KR20220100940A - 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩 - Google Patents
도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩 Download PDFInfo
- Publication number
- KR20220100940A KR20220100940A KR1020227020134A KR20227020134A KR20220100940A KR 20220100940 A KR20220100940 A KR 20220100940A KR 1020227020134 A KR1020227020134 A KR 1020227020134A KR 20227020134 A KR20227020134 A KR 20227020134A KR 20220100940 A KR20220100940 A KR 20220100940A
- Authority
- KR
- South Korea
- Prior art keywords
- resin
- polyamide
- conductive member
- metal member
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000000034 method Methods 0.000 title claims abstract description 99
- 238000004519 manufacturing process Methods 0.000 title claims description 28
- 238000006243 chemical reaction Methods 0.000 title claims description 21
- 229920005989 resin Polymers 0.000 claims abstract description 269
- 239000011347 resin Substances 0.000 claims abstract description 269
- 229910052751 metal Inorganic materials 0.000 claims abstract description 187
- 239000002184 metal Substances 0.000 claims abstract description 187
- 238000001179 sorption measurement Methods 0.000 claims abstract description 9
- 229910052743 krypton Inorganic materials 0.000 claims abstract description 8
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 claims abstract description 8
- 229920006122 polyamide resin Polymers 0.000 claims description 73
- 125000001931 aliphatic group Chemical group 0.000 claims description 57
- 125000003118 aryl group Chemical group 0.000 claims description 56
- 125000004432 carbon atom Chemical group C* 0.000 claims description 39
- 238000007747 plating Methods 0.000 claims description 39
- 238000007788 roughening Methods 0.000 claims description 37
- 125000002947 alkylene group Chemical group 0.000 claims description 24
- 229910000838 Al alloy Inorganic materials 0.000 claims description 15
- 125000001989 1,3-phenylene group Chemical group [H]C1=C([H])C([*:1])=C([H])C([*:2])=C1[H] 0.000 claims description 12
- 125000001140 1,4-phenylene group Chemical group [H]C1=C([H])C([*:2])=C([H])C([H])=C1[*:1] 0.000 claims description 12
- 229920000098 polyolefin Polymers 0.000 claims description 10
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 229910052782 aluminium Inorganic materials 0.000 claims description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 239000004020 conductor Substances 0.000 claims 1
- 229920002647 polyamide Polymers 0.000 description 99
- 239000004952 Polyamide Substances 0.000 description 77
- -1 amine compound Chemical class 0.000 description 49
- 238000012360 testing method Methods 0.000 description 39
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 35
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 32
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 31
- 239000000203 mixture Substances 0.000 description 31
- 239000000523 sample Substances 0.000 description 31
- 229920002725 thermoplastic elastomer Polymers 0.000 description 30
- KKEYFWRCBNTPAC-UHFFFAOYSA-N terephthalic acid group Chemical group C(C1=CC=C(C(=O)O)C=C1)(=O)O KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 28
- 239000000463 material Substances 0.000 description 27
- 229920001577 copolymer Polymers 0.000 description 25
- 229920002302 Nylon 6,6 Polymers 0.000 description 20
- 238000002844 melting Methods 0.000 description 20
- 230000008018 melting Effects 0.000 description 20
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 19
- 229920000642 polymer Polymers 0.000 description 19
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical group OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 18
- 239000002253 acid Substances 0.000 description 17
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 17
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 16
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 16
- 239000007864 aqueous solution Substances 0.000 description 15
- 238000002425 crystallisation Methods 0.000 description 15
- 238000005259 measurement Methods 0.000 description 15
- 230000008025 crystallization Effects 0.000 description 14
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 13
- 229920006123 polyhexamethylene isophthalamide Polymers 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- 229920001971 elastomer Polymers 0.000 description 12
- 238000011156 evaluation Methods 0.000 description 12
- 239000003365 glass fiber Substances 0.000 description 11
- 229910052757 nitrogen Inorganic materials 0.000 description 11
- 238000006068 polycondensation reaction Methods 0.000 description 11
- 229920005672 polyolefin resin Polymers 0.000 description 11
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 11
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 10
- 125000000217 alkyl group Chemical group 0.000 description 10
- 229910052799 carbon Inorganic materials 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 10
- 150000004985 diamines Chemical class 0.000 description 10
- 230000009477 glass transition Effects 0.000 description 10
- 238000001746 injection moulding Methods 0.000 description 10
- 239000011976 maleic acid Substances 0.000 description 10
- 238000006116 polymerization reaction Methods 0.000 description 10
- 239000000243 solution Substances 0.000 description 10
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 9
- 239000005977 Ethylene Substances 0.000 description 9
- 239000004721 Polyphenylene oxide Substances 0.000 description 9
- 239000004734 Polyphenylene sulfide Substances 0.000 description 9
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 9
- 150000001408 amides Chemical class 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 239000011256 inorganic filler Substances 0.000 description 9
- 229910003475 inorganic filler Inorganic materials 0.000 description 9
- 229920000570 polyether Polymers 0.000 description 9
- 229920000069 polyphenylene sulfide Polymers 0.000 description 9
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 8
- VZSRBBMJRBPUNF-UHFFFAOYSA-N 2-(2,3-dihydro-1H-inden-2-ylamino)-N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]pyrimidine-5-carboxamide Chemical compound C1C(CC2=CC=CC=C12)NC1=NC=C(C=N1)C(=O)NCCC(N1CC2=C(CC1)NN=N2)=O VZSRBBMJRBPUNF-UHFFFAOYSA-N 0.000 description 8
- 239000004953 Aliphatic polyamide Substances 0.000 description 8
- 239000005711 Benzoic acid Substances 0.000 description 8
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 8
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 8
- 229920003231 aliphatic polyamide Polymers 0.000 description 8
- 150000008064 anhydrides Chemical class 0.000 description 8
- 235000010233 benzoic acid Nutrition 0.000 description 8
- 238000005238 degreasing Methods 0.000 description 8
- 239000000806 elastomer Substances 0.000 description 8
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 8
- 229920006012 semi-aromatic polyamide Polymers 0.000 description 8
- 125000001424 substituent group Chemical group 0.000 description 8
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 7
- 239000002585 base Substances 0.000 description 7
- 238000005530 etching Methods 0.000 description 7
- 239000000126 substance Substances 0.000 description 7
- 238000006467 substitution reaction Methods 0.000 description 7
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 6
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 230000002378 acidificating effect Effects 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 239000004760 aramid Substances 0.000 description 6
- 150000004984 aromatic diamines Chemical class 0.000 description 6
- 229920003235 aromatic polyamide Polymers 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- ORTQZVOHEJQUHG-UHFFFAOYSA-L copper(II) chloride Chemical compound Cl[Cu]Cl ORTQZVOHEJQUHG-UHFFFAOYSA-L 0.000 description 6
- 239000012153 distilled water Substances 0.000 description 6
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 6
- 239000003921 oil Substances 0.000 description 6
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 description 6
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 6
- KOUDKOMXLMXFKX-UHFFFAOYSA-N sodium oxido(oxo)phosphanium hydrate Chemical compound O.[Na+].[O-][PH+]=O KOUDKOMXLMXFKX-UHFFFAOYSA-N 0.000 description 6
- 238000003786 synthesis reaction Methods 0.000 description 6
- 238000005406 washing Methods 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N Acrylic acid Chemical class OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 5
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 5
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 5
- 239000003513 alkali Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 238000007654 immersion Methods 0.000 description 5
- 229910017604 nitric acid Inorganic materials 0.000 description 5
- 230000001590 oxidative effect Effects 0.000 description 5
- 229920006131 poly(hexamethylene isophthalamide-co-terephthalamide) Polymers 0.000 description 5
- 229920006128 poly(nonamethylene terephthalamide) Polymers 0.000 description 5
- 229920000728 polyester Polymers 0.000 description 5
- 239000007921 spray Substances 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- 239000011701 zinc Substances 0.000 description 5
- PBLZLIFKVPJDCO-UHFFFAOYSA-N 12-aminododecanoic acid Chemical compound NCCCCCCCCCCCC(O)=O PBLZLIFKVPJDCO-UHFFFAOYSA-N 0.000 description 4
- GAGWMWLBYJPFDD-UHFFFAOYSA-N 2-methyloctane-1,8-diamine Chemical compound NCC(C)CCCCCCN GAGWMWLBYJPFDD-UHFFFAOYSA-N 0.000 description 4
- JZUHIOJYCPIVLQ-UHFFFAOYSA-N 2-methylpentane-1,5-diamine Chemical compound NCC(C)CCCN JZUHIOJYCPIVLQ-UHFFFAOYSA-N 0.000 description 4
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 239000001361 adipic acid Substances 0.000 description 4
- 235000011037 adipic acid Nutrition 0.000 description 4
- 150000001336 alkenes Chemical class 0.000 description 4
- VHRGRCVQAFMJIZ-UHFFFAOYSA-N cadaverine Chemical compound NCCCCCN VHRGRCVQAFMJIZ-UHFFFAOYSA-N 0.000 description 4
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 150000001768 cations Chemical class 0.000 description 4
- 238000013329 compounding Methods 0.000 description 4
- 239000007859 condensation product Substances 0.000 description 4
- 238000007334 copolymerization reaction Methods 0.000 description 4
- 229960004643 cupric oxide Drugs 0.000 description 4
- 238000000113 differential scanning calorimetry Methods 0.000 description 4
- QQHJDPROMQRDLA-UHFFFAOYSA-N hexadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCC(O)=O QQHJDPROMQRDLA-UHFFFAOYSA-N 0.000 description 4
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 4
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 4
- BNJOQKFENDDGSC-UHFFFAOYSA-N octadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCC(O)=O BNJOQKFENDDGSC-UHFFFAOYSA-N 0.000 description 4
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 4
- 229920000909 polytetrahydrofuran Polymers 0.000 description 4
- 239000002243 precursor Substances 0.000 description 4
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 4
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 238000007142 ring opening reaction Methods 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 4
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 3
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 3
- NIPNSKYNPDTRPC-UHFFFAOYSA-N N-[2-oxo-2-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)ethyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 NIPNSKYNPDTRPC-UHFFFAOYSA-N 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 229920000299 Nylon 12 Polymers 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 3
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 3
- QFNNDGVVMCZKEY-UHFFFAOYSA-N azacyclododecan-2-one Chemical compound O=C1CCCCCCCCCCN1 QFNNDGVVMCZKEY-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 229960003280 cupric chloride Drugs 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 3
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000011148 porous material Substances 0.000 description 3
- 238000007151 ring opening polymerisation reaction Methods 0.000 description 3
- 230000035939 shock Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 description 3
- 238000004506 ultrasonic cleaning Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 229910052725 zinc Inorganic materials 0.000 description 3
- GEYOCULIXLDCMW-UHFFFAOYSA-N 1,2-phenylenediamine Chemical compound NC1=CC=CC=C1N GEYOCULIXLDCMW-UHFFFAOYSA-N 0.000 description 2
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 2
- CBCKQZAAMUWICA-UHFFFAOYSA-N 1,4-phenylenediamine Chemical compound NC1=CC=C(N)C=C1 CBCKQZAAMUWICA-UHFFFAOYSA-N 0.000 description 2
- PWGJDPKCLMLPJW-UHFFFAOYSA-N 1,8-diaminooctane Chemical compound NCCCCCCCCN PWGJDPKCLMLPJW-UHFFFAOYSA-N 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N 1-Heptene Chemical compound CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 2
- DCTOHCCUXLBQMS-UHFFFAOYSA-N 1-undecene Chemical compound CCCCCCCCCC=C DCTOHCCUXLBQMS-UHFFFAOYSA-N 0.000 description 2
- XAUQWYHSQICPAZ-UHFFFAOYSA-N 10-amino-decanoic acid Chemical compound NCCCCCCCCCC(O)=O XAUQWYHSQICPAZ-UHFFFAOYSA-N 0.000 description 2
- GUOSQNAUYHMCRU-UHFFFAOYSA-N 11-Aminoundecanoic acid Chemical compound NCCCCCCCCCCC(O)=O GUOSQNAUYHMCRU-UHFFFAOYSA-N 0.000 description 2
- QFGCFKJIPBRJGM-UHFFFAOYSA-N 12-[(2-methylpropan-2-yl)oxy]-12-oxododecanoic acid Chemical compound CC(C)(C)OC(=O)CCCCCCCCCCC(O)=O QFGCFKJIPBRJGM-UHFFFAOYSA-N 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- HSSYVKMJJLDTKZ-UHFFFAOYSA-N 3-phenylphthalic acid Chemical compound OC(=O)C1=CC=CC(C=2C=CC=CC=2)=C1C(O)=O HSSYVKMJJLDTKZ-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- KWSLGOVYXMQPPX-UHFFFAOYSA-N 5-[3-(trifluoromethyl)phenyl]-2h-tetrazole Chemical compound FC(F)(F)C1=CC=CC(C2=NNN=N2)=C1 KWSLGOVYXMQPPX-UHFFFAOYSA-N 0.000 description 2
- SLXKOJJOQWFEFD-UHFFFAOYSA-N 6-aminohexanoic acid Chemical compound NCCCCCC(O)=O SLXKOJJOQWFEFD-UHFFFAOYSA-N 0.000 description 2
- XDOLZJYETYVRKV-UHFFFAOYSA-N 7-Aminoheptanoic acid Chemical compound NCCCCCCC(O)=O XDOLZJYETYVRKV-UHFFFAOYSA-N 0.000 description 2
- UQXNEWQGGVUVQA-UHFFFAOYSA-N 8-aminooctanoic acid Chemical compound NCCCCCCCC(O)=O UQXNEWQGGVUVQA-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- JPVYNHNXODAKFH-UHFFFAOYSA-N Cu2+ Chemical compound [Cu+2] JPVYNHNXODAKFH-UHFFFAOYSA-N 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- VTLYFUHAOXGGBS-UHFFFAOYSA-N Fe3+ Chemical compound [Fe+3] VTLYFUHAOXGGBS-UHFFFAOYSA-N 0.000 description 2
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- OAKJQQAXSVQMHS-UHFFFAOYSA-N Hydrazine Chemical compound NN OAKJQQAXSVQMHS-UHFFFAOYSA-N 0.000 description 2
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 2
- AFCARXCZXQIEQB-UHFFFAOYSA-N N-[3-oxo-3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propyl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(CCNC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 AFCARXCZXQIEQB-UHFFFAOYSA-N 0.000 description 2
- KFSLWBXXFJQRDL-UHFFFAOYSA-N Peracetic acid Chemical compound CC(=O)OO KFSLWBXXFJQRDL-UHFFFAOYSA-N 0.000 description 2
- 239000002202 Polyethylene glycol Substances 0.000 description 2
- 229920006121 Polyxylylene adipamide Polymers 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- RAHZWNYVWXNFOC-UHFFFAOYSA-N Sulphur dioxide Chemical class O=S=O RAHZWNYVWXNFOC-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 125000005103 alkyl silyl group Chemical group 0.000 description 2
- 229960002684 aminocaproic acid Drugs 0.000 description 2
- 229910021529 ammonia Inorganic materials 0.000 description 2
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000003078 antioxidant effect Effects 0.000 description 2
- 239000002216 antistatic agent Substances 0.000 description 2
- 125000003710 aryl alkyl group Chemical group 0.000 description 2
- CJYXCQLOZNIMFP-UHFFFAOYSA-N azocan-2-one Chemical compound O=C1CCCCCCN1 CJYXCQLOZNIMFP-UHFFFAOYSA-N 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- HFACYLZERDEVSX-UHFFFAOYSA-N benzidine Chemical group C1=CC(N)=CC=C1C1=CC=C(N)C=C1 HFACYLZERDEVSX-UHFFFAOYSA-N 0.000 description 2
- 125000001246 bromo group Chemical group Br* 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 2
- 125000001309 chloro group Chemical group Cl* 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- QTMDXZNDVAMKGV-UHFFFAOYSA-L copper(ii) bromide Chemical compound [Cu+2].[Br-].[Br-] QTMDXZNDVAMKGV-UHFFFAOYSA-L 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- YQLZOAVZWJBZSY-UHFFFAOYSA-N decane-1,10-diamine Chemical compound NCCCCCCCCCCN YQLZOAVZWJBZSY-UHFFFAOYSA-N 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- QFTYSVGGYOXFRQ-UHFFFAOYSA-N dodecane-1,12-diamine Chemical compound NCCCCCCCCCCCCN QFTYSVGGYOXFRQ-UHFFFAOYSA-N 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 229910001447 ferric ion Inorganic materials 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 125000005843 halogen group Chemical group 0.000 description 2
- 239000012760 heat stabilizer Substances 0.000 description 2
- PWSKHLMYTZNYKO-UHFFFAOYSA-N heptane-1,7-diamine Chemical compound NCCCCCCCN PWSKHLMYTZNYKO-UHFFFAOYSA-N 0.000 description 2
- 150000002430 hydrocarbons Chemical group 0.000 description 2
- JJOJFIHJIRWASH-UHFFFAOYSA-N icosanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCCCC(O)=O JJOJFIHJIRWASH-UHFFFAOYSA-N 0.000 description 2
- 230000002401 inhibitory effect Effects 0.000 description 2
- 239000011810 insulating material Substances 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 239000012212 insulator Substances 0.000 description 2
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 2
- 150000003951 lactams Chemical class 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 150000007522 mineralic acids Chemical class 0.000 description 2
- 239000006082 mold release agent Substances 0.000 description 2
- 150000004682 monohydrates Chemical class 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- NTNWKDHZTDQSST-UHFFFAOYSA-N naphthalene-1,2-diamine Chemical compound C1=CC=CC2=C(N)C(N)=CC=C21 NTNWKDHZTDQSST-UHFFFAOYSA-N 0.000 description 2
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- YWAKXRMUMFPDSH-UHFFFAOYSA-N pentene Chemical compound CCCC=C YWAKXRMUMFPDSH-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920001223 polyethylene glycol Polymers 0.000 description 2
- 229920005862 polyol Polymers 0.000 description 2
- 150000003077 polyols Chemical class 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 238000004382 potting Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- HNJBEVLQSNELDL-UHFFFAOYSA-N pyrrolidin-2-one Chemical compound O=C1CCCN1 HNJBEVLQSNELDL-UHFFFAOYSA-N 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 229930195734 saturated hydrocarbon Natural products 0.000 description 2
- 229910001379 sodium hypophosphite Inorganic materials 0.000 description 2
- 125000000542 sulfonic acid group Chemical group 0.000 description 2
- 230000003746 surface roughness Effects 0.000 description 2
- HQHCYKULIHKCEB-UHFFFAOYSA-N tetradecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCC(O)=O HQHCYKULIHKCEB-UHFFFAOYSA-N 0.000 description 2
- 229920002397 thermoplastic olefin Polymers 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- 239000001124 (E)-prop-1-ene-1,2,3-tricarboxylic acid Substances 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- XNDHQMLXHGSDHT-UHFFFAOYSA-N 1,4-bis(2-hydroxyethyl)cyclohexa-2,5-diene-1,4-diol Chemical compound OCCC1(O)C=CC(O)(CCO)C=C1 XNDHQMLXHGSDHT-UHFFFAOYSA-N 0.000 description 1
- YIWGJFPJRAEKMK-UHFFFAOYSA-N 1-(2H-benzotriazol-5-yl)-3-methyl-8-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carbonyl]-1,3,8-triazaspiro[4.5]decane-2,4-dione Chemical compound CN1C(=O)N(c2ccc3n[nH]nc3c2)C2(CCN(CC2)C(=O)c2cnc(NCc3cccc(OC(F)(F)F)c3)nc2)C1=O YIWGJFPJRAEKMK-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- OCXPJMSKLNNYLE-UHFFFAOYSA-N 2-prop-2-enylbutanedioic acid Chemical compound OC(=O)CC(C(O)=O)CC=C OCXPJMSKLNNYLE-UHFFFAOYSA-N 0.000 description 1
- YLZOPXRUQYQQID-UHFFFAOYSA-N 3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)-1-[4-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]piperazin-1-yl]propan-1-one Chemical compound N1N=NC=2CN(CCC=21)CCC(=O)N1CCN(CC1)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F YLZOPXRUQYQQID-UHFFFAOYSA-N 0.000 description 1
- LJGHYPLBDBRCRZ-UHFFFAOYSA-N 3-(3-aminophenyl)sulfonylaniline Chemical compound NC1=CC=CC(S(=O)(=O)C=2C=C(N)C=CC=2)=C1 LJGHYPLBDBRCRZ-UHFFFAOYSA-N 0.000 description 1
- WUFOZZITXZSDMS-UHFFFAOYSA-N 3-n-methylidenebenzene-1,3-dicarboxamide Chemical compound NC(=O)C1=CC=CC(C(=O)N=C)=C1 WUFOZZITXZSDMS-UHFFFAOYSA-N 0.000 description 1
- SPBDXSGPUHCETR-JFUDTMANSA-N 8883yp2r6d Chemical compound O1[C@@H](C)[C@H](O)[C@@H](OC)C[C@@H]1O[C@@H]1[C@@H](OC)C[C@H](O[C@@H]2C(=C/C[C@@H]3C[C@@H](C[C@@]4(O[C@@H]([C@@H](C)CC4)C(C)C)O3)OC(=O)[C@@H]3C=C(C)[C@@H](O)[C@H]4OC\C([C@@]34O)=C/C=C/[C@@H]2C)/C)O[C@H]1C.C1C[C@H](C)[C@@H]([C@@H](C)CC)O[C@@]21O[C@H](C\C=C(C)\[C@@H](O[C@@H]1O[C@@H](C)[C@H](O[C@@H]3O[C@@H](C)[C@H](O)[C@@H](OC)C3)[C@@H](OC)C1)[C@@H](C)\C=C\C=C/1[C@]3([C@H](C(=O)O4)C=C(C)[C@@H](O)[C@H]3OC\1)O)C[C@H]4C2 SPBDXSGPUHCETR-JFUDTMANSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 238000004438 BET method Methods 0.000 description 1
- OXLXAPYJCPFBFT-UHFFFAOYSA-L CC1=CC(C)(C=C1)[Zr](Cl)(Cl)C1(C)C=CC(C)=C1 Chemical compound CC1=CC(C)(C=C1)[Zr](Cl)(Cl)C1(C)C=CC(C)=C1 OXLXAPYJCPFBFT-UHFFFAOYSA-L 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical class [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- 239000004970 Chain extender Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- JJLJMEJHUUYSSY-UHFFFAOYSA-L Copper hydroxide Chemical compound [OH-].[OH-].[Cu+2] JJLJMEJHUUYSSY-UHFFFAOYSA-L 0.000 description 1
- 239000005750 Copper hydroxide Substances 0.000 description 1
- 239000005751 Copper oxide Substances 0.000 description 1
- 229910021590 Copper(II) bromide Inorganic materials 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- IEPRKVQEAMIZSS-UHFFFAOYSA-N Di-Et ester-Fumaric acid Natural products CCOC(=O)C=CC(=O)OCC IEPRKVQEAMIZSS-UHFFFAOYSA-N 0.000 description 1
- IEPRKVQEAMIZSS-WAYWQWQTSA-N Diethyl maleate Chemical compound CCOC(=O)\C=C/C(=O)OCC IEPRKVQEAMIZSS-WAYWQWQTSA-N 0.000 description 1
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical compound OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 1
- RYECOJGRJDOGPP-UHFFFAOYSA-N Ethylurea Chemical compound CCNC(N)=O RYECOJGRJDOGPP-UHFFFAOYSA-N 0.000 description 1
- 101150096839 Fcmr gene Proteins 0.000 description 1
- 239000004606 Fillers/Extenders Substances 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WAEMQWOKJMHJLA-UHFFFAOYSA-N Manganese(2+) Chemical compound [Mn+2] WAEMQWOKJMHJLA-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920003354 Modic® Polymers 0.000 description 1
- MKYBYDHXWVHEJW-UHFFFAOYSA-N N-[1-oxo-1-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-yl)propan-2-yl]-2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidine-5-carboxamide Chemical compound O=C(C(C)NC(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F)N1CC2=C(CC1)NN=N2 MKYBYDHXWVHEJW-UHFFFAOYSA-N 0.000 description 1
- 229920003298 Nucrel® Polymers 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- ALQSHHUCVQOPAS-UHFFFAOYSA-N Pentane-1,5-diol Chemical compound OCCCCCO ALQSHHUCVQOPAS-UHFFFAOYSA-N 0.000 description 1
- SCKXCAADGDQQCS-UHFFFAOYSA-N Performic acid Chemical compound OOC=O SCKXCAADGDQQCS-UHFFFAOYSA-N 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- UWHCKJMYHZGTIT-UHFFFAOYSA-N Tetraethylene glycol, Natural products OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 229920003734 UBESTA® Polymers 0.000 description 1
- 229920006097 Ultramide® Polymers 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 1
- JAWMENYCRQKKJY-UHFFFAOYSA-N [3-(2,4,6,7-tetrahydrotriazolo[4,5-c]pyridin-5-ylmethyl)-1-oxa-2,8-diazaspiro[4.5]dec-2-en-8-yl]-[2-[[3-(trifluoromethoxy)phenyl]methylamino]pyrimidin-5-yl]methanone Chemical compound N1N=NC=2CN(CCC=21)CC1=NOC2(C1)CCN(CC2)C(=O)C=1C=NC(=NC=1)NCC1=CC(=CC=C1)OC(F)(F)F JAWMENYCRQKKJY-UHFFFAOYSA-N 0.000 description 1
- 125000004018 acid anhydride group Chemical group 0.000 description 1
- 229940091181 aconitic acid Drugs 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910001854 alkali hydroxide Inorganic materials 0.000 description 1
- 229910052783 alkali metal Inorganic materials 0.000 description 1
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 1
- 150000001340 alkali metals Chemical class 0.000 description 1
- 229910052784 alkaline earth metal Inorganic materials 0.000 description 1
- 150000001342 alkaline earth metals Chemical class 0.000 description 1
- JGDITNMASUZKPW-UHFFFAOYSA-K aluminium trichloride hexahydrate Chemical compound O.O.O.O.O.O.Cl[Al](Cl)Cl JGDITNMASUZKPW-UHFFFAOYSA-K 0.000 description 1
- 229940009861 aluminum chloride hexahydrate Drugs 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 238000002048 anodisation reaction Methods 0.000 description 1
- 150000007514 bases Chemical class 0.000 description 1
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 1
- 229920001400 block copolymer Polymers 0.000 description 1
- 238000012661 block copolymerization Methods 0.000 description 1
- 238000000071 blow moulding Methods 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- GTZCVFVGUGFEME-IWQZZHSRSA-N cis-aconitic acid Chemical compound OC(=O)C\C(C(O)=O)=C\C(O)=O GTZCVFVGUGFEME-IWQZZHSRSA-N 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000000748 compression moulding Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 229910001956 copper hydroxide Inorganic materials 0.000 description 1
- 229910001431 copper ion Inorganic materials 0.000 description 1
- 229910000431 copper oxide Inorganic materials 0.000 description 1
- 229910000365 copper sulfate Inorganic materials 0.000 description 1
- XTVVROIMIGLXTD-UHFFFAOYSA-N copper(II) nitrate Chemical compound [Cu+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O XTVVROIMIGLXTD-UHFFFAOYSA-N 0.000 description 1
- ARUVKPQLZAKDPS-UHFFFAOYSA-L copper(II) sulfate Chemical compound [Cu+2].[O-][S+2]([O-])([O-])[O-] ARUVKPQLZAKDPS-UHFFFAOYSA-L 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- 238000007872 degassing Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- JBSLOWBPDRZSMB-FPLPWBNLSA-N dibutyl (z)-but-2-enedioate Chemical compound CCCCOC(=O)\C=C/C(=O)OCCCC JBSLOWBPDRZSMB-FPLPWBNLSA-N 0.000 description 1
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 1
- LDCRTTXIJACKKU-ARJAWSKDSA-N dimethyl maleate Chemical compound COC(=O)\C=C/C(=O)OC LDCRTTXIJACKKU-ARJAWSKDSA-N 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 238000010981 drying operation Methods 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 238000007772 electroless plating Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- YCUBDDIKWLELPD-UHFFFAOYSA-N ethenyl 2,2-dimethylpropanoate Chemical compound CC(C)(C)C(=O)OC=C YCUBDDIKWLELPD-UHFFFAOYSA-N 0.000 description 1
- GFJVXXWOPWLRNU-UHFFFAOYSA-N ethenyl formate Chemical compound C=COC=O GFJVXXWOPWLRNU-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 125000002573 ethenylidene group Chemical class [*]=C=C([H])[H] 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 125000004836 hexamethylene group Chemical group [H]C([H])([*:2])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[*:1] 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- 150000007529 inorganic bases Chemical class 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 238000007733 ion plating Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000010551 living anionic polymerization reaction Methods 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000010721 machine oil Substances 0.000 description 1
- 150000002688 maleic acid derivatives Chemical class 0.000 description 1
- 229910001437 manganese ion Inorganic materials 0.000 description 1
- HNEGQIOMVPPMNR-NSCUHMNNSA-N mesaconic acid Chemical compound OC(=O)C(/C)=C/C(O)=O HNEGQIOMVPPMNR-NSCUHMNNSA-N 0.000 description 1
- 125000005641 methacryl group Chemical group 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- HNEGQIOMVPPMNR-UHFFFAOYSA-N methylfumaric acid Natural products OC(=O)C(C)=CC(O)=O HNEGQIOMVPPMNR-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- AFFLGGQVNFXPEV-UHFFFAOYSA-N n-decene Natural products CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000002978 peroxides Chemical class 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001610 polycaprolactone Polymers 0.000 description 1
- 239000004632 polycaprolactone Substances 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 229920001123 polycyclohexylenedimethylene terephthalate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000010107 reaction injection moulding Methods 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 150000003440 styrenes Chemical class 0.000 description 1
- 238000001308 synthesis method Methods 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 230000001988 toxicity Effects 0.000 description 1
- 231100000419 toxicity Toxicity 0.000 description 1
- GTZCVFVGUGFEME-UHFFFAOYSA-N trans-aconitic acid Natural products OC(=O)CC(C(O)=O)=CC(O)=O GTZCVFVGUGFEME-UHFFFAOYSA-N 0.000 description 1
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- MCULRUJILOGHCJ-UHFFFAOYSA-N triisobutylaluminium Chemical compound CC(C)C[Al](CC(C)C)CC(C)C MCULRUJILOGHCJ-UHFFFAOYSA-N 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/303—Macromolecular compounds obtained by reactions forming a linkage containing nitrogen with or without oxygen or carbon in the main chain of the macromolecule, not provided for in groups H01B3/38 or H01B3/302
- H01B3/306—Polyimides or polyesterimides
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/505—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing comprising a single busbar
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/06—Polyamides derived from polyamines and polycarboxylic acids
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0026—Apparatus for manufacturing conducting or semi-conducting layers, e.g. deposition of metal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/0036—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B13/00—Apparatus or processes specially adapted for manufacturing conductors or cables
- H01B13/06—Insulating conductors or cables
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/44—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins
- H01B3/441—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes vinyl resins; acrylic resins from alkenes
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/522—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/502—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing
- H01M50/521—Interconnectors for connecting terminals of adjacent batteries; Interconnectors for connecting cells outside a battery casing characterised by the material
- H01M50/524—Organic material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/50—Fastening of winding heads, equalising connectors, or connections thereto
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
- B29C2045/14327—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles anchoring by forcing the material to pass through a hole in the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14868—Pretreatment of the insert, e.g. etching, cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14311—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles using means for bonding the coating to the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/02—Aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2705/00—Use of metals, their alloys or their compounds, for preformed parts, e.g. for inserts
- B29K2705/08—Transition metals
- B29K2705/10—Copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K2203/00—Specific aspects not provided for in the other groups of this subclass relating to the windings
- H02K2203/09—Machines characterised by wiring elements other than wires, e.g. bus rings, for connecting the winding terminations
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Power Engineering (AREA)
- Inorganic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Insulated Conductors (AREA)
- Organic Insulating Materials (AREA)
- Inverter Devices (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Battery Mounting, Suspending (AREA)
- Non-Insulated Conductors (AREA)
Abstract
금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 금속 부재는, 크립톤 흡착법에 의해 측정되는 진표면적(㎡)을 기하학적 표면적(㎡)으로 제산해서 얻어지는 거칠기 지수가 4.0 이상인, 도전용 부재.
Description
본 발명은 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩에 관한 것이다.
전력 변환 장치, 모터, 이차 전지 모듈, 이차 전지 팩 등에 대용량의 전류를 공급하는 수단으로서, 버스 바로 칭해지는 도전용 부재가 널리 사용되고 있다.
예를 들어, 특허문헌 1에는, 수지 재료에 금속제의 접속 핀을 삽입해서 성형된 버스 바를 구비하는 버스 바 유닛이 기재되어 있다.
특허문헌 1에 기재된 버스 바는, 수지 재료에 접속 핀을 삽입해서 사출 성형에 의해 제작되어 있지만, 수지 재료와 접속 핀의 접합의 상태에 대해서 상세하게 검토되고 있지 않다. 수지 재료와 접속 핀의 접합이 충분하지 않으면 오일 누설이나 단락이 발생해서 버스 바의 신뢰성이 손상될 우려가 있다. 또한, 사용 형태에 따라서는 충분한 내트래킹성이 요구되는 경우가 있다.
상기 사정을 감안하여, 본 개시의 일 실시 형태는, 기밀성이 우수한 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩을 제공하는 것을 과제로 한다.
본 개시의 일 실시 형태는, 기밀성 및 내트래킹성이 우수한 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩을 제공하는 것을 과제로 한다.
상기 과제의 해결 수단에는, 이하의 실시 양태가 포함된다.
<1> 금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 금속 부재는, 크립톤 흡착법에 의해 측정되는 진표면적(㎡)을 기하학적 표면적(㎡)으로 제산해서 얻어지는 거칠기 지수가 4.0 이상인, 도전용 부재.
<2> 상기 금속 부재의 거칠기 지수가 10.0 이상인, <1>에 기재된 도전용 부재.
<3> 상기 금속 부재의 거칠기 지수가 10.0 미만이고, 상기 수지 부재는, 선팽창률이 50ppm/K 이하인 수지를 포함하는, <1> 또는 <2>에 기재된 도전용 부재.
<4> 상기 수지 부재는 방향족기와 지방족기를 갖는 폴리아미드 수지를 포함하는, <1> 내지 <3>에 기재된 도전용 부재.
<5> 상기 수지 부재는 산 변성 폴리올레핀을 더 포함하는, <4>에 기재된 도전용 부재.
<6> 상기 폴리아미드 수지는 방향족기로서 p-페닐렌기를 포함하고, 지방족기로서 탄소 원자수 4 내지 20의 지방족기를 포함하는, <4> 또는 <5>에 기재된 도전용 부재.
<7> 상기 폴리아미드 수지는 2종 이상의 방향족기를 포함하거나, 또는 2종 이상의 지방족기를 포함하는, <4> 내지 <6> 중 어느 한 항에 기재된 도전용 부재.
<8> 상기 폴리아미드 수지는 방향족기로서 m-페닐렌기를 포함하는, <4> 내지 <7> 중 어느 한 항에 기재된 도전용 부재.
<9> 상기 폴리아미드 수지는 지방족기로서 탄소 원자수 4 내지 20의 측쇄 알킬렌기를 포함하는, <4> 내지 <8> 중 어느 한 항에 기재된 도전용 부재.
<10> 상기 폴리아미드 수지는, 방향족기의 합계 100몰% 중, p-페닐렌기가 40몰% 내지 100몰%이고, m-페닐렌기가 0몰% 내지 60%인, <4> 내지 <9> 중 어느 한 항에 기재된 도전용 부재.
<11> 상기 폴리아미드 수지는, 지방족기의 합계 100몰% 중, 탄소 원자수 4 내지 20의 측쇄 알킬렌기가 0몰% 내지 60몰%인, <4> 내지 <10> 중 어느 한 항에 기재된 도전용 부재.
<12> 상기 금속 부재는 구리, 알루미늄, 구리 합금 및 알루미늄 합금에서 선택되는 적어도 1종의 금속을 포함하는, <1> 내지 <11> 중 어느 한 항에 기재된 도전용 부재.
<13> 상기 금속 부재는, 적어도 상기 수지 부재와 접합하고 있지 않은 부분에 도금층을 갖는 <1> 내지 <12> 중 어느 한 항에 기재된 도전용 부재.
<14> 상기 금속 부재는, 상기 수지 부재와 접합하고 있는 부분에 도금층을 갖지 않는, <1> 내지 <13> 중 어느 한 항에 기재된 도전용 부재.
<15> 상기 수지 부재는, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 제1 수지 부재와, 상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 갖는 <1> 내지 <14> 중 어느 한 항에 기재된 도전용 부재.
<16> 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과,
상기 금속 부재의 조화 처리된 표면의 적어도 일부에 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법.
<17> 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과,
상기 금속 부재의 조화 처리된 표면의 적어도 일부에 제1 수지 부재를 형성하는 공정과,
상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법.
<18> 상기 금속 부재의 상기 수지 부재와 접합하고 있지 않은 부분의 적어도 일부에 도금층을 부여하는 공정을 더 갖는, <16> 또는 <17>에 기재된 도전용 부재의 제조 방법.
<19> <1> 내지 <15> 중 어느 한 항에 기재된 도전용 부재를 구비하는 전력 변환 장치.
<20> <1> 내지 <15> 중 어느 한 항에 기재된 도전용 부재를 구비하는 모터.
<21> <1> 내지 <15> 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 모듈.
<22> <1> 내지 <15> 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 팩.
<23> 금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 수지 부재는 방향족기와 지방족기를 갖는 폴리아미드 수지를 포함하는, 도전용 부재.
<24> 상기 폴리아미드 수지는 방향족기로서 p-페닐렌기를 포함하고, 지방족기로서 탄소 원자수 4 내지 20의 지방족기를 포함하는, <23>에 기재된 도전용 부재.
<25> 상기 폴리아미드 수지는 2종 이상의 방향족기를 포함하거나, 또는 2종 이상의 지방족기를 포함하는, <23> 또는 <24>에 기재된 도전용 부재.
<26> 상기 폴리아미드 수지는 방향족기로서 m-페닐렌기를 포함하는, <23> 내지 <25> 중 어느 한 항에 기재된 도전용 부재.
<27> 상기 폴리아미드 수지는 지방족기로서 탄소 원자수 4 내지 20의 측쇄 알킬렌기를 포함하는, <23> 내지 <26> 중 어느 한 항에 기재된 도전용 부재.
<28> 상기 폴리아미드 수지는, 방향족기의 합계 100몰% 중, p-페닐렌기가 40몰% 내지 100몰%이고, m-페닐렌기가 0몰% 내지 60%인, <23> 내지 <27> 중 어느 한 항에 기재된 도전용 부재.
<29> 상기 폴리아미드 수지는, 지방족기의 합계 100몰% 중, 탄소 원자수 4 내지 20의 측쇄 알킬렌기가 0몰% 내지 60몰%인, <23> 내지 <28> 중 어느 한 항에 기재된 도전용 부재.
<30> IEC60112에 준거해서 측정되는 내트래킹성이 200V 이상인, <23> 내지 <29> 중 어느 한 항에 기재된 도전용 부재.
<31> ISO19095에 준거해서 측정되는 전단 접합 강도가 20㎫ 이상인, <23> 내지 <30> 중 어느 한 항에 기재된 도전용 부재.
<32> 상기 금속 부재는, 적어도 상기 수지 부재와 접합하고 있지 않은 부분에 도금층을 갖는 <23> 내지 <31> 중 어느 한 항에 기재된 도전용 부재.
<33> 상기 금속 부재는, 상기 수지 부재와 접합하고 있는 부분에 도금층을 갖지 않는, <23> 내지 <31> 중 어느 한 항에 기재된 도전용 부재.
<34> 상기 수지 부재는, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 제1 수지 부재와, 상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 갖는 <23> 내지 <33> 중 어느 한 항에 기재된 도전용 부재.
<35> <23> 내지 <34> 중 어느 한 항에 기재된 도전용 부재의 제조 방법이며, 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과, 상기 금속 부재의 조화 처리된 표면의 적어도 일부에 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법.
<36> <35>에 기재된 도전용 부재의 제조 방법이며, 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과, 상기 금속 부재의 조화 처리된 표면의 적어도 일부에 제1 수지 부재를 형성하는 공정과, 상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법.
<37> 상기 금속 부재의 상기 수지 부재와 접합하고 있지 않은 부분의 적어도 일부에 도금층을 부여하는 공정을 더 갖는, <35> 또는 <36>에 기재된 도전용 부재의 제조 방법.
<38> <23> 내지 <34> 중 어느 한 항에 기재된 도전용 부재를 구비하는 전력 변환 장치.
<39> <23> 내지 <34> 중 어느 한 항에 기재된 도전용 부재를 구비하는 모터.
<40> <23> 내지 <34> 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 모듈.
<41> <23> 내지 <34> 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 팩.
본 개시의 일 실시 형태에 따르면, 기밀성이 우수한 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지팩이 제공된다.
본 개시의 일 실시 형태에 따르면, 기밀성 및 내트래킹성이 우수한 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩이 제공된다.
도 1은 도전용 부재의 구성의 일례를 모식적으로 도시하는 단면도이다.
도 2는 도 1에 도시한 도전용 부재의 일부 사시도이다.
도 2는 도 1에 도시한 도전용 부재의 일부 사시도이다.
본 개시에 있어서, 「내지」를 사용해서 나타내진 수치 범위는, 「내지」의 전후에 기재되는 수치를 각각 최솟값 및 최대값으로서 포함하는 범위를 나타낸다.
본 개시에 단계적으로 기재되어 있는 수치 범위에 있어서, 어떤 수치 범위에서 기재된 상한값 또는 하한값은, 다른 단계적인 기재된 수치 범위의 상한값 또는 하한값으로 치환해도 되고, 또한 실시예에 나타내져 있는 값으로 치환해도 된다.
본 개시에 있어서, 재료 중의 각 성분의 양은, 재료 중의 각 성분에 해당하는 물질이 복수 존재하는 경우에는, 특별히 언급하지 않는 한, 재료 중에 존재하는 복수의 물질의 합계량을 의미한다.
<도전용 부재(제1 실시 형태)>
본 개시의 제1 실시 형태에 따른 도전용 부재는, 금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 금속 부재는, 크립톤 흡착법에 의해 측정되는 진표면적(㎡)을 기하학적 표면적(㎡)으로 제산해서 얻어지는 거칠기 지수가 4.0 이상인, 도전용 부재이다.
상기 도전용 부재는, 거칠기 지수가 4.0 이상이다. 즉, 금속 부재의 표면에 미세한 요철 구조가 형성되어 있다. 그리고, 수지 부재가 금속 부재의 요철 구조에 들어감으로써 앵커 효과가 발현하여, 견고한 접합이 얻어진다. 그 결과, 금속 부재와 수지 부재의 계면의 기밀성이 높고, 도전용 부재로서의 신뢰성이 우수하다.
금속 부재와 수지 부재의 접합 강도를 높이는 관점에서는, 거칠기 지수는 10.0 이상인 것이 바람직하고, 25.0 이상인 것이 보다 바람직하고, 50.0 이상인 것이 더욱 바람직하다.
거칠기 지수의 상한값은 특별히 제한되지 않지만, 수지 부재를 금속 부재의 요철 구조에 들어가기 쉽게 하는 관점에서는, 150.0 이하여도 되고, 125.0 이하여도 되고, 100.0 이하여도 된다.
본 개시에 있어서 금속 부재의 기하학적 표면적은, 측정 대상의 치수로부터 구해지는 값이다. 예를 들어, 측정 대상이 길이 X, 폭 Y, 높이 Z의 직육면체인 경우의 기하학적 표면적 S는 S=2XY+2YZ+2ZX로서 구해진다.
본 개시에 있어서 금속 부재의 진표면적은, 크립톤 흡착법에 의해 산출되는 값이다. 진표면적의 측정은, 실시예에 기재하는 방법에 의해 실시한다.
금속 부재는, 기하학적 표면적이 14.33㎠의 시료를 사용해서 크립톤 흡착법에 의해 측정되는 비표면적(㎡/g)에 시료의 밀도(g/㎥)을 곱해서 얻어지는 값이 30,000m-1 이상이어도 된다.
시료의 비표면적(㎡/g)에 밀도(g/㎥)을 곱해서 얻어지는 값이 30,000m-1 이상이면 금속 부재의 표면에 미세한 요철 구조가 충분히 형성되고, 금속 부재와 수지 부재와의 견고한 접합이 얻어진다. 그 결과, 금속 부재와 수지 부재의 계면의 기밀성이 높고, 도전용 부재로서의 신뢰성이 우수하다.
금속 부재와 수지 부재의 접합 강도를 높이는 관점에서는, 시료의 비표면적(㎡/g)에 밀도(g/㎥)를 곱해서 얻어지는 값은 50,000m-1 이상인 것이 바람직하고, 100,000m-1 이상인 것이 보다 바람직하다.
거칠기 지수 A의 상한값은 특별히 제한되지 않지만, 수지 부재를 금속 부재의 요철 구조에 들어가기 쉽게 하는 관점에서는, 2,000,000m-1 이하로 해도 된다.
본 개시에 있어서 금속 부재의 비표면적(㎡/g)은, 크립톤 흡착법에 의해 산출되는 값이다. 비표면적의 측정은, 실시예에 기재하는 방법에 의해 실시한다.
(금속 부재)
도전용 부재에 포함되는 금속 부재는, 도전성을 갖는 것이면 특별히 제한되지 않고, 일반적으로 사용되는 것에서 선택할 수 있다. 도전성 및 방열성의 관점에서는, 구리, 알루미늄, 구리 합금 및 알루미늄 합금에서 선택되는 적어도 1종의 금속을 포함하는 것이 바람직하다. 금속 부재에 포함되는 금속은 1종만으로도 2종 이상이여도 된다. 또한, 표면의 적어도 일부에 도금층을 갖고 있어도 된다.
금속 부재는 표면의 적어도 일부가 수지 부재와 접합하고 있다. 본 개시에 있어서 「접합」이란, 수지부가 접착제, 나사 등을 사용하지 않고 금속부의 표면에 접합 일체화 됨으로써 설치되어 있는 상태를 의미한다.
금속 부재의 표면 거칠기 지수를 4.0 이상으로 하는 방법은 특별히 제한되지 않고, 공지된 조화 방법에 의해 행할 수 있다.
예를 들어, 일본특허 제4020957호에 개시되어 있는 바와 같은 레이저를 사용하는 방법; NaOH 등의 무기 염기 또는 HCl, HNO3 등의 무기산의 수용액에 금속 부재의 표면을 침지하는 방법; 일본특허 제4541153호에 개시되어 있는 바와 같은, 양극 산화에 의해 금속 부재의 표면을 처리하는 방법; 국제공개 제2015-8847호에 개시되어 있는 바와 같은, 산계 에칭제(바람직하게는, 무기산, 제2 철 이온 또는 제2 구리 이온) 및 필요에 따라 망간 이온, 염화알루미늄 6수화물, 염화나트륨 등을 포함하는 산계 에칭제 수용액에 의해 에칭하는 치환 정석법; 국제공개 제2009/31632호에 개시되어 있는 바와 같은, 수화 히드라진, 암모니아 및 수용성 아민 화합물로 선택되는 1종 이상의 수용액에 금속 부재의 표면을 침지하는 방법(이하, NMT법이라고 칭하는 경우가 있다); 일본특허공개 제2008-162115호 공보에 개시되어 있는 바와 같은 온수 처리법; 블라스트 처리 등의 조화 처리를 들 수 있다. 조화 처리의 방법은, 금속 부재의 재질, 원하는 비표면적의 값 등에 따라 구분지어 사용하는 것이 가능하다.
상기 방법 중에서도, 금속 부재의 표면 거칠기 지수를 4.0 이상으로 하는 관점에서는, 산계 에칭제에 의한 처리가 바람직하다.
산계 에칭제에 의한 처리로서는, 예를 들어 하기 공정 (1) 내지 (4)를 이 순으로 실시하는 방법을 들 수 있다.
(1) 전처리 공정
금속 부재의 표면에 존재하는 산화막이나 수산화물 등으로 이루어지는 피막을 제거하기 위한 전처리를 행한다. 통상, 기계 연마나 화학 연마 처리가 행해진다. 접합측 표면에 기계유 등의 현저한 오염이 있는 경우에는, 수산화나트륨 수용액이나 수산화칼륨 수용액 등의 알칼리성 수용액에 의한 처리나, 탈지를 행해도 된다.
(2) 아연 이온 함유 알칼리 수용액에 의한 처리 공정
수산화 알칼리(MOH)와 아연 이온(Zn2+)을 질량비(MOH/Zn2+) 1 내지 100의 비율로 포함하는 아연 이온 함유 알칼리 수용액 중에, 전처리 후의 금속 부재를 침지하고, 표면에 아연 함유 피막을 형성한다. 또한, 상기 MOH의 M은 알칼리 금속 또는 알칼리 토류 금속이다.
(3) 산계 에칭제에 의한 처리 공정
공정 (2) 후에, 금속 부재를, 제2 철 이온과 제2 구리 이온의 적어도 한쪽과, 산을 포함하는 산계 에칭제에 의해 처리하고, 금속 부재의 표면 상의 아연 함유 피막을 용리시킴과 함께, 마이크로미터 오더의 미세 요철 형상을 형성시킨다.
(4) 후처리 공정
상기 공정 (3) 후에, 금속 부재를 세정한다. 통상적으로는, 수세 및 건조 조작으로 이루어진다. 스멋 제거를 위해서 초음파 세정 조작을 포함해도 된다.
금속 부재의 거칠기 지수를 증대시키는 관점에서는, 조화 처리를 2회 이상 행해도 된다. 예를 들어, 상기 공정 (1) 내지 (4)를 실시해서 금속 부재의 표면에 마이크로미터 오더의 요철 구조(베이스 조면)를 형성하고, 그 후 추가로 나노 오더의 요철 구조(파인 조면)를 형성해도 된다.
금속 부재의 표면에 베이스 조면을 형성한 후에 파인 조면을 형성하는 방법으로서는, 예를 들어, 베이스 조면이 형성된 금속 부재를 25℃에 있어서의 표준 전극 전위 E0이 -0.2 초과 0.8 이하, 바람직하게는 0 초과 0.5 이하의 금속 양이온을 포함하는 산화성 산성 수용액과 접촉시키는 방법을 들 수 있다.
상기 산화성 산성 수용액은 상기 E0이 -0.2 이하인 금속 양이온을 포함하지 않는 것이 바람직하다.
25℃에 있어서의 표준 전극 전위 E0이 -0.2 초과 0.8 이하인 금속 양이온으로서는, Pb2+, Sn2+, Ag+,Hg2+, Cu2+ 등을 들 수 있다. 이들 중에서는, 금속의 희소성의 시점, 대응 금속염의 안전성·독성의 시점으로부터는, Cu2+이 바람직하다.
Cu2+를 발생시키는 화합물로서는 수산화구리, 산화제2구리, 염화제2구리, 브롬화제2구리, 황산구리, 질산구리 등의 무기 화합물을 들 수 있고, 안전성, 독성의 시점, 수지상층의 부여 효율의 시점으로부터는, 산화구리가 바람직하다.
산화성 산성 수용액으로서는, 질산 또는 질산에 대하여 염산, 불산, 황산의 어느 것을 혼합한 산을 예시할 수 있다. 또한, 과아세트산, 과포름산으로 대표되는 과카르복실산 수용액을 사용해도 된다. 산화성 산성 수용액으로서 질산을 사용하고, 금속 양이온 발생 화합물로서 산화제2구리를 사용하는 경우, 수용액을 구성하는 질산 농도는, 예를 들어 10질량% 내지 40질량%, 바람직하게는 15질량% 내지 38질량%, 보다 바람직하게는 20질량% 내지 35질량%이다. 또한, 수용액을 구성하는 구리 이온 농도는, 예를 들어 1질량% 내지 15질량%, 바람직하게는 2질량% 내지 12질량%, 보다 바람직하게는 2질량% 내지 8질량%이다.
베이스 조면이 형성된 금속 부재를 산화성 산성 수용액과 접촉시킬 때의 온도는 특별히 제한되지 않지만, 발열 반응을 제어하면서 경제적인 스피드로 조화를 완결하기 위하여, 예를 들어 상온 내지 60℃, 바람직하게는 30℃ 내지 50℃의 처리 온도가 채용된다. 이 때의 처리 시간은, 예를 들어 1분 내지 15분, 바람직하게는 2분 내지 10분의 범위에 있다.
금속 부재의 표면에 조화 처리에 의해 형성되는 요철 구조의 상태는 소정의 거칠기 지수를 충족하는 것이면 특별히 제한되지 않는다.
요철 구조에 있어서의 오목부의 평균 구멍 직경은, 예를 들어 5㎚ 내지 250㎛이면 되고, 바람직하게는 10㎚ 내지 150㎛이고, 보다 바람직하게는 15㎚ 내지 100㎛이다.
또한, 요철 구조에 있어서의 오목부의 평균 구멍 깊이는, 예를 들어 5㎚ 내지 250㎛이면 되고, 바람직하게는 10㎚ 내지 150㎛이고, 보다 바람직하게는 15㎚ 내지 100㎛이다.
요철 구조에 있어서의 오목부의 평균 구멍 직경 또는 평균 구멍 깊이의 어느 것 또는 양쪽이 상기 수치 범위 내이면, 보다 견고한 접합이 얻어지는 경향이 있다.
요철 구조에 있어서의 오목부의 평균 구멍 직경 및 평균 구멍 깊이는, 전자 현미경 또는 레이저 현미경을 사용함으로써 구할 수 있다. 구체적으로는, 금속 부재의 표면 및 표면의 단면을 촬영한다. 얻어진 사진으로부터, 임의의 오목부를 50개 선택하고, 그들 오목부의 구멍 직경 및 구멍 깊이로부터, 오목부의 평균 구멍 직경 및 평균 구멍 깊이를 각각 산술 평균값으로서 산출할 수 있다.
금속 부재는 조화 처리 후의 비표면적을 X(㎡/g), 조화 처리 전의 비표면적을 X'(㎡/g)라 했을 때에, X/X'로 표현되는 비표면적비가 4.0 이상인 것이 바람직하고, 10.0 이상인 것이 보다 바람직하고, 20.0 이상인 것이 더욱 바람직하다.
금속 부재의 치수는 특별히 제한되지 않고, 도전용 부재의 용도에 따라서 설정할 수 있다. 예를 들어, 금속 부재의 단면적(단면적이 일정하지 않는 경우에는, 단면적의 최솟값)이 1㎟ 내지 1,000㎟의 범위여도 된다.
금속 부재의 단면적의 형상은 특별히 제한되지 않고, 사각형, 원형 등이어도 된다. 금속 부재는 굴곡하고 있어도 굴곡하고 있지 않아도 된다.
금속 부재는 도금층을 갖고 있어도 된다. 도금층의 효과나 역할은 다양하고, 금속 부재에의 도전성의 부여, 금속 부재의 용접, 방식성의 부여 등을 들 수 있다. 예를 들어, 도전성을 부여하기 위한 도금층은, 금속 부재의 표면에 절연성의 피막이 형성되어 접촉 저항이 발생하는 것을 억제하는 등의 효과가 있다. 도금층의 재질은 특별히 제한되지 않고, 주석(Sn), 아연(Zi), 니켈(Ni), 크롬(Cr) 등의 공지된 재료를 사용할 수 있다. 도금층의 두께는 특별히 제한되지 않는다. 예를 들어, 10㎚ 내지 2,000㎛의 범위여도 된다.
금속 부재가 도금층을 갖는 경우, 금속 부재의 표면 전체에 도금층을 갖고 있어도, 표면의 일부에 도금층을 갖고 있어도 된다.
접촉 저항을 억제하는 관점에서는, 금속 부재가 적어도 수지 부재와 접합하고 있지 않은 부분에 도금층을 갖고 있는 것이 바람직하다.
수지 부재와의 접합 강도를 확보하는 관점에서는, 금속 부재가 수지 부재와 접합하고 있는 부분에 도금층을 갖지 않는 것이 바람직하다.
(수지 부재)
수지 부재에 포함되는 수지의 종류는 특별히 제한되지 않고, 도전용 부재의 용도 등에 따라서 선택할 수 있다. 예를 들어, 폴리올레핀계 수지, 폴리염화비닐, 폴리염화비닐리덴, 폴리스티렌계 수지, AS 수지, ABS 수지, 폴리에스테르계 수지, 폴리(메트)아크릴계 수지, 폴리비닐알코올, 폴리카르보네이트계 수지, 폴리아미드계 수지, 폴리이미드계 수지, 폴리에테르계 수지, 폴리아세탈계 수지, 불소계 수지, 폴리술폰계 수지, 폴리페닐렌술피드 수지, 폴리케톤계 수지 등의 열가소성 수지;
페놀 수지, 멜라민 수지, 우레아 수지, 폴리우레탄계 수지, 에폭시 수지, 불포화 폴리에스테르 수지 등의 열경화성 수지;
올레핀계 열가소성 엘라스토머, 스티렌계 열가소성 엘라스토머, 폴리에스테르계 열가소성 엘라스토머, 우레탄계 열가소성 엘라스토머, 아미드계 열가소성 엘라스토머 등의 열가소성 엘라스토머(TPE); 및 고무 등의 열경화성 엘라스토머를 들 수 있다.
수지 부재에 포함되는 수지는 단독으로 사용해도 되고, 2종 이상을 조합하여 사용해도 된다.
금속 부재에 대한 접합 강도의 관점에서는, 수지 부재에 포함되는 수지로서 는 방향족 폴리아미드 수지, 반방향족 폴리아미드 수지 및 폴리페닐렌술피드 수지, 폴리부틸렌술피드 수지, 폴리시클로헥실렌디메틸렌테레프탈레이트 수지가 바람직하다.
접합 강도와 내트래킹성을 양립시키는 관점에서는, 수지 부재에 포함되는 수지로서는 반방향족 폴리아미드 수지가 바람직하다.
내트래킹성이란, 절연 재료의 트래킹에 대한 저항의 크기를 의미하고, IEC60112에 준거하는 내트래킹 시험에 의해 평가된다.
트래킹이란 절연물의 표면에서의 미소 방전의 반복에 의해 탄화 도전로가 형성되어 절연 파괴에 이르는 현상을 말하며, 화재나 감전의 원인이 될 우려가 있다.
온도 변화에 대한 내성의 관점에서는, 수지 부재는 선팽창률이 50ppm/K 이하인 수지를 포함하는 것이 바람직하다.
특히, 금속 부재의 거칠기 지수가 비교적 작은 경우(예를 들어, 거칠기 지수가 10.0 미만인 경우), 수지 부재에 포함되는 수지의 선팽창률이 50ppm/K 이하이면, 온도 변화에 대한 내성이 양호하게 유지된다.
본 개시에 있어서 수지의 선팽창률은, 실시예에 기재한 방법으로 측정한다.
폴리아미드계 수지로서는, 전지방족 폴리아미드 수지, 전방향족 폴리아미드 수지, 반방향족 폴리아미드 수지를 들 수 있다. 성형성과 금속 부재에 대한 접합 강도의 관점에서는, 반방향족 폴리아미드 수지가 바람직하다.
본 개시에 있어서 전방향족 폴리아미드 수지는, 아미드 결합에 연결한 구성 단위가 모두 방향족 골격인 폴리아미드 수지로서 정의되고, 전지방족 폴리아미드 수지는, 아미드 결합에 연결한 구성 단위가 모두 포화 탄화수소 골격인 폴리아미드 수지로서 정의되고, 반방향족 폴리아미드 수지란, 전지방족 폴리아미드 수지와 전방향족 폴리아미드 수지를 제외한 모든 폴리아미드 수지(즉, 방향족기와 지방족기의 양쪽을 갖는다)로서 정의된다.
폴리아미드계 수지는, 환상 락탐의 개환 중합 또는 ω-아미노카르복실산의 중축합으로 얻어지는 폴리아미드계 수지와, 디아민과 디카르복실산의 중축합에 의해 얻어지는 폴리아미드계 수지의 어느 것이어도 된다.
전지방족 폴리아미드 수지로서는, 폴리아미드 6, 폴리아미드 11, 폴리아미드 12, 폴리아미드 66 등을 들 수 있다.
반방향족 폴리아미드 수지로서는, 폴리헥사메틸렌테레프탈아미드(폴리아미드 6T), 폴리헥사메틸렌이소프탈아미드(폴리아미드 6I), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 66/6T), 폴리헥사메틸렌테레프탈아미드/폴리카프로아미드 코폴리머(폴리아미드 6T/6), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6I), 폴리헥사메틸렌이소프탈아미드/폴리카프로아미드 코폴리머(폴리아미드 6I/6), 폴리도데카미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 12/6T), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6T/6I), 폴리헥사메틸렌아디파미드/폴리카프로아미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6/6I), 폴리헥사메틸렌이소프탈아미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 6I/6T), 폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머(폴리아미드 6T/M5T), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머(폴리아미드 66/6T/M5T), 폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 6T/M5T/6I), 폴리노난메틸렌테레프탈아미드(폴리아미드 9T), 폴리노난메틸렌테레프탈아미드/폴리옥탄메틸렌테레프탈아미드 코폴리머(폴리아미드 9T/8T), 폴리(2-메틸펜타메틸렌테레프탈아미드)/폴리(2-메틸펜타메틸렌이소프탈아미드) 코폴리머(폴리아미드 M5T/M5I), 폴리메타크실릴렌아디파미드(폴리아미드 MXD6) 등을 들 수 있다.
또한, 괄호 안의 간략 호칭에 있어서의 숫자는 탄소 번호, T는 테레프탈산 유닛, I는 이소프탈산 유닛을 각각 나타낸다.
폴리아미드계 수지는, 1종을 단독으로 사용해도, 2종 이상을 혼합 또는 공중합시켜서 사용해도 된다.
폴리아미드계 수지가 갖는 방향족기로서 구체적으로는, 벤젠디카르복실산(테레프탈산, 이소프탈산 등), 나프탈렌디카르복실산, 비페닐디카르복실산 등의 방향족 디카르복실산에 유래하는 2가의 기 및 디아미노벤젠, 디아미노나프탈렌, 디아미노비페닐 등의 방향족 디아민에 유래하는 2가의 기 등을 들 수 있다.
방향족 디카르복실산 또는 방향족 디아민의 탄소수는, 예를 들어 탄소수 6 내지 20(카르복시기 및 치환기의 탄소수는 제외한다)이어도 되고, 6 내지 10이 바람직하다.
환상 락탐의 개환 중합 또는 ω-아미노카르복실산의 중축합에 의해 얻어지는 폴리아미드계 수지의 지방족기로서 구체적으로는, 라우릴락탐, ε-카프로락탐, 운데칸락탐, ω-에난토락탐, 2-피롤리돈 등의 탄소수 5 내지 20의 지방족 락탐에 유래하는 2가의 기, 6-아미노카프로산, 7-아미노헵탄산, 8-아미노옥탄산, 10-아미노카프르산, 11-아미노운데칸산, 12-아미노도데칸산 등의ω-아미노카르복실산에 유래하는 2가의 기를 들 수 있다.
환상 락탐 또는 ω-아미노카르복실산의 탄소수(카르복시기의 탄소수는 제외한다)는, 예를 들어 탄소수 3 내지 20이어도 되고, 3 내지 10이 바람직하다.
디아민과 디카르복실산의 중축합에 의해 얻어지는 폴리아미드계 수지의 지방족기로서 구체적으로는, 글루타르산, 아디프산, 피멜산, 수베르산, 아젤라산, 세바스산, 도데칸이산, 테트라데칸이산, 헥사데칸이산, 옥타데칸이산, 에이코산이산 등의 지방족 디카르복실산에 유래하는 2가의 기 및 펜타메틸렌디아민, 헥사메틸렌디아민, 헥사메틸렌디아민, 헵타메틸렌디아민, 옥타메틸렌디아민, 노나메틸렌디아민, 데카메틸렌디아민, 도데카메틸렌디아민 등의 지방족 디아민에 유래하는 2가의 기를 들 수 있다.
지방족 디카르복실산 또는 지방족 디아민의 탄소수는, 예를 들어 탄소수 3 내지 20(카르복시기 및 치환기의 탄소수는 제외한다)이어도 되고, 3 내지 10이 바람직하다.
본 실시 형태에 있어서 폴리아미드계 수지는, 방향족 디카르복실산과 지방족 디아민의 중축합에 의해 얻어지는 것이거나, 방향족 디아민과 지방족 디카르복실산의 중축합에 의해 얻어지는 것이어도 되지만, 방향족 디카르복실산과 지방족 디아민의 중축합에 의해 얻어지는 것이 바람직하다.
폴리아미드계 수지가 갖는 방향족기 또는 지방족기는 비치환이거나 치환기를 갖고 있어도 된다. 치환기로서는, 탄소수 1 내지 6의 알킬기, 탄소수 6 내지 12의 아릴기, 탄소수 7 내지 20의 아릴알킬기, 클로로기, 브로모기 등의 할로겐기, 탄소수 3 내지 10의 알킬실릴기, 술폰산기 등을 들 수 있다.
폴리아미드 수지는 2종 이상의 방향족기를 포함하거나, 또는 2종 이상의 지방족기를 포함하는 것이 바람직하다. 이러한 폴리아미드 수지는 분자 구조가 복잡해져서 입체 장애가 증가함으로써, 결정화가 억제되어, 결정화 속도가 저하되는 경향이 있다. 그 결과, 수지의 유동성이 저하되고, 수지가 금속 부재의 표면 요철 구조에 들어가기 쉬워져서, 접합 강도가 보다 향상된다고 생각된다.
폴리아미드 수지는 m-페닐렌기 및 분지상 지방족기의 적어도 한쪽을 포함해도 된다. 폴리아미드 수지가 m-페닐렌기 및 분지상 지방족기의 적어도 한쪽을 포함하고 있으면, 이들 기를 포함하지 않은 경우에 비해, 분자 구조의 직선성이나 강직성이 상실되고, 입체 장애가 증가함으로써, 결정화 속도가 저하되는 경향이 있다. 그 결과, 수지의 유동성이 저하되고, 수지가 금속 부재의 표면 요철 구조에 들어가기 쉬워져서, 접합 강도가 보다 향상된다고 생각된다.
폴리아미드계 수지가 갖는 m-페닐렌기로서는, 이소프탈산에 유래하는 방향족기, 1,3-디아미노벤젠에 유래하는 방향족기 등을 들 수 있다.
폴리아미드계 수지가 갖는 분지상 지방족기로서는, 알킬렌기의 임의의 부위에 1개 이상의 알킬기가 치환된 구조(측쇄 알킬렌기와 칭하는 경우가 어떤)를 들 수 있다. 측쇄 알킬렌기로서는 총 탄소수가 4 내지 20의 측쇄 알킬렌기가 바람직하고, 총 탄소수가 4 내지 12의 측쇄 알킬렌기가 보다 바람직하다. 알킬렌기로 치환된 알킬기로서는 탄소수 1 내지 3의 알킬기가 바람직하고, 메틸기가 보다 바람직하다.
분지상 지방족기로서 구체적으로는, 2-메틸펜타메틸렌기, 2,2,4-트리메틸헥사메틸렌기, 2, 4,4-트리메틸헥사메틸렌기, 2-메틸옥타메틸렌기, 2,4-디메틸옥타메틸렌기 등을 들 수 있다.
내열성 및 내유성의 관점에서는, 폴리아미드계 수지는, 방향족기로서 p-페닐렌기를 갖는 것이 바람직하다. p-페닐렌기로서는, 테레프탈산에 유래하는 방향족기, 1,4-디아미노벤젠에 유래하는 방향족기 등을 들 수 있다. 예를 들어, 폴리아미드계 수지에 포함되는 방향족기의 합계 100몰% 중, p-페닐렌기가 40몰% 내지 100몰%인 것이 바람직하고, 45몰% 내지 90몰%인 것이 보다 바람직하고, 55몰% 내지 80몰%인 것이 더욱 바람직하다.
금속 부재에 대한 접합 강도의 관점에서는, 폴리아미드계 수지에 포함되는 방향족기의 합계 100몰% 중, p-페닐렌기 이외의 방향족기(바람직하게는 m-페닐렌기)가 0몰% 내지 60몰%인 것이 바람직하고, 10몰% 내지 55몰%인 것이 보다 바람직하고, 20몰% 내지 45몰%인 것이 더욱 바람직하다.
금속 부재에 대한 접합 강도의 관점에서는, 폴리아미드계 수지에 포함되는 지방족기의 합계 100몰% 중, 분지상 지방족기(바람직하게는, 탄소 원자수 4 내지 20의 측쇄 알킬렌기)가 0몰% 내지 60몰%인 것이 바람직하고, 10몰% 내지 60몰%인 것이 바람직하고, 15몰% 내지 55몰%인 것이 더욱 바람직하다.
탄소 원자수 4 내지 20의 측쇄 알킬렌기로서는, 2-메틸-1,8-옥탄디아민 및 2-메틸-1,5-펜타 디아민의 적어도 한쪽에 유래하는 측쇄 알킬렌기가 바람직하다.
폴리아미드계 수지는, 시차 주사 열량계(DSC) 측정에 있어서 측정되는 유리 전이 온도(Tg)가 80℃ 내지 140℃인 것이 바람직하다. 폴리아미드계 수지가 상기 범위에 Tg을 가짐으로써, 금속 부재에 대한 접합을 견고하게 할 수 있고, 또한 충분한 내열성이 얻어진다.
폴리아미드계 수지의 Tg는, 승온 속도 10℃/min으로 30℃로부터 350℃까지 승온(제1 승온) 후, 강온 속도 10℃/min으로 0℃까지 냉각(강온)하고, 다시 승온 속도 10℃/min으로 350℃까지 승온(제2 승온)했을 때의, 제2 승온 시에 있어서 관찰되는 변곡점에 상당하는 온도로 한다.
폴리아미드계 수지는, 시차 주사 열량계(DSC)로 관측되는 결정화 온도(Tc)가 250℃ 내지 300℃인 것이 바람직하다. 폴리아미드계 수지가 상기 범위에 Tc를 가짐으로써, 금속 부재에 대한 접합을 견고하게 할 수 있고, 또한 충분한 내열성이 얻어진다.
폴리아미드계 수지의 Tc는, 승온 속도 10℃/min으로 30℃로부터 350℃까지 승온(제1 승온) 후, 강온 속도 10℃/min으로 0℃까지 냉각(제1 강온)했을 때에 검출되는 피크에 상당하는 온도로 한다. 2개 이상의 피크가 검출되는 경우에는, 고온측의 피크에 상당하는 온도로 한다.
금속 부재에 대한 추종성의 관점에서는, 수지 부재는 탄성을 갖고 있어도 되고, 예를 들어 엘라스토머를 포함해도 된다. 수지 부재가 엘라스토머를 포함하고 있으면, 예를 들어 금속 부재의 표면에 수지 부재를 접합한 상태에서 굽힘 가공 등을 행해도 양호한 접합 강도가 유지된다.
금속 부재에 대한 추종성의 관점에서는, 수지 부재는 JIS K7203(1982)에 준거해서 측정되는, 23℃에 있어서의 굽힘 탄성률이 1000㎫ 이하인 것이 바람직하고, 800㎫ 이하인 것이 보다 바람직하고, 600㎫ 이하인 것이 더욱 바람직하다. 필요한 강도를 확보하는 관점에서는, 수지 부재의 굽힘 탄성률은 1㎫ 이상인 것이 바람직하다.
엘라스토머로서는, 올레핀계 열가소성 엘라스토머, 스티렌계 열가소성 엘라스토머, 폴리에스테르계 열가소성 엘라스토머, 우레탄계 열가소성 엘라스토머, 아미드계 열가소성 엘라스토머 등의 열가소성 엘라스토머(TPE) 및 고무를 들 수 있다. 성형성의 관점에서는, 열가소성 엘라스토머(TPE)가 바람직하다.
본 개시에 있어서 TPE란, 고무와 같이 가황을 할 필요가 없는 탄성체 재료이며, 일반적으로 하드 성분 (딱딱하고 강직한 성분)과 소프트 성분 (연하고 플렉시블한 성분)으로 구성된 재료를 의미한다.
TPE 중에서도 접착 강도, 시일 특성, 내산성 및 접합면의 기밀성의 관점에서, 우레탄계 TPE(TPU) 및 아미드계 TPE(TPAE라 칭하는 경우가 있다)의 적어도 한쪽이 바람직하고, TPU와 TPAE를 모두 포함하는 것이 보다 바람직하다.
수지 부재가 TPU 및 TPAE를 포함하는 경우, 수지 부재중의 TPU 및 TPAE의 합계 함유량은, 예를 들어 60질량% 이상 100질량% 이하여도 되고, 65질량% 이상 95질량% 이하여도 되고, 70질량% 이상 95질량% 이하여도 된다.
TPU는, 예를 들어 디이소시아나토와 단쇄 글리콜(쇄 연장제)로 이루어지는 하드 세그먼트와, 수 평균 분자량이 1000 내지 4000 정도의 폴리머 글리콜을 주체로 하는 소프트 세그먼트로 구성되는 멀티블록 폴리머이다. 디이소시아나토로서는, 예를 들어 4,4'-디페닐메탄디이소시아나토(MDI)로 대표되는 방향족 이소시아나토 등을 들 수 있다. 내후성이 요구되는 용도에서는, 헥사메틸렌디이소시아나토(HDI) 등의 지방족 이소시아나토 등도 적절히 사용된다. 단쇄 글리콜로서는, 예를 들어 에틸렌글리콜, 1,3-프로판디올, 1,4-부탄디올, 1,5-펜탄디올, 1,6-헥산디올, 디에틸렌글리콜, 테트라에틸렌글리콜, 네오펜탈글리콜, 1,4-시클로헥산디메탄올, 1,4-비스히드록시에틸하이드로퀴논 및 그들의 혼합물 등을 들 수 있다. 폴리머 글리콜로서는, 예를 들어 폴리테트라메틸렌에테르글리콜(PTMEG)로 대표되는 폴리에테르폴리올, 아디프산과 지방족 또는 방향족 글리콜과의 축합계인 폴리에스테르 폴리올, ε-카프로락톤을 개환 중합한 폴리카프로락톤폴리올 등을 들 수 있다.
디이소시아나토 성분, 단쇄 글리콜 및 폴리머 글리콜로서 어떤 성분을 사용하는지에 따라, TPU는 에테르계, 아디페이트 에스테르계, 카프로락톤계, 카르보네이트계 등으로 분류되고 있지만, 어느 TPU도 사용할 수 있다.
본 실시 형태에 따른 도전용 부재를 산성 분위기 하에 노출하는 경우에는, 에테르계 TPU 또는 에스테르계 TPU가 바람직하게 사용되고, 에테르계 TPU가 보다 바람직하게 사용된다.
시판되고 있는 TPU로서는, 예를 들어 다이니찌 세이까 고교사의 RESAMINE P(상표), DIC 코베스트로 폴리머사의 PANDEX(상표), 도소사의 미락트란(상표), 다우 케미컬사의 PELLETHANE(상표), B.F.굿리치사의 ESTANE(상표) 및 바이엘사의 DESMOPAN(상표) 등을 들 수 있다.
TPAE란 결정성이고 융점이 높은 하드 세그먼트를 구성하는 폴리머와 비정질성이고 유리 전이 온도가 낮은 소프트 세그먼트를 구성하는 폴리머를 갖는 공중합체로 이루어지는 열가소성 수지 재료이며, 하드 세그먼트를 구성하는 폴리머의 주쇄에 아미드 결합(-CONH-)을 갖는 것을 의미한다. TPAE로서는, 예를 들어 JIS K6418:2007에 규정되는 아미드계 열가소성 엘라스토머나, 일본특허공개 제2004-346273호 공보에 기재된 폴리아미드계 엘라스토머 등을 들 수 있다.
TPAE로서는, 예를 들어 적어도 폴리아미드가 결정성이고 융점이 높은 하드 세그먼트를 구성하고, 다른 폴리머(예를 들어, 폴리에스테르 또는 폴리에테르 등)가 비정질성이고 유리 전이 온도가 낮은 소프트 세그먼트를 구성하고 있는 재료를 들 수 있다. 또한, TPAE는 하드 세그먼트 및 소프트 세그먼트 외에, 디카르복실산 등의 쇄장 연장제를 사용해도 된다. 상기 하드 세그먼트를 형성하는 폴리아미드로서는, 예를 들어ω-아미노카르복실산이나 락탐에 의해 생성되는 폴리아미드를 들 수 있다.
상기 ω-아미노카르복실산으로서는, 예를 들어 6-아미노카프로산, 7-아미노헵탄산, 8-아미노옥탄산, 10-아미노카프르산, 11-아미노운데칸산, 12-아미노도데칸산 등의 탄소수 5 내지 20의 지방족ω-아미노카르복실산 등을 들 수 있다. 또한, 락탐으로서는, 예를 들어 라우릴락탐, ε-카프로락탐, 운데칸락탐, ω-에난토락탐, 2-피롤리돈 등의 탄소수 5 내지 20의 지방족 락탐 등을 들 수 있다. 상기 하드 세그먼트를 형성하는 폴리아미드로서는, 라우릴락탐, ε-카프로락탐 또는 운데칸락탐를 개환 중축합한 폴리아미드를 바람직하게 사용할 수 있다.
상기 소프트 세그먼트를 형성하는 폴리머로서는, 예를 들어 폴리에스테르, 폴리에테르를 들 수 있고, 상기 폴리에테르로서는, 예를 들어 폴리에틸렌글리콜, 폴리프로필렌글리콜, 폴리테트라메틸렌에테르글리콜, ABA형 트리블록폴리에테르 등을 들 수 있고, 이들을 단독으로 또는 2종 이상을 사용할 수 있다. 또한, 폴리에테르의 말단에 암모니아 등을 반응시킴으로써 얻어지는 폴리에테르디아민 등을 사용할 수 있다.
상기 하드 세그먼트와 상기 소프트 세그먼트의 조합으로서는, 상술에서 예로 든 하드 세그먼트와 소프트 세그먼트의 각각의 조합을 들 수 있다. 이 중에서도, 라우릴락탐의 개환 중축합체/폴리에틸렌글리콜의 조합, 라우릴락탐의 개환 중축합체/폴리프로필렌글리콜의 조합, 라우릴락탐의 개환 중축합체/폴리테트라메틸렌에테르글리콜의 조합, 라우릴락탐의 개환 중축합체/ABA형 트리블록 폴리에테르의 조합이 바람직하고, 라우릴락탐의 개환 중축합체/ABA형 트리블록 폴리에테르의 조합이 특히 바람직하다.
상기 하드 세그먼트를 구성하는 폴리머(폴리아미드)의 수 평균 분자량으로서는, 용융 성형성의 관점에서, 300 내지 15000이 바람직하다. 또한, 상기 소프트 세그먼트를 구성하는 폴리머의 수 평균 분자량으로서는, 강인성 및 저온 유연성의 관점에서, 200 내지 6000이 바람직하다. 또한, 상기 하드 세그먼트(x) 및 소프트 세그먼트(y)와의 질량비 (x:y)는, 성형성의 관점에서, 50:50 내지 90:10이 바람직하고, 50:50 내지 80:20이 더욱 바람직하다.
상기 TPAE는, 상기 하드 세그먼트를 형성하는 폴리머 및 소프트 세그먼트를 형성하는 폴리머를 공지된 방법에 의해 공중합함으로써 합성할 수 있다.
상기 TPAE로서는, 예를 들어 아르끄마사의 페박스 33 시리즈(예를 들어, 7233, 7033, 6333, 5533, 4033, MX1205, 3533, 2533), 우베 고산(주)의 「UBESTA XPA」 시리즈(예를 들어, XPA9063X1, XPA9055X1, XPA9048X2, XPA9048X1, XPA9040X1, XPA9040X2 등), 다이셀·에보닉(주)의 「베스타미드」 시리즈(예를 들어, E40-S3, E47-S1, E47-S3, E55-S1, E55-S3, EX9200, E50-R2) 등을 사용할 수 있다.
금속 부재에 대한 접합 강도의 관점에서 또는 금속 부재와 수지 부재의 선팽창률차에 의한 응력을 완화하는 관점에서는, 수지 부재는, 산 변성 폴리머를 포함하는 것이 바람직하다.
산 변성 폴리머로서는, 올레핀 성분과 불포화 카르복실산 성분 기인의 골격을 함유하는 산 변성 폴리올레핀 수지가 바람직하게 사용된다. 산 변성 폴리올레핀 수지의 주성분인 올레핀 성분으로서는, 에틸렌이나, 프로필렌, 1-부텐, 1-펜텐, 1-헥센, 4-메틸-1-펜텐, 1-헵텐, 1-옥텐, 1-노넨, 1-데센, 1-운데센, 1-도데센 등의α-올레핀이 바람직하고, 이들의 혼합물을 사용해도 된다. 그 중에서도, 밀착성이나 내수성 등의 관점에서, 에틸렌, 프로필렌, 1-부텐이 특히 바람직하다.
산 변성 폴리올레핀 수지를 구성하는 불포화 카르복실산으로서는, 예를 들어 아크릴산, 메타크릴산, (무수)말레산, (무수)이타콘산, (무수)아코니트산, 푸마르산, 크로톤산, 시트라콘산, 메사콘산, 알릴숙신산 등을 들 수 있다. 또한, 불포화 카르복실산으로서는, 예를 들어 불포화 디카르복실산의 하프 에스테르나 하프 아미드 등과 같이, 분자 내에 적어도 1개의 카르복실기 또는 산 무수물기를 갖는 화합물을 사용할 수 있다. 그 중에서도 폴리올레핀 수지에의 도입의 용이성의 점에서, (무수)말레산, 아크릴산, 메타크릴산이 바람직하고, 무수 말레산이 보다 바람직하다. 또한, 「(무수)~산」이란, 「~산 또는 무수~산」을 의미한다. 즉, (무수)말레산이란, 말레산 또는 무수 말레산을 의미한다.
불포화 카르복실산과 올레핀 성분의 공중합 형태는 한정되지 않고, 랜덤 공중합, 블록 공중합, 그래프트 공중합 등을 들 수 있지만, 중합의 용이성의 점에서, 그래프트 공중합이 바람직하다.
산 변성 폴리올레핀 수지의 구체예로서는, 에틸렌/(메트)아크릴산 공중합체; 에틸렌/프로필렌/(무수)말레산 공중합체, 에틸렌/1-부텐/(무수)말레산 공중합체, 에틸렌/프로필렌/1-부텐/(무수)말레산 공중합체 등의 에틸렌/α-올레핀/(무수)말레산 공중합체; 프로필렌/1-부텐/(무수)말레산 공중합체, 프로필렌/옥텐/(무수)말레산 공중합체 등의 프로필렌/α-올레핀/(무수)말레산 공중합체; 에틸렌/(메트)아크릴산에스테르/(무수)말레인 공중합체; 에틸렌/(무수)말레산 공중합체; 프로필렌/(무수)말레산 공중합체 등을 들 수 있다. 이들은 단독으로 사용해도 되고, 2종 이상을 조합하여 사용해도 된다.
산 변성 폴리올레핀 수지에는, 필요에 따라 상기 이외의 다른 구성 단위가 포함되어 있어도 된다. 다른 구성 단위로서는, 예를 들어 (메트)아크릴산메틸, (메트)아크릴산에틸, (메트)아크릴산부틸 등의 (메트)아크릴산에스테르류; 말레산 디메틸, 말레산 디에틸, 말레산 디부틸 등의 말레산에스테르류; (메트)아크릴산아미드류; 메틸비닐에테르, 에틸비닐에테르 등의 알킬비닐에테르류; 포름산비닐, 아세트산비닐, 프로피온산비닐, 피발산비닐, 버사트산비닐 등의 비닐에스테르류; 비닐에스테르류를 염기성 화합물 등으로 비누화해서 얻어지는 비닐알코올; 2-히드록시에틸아크릴레이트; 글리시딜(메트)아크릴레이트; (메트)아크릴로니트릴; 스티렌; 치환 스티렌; 할로겐화 비닐류; 할로겐화 비닐리덴류; 일산화탄소; 이산화유황 등을 들 수 있고, 이들의 혼합물을 사용해도 된다. 이들의 다른 구성 단위의 함유량은, 산 변성 폴리올레핀 수지의 전체를 100질량%라 했을 때, 10질량% 이하인 것이 바람직하다.
산 변성 폴리머로서는, 리빙 음이온 중합으로 얻어지는 하기 일반식 (1)로 표시되는 (메트)아크릴계 블록 공중합체도 사용할 수 있다.
- [a]-[b]-[a]-
(1)
(식 중, [a]는 메틸메타크릴레이트 중합체 블록이고, [b]는 알킬기의 탄소수가 0 내지 12인 알킬 (메트)아크릴레이트 중합체 블록이다). 또한, 본 실시 형태에 있어서, (메트)아크릴이란, 아크릴 또는 메타크릴을 의미한다. 또한, (메트)아크릴레이트란, 아크릴레이트 또는 메타크릴레이트를 의미한다.
시판되고 있는 산 변성 폴리머로서는, 예를 들어 미츠이·듀퐁 폴리케미컬사제의 산 변성 폴리올레핀 수지인 뉴크렐(등록상표) 시리즈, 그 아이오노머 수지인 하이 밀란(등록상표) 시리즈, 쿠라레사제의 아크릴계 블록 공중합체인 크라리티(등록상표) 시리즈, 미쓰비시 케미컬사제의 산 변성 폴리올레핀 수지인 모딕(등록상표) 시리즈, 미쯔이 가가꾸사제의 산 변성 폴리프로필렌인 애드머(등록상표) 시리즈, 미쯔이 가가꾸사제의 산 변성α-올레핀 코폴리머 수지인 타프머(등록상표) 시리즈, 니혼 폴리에틸렌사제의 산 변성 폴리에틸렌수지인 렉스펄(등록상표) 시리즈, 아르끄마사제의 무수 말레산 변성 폴리올레핀 수지인 본다인(등록상표) 시리즈 등을 들 수 있다.
수지 부재는 수지에 더하여 여러가지 배합제를 포함해도 된다. 배합제로서는, 유리 섬유, 카본 섬유, 무기 분말 등의 충전재, 열 안정제, 산화 방지제, 안료, 내후제, 난연제, 가소제, 분산제, 활제, 이형제, 대전 방지제 등을 들 수 있다.
수지 부재가 수지 이외의 성분을 포함하는 경우, 수지 부재 전체에 차지하는 수지의 비율은 10질량% 이상인 것이 바람직하고, 20질량% 이상인 것이 보다 바람직하고, 30질량% 이상인 것이 더욱 바람직하다.
금속 부재의 표면에 접합하고 있는 수지 부재는, 1 부재여도 2 부재 이상의 조합이어도 된다. 예를 들어, 도 1 및 도 2에 도시한 바와 같이, 금속 부재 1의 본체 주위에 배치되는 수지 부재 2와, 금속 부재 1과 수지 부재 2의 경계를 피복하도록 배치되는 수지 부재 3의 조합이어도 된다.
금속 부재 1과 수지 부재 2의 경계를 피복하는 수지 부재 3을 마련함으로써, 금속 부재 1과 수지 부재 2의 기밀성이 보다 높아져, 신뢰성이 보다 향상된다.
수지 부재가 2부재 이상의 조합인 경우, 각각의 부재에 포함되는 수지는 동일하거나 상이해도 된다. 수지 부재 3은 시일성을 높이는 관점에서, 수지 부재 2와 수지 부재 3의 탄성률을 비교했을 때에, 수지 부재 3의 탄성률이 보다 낮은 것이 바람직하다. 예를 들어, 수지 부재 2로서 접합 강도 및 필요에 따라 내트래킹성이 우수한 수지, 수지 부재 3으로서 엘라스토머를 각각 선택해서 조합해도 된다.
수지 부재가 금속 부재의 표면에 접합된 상태는, 예를 들어 용융 등에 의해 유동성을 갖는 상태의 수지를 금속 부재의 표면에 부여해서 형성할 수 있다. 금속 부재의 표면에 부여할 때의 수지가 유동성을 갖는 상태이면, 금속 부재의 표면 요철 구조에 수지가 들어가서 앵커 효과가 발현하여, 수지 부재가 금속 부재의 표면에 견고하게 접합한다.
유동성을 갖는 상태의 수지는, 금형 등을 사용해서 원하는 형상으로 성형해도 된다. 성형의 방법은 특별히 제한되지 않고, 사출 성형 등의 공지된 방법에 의해 행할 수 있다.
<도전용 부재(제2 실시 형태)>
본 개시의 제2 실시 형태에 따른 도전용 부재는,
본 발명의 도전용 부재는, 금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 수지 부재는 방향족기와 지방족기를 갖는 폴리아미드 수지를 포함하는, 도전용 부재이다.
상기 도전용 부재는, 금속 부재와 접합하고 있는 수지 부재가 방향족기와 지방족기를 갖는 폴리아미드 수지(이하, 반방향족 폴리아미드 수지라고도 한다)를 포함한다.
본 개시에 있어서 전방향족 폴리아미드 수지는, 아미드 결합에 연결한 구성 단위가 모두 방향족인 폴리아미드 수지로서 정의되고, 전지방족 폴리아미드 수지는, 아미드 결합에 연결한 구성 단위가 모두 포화 탄화수소 골격인 폴리아미드 수지로서 정의되고, 반방향족 폴리아미드 수지란, 전지방족 폴리아미드 수지와 전방향족 폴리아미드 수지를 제외한 모든 폴리아미드 수지(즉, 방향족기와 지방족기의 양쪽을 갖는다)로서 정의된다.
본 개시의 도전용 부재는, 수지 부재에 포함되는 폴리아미드 수지가 방향족기를 가짐으로써 금속 부재에 대한 우수한 접합 강도를 나타냄과 함께, 지방족기를 가짐으로써 우수한 트래킹성을 나타낸다.
내트래킹성이란, 절연 재료의 트래킹에 대한 저항의 크기를 의미하고, IEC60112에 준거하는 내트래킹 시험에 의해 평가된다.
트래킹이란 절연물의 표면에서의 미소 방전의 반복에 의해 탄화 도전로가 형성되어서 절연 파괴에 이르는 현상을 말하며, 화재나 감전의 원인이 될 우려가 있다.
IEC60112에 준거하는 내트래킹 시험의 평가가, 예를 들어 200V 이상이면 도전용 부재로서 바람직한 내트래킹성을 구비하고 있다고 평가할 수 있다.
본 개시의 도전용 부재는, 수지 부재의 IEC60112에 준거하는 내트래킹 시험의 평가가 200V 이상이어도 되고, 400V 이상이어도 되고, 600V 이상이어도 된다.
본 개시의 도전용 부재는, 접합 강도가 우수하다. 예를 들어, ISO19095에 준거해서 측정되는 전단 접합 강도가 20㎫ 이상이어도 되고, 30㎫ 이상이어도 되고, 40㎫ 이상이어도 된다.
(수지 부재)
수지 부재는 방향족기와 지방족기를 갖는 폴리아미드 수지를 포함하는 것이면, 특별히 제한되지 않는다.
내열성 및 내유성의 관점에서는, 폴리아미드 수지는 방향족기로서 p-페닐렌기를 포함하는 것이 바람직하고, 내트래킹성의 관점에서는, 지방족기로서 탄소 원자수 4 내지 20의 지방족기를 포함하는 것이 바람직하다.
폴리아미드 수지에 포함되는 p-페닐렌기로서는, 테레프탈산에 유래하는 방향족기, 1,4-디아미노벤젠에 유래하는 방향족기 등을 들 수 있다.
폴리아미드 수지에 포함되는 탄소 원자수 4 내지 20의 지방족기로서는, 탄소 원자수 4 내지 20의 지방족 디아민 또는 탄소 원자수 4 내지 20 디카르복실산에 유래하는 지방족기 등을 들 수 있다.
폴리아미드 수지가 갖는 방향족기로서 구체적으로는, 벤젠 디카르복실산(테레프탈산, 이소프탈산 등), 나프탈렌디카르복실산, 비페닐 디카르복실산 등의 방향족 디카르복실산에 유래하는 2가의 기 및 디아미노벤젠, 디아미노나프탈렌, 디아미노비페닐 등의 방향족 디아민에 유래하는 2가의 기 등을 들 수 있다.
방향족 디카르복실산 또는 방향족 디아민의 탄소수는, 예를 들어 탄소수 6 내지 20(카르복시기 및 치환기의 탄소수는 제외한다)이어도 되고, 6 내지 10이 바람직하다.
폴리아미드 수지가 갖는 지방족기로서 구체적으로는, 글루타르산, 아디프산, 피멜산, 수베르산, 아젤라산, 세바스산, 도데칸이산, 테트라데칸이산, 헥사데칸이산, 옥타데칸이산, 에이코산이산 등의 지방족 디카르복실산에 유래하는 2가의 기 및 펜타메틸렌디아민, 헥사메틸렌디아민, 헥사메틸렌디아민, 헵타메틸렌디아민, 옥타메틸렌디아민, 노나메틸렌디아민, 데카메틸렌디아민, 도데카메틸렌디아민 등의 지방족 디아민에 유래하는 2가의 기를 들 수 있다.
지방족 디카르복실산 또는 지방족 디아민의 탄소수는, 예를 들어 탄소수 3 내지 20(카르복시기 및 치환기의 탄소수는 제외한다)이어도 되고, 3 내지 10이 바람직하다.
본 실시 형태에 있어서 폴리아미드 수지는, 방향족 디카르복실산과 지방족 디아민의 중축합에 의해 얻어지는 것이거나, 방향족 디아민과 지방족 디카르복실산의 중축합에 의해 얻어지는 것이어도 되지만, 방향족 디카르복실산과 지방족 디아민의 중축합에 의해 얻어지는 것이 바람직하다.
폴리아미드 수지가 갖는 방향족기 또는 지방족기는 비치환이거나 치환기를 갖고 있어도 된다. 치환기로서는, 탄소수 1 내지 6의 알킬기, 탄소수 6 내지 12의 아릴기, 탄소수 7 내지 20의 아릴알킬기, 클로로기, 브로모기 등의 할로겐기, 탄소수 3 내지 10의 알킬실릴기, 술폰산기 등을 들 수 있다.
폴리아미드 수지는 2종 이상의 방향족기를 포함하거나, 또는 2종 이상의 지방족기를 포함하는 것이 바람직하다. 이러한 폴리아미드 수지는 분자 구조가 복잡해져서 입체 장애가 증가함으로써, 결정화가 억제되어, 결정화 속도가 저하되는 경향이 있다. 그 결과, 수지의 유동성이 향상되어, 수지가 금속 부재의 표면 요철 구조에 들어가기 쉬워져서, 접합 강도가 보다 향상된다고 생각된다.
폴리아미드 수지는 m-페닐렌기 및 분지상 지방족기의 적어도 한쪽을 포함해도 된다. 폴리아미드 수지가 m-페닐렌기 및 분지상 지방족기의 적어도 한쪽을 포함하고 있으면, 이들 기를 포함하지 않은 경우에 비해, 분자 구조의 직선성이나 강직성이 상실되어, 입체 장애가 증가함으로써, 결정화 속도가 저하되는 경향이 있다. 그 결과, 수지의 유동성이 향상되어, 수지가 금속 부재의 표면 요철 구조에 들어가기 쉬워져서, 접합 강도가 보다 향상된다고 생각된다.
폴리아미드 수지가 갖는 m-페닐렌기로서는, 이소프탈산에 유래하는 방향족기, 1,3-디아미노벤젠에 유래하는 방향족기 등을 들 수 있다.
폴리아미드 수지가 갖는 분지상 지방족기로서는, 알킬렌기의 임의의 부위에 1개 이상의 알킬기가 치환된 구조(측쇄 알킬렌기라 칭하는 경우가 있는)를 들 수 있다. 측쇄 알킬렌기로서는 총 탄소수가 4 내지 20의 측쇄 알킬렌기가 바람직하고, 총 탄소수가 4 내지 12의 측쇄 알킬렌기가 보다 바람직하다. 알킬렌기로 치환된 알킬기로서는 탄소수 1 내지 3의 알킬기가 바람직하고, 메틸기가 보다 바람직하다.
분지상 지방족기로서 구체적으로는, 2-메틸펜타메틸렌기, 2,2,4-트리메틸헥사메틸렌기, 2, 4,4-트리메틸헥사메틸렌기, 2-메틸옥타메틸렌기, 2,4-디메틸옥타메틸렌기 등을 들 수 있다.
내열성 및 내유성의 관점에서는, 폴리아미드계 수지에 포함되는 방향족기의 합계 100몰% 중, p-페닐렌기가 40몰% 내지 100몰%인 것이 바람직하고, 45몰% 내지 90몰%인 것이 보다 바람직하고, 55몰% 내지 80몰%인 것이 더욱 바람직하다.
금속 부재에 대한 접합 강도의 관점에서는, 폴리아미드계 수지에 포함되는 방향족기의 합계 100몰% 중, p-페닐렌기 이외의 방향족기(바람직하게는 m-페닐렌기)가 0몰% 내지 60몰%인 것이 바람직하고, 10몰% 내지 55몰%인 것이 보다 바람직하고, 20몰% 내지 45몰%인 것이 더욱 바람직하다.
금속 부재에 대한 접합 강도의 관점에서는, 폴리아미드계 수지에 포함되는 지방족기의 합계 100몰% 중, 분지상 지방족기(바람직하게는, 탄소 원자수 4 내지 20의 측쇄 알킬렌기)기가 0몰% 내지 60몰%인 것이 바람직하고, 10몰% 내지 60몰%인 것이 바람직하고, 15몰% 내지 55몰%인 것이 더욱 바람직하다.
탄소 원자수 4 내지 20의 측쇄 알킬렌기로서는, 2-메틸-1,8-옥탄디아민 및 2-메틸-1,5-펜타 디아민의 적어도 한쪽에 유래하는 측쇄 알킬렌기가 바람직하다.
방향족기와 지방족기를 갖는 폴리아미드 수지로서는, 폴리헥사메틸렌테레프탈아미드(폴리아미드 6T), 폴리헥사메틸렌이소프탈아미드(폴리아미드 6I), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 66/6T), 폴리헥사메틸렌테레프탈아미드/폴리카프로아미드 코폴리머(폴리아미드 6T/6), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6I), 폴리헥사메틸렌이소프탈아미드/폴리카프로아미드 코폴리머(폴리아미드 6I/6), 폴리도데카미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 12/6T), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6T/6I), 폴리헥사메틸렌아디파미드/폴리카프로아미드/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 66/6/6I), 폴리헥사메틸렌이소프탈아미드/폴리헥사메틸렌테레프탈아미드 코폴리머(폴리아미드 6I/6T), 폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머(폴리아미드 6T/M5T), 폴리노난메틸렌테레프탈아미드(폴리아미드 9T), 폴리노난메틸렌테레프탈아미드/폴리옥탄메틸렌테레프탈아미드 코폴리머(폴리아미드 9T/8T), 폴리(2-메틸펜타메틸렌테레프탈아미드)/폴리(2-메틸펜타메틸렌이소프탈아미드) 코폴리머(폴리아미드 M5T/M5I), 폴리헥사메틸렌아디파미드/폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머(폴리아미드 66/6T/M5T), 폴리헥사메틸렌테레프탈아미드/폴리(2-메틸펜타메틸렌테레프탈아미드) 코폴리머/폴리헥사메틸렌이소프탈아미드 코폴리머(폴리아미드 6T/M5T/6I), 폴리메타크실릴렌아디파미드(폴리아미드 MXD6) 등을 들 수 있다.
또한, 괄호 안의 간략 호칭에 있어서의 숫자는 탄소 번호, T는 테레프탈산 유닛, I는 이소프탈산 유닛을 각각 나타낸다.
폴리아미드 수지는, 1종을 단독으로 사용하거나, 2종 이상을 혼합 또는 공중합시켜서 사용해도 된다.
폴리아미드 수지는, 시차 주사 열량계(DSC) 측정에 있어서 측정되는 유리 전이 온도(Tg)가 80℃ 내지 140℃인 것이 바람직하다. 폴리아미드 수지가 상기 범위에 Tg을 가짐으로써, 금속 부재에 대한 접합을 견고하게 할 수 있고, 또한 충분한 내열성이 얻어진다.
폴리아미드 수지의 Tg는, 승온 속도 10℃/min으로 30℃로부터 350℃까지 승온(제1 승온) 후, 강온 속도 10℃/min으로 0℃까지 냉각(강온)하고, 다시 승온 속도 10℃/min으로 350℃까지 승온(제2 승온)했을 때의, 제2 승온 시에 있어서 관찰되는 변곡점에 상당하는 온도로 한다.
폴리아미드 수지는, 시차 주사 열량계(DSC)로 관측되는 결정화 온도(Tc)가 250℃ 내지 300℃인 것이 바람직하다. 폴리아미드 수지가 상기 범위에 Tc를 가짐으로써, 금속 부재에 대한 접합을 견고하게 할 수 있고, 또한 충분한 내열성이 얻어진다.
폴리아미드 수지의 Tc는, 승온 속도 10℃/min으로 30℃로부터 350℃까지 승온(제1 승온) 후, 강온 속도 10℃/min으로 0℃까지 냉각(제1 강온)했을 때에 검출되는 피크에 상당하는 온도로 한다. 2개 이상의 피크가 검출되는 경우에는, 고온측의 피크에 상당하는 온도로 한다.
수지 부재는, 수지에 더하여 여러가지 배합제를 포함해도 된다. 배합제로서는, 유리 섬유, 카본 섬유, 무기 분말 등의 충전재, 열 안정제, 산화 방지제, 안료, 내후제, 난연제, 가소제, 분산제, 활제, 이형제, 대전 방지제 등을 들 수 있다.
수지 부재가 수지 이외의 성분을 포함하는 경우, 수지 부재 전체에 차지하는 수지의 비율은 10질량% 이상인 것이 바람직하고, 20질량% 이상인 것이 보다 바람직하고, 30질량% 이상인 것이 더욱 바람직하다.
(금속 부재)
도전용 부재에 포함되는 금속 부재는, 도전성을 갖는 것이면 특별히 제한되지 않고, 일반적으로 사용되는 것에서 선택할 수 있다. 예를 들어, 제1 실시 형태의 도전용 부재에 포함되는 금속 부재로서 예시한 금속 부재여도 된다.
금속 부재는, 제1 실시 형태의 도전용 부재에 포함되는 금속 부재의 요건을 충족하는 것이어도, 충족하지 않는 것이어도 된다.
금속 부재의 표면에 접합하고 있는 수지 부재는, 1부재이거나 2 부재 이상의 조합이어도 된다. 예를 들어, 도 1 및 도 2에 도시한 바와 같이, 금속 부재 1의 본체 주위에 배치되는 수지 부재 2와, 금속 부재 1과 수지 부재 2의 경계를 피복하도록 배치되는 수지 부재 3의 조합이어도 된다.
금속 부재 1과 수지 부재 2의 경계를 피복하는 수지 부재 3을 마련함으로써, 금속 부재 1과 수지 부재 2의 기밀성이 보다 높아져, 신뢰성이 보다 향상된다.
수지 부재가 2부재 이상의 조합인 경우, 각각의 부재에 포함되는 수지는 동일하거나 상이해도 된다. 수지 부재 3은 시일성을 높이는 관점에서, 수지 부재 1과 수지 부재 3의 탄성률을 비교했을 때에, 수지 부재 3의 탄성률이 보다 낮은 것이 바람직하다. 예를 들어, 수지 부재 2로서 상술한 폴리아미드 수지, 수지 부재 3으로서 엘라스토머를 각각 사용해도 된다.
엘라스토머로서는, 올레핀계 열가소성 엘라스토머, 스티렌계 열가소성 엘라스토머, 폴리에스테르계 열가소성 엘라스토머, 우레탄계 열가소성 엘라스토머, 아미드계 열가소성 엘라스토머 등의 열가소성 엘라스토머(TPE) 및 고무를 들 수 있다.
성형성의 관점에서는, 열가소성 엘라스토머(TPE)가 바람직하고, 폴리아미드 수지와의 친화성의 관점에서는 우레탄계 열가소성 엘라스토머 또는 아미드계 열가소성 엘라스토머가 보다 바람직하다.
<도전용 부재의 용도>
본 개시의 도전용 부재는, 예를 들어 버스 바, 단자, 커넥터 등을 들 수 있고, 다양한 용도에 적용 가능하다. 구체적으로는, 예를 들어 인버터나 컨버터 등의 전력 변환 장치, 모터, 이 액슬(E-Axle) 등의 기전 일체형 모터, 이차 전지를 포함하는 이차 전지 모듈, 이차 전지 팩 등에 사용할 수 있다.
<도전용 부재의 제조 방법 A>
본 개시의 도전용 부재의 제조 방법 A는, 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과, 금속 부재의 조화 처리된 표면의 적어도 일부에 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법이다.
<도전용 부재의 제조 방법 B>
본 개시의 도전용 부재의 제조 방법 B는, 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과, 금속 부재의 조화 처리된 표면의 적어도 일부에 제1 수지 부재를 형성하는 공정과, 상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법이다.
이하에서는 도전용 부재의 제조 방법 A와 도전용 부재의 제조 방법 B를 모두 「도전용 부재의 제조 방법」이라고도 칭한다.
일반적인 도전용 부재의 제조 방법에서는, 금속 부재의 전체면에 도금층을 형성한 후에 필요한 개소를 수지 부재로 피복한다. 이어서, 금속 부재와 수지 부재의 경계의 기밀성을 확보하기 위해서, 기밀을 확보하고 싶은 영역만을 경화형 밀봉재로 밀봉한다(포팅 공정).
이에 대해 본 발명의 방법에서는 금속 부재의 표면 조화 처리된 부분에 수지 부재를 형성한다. 이에 의해 금속 부재와 수지 부재의 경계 넓은 범위에서의 기밀성이 충분히 확보된다. 이 때문에, 오일 누설이나 단락의 발생을 효과적으로 억제할 수 있다. 혹은, 기밀성을 확보하기 위한 포팅 공정을 생략하는 것도 가능하다.
상기 방법은, 금속 부재의 상기 수지 부재와 접합하고 있지 않은 부분의 적어도 일부에 도금층을 부여하는 공정을 더 갖고 있어도 된다.
금속 부재의 수지 부재와 접합하고 있지 않은 부분에 도금층을 부여함으로써, 금속 부재의 부식을 방지하여, 안정된 전기 특성을 유지할 수 있다. 또한, 금속 부재와 수지 부재가 접합한 상태에서 높은 기밀성을 갖고 있기 때문에, 이 상태에서 도금 처리를 행해도 도금액이 금속 부재와 수지 부재의 계면에 들어가지 않아, 접합 상태에 악영향을 미치는 일은 없다.
또한, 금속 부재의 수지 부재와 접합하고 있지 않은 부분에 용접이 필요한 경우에는, 용접시키기 위한 도금층을 부여할 수도 있다.
이와 같이, 금속 부재의 전체면에 도금층을 형성하는 경우에 비해, 필요한 부분에만 도금층을 부여함으로써 도금 재료를 절약할 수 있다.
상기 방법에 있어서, 금속 부재의 표면 중 수지 부재와 접합시키는 부분은, 상기와 같은 방식성 등의 효과를 갖는 도금층을 마련하지 않고 조화 처리되어 있는 것이 바람직하다.
도금 처리의 조건 및 접합되는 수지의 종류에 따라 다르기는 하지만, 일반적인 도금층은 표면 요철이 적고, 수지와의 접합성이 떨어지는 경향이 있다. 또한, 예를 들어 포러스 도금이라고 불리는 금속과의 접합성을 높인 도금 처리 등은, 도금 처리에 의해 형성한 미세 구멍에 수지가 충분히 들어가지 않는 경우가 생각되며, 접합 강도의 장기 신뢰성의 저하나 기밀성의 저하가 발생할 우려가 있다. 이 경우, 금속 부재와 수지 부재를 접합한 후, 필요한 부분에만 도금 처리를 행함으로써, 이들의 문제를 해결할 수 있다.
금속 부재의 표면의 적어도 일부를 조화 처리하는 방법은, 상술한 조화 처리의 방법으로부터 선택할 수 있다.
금속 부재의 표면 조화 처리된 부분에 수지 재료를 부여하는 방법 및 수지 재료를 고화해서 수지 부재를 형성하는 방법은, 특별히 제한되지 않는다. 예를 들어, 사출 성형법, 트랜스퍼 성형법, 압축 성형법, 반응 사출 성형법, 블로우 성형법, 열성형법, 프레스 성형법 등을 들 수 있다. 이들 중에서도 사출 성형법이 바람직하다.
금속 부재의 수지 부재와 접합하고 있지 않은 부분에 도금층을 형성하는 공정은, 예를 들어 금속 부재와 수지 부재가 접합해서 이루어지는 물체를 도금액에 침지해서 행하는 습식법(전해 도금, 무전해 도금 등), 도금액에 침지하지 않고 행하는 건식법(진공 증착, 이온 플레이팅, 스퍼터링 등) 등의 공지된 방법으로 행할 수 있다.
본 발명의 방법은, 상술한 본 발명의 도전용 부재를 제조하는 방법이어도 된다.
즉, 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정은, 조화 처리 후의 비표면적이 0.05㎡/g 이상이 되도록 행해도 된다.
<전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩>
본 발명의 전력 변환 장치, 모터 및 이차 전지 모듈 및 이차 전지 팩은, 각각 상술한 본 발명의 도전용 부재를 구비한다. 이 때문에, 도전용 부재에 있어서의 오일 누설이나 단락이 발생하기 어려워 신뢰성이 우수하다.
실시예
이하, 본 발명에 관한 실시 형태를, 실시예를 참조하여 상세하게 설명한다. 또한 본 발명은 이들 실시예의 기재에 전혀 한정되는 것은 아니다.
<실시예 1-1>
JIS H3100:2012에 규정된 합금 번호C1100의 구리 합금판(두께: 0.03㎝)을, 길이 2㎝, 폭 3.5㎝로 절단해서 비표면적 측정용 시료를 제작했다.
이 시료의 기하학적 표면적은 14.33㎠이고, 밀도는 8.96g/㎤이고, 체적은 0.21㎤이고, 질량은 1.8816g이다.
또한, 접합 강도 평가용의 시료로서, JIS H3100:2012에 규정된 합금 번호C1100의 구리 합금판(두께2㎜)을 길이 45㎜, 폭 18㎜로 절단하여, 접합 강도 평가용 시료를 제작했다.
(표면 조화 공정)
탈지 후의 시료에 대하여, 맥크 가부시키가이샤제의 Amal faA-10201H에의 침지, 수세, A-10201P에의 침지를 이 순으로 실시했다. 직후에 A-10201M에 시료를 4분간 침지했다. 이어서, 수세, 알칼리 세정(5질량% NAOH, 20초 침지), 수세, 중화 처리(5질량% H2SO4, 20초 침지), 수세, 방청 처리(A-10290, 1분) 및 수세를 이 순으로 행하였다.
(비표면적의 측정)
표면 조화 처리를 행하기 전(탈지 후)의 시료와, 표면 조화 처리를 행한 후의 시료 비표면적을 측정한바, 각각 0.001062㎡/g, 0.004443㎡/g이었다.
비표면적은, 시료를 진공 가열 탈기(100℃)한 후, BELSORP-max(마이크로트랙·벨 가부시키가이샤제)를 사용하여, 액체 질소 온도 하(77K)에 있어서의 크립톤 가스 흡착법으로 흡착 등온선을 측정하여, BET법에 의해 구하였다.
조화 처리를 행한 후의 접합 강도 평가용 시료를, 니혼 세코쇼제의 사출 성형기 J55-AD에 장착된 소형 덤벨 금속 인서트 금형 내에 설치했다. 이어서, 금형 내에 폴리페닐렌술피드(PPS, 도소 가부시키가이샤, 서스틸 SGX120)를, 금형 온도 150℃에서 사출 성형하여, 구리 합금판 위에 수지의 층이 형성된 시험편을 제작했다. 이때의 금속 부재와 수지 부재의 접합 계면의 면적은 10㎜×50㎜였다.
<실시예 1-2>
수지를 폴리페닐렌술피드(PPS, 도소 가부시키가이샤, 서스틸 BGX545)로 변경한 것 이외에는 실시예 1-1과 마찬가지로 하여, 시험편을 제작했다.
<실시예 1-3>
수지를 폴리아미드 조성물 1(PA1, 베이스 수지: 6T/6I, 산 변성 폴리올레핀을 3질량% 함유)로 변경하고, 금형 온도를 170℃로 변경한 것 이외에는 실시예 1-1과 마찬가지로 하여, 시험편을 제작했다.
(폴리아미드 조성물 1의 조제 방법)
1,6-디아미노헥산 2800g(24.1몰), 테레프탈산 2774g(16.7몰), 이소프탈산 1196g(7.2몰), 벤조산 36.6g(0.30몰), 차아인산나트륨일수화물 5.7g 및 증류수 545g을 내용량 13.6L의 오토클레이브에 넣고, 질소 치환했다. 190℃로부터 교반을 개시하고, 3시간에 걸쳐 내부 온도를 250℃까지 승온시켰다. 이때, 오토클레이브의 내압을 3.03㎫까지 승압시켰다. 이대로 1시간 반응을 계속시킨 후, 오토클레이브 하부에 설치된 스프레이 노즐로부터 대기 방출해서 저축합물을 빼냈다. 그 후, 실온까지 냉각 후, 저축합물을 분쇄기로 1.5㎜ 이하의 입경까지 분쇄하고, 110℃에서 24시간 건조시켰다. 이어서, 이 저축합물을 다단 선반식 고상 중합 장치에 넣고, 질소 치환 후, 약 1시간 30분에 걸쳐 180℃까지 승온시켰다. 그 후, 1시간 30분 반응시키고, 실온까지 강온시켰다. 그 후, 스크루 직경 30㎜, L/D=36의 2축 압출기로, 배럴 설정 온도 330℃, 스크루 회전수 200rpm, 6Kg/h의 수지 공급 속도로 용융 중합하여, 폴리아미드(a)를 조제했다. 얻어진 폴리아미드(a)의 융점 Tm은 330℃였다.
테레프탈산 1390g(8.4몰), 1,6-디아미노헥산 2800g(24.1몰), 이소프탈산 2581g(15.5몰), 벤조산 36.6g(0.30몰), 차아인산나트륨일수화물 5.7g 및 증류수 545g을 내용량 13.6L의 오토클레이브에 넣고, 질소 치환했다. 190℃로부터 교반을 개시하고, 3시간에 걸쳐 내부 온도를 250℃까지 승온시켰다. 이때, 오토클레이브의 내압을 3.02㎫까지 승압시켰다. 이대로 1시간 반응을 계속시킨 후, 오토클레이브 하부에 설치된 스프레이 노즐로부터 대기 방출해서 저축합물을 빼냈다. 그 후, 저축합물을 실온까지 냉각하고, 분쇄기로 1.5㎜ 이하의 입경까지 분쇄했다. 그리고, 110℃에서 24시간 건조시켰다. 얻어진 저축합물의 수분량은 3000ppm, 극한 점도[η]은 0.14dl/g이었다. 이어서, 이 저축합물을, 스크루 직경 30㎜, L/D=36의 2축 압출기로, 배럴 설정 온도 330℃, 스크루 회전수 200rpm, 6Kg/h의 수지 공급 속도로 용융 중합시켜서, 폴리아미드 수지(b)를 조제했다. 얻어진 폴리아미드 수지(b)의 융점 Tm은 관측되지 않았다.
폴리아미드(a) 49.6질량%에 대하여, 폴리아미드(b)를 12.4질량%, 하기의 방법으로 합성한 산 변성 폴리올레핀을 3질량%, 무기 필러로서의 유리 섬유(닛폰 덴키 가라스사 제조, ECS03T-251H) 35질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(a)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드 조성물 1을 얻었다.
(산 변성 폴리올레핀의 합성 방법)
충분히 질소 치환한 유리제 플라스크에, 비스(1,3-디메틸시클로펜타디에닐)지르코늄디클로라이드를 0.63㎎ 넣고, 추가로 메틸아미녹산의 톨루엔 용액(Al; 0.13밀리몰/리터) 1.57ml 및 톨루엔 2.43ml를 첨가함으로써, 촉매 용액을 얻었다. 이어서, 충분히 질소 치환한 내용적 2리터의 스테인리스제 오토클레이브에, 헥산 912ml 및 1-부텐 320ml를 도입하고, 계 내의 온도를 80℃로 승온했다. 계속해서, 트리이소부틸알루미늄 0.9밀리몰 및 상기에서 조제한 촉매 용액 2.0ml(Zr로서 0.0005밀리몰)를 에틸렌으로 계 내에 압입하고, 중합 반응을 개시시켰다. 에틸렌을 연속적으로 공급함으로써 전압을 8.0kg/㎠-G로 유지하고, 80℃에서 30분간 중합을 행하였다. 소량의 에탄올을 계 중에 도입해서 중합을 정지시킨 후, 미반응의 에틸렌을 퍼지했다. 얻어진 용액을 대과잉의 메탄올 중에 투하함으로써 백색 고체를 석출시켰다. 이 백색 고체를 여과에 의해 회수하고, 감압 하에서 하룻밤 건조시켜, 백색 고체(에틸렌·1-부텐 공중합체)를 얻었다.
얻어진 에틸렌·1-부텐 공중합체 100질량부에, 무수 말레산 0.5질량부와 과산화물(퍼헥신 25B, 닛본 유시사 제조, 상표) 0.04질량부를 혼합했다. 얻어진 혼합물을 230℃로 설정한 1축 압출기로 용융 그래프트 변성 함으로써, 산 변성 폴리올레핀을 얻었다.
<실시예 1-4>
수지를 폴리아미드 조성물 2(PA2, 베이스 수지: 6T/M5T, 산 변성 폴리올레핀을 1질량% 함유)로 변경하고, 금형 온도를 170℃로 변경한 것 이외에는 실시예 1-1과 마찬가지로 하여, 시험편을 제작했다.
(폴리아미드 조성물 2의 조제 방법)
1,6-디아미노헥산 1312g(11.1몰), 2-메틸-1,5-디아미노펜탄 1312g(11.1몰), 테레프탈산 3655g(22.0몰), 벤조산 34.2g(0.28몰), 촉매로서 차아인산나트륨일수화물 5.5g 및 이온 교환수 640ml를 1리터의 반응기에 투입하고, 질소 치환 후, 250℃, 35kg/㎠의 조건에서 1시간 반응시켰다. 1,6-디아미노헥산과 2-메틸-1,5-디아미노펜탄과의 몰비는 50:50로 하였다. 1시간 경과 후, 이 반응기 내에 생성한 반응 생성물을, 이 반응기와 연결되고, 또한 압력을 약 10kg/㎠ 낮게 설정한 받는 그룻에 빼내어, 폴리아미드 전구체를 얻었다.
이어서, 이 폴리아미드 전구체를 건조시키고, 2축 압출기를 사용해서 실린더 설정 온도 330℃에서 용융 중합시켜서, 폴리아미드 수지(c)를 얻었다. 얻어진 폴리아미드 수지(c)의 융점 Tm은 300℃였다.
폴리아미드(c) 57.6질량%에 대하여, 폴리아미드(b)를 6.4질량%, 산 변성 폴리올레핀을 1질량%, 무기 필러로서의 유리 섬유(닛폰 덴키 가라스사 제조, ECS03T-251H) 35질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(a)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드 조성물 2를 얻었다.
<실시예 1-5>
수지를 폴리아미드 조성물 3(PA3, 베이스 수지: 폴리아미드 6T/6I, 산 변성 폴리올레핀을 1질량% 함유)으로 변경하고, 금형 온도를 170℃로 변경한 것 이외에는 실시예 1-1과 마찬가지로 하여, 시험편을 제작했다.
(폴리아미드 조성물 3의 조제 방법)
폴리아미드(a) 51.2질량%에 대하여, 폴리아미드(b)를 12.8질량%, 산 변성 폴리올레핀을 1질량%, 무기 필러로서의 유리 섬유(닛폰 덴키 가라스사 제조, ECS03T-251H) 35질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(a)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드 조성물 3을 얻었다.
<비교예 1-1>
표면 조화 처리를 행한 후의 시료를 표면 조화 처리를 행하기 전(탈지 후)의 시료로 변경한 것 이외에는 실시예 1-3과 마찬가지로 하여, 시험편을 제작했다.
<실시예 1-6>
JIS H4000:2014에 규정된 합금 번호 A5052의 알루미늄 합금판(두께: 0.03㎝)을, 길이 2㎝, 폭 3.5㎝로 절단해서 비표면적 측정용 시료를 제작했다.
이 시료의 기하학적 표면적은 14.33㎠이고, 밀도는 2.68g/㎤이고, 체적은 0.21㎤이고, 질량은 0.5628g이다.
또한, 접합 강도 평가용의 시료로서, JIS H4000:2014에 규정된 합금 번호 A5052의 알루미늄 합금판(두께2㎜)을 길이 45㎜, 폭 18㎜로 절단하여, 접합 강도 평가용 시료를 제작했다.
(표면 조화 공정)
시료를 탈지 처리한 후, 수산화나트륨 19.0질량%와 산화아연 3.2질량%를 함유하는 알칼리계 에칭제(30℃)가 충전된 처리조 1에 2분간 침지 후, 수세했다. 이어서, 얻어진 알루미늄 합금판을, 염화제2철 3.9질량%와, 염화제2구리 0.2질량%와, 황산 4.1질량%를 함유하는 산계 에칭 수용액이 충전된 처리조 2에, 30℃ 하에서 6분간 침지해서 요동시켰다(이하의 설명에서는 「처리 1」이라고 약칭하는 경우가 있다). 이어서, 유수로 초음파 세정(수중, 1분)을 행하였다.
이어서, 처리 1이 행해진 후의 알루미늄 합금판을, 산화제2구리 6.3질량%(Cu2+로서 5.0질량%)와, 질산 30.0질량%를 함유하는 산계 에칭 수용액이 충전된 처리조 3에, 40℃ 하에서 5분간 침지해서 요동시켰다(이하의 설명에서는 「처리 2」라고 약칭하는 경우가 있다). 이어서 유수로 세정한 후, 80℃에서 15분간 건조시켜서 알루미늄 합금판을 얻었다. 또한, 처리 2에서 사용한 Cu2+의 표준 전극 전위 E0은 +0.337(V vs. SHE)이다.
(비표면적의 측정)
상기의 조화 처리를 행하기 전의 시료와, 조화 처리를 행한 후의 시료 표면 비표면적을 실시예 1-1과 마찬가지로 하여 측정한바, 각각 0.0041㎡/g, 0.2283㎡/g이었다.
조화 처리를 행한 후의 접합 강도 평가용 시료를, 니혼 세코쇼제의 사출 성형기 J55-AD에 장착된 소형 덤벨 금속 인서트 금형 내에 설치했다. 이어서, 금형 내에 폴리프로필렌(PP, 가부시키가이샤 프라임폴리머, 프라임 폴리프로 V7100)을, 금형 온도 110℃에서 사출 성형하여, 알루미늄 합금판 위에 수지의 층이 형성된 시험편을 제작했다.
<실시예 1-7>
실시예 1-6에서 행한 표면 조화 공정에 있어서 「처리 2」을 행하지 않은 것 이외에는 실시예 1-6과 동일한 방법으로 시료의 표면 조화 처리를 행하여, 시험편을 제작했다.
조화 처리를 행한 후의 시료 표면 비표면적을 상술한 방법으로 측정한바, 0.05518㎡/g이었다.
<실시예 1-8>
수지를 폴리부틸렌테레프탈레이트(PBT, 폴리플라스틱스 가부시키가이샤, 듀라넥스 930HL)로 변경하고, 형 온도를 140℃로 변경한 것 이외에는 실시예 1-6과 마찬가지로 하여, 시험편을 제작했다.
<실시예 1-9>
수지를 폴리부틸렌테레프탈레이트(PBT, 폴리플라스틱스 가부시키가이샤, 듀라넥스 930HL)로 변경하고, 형 온도를 140℃로 변경한 것 이외에는 실시예 1-7과 마찬가지로 하여, 시험편을 제작했다.
<비교예 1-2>
조화 처리를 행한 후의 시료를 조화 처리를 행하기 전(탈지 후)의 시료로 변경한 것 이외에는 실시예 1-6과 마찬가지로 하여, 시험편을 제작했다.
<비교예 1-3>
조화 처리를 행한 후의 시료를 조화 처리를 행하기 전(탈지 후)의 시료로 변경하고, 수지를 폴리부틸렌테레프탈레이트(PBT, 폴리플라스틱스 가부시키가이샤, 듀라넥스 930HL)로 변경하고, 형 온도를 140℃로 변경한 것 이외에는 실시예 1-6과 마찬가지로 하여, 시험편을 제작했다.
<선팽창률의 측정>
수지의 선팽창률은 장치 TMA-SS7100(SII사제)을 사용하여, 이하의 조건에서 ISO 11359-2에 준거해서 측정을 행하였다. 결과를 표 1에 나타낸다.
측정 모드: 압축 팽창 모드
온도 범위: -40℃ 내지 150℃
시험 하중: 49mN(5gf)
승강온 속도: 5℃/min
측정 분위기: 질소(100mL/min)
프로브 직경: 2.9㎜φ
시험 n수: n=1
진공 건조: 110℃×10hr
<냉열 충격 시험>
제작한 시험편에 대하여, 하기와 같이 해서 냉열 충격 시험을 실시했다. 결과를 표 1에 나타낸다. 강도 저하율이 50% 미만이면, 온도 변화에 대한 충분한 내성을 갖고 있다고 판단할 수 있다. 표 중의 「초기 강도 0」은 냉열 충격 시험 전의 초기 접합 강도가 0으로, 접합하지 못했음을 나타낸다.
실시예 1-1 내지 1-5는 장치 TDS-100(에스펙사제)을, 실시예 1-6 내지 1-9는 장치 TSA-73-EL-A(에스펙사제)를 사용하여, 이하의 조건에서 측정을 행하였다.
실시예 1-1 내지 1-5, 비교예 1-1(구리 합금 사용)
온도 범위: -40℃ 내지 150℃
사이클 조건: -40℃, 150℃에서 각 30분 유지의 1왕복을 1회
사이클 횟수: 1000회
실시예 1-6 내지 1-9, 비교예 1-2 내지 1-3(알루미늄 합금 사용)
온도 범위: -40℃ 내지 85℃
사이클 조건: -40℃, 85℃에서 각 30분 유지의 1왕복을 1회
사이클 횟수: 1000회
<접합 강도의 측정>
제작한 접합 강도 평가용 시험편에 대해서, ISO19095에 준거한 방법으로 전단 접합 강도(㎫)를 측정했다.
구체적으로는, 인장 시험기 「모델 1323(아이코 엔지니어링사제)」에 전용의 지그를 설치하고, 실온(23℃)에서, 척간 거리 60㎜, 인장 속도 10㎜/min의 조건에서, 파단 하중(N)의 측정을 행하였다.
측정된 파단 하중(N)을 구리 합금 또는 알루미늄 합금판과 수지 부재의 접합 부분의 면적(50㎟)으로 제산함으로써, 전단 접합 강도(㎫)를 얻었다.
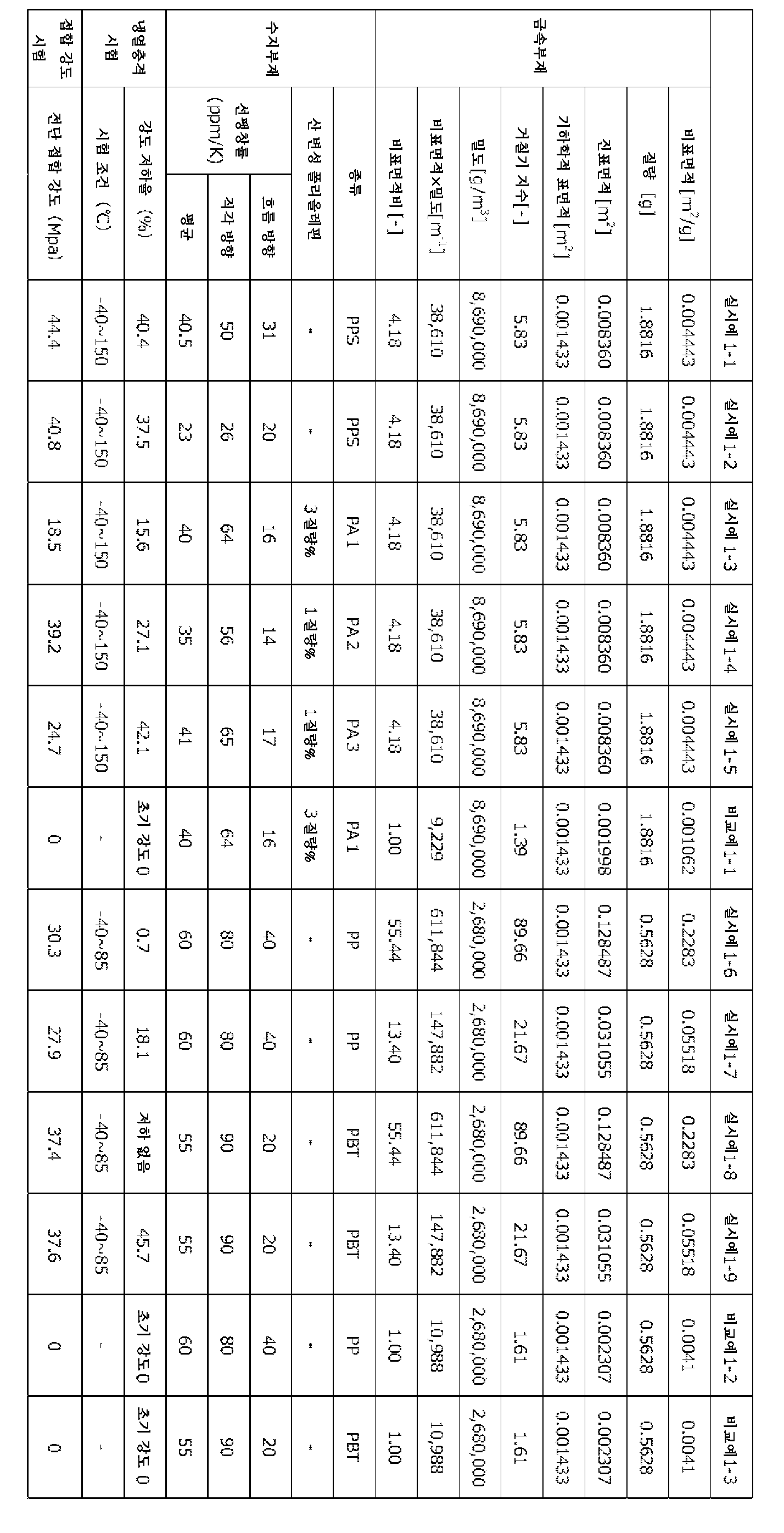
<실시예 2-1 내지 2-6>
실시예 2-1 내지 2-6에서 사용하는 폴리아미드(A) 내지 (F)를, 하기와 같이 해서 조제했다.
-폴리아미드(A)의 합성-
1,6-디아미노헥산 2800g(24.1몰), 테레프탈산 2774g(16.7몰), 이소프탈산 1196g(7.2몰), 벤조산 36.6g(0.30몰), 차아인산나트륨일수화물 5.7g 및 증류수 545g을 내용량 13.6L의 오토클레이브에 넣고, 질소 치환했다. 190℃로부터 교반을 개시하고, 3시간에 걸쳐 내부 온도를 250℃까지 승온시켰다. 이때, 오토클레이브의 내압을 3.03㎫까지 승압시켰다. 이대로 1시간 반응을 계속시킨 후, 오토클레이브 하부에 설치된 스프레이 노즐로부터 대기 방출해서 저축합물을 빼냈다. 그 후, 실온까지 냉각 후, 저축합물을 분쇄기로 1.5㎜ 이하의 입경까지 분쇄하고, 110℃에서 24시간 건조시켰다. 이어서, 이 저축합물을 다단 선반식 고상 중합 장치에 넣고, 질소 치환 후, 약 1시간 30분에 걸쳐 180℃까지 승온시켰다. 그 후, 1시간 30분 반응시키고, 실온까지 강온시켰다. 그 후, 스크루 직경 30㎜, L/D=36의 2축 압출기로, 배럴 설정 온도 330℃, 스크루 회전수 200rpm, 6Kg/h의 수지 공급 속도로 용융 중합하여, 폴리아미드(a)를 조제했다. 얻어진 폴리아미드(a)의 융점 Tm은 330℃였다.
얻어진 폴리아미드(a) 50질량%에 대하여, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 50질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(a)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(A)을 얻었다. 얻어진 폴리아미드(A)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
-폴리아미드(B)의 합성-
테레프탈산 1390g(8.4몰), 1,6-디아미노헥산 2800g(24.1몰), 이소프탈산 2581g(15.5몰), 벤조산 36.6g(0.30몰), 차아인산나트륨일수화물 5.7g 및 증류수 545g을 내용량 13.6L의 오토클레이브에 넣고, 질소 치환했다. 190℃로부터 교반을 개시하고, 3시간에 걸쳐 내부 온도를 250℃까지 승온시켰다. 이때, 오토클레이브의 내압을 3.02㎫까지 승압시켰다. 이대로 1시간 반응을 계속시킨 후, 오토클레이브 하부에 설치된 스프레이 노즐로부터 대기 방출해서 저축합물을 빼냈다. 그 후, 저축합물을 실온까지 냉각하고, 분쇄기로 1.5㎜ 이하의 입경까지 분쇄했다. 그리고, 110℃에서 24시간 건조시켰다. 얻어진 저축합물의 수분량은 3000ppm, 극한 점도[η]은 0.14dl/g이었다. 이어서, 이 저축합물을, 스크루 직경 30㎜, L/D=36의 2축 압출기로, 배럴 설정 온도 330℃, 스크루 회전수 200rpm, 6Kg/h의 수지 공급 속도로 용융 중합시켜서, 폴리아미드 수지(b)를 조제했다. 얻어진 폴리아미드 수지(b)의 융점 Tm은 관측되지 않았다.
폴리아미드(a) 40질량%에 대하여, 폴리아미드(b)를 10질량%, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 50질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(a)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(B)을 얻었다. 얻어진 폴리아미드(B)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
-폴리아미드(C)의 합성-
1,6-디아미노헥산 1312g(11.1몰), 2-메틸-1,5-디아미노펜탄 1312g(11.1몰), 테레프탈산 3655g(22.0몰), 벤조산 34.2g(0.28몰), 촉매로서 차아인산나트륨일수화물 5.5g(5.2×10-2몰) 및 이온 교환수 640ml를 1리터의 반응기에 투입하고, 질소 치환 후, 250℃, 35kg/㎠의 조건에서 1시간 반응시켰다. 1,6-디아미노헥산과 2-메틸-1,5-디아미노펜탄과의 몰비는 50:50로 하였다. 1시간 경과 후, 이 반응기 내에 생성된 반응 생성물을, 이 반응기와 연결되고, 또한 압력을 약 10kg/㎠ 낮게 설정한 받는 그룻에 빼내어, 폴리아미드 전구체를 얻었다.
이어서, 이 폴리아미드 전구체를 건조시키고, 2축 압출기를 사용해서 실린더 설정 온도 330℃로 용융 중합시켜서, 폴리아미드 수지(c)를 얻었다. 얻어진 폴리아미드 수지(c)의 융점 Tm은 300℃였다.
얻어진 폴리아미드(c) 50질량%에 대하여, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 50질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(c)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(C)을 얻었다. 얻어진 폴리아미드(C)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
-폴리아미드(D)의 합성-
테레프탈산 1787g(13.1몰), 1,6-디아미노헥산 2800g(24.1몰), 아디프산 1921g(10.8몰), 벤조산 36.6g(0.30몰), 차아인산나트륨일수화물 5.7g 및 증류수 554g을 내용량 13.6L의 오토클레이브에 넣고, 질소 치환했다. 190℃로부터 교반을 개시하고, 3시간에 걸쳐 내부 온도를 250℃까지 승온시켰다. 이때, 오토클레이브의 내압을 3.01㎫까지 승압시켰다. 이대로 1시간 반응을 계속시킨 후, 오토클레이브 하부에 설치된 스프레이 노즐로부터 대기 방출해서 저축합물을 빼냈다. 그 후, 저축합물을 실온까지 냉각하고, 분쇄기로 1.5㎜ 이하의 입경까지 분쇄하고, 110℃에서 24시간 건조시켰다. 이어서, 이 저축합물을 다단 선반식 고상 중합 장치에 넣고, 질소 치환 후, 약 1시간 30분에 걸쳐 220℃까지 승온시켰다. 그 후, 1시간 반응시켜서, 실온까지 강온시켰다. 그 후, 스크루 직경 30㎜, L/D=36의 2축 압출기로, 배럴 설정 온도 330℃, 스크루 회전수 200rpm, 6kg/h의 수지 공급 속도로 용융 중합하여, 폴리아미드(d)를 조제했다. 얻어진 폴리아미드(d)의 융점 Tm은 310℃였다.
얻어진 폴리아미드(d) 52질량%에 대하여, 폴리아미드(b)를 13질량%, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 35질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(d)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(D)를 얻었다. 얻어진 폴리아미드(D)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
-폴리아미드(E)의 합성-
폴리아미드(c) 40질량%에 대하여, 폴리아미드(b)를 10질량%, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 50질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(c)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(E)을 얻었다. 얻어진 폴리아미드(E)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
-폴리아미드(F)의 합성-
테레프탈산 4537.7g(27.3몰), 1,9-노난디아민과 2-메틸-1,8-옥탄디아민의 혼합물[1,9-노난디아민/2-메틸-1,8-옥탄디아민=80/20(몰비)] 4385g(27.5몰), 벤조산 41.5g(0.34몰), 차아인산나트륨일수화물 9.12g(원료의 총 질량에 대하여 0.1질량%) 및 증류수 2.5리터를 내용적 20리터의 오토클레이브에 넣고, 질소 치환했다. 100℃에서 30분간 교반하고, 2시간에 걸쳐 오토클레이브 내부의 온도를 220℃로 승온시켰다. 이때, 오토클레이브 내부의 압력은 2㎫까지 승압시켰다. 그대로 2시간 반응을 계속시킨 후 230℃로 승온하고, 그 후 2시간, 230℃로 온도를 유지하고, 수증기를 점차 빼서 압력을 2㎫로 유지하면서 반응시켰다.
이어서, 30분에 걸쳐 압력을 1㎫까지 낮추고, 추가로 1시간 반응시켜서 프리폴리머를 얻었다. 이것을, 100℃, 감압 하에서 12시간 건조시키고, 2㎜ 이하의 입경까지 분쇄했다. 이것을 230℃, 13㎩(0.1mmHg)로 10시간 고상 중합하여, 폴리아미드 수지(f)를 조제했다. 얻어진 폴리아미드 수지(f)의 융점 Tm은 300℃였다.
얻어진 폴리아미드(f) 70질량%에 대하여, 무기 필러로서의 유리 섬유(오웬스 코닝사 제조, FT756D) 30질량%를 텀블러 블렌더로 혼합하고, 추가로 2축 압출기((주)니혼 세코쇼제, TEX30α)로, 실린더 온도(폴리아미드(f)의 융점(Tm)+15℃)에서 혼합물을 용융 혼련했다. 그 후, 혼련물을 스트랜드 형상으로 압출하여, 수조에서 냉각시켰다. 그 후, 펠리타이저로 스트랜드를 잡아당겨, 커트함으로써 펠릿상의 폴리아미드(F)를 얻었다. 얻어진 폴리아미드(F)의 디카르복실산 및 디아민의 조성, 유리 전이 온도(Tg), 결정화 온도(Tc)를 표 2에 나타낸다.
(시험편의 제작)
JIS H4000에 규정된 합금 번호 A5052의 알루미늄 합금판(두께: 2.0㎜)을, 길이 45㎜, 폭 18㎜로 절단하여, 전단 접합 강도 측정용 시험편을 얻었다. 또한, 동일하게 JIS H4000에 규정된 합금 번호 A5052의 알루미늄 합금판(두께: 2㎜)을 한 변이 50㎜인 정사각형으로 절단하여, He 누설성 평가용 시험편을 얻었다.
이들 2종류의 알루미늄 시험편을 탈지 처리한 후, 수산화나트륨 19질량%와 산화아연 3.2질량%를 함유하는 알칼리계 에칭제(30℃)가 충전된 처리조에서, 2분간 침지 후, 수세했다. 이어서, 얻어진 알루미늄 합금판을, 염화제2철 3.9질량%와, 염화제2구리 0.2질량%와, 황산 4.1질량%를 함유하는 산계 에칭 수용액이 충전된 처리조에서, 30℃에서 6분간 침지해서 요동시켰다. 이어서, 유수로 초음파 세정(수중, 1분)을 행하였다.
(전단 접합 강도의 측정)
상기 방법으로 얻어진 전단 접합 강도 측정용 시험편을, 사출 성형기(니혼 세코쇼제, J55-AD)에 장착된 소형 덤벨 금속 인서트 금형 내에 설치했다. 이어서, 합성한 각 폴리아미드 수지를, 실린더 온도 335℃, 금형 온도 180℃, 1차 사출 압 90㎫, 유지 압력 80㎫, 사출 속도 25㎜/초의 조건에서 금형 내에 사출 성형하여, 알루미늄 시험편 위에 수지의 층이 형성된 시험편을 제작했다.
제작한 시험편에 대해서, ISO19095에 준거한 방법으로 전단 접합 강도(㎫)를 측정했다.
구체적으로는, 인장 시험기 「모델 1323(아이코 엔지니어링사제)」에 전용의 지그를 설치하여, 실온(23℃)에서, 척간 거리 60㎜, 인장 속도 10㎜/min의 조건에서 파단 하중(N)의 측정을 행하였다.
측정된 파단 하중(N)을 알루미늄 합금판과 수지 부재의 접합 부분의 면적(50㎟)으로 제산함으로써, 접합 강도(㎫)를 얻었다.
또한, 전단 강도 측정 후의 금속측의 계면 상태를 관찰함으로써 계면의 파괴 형태를 관찰했다. 계면 면적의 30% 이상에 걸쳐, 금속측에 수지가 남아있는 경우를 「재료 파괴」, 30% 미만이지만 조금이라도 수지가 남아있는 경우를 「일부 재료 파괴」, 눈으로 보아 수지 잔류가 확인되지 않은 상태를 「계면 박리」라 하였다.
전단 접합 강도를 측정한 결과 및 계면의 파괴 형태의 관찰 결과를 표 2에 나타낸다.
(He 누설성)
전술한 방법으로 얻어진 He 누설성 평가용 알루미늄 시험편을, 니혼 세코쇼제의 사출 성형기 J55-AD에 장착된 He 누설 금속 인서트 금형 내에 설치했다. 이어서, 합성한 각 폴리아미드 수지를, 실린더 온도 335℃, 금형 온도 180℃, 1차 사출압 90㎫, 유지 압력 80㎫, 사출 속도 25㎜/초의 조건에서 금형 내에 사출 성형하여, 알루미늄 시험편 위에 수지의 층이 형성된 시험편을 제작했다.
이어서, 시험편의 He 누설성을, ISO19095에 준거한 방법으로 평가했다. 구체적으로는, 상기에서 얻어진 시험편을 밀폐할 수 있는 전용 지그에 세트하고, 밀폐한 공간에 He 가스를 0.1㎫의 압력으로 인가하고, 시험편을 통과한 He 가스를 He가스검출기(캐논 아네르바제, HELEN M-222LD)로 스니퍼법에 의해 측정했다. 검출을 개시하고 나서 5분 후의 검출 He 가스 유량이 10-6[㎩·㎥/s] 이하이면 「○」, 10-5[㎩·㎥/s] 이상인 경우에는 「×」로 한 결과를 표 2에 나타낸다.
(내트래킹성)
합성한 각 폴리아미드 수지를 사용하여, 100㎜×100㎜×3㎜의 시험편을 제작했다. 이 시험편의 내트래킹성을, IEC60112에 준거해서 평가했다. 결과를 표 2에 나타낸다.
<비교예 2-1>
수지로서 폴리페닐렌술피드 수지(도소(주)제, 서스틸, SGX-120)를 사용하고, 사출 성형 시의 실린더 온도 310℃, 금형 온도 160℃로 한 것 이외에는 실시예 2-1과 마찬가지로 하여 시험편을 제작하여, 전단 접합 강도, He 누설성 및 내트래킹성의 평가를 실시했다. 결과를 표 2에 나타낸다
<비교예 2-2>
수지로서 폴리페닐렌술피드 수지(도소(주)제, 서스틸, BGX545)를 사용한 것 이외에는 비교예 2-1과 마찬가지로 하여 시험편을 제작하여, 전단 접합 강도, He 누설성 및 내트래킹성의 평가를 실시했다. 결과를 표 2에 나타낸다.
<비교예 2-3>
수지로서 전지방족 폴리아미드(PA66)(BASF제, 울트라 미드, A3WG10)를 사용하여, 사출 성형 시의 실린더 온도 300℃, 금형 온도 160℃로 한 것 이외에는 비교예 2-1과 마찬가지로 하여 시험편을 제작하여, 전단 접합 강도, He 누설성 및 내트래킹성의 평가를 실시했다. 결과를 표 2에 나타낸다.

표 2에 나타내는 바와 같이, 방향족기와 지방족기를 갖는 폴리아미드 수지를 사용한 실시예는, 전단 접합 강도, He 누설성 및 내트래킹성 모두 우수하다.
수지로서 폴리페닐렌술피드 수지를 사용한 비교예 2-1, 2-2는, 전단 접합 강도와 He 누설성이 우수하지만, 도전성 부재로서 충분한 내트래킹성을 갖고 있다고는 할 수 없다.
수지로서 전지방족 폴리아미드를 사용한 비교예 2-3은, 내트래킹성이 우수하지만, 도전성 부재로서 충분한 전단 접합 강도와 He 누설성을 갖고 있다고는 할 수 없다.
Claims (22)
- 금속 부재와, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 수지 부재를 구비하고, 상기 금속 부재는, 크립톤 흡착법에 의해 측정되는 진표면적(㎡)을 기하학적 표면적(㎡)으로 제산해서 얻어지는 거칠기 지수가 4.0 이상인, 도전용 부재.
- 제1항에 있어서, 상기 금속 부재의 거칠기 지수가 10.0 이상인, 도전용 부재.
- 제1항 또는 제2항에 있어서, 상기 금속 부재의 거칠기 지수가 10.0 미만이고, 상기 수지 부재는 선팽창률이 50ppm/K 이하인 수지를 포함하는, 도전용 부재.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 수지 부재는 방향족기와 지방족기를 갖는 폴리아미드 수지를 포함하는, 도전용 부재.
- 제4항에 있어서, 상기 수지 부재는 산 변성 폴리올레핀을 더 포함하는, 도전용 부재.
- 제4항 또는 제5항에 있어서, 상기 폴리아미드 수지는 방향족기로서 p-페닐렌기를 포함하고, 지방족기로서 탄소 원자수 4 내지 20의 지방족기를 포함하는, 도전용 부재.
- 제4항 내지 제6항 중 어느 한 항에 있어서, 상기 폴리아미드 수지는 2종 이상의 방향족기를 포함하거나, 또는 2종 이상의 지방족기를 포함하는, 도전용 부재.
- 제4항 내지 제7항 중 어느 한 항에 있어서, 상기 폴리아미드 수지는 방향족기로서 m-페닐렌기를 포함하는, 도전용 부재.
- 제4항 내지 제8항 중 어느 한 항에 있어서, 상기 폴리아미드 수지는 지방족기로서 탄소 원자수 4 내지 20의 측쇄 알킬렌기를 포함하는, 도전용 부재.
- 제4항 내지 제9항 중 어느 한 항에 있어서, 상기 폴리아미드 수지는 방향족기의 합계 100몰% 중, p-페닐렌기가 40몰% 내지 100몰%이고, m-페닐렌기가 0몰% 내지 60%인, 도전용 부재.
- 제4항 내지 제10항 중 어느 한 항에 있어서, 상기 폴리아미드 수지는, 지방족기의 합계 100몰% 중, 탄소 원자수 4 내지 20의 측쇄 알킬렌기가 0몰% 내지 60몰%인, 도전용 부재.
- 제1항 내지 제11 중 어느 한 항에 있어서, 상기 금속 부재는 구리, 알루미늄, 구리 합금 및 알루미늄 합금에서 선택되는 적어도 1종의 금속을 포함하는, 도전용 부재.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 금속 부재는, 적어도 상기 수지 부재와 접합하고 있지 않은 부분에 도금층을 갖는, 도전용 부재.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 금속 부재는, 상기 수지 부재와 접합하고 있는 부분에 도금층을 갖지 않는, 도전용 부재.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 수지 부재는, 상기 금속 부재의 표면의 적어도 일부와 접합하고 있는 제1 수지 부재와, 상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 갖는, 도전용 부재.
- 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과,
상기 금속 부재의 조화 처리된 표면의 적어도 일부에 수지 부재를 형성하는 공정을 이 순으로 갖는 도전용 부재의 제조 방법. - 금속 부재의 표면의 적어도 일부를 조화 처리하는 공정과,
상기 금속 부재의 조화 처리된 표면의 적어도 일부에 제1 수지 부재를 형성하는 공정과,
상기 금속 부재와 상기 제1 수지 부재의 경계를 피복하는 제2 수지 부재를 형성하는 공정을 이 순으로 갖는, 도전용 부재의 제조 방법. - 제16항 또는 제17항에 있어서, 상기 금속 부재의 상기 수지 부재와 접합하고 있지 않은 부분의 적어도 일부에 도금층을 부여하는 공정을 더 갖는, 도전용 부재의 제조 방법.
- 제1항 내지 제15항 중 어느 한 항에 기재된 도전용 부재를 구비하는 전력 변환 장치.
- 제1항 내지 제15항 중 어느 한 항에 기재된 도전용 부재를 구비하는 모터.
- 제1항 내지 제15항 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 모듈.
- 제1항 내지 제15항 중 어느 한 항에 기재된 도전용 부재를 구비하는 이차 전지 팩.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2020-015523 | 2020-01-31 | ||
| JPJP-P-2020-015522 | 2020-01-31 | ||
| JP2020015522 | 2020-01-31 | ||
| JP2020015523 | 2020-01-31 | ||
| PCT/JP2021/003378 WO2021153778A1 (ja) | 2020-01-31 | 2021-01-29 | 導電用部材、導電用部材の製造方法、電力変換装置、モーター、二次電池モジュール及び二次電池パック |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220100940A true KR20220100940A (ko) | 2022-07-18 |
Family
ID=77078902
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227020134A Ceased KR20220100940A (ko) | 2020-01-31 | 2021-01-29 | 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230145824A1 (ko) |
| EP (1) | EP4099343A4 (ko) |
| JP (2) | JP7361802B2 (ko) |
| KR (1) | KR20220100940A (ko) |
| CN (1) | CN114762065A (ko) |
| MX (1) | MX2022009206A (ko) |
| WO (1) | WO2021153778A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023171729A1 (ja) * | 2022-03-08 | 2023-09-14 | 三井化学株式会社 | バスバーユニット、電気自動車用モーター及びバスバーの製造方法 |
| WO2024231333A1 (en) * | 2023-05-09 | 2024-11-14 | Bond-Laminates Gmbh | Insulation for busbars |
| WO2025205503A1 (ja) * | 2024-03-25 | 2025-10-02 | 三井化学株式会社 | ポリアミド樹脂組成物および金属樹脂複合体 |
| WO2025243349A1 (ja) * | 2024-05-20 | 2025-11-27 | Swcc株式会社 | バスバー |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007209101A (ja) | 2006-02-01 | 2007-08-16 | Nippon Densan Corp | ブスバーユニット、電動モータおよびブスバーユニットの製造方法 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10294024A (ja) * | 1997-04-18 | 1998-11-04 | Enomoto:Kk | 電気電子部品及びその製造方法 |
| US6319986B1 (en) * | 1998-07-02 | 2001-11-20 | Mitsui Chemicals | Semiaromatic polyamide resin composition |
| WO2000062312A1 (en) * | 1999-04-12 | 2000-10-19 | Toyota Jidosha Kabushiki Kaisha | Product with conducting parts made of highly conductive resin, and method of manufacture thereof |
| JP4863543B2 (ja) * | 2000-09-28 | 2012-01-25 | 京セラ株式会社 | 導体ペーストおよびそれを用いた配線基板の製造方法 |
| JP4541153B2 (ja) | 2002-12-16 | 2010-09-08 | コロナインターナショナル株式会社 | アルミニウム材と合成樹脂成形体の複合品の製造法及びその複合品 |
| JP4193587B2 (ja) | 2003-05-26 | 2008-12-10 | 宇部興産株式会社 | ポリアミド系エラストマー及びその製造方法 |
| JP4020957B2 (ja) | 2005-12-19 | 2007-12-12 | ヤマセ電気株式会社 | 異種材料との接合部を有する金属材料及びレーザーを用いてのその加工方法 |
| JP5124983B2 (ja) * | 2006-05-17 | 2013-01-23 | 住友電気工業株式会社 | 絶縁フィルム、およびそれを備えたフレキシブルフラットケーブル |
| JP4775127B2 (ja) * | 2006-06-14 | 2011-09-21 | 住友電気工業株式会社 | フラットケーブルの電気メッキ方法及びフラットケーブルの製造方法 |
| JP4927871B2 (ja) * | 2006-12-22 | 2012-05-09 | 大成プラス株式会社 | 金属と樹脂の複合体とその複合体の製造方法 |
| KR20080063159A (ko) * | 2006-12-28 | 2008-07-03 | 미쓰이 긴조꾸 고교 가부시키가이샤 | 가요성 프린트 배선 기판 및 반도체 장치 |
| JP5058593B2 (ja) | 2006-12-28 | 2012-10-24 | Ykk株式会社 | 金属と樹脂の複合体の製造方法 |
| CN101274495B (zh) * | 2007-03-30 | 2012-05-23 | 株式会社神户制钢所 | 导电性优异的树脂涂敷金属板 |
| JP5108891B2 (ja) | 2007-09-05 | 2012-12-26 | 大成プラス株式会社 | 金属樹脂複合体の製造方法 |
| US20100266827A1 (en) * | 2009-04-21 | 2010-10-21 | Toho Tenax Co., Ltd. | Carbon fiber and composite material using the same |
| JP5555146B2 (ja) * | 2010-12-01 | 2014-07-23 | 株式会社日立製作所 | 金属樹脂複合構造体及びその製造方法、並びにバスバ、モジュールケース及び樹脂製コネクタ部品 |
| EP2698356B1 (en) * | 2011-04-15 | 2018-06-06 | Asahi Glass Company, Limited | Anti-reflection glass substrate |
| JP5531326B2 (ja) * | 2011-07-15 | 2014-06-25 | メック株式会社 | アルミニウム−樹脂複合体の製造方法 |
| KR101366938B1 (ko) * | 2012-01-06 | 2014-02-25 | 삼성전기주식회사 | 에칭액 및 이를 이용한 인쇄 배선 기판의 제조방법 |
| JP2013251166A (ja) * | 2012-06-01 | 2013-12-12 | Auto Network Gijutsu Kenkyusho:Kk | ワイヤーハーネス及びその製造方法 |
| CN104736337B (zh) * | 2012-10-17 | 2017-03-08 | 住友电木株式会社 | 金属树脂复合体和金属树脂复合体的制造方法 |
| CA2888146A1 (en) * | 2012-10-17 | 2014-04-24 | Koji Koizumi | Metal resin composite body and manufacturing method of metal resin composite body |
| BR112015004532B1 (pt) | 2013-07-18 | 2021-12-28 | Mitsui Chemicals, Inc | Estrutura de compósito de resina metálica e membro de metal |
| JP5916678B2 (ja) * | 2013-10-03 | 2016-05-11 | 古河電気工業株式会社 | アルミニウム・樹脂複合体、アルミニウム絶縁電線及びフラットケーブル並びにそれらの製造方法 |
| JP6423365B2 (ja) * | 2013-12-20 | 2018-11-14 | 三井化学株式会社 | 半芳香族ポリアミド樹脂組成物およびその成型品 |
| JP6417738B2 (ja) * | 2014-01-17 | 2018-11-07 | 株式会社オートネットワーク技術研究所 | ワイヤーハーネス |
| JP6001232B1 (ja) * | 2015-04-21 | 2016-10-05 | 三井化学株式会社 | 金属/樹脂複合構造体の製造方法および表面粗化鉄鋼部材の製造方法 |
| JP2017039847A (ja) * | 2015-08-20 | 2017-02-23 | ユニチカ株式会社 | 半芳香族ポリアミドフィルム |
| CN106553360B (zh) * | 2015-09-25 | 2020-03-31 | 比亚迪股份有限公司 | 一种金属树脂复合体及其制备方法 |
| EP3389917B1 (en) * | 2015-12-17 | 2021-09-22 | SHPP Global Technologies B.V. | Methods of making plastic-metal junctions via laser |
| CN109195791A (zh) * | 2016-05-31 | 2019-01-11 | 三井化学株式会社 | 金属/树脂复合结构体、金属构件及金属构件的制造方法 |
| JP2018195490A (ja) * | 2017-05-18 | 2018-12-06 | 三菱自動車工業株式会社 | 導電性接続具の製造方法 |
| US11552356B2 (en) * | 2017-06-02 | 2023-01-10 | Sumitomo Electric Fine Polymer, Inc. | Electricity storage device member, method of manufacturing the same, and electricity storage device |
| US11701864B2 (en) * | 2017-10-27 | 2023-07-18 | Mitsui Chemicals, Inc. | Metal/resin composite structure and manufacturing method of metal/resin composite structure |
| JP7031377B2 (ja) * | 2018-03-05 | 2022-03-08 | 三菱マテリアル株式会社 | コイル |
-
2021
- 2021-01-29 US US17/795,743 patent/US20230145824A1/en not_active Abandoned
- 2021-01-29 KR KR1020227020134A patent/KR20220100940A/ko not_active Ceased
- 2021-01-29 MX MX2022009206A patent/MX2022009206A/es unknown
- 2021-01-29 CN CN202180007032.2A patent/CN114762065A/zh active Pending
- 2021-01-29 EP EP21747321.4A patent/EP4099343A4/en active Pending
- 2021-01-29 JP JP2021574720A patent/JP7361802B2/ja active Active
- 2021-01-29 WO PCT/JP2021/003378 patent/WO2021153778A1/ja not_active Ceased
-
2023
- 2023-07-26 JP JP2023121973A patent/JP2023155232A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007209101A (ja) | 2006-02-01 | 2007-08-16 | Nippon Densan Corp | ブスバーユニット、電動モータおよびブスバーユニットの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| MX2022009206A (es) | 2022-08-17 |
| EP4099343A1 (en) | 2022-12-07 |
| JP2023155232A (ja) | 2023-10-20 |
| JP7361802B2 (ja) | 2023-10-16 |
| EP4099343A4 (en) | 2024-02-28 |
| CN114762065A (zh) | 2022-07-15 |
| US20230145824A1 (en) | 2023-05-11 |
| WO2021153778A1 (ja) | 2021-08-05 |
| JPWO2021153778A1 (ko) | 2021-08-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20220100940A (ko) | 도전용 부재, 도전용 부재의 제조 방법, 전력 변환 장치, 모터, 이차 전지 모듈 및 이차 전지 팩 | |
| EP3342827B1 (en) | Thermoplastic resin composition and molded article produced therefrom | |
| US20090098325A1 (en) | Semi-aromatic polyamide resin | |
| KR20110139756A (ko) | 선택적으로 부분 금속 코팅을 갖는 플라스틱 물품 및 그의 제조 방법 | |
| WO2009067413A1 (en) | Use of polyamide compositions for making molded articles having improved adhesion, molded articles thereof and methods for adhering such materials | |
| KR102427436B1 (ko) | 하나 이상의 금속층 및 하나 이상의 폴리아미드층을 가지는 다층 구조체 | |
| US20200317867A1 (en) | Material for fused deposition modeling 3d printer and filament for fused deposition modeling 3d printer using the same | |
| KR20090020609A (ko) | 폴리에테르 폴리아미드 엘라스토머 | |
| KR20110110217A (ko) | 금속 도금을 위한 열가소성 기재의 컨디셔닝 및 에칭의 무크롬 방법 | |
| KR20020039369A (ko) | 수지 구조체 및 그 용도 | |
| CN105196652B (zh) | 一种金属‑树脂复合体及其制备方法 | |
| JP4209595B2 (ja) | 燃料用ホース | |
| JP2012513529A (ja) | 金属被覆用ポリマー組成物、それから作製した製品およびそのための方法 | |
| EP4298690A1 (en) | Polyamide composition and article made therefrom with improved mold shrinkage | |
| JPH10138372A (ja) | 多層燃料チューブ | |
| US12115754B2 (en) | Layered product | |
| CN113677740A (zh) | 聚酰胺和对应的聚合物组合物及制品 | |
| JP2021125295A (ja) | 導電用部材、導電用部材の製造方法、電力変換装置、モーター、二次電池モジュール及び二次電池パック | |
| JP6097202B2 (ja) | ポリアミド樹脂組成物 | |
| KR101893709B1 (ko) | 폴리아미드 수지 조성물 및 이를 포함하는 성형품 | |
| JP2025117200A (ja) | ポリアミド樹脂組成物および金属樹脂接合体 | |
| JP2025110185A (ja) | ポリアミド樹脂組成物および金属樹脂接合体 | |
| CN117397377A (zh) | 电磁波屏蔽构件和它们的制造方法 | |
| EP3389976B1 (en) | Process for plastic overmolding on a metal surface and plastic-metal hybrid part | |
| WO2024166844A1 (ja) | インサート成形用ポリアミド樹脂組成物、金属樹脂複合体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
Patent event date: 20220614 Patent event code: PA01051R01D Comment text: International Patent Application |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20240105 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20240920 Comment text: Decision to Refuse Application Patent event code: PE06012S01D |