene monomer-aromatic monomer (excluding styrene monomer) copolymer, phenol resin, xylene resin, coumarone-indene Synthetic resins such as resin based on the above.
- thermoplastic elastomer composition of the present invention, the amount thereof is preferably 100 parts by mass or less with respect to 100 parts by mass of the hydrogenated block copolymer (a), from the viewpoint of heat resistance. More preferably, it is 80 mass parts or less, More preferably, it is 70 mass parts or less, Most preferably, it is 50 mass parts or less.
- the softening point of the tackifying resin is preferably 50 ° C. to 150 ° C., more preferably 100 ° C. to 150 ° C. from the viewpoint of heat resistance.
- thermoplastic elastomer composition of the present invention there are no particular restrictions on the method for producing the thermoplastic elastomer composition of the present invention.
- (i) hydrogenated block copolymer (a), softener (b), polyolefin resin (c), and, if necessary, the aforementioned addition (Ii) hydrogenation block co-polymerization, after pre-mixing the agent, and then using an extruder or kneader such as a single screw extruder, multi-screw extruder, Banbury mixer, Brabender, open roll, kneader, etc.
- Examples include coalescence (a), softening agent (b), polyolefin resin (c), and, if necessary, melt-kneading by supplying the additive from separate charging ports of the extruder or kneader.
- Examples of the premixing method include a method using a mixer such as a Henschel mixer, a high speed mixer, a V blender, a ribbon blender, a tumbler blender, or a conical blender.
- thermoplastic elastomer composition of the present invention has a melt flow rate (MFR) measured according to the method described in the examples, preferably 10 g / 10 min or more, more preferably 20 g / 10 min or more, still more preferably It is 50 g / 10 min or more and is excellent in moldability.
- MFR melt flow rate
- the hardness measured according to the method described in the examples is 3 to 95, preferably 3 to 90, more preferably 3 to 85, and particularly preferably 3 to 80, and is excellent in flexibility.
- the haze value measured according to the method described in the examples is 30 to 70%, preferably 30 to 60%, more preferably 30 to 50%, and excellent visual transparency.
- the resilience measured by the method described in the examples is 30 to 50%, preferably 30 to 45%, more preferably 30 to 40%, and excellent vibration damping properties.
- the compression set measured according to the method described in the Examples is 10 to 65% under all conditions of 70 ° C., 100 ° C. and 120 ° C., preferably 10 to 60%, more preferably 10 to 55%, more preferably 15 to 50%, and excellent compression set at high temperatures.
- thermoplastic elastomer composition of the present invention can be obtained by using a conventionally known method such as extrusion molding, injection molding, hollow (blow) molding, compression molding, press molding, calender molding, and the like. Can be formed into a molded body, a molded body, and other various molded bodies. Moreover, it can shape
- polymer materials such as polyethylene, polypropylene, olefin elastomer, ABS resin, polyamide, metal, wood, cloth, nonwoven fabric, stone, etc.
- It can be produced by techniques such as heat fusion, solvent adhesion, ultrasonic adhesion, dielectric adhesion, and laser adhesion.
- the molded body made of the thermoplastic elastomer composition of the present invention may be a foam molded body as long as the effects of the present invention are not significantly impaired.
- a foaming agent is added to the thermoplastic elastomer composition when molding various molded articles.
- blowing agent examples include inorganic blowing agents such as ammonium carbonate, ammonium hydrogen carbonate, sodium hydrogen carbonate, ammonium nitrite, sodium borohydride, and azides; N, N′-dinitrosopentamethylenetetramine, N, N N-nitroso compounds such as' -dimethyl-N, N'-dinitrosotephthalamide, azo compounds such as azobisisobutyronitrile, azodicarbonamide, barium azodicarboxylate, trichloromonofluoromethane, dichloromono Sulfonylhydrazines such as fluorinated alkanes such as fluoromethane, paratoluenesulfonyl hydrazide, diphenylsulfone-3,3′-disulfonylhydrazide, 4,4′-oxybis (benzenesulfonylhydrazide), allylbis (sulfonylhydr
- thermally expandable fine particles Commercially available products of the thermally expandable fine particles include “Microsphere” (trade name, epoxy resin-encapsulated microcapsule) manufactured by Matsumoto Yushi Seiyaku Co., Ltd. ), “EXPANCEL” (trade name, organic microballoon) manufactured by AKZO NOBEL, and the like.
- foaming agents an inorganic foaming agent, an azo compound, or a sulfonylhydrazine compound is preferable from the viewpoint of safety to the human body.
- the amount of the foaming agent used is usually preferably 0.1 to 3% by mass, more preferably 0.3 to 2.8% by mass with respect to the total mass of the thermoplastic elastomer composition. %. If the blending ratio of the foaming agent is 0.1 mass or more, the foaming ratio of the obtained foamed molded article is sufficient, and is excellent in rubber elasticity. It can prevent that the molded object which has an independent foaming cell is no longer obtained.
- what boiled the above-mentioned foaming agent with thermoplastic resins, such as polyolefin is also marketed as a foaming agent, and such a masterbatch can also be used. In that case, the blending amount of the foaming agent is calculated by an amount obtained by multiplying the mass of the master batch by the blending ratio of the foaming agent.
- nucleating agent when shape
- nucleating agents include talc, silica, alumina, mica, titania, zinc oxide, zeolite, calcium carbonate, magnesium carbonate, barium sulfate, aluminum hydroxide, and other metal oxides, composite oxides, metal carbonates, metals Sulfates and metal hydroxides can be used.
- the foamed molded article is usually contained in an amount of preferably 0.1 to 3 parts by mass, more preferably 0.1 to 2 parts by mass with respect to 100 parts by mass of the thermoplastic elastomer composition.
- the cell diameter of the foamed cell can be easily adjusted, and a foamed molded article having appropriate flexibility can be obtained.
- limiting in particular about the addition method of the said nucleating agent For example, the method of carrying out dry blending to the said thermoplastic elastomer composition, the method of melt-kneading together with each component when manufacturing a thermoplastic elastomer composition is mentioned.
- the thermoplastic elastomer composition of the present invention is formed from the excellent fluidity (MFR) because the hydrogenated block copolymer (a), which is an essential component, has excellent absorbability of the softening agent (b). Excellent in handling and handling at the time of melt kneading.
- the molded body made of the composition is excellent in flexibility, visual transparency, vibration damping, softener retention, compression set at high temperature (eg, 70 to 120 ° C.), and balances these physical properties. Have well.
- the molded article made of the thermoplastic elastomer composition of the present invention is excellent in oxygen gas barrier property, liquid leakage resistance (sealing property), coring resistance and liquid leakage resistance after needle sticking, and therefore, as a medical sealing material. It is particularly useful.
- the oxygen permeability coefficient (unit: ml ⁇ 20 ⁇ m / m 2 ⁇ day ⁇ atm) measured according to the method described in the examples is within a range of 3,000 to 80,000.
- Peak top molecular weight (Mp) According to gel permeation chromatography (GPC) measurement, the polystyrene-converted peak top molecular weight of each of the polymer block (A) before hydrogenation and the hydrogenated block copolymers (a) and (a ′) after hydrogenation (Mp) was determined.
- Hydrogenation rate of hydrogenated block copolymer (a), (a ′) The iodine value of the block copolymer before and after hydrogenation is measured, and the hydrogenated block copolymer (a) or The hydrogenation rate (%) of (a ′) was calculated.
- Hydrogenation rate (%) ⁇ 1 ⁇ (iodine value of block copolymer after hydrogenation / iodine value of block copolymer before hydrogenation) ⁇ ⁇ 100
- thermoplastic elastomer composition pellets obtained in the following examples or comparative examples were injection molded at 200 ° C. with an injection molding machine (“IS-55EPN”, manufactured by Toshiba Machine Co., Ltd.), 110 mm in length, A sheet-like test piece having a width of 110 mm and a thickness of 2 mm was prepared, and three injection molded sheets were stacked in accordance with JIS K 6253, and the hardness of a thickness of 6 mm was measured.
- the hardness meter used was a type A durometer, and the measured value was recorded as an instantaneous value.
- the type A hardness is preferably 95 or less, more preferably 90 or less, and still more preferably 85 or less, the obtained molded article is excellent in flexibility.
- melt flow rate [MFR] (moldability)
- the pellets of the thermoplastic elastomer composition obtained in the following examples or comparative examples were measured by measuring the weight of the thermoplastic elastomer composition per unit time discharged from the capillary. It was used as an index of sex. The measurement temperature was 230 ° C. and the load was 49.0 N.
- the MFR measured under such conditions is preferably 10 g / 10 min or more, more preferably 20 g / 10 min or more, the resulting thermoplastic elastomer composition is excellent in molding processability.
- thermoplastic elastomer composition pellets obtained in the following examples or comparative examples were injection molded at 200 ° C. with an injection molding machine (“IS-55EPN”, manufactured by Toshiba Machine Co., Ltd.), 110 mm in length, A sheet-like test piece having a width of 110 mm and a thickness of 2 mm was prepared, and the haze value of the sheet having a thickness of 2 mm was measured using a reflection / transmittance meter (“HR”) in accordance with the method specified in JIS K 7105 for transparency measurement. -100 type ", manufactured by Murakami Color Research Laboratory Co., Ltd.).
- the haze value is preferably 70% or less, more preferably 60% or less. When the haze value is within the above range, the obtained molded article is excellent in visual transparency.
- the measured value is a value converted to 20 ⁇ m.
- the oxygen permeability coefficient is preferably 80,000 ml ⁇ 20 ⁇ m / m 2 ⁇ day ⁇ atm or less, more preferably 70000 ml ⁇ 20 ⁇ m / m 2 ⁇ day ⁇ atm or less, and further preferably 60000 ml ⁇ 20 ⁇ m / m 2 ⁇ day ⁇ atm or less. And excellent oxygen gas barrier properties.
- thermoplastic elastomer composition pellets obtained in the following examples or comparative examples compression molding is performed at 200 ° C. for 3 minutes using a compression molding machine, and the diameter is 13.0 ⁇ 0.5 mm.
- a columnar test piece having a thickness of 6.3 ⁇ 0.3 mm was produced.
- the compression set after maintaining 25% compression deformation for 22 hours at three temperatures of 70 ° C., 100 ° C. and 120 ° C. was measured in accordance with JIS K 6262. The smaller this value, the better the compression set at a high temperature.
- it is 65% or less under all conditions of 70 ° C., 100 ° C., and 120 ° C., more preferably 60% or less under all conditions of 70 ° C., 100 ° C., and 120 ° C., more preferably 70 ° C., 100 ° C., 120 55% or less under all conditions of ° C.
- the compression set is within the above range, the obtained molded article is excellent in compression set at a high temperature.
- Reference Example 1 (Production of hydrogenated block copolymer (a) -1) 1.84 kg of styrene and 55.8 kg of cyclohexane as a solvent were charged in a pressure-resistant container substituted with dry nitrogen. To this solution, 45 ml of sec-butyllithium (10% by mass, cyclohexane solution) was added as an initiator and polymerized at 60 ° C. for 1 hour.
- the hydrogenated product (hereinafter referred to as hydrogenated block copolymer (a) -1) was obtained.
- the resulting hydrogenated block copolymer (a) -1 has a hydrogenation rate of 97.2%, the content of the polymer block (A) is 29.4% by mass, and the peak top of the polymer block (A).
- the molecular weight is 37,500
- the peak top molecular weight (Mp) of the hydrogenated block copolymer (a) -1 is 315,000
- the vinyl bond content of the polymer block (B) is 55.2%
- the bulk density is 0. 0.22 g / ml.
- Table 1 The physical property data of the hydrogenated block copolymer (a) -1 are summarized in Table 1.
- Reference Example 2 (Production of hydrogenated block copolymer (a ′)-2)
- 55.8 kg of cyclohexane as a solvent 55.8 kg of cyclohexane as a solvent, 59 ml of sec-butyllithium (10% by mass, cyclohexane solution) as an initiator, and 99 g of N, N, N ′, N′-tetramethylethylenediamine as a Lewis base are polymerized.
- the polymerization reaction, hydrogenation reaction, decatalysis and drying were carried out in the same manner as in Reference Example 1 except that 1.84 kg of styrene, 8.57 kg of butadiene and 1.84 kg of styrene were sequentially added as monomers and polymerized.
- a hydrogenated product of polybutadiene-polystyrene triblock copolymer was obtained (hereinafter referred to as hydrogenated block copolymer (a ′)-2).
- the hydrogenated block copolymer (a ′)-2 obtained had a hydrogenation rate of 98.8%, the content of the polymer block (A) was 29.3% by mass, and the peak of the polymer block (A) The top molecular weight is 28,500, the hydrogenated block copolymer (a ′)-2 has a peak top molecular weight (Mp) of 309,000, the polymer block (B) has a vinyl bond content of 73.2%, and a bulk density.
- the physical property data of the hydrogenated block copolymer (a ′)-2 are summarized in Table 1.
- Reference Example 3 (Production of hydrogenated block copolymer (a ′)-3)
- the hydrogenated product of polystyrene-poly (isoprene / butadiene) -polystyrene triblock copolymer was obtained (hereinafter referred to as hydrogenated block copolymer (a ′)-3).
- the resulting hydrogenated block copolymer (a ′)-3 had a hydrogenation rate of 98.9%, the content of the polymer block (A) was 29.4% by mass, and the peak of the polymer block (A) The top molecular weight is 27,500, the hydrogenated block copolymer (a ′)-3 has a peak top molecular weight (Mp) of 303,000, the polymer block (B) has a vinyl bond content of 8.1%, and a bulk density. Was 0.22 g / ml.
- the physical property data of the hydrogenated block copolymer (a ′)-3 are summarized in Table 1.
- Reference Example 4 (Production of hydrogenated block copolymer (a ′)-4)
- the resulting hydrogenated block copolymer (a ′)-4 had a hydrogenation rate of 98.7%, the content of the polymer block (A) was 29.4% by mass, and the peak of the polymer block (A)
- the top molecular weight is 45,800
- the peak top molecular weight (Mp) of the hydrogenated block copolymer (a ′)-4 is 495,000
- the vinyl bond content of the polymer block (B) is 7.4%
- the bulk density was 0.23 g / ml.
- the physical property data of the hydrogenated block copolymer (a ′)-4 are summarized in Table 1.
- Reference Example 5 (Production of hydrogenated block copolymer (a ′)-5)
- Reference Example 1 55.8 kg of cyclohexane as a solvent, 65 ml of sec-butyllithium (10 mass%, cyclohexane solution) as an initiator, 312 g of tetrahydrofuran as a Lewis base, 2.02 kg of styrene as a monomer to be polymerized, 9.90 kg of isoprene,
- the polymerization reaction, hydrogenation reaction, decatalyst and drying were carried out in the same manner as in Reference Example 1 except that 2.02 kg of styrene was added in succession, and the polystyrene-polyisoprene-polystyrene triblock copolymer was hydrogenated.
- hydrogenated block copolymer (a ′)-5 (Hereinafter referred to as hydrogenated block copolymer (a ′)-5).
- the hydrogenated block copolymer (a ′)-5 obtained had a hydrogenation rate of 97.0%, the content of the polymer block (A) was 28.5% by mass, and the peak of the polymer block (A) The top molecular weight is 26,000, the peak top molecular weight (Mp) of the hydrogenated block copolymer (a ′)-5 is 225,000, the vinyl bond content of the polymer block (B) is 58.2%, and the bulk density was 0.44 g / ml.
- the physical property data of the hydrogenated block copolymer (a ′)-5 are summarized in Table 1.
- Reference Example 6 (Production of softener (b) -3)
- a softener 55.8 kg of cyclohexane as a solvent, 5971 ml of sec-butyl lithium (10% by mass, cyclohexane solution) as an initiator, 12.55 kg of styrene as a monomer to be polymerized without adding a Lewis base, and 71.10 kg of isoprene were used.
- a polymerization reaction and a hydrogenation reaction were carried out in the same manner as in Reference Example 1 except that the polymerization was carried out by sequentially adding to obtain a hydrogenated polystyrene-polyisoprene diblock copolymer as a liquid substance (hereinafter referred to as a softener).
- the resulting softener (b) -3 had a hydrogenation rate of 98.7%, a styrene polymer block content of 14.5% by mass, and a peak top molecular weight of 31,500.
- Softener (b) -1 Diana process oil PW-90 (paraffinic process oil, manufactured by Idemitsu Kosan Co., Ltd.)
- Polyolefin resin (c) -1 random polypropylene, Prime Polymer Co., Ltd. F327 [MFR 7 g / 10 min (230 ° C., 21.2 N load)]
- Polyolefin resin (c) -2 Homopolypropylene, manufactured by Prime Polymer Co., Ltd. J107G [MFR 30 g / 10 min (230 ° C., 21.2 N load)]
- thermoplastic elastomer compositions obtained in Examples 1 to 10 have the softening agent (b) absorbability, hardness, molding processability, softening agent (b) retention, visual transparency, It can be seen that the vibration damping property and compression set at high temperature are excellent, and these physical properties have excellent values in a well-balanced manner. Further, the molded articles molded from the thermoplastic elastomer compositions obtained in Examples 1 to 10 are excellent in oxygen gas barrier properties, and the plug body has liquid leakage resistance, coring resistance, and liquid leakage resistance after needle sticking. It turns out that both are excellent.
- thermoplastic elastomer composition obtained in Comparative Example 1 is such that the polymer block (B) constituting the hydrogenated block copolymer (a ′)-2 as the component is butadiene. It can be seen that the rebound resilience and compression set at 120 ° C. are deteriorated due to the fact that it is composed only of units. From Tables 3 and 4, in Comparative Examples 2 to 9, 16 and 17, the vinyl bond content of the polymer block (B) constituting the hydrogenated block copolymer (a ′)-3 was 8.1%, It can be seen that the hardness, MFR, haze value, rebound resilience, compression set at high temperature, and the like are deteriorated due to the fact that the value is smaller than that of the present invention.
- Comparative Examples 2 and 3 the MFR, haze value, and rebound resilience are deteriorated.
- the coring resistance of the plug is poor.
- Comparative Example 4 the haze value is deteriorated, and the coring resistance of the plug is not satisfactory.
- Comparative Example 5 the haze value is deteriorated and the liquid leakage resistance of the plug is poor.
- Comparative Example 6 the hardness, haze value and compression set at 120 ° C. are deteriorated, and the liquid leakage resistance of the plug and the liquid leakage resistance after needle sticking are deteriorated.
- Comparative Example 7 the impact resilience, oxygen permeability coefficient, and compression set at 120 ° C.
- Comparative Example 8 the impact resilience, oxygen permeability coefficient, and compression set at 120 ° C. were deteriorated, and the coring resistance of the plug and the liquid leakage resistance after needle sticking were poor.
- Comparative Example 9 the haze value and the rebound resilience are deteriorated, and the coring resistance of the plug is not satisfactory.
- Comparative Example 16 the haze value and the impact resilience were deteriorated, and the compression set at 100 ° C. and 120 ° C. was deteriorated.
- Comparative Example 17 the haze value and rebound resilience deteriorate, the MFR deteriorates, the coring resistance of the plug is not satisfactory, and the liquid leakage resistance after needle sticking is poor.
- the vinyl bond content of the polymer block (B) constituting the hydrogenated block copolymer (a ′)-4, which is the component, is 7.4%, which is a value smaller than the regulation of the present invention. For some reason, the MFR, haze value and rebound resilience are deteriorated, and the coring resistance of the plug is not satisfactory.
- the hydrogenated block copolymer (a ′)-5 which is the component, has a peak top molecular weight (Mp) of 225,000, which is smaller than that specified in the present invention, and has a bulk density of Due to being 0.44 g / ml and out of the specified range of the present invention, the absorbability and retention of the softener (b) and the compression set at each measurement temperature are deteriorated.
- Mp peak top molecular weight
- the plug body has poor liquid leakage resistance
- Comparative Example 12 the liquid leakage resistance, coring resistance, and liquid leakage resistance after needle sticking are all poor.
- Comparative Example 13 the blending amount of the softening agent (b) and the polyolefin resin (c) deviates from the provisions of the present invention, resulting in a deterioration in the oxygen permeability coefficient. Further, at 100 ° C. and 120 ° C. In the measurement of compression set, the test piece was damaged and the heat resistance was remarkably deteriorated. Further, the coring resistance of the plug and the liquid leakage resistance after needle sticking are poor. In Comparative Example 18, the oxygen permeation coefficient deteriorated due to the blending amount of the softening agent (b) being out of the scope of the present invention, and further tested in compression set measurement at 100 ° C and 120 ° C. The piece is broken and the heat resistance is significantly worse.
- the coring resistance of the plug and the liquid leakage resistance after needle sticking are poor.
- the hardness, MFR, haze value, and compression set at 100 ° C. and 120 ° C. are deteriorated due to the absence of the softening agent (b).
- the hydrogenated block copolymer (a ′)-5 which is the component, has a peak top molecular weight (Mp) of 225,000, which is smaller than that specified in the present invention, and the bulk density is 0.00. 44 g / ml, which is outside the specified range of the present invention and does not contain the softening agent (b), deteriorated hardness and compression set at 70 ° C, 100 ° C and 120 ° C. ing.
- the liquid leakage resistance of the plug is poor.
- thermoplastic elastomer composition of the present invention is excellent in flexibility, moldability, visual transparency, vibration damping, softener retention and compression set at high temperature, and has a good balance of these properties. Therefore, it can be used for various molded products such as sheets, films, plates, tubes, hoses, and belts.
- the molded body made of the thermoplastic elastomer composition of the present invention is excellent in oxygen gas barrier properties, liquid leakage resistance (sealing performance), coring resistance and liquid leakage resistance after needle sticking,
- the contents are sealed in the medical field, such as plugs for containers containing pharmaceutical products, sealing materials for infusion system connections in infusion bags, infusion stoppers, sealing or packing materials for vacuum blood collection tubes, and syringe gaskets. It is useful as a member used for this purpose.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Life Sciences & Earth Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Graft Or Block Polymers (AREA)
- Materials For Medical Uses (AREA)
- Sealing Material Composition (AREA)
Abstract
Description
しかしながら、これらの材料は、高温・高圧下で長時間にわたって架橋および成形を行う工程が必要であり、取り扱い性や生産性に劣る。そのため、通常の熱可塑性樹脂と同じように熱プレス成形、射出成形、押出成形などの汎用の溶融成形技術を利用して成形品を簡単に製造することのできる熱可塑性エラストマー組成物が開発されている。
特に、ビニル芳香族化合物を主体とする重合体ブロックと共役ジエンを主体とする重合体ブロックを有するブロック共重合体の水素添加物は、耐熱性、耐候性、耐衝撃性、柔軟性に優れるだけでなく、加硫することなしに従来の加硫ゴムと同等の強度および弾性特性を示す。かかる特性を有することから、該ブロック共重合体の水素添加物は、単独のみならず、ポリオレフィン系樹脂などの熱可塑性樹脂や、軟化剤などの各種添加剤を配合した熱可塑性樹脂組成物として用いられ、医療用部材として提案されているものもある。
特許文献2に開示されているエラストマー状組成物は、100℃、22時間での圧縮永久歪み、耐油性、射出成形性に優れるものの、視覚的な透明性、制振性、成形加工性、さらには酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性に関しては何らの言及もなく、用途が限定され、なお改良の余地がある。
特許文献3で開示されているブロック共重合体を含有する組成物は、25℃で優れた制振性能を示すことが示されているものの、それ以外の物性がどのようなものであるのかにつき言及がなされておらず、幅広い用途への適用という観点からなお検討の余地がある。
特許文献4に記載されている柔軟性組成物はJIS-A硬度の値が小さく、かつ反発弾性率がゼロであり、低硬度で衝撃吸収性に優れるが、高温、特に70℃以上の圧縮永久歪み特性や軟化剤保持性、さらには酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性については何ら言及されておらず、検討の余地がある。
特許文献6に開示されている熱可塑性エラストマー組成物から得られる成形体は、成形性、耐油性および高温での圧縮永久歪みなどの点では改良が認められるが、未だ不十分である。
また、特許文献7に開示されている熱可塑性エラストマー組成物から得られる輸液用止栓は、成形性、耐油性および高温での圧縮永久歪みなどの点では改良が認められるが、未だ不十分であり、さらに酸素ガスバリア性や、栓体としたときの密封性などについては何ら言及されていない。
したがって、従来要求されている成形性、高温での圧縮歪み特性などの特性に加え、特に酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性を要求される医療用シーリング材用途へこれらの材料をそのまま適用するには、依然として技術改良の余地があった。
そこで、本発明者は、特許文献3に開示されたブロック共重合体における、イソプレンまたはイソプレン-ブタジエン混合物からなり、3,4-結合および1,2-結合含有量が40%以上であるブロック(B)を重合する際に、テトラヒドロフランなどのルイス塩基をビニル化剤として添加して反応を行う際の副反応の抑制について検討した。その結果、ビニル化剤の存在に伴い、イソプレンなどの共役ジエン重合時にバックバイティングと称されるアニオン重合における重合末端の安定化が起こり、現実的にはブロック共重合体の分子量を高めることに限界があることを突き止めた。
本発明はこれらの知見に基づいてなされたものであり、前記した特定の分子量を有する特定構造のブロック共重合体の水素添加物に対して、軟化剤とポリオレフィン樹脂をそれぞれ特定の割合で含有させることにより、前記課題を解決し得ることを見出した。
[1]芳香族ビニル化合物に由来する構造単位を含有する重合体ブロック(A)と、イソプレンまたはイソプレンおよびブタジエンの混合物に由来する構造単位を含有し、3,4-結合単位および1,2-結合単位の含有量の合計が45%以上である重合体ブロック(B)とを有するブロック共重合体の水素添加物であって、ゲルパーミエーションクロマトグラフィーにより標準ポリスチレン換算で求めたピークトップ分子量(Mp)が250,000~500,000であり、かつ嵩密度が0.10~0.40g/mlの粉末である水添ブロック共重合体(a)100質量部、
軟化剤(b)10~300質量部、および
ポリオレフィン樹脂(c)5~200質量部
を含有してなる熱可塑性エラストマー組成物。
[2]前記重合体ブロック(B)がイソプレンに由来する構造単位からなる、上記[1]に記載の熱可塑性エラストマー組成物。
[3]上記[1]または[2]に記載の熱可塑性エラストマー組成物からなる成形体。
[4]上記[1]または[2]に記載の熱可塑性エラストマー組成物からなる医療用シーリング材。
本発明の熱可塑性エラストマー組成物は、後述する特定の水添ブロック共重合体(a)100質量部、軟化剤(b)10~300質量部およびポリオレフィン樹脂(c)5~200質量部を含有してなるものである。以下、各成分につき詳細に説明する。
本発明に用いる水添ブロック共重合体(a)は、芳香族ビニル化合物に由来する構造単位を含有する重合体ブロック(A)と、イソプレンまたはイソプレンおよびブタジエンの混合物に由来する構造単位を含有し、3,4-結合単位および1,2-結合単位の含有量の合計(ビニル結合含有量の合計)が45%以上である重合体ブロック(B)とを有するブロック共重合体の水素添加物であって、ゲルパーミエーションクロマトグラフィーにより標準ポリスチレン換算で求めたピークトップ分子量(Mp)が250,000~500,000であり、かつ嵩密度が0.10~0.40g/mlの粉末である。
なお、本明細書では、イソプレンに由来する構造単位における3,4-結合単位および1,2-結合単位、ブタジエンに由来する構造単位における1,2-結合単位を「ビニル結合単位」と称し、その合計量を「ビニル結合含有量」と称する。
該重合体ブロック(A)は、前記した芳香族ビニル化合物の1種に由来する構造単位のみを含んでいてもよいし、2種以上に由来する構造単位を含んでいてもよい。その中でも、重合体ブロック(A)は、スチレンに由来する構造単位から主として構成されていることが好ましい。ここで言う「主として」とは、重合体ブロック(A)の質量に基づいて、スチレンに由来する構造単位が好ましくは90質量%以上、より好ましくは95質量%以上、さらに好ましくは100質量%であることを意味する。
イソプレン単独、またはイソプレンとブタジエンの混合物以外の共役ジエンに由来する構造単位、例えばブタジエン単独に由来する構造単位では、1,2-結合単位の含有量を増やしても、視覚的な透明性、制振性、成形加工性、高温での圧縮永久歪みの改善に乏しく、さらには酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性の改善に乏しく、実用上の意義は少ない。
かかるビニル結合含有量であることにより、そのような水添ブロック共重合体(a)と、特定量の軟化剤(b)および特定量のポリオレフィン樹脂からなる熱可塑性エラストマー組成物の成形加工性(流動性)が優れたものとなり、該熱可塑性エラストマー組成物から得られる成形体の酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性が向上する。
なお、本明細書において、ビニル結合含有量は、実施例に記載の方法に従って、1H-NMRスペクトルの測定によって求めた値である。
該共重合体ブロックでは、イソプレンに由来する構造単位とブタジエンに由来する構造単位の結合形態は、ランダム状、ブロック状、テーパード状のいずれであってもよい。
重合体ブロック(B)が、イソプレンとブタジエンの混合物に由来する構造単位からなる場合は、本発明の熱可塑性エラストマー組成物の透明性、制振性および成形加工性、並びに本発明の成形体の酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性を良好に保つ観点から、イソプレン単位とブタジエン単位の合計に対するイソプレン単位の割合は、好ましくは10モル%以上、より好ましくは30モル%以上、さらに好ましくは40モル%以上である。
なお、本明細書において、重合体ブロック(B)における不飽和二重結合の水素添加率は、実施例に記載のとおり、重合体ブロック(B)における不飽和二重結合の含有量を、水素添加の前後において、核磁気共鳴(1H-NMR)分光計によって測定し、その測定値から求めた値である。
また、水添ブロック共重合体(a)が重合体ブロック(A)を2個以上または重合体ブロック(B)を2個以上有する場合には、それぞれの重合体ブロック(A)およびそれぞれの重合体ブロック(B)は互いに同じ構成のブロックであっても異なる構成のブロックであってもよい。例えば、〔A-B-A〕で表されるトリブロック構造における2個の重合体ブロック(A)は、それらを構成する芳香族ビニル化合物の種類が、それぞれ同じであっても異なっていてもよい。
また、水添ブロック共重合体(a)の全体のピークトップ分子量(Mp)は、水素添加後の状態で250,000~500,000であり、好ましくは280,000~500,000であり、より好ましくは300,000~500,000であり、より好ましくは310,000~500,000であり、さらに好ましくは310,000~400,000であり、特に好ましくは310,000~350,000である。水添ブロック共重合体(a)のピークトップ分子量(Mp)が上記の範囲内であると、嵩密度が0.10~0.40g/mlの粉末の水添ブロック共重合体(a)が容易に得られ、該ブロック共重合体(a)は軟化剤(b)の吸収性に優れる。さらに得られる熱可塑性エラストマー組成物は高温での圧縮永久歪みおよび軟化剤(b)の保持性に優れる。
なお、本明細書でいうピークトップ分子量(Mp)は、実施例に記載したとおり、ゲルパーミエーションクロマトグラフィー(GPC)法により、標準ポリスチレン換算で求めた値である。
水添ブロック共重合体(a)の製造方法は、例えば、アニオン重合やカチオン重合などのイオン重合法、シングルサイト重合法、ラジカル重合法などの重合方法が挙げられる。アニオン重合法による場合は、例えば、アルキルリチウム化合物などを重合開始剤として用いて、n-ヘキサンやシクロヘキサンなどの重合反応に不活性な有機溶媒中で、芳香族ビニル化合物と、イソプレン(またはイソプレンとブタジエンの混合物)とを逐次重合させ、所望の分子構造および分子量を有するブロック共重合体を製造した後、アルコール類、カルボン酸類、水などの活性水素化合物を添加して重合を停止させることによりブロック共重合体を製造することができる。重合は、通常、0~80℃の温度で、0.5~50時間行われる。
そして得られたブロック共重合体を単離した後、または好ましくは単離せずに引き続き、重合反応に不活性な有機溶媒中で水素添加触媒の存在下に水素添加反応を行うことにより、水添ブロック共重合体(a)を得ることができる。
ルイス塩基の使用量は、アルキルリチウム化合物のリチウム原子1モルに対して、好ましくは、概ね0.1~1000モルであり、より好ましくは0.1~100モル、さらに好ましくは1~100モルである。この範囲内で適宜調整することによって、任意にビニル結合含有量を制御すればよい。
本発明の熱可塑性エラストマー組成物は、柔軟性、成形加工性などを付与する目的から、軟化剤(b)を含有してなるものである。軟化剤(b)としては、例えば、パラフィン系、ナフテン系、芳香族系のプロセスオイル;ジオクチルフタレート、ジブチルフタレートなどのフタル酸誘導体;ホワイトオイル;ミネラルオイル;エチレンとα-オレフィンとの液状コオリゴマー;流動パラフィン;ポリブテン;低分子量(ピークトップ分子量400~90,000程度)ポリイソブチレン;液状ポリブタジエン、液状ポリイソプレン、液状ポリ(イソプレン-ブタジエン)共重合体、液状ポリ(スチレン-ブタジエン)共重合体、液状ポリ(スチレン-イソプレン)共重合体などの液状ポリジエンおよびその水添物などが挙げられる。これらは、1種を単独で使用してもよいし、2種以上を併用してもよい。
これらの中でも、水添ブロック共重合体(a)との相容性の観点から、パラフィン系プロセスオイル;エチレンとα-オレフィンとの液状コオリゴマー;流動パラフィン;低分子量(ピークトップ分子量5,000~80,000程度)ポリイソブチレン;液状ポリジエンおよびその水添物が好ましい。特に、液状ポリジエン(中でも、液状ポリ(スチレン-イソプレン)共重合体)およびその水添物や低分子量ポリイソブチレンであれば、本発明の成形体の酸素ガスバリア性の向上効果に一層優れ、また、パラフィン系プロセスオイルであれば、高温での圧縮永久歪みの改善効果に一層優れる。
軟化剤(b)の含有量は、水添ブロック共重合体(a)100質量部に対して10~300質量部であり、成形加工性の観点から、好ましくは30~300質量部、より好ましくは50~300質量部、さらに好ましくは50~270質量部である。
本発明の熱可塑性エラストマー組成物は、成形性などを向上させる観点から、ポリオレフィン樹脂(c)を含有してなるものである。ポリオレフィン樹脂(c)としては、例えば高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン、直鎖低密度ポリエチレンなどのポリエチレン、ホモポリプロピレンなどのプロピレンの単独重合体、プロピレンおよびエチレンのブロック共重合体(ブロックポリプロピレン)またはランダム共重合体(ランダムポリプロピレン)、プロピレンまたはエチレンとα-オレフィンとの共重合体などが挙げられる。上記α-オレフィンとしては、例えば1-ブテン、1-ペンテン、3-メチル-1-ブテン、1-ヘキセン、3-メチル-1-ペンテン、4-メチル-1-ペンテン、1-ヘプテン、1-オクテン、1-ノネン、1-デセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、1-エイコセンなどの炭素数20以下のα-オレフィンが挙げられ、これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
上記ポリオレフィン樹脂(c)の中でも、得られる熱可塑性エラストマー組成物の成形性の観点から、ホモポリプロピレン、ブロックポリプロピレン、ランダムポリプロピレンが好ましい。さらに柔軟性の観点からはホモポリプロピレン、ブロックポリプロピレンがより好ましく、透明性の観点からはホモポリプロピレン、ランダムポリプロピレンがより好ましい。
本発明では、本発明の効果を著しく損なわない範囲であれば、必要に応じ、各種添加剤を含有してなる熱可塑性エラストマー組成物としてもよい。かかる添加剤としては、例えば滑剤、酸化防止剤、熱安定剤、耐光剤、耐候剤、金属不活性剤、紫外線吸収剤、光安定剤、銅害防止剤、充填剤、補強剤、帯電防止剤、防菌剤、防かび剤、分散剤、着色剤や、イソブチレン・イソプレン共重合体、シリコーンゴム等のゴム、エチレン・酢酸ビニル共重合体、ABS樹脂等の熱可塑性樹脂などを挙げることができる。
また、上記充填剤としては、例えば炭酸カルシウム、タルク、カーボンブラック、酸化チタン、シリカ、クレー、硫酸バリウム、炭酸マグネシウム、ガラス繊維、カーボン繊維などが挙げられる。
本発明の熱可塑性エラストマー組成物は、所望の効果の発現を阻害しない限り、架橋を行ったものであってもよい。架橋を行う場合は、ラジカル発生剤、硫黄または硫黄化合物などの架橋剤、さらに必要に応じて架橋助剤を熱可塑性エラストマー組成物に添加して混練を行う。架橋を行う方法としては、この他、樹脂架橋法、キノイド架橋法、活性エネルギー線を用いる方法などが挙げられる。
これらのラジカル発生剤を用いる場合は、水添ブロック共重合体(a)100質量部に対して、好ましくは0.01~15質量部、より好ましくは0.05~10質量部が使用される。
該加硫促進剤としては、例えばN,N-ジイソプロピル-2-ベンゾチアゾール-スルフェンアミド、2-メルカプトベンゾチアゾール、2-(4-モルホリノジチオ)ベンゾチアゾールなどのチアゾール類;ジフェニルグアニジン、トリフェニルグアニジンなどのグアニジン類;ブチルアルデヒド-アニリン反応物、ヘキサメチレンテトラミン-アセトアルデヒド反応物などのアルデヒド-アミン系反応物またはアルデヒド-アンモニア系反応物;2-メルカプトイミダゾリンなどのイミダゾリン類;チオカルバニリド、ジエチルウレア、ジブチルチオウレア、トリメチルチオウレア、ジオルソトリルチオウレアなどのチオウレア類;テトラメチルチウラムモノスルフィド、テトラメチルチウラムジスルフィド、ペンタメチレンチウラムテトラスルフィドなどのチウラムモノスルフィドまたはチウラムポリスルフィド類;ジメチルジチオカルバミン酸亜鉛、エチルフェニルジチオカルバミン酸亜鉛、ジメチルジチオカルバミン酸ナトリウム、ジメチルジチオカルバミン酸セレン、ジエチルジチオカルバミン酸テルルなどのチオカルバミン酸塩類;ジブチルキサントゲン酸亜鉛などのキサントゲン酸塩類;有機過酸化物;亜鉛華などが挙げられる。これらの加硫促進剤は1種を単独で使用してもよいし、2種以上を併用してもよい。
加硫促進剤を併用する場合、その添加量は、水添ブロック共重合体(a)100質量部に対して、好ましくは0.05~30質量部、より好ましくは0.1~20重量部、さらに好ましくは0.2~10質量部である。
本発明の熱可塑性エラストマー組成物は、本発明の効果を著しく損なわない範囲であれば、必要に応じて、粘着付与樹脂を含有してなる熱可塑性エラストマー組成物としてもよい。粘着付与樹脂としては、従来より粘着性を付与する樹脂として使用されているものを特に制限なく用いることができる。例えば、ガムロジン、トール油ロジン、ウッドロジン、水添ロジン、不均化ロジン、重合ロジン、これらのグリセリンエステル、ペンタエリスリトールエステル等のロジンエステルなどのロジン系樹脂;α-ピネン、β-ピネン、ジペンテンなどを主体とするテルペン樹脂、芳香族変性テルペン樹脂、水添テルペン樹脂、テルペンフェノール樹脂などテルペン系樹脂;(水添)脂肪族系(C5系)石油樹脂、(水添)芳香族系(C9系)石油樹脂、(水添)共重合系(C5-C9共重合系)石油樹脂、(水添)ジシクロペンタジエン系石油樹脂、脂環式飽和炭化水素樹脂などの水素添加されていてもよい石油樹脂;ポリα-メチルスチレン、α-メチルスチレン-スチレン共重合体、スチレン系モノマー-脂肪族系モノマー共重合体、スチレン系モノマー-α-メチルスチレン-脂肪族系モノマー共重合体、スチレン系モノマー-芳香族系モノマー(スチレン系モノマーを除く。)共重合体などのスチレン系樹脂;フェノール系樹脂;キシレン樹脂;クマロン-インデン系樹脂等の合成樹脂等が挙げられる。これらの中でも、熱可塑性エラストマー組成物の着色抑制の観点から、水添テルペン樹脂、脂環式飽和炭化水素樹脂、(水添)脂肪族系(C5系)石油樹脂が好ましい。これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
本発明の熱可塑性エラストマー組成物に粘着付与樹脂を含有させる場合、その量は水添ブロック共重合体(a)100質量部に対して、好ましくは100質量部以下であり、耐熱性の観点から、より好ましくは80質量部以下、さらに好ましくは70質量部以下、特に好ましくは50質量部以下である。なお、粘着付与樹脂の軟化点については、耐熱性の観点から、好ましくは50℃~150℃、より好ましくは100℃~150℃である。
なお、予備混合する方法としては、ヘンシェルミキサー、ハイスピードミキサー、Vブレンダー、リボンブレンダー、タンブラーブレンダー、コニカルブレンダーなどの混合機を用いる方法が挙げられる。
こうして得られる本発明の熱可塑性エラストマー組成物は、実施例に記載の方法に従って測定したメルトフローレート(MFR)が、好ましくは10g/10分以上、より好ましくは20g/10分以上、さらに好ましくは50g/10分以上であり、成形加工性に優れる。同様に、実施例に記載の方法に従って測定した硬度が、3~95であり、好ましいものは3~90、さらに好ましいものは3~85、特に好ましいものは3~80であり、柔軟性に優れる。実施例に記載の方法に従って測定したヘイズ値が、30~70%であり、好ましいものは30~60%、より好ましいものは30~50%であり、視覚的な透明性に優れる。実施例に記載の方法に従って測定した反発弾性率が、30~50%であり、好ましいものでは30~45%、より好ましいものでは30~40%であり、制振性に優れる。実施例に記載の方法に従って測定した圧縮永久歪みが、70℃、100℃、120℃のすべての条件下において、10~65%であり、好ましいものでは10~60%、より好ましいものでは10~55%、さらに好ましいものでは15~50%であり、高温での圧縮永久歪みに優れる。
本発明の熱可塑性エラストマー組成物は、例えば、押出成形、射出成形、中空(ブロー)成形、圧縮成形、プレス成形、カレンダー成形などの従来公知の方法を用いて、シート、フィルム、チューブ、中空成形体、型成形体、その他の各種成形体に成形することができる。また、医療用シーリング材として用いられる各種成形体に成形することができる。
さらに、他の部材(例えば、ポリエチレン、ポリプロピレン、オレフィン系エラストマー、ABS樹脂、ポリアミドなどの高分子材料、金属、木材、布、不織布、石材など)と複合化することもでき、該複合体は、熱融着、溶剤接着、超音波接着、誘電接着、レーザー接着などの手法によって製造することができる。
本発明の熱可塑性エラストマー組成物からなる成形体は、本発明の効果を著しく損なわない範囲であれば、発泡成形体であってもよい。発泡成形体とする場合には、各種成形体を成形する際に、熱可塑性エラストマー組成物に発泡剤を添加して成形を行う。
かかる発泡剤としては、例えば、炭酸アンモニウム、炭酸水素アンモニウム、炭酸水素ナトリウム、亜硝酸アンモニウム、水素化ホウ素ナトリウム、アジド類などの無機系発泡剤;N,N’-ジニトロソペンタメチレンテトラミン、N,N’-ジメチル-N,N’-ジニトロソテレフタルアミドなどのN-ニトロソ系化合物、アゾビスイソブチロニトリル、アゾジカルボンアミド、バリウムアゾジカルボキシレートなどのアゾ系化合物、トリクロロモノフルオロメタン、ジクロロモノフルオロメタンなどのフッ化アルカン、パラトルエンスルホニルヒドラジド、ジフェニルスルホン-3,3’-ジスルホニルヒドラジド、4,4’-オキシビス(ベンゼンスルホニルヒドラジド)、アリルビス(スルホニルヒドラジド)などのスルホニルヒドラジン系化合物、p-トルイレンスルホニルセミカルバジド、4,4’-オキシビス(ベンゼンスルホニルセミカルバジド)などのスルホニルセミカルバジド系化合物、5-モルホリル-1,2,3,4-チアトリアゾールなどのトリアゾール系化合物などの有機系発泡剤;イソブタン、ペンタンなどの加熱膨張性化合物が、塩化ビニリデン、アクロニトリル、アクリル酸エステル、メタクリル酸エステルなどの熱可塑性樹脂からなるマイクロカプセルに封入された熱膨張性微粒子などを挙げることができる。これらは1種を単独で使用してもよいし、2種以上を併用してもよい。
上記造核剤の添加方法について特に制限はなく、例えば、上記熱可塑性エラストマー組成物にドライブレンドする方法、熱可塑性エラストマー組成物を製造する際に各成分と一緒に溶融混練する方法が挙げられる。
該組成物からなる成形体は、柔軟性、視覚的な透明性、制振性、軟化剤の保持性、高温(例えば70~120℃)での圧縮永久歪みに優れ、かつこれらの物性をバランス良く有する。さらに、本発明の熱可塑性エラストマー組成物からなる成形体は、酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性に優れるため、医療用シーリング材として特に有用である。
酸素ガスバリア性については、具体的には、実施例に記載の方法に従って測定した酸素透過係数(単位:ml・20μm/m2・day・atm)が、3,000~80,000の範囲内であり、好ましいものでは4,000~80,000、より好ましいものでは4,000~70,000、さらに好ましいものでは4,000~60,000、特に好ましいものでは4,000~55,000の範囲内である。
水素添加後のブロック共重合体(a)、(a’)をCDCl3に溶解して1H-NMRスペクトルを測定[装置:JNM-Lambda 500(日本電子株式会社製)、測定温度:50℃]し、スチレンに由来するピーク強度から重合体ブロック(A)の含有量を算出した。
ゲルパーミエーションクロマトグラフィー(GPC)測定により、水素添加前の重合体ブロック(A)と、水素添加後の水添ブロック共重合体(a)、(a’)それぞれについて、ポリスチレン換算のピークトップ分子量(Mp)を求めた。
機器:ゲルパーミエーションクロマトグラフ「HLC-8020」(東ソー株式会社製)
カラム:G4000HXL(東ソー株式会社製)×2本
溶離液:テトラヒドロフラン、流量:1ml/分
注入量:150μl
濃度:5mg/10ml(ブロック共重合体/テトラヒドロフラン)
カラム温度:40℃
検量線:標準ポリスチレンを用いて作成
検出方法:示差屈折率(RI)
水素添加前後におけるブロック共重合体のヨウ素価を測定し、その測定値により水添ブロック共重合体(a)または(a’)の水素添加率(%)を算出した。
水素添加率(%)={1-(水素添加後のブロック共重合体のヨウ素価/水素添加前のブロック共重合体のヨウ素価)}×100
水素添加前のブロック共重合体をCDCl3に溶解して1H-NMRスペクトルを測定[装置:JNM-Lambda 500(日本電子株式会社製)、測定温度:50℃]し、イソプレン、ブタジエン、またはイソプレンとブタジエンの混合物由来の構造単位の全ピーク面積と、イソプレン構造単位における3,4-結合単位および1,2-結合単位、ブタジエン構造単位における1,2-結合単位、またイソプレンとブタジエンの混合物の場合にはそれぞれの前記結合単位に対応するピーク面積の比からビニル結合含有量(3,4-結合単位と1,2-結合単位の含有量の合計)を算出した。
秤量した粉末状の水添ブロック共重合体(a)または(a’)をメスシリンダーに入れてその容積を測定し、該水添ブロック共重合体(a)または(a’)の質量をその容積で除することにより算出した。
以下の実施例または比較例に記載の熱可塑性エラストマー組成物を構成する各成分をプレブレンドした状態の混合物15kgを、スーパーミキサー「XEM-B-554」(商品名、株式会社カワタ製、内容積:100l)を用いて、1000rpmで5分間予備混合し、取り出してから10分後に安息角60°のホッパーに投入し、その状態を観察し、下記評価基準に従って評価した。
○:水添ブロック共重合体(a)または(a’)と軟化剤(b)とが分離せずにホッパーから自然落下した。
×:水添ブロック共重合体(a)または(a’)と軟化剤(b)とが分離したこと、若しくはホッパーから自然落下しなかったこと、またはその両方が確認された。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、射出成形機(「IS-55EPN」、東芝機械株式会社製)により200℃で射出成形して、縦110mm、横110mm、厚み2mmのシート状試験片を作製し、JIS K 6253に準拠し、該射出成形シートを3枚重ねて厚み6mmの硬度を測定した。硬度計はタイプAデュロメータを用い、測定値は瞬間の数値を記録した。タイプA硬度が好ましくは95以下、より好ましくは90以下、さらに好ましくは85以下であると、得られる成形体は柔軟性に優れる。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを、JIS K 7210に準拠し、キャピラリーから吐出される単位時間当たりの熱可塑性エラストマー組成物の重量を計測して、成形加工性の指標とした。なお、測定温度は230℃、荷重は49.0Nで行った。
かかる条件で測定したMFRが好ましくは10g/10分以上、より好ましくは20g/10分以上であることにより、得られる熱可塑性エラストマー組成物が成形加工性に優れることを示す。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、射出成形機(「IS-55EPN」、東芝機械株式会社製)により200℃で射出成形して、縦110mm、横110mm、厚み2mmのシート状試験片を作製し、箱型乾燥機(「PO-50」、株式会社松井製作所製)中に50℃で10日間静置した後、試験片の表面のオイルブリードの有無を目視にて確認した。かかる条件でオイルブリードがなければ、得られる成形体は軟化剤(b)の保持性に優れる。
○:オイルブリードなし。
×:オイルブリードあり。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、射出成形機(「IS-55EPN」、東芝機械株式会社製)により200℃で射出成形して、縦110mm、横110mm、厚さ2mmのシート状試験片を作製し、透明性測定に関するJIS K 7105に規定された方法に準拠して、当該厚さ2mmのシートのヘイズ値を反射・透過率計(「HR-100型」、株式会社村上色彩技術研究所製)を用いて測定した。ヘイズ値が、好ましくは70%以下、より好ましくは60%以下である。ヘイズ値が前記範囲内であることにより、得られる成形体は視覚的な透明性に優れる。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、圧縮成形機により200℃、3分間圧縮成形し、直径29.0±0.5mm、厚さ12.5±0.5mmの円柱状試験片を作製した。この試験片を用い、JIS K 6255に準拠して、リュプケ式反発弾性試験機によって25℃の反発弾性率を測定した。反発弾性率の値が小さいほど制振性に優れる。反発弾性率は、好ましくは50%以下、より好ましくは45%以下である。反発弾性率が前記範囲内であることにより、得られる成形体は制振性に優れる。
JIS K 7126-1(差圧法)に準拠し、差圧式のガスクロ法により、酸素透過係数(ml・20μm/m2・day・atm)を測定した。
具体的には、以下の実施例および比較例で得られた熱可塑性エラストマー組成物を圧縮成形機により230℃、2分間圧縮成形し、厚さ300μmのフィルム状試験片を作製し、該試験片を用いて、ガス透過率測定装置(「GTR-10」、柳本製作所製)を用いて酸素圧0.25MPa、測定温度35℃、測定湿度0%RHにて測定を行った。なお、測定値は20μmに換算した値である。
酸素透過係数が、好ましくは80000ml・20μm/m2・day・atm以下、より好ましくは70000ml・20μm/m2・day・atm以下、さらに好ましくは60000ml・20μm/m2・day・atm以下であると、酸素ガスバリア性に優れる。
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、圧縮成形機により200℃、3分間圧縮成形し、直径13.0±0.5mm、厚さ6.3±0.3mmの円柱状試験片を作製した。この円柱状試験片を用い、JIS K 6262に準拠し、70℃、100℃および120℃の3点の温度それぞれにおける、25%圧縮変形を22時間保った後の圧縮永久歪みを測定した。この値が小さいほど高温での圧縮永久歪みに優れる。好ましくは70℃、100℃、120℃全ての条件下で65%以下、より好ましくは70℃、100℃、120℃の全ての条件下で60%以下、さらに好ましくは70℃、100℃、120℃の全ての条件下で55%以下である。圧縮永久歪みが前記範囲内であることにより、得られる成形体が高温での圧縮永久歪みに優れる。なお、測定中に円柱状試験片に亀裂が発生し破損した場合は、「×」と表記した。
(i)耐液漏れ性(密封性)
以下の実施例または比較例で得られた熱可塑性エラストマー組成物のペレットを用いて、溶融温度200℃、プレス圧力10MPaの条件下にプレス成形を行って、直径2.1cm×長さ2.0cmの円柱状の栓体を製造した。
内容積500mlの透明なガラス製のボトルに水500mlを充填した後、ボトルの口部(直径2.0cm×長さ2.0cm)に栓体を差し込んで密封し、加圧釜に入れて120℃で60分間加熱した後取り出して、ボトルの口部における液漏れの有無を目視で観察し、下記評価基準に従って評価した。
○:液漏れがない
×:液漏れが生じた
上記(i)と同様にして直径2.1cm×長さ2.0cmの円柱状の栓体を製造した。上記の(i)で用いたのと同様の透明なガラス製のボトルに水500mlを充填した後、ボトルの口部(直径2.0cm×長さ2.0cm)に栓体を該栓体の上面部が該ボトル口部と平面を形成するまで差し込んで密封した。さらにその上にアルミキャップを巻き締めて被せ、アルミキャップの中央部分を取り除いてから、栓体の中央より標準注射針(22G)を、針を回転させることなく、かつ栓体の上面に対して垂直に差し込み場所をずらして10回貫通させた。
注射針の貫通によって栓体から切り離されて水中に浮いている熱可塑性エラストマー組成物細片の数を数えてコアリング性の評価を行った。水中に浮いている細片の数が少ないほど、耐コアリング性が良好である。
上記の(i)と同様にして直径2.1cm×長さ2.0cmの円柱状の栓体を製造した。上記の(i)で用いたのと同様の透明なガラス製のボトルに水500mlを充填した後、ボトルの口部(直径2.0cm×長さ2.0cm)に栓体を該栓体の上面部が該ボトル口部と平面を形成するまで差し込んで密封し、栓体の表面外側から注射針(22G)を刺し、それとは別にエアー抜き用の針を栓体に刺して、ボトルを倒立させ、ボトル内の水が150mlになるまで注射針を通してボトル内の水を外部に流出させ、次いで注射針を抜いて、その際に水の流出の有無を目視により観察し、下記評価基準に従って評価した。
○:液漏れがない
×:液漏れが生じた
乾燥した窒素で置換された耐圧容器に、スチレン1.84kgおよび溶媒としてシクロヘキサン55.8kgを仕込んだ。この溶液に、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)45mlを加え、60℃で1時間重合させた。次いで、この反応混合物にルイス塩基としてテトラヒドロフラン305gを加えた後、イソプレン8.57kgを加えて2時間重合を行い、さらにスチレン1.84kgを加えて1時間重合することにより、ポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体を含む反応液を得た。分析用にごく少量をサンプリングした後、該反応液に、水素添加触媒としてパラジウムカーボン(パラジウム担持量:5質量%)を該共重合体に対して5質量%添加し、水素圧力2MPa、150℃の条件で5時間、水添反応を行った。放冷、放圧後、濾過によりパラジウムカーボンを除去した後、濾液を再び80℃に加温し、これを110℃の熱水に100kg/時の速度で供給した。また同時に1MPaのスチームを50kg/時の速度で供給し、反応容器内温度110±2℃でスチームストリッピングを行った。得られたスラリーを圧縮水絞機により45%にまで脱水し、120℃のプレートドライヤーで加熱乾燥して、含水率0.1質量%の粉末状のポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体の水素添加物(以下、水添ブロック共重合体(a)-1と称する)を得た。得られた水添ブロック共重合体(a)-1の水素添加率は97.2%であり、重合体ブロック(A)含有量は29.4質量%、重合体ブロック(A)のピークトップ分子量は37,500、水添ブロック共重合体(a)-1のピークトップ分子量(Mp)は315,000、重合体ブロック(B)のビニル結合含有量は55.2%、嵩密度は0.22g/mlであった。
水添ブロック共重合体(a)-1の物性データを表1にまとめる。
参考例1において、溶媒としてシクロヘキサンを55.8kg、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)59ml、ルイス塩基としてN,N,N’,N’-テトラメチルエチレンジアミン99g、重合させるモノマーとしてスチレン1.84kg、ブタジエン8.57kg、スチレン1.84kgを逐次添加して重合させた以外は参考例1と同様の方法で重合反応、水添反応、脱触媒および乾燥を行い、ポリスチレン-ポリブタジエン-ポリスチレントリブロック共重合体の水素添加物を得た(以下、水添ブロック共重合体(a’)-2と称する)。得られた水添ブロック共重合体(a’)-2の水素添加率は98.8%であり、重合体ブロック(A)含有量は29.3質量%、重合体ブロック(A)のピークトップ分子量は28,500、水添ブロック共重合体(a’)-2のピークトップ分子量(Mp)は309,000、重合体ブロック(B)のビニル結合含有量は73.2%、嵩密度は0.20g/mlであった。
水添ブロック共重合体(a’)-2の物性データを表1にまとめる。
参考例1において、溶媒としてシクロヘキサンを55.8kg、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)53ml、ルイス塩基を加えず、重合させるモノマーとしてスチレン1.59kg、イソプレンとブタジエンの混合物[イソプレン/ブタジエン=55/45(モル比)]7.44kg、スチレン1.59kgを逐次添加して重合させた以外は参考例1と同様の方法で重合反応、水添反応、脱触媒および乾燥を行い、ポリスチレン-ポリ(イソプレン/ブタジエン)-ポリスチレントリブロック共重合体の水素添加物を得た(以下、水添ブロック共重合体(a’)-3と称する)。得られた水添ブロック共重合体(a’)-3の水素添加率は98.9%であり、重合体ブロック(A)含有量は29.4質量%、重合体ブロック(A)のピークトップ分子量は27,500、水添ブロック共重合体(a’)-3のピークトップ分子量(Mp)は303,000、重合体ブロック(B)のビニル結合含有量は8.1%、嵩密度は0.22g/mlであった。
水添ブロック共重合体(a’)-3の物性データを表1にまとめる。
参考例1において、溶媒としてシクロヘキサンを55.8kg、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)26ml、ルイス塩基を加えず、重合させるモノマーとしてスチレン1.25kg、イソプレンとブタジエンの混合物[イソプレン/ブタジエン=55/45(モル比))]5.83kg、スチレン1.25kgを逐次添加して重合させた以外は参考例1と同様の方法で重合反応、水添反応、脱触媒および乾燥を行い、ポリスチレン-ポリ(イソプレン/ブタジエン)-ポリスチレントリブロック共重合体の水素添加物を得た(以下、水添ブロック共重合体(a’)-4と称する)。得られた水添ブロック共重合体(a’)-4の水素添加率は98.7%であり、重合体ブロック(A)含有量は29.4質量%、重合体ブロック(A)のピークトップ分子量は45,800、水添ブロック共重合体(a’)-4のピークトップ分子量(Mp)は495,000、重合体ブロック(B)のビニル結合含有量は7.4%、嵩密度は0.23g/mlであった。
水添ブロック共重合体(a’)-4の物性データを表1にまとめる。
参考例1において、溶媒としてシクロヘキサンを55.8kg、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)65ml、ルイス塩基としてテトラヒドロフラン312g、重合させるモノマーとしてスチレン2.02kg、イソプレン9.90kg、スチレン2.02kgを逐次添加して重合させた以外は参考例1と同様の方法で重合反応、水添反応、脱触媒および乾燥を行い、ポリスチレン-ポリイソプレン-ポリスチレントリブロック共重合体の水素添加物を得た(以下、水添ブロック共重合体(a’)-5と称する)。得られた水添ブロック共重合体(a’)-5の水素添加率は97.0%であり、重合体ブロック(A)含有量は28.5質量%、重合体ブロック(A)のピークトップ分子量は26,000、水添ブロック共重合体(a’)-5のピークトップ分子量(Mp)は225,000、重合体ブロック(B)のビニル結合含有量は58.2%、嵩密度は0.44g/mlであった。
水添ブロック共重合体(a’)-5の物性データを表1にまとめる。

参考例1において、溶媒としてシクロヘキサンを55.8kg、開始剤としてsec-ブチルリチウム(10質量%、シクロヘキサン溶液)5971ml、ルイス塩基を加えず、重合させるモノマーとしてスチレン12.55kg、イソプレン71.10kgを逐次添加して重合させた以外は参考例1と同様の方法で重合反応および水添反応を行い、ポリスチレン-ポリイソプレンジブロック共重合体の水素添加物を液状物質として得た(以下、軟化剤(b)-3と称する)。
得られた軟化剤(b)-3の水素添加率は98.7%であり、スチレン重合体ブロック含有量は14.5質量%、ピークトップ分子量は31,500であった。
各成分を、表2~4に示す配合(単位:質量部)で予備混合した後、二軸押出機(東芝機械株式会社製「TEM-35B」)に供給して、シリンダー温度210℃およびスクリュー回転数200rpmの条件下に溶融混練し、ストランド状に押出し、次いで二軸押出機に接続したペレタイザーにより切断して、熱可塑性エラストマー組成物のペレットをそれぞれ製造した。
得られた熱可塑性エラストマー組成物のペレットを用いて、上記方法によりMFRを測定し、さらにそれぞれの該ペレットを用いて各試験片をそれぞれ作製し、前記方法により軟化剤の吸収性、硬度、軟化剤の保持性、ヘイズ値、反発弾性率、酸素透過係数、圧縮永久歪み、栓体の性能(耐液漏れ性、耐コアリング性、針刺し後の耐液漏れ性)を測定した結果を、表2~4に示す。
・軟化剤(b)-1:ダイアナプロセスオイルPW-90(パラフィン系プロセスオイル、出光興産株式会社製)
・軟化剤(b)-2:低分子量ポリイソブチレン、エクソンモービル・ケミカル社製 Vistanex LM-MS-LC、ピークトップ分子量=51,700
・ポリオレフィン樹脂(c)-1:ランダムポリプロピレン、株式会社プライムポリマー製 F327〔MFR7g/10分(230℃、21.2N荷重)〕
・ポリオレフィン樹脂(c)-2:ホモポリプロピレン、株式会社プライムポリマー製 J107G〔MFR30g/10分(230℃、21.2N荷重)〕
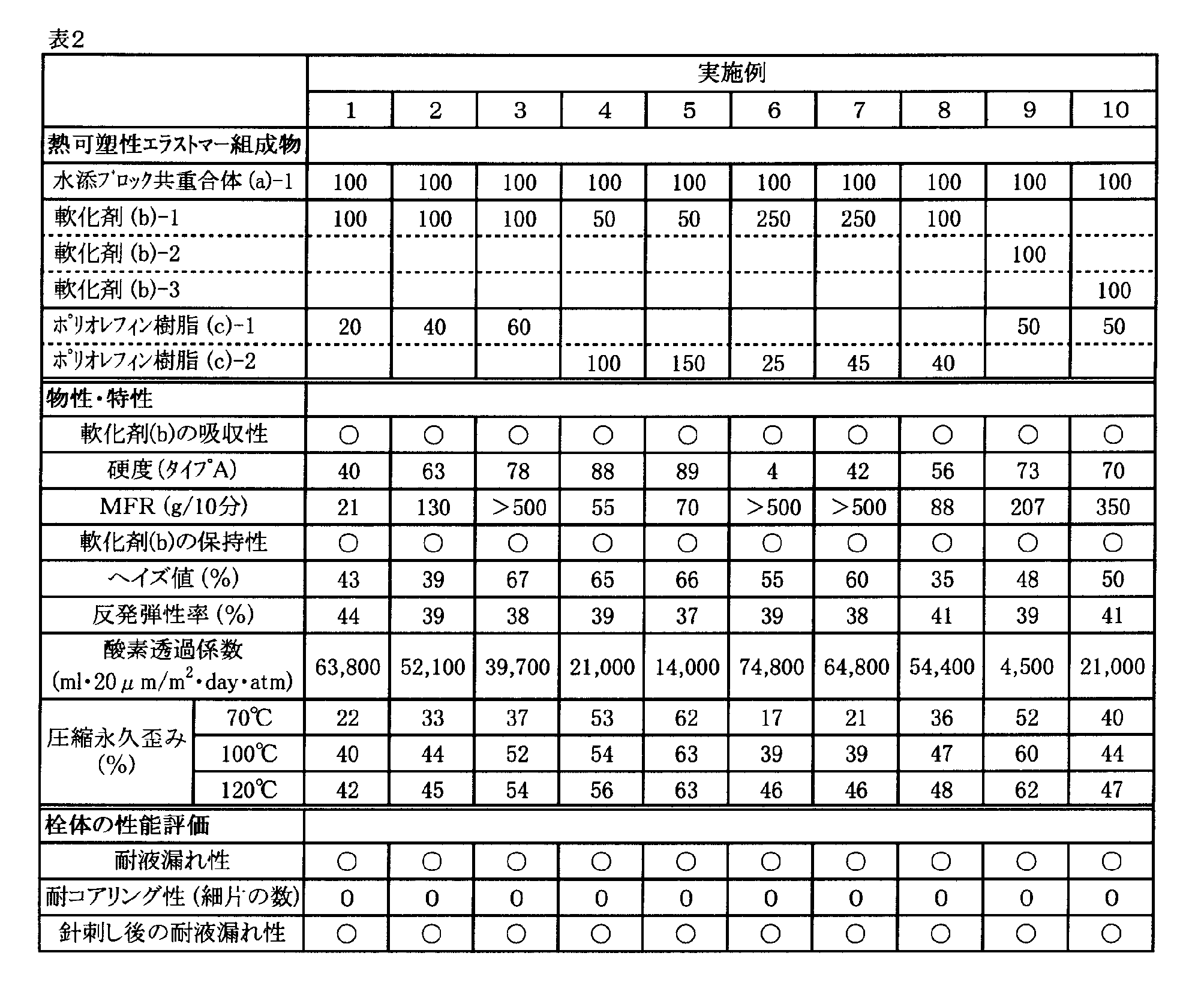
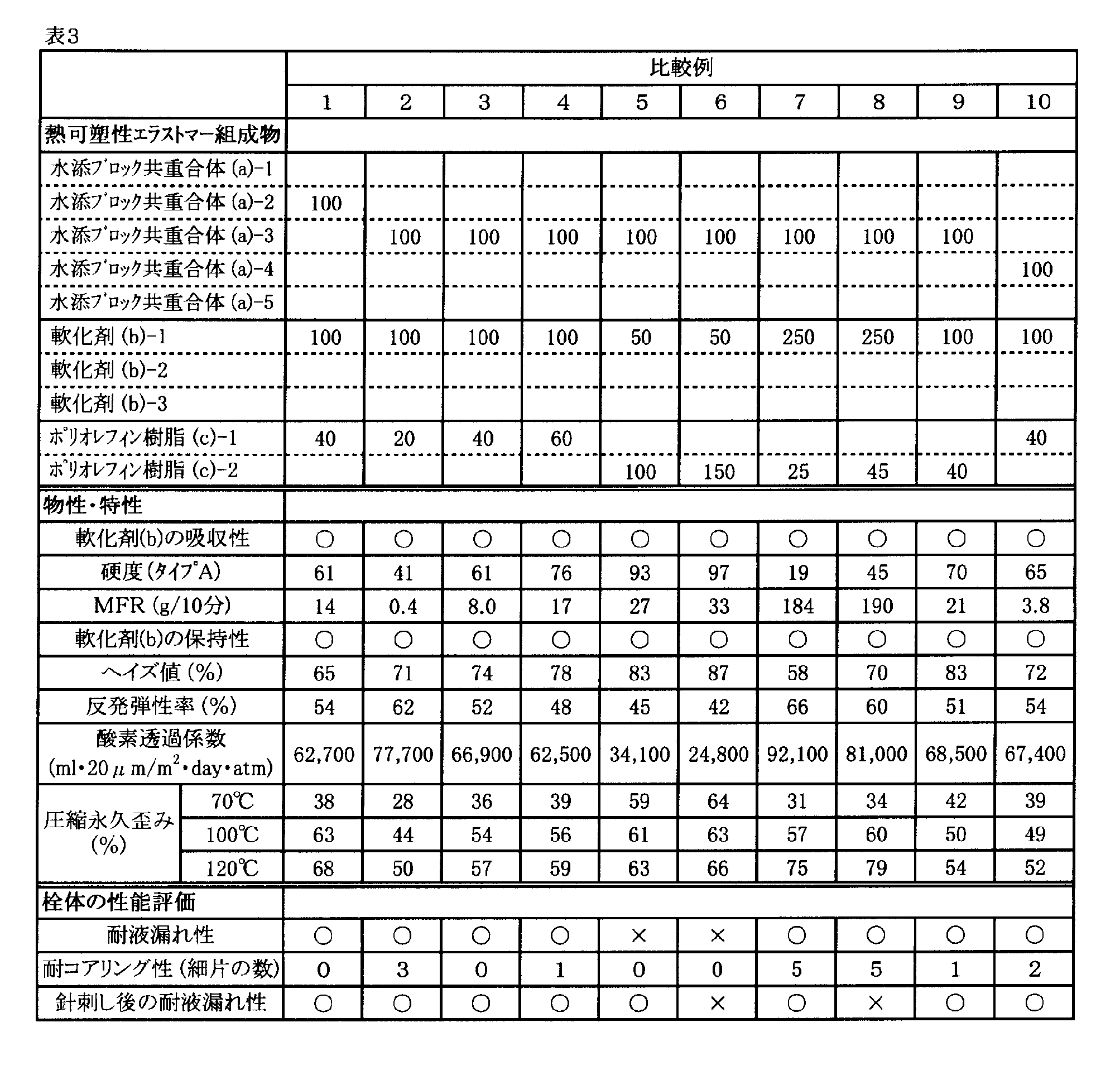
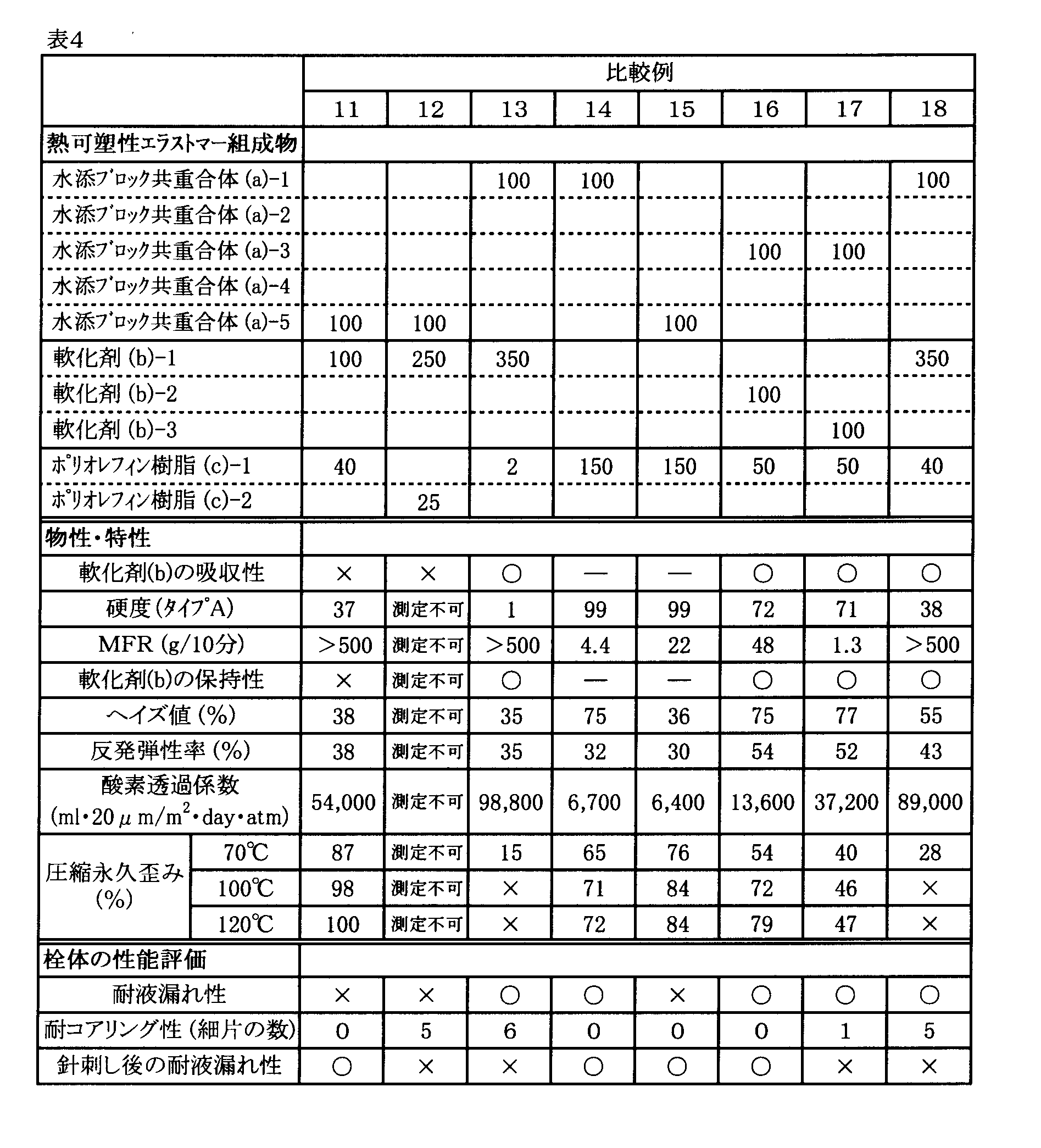
表3および4より、比較例2~9、16および17では、水添ブロック共重合体(a')-3を構成する重合体ブロック(B)のビニル結合含有量が8.1%と、本発明の規定よりも小さい値であることに起因して、硬度、MFR、ヘイズ値、反発弾性率、高温での圧縮永久歪みなどが悪化していることがわかる。
具体的には、比較例2および3では、MFR、ヘイズ値および反発弾性率が悪化している。特に、比較例2では、栓体の耐コアリング性が悪い。比較例4では、ヘイズ値が悪化し、栓体の耐コアリング性も満足のいくものではない。比較例5では、ヘイズ値が悪化しており、栓体の耐液漏れ性が悪い。比較例6では、硬度、ヘイズ値および120℃での圧縮永久歪みが悪化し、かつ栓体の耐液漏れ性および針刺し後の耐液漏れ性が悪化している。比較例7では、反発弾性率、酸素透過係数および120℃での圧縮永久歪みが悪化し、かつ栓体の耐コアリング性が悪化している。比較例8では、反発弾性率、酸素透過係数および120℃での圧縮永久歪みが悪化しており、栓体の耐コアリング性と針刺し後の耐液漏れ性が悪い。比較例9では、ヘイズ値および反発弾性率が悪化し、栓体の耐コアリング性も満足のいくものではない。比較例16では、ヘイズ値および反発弾性率が悪化し、100℃および120℃での圧縮永久歪みが悪化している。比較例17では、ヘイズ値および反発弾性率が悪化し、MFRが悪化し、栓体の耐コアリング性も満足のいくものではなく、針刺し後の耐液漏れ性は悪い。
比較例11および12では、その成分である水添ブロック共重合体(a')-5のピークトップ分子量(Mp)が225,000で本発明の規定よりも小さい値であり、かつ嵩密度が0.44g/mlと本発明の規定の範囲外であることに起因して、軟化剤(b)の吸収性および保持性、ならびに各測定温度での圧縮永久歪みが悪化している。特に、比較例11では、栓体の耐液漏れ性が悪く、比較例12では、栓体の耐液漏れ性、耐コアリング性および針刺し後の耐液漏れ性の全てが悪い。なお、比較例12の組成物においては、予備混合した時点で軟化剤(b)の吸収状態が悪く、さらに二軸押出機で溶融混練したが、明らかに分散不良が発生し、妥当なペレットが得られず、各物性測定用試験片を成形することができなかった(表4では「測定不可」と記した)。
比較例18では、軟化剤(b)の配合量が本発明の規定を外れていることに起因して、酸素透過係数が悪化し、さらに、100℃、120℃での圧縮永久歪み測定において試験片が破損し、耐熱性が著しく悪化している。また、栓体の耐コアリング性および針刺し後の耐液漏れ性が悪い。
比較例14では、軟化剤(b)を含有していないことに起因して、硬度、MFR、ヘイズ値および100℃、120℃での圧縮永久歪みが悪化している。
比較例15では、その成分である水添ブロック共重合体(a')-5のピークトップ分子量(Mp)が225,000で本発明の規定よりも小さい値であり、かつ嵩密度が0.44g/mlと本発明の規定の範囲外であること、および軟化剤(b)を含有していないことに起因して、硬度および70℃、100℃、120℃での圧縮永久歪みが悪化している。また、栓体の耐液漏れ性が悪い。
例えば、防振ゴム、マット、シート、クッション、ダンパー、パッド、マウントゴムなどの各種防振・制振部材;スポーツシューズ、ファッションサンダルなどの履物用途;テレビ、ステレオ、掃除機、冷蔵庫などの家電用品用途;建築物の扉、窓枠に使用するシーリング用パッキンなどの建材用途;バンパー部品、ボディーパネル、ウェザーストリップ、グロメット、インパネなどの表皮、エアバッグカバーなどの自動車内装・外装部品用途;はさみ、ドライバー、歯ブラシ、スキーストックなどにおける各種グリップ類;食品ラップフィルム等の食品用包装材;保護フィルム;輸液バッグ、シリンジ、カテーテルなどの医療用具;食品、飲料、薬などを貯蔵する容器用の栓、キャップライナーなどの広範囲の用途に有効に使用することができる。
さらに、本発明の熱可塑性エラストマー組成物からなる成形体は、酸素ガスバリア性、耐液漏れ性(密封性)、耐コアリング性および針刺し後の耐液漏れ性に優れるため、医療用シール材、例えば医薬品を内容物とする容器の栓体、輸液バッグにおける輸液システム接続部分のシーリング材、輸液用止栓、減圧採血管用のシール材またはパッキング材、シリンジ用ガスケットなどの医療分野で内容物を密封するために用いられる部材として有用である。
Claims (4)
- 芳香族ビニル化合物に由来する構造単位を含有する重合体ブロック(A)と、イソプレンまたはイソプレンおよびブタジエンの混合物に由来する構造単位を含有し、3,4-結合単位および1,2-結合単位の含有量の合計が45%以上である重合体ブロック(B)とを有するブロック共重合体の水素添加物であって、ゲルパーミエーションクロマトグラフィーにより標準ポリスチレン換算で求めたピークトップ分子量(Mp)が250,000~500,000であり、かつ嵩密度が0.10~0.40g/mlの粉末である水添ブロック共重合体(a)100質量部、
軟化剤(b)10~300質量部、および
ポリオレフィン樹脂(c)5~200質量部
を含有してなる熱可塑性エラストマー組成物。 - 前記重合体ブロック(B)がイソプレンに由来する構造単位からなる、請求項1に記載の熱可塑性エラストマー組成物。
- 請求項1または2に記載の熱可塑性エラストマー組成物からなる成形体。
- 請求項1または2に記載の熱可塑性エラストマー組成物からなる医療用シーリング材。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/498,260 US20120190786A1 (en) | 2009-09-30 | 2010-09-30 | Thermoplastic elastomer composition, molded article, and sealing material for medical use |
| JP2011534341A JP5576383B2 (ja) | 2009-09-30 | 2010-09-30 | 熱可塑性エラストマー組成物、成形体および医療用シーリング材 |
| EP10820701.0A EP2484723B1 (en) | 2009-09-30 | 2010-09-30 | Sealing material for medical use comprising a thermoplastic elastomer composition |
| CN201080044005.4A CN102575083B (zh) | 2009-09-30 | 2010-09-30 | 热塑性弹性体组合物、成型体及医疗用密封材料 |
| US14/141,543 US20140102930A1 (en) | 2009-09-30 | 2013-12-27 | Thermoplastic elastomer composition, molded article, and sealing material for medical use |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009225783 | 2009-09-30 | ||
| JP2009-225783 | 2009-09-30 | ||
| JP2009225748 | 2009-09-30 | ||
| JP2009-225748 | 2009-09-30 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/498,260 A-371-Of-International US20120190786A1 (en) | 2009-09-30 | 2010-09-30 | Thermoplastic elastomer composition, molded article, and sealing material for medical use |
| US14/141,543 Continuation US20140102930A1 (en) | 2009-09-30 | 2013-12-27 | Thermoplastic elastomer composition, molded article, and sealing material for medical use |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011040586A1 true WO2011040586A1 (ja) | 2011-04-07 |
Family
ID=43826392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/067181 Ceased WO2011040586A1 (ja) | 2009-09-30 | 2010-09-30 | 熱可塑性エラストマー組成物、成形体および医療用シーリング材 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20120190786A1 (ja) |
| EP (1) | EP2484723B1 (ja) |
| JP (1) | JP5576383B2 (ja) |
| CN (1) | CN102575083B (ja) |
| WO (1) | WO2011040586A1 (ja) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102838954A (zh) * | 2012-09-25 | 2012-12-26 | 山东北方现代化学工业有限公司 | 热塑性聚烯烃类防水卷材胶粘剂及其制备方法 |
| JP2014080488A (ja) * | 2012-10-16 | 2014-05-08 | Kuraray Co Ltd | 熱可塑性エラストマー組成物および該組成物からなる成形体 |
| CN104411764A (zh) * | 2012-06-26 | 2015-03-11 | 旭化成化学株式会社 | 氢化嵌段共聚物颗粒、聚烯烃系树脂组合物、及其成型体 |
| JP5712134B2 (ja) * | 2009-09-30 | 2015-05-07 | 株式会社クラレ | 発泡成形体からなる容器用栓 |
| JP2016089047A (ja) * | 2014-11-05 | 2016-05-23 | Mcppイノベーション合同会社 | 熱可塑性エラストマー組成物 |
| WO2017030095A1 (ja) * | 2015-08-19 | 2017-02-23 | 株式会社クラレ | 熱可塑性重合体組成物の製造方法 |
| JPWO2016104740A1 (ja) * | 2014-12-25 | 2017-10-05 | 日本ゼオン株式会社 | ブロック共重合体水素化物および合わせガラス |
| WO2017200026A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 発泡成形体、ダムラバー、ダムラバーとパネルの複合体、音響透過損失を増大させる方法 |
| JP2018204032A (ja) * | 2018-09-21 | 2018-12-27 | アロン化成株式会社 | 熱可塑性エラストマー組成物 |
| WO2019026891A1 (ja) * | 2017-07-31 | 2019-02-07 | 株式会社クラレ | 熱可塑性樹脂組成物、ホットメルト接着剤、自動車部材、及び衛生材料部材 |
| WO2019069684A1 (ja) | 2017-10-02 | 2019-04-11 | クラレプラスチックス株式会社 | 多数の貫通孔を有する制振性シート |
| US10280292B2 (en) | 2010-09-17 | 2019-05-07 | Saint-Gobain Performance Plastics Corporation | Flexible material and articles made therefrom |
| WO2020045609A1 (ja) * | 2018-08-31 | 2020-03-05 | 株式会社クラレ | 樹脂組成物、パウダー、接着剤、及び、自動車用ダイレクトグレージング接着剤 |
| WO2022145235A1 (ja) | 2021-01-04 | 2022-07-07 | クラレプラスチックス株式会社 | 制振性積層体 |
| WO2023153044A1 (ja) * | 2022-02-10 | 2023-08-17 | Mcppイノベーション合同会社 | スチレン系熱可塑性エラストマー組成物 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8887981B2 (en) * | 2013-03-15 | 2014-11-18 | Raytheon Company | Temporary adhesive for component bonding |
| TWI655236B (zh) * | 2013-12-27 | 2019-04-01 | 日本瑞翁股份有限公司 | 嵌段共聚物組成物、其製造方法及薄膜 |
| EP3118254B1 (en) * | 2014-03-12 | 2020-07-29 | Asahi Kasei Kabushiki Kaisha | Resin composition and sheet-shaped molded body thereof |
| WO2015159912A1 (ja) * | 2014-04-16 | 2015-10-22 | 旭化成ケミカルズ株式会社 | 熱可塑性エラストマー組成物、医療容器用栓体及び医療容器 |
| JP2016060758A (ja) * | 2014-09-16 | 2016-04-25 | クラレプラスチックス株式会社 | ブロー成形用樹脂組成物 |
| US20160340488A1 (en) * | 2015-05-23 | 2016-11-24 | Eefoam Materials Co., Ltd. | Composition of thermoplastic elastomer composite material applicable to in-mold foaming |
| RU2728997C2 (ru) | 2015-07-24 | 2020-08-03 | Динасоль Эластомерос С.А. | Гидрированный каучук с улучшенными эксплуатационными характеристиками в термопластических эластомерных композициях |
| US10882986B2 (en) | 2015-10-01 | 2021-01-05 | Sabic Global Technologies B.V. | Pipe produced with a polymer composition comprising a polyolefin |
| JP6912452B2 (ja) * | 2016-03-03 | 2021-08-04 | Mcppイノベーション合同会社 | 医療容器栓体用エラストマー組成物およびそれを成形してなる医療容器栓体 |
| BR112019000021B1 (pt) * | 2016-09-09 | 2023-03-28 | Dynasol Elastómeros, S.A. De C.V | Sistemas modificadores polares para copolimerização em bloco com alto conteúdo de vinila, copolímero em bloco, e seu processo de produção |
| EP3845599A4 (en) * | 2018-08-28 | 2022-11-30 | Zeon Corporation | COMPOSITION AND ELASTIC BODY |
| US12246112B2 (en) | 2018-11-08 | 2025-03-11 | Denka Company Limited | Artificial blood vessel |
| EP3879513B1 (en) * | 2018-11-08 | 2023-05-10 | Denka Company Limited | Resin composition and biological model using same |
| TWI693995B (zh) | 2019-04-24 | 2020-05-21 | 大云股份有限公司 | 製鞋方法 |
| CN110157135B (zh) * | 2019-06-14 | 2021-10-08 | 威高集团有限公司 | 一种医用膜材料、其制备方法及一次性静脉营养输液袋 |
| JP7585053B2 (ja) * | 2020-02-05 | 2024-11-18 | 株式会社Eneosマテリアル | 重合体組成物、架橋重合体、及びタイヤ |
| EP3960781B1 (en) * | 2020-08-25 | 2025-01-08 | Kraton Polymers Research B.V. | Block copolymer compositions |
| EP4219191A4 (en) * | 2020-09-28 | 2024-04-24 | Asahi Kasei Kabushiki Kaisha | BALE-FORMED ARTICLE |
| CN112480292A (zh) * | 2020-11-30 | 2021-03-12 | 沈阳化工研究院有限公司 | 一种丙烯酸烷基酯类极性单体阴离子聚合制备高分子聚合物的方法 |
| WO2023009819A1 (en) * | 2021-07-30 | 2023-02-02 | Becton, Dickinson And Company | Thermoplastic elastomer composition for closed system transfer device |
| CN117795007A (zh) * | 2021-07-30 | 2024-03-29 | 贝克顿·迪金森公司 | 自修复热塑性弹性体组合物 |
| US20250153627A1 (en) * | 2025-01-16 | 2025-05-15 | Guangzhou Dingdian Technology Co., Ltd. | Automotive protective mat and method for manufacturing automotive protective mat |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58206644A (ja) | 1982-05-27 | 1983-12-01 | Mitsubishi Petrochem Co Ltd | エラストマ−状組成物 |
| JPS59131613A (ja) | 1983-01-18 | 1984-07-28 | Mitsubishi Petrochem Co Ltd | エラストマー状成形体の製造方法 |
| JPS6137242A (ja) | 1984-07-31 | 1986-02-22 | 塩谷エムエス株式会社 | 輸液用止栓 |
| JPS63112649A (ja) | 1986-10-30 | 1988-05-17 | Asahi Chem Ind Co Ltd | 動加硫された水添ブロツク共重合体組成物 |
| JPH02300218A (ja) | 1989-05-15 | 1990-12-12 | Kuraray Co Ltd | 制振性に優れる重合体及び組成物 |
| JPH06293853A (ja) | 1993-04-08 | 1994-10-21 | Kuraray Co Ltd | 柔軟性組成物 |
| JPH09227858A (ja) * | 1996-02-23 | 1997-09-02 | Bridgestone Corp | シーリング材 |
| JP2004250682A (ja) * | 2003-01-31 | 2004-09-09 | Kuraray Co Ltd | 熱収縮性フィルム |
| JP2005255830A (ja) * | 2004-03-11 | 2005-09-22 | Tosoh Corp | 軟質制振性樹脂発泡体及びその製造方法 |
| JP2005281706A (ja) | 2005-06-20 | 2005-10-13 | Mitsubishi Chemicals Corp | 熱可塑性エラストマー組成物の製造方法 |
| JP2007091974A (ja) * | 2005-09-30 | 2007-04-12 | Kuraray Co Ltd | 熱可塑性発泡樹脂組成物 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5261237A (en) * | 1975-11-13 | 1977-05-20 | Oreal | New cosmetic compound on basis of quaternarized polymer |
| EP0709413B1 (en) * | 1989-05-19 | 1999-07-14 | Japan Synthetic Rubber Co., Ltd. | (Modified) Hydrogenated diene block copolymer and composition comprising the same |
| CA2171045C (en) * | 1995-03-06 | 2002-08-13 | Manabu Kusano | Microporous crumbs of hydrogenated block copolymers and process for producing the same |
| US6308847B1 (en) * | 1996-05-20 | 2001-10-30 | Fresenius Kabi Aktiebolag | Medical containers |
| US6176510B1 (en) * | 1997-11-19 | 2001-01-23 | Asahi Kasei Kogyo Kabushiki Kaisha | Air bag cover containing a block copolymer polypropylene resin blend |
| JP2002542963A (ja) * | 1999-04-21 | 2002-12-17 | クレイトン・ポリマーズ・リサーチ・ベー・ベー | 機械的乾燥による多孔質ジエンポリマーペレットの生産 |
| JP5382839B2 (ja) * | 2000-05-09 | 2014-01-08 | 旭化成ケミカルズ株式会社 | ブロック共重合体及び該共重合体を含有する組成物 |
| JP2002143270A (ja) * | 2000-11-07 | 2002-05-21 | Asahi Kasei Corp | 輸液容器用栓体 |
| KR100875406B1 (ko) * | 2001-06-18 | 2008-12-23 | 가부시키가이샤 구라레 | 열가소성 엘라스토머 조성물의 제조 방법 |
| JP4291374B2 (ja) * | 2004-09-03 | 2009-07-08 | クレイトン・ポリマーズ・リサーチ・ベー・ベー | 発泡性ポリマー組成物および発泡組成物を含む物品 |
| EP1852446B1 (en) * | 2005-02-21 | 2012-01-25 | Asahi Kasei Chemicals Corporation | Hydrogenated block copolymer and composition thereof |
| CA2622680C (en) * | 2005-10-05 | 2013-06-04 | Kuraray Co., Ltd. | Flame-retardant composition |
| US7592390B2 (en) * | 2006-03-24 | 2009-09-22 | Kraton Polymers U.S. Llc | Hydrogenated block copolymer compositions |
| EP1847557A1 (en) * | 2006-04-21 | 2007-10-24 | Kraton Polymers Research B.V. | High molecular weight coupled block copolymer compositions |
| WO2010134915A1 (en) * | 2009-05-20 | 2010-11-25 | West Pharmaceutical Services, Inc. | Tpe composition having good reseal, articles produced therefrom, and method |
-
2010
- 2010-09-30 EP EP10820701.0A patent/EP2484723B1/en active Active
- 2010-09-30 CN CN201080044005.4A patent/CN102575083B/zh active Active
- 2010-09-30 JP JP2011534341A patent/JP5576383B2/ja active Active
- 2010-09-30 US US13/498,260 patent/US20120190786A1/en not_active Abandoned
- 2010-09-30 WO PCT/JP2010/067181 patent/WO2011040586A1/ja not_active Ceased
-
2013
- 2013-12-27 US US14/141,543 patent/US20140102930A1/en not_active Abandoned
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58206644A (ja) | 1982-05-27 | 1983-12-01 | Mitsubishi Petrochem Co Ltd | エラストマ−状組成物 |
| JPS59131613A (ja) | 1983-01-18 | 1984-07-28 | Mitsubishi Petrochem Co Ltd | エラストマー状成形体の製造方法 |
| JPS6137242A (ja) | 1984-07-31 | 1986-02-22 | 塩谷エムエス株式会社 | 輸液用止栓 |
| JPS63112649A (ja) | 1986-10-30 | 1988-05-17 | Asahi Chem Ind Co Ltd | 動加硫された水添ブロツク共重合体組成物 |
| JPH02300218A (ja) | 1989-05-15 | 1990-12-12 | Kuraray Co Ltd | 制振性に優れる重合体及び組成物 |
| JPH06293853A (ja) | 1993-04-08 | 1994-10-21 | Kuraray Co Ltd | 柔軟性組成物 |
| JPH09227858A (ja) * | 1996-02-23 | 1997-09-02 | Bridgestone Corp | シーリング材 |
| JP2004250682A (ja) * | 2003-01-31 | 2004-09-09 | Kuraray Co Ltd | 熱収縮性フィルム |
| JP2005255830A (ja) * | 2004-03-11 | 2005-09-22 | Tosoh Corp | 軟質制振性樹脂発泡体及びその製造方法 |
| JP2005281706A (ja) | 2005-06-20 | 2005-10-13 | Mitsubishi Chemicals Corp | 熱可塑性エラストマー組成物の製造方法 |
| JP2007091974A (ja) * | 2005-09-30 | 2007-04-12 | Kuraray Co Ltd | 熱可塑性発泡樹脂組成物 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2484723A4 |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5712134B2 (ja) * | 2009-09-30 | 2015-05-07 | 株式会社クラレ | 発泡成形体からなる容器用栓 |
| US10280292B2 (en) | 2010-09-17 | 2019-05-07 | Saint-Gobain Performance Plastics Corporation | Flexible material and articles made therefrom |
| CN104411764A (zh) * | 2012-06-26 | 2015-03-11 | 旭化成化学株式会社 | 氢化嵌段共聚物颗粒、聚烯烃系树脂组合物、及其成型体 |
| EP2865717A4 (en) * | 2012-06-26 | 2015-07-22 | Asahi Kasei Chemicals Corp | HYDROGENATED BLOCK COPOLYMER PELLETS, POLYOLEFIN RESIN COMPOSITION AND FORM BODY THEREOF |
| US9340667B2 (en) | 2012-06-26 | 2016-05-17 | Asahi Kasei Chemicals Corporation | Hydrogenated block copolymer pellet, polyolefin resin composition, and molded product thereof |
| CN104411764B (zh) * | 2012-06-26 | 2016-05-25 | 旭化成株式会社 | 氢化嵌段共聚物颗粒、聚烯烃系树脂组合物、及其成型体 |
| CN102838954A (zh) * | 2012-09-25 | 2012-12-26 | 山东北方现代化学工业有限公司 | 热塑性聚烯烃类防水卷材胶粘剂及其制备方法 |
| JP2014080488A (ja) * | 2012-10-16 | 2014-05-08 | Kuraray Co Ltd | 熱可塑性エラストマー組成物および該組成物からなる成形体 |
| JP2016089047A (ja) * | 2014-11-05 | 2016-05-23 | Mcppイノベーション合同会社 | 熱可塑性エラストマー組成物 |
| JPWO2016104740A1 (ja) * | 2014-12-25 | 2017-10-05 | 日本ゼオン株式会社 | ブロック共重合体水素化物および合わせガラス |
| JPWO2017030095A1 (ja) * | 2015-08-19 | 2018-05-31 | 株式会社クラレ | 熱可塑性重合体組成物の製造方法 |
| KR102413730B1 (ko) | 2015-08-19 | 2022-06-27 | 주식회사 쿠라레 | 열가소성 중합체 조성물의 제조 방법 |
| WO2017030095A1 (ja) * | 2015-08-19 | 2017-02-23 | 株式会社クラレ | 熱可塑性重合体組成物の製造方法 |
| KR20180043270A (ko) | 2015-08-19 | 2018-04-27 | 주식회사 쿠라레 | 열가소성 중합체 조성물의 제조 방법 |
| US10815352B2 (en) | 2016-05-18 | 2020-10-27 | Kuraray Co., Ltd. | Molded foam body, dam rubber, composite body of dam rubber and panel, and method for increasing sound transmission loss |
| JP2018028108A (ja) * | 2016-05-18 | 2018-02-22 | 株式会社クラレ | 発泡成形体、音響透過損失を増大させる方法 |
| JP6255143B1 (ja) * | 2016-05-18 | 2017-12-27 | 株式会社クラレ | ダムラバー、ダムラバーとパネルの複合体 |
| WO2017200026A1 (ja) * | 2016-05-18 | 2017-11-23 | 株式会社クラレ | 発泡成形体、ダムラバー、ダムラバーとパネルの複合体、音響透過損失を増大させる方法 |
| WO2019026891A1 (ja) * | 2017-07-31 | 2019-02-07 | 株式会社クラレ | 熱可塑性樹脂組成物、ホットメルト接着剤、自動車部材、及び衛生材料部材 |
| JPWO2019026891A1 (ja) * | 2017-07-31 | 2019-08-08 | 株式会社クラレ | 熱可塑性樹脂組成物、ホットメルト接着剤、自動車部材、及び衛生材料部材 |
| US11015046B2 (en) | 2017-07-31 | 2021-05-25 | Kuraray Co., Ltd. | Thermoplastic resin composition, hot melt adhesive, automobile member, and hygienic material member |
| WO2019069684A1 (ja) | 2017-10-02 | 2019-04-11 | クラレプラスチックス株式会社 | 多数の貫通孔を有する制振性シート |
| WO2020045609A1 (ja) * | 2018-08-31 | 2020-03-05 | 株式会社クラレ | 樹脂組成物、パウダー、接着剤、及び、自動車用ダイレクトグレージング接着剤 |
| JP2018204032A (ja) * | 2018-09-21 | 2018-12-27 | アロン化成株式会社 | 熱可塑性エラストマー組成物 |
| WO2022145235A1 (ja) | 2021-01-04 | 2022-07-07 | クラレプラスチックス株式会社 | 制振性積層体 |
| WO2023153044A1 (ja) * | 2022-02-10 | 2023-08-17 | Mcppイノベーション合同会社 | スチレン系熱可塑性エラストマー組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN102575083A (zh) | 2012-07-11 |
| JPWO2011040586A1 (ja) | 2013-02-28 |
| JP5576383B2 (ja) | 2014-08-20 |
| EP2484723A4 (en) | 2014-01-01 |
| US20120190786A1 (en) | 2012-07-26 |
| CN102575083B (zh) | 2016-01-20 |
| EP2484723A1 (en) | 2012-08-08 |
| EP2484723B1 (en) | 2020-06-17 |
| US20140102930A1 (en) | 2014-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5576383B2 (ja) | 熱可塑性エラストマー組成物、成形体および医療用シーリング材 | |
| US8973781B2 (en) | Container stopper comprising foam-molded article | |
| CN107250188B (zh) | 氢化嵌段共聚物及含有其的树脂组合物 | |
| EP3133121B1 (en) | Thermoplastic elastomer composition, stopper for medical container, and medical container | |
| US9080044B2 (en) | Rubber stopper for medical treatment | |
| KR101193772B1 (ko) | 연질 탄성중합체 필름 | |
| JP6022296B2 (ja) | 熱可塑性エラストマー組成物および該組成物からなる成形体 | |
| KR100501986B1 (ko) | 블록 공중합체 및 이 공중합체를 함유하는 조성물 | |
| US7838598B2 (en) | Styrenic block copolymer compositions to be used for the manufacture of transparent, gel free films | |
| JP2011111499A (ja) | 家電製品用防振部材 | |
| JP7195417B2 (ja) | 水添共重合体、粘着フィルム、樹脂組成物、及び成形体 | |
| JP7511553B2 (ja) | 粘接着組成物 | |
| JP5507182B2 (ja) | ホットメルトシーラント | |
| JP2020196839A (ja) | 熱可塑性樹脂組成物およびその用途 | |
| WO2023002932A1 (ja) | 熱可塑性エラストマー組成物、および該組成物からなる成形体 | |
| JP2024137160A (ja) | 熱可塑性樹脂組成物およびその製造方法ならびにホットメルト接着剤 | |
| EP4596624A1 (en) | Resin composition and molded article | |
| JP2005272527A (ja) | 熱可塑性重合体組成物 | |
| JP2004137479A (ja) | 熱可塑性エラストマー組成物 | |
| JP2005272528A (ja) | 熱可塑性エラストマー組成物 | |
| JP2004137389A (ja) | フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201080044005.4 Country of ref document: CN |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10820701 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011534341 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13498260 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010820701 Country of ref document: EP |