RU2300584C2 - Способ соединения краев трубчатого вязаного изделия и устройство для его осуществления - Google Patents
Способ соединения краев трубчатого вязаного изделия и устройство для его осуществления Download PDFInfo
- Publication number
- RU2300584C2 RU2300584C2 RU2005115254/12A RU2005115254A RU2300584C2 RU 2300584 C2 RU2300584 C2 RU 2300584C2 RU 2005115254/12 A RU2005115254/12 A RU 2005115254/12A RU 2005115254 A RU2005115254 A RU 2005115254A RU 2300584 C2 RU2300584 C2 RU 2300584C2
- Authority
- RU
- Russia
- Prior art keywords
- loops
- row
- product
- elements
- crown
- Prior art date
Links
Images






















































Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/42—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration
- D04B9/46—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration stockings, or portions thereof
- D04B9/56—Circular knitting machines with independently-movable needles specially adapted for producing goods of particular configuration stockings, or portions thereof heel or toe portions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/02—Loop-transfer points
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B15/00—Details of, or auxiliary devices incorporated in, weft knitting machines, restricted to machines of this kind
- D04B15/18—Dials
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/02—Circular knitting machines with independently-movable needles with one set of needles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B9/00—Circular knitting machines with independently-movable needles
- D04B9/40—Circular knitting machines with independently-movable needles with provision for transfer of knitted goods from one machine to another
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Machines (AREA)
- Treatment Of Fiber Materials (AREA)
- Sewing Machines And Sewing (AREA)
- Replacement Of Web Rolls (AREA)
Abstract
Изобретение относится к способу соединения краев трубчатого вязаного изделия, такого как чулок, после завершения изготовления последнего на кругловязальной машине, а также к устройству для осуществления способа; устройство содержит подвижный держатель, выполненный с возможностью соединения с вязальной головкой кругловязальной машины, причем держатель поддерживает средства для снятия петель последнего вязаного ряда, при этом одни средства осуществляют снятие одного полуряда, то есть половины петель последнего вязаного ряда, и при этом другие средства осуществляют снятие другого полуряда, а подвижный держатель снабжен средствами привода и средствами переноса, выполненными с возможностью перемещения петель одного полуряда на средства, которые снимают петли другого полуряда. Технический результат - упрощение конструкции и предотвращение потерь и повреждений петель путем снижения манипуляций с ними. 2 н. и 35 з.п. ф-лы, 88 ил.
Description
Настоящее изобретение относится к способу соединения краев трубчатого вязаного изделия, такого как чулок, после завершения изготовления последнего на кругловязальной машине, а также к устройству для осуществления этого способа.
Известны способы и машины для заделывания трубчатых изделий. В частности, в европейских патентах ЕР 0592376 и ЕР 0635593 описано, как надо заделывать трубчатые изделия, в частности - посредством заключительной операции переплетения, проводя вышеупомянутую операцию на внешней или обращенной наружу лицевой стороне изделия. В документе ЕР 0942086 описано, как надо переплетать края ткани на желаемой стороне путем применения технологического способа, при осуществлении которого учитывают тип машины, изготавливающей изделие. В частности, предусматривается возможное переплетение на внутренней или вывернутой наружу изнаночной стороне изделия путем извлечения этого изделия заранее из одноцилиндровой машины.
Вышеупомянутые решения, хоть и представляют собой несомненный шаг вперед по сравнению с существующими системами, все же имеют некоторые недостатки. Один недостаток связан с избыточными манипуляциями с петлями, то есть с избыточным количеством их переносов на различные элементы и с различных элементов, что приводит к повышенной вероятности потерь и/или повреждений этих петель. Еще один недостаток заключается в том, что средства и машины, сконструированные вышеописанным образом, могут оказаться довольно сложными и потому реализуемыми лишь в тех отраслях промышленности, которые характеризуются продвинутой технологией и высоким уровнем ноу-хау. Вышеописанные недостатки, связанные с одноцилиндровыми машинами, также имеют место и в случае снятия изделий с нижнего цилиндра двухцилиндровой машины, то есть в случае снятия петель лицевой стороной наружу.
Задача настоящего изобретения состоит в том, чтобы преодолеть упомянутые недостатки.
В соответствии с изобретением этого результата можно достичь путем разработки способа и устройства, обладающих признаками, описанными в независимых пунктах формулы изобретения. Дополнительные характеристики приводятся в зависимых пунктах формулы изобретения.
Одно из преимуществ настоящего изобретения заключается в том, что обеспечено решение основной проблемы, касающейся случая, в котором изделие снимают с цилиндра одноцилиндровой машины или нижнего цилиндра двухцилиндровой машины лицевой стороной наружу, делая это посредством ограниченного количества переносов петель; фактически, одна важная характеристика технологического способа, соответствующего настоящему изобретению, состоит в том, что перенос петель из первого полуряда происходит посредством переворота на 180° того же средства, которое осуществляет их снятие, а значит - без какого-либо переноса этих петель на другое средство, ограничивая тем самым манипуляции ими. Кроме того, устройство, воплощающее способ в соответствии с изобретением, оказывается исключительно простым в изготовлении и надежным даже после длительного срока службы.
Это и другие преимущества и характеристики изобретения станут совершенно ясными любому специалисту в данной области техники по прочтении нижеследующего описания, представляемого в связи с прилагаемыми чертежами, приводимыми в качестве примеров практического воплощения изобретения, но не имеющими ограничительный характер, при этом:
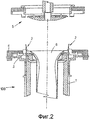
на фиг.1 представлен вид спереди, частично - в сечении, головки для вязания изделия (в частности, чулка), при этом головка показана после завершения вязания чулка, мысок которого соответственно остается незаделанным;
на фиг.2 показана машина согласно предыдущему чертежу после следующей фазы работы, во время которой пластинка поднимается, чтобы сделать доступной вязальную головку машины, и во время которой поднимаются иглы, чтобы переместить каждую петлю вверх в положение так называемой «разгрузки», то есть ниже соответствующего язычка иглы;
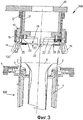
фиг.3 относится к той фазе, во время которой - в соответствии с изобретением - подвижный держатель, снабженный снимающими средствами, надвигается на вязальную головку машины, а иглы продолжают подниматься с тем, чтобы забрать снимаемые петли поверх платин;
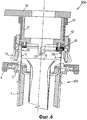
фиг.4 относится к фазе, во время которой некоторые из вышеупомянутых снимающих средств - также именуемых далее перфораторами - перемещаются близко к соответствующим головкам игл;
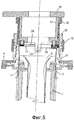
фиг.5 относится к фазе, во время которой петлепроталкивающие средства, которые можно использовать во время фазы снятия и которые именуются далее крючками, перемещаются под снимаемые петли и располагаются в закрытой конфигурации;
фиг.6 относится к фазе подъема крючков и - вместе с ними - петель, которые отцепляются от крючков и переходят на снимающие средства;
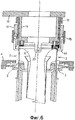
фиг.7 относится к подъему перфораторов, которые отодвигаются от игл, и последующему подъему изделия, теперь освобожденного от вязальной головки машины;
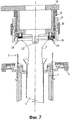
на фиг.8 показана фаза, во время которой держатель вместе с находящимся на нем изделием движется в направлении от вязальной головки машины;
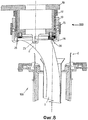
на фиг.9 показана следующая фаза, во время которой изделие перемещается на переплетающую станцию и вставляется внутрь выворачивающей наизнанку трубки, предоставляемой той же станцией;
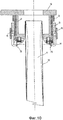
на фиг.10 показана фаза, во время которой выворачивающая наизнанку трубка поднимается, тем самым обеспечивая выворачивание изделия наизнанку, вследствие чего происходит выворачивание изделия изнанкой наружу с достижением ориентации его исходного конца вверх над рядом петель, снятых с перфораторов;
на фиг.11 показана заключительная стадия операции подъема, во время которой выворачивающая наизнанку трубка остается в контакте с надлежащим поддерживающим средством (не показано) в соответствии с ее верхним концом, тогда как нижний конец трубки остается свободным и находится над плоскостью снятых петель, в результате чего изделие оказывается надетым на внешнюю боковую поверхность упомянутой трубки;
на фиг.12 показана фаза, во время которой петли первого полуряда переворачиваются, по существу, на 180° вокруг диаметральной оси, которая идеально делит окружность снятого ряда на два полуряда;
на фиг.13 показана фаза, во время которой - после переворота, проиллюстрированного на предыдущем чертеже, - каждый элемент для снятия первого полуряда располагается в соответствии с элементом для снятия второго полуряда, причем соответствующие свободные концы этих элементов располагаются близко друг к другу;
на фиг.14 показана фаза, во время которой элементы для снятия первого ряда отводятся назад в их исходное положение путем проведения упомянутого переворота в противоположном направлении;
на фиг.15 показаны средства, поддерживающие петли, - так называемые шипы, - которые перемещаются близко к перфораторам во время фазы переплетения;
на фиг.16 показано, как петли переносятся путем продольного проталкивания с помощью подходящих средств, в этом примере - венца, соосного с окружностью, определяемой перфораторами;
фиг.17 относится к фазе переплетения петель и/или пар петель, надетых на шипы переплетающими средствами, путем создания необходимых узелков, замыкающих цепочку;
фиг.18 относится к фазе, во время которой переплетенные петли освобождаются от шипов;
на фиг.19 показано перспективное изображение крючка в увеличенном масштабе;
на фиг.20 показан вид сбоку возможного варианта осуществления подвижного держателя в соответствии с настоящим изобретением;
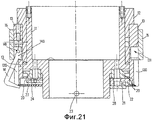
на фиг.21 представлен вид подвижного держателя в сечении, проведенном вдоль линии В-В, показанной на фиг.20;
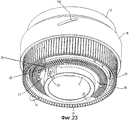
на фиг.22, 23 и 24 соответственно представлены вид снизу, аксонометрическое изображение и аксонометрическое сечение подвижного держателя, проиллюстрированного на предыдущих чертежах;
на фиг.25 представлен вид сбоку подвижного держателя во время переворота надлежащего сектора средств для снятия первого полуряда;
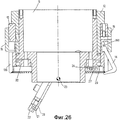
на фиг.26 представлен вид в сечении, проведенном вдоль линии F-F, показанной на фиг.25;
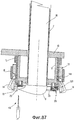
на фиг.27 представлен вид спереди подвижного держателя, то есть вид, повернутый на угол 90° по отношению к фиг.25;
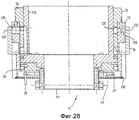
на фиг.28 представлен вид в сечении, проведенном вдоль линии Е-Е, показанной на фиг.27;
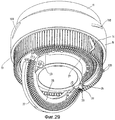
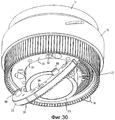
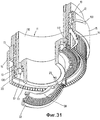
на фиг.29, 30 и 31 показан подвижный держатель во время фазы переворачивания на первом аксонометрическом изображении снизу (фиг.29) с точки обзора, аналогичной точке обзора для фиг.25, на втором аксонометрическом изображении снизу (фиг.30) с точки обзора, аналогичной точке обзора для фиг.27, и в аксонометрическом сечении (фиг.31);
на фиг.32 представлен вид сбоку с разделением деталей подвижного держателя, показанного на предыдущих чертежах;
на фиг.33 представлено сечение, проведенное вдоль линии D-D, показанной на фиг.32;
на фиг.34 и 35 показаны аксонометрические изображения держателя снизу - с точек обзора, соответственно аналогичных точкам обзора для фиг.32 и 33;
на фиг.36 представлен вид спереди варианта осуществления в соответствии с изобретением приспособления, выворачивающего наизнанку, с коаксиальными трубками в открытом состоянии;
на фиг.37, 38 и 39 показано приспособление, выворачивающее наизнанку, согласно фиг.36 соответственно в сечении, проведенном вдоль линии А-А, показанной на фиг.36, в сечении, проведенном вдоль линии В-В, показанной на фиг.36, и на аксонометрическом изображении;
фиг.40, 41 и 42 относятся соответственно к дополнительному аксонометрическому изображению приспособления согласно фиг.36 и к его увеличенной детали;
на фиг.43 представлен вид спереди варианта осуществления в соответствии с изобретением приспособления, выворачивающего наизнанку, согласно фиг.36, показанного в закрытом состоянии;
на фиг.44, 45 и 46 показано приспособление, выворачивающее наизнанку, согласно фиг.43 соответственно в сечении, проведенном вдоль линии С-С, показанной на фиг.43, в сечении, проведенном вдоль линии D-D, показанной на фиг.43, и на аксонометрическом изображении;
на фиг.47 представлено аксонометрическое изображение, аналогичное тому, которое представлено на фиг.46, но здесь приспособление, выворачивающее наизнанку, представлено в продольном сечении;
фиг.48 и 49 относятся соответственно к дополнительному аксонометрическому изображению приспособления, показанного на фиг.43, в закрытом состоянии и к его увеличенной детали;
на фиг.50 и 51 представлены аксонометрические изображения соответственно только внешней трубки и только внутренней трубки, причем обе трубки представляют собой части возможного приспособления, выворачивающего наизнанку, показанного на предыдущих чертежах;
фиг.52 и 53 относятся к увеличенным деталям, показанным соответственно на фиг.50 и фиг.51;
на фиг.54 представлен вид сзади снимающего элемента, представляющего собой часть поворотного полуряда;
на фиг.55 представлено сечение снимающего элемента, проведенное вдоль линии А-А, показанной на фиг.54;
на фиг.56 представлено аксонометрическое изображение снимающего элемента в сечении, аналогичном фиг.55;
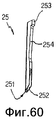
на фиг.57, 58, 59 и 60 элемент согласно фиг.54 соответственно показан в аксонометрическом изображении, на виде сбоку, а также на аксонометрических изображениях сверху (фиг.59) и снизу (фиг.60);
на фиг.61 показан вид сзади снимающего элемента, представляющего собой часть неподвижного полуряда;
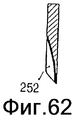
на фиг.62 представлено сечение снимающего элемента, проведенное вдоль линии В-В, показанной на фиг.61;
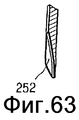
на фиг.63 представлено аксонометрическое изображение снимающего элемента в сечении, аналогичном фиг.62;
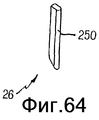
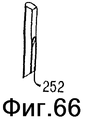
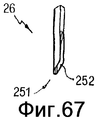
на фиг.64, 65, 66 и 67 элемент согласно фиг.61 показан соответственно на аксонометрическом изображении (фиг.64), на виде сбоку (фиг.65), а также на аксонометрических изображениях сверху (фиг.66) и снизу (фиг.67);
на фиг.68 представлен вид сбоку зацепления иглы со снимающим элементом в фазе снятия;
на фиг.69 и 70 представлены аксонометрические изображения соответственно зацепления, показанного на фиг.68, и его увеличенной детали;
на фиг.71 представлен вид сбоку двух снимающих элементов, введенных в зацепление друг с другом, во время переноса петли;
на фиг.72, 73 и 74 представлены соответственно продольное сечение, общее аксонометрическое изображение и аксонометрическое изображение детали снимающих элементов согласно фиг.71;
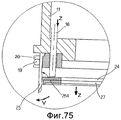
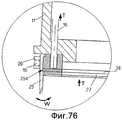
на фиг.75 и 76 представлены вид сбоку снимающего элемента во время снятия (фиг.75) и переноса (фиг.76) петли;
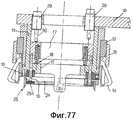
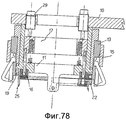
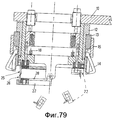
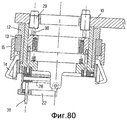
на фиг.77, 78, 79 и 80 представлены сечения деталей подвижного держателя, иллюстрирующие элементы для перемещения подвижных снимающих элементов и петлепроталкивающих средств во время упомянутого переноса;
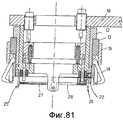
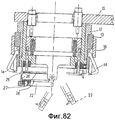
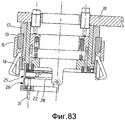
на фиг.81, 82, 83 и 84 показаны в сечениях детали подвижного держателя согласно альтернативному варианту осуществления подвижного держателя во время фаз, следующих за упомянутым снятием;
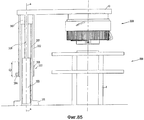
на фиг.85 приведено контурное визуальное представление на виде сбоку подвижного держателя, расположенного на вязальной головке машины, с опорной колонной и исполнительным механизмом для вертикального перемещения упомянутого держателя;
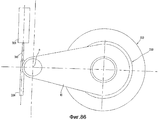
на фиг.86 представлен вид в плане подвижного держателя, контурное визуальное представление которого приведено на фиг.85, с исполнительным механизмом для перемещения упомянутого держателя на станции вязания и переплетения, а также с этих станций;
на фиг.87 показана фаза, которая представляет собой альтернативу показанной на фиг.15, и во время которой подвешивающая игла перемещается так, что оказывается близко к перфораторам, которые переносят петли на подвижный держатель, чтобы переплетать петли и/или пары петель, надетые на перфораторы, посредством переплетающей иглы за счет создания при этом необходимых узелков, замыкающих цепочку, непосредственно на перфораторах;
фиг.88 относится к фазе освобождения переплетенных петель, аналогичной той, которая показана на фиг.18.
Обращаясь к изображениям, показанным на прилагаемых чертежах, отмечаем, что устройство, соответствующее изобретению, содержит подвижный держатель 300, который перемещается в окрестность вязальной головки 100 и от нее, а также может поворачиваться и перемещаться вертикально. Перемещение держателя 300 схематически показано на фиг.85 и 86. В этом примере подвижный держатель 300 поддерживается подходящей консолью 10, расположенной горизонтально. Консоль 10 закреплена шпонкой на стакане 302, который посажен на соответствующую полую колонну 301. Внутри колонны 301 предусмотрен пневматический подъемный цилиндр 303, шток 308 которого закреплен внутри стакана 302 в соответствии с проксимальным концом 307 консоли 10. Таким образом, выдвижение штока 308 соответствует подъему консоли 10, а также подвижного держателя 300, поддерживаемого последней. Нижний участок 309 стакана 302 снабжен зубьями 305. Он также снабжен пневматическим цилиндром 306, расположенным горизонтально, шток 310 которого поддерживает рейку 304, дополняющую зубья 305 и введенную в зацепление с ними. Движение штока 310 сообщает стакану 302 поворот вокруг его продольной оси «а-а» и, следовательно, вызывает также поворот поддерживаемого подвижного держателя 300. Кроме того, зубья 305 проходят на высоту Q, соответствующую вертикальному перемещению стакана (или большую, чем последнее), в процессе которого он надвигается на колонну 301, что обеспечивает поворот консоли 10 с одновременным смещением ее вверх для достижения разных уровней. Снова обращаясь к прилагаемым чертежам, а в частности - к фиг.1 - 18, отмечаем, что вязальная головка 100 снабжена - известным образом - цилиндром 1, иглами 2, платинами 3 и платинным колпаком 4. Завершение изделия 6, такого как чулок, осуществляется на вязальной головке 100 с помощью группы 5 пластинок. После завершения вязания, как показано на фиг.1, чулок или изделие 4 имеет конфигурацию, в которой трубчатая часть связана, а мысок остается незаделанным.
В этот момент пластинка 5 поднимается (см. фиг.2) известным образом, который поэтому не будет описан здесь подробнее. Одновременно с этим поднимаются и иглы 2 вязальной головки 100, перемещая каждую петлю изделия 6 в положение, именуемое на техническом жаргоне «разгрузочным», то есть на уровень вдоль иглы, который ниже язычка 201 иглы 2 (позиция 200 обозначает игольную головку).
Как упоминалось выше и как показано на фиг.3, предлагаемое устройство содержит подвижный держатель 300, поддерживаемый консолью 10, что позволяет держателю совершать вертикальное движение и движение поворота. После отвода пластины 5 подвижный держатель 300, снабженный средствами для снятия изделия, накладывается на вязальную головку 100. В этой фазе иглы 2 продолжают подниматься, поднимая петли над платинами 3.
Перед дальнейшим описанием работы устройства необходимо указать характеристики подвижного держателя 300, обращаясь, в частности, к фиг.19 - 35. Подвижный держатель 300 имеет поддерживающий корпус 11, на котором закреплены подходящие крючки 14, предназначенные для перемещения петель во время отвода игл 2 от вязальной головки 100. Поддерживающий корпус 11 имеет полую цилиндрическую форму с двумя поперечными сечениями: одним верхним поперечным сечением 110 большего диаметра и одним нижним поперечным сечением 111 меньшего диаметра. Крючки 14 вставлены в соответствующее количество пазов 130, расположенных вертикально и предоставляемых венцом 13, поддерживающим крючки и расположенным снаружи корпуса 11, поддерживающего подвижный держатель 300, и соосно с этим корпусом.
Кроме того, поддерживающий корпус 11 - в соответствии с областью, соединяющей верхнее сечение 110 с нижним сечением 111, - имеет выступающий периферийный край или каркас 112. К остальной части каркаса 112 подходит полый цилиндрический элемент 12, который ограничивает кулачок. В результате получается кулачковый элемент 12, заключенный между корпусом 11 и венцом 13, поддерживающим крючки 14. Как лучше всего видно на фиг.19, крючки 14, если смотреть на них сбоку, имеют, по существу, L-образную форму, при этом короткий катет 145 буквы L располагается ниже. Верхний конец 140 крючков 14 вставлен в кольцевую полость 131 прямоугольного поперечного сечения, образованную на внешней поверхности венца 13. В соответствии с упомянутым верхним концом 140 крючки 14 имеют вырез 141 на своей внешней стороне (то есть на стороне, обращенной от центра относительно подвижного держателя 300). На внутренней стороне (т.е. той, которая обращена к центру относительно держателя 300) конец 140 имеет треугольный участок, ограничивающий ступеньку 142, соединенную с вершиной 144 посредством наклонного участка 143, то есть участка с наклонным краем, идущего к продольному продолжению черенка крючка 14.
В вырезах 141 крючков 14 заключено упругое кольцо (обозначенное позицией 8 и показанное только на фиг.13 из соображений ясности изображения), которое фиксирует упомянутые концы 140 внутри полости 131 венца 13. Таким образом, при отсутствии дополнительного вмешательства наклонные участки 143 крючков окажутся в контакте с вертикальной стенкой полости 131, расположатся параллельно ей и будут удерживаться в этом положении силой упругой реакции вышеупомянутого кольца. Это определяет наклон наружу стержней крючков 14, что благодаря воздействию упругого кольца приводит к открытой конфигурации, такой, как показанная также на фиг.3 и 4. Кроме того, наличие ступеньки или зуба 142 определяет ограничение, накладываемое на смещение крючков 14 вниз внутри пазов 130, в которые эти крючки вставлены.
Снаружи венца 13 предусмотрено кольцо 15 (также именуемое далее «кольцом, закрывающим крючки»), предназначенное для движения крючков 14. Кольцо 15 посажено на венец 13 и выполнено с возможностью вертикального скольжения относительно этого венца. На кольце 15, закрывающем крючки, предусматривается наличие одного или более винтообразных пазов 150. Винтообразные пазы 150 действуют как кулачки, выполненные с возможностью определения вертикального движения кольца 15, закрывающего крючки, в соответствии с движением поворота соответствующих поворотных пальцев, вставленных в пазы 150.
Кроме того, на кулачковом элементе 12 выполнены наклонные пазы 120 для заключения в них поворотных пальцев 132 (на фиг.29 позиция 132 обозначает ось одного из поворотных пальцев 132), которые соединяют кулачковый элемент 12 с венцом 13, обеспечивая вертикальное движение последнего после расположения поворотных пальцев 132 внутри кулачков, ограниченных наклонными пазами 120. Кроме того, на фиг.28 позиция 134 обозначает отверстие, а позиция 135 обозначает ось поворотного пальца, вставленного в это отверстие и выполненного с возможностью соединения поддерживающего корпуса 11 с венцом 15.
На нижнем участке поддерживающего корпуса 11 находятся две группы снимающих элементов 25, 26 (также именуемых перфораторами в данном описании), связанных соответственно с первым и вторым полурядами изделия, которое вяжут на вязальной машине 100. На некоторых из прилагаемых чертежей из соображений ясности изображения показан только один перфоратор или снимающий элемент 25 или 26, тогда как на самом деле предусмотрена совокупность этих элементов в повторяющихся рядах - см. например, фиг.23, 25, 28, 29 и другие. Обращаясь к фиг.3-18, отмечаем, что на левой стороне нижнего участка поддерживающего корпуса 11 закреплен венец 20, поддерживающий снимающие элементы 25 второго полуряда. Как лучше всего видно на фиг.34, венец 20 имеет половину, снабженную седлами для перфораторов 25. Снимающие элементы 26 первого полуряда расположены на полувенце 21, поддерживаемом сектором 22 в форме полуокружности, шарнирно прикрепленным к нижнему участку 111 корпуса 11 в соответствии с диаметрально противоположными петлевыми шарнирами 23. Как будет подробнее описано ниже, сектор 22 в форме полуокружности может поворачиваться на 180°, чтобы сместить полувенец 21 первого полуряда ниже венца 20 второго полуряда. Кроме того, обращаясь, в частности, к фиг.30, отмечаем, что на секторе 22 в форме полуокружности предусмотрены цилиндрические контейнеры 88 для размещения в них петлепроталкивающих пружин, описываемых ниже, а для пропускания вертикальных стержней 16, описываемых в связи с фиг.75-80, предусмотрены отверстия 89, тогда как для пропускания винтов (не показаны), предназначенных для крепления венца 20 к корпусу 11, предусмотрены отверстия 87. В иллюстративном возможном варианте осуществления (лучше всего показанном на фиг.61-67) снимающие элементы 26 первого полуряда представляют собой, по существу, прямоугольный и плоский стержень, который скошен на своем дистальном конце 251. В соответствии с упомянутым концом 251, на той стороне которого, где начинается скос, в пределах толщины упомянутого стержня выполнен желобок 252 для размещения в нем иглы 2 вязальной головки 100 во время фазы снятия (как проиллюстрировано на фиг.68-70). На противоположной или проксимальной стороне снимающий элемент 26 имеет стержень 250, за который упомянутый стержень жестко фиксируется поддерживающим средством, ограниченным полувенцом 21. Снимающие элементы 25 второго полуряда (см. фиг.55-60) похожи на снимающие элементы первого полуряда, описанные выше, в том, что касается свободного конца 251 и полости 252, обеспечивающих их сцепление с иглой вязальной машины, но несколько отличаются в области стержня. (Позиции 25 и 26 на фиг.69 относятся в основном к снимающему элементу, который одинаков для первого и второго полуряда; на фиг.70 тоже показан общий стержень 250, поскольку эта деталь одинакова для первого и второго полуряда). Вышеупомянутое характеристическое отличие области стержня возникает из-за различия в поддерживающем средстве (то есть, венце 20), которое обеспечивает колебательное движение в радиальном направлении, то есть в направлении «внутрь-наружу» относительно окружности игл. Это приводит к преимуществу, заключающемуся в хорошем покрытии во время зацепления для переноса петель первого полуряда на снимающие элементы второго полуряда, поскольку за счет центростремительного движения свободных концов снимающих элементов второго полуряда безопаснее иметь вершины концов последнего вставленными в соответствующие полости снимающих элементов первого полуряда (см. фиг.71-74). В этом контексте термин «покрытие» означает частичное перекрытие двух элементов (например, двух снимающих элементов или одного снимающего элемента и одной иглы), обеспечивающее прохождение петли с одного из упомянутых элементов на другой без каких-либо мертвых зон, в которых петля не введена в зацепление с одним из этих двух элементов. На фиг.74 условно представлены две петли изделия 6, обозначенные позицией 66, во время их прохождения со снимающего элемента 26 на снимающий элемент 25 благодаря вышеупомянутой ситуации покрытия.
Вышеописанное центростремительное движение вызывается пружиной (или другим упругим телом), которой противодействует полукольцо или полувенец 24, воздействующее или воздействующий на внутренность стержней 250 тех же снимающих элементов 25, при этом специальный профиль (обозначенный позицией 254) действует как кулачок при изменении продольного положения упомянутого полукольца 24. На практике, когда полукольцо 24 взаимодействует с профилем 254 (в котором сечение стержня является минимальным), снимающий элемент поддерживается во внутреннем положении, и наоборот, когда полукольцо 24 взаимодействует с участком снимающего элемента, ближайшим к вершине 251 (в наибольшем сечении черенка), снимающий элемент 26 выталкивается наружу. Обращаясь к примерам на прилагаемых чертежах, отмечаем, что на фиг.75-80 показано, как снимающий элемент 25 наклоняется либо внутрь, либо наружу в соответствии с фазой работы. В частности, на фиг.75 показан (частично) подвижный держатель в положении снятия, в котором снимающий элемент 25 поддерживается обращенным наружу (в направлении, указанном стрелкой V); в отличие от этого, на фиг.76 снимающий элемент находится в положении переноса петли и поддерживается обращенным внутрь под действием пружины 19 (в иллюстрируемом примере - упругого кольца), которой не противодействует полукольцо 24, фактически лежащее в профиле 254 снимающего элемента; и вновь, на этом чертеже стрелка (W) указывает направление смещения снимающего элемента 25.
На фиг.75-83 показаны некоторые детали, которые не видны на предыдущих чертежах, например пневматические цилиндры 29, предусмотренные на консоли 10. Пневматические цилиндры 29 воздействуют посредством подходящих штоков 90 на поддерживающий элемент 17, вертикальные стержни 16 которого обращены вниз. Поддерживающий элемент 17 выполнен с возможностью скольжения в вертикальном направлении внутри поддерживающего корпуса 11, а между последним и опорным элементом 17 расположены пружины 18, чтобы обеспечить реакцию, позволяющую выталкивать элемент 17 вверх, то есть в направлении, противоположном тому, в котором действует направленное вниз осевое усилие штоков 90. На некоторых чертежах пружины 18 представлены лишь частично. В частности, обращаясь к фиг.75-80, отмечаем, что срабатывание цилиндра 29 вызывает опускание штока 90 с последующим смещением поддерживающего элемента 17 вниз. Это определяет опускание стержня 16, который (как показано стрелками Z на фиг.75) толкает вниз полувенец 24, так что последний, больше не располагаясь соответственно кулачковому профилю 254, выталкивает снимающий элемент 25 наружу (стрелка V). В отличие от этого, когда стержень 16 увлекается снова вверх (стрелка Т на фиг.76), полувенец 24 тоже движется вверх, входя в зацепление с профилем 254, а действие пружины 19 способствует этому, и снимающий элемент 25 таким образом удерживается внутри (стрелка W).
На фиг.81-84 показан альтернативный вариант осуществления упомянутых снимающих элементов 25. В этом варианте осуществления каждый снимающий элемент 25 закреплен на соответствующем венце 20, а состояние покрытия достигается путем расположения снимающих элементов 26 первого полуряда и снимающих элементов второго полуряда вдоль двух идеальных окружностей разного радиуса и/или за счет наличия группы (например, перфораторов 26) большего размера по сравнению с другой группой перфораторов. Эти характеристики становятся более очевидными при рассмотрении подробностей на фиг.84, где перфоратор 26 первого полуряда больше выдвинут наружу (поскольку он лежит на окружности большего радиуса), чем перфоратор 25 второго полуряда, и, кроме того, он имеет больший размер, чем тот перфоратор.
Как упоминалось выше, сразу же после того, как группа 5 пластинок отведена, подвижный держатель 300 оказывается над вязальной машиной 100.
В этом момент (см. фиг.4) снимающие элементы 25 и 26 перемещаются ближе к соответствующим игольным головкам, а взаимодействие между иглами 2 и снимающими элементами 25, 26 аналогично тому, которое проиллюстрировано на фиг.68-70. После этого (фиг.5) кольцо 15, закрывающее крючки, опускается, что определяет расположение крючков 14 под снимаемыми петлями, которые, следовательно, оказываются в своей закрытой конфигурации. Как можно заметить на фиг.6, поддерживающий венец 13 поднимается вместе с крючками 14, поддерживаемыми этим венцом, так что крючки двигают петли изделия вверх, а последние освобождаются от игл 2, надеваясь на снимающие элементы 25 и 26. После этого (фиг.7, 8, 9) подвижный держатель 300 продолжает подниматься и отодвигаться от вязальной головки 100, перенося изделие на переплетающую станцию, снабженную выворачивающей наизнанку трубкой 30, в которую вставляют изделие 6. Движение изделия 6 от вязальной головки 100 можно осуществлять быстро после снятия петель с игл вязальной головки, как описано выше, или его можно осуществлять впоследствии, например, в возможном альтернативном варианте осуществления способа - после фазы, описываемой ниже, во время которой петли двух полурядов сближаются друг с другом.
На фиг.36-53 проиллюстрированы варианты осуществления, подробнее описываемые ниже, выворачивающей наизнанку трубки 30. Общую конструкцию этой трубки можно охарактеризовать, например, как трубчатое тело, внутрь которого вставляют изделие, когда петли последнего полуряда, то есть снятые петли, остаются расположенными по окружности, то есть перед переворотом на 180° первого полуряда. После этого за счет продольного движения изделие, находящееся в зацеплении на трубке, заставляют проходить через открытый конце трубки, тем самым вызывая выворачивание изделия наизнанку, вследствие чего чулок окажется надетым на внешнюю поверхность упомянутого трубчатого тела.
Затем выворачивающую наизнанку трубку 30 поднимают (фиг.9-11), вызывая тем самым выворачивание наизнанку изделия, которое вследствие этого оказывается надетым на внешнюю поверхность трубки 30, причем исходный конец этого изделия оказывается обращенным вверх и расположенным выше ряда петель, снятых снимающими элементами. В заключительной фазе (проиллюстрированной на фиг.11) выворачивающая наизнанку трубка 30 вводится в зацепление с надлежащим поддерживающим средством (не показано) в соответствии со своим верхним концом, тогда как нижний конец трубки остается свободным и располагающимся над плоскостью снятых петель.
Вышеописанные фазы выворачивания наизнанку и описываемые ниже фазы подготовки операции переплетения можно проводить в любой точке траектории подвижного держателя, то есть в положениях, отличающихся от того, которое описывается здесь в качестве примера.
Впоследствии кольцо 15, закрывающее крючки, перемещают вверх, определяя тем самым раскрытие крючков 14, то есть их смещение в направлении к центру.
В этот момент (см. фиг.12-14) петли первого полуряда изделия, поддерживаемые снимающими элементами 26, переносятся путем их переворота, по существу, на 180° вокруг диаметральной оси, которая идеально делит окружность снятого ряда на два полуряда. Таким образом, каждый снимающий элемент 26 первого полуряда располагается в соответствии со снимающим элементом 25 второго полуряда, а их соответствующие свободные концы находятся близко друг к другу в конфигурации, аналогичной той, которая описана со ссылками на фиг.71-74; в этой конфигурации каждая петля первого полуряда оказывается смежной и соосной с соответствующей петлей второго полуряда.
В этот момент за счет действия толкателя 31, оказываемого снизу вверх, петлепроталкивающий полувенец 28 обеспечивает скольжение петель по снимающим элементам 26, поднимая их на снимающие элементы 25 второго полуряда, расположенные над ними.
После этого снимающие элементы 26 первого полуряда возвращаются в свое исходное положение путем проведения упомянутого переворота в противоположном направлении.
На нижней стороне фиг.14 изображен участок переплетающей машины 400, содержащей поддерживающий корпус 42, венец 41 с надлежащими переплетающими шипами 40, причем все эти элементы хорошо известны, и поэтому нет нужды подробно описывать их здесь.
Обращаясь к фиг.15-18, отмечаем, что переплетающие шипы 40 выполнены с возможностью перемещения близко к снимающим элементам 25, которые, как уже упоминалось, поддерживают два перекрывающихся полуряда изделия; впоследствии благодаря направленному вниз подталкивающему воздействию петлепроталкивающего полувенца 27, соосного с окружностью, образованной снимающими элементами 25, эти петли переносятся на шипы 40.
Полувенцы 27 и 28 имеют форму, аналогичную полукруглому гребню, с рядом пазов 270 и 280, отстоящих друг от друга на такие угловые промежутки, которые соответствуют угловому смещению между снимающими элементами 26 и 25, так что эти полувенцы оказываются способными скользить по снимающим элементам, а последние при этом направляют их вертикально.
На фиг.17 показана переплетающая игла 43, посредством которой проводят известным образом переплетение петель и/или пар петель, надетых на шипы, путем создания необходимых узелков, замыкающих цепочку.
В соответствии с альтернативным вариантом осуществления, проиллюстрированным на фиг.87-88, пары петель двух полурядов можно поддерживать - во время заделывания или переплетения мыска чулка 6 - с помощью перфораторов 25 второго полуряда, а переплетающую иглу 43 можно располагать близко к последним, причем эта игла - вместо операции переплетения на шипах, предусмотренных для этой цели, - будет осуществлять такую операцию путем использования перфораторов 25, которые преимущественно имеют упомянутую полость 252, то есть полость, используемую для зацепления иглы 2.
И, наконец (фиг.18), сразу же после подвешивания на шипы (или, как в примере, показанном на фиг.87-88, на перфораторы 25 второго полуряда, расположенные на подвижном держателе) изделие 6 выталкивается внутрь выворачивающей наизнанку трубки 30, чтобы оказаться расположенным лицевой стороной наружу. Эту операцию можно проводить с помощью стержня 32, вставляемого в трубку 30 на достаточную длину для завершения расположения изделия лицевой стороной наружу, причем изделие после такой операции определенным образом выталкивается наружу.
Как упоминалось выше, на фиг.35-53 показаны возможные варианты осуществления выворачивающей наизнанку трубки 30.
Один путь осуществления вставления изделия в выворачивающую наизнанку трубку 30 может заключаться во всасывании изделия внутрь одиночного трубчатого элемента. Обращаясь к примерам, проиллюстрированным чертежами, отмечаем, что тело трубки 30 может состоять из двух соосных элементов 35 и 36, передним или верхним концам 350, 360 которых, то есть тем, которые обращены к изделию перед выворачиванием его наизнанку, придана такая форма, которая попеременно ограничивает сомкнутое или разомкнутое кольцо путем поворота упомянутых двух элементов друг относительно друга и вокруг общей продольной оси. Сформированное таким образом приспособление обеспечивает вставление изделия внутрь путем поперечного движения, когда горловинный участок находится в открытом состоянии (конфигурация полуколец) и определенно «улавливает» упомянутое изделие путем «смыкания» своего периметра.
Внешний трубчатый элемент 35 имеет внизу цилиндрическую замкнутую форму; от своего среднего участка вверх этот элемент имеет форму полуцилиндра, то есть стенку 353, проходящую приблизительно на 180° только по одну сторону относительно продольной оси, тем самым ограничивая соответствующий боковой проем или канал 352, имеющий продольное протяжение; на верхнем конце элемент 35 имеет полукольцо 351, ограниченное цилиндрической поверхностью сравнительно ограниченной высоты и проходящее приблизительно на 180° на стороне, противоположной стенке 353.
Аналогично элементу 35 внутренний трубчатый элемент 36 имеет в своей нижней части замкнутую цилиндрическую форму; от своей средней части до верхнего конца 360 внутренний трубчатый элемент имеет форму полуцилиндра, то есть стенку 363, проходящую приблизительно на 180° только по одну сторону относительно продольной оси, тем самым ограничивая соответствующий боковой проем или канал 362, имеющий продольное протяжение; таким образом, верхний конец 360 ограничен верхним краем 361 стенки 363.
Когда трубка 30 находится в своей открытой конфигурации, полукольцо 351 внешнего элемента 35 окружает край 361 внутреннего элемента; таким образом, можно ввести изделие 6 внутрь трубки путем простого поступательного движения без необходимости перемещения трубки вертикально вниз посредством рабочего хода, длина которого должна была бы быть, по существу, равной длине вязаного изделия. Это приводит к значительному уменьшению габаритных размеров устройства. После этого - путем простого относительного поворота элементов 35 и 36 - трубку 30 закрывают, тем самым обеспечивая операцию выворачивания наизнанку.
Конструкцию упомянутой трубки можно представить, например, подобной трубчатому телу, внутрь которого вставляют изделие, когда петли последнего полуряда, то есть снятые петли, по-прежнему расположены по окружности, то есть перед переворотом на 180° первого полуряда. После этого путем продольного движения изделие, введенное в зацепление на трубке, заставляют пройти через открытый конец трубки и вывернуться вследствие этого наизнанку. Будет очевидно, что в этот момент чулок располагается снаружи трубчатого тела. Упомянутое трубчатое тело после этого перемещения остается введенным в зацепление с опорой, находящейся на стороне, противоположной изделию. После операции переплетения заделанный теперь мысок изделия окажется в окрестности горловины трубки, так что путем вставления сердечника подходящего размера в горловину трубки можно ввести этот сердечник в контакт с тканью изделия и, продолжая движение вниз, переместить это изделие вместе с этим сердечником, тогда как последний - за счет скольжения через край трубки - будет двигаться внутри нее с приданием изделию изначальной конфигурации, при которой лицевая сторона обращена наружу. Такую операцию проводят с использованием и/или помощью пневматического или всасывающего потока. После выталкивания изделия вышеописанное трубчатое тело можно отвести назад в его исходное положение, чтобы оно смогло выполнить свою функцию в следующем цикле.
На практике детали конструкции можно изменять любым эквивалентным образом, как и форму, размеры, расположение элементов, характер используемых материалов, о которых шла речь, в рамках существа идеи предложенного решения, так что все вышеуказанные изменения останутся в рамках объема защиты, предоставляемого в соответствии с данным патентом.
Claims (37)
1. Способ соединения краев трубчатого вязаного изделия, такого как чулок, после завершения изготовления последнего на кругловязальной машине, отличающийся тем, что включает в себя следующие технологические этапы, на которых
а) вяжут изделие (6), начиная на одном краю или кромке до конца на стороне мыска с оставлением последнего незаделанным,
б) перемещают подвижные части (5) машины от вязальной головки (100) этой кругловязальной машины, чтобы освободить верх цилиндра (1) от игл (2),
в) снимают петли последнего вязаного ряда и надевают их на соответствующие снимающие средства (25, 26), поддерживаемые подвижным держателем (300) между станцией вязания, ограниченной вязальной головкой (100) машины, и станцией (400) заделывания и/или переплетения, находящейся на предварительно заданном расстоянии от другой станции,
г) перемещают снимающие средства (25, 26) вместе с изделием (6) от вязальной головки (100) машины, чтобы переместить это изделие до станции (400) заделывания и/или переплетения,
д) выворачивают изделие (6) наизнанку, удерживая его при этом снимающими средствами (25, 26),
е) перемещают петли первого полуряда, соответствующего на практике половине петель, удерживаемых снимающими средствами (25, 26), таким образом, что за счет переворота приблизительно на 180° вокруг диаметральной оси окружности, ограниченной снимающими средствами (25, 26), каждая из перемещаемых петель окажется смежной и соосной с соответствующей петлей из петель другого полуряда,
ж) перемещают петли пар близко друг к другу,
з) осуществляют переплетение упомянутых пар петель так, чтобы получить окончательное сращивание краев изделия (6),
и) снимают изделие со средств, на которых проведена операция переплетения.
2. Способ по п.1, отличающийся тем, что этап г) перемещения изделия от вязальной головки проводят после этапа д) выворачивания изделия наизнанку.
3. Способ по п.1, отличающийся тем, что этап г) перемещения изделия от вязальной головки проводят после этапа е) переноса петель.
4. Способ по п.1, отличающийся тем, что этап г) перемещения изделия от вязальной головки проводят после этапа ж) сближения петель.
5. Способ по п.1, отличающийся тем, что этап ж) сближения петель осуществляют на средствах (25), которые поддерживают петли второго полуряда, то есть полуряда петель, к которым подведены перевернутые петли.
6. Способ по п.1, отличающийся тем, что этап ж) сближения петель осуществляют на средствах (25), которые поддерживают петли первого полуряда, то есть полуряда, петли которого перевернуты.
7. Способ по п.1, отличающийся тем, что этап з) осуществляют на тех же снимающих средствах (25, 26).
8. Способ по п.1, отличающийся тем, что этап з) осуществляют на средствах (40), которые поддерживают пары петель и не принадлежат к снимающим средствам (25, 26), и после переноса пар петель на средства (40).
9. Способ по п.1, отличающийся тем, что изделие возвращают обратно в его состояние лицевой стороной наружу после его съема с поддерживающих средств для переплетения.
10. Способ по п.1 или 9, отличающийся тем, что изделие возвращают обратно в его состояние лицевой стороной наружу с помощью тех же средств, которые задействованы на этапе д) выворачивания наизнанку.
11. Способ по любому из пп.1-9, отличающийся тем, что отдельные средства (26, 25) подвижного держателя используют для снятия соответственно петель первого и второго полурядов.
12. Способ по п.11, отличающийся тем, что средства (26) для снятия петель из первого полуряда перемещают относительно средств (25) для снятия петель из второго полуряда.
13. Способ по п.11, отличающийся тем, что средства (26) используют для снятия петель из первого полуряда, причем упомянутые средства располагают вдоль дуги окружности, имеющей радиус, отличающийся от радиуса соответствующей дуги окружности, вдоль которой располагают средства (25) для снятия второго полуряда.
14. Способ по п.11, отличающийся тем, что для снятия петель из первого полуряда используют средства (26), имеющие размеры, отличающиеся от размеров средств (25) для снятия петель из второго полуряда.
15. Устройство для соединения краев трубчатого вязаного изделия, такого как чулок, после завершения изготовления последнего на кругловязальной машине, отличающееся тем, что оно содержит подвижный держатель (300), выполненный с возможностью соединения с вязальной головкой (100) кругловязальной машины и перемещения от вязальной головки (100), и станцию (400) для заделывания и/или переплетения, причем упомянутый держатель (300) поддерживает средства (25, 26) для снятия петель последнего вязаного ряда, включающие в себя средства (26) для снятия одного полуряда, то есть половины петель последнего вязаного ряда, и средства (25) для снятия другого полуряда, и подвижный держатель (300) снабжен средствами (22, 23) привода и средствами (28) переноса, выполненными с возможностью перемещения петель одного полуряда на средства (26), которые снимают другой полуряд.
16. Устройство по п.15, отличающееся тем, что подвижный держатель (300) включает в себя поддерживающий корпус (11), на котором предусмотрены крючки (14), предназначенные для перемещения петель на иглы (2) вязальной головки (100) во время снятия петель.
17. Устройство по п.16, отличающееся тем, что крючки (14) вставлены в соответствующие пазы (130), расположенные вертикально, и имеется венец (13) для поддержания крючков, который расположен снаружи поддерживающего корпуса (11) и соосно ему.
18. Устройство по п.17, отличающееся тем, что оно снабжено полым цилиндрическим элементом или кулачковым элементом (12), расположенным между корпусом (11) и венцом (13).
19. Устройство по одному из пп.16-18, отличающееся тем, что крючки (14) имеют, по существу, L-образную форму, короткий катет которой располагается ниже и верхний конец (140), которой вставлен в кольцевую полость (131) прямоугольного поперечного сечения, предоставляемую снаружи венцом (13), причем крючки имеют в соответствии с верхним концом (140) вырез (141) на внешней стороне и треугольный участок, ограничивающий ступеньку (142) на внутренней стороне, при этом ступенька соединена с вершиной (144) верхнего конца (140) посредством наклонного участка (143), а в вырезах (141) расположено упругое кольцо, удерживающее концы (140) внутри полости (131), вызывая тем самым в открытой конфигурации наклон стержней крючков (14) наружу.
20. Устройство по п.17, отличающееся тем, что снаружи от венца (13) предусмотрено кольцо (15), предназначенное для перемещения крючков (14) и посаженное на венец (13) с возможностью скольжения относительно него, причем это кольцо (15) имеет один или более винтообразных пазов (150), которые ограничивают соответствующие кулачки, выполненные с возможностью сообщения вертикального перемещения кольцу (15) при движении поворота соответствующих поворотных пальцев, вставленных в пазы (150).
21. Устройство по п.18, отличающееся тем, что кулачковый элемент (12) имеет один или более пазов (120), в которые вставлены соответствующие поворотные пальцы (132) для соединения этого кулачкового элемента (12) с венцом (13).
22. Устройство по п.15, отличающееся тем, что снимающие средства содержат первый полувенец (21), который поддерживает снимающие элементы (26) первого полуряда, и второй венец (20), который поддерживает элементы (25) для снятия второго полуряда, причем элементы (26) для снятия первого полуряда располагаются на секторе (22) полуокружности, шарнирно закрепленном на корпусе (11) подвижного держателя в соответствии с двумя петлевыми шарнирами (23), расположенными диаметрально напротив друг друга.
23. Устройство по п.15 или 22, отличающееся тем, что средства (26) для снятия первого полуряда состоят из прямолинейного и плоского тела, которое на своем дистальном конце (251) скошено и снабжено на стороне скоса желобком (252), а на противоположной стороне имеет стержень (250), за который упомянутое тело жестко фиксируется надлежащим поддерживающим средством (21).
24. Устройство по п.15 или 22, отличающееся тем, что средства (25) для снятия второго полуряда состоят из снимающего элемента (25) с прямолинейным и плоским телом, которое на своем дистальном конце (251) скошено и снабжено на стороне скоса желобком (252), а на противоположной стороне имеет стержень (250) с профилем (254), который ограничивает кулачок.
25. Устройство по п.24, отличающееся тем, что оно содержит упругое средство (19) реакции и полукольцо (24), расположенные и действующие в противоположных направлениях на снимающий элемент (25).
26. Устройство по п.25, отличающееся тем, что упругое средство (19) имеет реакцию, действующую по направлению к центру, а полукольцо (24) взаимодействует с профилем (254) снимающего элемента (25).
27. Устройство по п.22, отличающееся тем, что упомянутые элементы (26) для снятия петель первого полуряда расположены на полувенце (21) вдоль дуги окружности, имеющей радиус, отличающийся от радиуса соответствующей дуги окружности, вдоль которой расположены средства (25) для снятия второго полуряда.
28. Устройство по п.22, отличающееся тем, что элементы (26) для снятия первого полуряда имеют размеры, отличающиеся от размеров элементов (25) для снятия второго полуряда.
29. Устройство по п.22, отличающееся тем, что оно содержит петлепроталкивающий полувенец (28), выполненный с возможностью проталкивания петель изделия (6) вдоль элементов (26) для снятия первого полуряда, а также с возможностью их перемещения на элементы (25) для снятия второго полуряда.
30. Устройство по п.22, отличающееся тем, что оно содержит второй петлепроталкивающий полувенец (27), выполненный с возможностью проталкивания пар петель изделия (6), когда они введены в зацепление на элементах (25) для снятия второго полуряда, на соответствующие средства (40), предусмотренные на станции (400) заделывания и переплетения.
31. Устройство по п.29 или 30, отличающееся тем, что полувенцы (27, 28) имеют, по существу, гребнеобразную форму с рядом пазов (270, 280), отстоящих друг от друга на такие угловые промежутки, которые соответствуют угловым смещениям, существующим между соответствующими элементами (26, 25) для снятия первого и второго полурядов.
32. Устройство по п.15, отличающееся тем, что оно содержит приспособление, выворачивающее изделие наизнанку.
33. Устройство по п.32, отличающееся тем, что приспособление, выворачивающее наизнанку, содержит выворачивающую наизнанку трубку (30), выполненную с возможностью перемещения между двумя положениями для проведения операции выворачивания наизнанку, причем изделие вводят внутрь этой трубки перед выворачиванием наизнанку.
34. Устройство по п.33, отличающееся тем, что оно содержит средства, выполненные с возможностью генерирования пневматического потока внутри выворачивающей наизнанку трубки (30).
35. Устройство по п.32, отличающееся тем, что оно содержит выворачивающую наизнанку трубку (30), состоящую из двух соосных элементов (35, 36), посаженных один на другой, передним концам (350, 360) которых, то есть тем, которые обращены к изделию перед выворачиванием его наизнанку, придана такая форма, которая попеременно ограничивает или сомкнутое кольцо, или разомкнутое полукольцо путем поворота двух элементов (35, 36) друг относительно друга и вокруг общей продольной оси.
36. Устройство по п.35, отличающееся тем, что внешний трубчатый элемент (35) имеет в соответствии с концом (350) полукольцо (351), ограниченное цилиндрической поверхностью, проходящей приблизительно на 180°.
37. Устройство по п.35, отличающееся тем, что внутренний трубчатый элемент (36) имеет в соответствии со своим концом (360) форму полуцилиндра, то есть стенку, проходящую приблизительно на 180° только по одну сторону относительно продольной оси.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITFI2002A000199 | 2002-10-21 | ||
| IT000199A ITFI20020199A1 (it) | 2002-10-21 | 2002-10-21 | Metodo e apparato per unire i lembi di un manufatto tubolare tessuto a maglia |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2005115254A RU2005115254A (ru) | 2006-01-27 |
| RU2300584C2 true RU2300584C2 (ru) | 2007-06-10 |
Family
ID=32104760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2005115254/12A RU2300584C2 (ru) | 2002-10-21 | 2003-10-17 | Способ соединения краев трубчатого вязаного изделия и устройство для его осуществления |
Country Status (19)
| Country | Link |
|---|---|
| US (1) | US7107797B2 (ru) |
| EP (1) | EP1579046B2 (ru) |
| JP (1) | JP4268136B2 (ru) |
| KR (1) | KR101068371B1 (ru) |
| CN (1) | CN1723308B (ru) |
| AT (1) | ATE401442T1 (ru) |
| AU (1) | AU2003279562A1 (ru) |
| BR (1) | BR0315448A (ru) |
| DE (1) | DE60322262D1 (ru) |
| DK (1) | DK1579046T3 (ru) |
| ES (1) | ES2310675T3 (ru) |
| HK (1) | HK1086310A1 (ru) |
| IT (1) | ITFI20020199A1 (ru) |
| MX (1) | MXPA05004221A (ru) |
| PT (1) | PT1579046E (ru) |
| RU (1) | RU2300584C2 (ru) |
| SI (1) | SI1579046T1 (ru) |
| TW (1) | TWI292786B (ru) |
| WO (1) | WO2004035894A1 (ru) |
Families Citing this family (62)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITMI20042084A1 (it) * | 2004-11-02 | 2005-02-02 | Cesare Colosio S P A | Dispositivo di cucitura automatica particolarmente per macchine per calze |
| ITFI20060080A1 (it) * | 2006-03-28 | 2007-09-29 | Conti P | Dispositivo per chiudere la punta di un calzino |
| WO2007135697A1 (en) * | 2006-05-22 | 2007-11-29 | Orion Srl | Integrated system and relative device for closing the stocking on circular machines for the production of semi-finished tubular knitting |
| ITMI20061717A1 (it) * | 2006-09-08 | 2008-03-09 | Sangiacomo Spa | Dispositivo rovesciatore di manufatti tubolari,particolarmente per macchine circolari per maglieria dotate di una stazione di chiusura di un'estremita assiale del manufatto tubolare |
| ITMI20061720A1 (it) * | 2006-09-08 | 2008-03-09 | Sangiacomo Spa | Dispositivo rovesciatore di manufatti tubolari,particolarmente per macchine circolari per maglieria dotate di una stazione di chiusura di un'estremita' assiale del manufatto tubolare. |
| ITMI20080398A1 (it) * | 2008-03-10 | 2009-09-11 | Lonati Spa | Dispositivo prelevatore per operare il prelievo di un manufatto tubolare a maglia da una macchina circolare per maglieria, calzetteria o simile e il suo trasferimento ad un'unita' atta ad eseguire ulteriori operazioni sul manufatto. |
| ITMI20080399A1 (it) * | 2008-03-10 | 2009-09-11 | Lonati Spa | Dispositivo rovesciatore di manufatti tubolari a maglia, particolarmente per stazioni di cucitura o di rimagliatura per la chiusura automatizzata dei manufatti tubolari in corrispondenza di una loro estremita' assiale. |
| ITMI20080397A1 (it) * | 2008-03-10 | 2009-09-11 | Lonati Spa | Procedimento ed apparecchiatura per eseguire la chiusura di un manufatto tubolare a maglia in corrispondenza di una sua estremita' assiale, al termine del suo ciclo di produzione su una macchina circolare per maglieria, calzetteria o simile. |
| IT1392646B1 (it) * | 2009-01-30 | 2012-03-16 | N T A S R L | Dispositivo di prelievo di una calza da un macchinario cilindrico per la produzione di manufatti tubolari con estremita cucita |
| CN101929028B (zh) * | 2009-06-19 | 2014-10-29 | 马西莫·比安基 | 用于封闭管状针织袜制品末端处的袜头的装置和方法 |
| CN102644155A (zh) * | 2012-04-06 | 2012-08-22 | 东阳市创亿针织机械有限公司 | 织袜机防扭曲装置 |
| US8443633B1 (en) * | 2012-09-05 | 2013-05-21 | Da Kong Enterprise Co., Ltd. | Apparatus and method for transferring loops from the knitting machine needle |
| CN102885408B (zh) * | 2012-09-30 | 2015-03-25 | 浙江罗速设备制造有限公司 | 织袜、缝头一体式袜机 |
| ITMI20130050A1 (it) * | 2013-01-16 | 2014-07-17 | Lonati Spa | Procedimento per attuare la chiusura automatizzata di un'estremita' assiale di un manufatto tubolare e il suo scarico in assetto a rovescio ed apparecchiatura per la sua esecuzione. |
| ITFI20130081A1 (it) * | 2013-04-12 | 2014-10-13 | Gianni Conti | "metodo e macchina per la tessitura di manufatti tubolari a maglia" |
| TWI539050B (zh) * | 2013-11-15 | 2016-06-21 | Da Kong Entpr Co Ltd | Sewing sock machine needle plate |
| TWI509121B (zh) * | 2013-11-15 | 2015-11-21 | Da Kong Entpr Co Ltd | Socks sewing device |
| TW201536975A (zh) * | 2014-03-25 | 2015-10-01 | Da Kong Entpr Co Ltd | 翻襪裝置及翻襪方法 |
| JP5854364B1 (ja) * | 2014-08-29 | 2016-02-09 | 永田精機株式会社 | 丸編機の編地縫合方法及び丸編機システム |
| KR101783287B1 (ko) | 2014-08-29 | 2017-10-23 | 나가타세이키가부시키가이샤 | 환편기의 편지 봉합방법 및 환편기 시스템 |
| JP5813192B1 (ja) * | 2014-08-29 | 2015-11-17 | 永田精機株式会社 | 丸編機の編地移し方法及び装置 |
| TWI683045B (zh) * | 2014-10-01 | 2020-01-21 | 義大利商史陶伯利義大利公司 | 用於編織管狀編織物件的方法及機器 |
| US10145043B2 (en) | 2014-10-10 | 2018-12-04 | Stäubli Italia S.P.A. | Method and machine for knitting tubular knitted articles |
| TWI589747B (zh) * | 2015-03-04 | 2017-07-01 | Coil folding device | |
| DE102015103639B4 (de) * | 2015-03-12 | 2020-04-23 | Terrot Gmbh | Nadelzylinder und Rundstrickmaschine |
| CN104818571B (zh) * | 2015-04-24 | 2017-02-01 | 绍兴市越发机械制造有限公司 | 一种全成形袜子生产装置及生产工艺 |
| CN104818575A (zh) * | 2015-04-24 | 2015-08-05 | 绍兴市越发机械制造有限公司 | 一种成形袜机袜子转移装置 |
| PT3365483T (pt) | 2015-10-21 | 2020-03-11 | Staeubli Italia S P A | Dispositivo e método para recolher artigos de malha tubulares de máquinas de tricotar circulares |
| CN105887320B (zh) * | 2015-12-07 | 2018-01-16 | 浙江海润精工机械有限公司 | 一体式袜机 |
| CN105887310B (zh) * | 2015-12-07 | 2018-04-24 | 浙江海润精工机械有限公司 | 一种织袜缝合及翻袜方法 |
| CN105887312B (zh) * | 2015-12-07 | 2018-08-07 | 浙江海润精工机械有限公司 | 转移缝头 |
| CN105887313B (zh) * | 2015-12-07 | 2018-04-24 | 浙江海润精工机械有限公司 | 一种织袜缝合方法 |
| CN105887318B (zh) * | 2015-12-07 | 2018-11-16 | 浙江海润精工机械有限公司 | 一种具有翻袜功能的一体式袜机 |
| CN105887322B (zh) * | 2015-12-07 | 2018-05-18 | 浙江海润精工机械有限公司 | 转移缝头 |
| CN105887316B (zh) * | 2015-12-07 | 2018-11-16 | 浙江海润精工机械有限公司 | 从袜机的针筒转移袜子的转移方法 |
| CN105887319B (zh) * | 2015-12-07 | 2018-10-16 | 浙江海润精工机械有限公司 | 转移缝合装置 |
| CN105887324B (zh) * | 2015-12-07 | 2018-05-18 | 浙江海润精工机械有限公司 | 转移缝头 |
| CN105887325B (zh) * | 2015-12-07 | 2018-05-18 | 浙江海润精工机械有限公司 | 一种织袜缝合方法 |
| CN105887323B (zh) * | 2015-12-07 | 2018-08-07 | 浙江海润精工机械有限公司 | 转移缝合装置 |
| CN105887317B (zh) * | 2015-12-07 | 2018-05-04 | 浙江海润精工机械有限公司 | 一种织袜缝合方法 |
| CN105887315B (zh) * | 2015-12-07 | 2018-03-02 | 浙江海润精工机械有限公司 | 一种织袜缝合方法 |
| CN105887321B (zh) * | 2015-12-07 | 2018-04-24 | 浙江海润精工机械有限公司 | 转移缝合装置 |
| ITUA20162241A1 (it) | 2016-04-01 | 2017-10-01 | Staeubli Italia S P A | Dispositivo di rimagliatura e macchina comprendente detto dispositivo |
| CN106120130B (zh) * | 2016-06-29 | 2019-03-12 | 浙江海润精工机械有限公司 | 一种转移袜针上的袜线的方法 |
| IT201600072994A1 (it) * | 2016-07-13 | 2018-01-13 | Lonati Spa | Dispositivo prelevatore per operare il prelievo di un manufatto tubolare a maglia da una macchina circolare per maglieria, calzetteria o simile e il suo trasferimento ad un’unita’ atta ad eseguire ulteriori operazioni sul manufatto. |
| CN106037119A (zh) * | 2016-07-25 | 2016-10-26 | 信泰(福建)科技有限公司 | 一体鞋面制造方法及一体编织鞋面 |
| WO2019197928A1 (en) * | 2018-04-11 | 2019-10-17 | Santoni S.P.A. | Turning device for tubular knitted items and method for turning tubular knitted items |
| TWI726304B (zh) * | 2018-08-20 | 2021-05-01 | 大康織機股份有限公司 | 從針織機的織針轉移線圈以及縫紉之機制 |
| TWI748170B (zh) * | 2018-08-20 | 2021-12-01 | 大康織機股份有限公司 | 管狀織物之翻面機構及其方法 |
| CN110230145B (zh) * | 2018-11-02 | 2024-07-05 | 浙江叶晓针织机械有限公司 | 一种袜机 |
| IT201900005636A1 (it) | 2019-04-11 | 2020-10-11 | Gianni Conti | Metodo ed apparecchiatura per la produzione di manufatti tubolari a maglia a punta chiusa |
| IT201900005838A1 (it) * | 2019-04-16 | 2020-10-16 | Lonati Spa | Dispositivo prelevatore per operare il prelievo di un manufatto tubolare a maglia da una macchina circolare per maglieria, calzetteria o simile e il suo trasferimento ad un'unità atta ad eseguire ulteriori operazioni sul manufatto. |
| TWD207731S (zh) * | 2019-06-12 | 2020-10-11 | 義大利商聖東尼股份公司 | 紡織機組件 |
| IT201900023433A1 (it) * | 2019-12-10 | 2021-06-10 | Lonati Spa | Dispositivo prelevatore per operare il prelievo di un manufatto tubolare a maglia da una macchina circolare per maglieria, calzetteria o simile |
| IT201900023577A1 (it) * | 2019-12-11 | 2021-06-11 | Lonati Spa | Dispositivo prelevatore per operare il prelievo di un manufatto tubolare a maglia da una macchina circolare per maglieria, calzetteria o simile. |
| IT201900024108A1 (it) * | 2019-12-16 | 2021-06-16 | Sgm Automazioni S R L | Procedimento per chiudere un’estremità di un manufatto tubolare direttamente su macchine circolari per calzetteria e maglieria e relativa macchina circolare |
| EP4127285A1 (en) * | 2020-03-24 | 2023-02-08 | Lonati S.p.A. | Circular hosiery knitting machine for manufacturing tubular items |
| CN111304821B (zh) * | 2020-04-09 | 2021-06-29 | 大康织机股份有限公司 | 导袜针组 |
| CN111621912B (zh) * | 2020-05-27 | 2022-03-25 | 华尔科技集团股份有限公司 | 一种针织鞋面编织方法 |
| CN111809300A (zh) * | 2020-07-13 | 2020-10-23 | 浙江凯强轻纺机械有限公司 | 移袜抓取装置 |
| BR112022026939A2 (pt) * | 2020-10-01 | 2023-04-11 | Lonati Spa | Método para fechar um artigo tubular de malha em uma extremidade axial do mesmo |
| CN113943999B (zh) * | 2021-10-15 | 2023-03-14 | 浙江嘉志利智能科技有限公司 | 用于缝合管状织物的方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1192328A (en) † | 1912-05-31 | 1916-07-25 | John Lawson | Circular-knitting machine. |
| US1068853A (en) † | 1912-07-06 | 1913-07-29 | Louis N D Williams | Stitch-transferring device. |
| US1188125A (en) † | 1915-08-06 | 1916-06-20 | Louis N D Williams | Stitch transferring and uniting device. |
| IT1259688B (it) † | 1992-10-09 | 1996-03-25 | Conti Florentia Srl | Metodo e dispositivo per eseguire l'unione di due lembi di un manufatto tubolare tessuto a maglia al termine della sua formazione |
| IT1265881B1 (it) * | 1993-07-12 | 1996-12-12 | Fabric & Mfg Principles | Metodo e dispositivo per eseguire l'unione di due lembi di un manufatto tubolare tessuto a maglia al termine della sua formazione |
| US5551260A (en) * | 1993-07-29 | 1996-09-03 | Fabritex, S.R.L. | Method for joining two edges of a knitted tubular article upon completion thereof |
| IT1269117B (it) * | 1994-06-16 | 1997-03-21 | Golden Lady Spa | Dispositivo per la automatica formazione iniziale di una punta chiusa in un manufatto tubolare a maglia su macchine da maglieria circolari |
| IT1277395B1 (it) * | 1995-07-28 | 1997-11-10 | Matec Srl | Procedimento per la produzione di calze o simili a punta chiusa con una macchina circolare monocilindrica |
| IT1277396B1 (it) † | 1995-07-28 | 1997-11-10 | Matec Srl | Procedimento e dispositivo per eseguire l'unione di due lembi di un manufatto tubolare al termine della sua formazione particolarmente |
| IT1281598B1 (it) * | 1996-01-08 | 1998-02-20 | Matec Srl | Macchina circolare monocilindrica per maglieria calzetteria o simile ad elevata versatilita' di impiego |
| IT1297377B1 (it) * | 1997-12-04 | 1999-09-01 | Fabritex Srl | Metodo e dispositivo per la fabbricazione di manufatti tessili tubolari |
| ITFI980039A1 (it) * | 1998-02-20 | 1999-08-20 | Fabritex Srl | Metodo ed apparecchiatura per unire i lembi di manufatti tessuti a maglia. |
| IT1304868B1 (it) * | 1998-07-07 | 2001-04-05 | Golden Lady Spa | Metodo e dispositivo per la chiusura della punta di un manufattotubolare su una macchina da maglieria |
| ITCO990009A1 (it) * | 1999-03-03 | 2000-09-03 | Franco Sciacca | Metodo ed apparecchiatura per la produzione di articoli tubolari di maglieria forniti di una o piu' aperture e o bretelle complete e prodott |
| ITFI20010038A1 (it) * | 2001-03-08 | 2002-09-08 | Metalworking And Finance Group | Dispositivo per il prelievo di un manufatto tubolare a maglia da una macchina da maglieria e per la cucitura della punta |
-
2002
- 2002-10-21 IT IT000199A patent/ITFI20020199A1/it unknown
-
2003
- 2003-10-17 RU RU2005115254/12A patent/RU2300584C2/ru not_active IP Right Cessation
- 2003-10-17 US US10/532,063 patent/US7107797B2/en not_active Expired - Lifetime
- 2003-10-17 CN CN2003801037770A patent/CN1723308B/zh not_active Expired - Lifetime
- 2003-10-17 AU AU2003279562A patent/AU2003279562A1/en not_active Abandoned
- 2003-10-17 SI SI200331392T patent/SI1579046T1/sl unknown
- 2003-10-17 PT PT03772671T patent/PT1579046E/pt unknown
- 2003-10-17 MX MXPA05004221A patent/MXPA05004221A/es active IP Right Grant
- 2003-10-17 ES ES03772671T patent/ES2310675T3/es not_active Expired - Lifetime
- 2003-10-17 WO PCT/IT2003/000638 patent/WO2004035894A1/en active IP Right Grant
- 2003-10-17 DE DE60322262T patent/DE60322262D1/de not_active Expired - Fee Related
- 2003-10-17 BR BR0315448-3A patent/BR0315448A/pt not_active IP Right Cessation
- 2003-10-17 EP EP03772671.8A patent/EP1579046B2/en not_active Expired - Lifetime
- 2003-10-17 KR KR1020057006909A patent/KR101068371B1/ko active IP Right Review Request
- 2003-10-17 DK DK03772671T patent/DK1579046T3/da active
- 2003-10-17 JP JP2004544695A patent/JP4268136B2/ja not_active Expired - Lifetime
- 2003-10-17 AT AT03772671T patent/ATE401442T1/de not_active IP Right Cessation
-
2004
- 2004-01-29 TW TW093101950A patent/TWI292786B/zh active
-
2006
- 2006-05-26 HK HK06106110.6A patent/HK1086310A1/xx not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| WO2004035894A1 (en) | 2004-04-29 |
| CN1723308A (zh) | 2006-01-18 |
| TW200525061A (en) | 2005-08-01 |
| US7107797B2 (en) | 2006-09-19 |
| AU2003279562A8 (en) | 2004-05-04 |
| EP1579046B1 (en) | 2008-07-16 |
| US20060144095A1 (en) | 2006-07-06 |
| JP4268136B2 (ja) | 2009-05-27 |
| KR101068371B1 (ko) | 2011-09-28 |
| AU2003279562A1 (en) | 2004-05-04 |
| ES2310675T3 (es) | 2009-01-16 |
| TWI292786B (en) | 2008-01-21 |
| DK1579046T3 (da) | 2008-11-17 |
| KR20050083795A (ko) | 2005-08-26 |
| ITFI20020199A1 (it) | 2004-04-22 |
| BR0315448A (pt) | 2005-08-16 |
| KR101068371B9 (ko) | 2023-05-16 |
| HK1086310A1 (en) | 2006-09-15 |
| EP1579046B2 (en) | 2018-02-14 |
| MXPA05004221A (es) | 2005-09-20 |
| PT1579046E (pt) | 2008-10-07 |
| DE60322262D1 (de) | 2008-08-28 |
| SI1579046T1 (sl) | 2008-12-31 |
| EP1579046A1 (en) | 2005-09-28 |
| RU2005115254A (ru) | 2006-01-27 |
| CN1723308B (zh) | 2010-08-18 |
| ATE401442T1 (de) | 2008-08-15 |
| JP2006503991A (ja) | 2006-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2300584C2 (ru) | Способ соединения краев трубчатого вязаного изделия и устройство для его осуществления | |
| JP2006503991A5 (ru) | ||
| RU2085637C1 (ru) | Способ соединения краев вязаного трубчатого изделия и устройство для его осуществления | |
| RU2114226C1 (ru) | Способ соединения двух кромок вязаного на кругловязальной машине трубчатого изделия, в частности стачивания мыска носка, и устройство для его осуществления | |
| EP0942086A2 (en) | Method and apparatus for seaming edges of knitted articles | |
| JP7018425B2 (ja) | 靴下類等のための円形編機から管状のニット製品をピックアップして、ニット製品に更なる動作を行うように構成されたユニットにこのニット製品を移すためのピックアップ装置 | |
| US5551260A (en) | Method for joining two edges of a knitted tubular article upon completion thereof | |
| EP0756029A1 (en) | Method for manufacturing socks or the like having a closed toe with a single-cylinder circular knitting machine | |
| TW201723258A (zh) | 用於從環狀編織機器提取管狀編織物件的裝置及方法 | |
| RU2130094C1 (ru) | Способ заделывания исходного конца трикотажного изделия, такого как носок и тому подобного изделия, и устройство для его осуществления | |
| CN114846184A (zh) | 用于直接在袜类和针织品圆机上闭合筒状制品的一端的方法及相应的圆机 | |
| RU2171321C2 (ru) | Способ и двухцилиндровая кругловязальная машина для изготовления носков из материала в рубчик и подобных изделий | |
| US6826930B2 (en) | Method and apparatus for moving the stitches of a knitted tubular article to an operating station | |
| RU2388859C2 (ru) | Автоматическое швейное устройство для чулочных вязальных машин | |
| RU2093624C1 (ru) | Способ соединения двух кромок вязанного на кругловязальной машине трубчатого изделия | |
| JP5854364B1 (ja) | 丸編機の編地縫合方法及び丸編機システム | |
| JP2000136473A (ja) | 一端を閉じた筒状編物を製造するためのシングルシリンダ型丸編機のためのダイヤル | |
| JP2022528605A (ja) | 円形編機から管状のニット製品をピックアップし、このニット製品に更なる作業を行うべく適合されたユニットに移すためのピックアップ装置 | |
| AU5778096A (en) | Method and device for the initial formation of a closed toe on a circular knitting machine, especially for stockings and socks | |
| JP4215932B2 (ja) | 靴下を裏返して機外に搬出する搬出方法および搬出装置 | |
| US7213418B2 (en) | Method of producing hose-like knitwear | |
| RU2168574C2 (ru) | Способ сшивания краев трубчатого вязаного изделия, устройство для сшивания краев трубчатого вязаного изделия | |
| CZ20023028A3 (en) | Device for closing toes in knitting machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20091018 |