KR20200088443A - 부직포, 및 이것을 표피재로서 이용한 복합 흡음재 - Google Patents
부직포, 및 이것을 표피재로서 이용한 복합 흡음재 Download PDFInfo
- Publication number
- KR20200088443A KR20200088443A KR1020207017818A KR20207017818A KR20200088443A KR 20200088443 A KR20200088443 A KR 20200088443A KR 1020207017818 A KR1020207017818 A KR 1020207017818A KR 20207017818 A KR20207017818 A KR 20207017818A KR 20200088443 A KR20200088443 A KR 20200088443A
- Authority
- KR
- South Korea
- Prior art keywords
- nonwoven fabric
- less
- fiber layer
- layer
- laminated
- Prior art date
Links
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 255
- 239000011358 absorbing material Substances 0.000 title claims abstract description 61
- 239000000463 material Substances 0.000 title claims abstract description 52
- 239000002131 composite material Substances 0.000 title claims abstract description 50
- 239000000835 fiber Substances 0.000 claims abstract description 307
- 229920001410 Microfiber Polymers 0.000 claims abstract description 138
- 229920000728 polyester Polymers 0.000 claims abstract description 43
- 229920005989 resin Polymers 0.000 claims abstract description 40
- 239000011347 resin Substances 0.000 claims abstract description 40
- 238000007906 compression Methods 0.000 claims abstract description 32
- 230000006835 compression Effects 0.000 claims abstract description 31
- 239000006260 foam Substances 0.000 claims abstract description 21
- 230000009477 glass transition Effects 0.000 claims abstract description 14
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 10
- -1 polyethylene terephthalate Polymers 0.000 claims description 75
- 238000002844 melting Methods 0.000 claims description 72
- 230000008018 melting Effects 0.000 claims description 60
- 238000010521 absorption reaction Methods 0.000 claims description 53
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 53
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 53
- 238000000034 method Methods 0.000 claims description 45
- 239000003658 microfiber Substances 0.000 claims description 17
- 239000000853 adhesive Substances 0.000 claims description 12
- 230000001070 adhesive effect Effects 0.000 claims description 12
- 238000010030 laminating Methods 0.000 claims description 9
- 229920000058 polyacrylate Polymers 0.000 claims description 8
- 239000002657 fibrous material Substances 0.000 claims description 4
- 238000000465 moulding Methods 0.000 abstract description 20
- 239000011148 porous material Substances 0.000 abstract description 13
- 238000009423 ventilation Methods 0.000 abstract description 5
- 239000010410 layer Substances 0.000 description 205
- 239000000306 component Substances 0.000 description 48
- 238000009987 spinning Methods 0.000 description 47
- 239000000155 melt Substances 0.000 description 45
- 239000000758 substrate Substances 0.000 description 44
- 230000000694 effects Effects 0.000 description 29
- 239000000243 solution Substances 0.000 description 23
- 238000010438 heat treatment Methods 0.000 description 20
- 238000003825 pressing Methods 0.000 description 19
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 16
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 16
- 229910052802 copper Inorganic materials 0.000 description 16
- 239000010949 copper Substances 0.000 description 16
- 239000012298 atmosphere Substances 0.000 description 15
- 230000000052 comparative effect Effects 0.000 description 14
- 229920001577 copolymer Polymers 0.000 description 14
- 230000035699 permeability Effects 0.000 description 14
- 229920001169 thermoplastic Polymers 0.000 description 13
- 239000004416 thermosoftening plastic Substances 0.000 description 13
- 230000000704 physical effect Effects 0.000 description 12
- 229920000877 Melamine resin Polymers 0.000 description 11
- 239000004640 Melamine resin Substances 0.000 description 11
- 239000004743 Polypropylene Substances 0.000 description 11
- 229920001155 polypropylene Polymers 0.000 description 11
- 238000011161 development Methods 0.000 description 10
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 10
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 10
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 9
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 9
- 229920002994 synthetic fiber Polymers 0.000 description 9
- 239000012209 synthetic fiber Substances 0.000 description 9
- 238000002425 crystallisation Methods 0.000 description 8
- 230000008025 crystallization Effects 0.000 description 8
- 238000002074 melt spinning Methods 0.000 description 8
- 238000007731 hot pressing Methods 0.000 description 7
- 239000012943 hotmelt Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- ISPYQTSUDJAMAB-UHFFFAOYSA-N 2-chlorophenol Chemical compound OC1=CC=CC=C1Cl ISPYQTSUDJAMAB-UHFFFAOYSA-N 0.000 description 6
- JVTAAEKCZFNVCJ-REOHCLBHSA-N L-lactic acid Chemical compound C[C@H](O)C(O)=O JVTAAEKCZFNVCJ-REOHCLBHSA-N 0.000 description 6
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 6
- 230000004927 fusion Effects 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 229920001707 polybutylene terephthalate Polymers 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 239000008358 core component Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- 229920001225 polyester resin Polymers 0.000 description 5
- 239000004645 polyester resin Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- 229930182843 D-Lactic acid Natural products 0.000 description 4
- JVTAAEKCZFNVCJ-UWTATZPHSA-N D-lactic acid Chemical compound C[C@@H](O)C(O)=O JVTAAEKCZFNVCJ-UWTATZPHSA-N 0.000 description 4
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 238000007664 blowing Methods 0.000 description 4
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 229940022769 d- lactic acid Drugs 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 239000000843 powder Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000037303 wrinkles Effects 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 239000001361 adipic acid Substances 0.000 description 3
- 235000011037 adipic acid Nutrition 0.000 description 3
- 125000003118 aryl group Chemical group 0.000 description 3
- BVKZGUZCCUSVTD-UHFFFAOYSA-N carbonic acid Chemical compound OC(O)=O BVKZGUZCCUSVTD-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 229920001903 high density polyethylene Polymers 0.000 description 3
- 239000004700 high-density polyethylene Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 238000004080 punching Methods 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 2
- UJTRCPVECIHPBG-UHFFFAOYSA-N 3-cyclohexylpyrrole-2,5-dione Chemical compound O=C1NC(=O)C(C2CCCCC2)=C1 UJTRCPVECIHPBG-UHFFFAOYSA-N 0.000 description 2
- MXVZVCCKUVRGQC-UHFFFAOYSA-N 3-hexylpyrrole-2,5-dione Chemical compound CCCCCCC1=CC(=O)NC1=O MXVZVCCKUVRGQC-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- 229920002292 Nylon 6 Polymers 0.000 description 2
- 229920002302 Nylon 6,6 Polymers 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 229920003232 aliphatic polyester Polymers 0.000 description 2
- 210000003484 anatomy Anatomy 0.000 description 2
- 238000003490 calendering Methods 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 238000004043 dyeing Methods 0.000 description 2
- 239000003063 flame retardant Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 229920002959 polymer blend Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920002215 polytrimethylene terephthalate Polymers 0.000 description 2
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229920005835 Basotect® TG Polymers 0.000 description 1
- 241000283690 Bos taurus Species 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- CDQSJQSWAWPGKG-UHFFFAOYSA-N butane-1,1-diol Chemical compound CCCC(O)O CDQSJQSWAWPGKG-UHFFFAOYSA-N 0.000 description 1
- 238000009960 carding Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000002224 dissection Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000012299 nitrogen atmosphere Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 230000010287 polarization Effects 0.000 description 1
- 229920001432 poly(L-lactide) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004631 polybutylene succinate Substances 0.000 description 1
- 229920002961 polybutylene succinate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H5/00—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length
- D04H5/06—Non woven fabrics formed of mixtures of relatively short fibres and yarns or like filamentary material of substantial length strengthened or consolidated by welding-together thermoplastic fibres, filaments, or yarns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/06—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a fibrous or filamentary layer mechanically connected, e.g. by needling to another layer, e.g. of fibres, of paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/08—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer the fibres or filaments of a layer being of different substances, e.g. conjugate fibres, mixture of different fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
- B32B5/20—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material foamed in situ
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/153—Mixed yarns or filaments
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/162—Selection of materials
- G10K11/168—Plural layers of different materials, e.g. sandwiches
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0246—Acrylic resin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0253—Polyolefin fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
- B32B2262/0284—Polyethylene terephthalate [PET] or polybutylene terephthalate [PBT]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/12—Conjugate fibres, e.g. core/sheath or side-by-side
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0228—Aromatic vinyl resin, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0242—Acrylic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0264—Polyester
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0285—Condensation resins of aldehydes, e.g. with phenols, ureas, melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/06—Open cell foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/42—Polarizing, birefringent, filtering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
- B32B2307/7163—Biodegradable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/72—Density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/744—Non-slip, anti-slip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/75—Printability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/009—Condensation or reaction polymers
- D04H3/011—Polyesters
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/016—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the fineness
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
- D04H3/147—Composite yarns or filaments
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
본 발명은 성형성이 좋으며, 얇고, 경량이며, 형태 안정성이 우수하면서도 성형 후에도 일정한 통기 범위로 제어할 수 있는, 복합 흡음재의 표피재로서 적합한 부직포 및 적층 부직포를 제공한다. 본 발명은, 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 폴리에스테르(A 성분) 97.0 중량% 이상 99.9 중량% 이하와 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분) 0.1 중량% 이상 3.0 중량% 이하를 함유하는 장섬유 및/또는 복굴절률 0.04 이상 0.07 이하의 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포, 및 상기 부직포의 적층 부직포, 및 상기 부직포 또는 적층 부직포와, 연속 기포 수지 발포체 또는 섬유 다공질재가 적층되어 있는 복합 흡음재를 제공한다.
Description
본 발명은 부직포에 관한 것이다. 상세하게는, 본 발명은 복합 흡음재의 표피재로서 이용하는 경우에, 기재의 흡음성을 효율적으로 높이고, 성형성이 좋으며, 얇고, 경량이며, 형태 안정성이 우수하고, 기재와의 접합성도 우수한 부직포, 및 이것을 표피재로서 이용한 복합 흡음재에 관한 것이다.
차량 등이 주행할 때에는, 차량에 탑재되는 엔진 및 구동계로부터의 소음이나 주행 중의 로드 노이즈, 바람을 가르는 소리 등의 여러 가지 소음이 발생한다. 이러한 소음이 탑승원에게 불쾌감을 주지 않도록, 엔진 후드, 대시 패널, 천장재, 도어 트림, 캡 플로어 등의 벽면에는, 소음 대책으로서 흡음재가 적용된다. 예컨대, 특허문헌 1에는, 흡음재로서는, 부직포, 수지 발포체 등의 다공질재를 포함하는 흡음재나, 이들의 흡음 기재에 통기성을 일정한 범위로 제어한 부직포, 수지막 등의 표피층을 적층 일체화한 적층 구조체가 제안되어 있다. 그러나, 표피층은, 자동차 부재마다의 복잡한 형상으로 하기 때문에, 성형성이 필요하며, 통기의 제어와 성형성을 양립하는 것이 요구된다.
이하의 특허문헌 2에는, 멜트 블로우 극세 섬유층과 합섬 장섬유층의 열압착에 의해 일체화된 적층 부직포를 포함하는 부직포 표면재와, 부피 밀도가 0.005∼0.15 g/㎤로 거친 구조를 갖는 합섬 섬유 부직포 이면재를 포함하는 흡음재가 제안되어 있으나, 부직포 표면재의 성형성에 대해서는 일절 기재되어 있지 않고, 또한 기재된 흡음재에서는, 표면재인 합성 섬유 부직포의 영향이 크고, 넓은 주파수의 소리를 흡수하는 것은 실현하고 있지 않다.
이하의 특허문헌 3에는, 멜트 블로우 극세 섬유층과 스펀 본드 부직포의 기포(基布)가 들어간 단섬유 부직포가 기계 교락법에 의해 적층 일체화된 성형성이 우수한 부직포가 제안되어 있으나, 기계 교락법으로 적층 일체화되어 있기 때문에, 자동차 부재로서의 공간 절약화의 관점에서는, 부직포의 두께가 두껍다고 하는 결점이 있다. 또한, 기계 교락법에 의해 발생한 구멍에 소리가 직진하여 침입하는 개소가 되기 때문에 흡음성이 나쁘다고 하는 결점, 섬유가 절단되어 부직포 강력이나 강직성이 저하되는 데다가 더스트의 원인을 발생시킨다고 하는 결점이 있다.
이하의 특허문헌 4에는, 열압착형 장섬유 부직포의 구성 섬유를 폴리에스테르에 비상용성인 폴리머를 배합하여 분자 배향을 저하시키고, 성형성을 향상시킨 부직포가 제안되어 있으나, 비교적 섬유 직경이 큰 스펀 본드 부직포만으로는, 통기성이 지나치게 높아, 기재의 흡음성을 높이는 효과가 불충분하다.
또한 특허문헌 5에는, 배향 결정을 억제한 열가소성 장섬유층을 상하층으로 하고, 평균 섬유 직경이 2 ㎛∼10 ㎛인 멜트 블로우법으로 제작한 열가소성 미세 섬유층을 중간층으로 하며, 각 층이 펠트 캘린더에 의해 열접착으로 일체화된 부직포로서, 상기 열접착이, 상기 열가소성 장섬유층의 섬유 표면끼리에서의, 및 상기 열가소성 장섬유층의 섬유 표면과 상기 열가소성 미세 섬유층의 섬유 표면에서의 점접착인 부직포가 제안되어 있다. 그러나, 이러한 적층 부직포는, 열성형성이 우수해도, 자동차 부재의 성형과 같이 고온하에서의 성형에서는 열수축량이 크기 때문에, 주름이 발생하기 쉽다고 하는 결점이 있다. 또한, 중간층의 열가소성 미세 섬유의 섬유 직경이 크기 때문에, 치밀성이 부족하고, 자동차용 복합 흡음재의 표피재로서는, 흡음성이 나쁘다고 하는 결점이 있다.
상기한 종래 기술을 감안하여, 본 발명이 해결하고자 하는 과제는, 성형성이 좋으며, 얇고, 경량이며, 형태 안정성이 우수하면서도 성형 후에도 일정한 통기 범위로 제어할 수 있는, 복합 흡음재의 표피재로서 적합한 부직포 및 적층 부직포를 제공하는 것이다.
본 발명자들은, 상기 과제를 해결하기 위해서 예의 검토하여 실험을 거듭한 결과, 폴리에스테르에 특정한 폴리머를 배합한 연속 장섬유층 및/또는 복굴절률을 특정 범위로 한 연속 장섬유층과 특정한 부피 밀도로 제어한 극세 섬유층을 적층하고, 열압착에 의해 일체화함으로써, 성형성과 통기성의 제어를 양립할 수 있다는 것을 발견하고, 본 발명을 완성하기에 이른 것이다.
즉, 본 발명은 이하와 같은 것이다.
[1] 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 폴리에스테르(A 성분) 97.0 중량% 이상 99.9 중량% 이하와, 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분) 0.1 중량% 이상 3.0 중량% 이하를 함유하는 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포.
[2] 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 복굴절률 0.04 이상 0.07 이하의 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포.
[3] 상기 A 성분이 폴리에틸렌테레프탈레이트이고, 또한 상기 B 성분이 폴리아크릴레이트계 수지인, 상기 [1] 또는 [2]에 기재된 부직포.
[4] 상기 부직포는, 타층의 융점보다 30℃ 이상 낮은 융점을 갖는 섬유를 포함하는 연속 장섬유층을 그 표면에 갖는, 상기 [1]∼[3] 중 어느 하나에 기재된 부직포.
[5] 상기 부직포의 단위 중량이 20 g/㎡ 이상 150 g/㎡ 이하이고, 또한 두께가 2 ㎜ 이하인, 상기 [1]∼[4] 중 어느 하나에 기재된 부직포.
[6] 열압착 면적률이 6% 이상 30% 이하인, 상기 [1]∼[5] 중 어느 하나에 기재된 부직포.
[7] 상기 극세 섬유층(M)과 상기 연속 장섬유층(S)이 모두 폴리에스테르계 섬유로 구성되는, 상기 [1]∼[6] 중 어느 하나에 기재된 부직포.
[8] 상기 [1]∼[7] 중 어느 하나에 기재된 부직포를 적층한 적층 부직포.
[9] 상기 극세 섬유층(M)을 2층 이상 포함하고, 상기 극세 섬유층(M) 각각의 사이에 상기 연속 장섬유층(S)이 1층 이상 배치되어 있으며, 또한 상기 극세 섬유층(M) 각각의 사이의 거리가 30 ㎛ 이상 200 ㎛ 이하인, 상기 [8]에 기재된 적층 부직포.
[10] 열압착에 의해 일체화된 SM형 또는 SMS형의 적층 구조를 갖는 부직포가 2장 이상 적층 일체화된 것인, 상기 [8] 또는 [9]에 기재된 적층 부직포.
[11] 상기 극세 섬유층(M)과 상기 연속 장섬유층(S) 사이 또는 상기 연속 장섬유층(S)끼리의 사이의 섬유끼리의 접착이 점접착인, 상기 [8]∼[10] 중 어느 하나에 기재된 적층 부직포.
[12] 흡음재의 표피재로서 이용하기 위한, 상기 [1]∼[7] 중 어느 하나에 기재된 부직포.
[13] 흡음재의 표피재로서 이용하기 위한, 상기 [8]∼[11] 중 어느 하나에 기재된 적층 부직포.
[14] 상기 [1]∼[7] 중 어느 하나에 기재된 부직포 또는 상기 [8]∼[11] 중 어느 하나에 기재된 적층 부직포와, 연속 기포 수지 발포체 또는 섬유 다공질재가 적층되어 있는 복합 흡음재.
[15] JIS A 1405에 준거하는 수직 입사의 측정법에 있어서 표피재측으로부터 입사하는 소리의 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 및 4000 ㎐에 있어서의 평균 흡음율(%)이, 상기 흡음 기재 단체(單體)의 것보다, 45% 이상 높은, 상기 [14]에 기재된 복합 흡음재.
본 발명에 따른 부직포는, 성형성이 좋으며, 얇고, 경량이며, 형태 안정성이 우수하면서도 성형 후에도 일정한 통기 범위로 제어할 수 있고, 복합 흡음재의 표피재로서 적합한 부직포이기 때문에, 특히 자동차용, 주택, 가전 제품, 건설 기계 등의 성형성 복합 흡음재의 표피재로서 적합하게 이용 가능하다.
이하, 본 발명의 실시형태에 대해 상세히 설명한다.
하나의 본 실시형태는, 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 폴리에스테르(A 성분) 97.0 중량% 이상 99.9 중량% 이하와, 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분) 0.1 중량% 이상 3.0 중량% 이하를 함유하는 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤인 것을 특징으로 하는 부직포이다.
또한, 다른 본 실시형태는, 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 적층 부직포로서, 상기 연속 장섬유층(S)이 복굴절률 0.04 이상 0.07 이하의 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포이다.
일 실시형태의 부직포, 및 다른 실시형태의 부직포를 적층하여 적층 부직포로 해도 좋다. 본원 실시형태의 부직포 또는 적층 부직포는, 흡음 표피재로서 사용할 수 있고, 연속 기포 수지 발포체 또는 섬유 다공질재인 기재와 조합할 수 있다.
본 명세서 중, 용어 「부직포」란, 제조 시에 방사로부터 일련(一連)으로 부직포화한 것을 말하고, 예로서, SM, SMS, SMM, SMMS, SMSMS, SMSSMS 등을 들 수 있다. 또한, 「적층 부직포」란, 상기 「부직포」를 더욱 중첩시켜 일체화된 부직포를 말하고, 예컨대 SMMS, SMSM, SMSMS, SMSSMS, SMMSMS 등을 들 수 있다.
또한, 본 명세서 중, 상기 「부직포」 또는 「적층 부직포」를 총칭하여, 「표피재」 「표면재」 「면재」라고도 한다.
본 실시형태의 부직포에서는, 극소량의 통기성을 갖고, 섬유 구조적으로는 작은 섬유 공극을 갖는 치밀한 구조가 존재하여, 진입하는 소리의 파장이 세공(細孔) 중의 마찰 저항으로 작아져서, 소리가 섬유 공극에 진입하기 때문에, 이것을 기재와 조합한 경우에, 흡음재의 흡음성이 비약적으로 향상되고 있다. 본 실시형태의 복합 흡음재에 이용하는 부직포는, 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하, 부피 밀도 0.35 g/㎤ 이상 0.70 g/㎤ 이하의 극세 섬유층(M)을 적어도 1층 포함하기 때문에, 소리의 진동 에너지를 극세 섬유와의 마찰에 의해 열에너지로 변환하고, 이것을 기재와 조합한 경우에, 흡음재의 흡음성이 향상되는 효과를 발휘할 수 있다.
본 실시형태의 부직포에서는, 단체로는 취급성이 나쁘고, 성형 시에 깨짐이 발생하는 것과 같은 성형성이 부족한 극세 섬유층(M)을 섬유의 분자 배향을 저하시킨 연속 장섬유층(S)과 적층하여 열압착에 의해 일체화함으로써, 극세 섬유층의 성형성이 향상되고 있다. 연속 장섬유층이 기둥의 역할을 수행하여, 연신 시, 극세 섬유층에 극단적인 응력이 가해지는 일이 없기 때문에, 극세 섬유층을 균일하게 연신할 수 있다.
본 실시형태의 부직포에서는, 극세 섬유층의 제작 공정에서, 특정 조건의 가열 공기로 포집면에 분사함으로써, 극세 섬유층의 자기 접착성을 억제하고, 이에 의해 연신 시, 극세 섬유 사이에서 풀리기 쉬워짐으로써, 극세 섬유층의 성형성이 더욱 향상되고 있다.
본 실시형태의 부직포의 연속 장섬유층(S)은, 구성하는 섬유의 배향 결정성이 낮고, 연신성, 열연신성이 높다. 연속 장섬유의 저배향, 저결정은, 방사 속도를 낮게 하는 것, 폴리머 블렌드 등에 의해 달성할 수 있다. 연속 장섬유의 배향 결정성은, 복굴절률로 측정할 수 있고, 저복굴절률이면, 연신성, 열연신성을 얻기 쉽다.
연속 장섬유층(S)의 복굴절률 Δn은, 0.015 이상 0.07 이하이고, 보다 바람직하게는 0.04 이상 0.07 이하, 더욱 바람직하게는 0.04 이상 0.06 이하, 가장 바람직하게는 0.04 이상 0.05 이하이다. 복굴절률 Δn이 범위 내이면, 섬유의 배향이 적당하고, 고신도의 섬유가 얻어져 충분한 열량으로 캘린더 가공을 실시할 수 있고, 부분 열압착 시에 충분한 열량을 부여할 수 있으며, 열수축하기 어렵고, 내열성이 우수한, 연속 장섬유층이 얻어진다. 또한, 복굴절률 Δn이 범위 내이면, 섬유의 신도가 충분해지고, 충분한 성형성이 얻어진다.
연속 장섬유층(S)의 방사 방법은, 기지의 스펀 본드법을 적용하는 것이 바람직하다. 마찰 대전이나 코로나 대전 등에 의해 사조(絲條)를 균일하게 분산시키는 조건하에서 제작하는 것이 바람직하다. 이러한 조건을 이용하면, 미결합 상태의 웹을 생성하기 쉽고, 또한 경제성이 우수하다. 또한, 연속 장섬유층의 웹은 단층이어도 복수를 겹친 층이어도 좋다.
연속 장섬유층(S)을 구성하는 폴리에스테르계 수지로서는, 열가소성 폴리에스테르이며, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리트리메틸렌테레프탈레이트를 대표예로서 들 수 있다. 또한, 열가소성 폴리에스테르는, 에스테르를 형성하는 산성분으로서 이소프탈산이나 프탈산 등이 중합 또는 공중합된 폴리에스테르여도 좋다.
복합 흡음재의 기재와 접하는 (적층) 부직포의 연속 장섬유층(S)은, 타층의 융점보다 30℃ 이상 낮은 융점을 갖는 섬유를 포함해도 좋다. 즉, 부직포 표피재와 기재의 접착성을 양호하게 유지하기 위해서, 기재와 접촉하는 층을 저융점의 섬유 구성으로 할 수도 있다. 저융점의 섬유로서는, 예컨대 폴리에틸렌테레프탈레이트에, 프탈산, 이소프탈산, 세바신산, 아디프산, 디에틸렌글리콜, 1,4-부탄디올의 1종 또는 2종 이상의 화합물을 공중합한 방향족 폴리에스테르 공중합체, 지방족 에스테르 등의 폴리에스테르계 섬유 등을 들 수 있다. 이들 섬유는, 단독이어도 좋고, 2종 이상 복합 혼섬해도 좋으며, 또한 저융점 섬유와 고융점 섬유를 복합 혼섬해도 좋다. 또한, 저융점 성분을 시스부에 갖는, 시스 코어 구조의 복합 섬유를 이용해도 좋다. 시스 코어 구조의 복합 섬유로서는, 예컨대 코어가 고융점 성분인 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 공중합 폴리에스테르, 시스가 저융점 성분인 공중합 폴리에스테르, 지방족 에스테르 등을 들 수 있다.
복굴절률을 범위 내로 하는 방법으로서, 폴리머 블렌드를 이용할 수 있다. 연속 장섬유층은, 폴리에스테르(A 성분) 97.0 중량% 이상 99.9 중량% 이하와, 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분) 0.1 중량% 이상 3.0 중량% 이하를 함유하는 폴리에스테르계 장섬유로 구성되는 것일 수 있다.
폴리에스테르(A 성분)로서는, 열가소성 폴리에스테르이며, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리트리메틸렌테레프탈레이트를 대표예로서 들 수 있다. 또한, 열가소성 폴리에스테르는, 에스테르를 형성하는 산성분으로서 이소프탈산이나 프탈산 등이 중합 또는 공중합된 폴리에스테르여도 좋다.
유리 전이점 온도가 114℃ 이상 160℃ 이하인 열가소성 수지(B 성분)는, 바람직하게는, 폴리아크릴레이트계 수지에서 선택되는 적어도 1종이다.
폴리아크릴레이트계 수지이면, 극소량의 첨가량에 의해 배향 결정화 억제 효과를 기대할 수 있기 때문에, 방사 시의 발연에 의한 연신 장치의 오염을 방지할 수 있다. 폴리에스테르(A 성분)에 대한 첨가량이 극소량이면, 용융 혼련 시에 실 중의 폴리아크릴레이트계 수지의 분산이 균일해지고, 부직포를 연신했을 때에, 연신 불균일을 억제할 수 있는 효과가 얻어지며, 성형 후의 흡음 기재의 국부적인 노출을 억제할 수 있다.
폴리아크릴레이트계 수지로서는, 폴리메틸메타아크릴레이트, 메타아크릴산·아크릴산 2원 공중합체, 스티렌·메타아크릴산메틸·무수 말레산 공중합체, 스티렌·메타아크릴산·시클로헥실말레이미드 공중합체 등을 들 수 있다. 보다 소량의 첨가량으로 배향 결정화 억제 효과를 발휘하기 위해서, 메타아크릴산·아크릴산 2원 공중합체, 스티렌·메타아크릴산·시클로헥실말레이미드 공중합체, 스티렌·메타아크릴산메틸·무수 말레산 공중합체가 바람직하다.
폴리에스테르계 장섬유의 주요 성분인 폴리에스테르(A 성분)에 대한 유리 전이점 온도 114℃∼160℃의 열가소성 수지(B 성분)의 첨가량은, 방사성이나 얻어지는 부직포의 파단 신도의 면에서 0.1 중량% 이상 3.0 중량% 이하가 바람직하고, 보다 바람직하게는 0.25 중량% 이상 2.5 중량% 이하, 더욱 바람직하게는 0.5 중량% 이상 2.0 중량% 이하이다. 폴리아크릴레이트계 수지의 첨가량이 범위 내이면, 고신도화된 섬유는 얻어지기 쉽고, 방사 중에 실 절단이 다발(多發)하기 어려우며, 안정적으로 연속된 섬유가 얻어져 생산성이 향상되고, 방사 시의 발연에 의한 연신 장치의 오염이나, 실의 폴리아크릴레이트계 수지의 분산이 조장되기 어려우며, 연신 불균일에 의한 성형 후의 흡음 기재의 국부적인 노출이 발생하기 어렵다.
폴리에스테르(A 성분)와 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분)란, A 성분이 해부(海部)를 형성하고, B 성분이 도부(島部)를 형성하는 해도(海島) 구조를 형성하는 것이 바람직하다. 특정한 이론에 속박되는 것을 바라지 않으나, 이것은, A 성분보다 먼저 B 성분이 용융 상태로부터 유리 상태로 전이하여 연신이 종료됨으로써, 해부를 형성하는 A 성분의 연신 및 배향 결정화가 저해되는 것에 의한 것으로 추정된다. 그러므로, 해부의 배향 결정화는 억제되고, 저결정성인 채로 연신이 종료되어, 고신도의 섬유가 얻어진다. 그 때문에, B 성분의 유리 전이점 온도는, A 성분의 유리 전이점 온도보다 높은 것이 필요하다. 또한, B 성분의 유리 전이점 온도가 160℃ 이하인 경우, 실 절단이 다발하기 어려워 바람직하다. PET의 유리 전이점 온도 70℃ 이상 80℃를 감안하면, B 성분의 유리 전이 온도는, 114℃ 이상 160℃ 이하이고, 바람직하게는 120℃ 이상 130℃ 이하일 수 있다.
B 성분을 첨가하는 경우, 연속 장섬유층(S)을 얻을 때에 방사 속도는, 3000 m/min 이상 8000 m/min 이하가 좋고, 바람직하게는 4000 m/min 이상 6000 m/min 이하이다. 고방속(高紡速) 쪽이 B 성분의 첨가에 의한 고신도화 효과가 커지는 경향이 있다. 3000 m/min 이상이면, 배향 결정화를 억제할 수 있고, 충분한 부직포의 파단 신도 상승 효과가 얻어지며, 또한 충분한 기계적 물성을 얻을 수 있다. 한편, 8000 m/min 이하이면, 고신도의 섬유가 얻어지고, 방사 중의 실 절단을 억지(抑止)할 수 있으며, 부직포의 생산성을 향상시킬 수 있다.
복굴절률을 범위 내로 하는 방법으로서, 방속을 컨트롤하는 방법이 있다. B 성분을 첨가하지 않는 경우, 연속 장섬유층(S)을 얻을 때에 방사 속도는, 3000 m/min 이상 4000 m/min 이하가 바람직하고, 보다 바람직하게는 3200 m/min 이상 3700 m/min 이하이다. 방속이 범위 내이면, 배향 결정화 억제 효과가 얻어지고, 부직포의 파단 신도 상승 효과가 크며, 고신도의 섬유가 얻기 쉽고, 기계적 물성이 불충분해지기 어렵다.
연속 장섬유층(S)을 구성하는 장섬유의 평균 섬유 직경은 10.0 ㎛ 이상 30.0 ㎛ 이하이고, 바람직하게는 12.0 ㎛ 이상 30.0 ㎛ 이하, 보다 바람직하게는 12.0 ㎛ 이상 20.0 ㎛ 이하, 더욱 바람직하게는 13.0 ㎛ 이상 20.0 ㎛ 이하, 가장 바람직하게는 13.0 ㎛ 이상 18.0 ㎛ 이하이다. 방사 안정성의 관점에서 10.0 ㎛ 이상이고, 한편, 강력이나 내열성의 관점에서 30 ㎛ 이하이다. 장섬유의 평균 섬유 직경이 범위 내인 경우, 섬유의 결정성이 지나치게 높지 않고, 결정 부분이 적어져 섬유의 신도가 향상되며, 성형성이 좋아지기 쉽고, 부분 열압착 시에 열수축이 발생하기 어려우며, 섬유가 열압착롤의 열에 의해 융해되어 롤에 달라붙기 어렵기 때문에, 부직포의 생산성도 좋아진다. 또한, 융해에 의한 롤 달라붙음이 발생하기 어렵고, 커버링성도 향상되며, 부직포 강도도 향상되고, 방사 안정성도 양호해진다.
본 실시형태의 부직포는, 극세 섬유층(M)을 적어도 1층 포함하는 것이 필요하다. 왜냐하면, 극세 섬유층이 없으면, 작은 섬유 공극을 갖는 치밀한 구조로 할 수 없어, 진입하는 소리의 파장이 세공 중의 마찰 저항으로 작아짐으로써의 흡음 특성의 컨트롤을 할 수 없어지기 때문이다.
극세 섬유층(M)은, 비교적 생산 비용이 낮은, 멜트 블로우법에 의해 제작하는 것이 바람직하다. 극세 섬유층(M)의 평균 섬유 직경은 0.3 ㎛ 이상 7 ㎛ 이하, 바람직하게는 0.4 ㎛ 이상 5 ㎛ 이하, 보다 바람직하게는 0.6 ㎛ 이상 2 ㎛ 이하이다. 멜트 블로우법으로 0.3 ㎛ 미만의 섬유 직경으로 방사하기 위해서는 가혹한 조건이 필요해지고, 안정된 섬유가 얻어지지 않는다. 한편, 섬유 직경이 7 ㎛를 초과하면 연속 장섬유의 섬유 직경에 가까워져, 연속 장섬유층(S)의 간극에 미세 섬유로서 들어가 상기 간극을 메우는 작용이 얻어지지 않아, 치밀한 구조가 얻어지지 않는다.
흡음재로서 이용되는, 비교적 밀도가 작고, 공극이 많은 다공질재와의 복합에 있어서는, 음원측에 배치되는 부직포 표피재는 보다 치밀한 것이 요구되지만, 지나친 전면(全面) 열압착 등으로 밀도를 올림으로써 치밀하게 하는 것과 같은 수법에서는, 열융착에 의해 섬유의 표면적이 저하되어, 소리와 섬유의 마찰에 의한 열에너지 변환이 저하된다. 그러므로, 지나친 전면 열압착 등으로 밀도를 올리는 것보다, 보다 가는 섬유로 함으로써 치밀화를 행하는 것이 바람직하다.
극세 섬유층(M)의 단위 중량은, 저단위 중량으로 충분한 흡음성을 얻는 점에서, 1 g/㎡ 이상 40 g/㎡, 바람직하게는 2 g/㎡ 이상 25 g/㎡ 이하, 보다 바람직하게는 3 g/㎡ 이상 20 g/㎡ 이하이다.
극세 섬유층(M)의 소재로서는, 바람직하게는, 용융 방사법으로 섬유화할 수 있는 열가소성 합성 수지가 이용된다. 열가소성 합성 수지로서는, 예컨대 폴리프로필렌, 공중합 폴리프로필렌, 폴리에틸렌테레프탈레이트(PET), 폴리부틸렌테레프탈레이트, 폴리에틸렌테레프탈레이트에 프탈산, 이소프탈산, 세바신산, 아디프산, 디에틸렌글리콜, 1,4-부탄디올의 1종 또는 2종 이상의 화합물을 공중합한 방향족 폴리에스테르 공중합체, 폴리 D-젖산, 폴리 L-젖산, D-젖산과 L-젖산과의 공중합체, D-젖산과 히드록시카르복실산과의 공중합체, L-젖산과 히드록시카르복실산과의 공중합체, D-젖산과 L-젖산과 히드록시카르복실산과의 공중합체, 이들의 블렌드체를 포함하는 생분해성의 지방족 폴리에스테르 등의 폴리에스테르, 공중합 폴리아미드, 폴리페닐렌설파이드 등을 들 수 있다. 열가소성 합성 수지로서는, 특히 내열성, 내수성 등이 우수한 폴리에스테르, 폴리페닐렌설파이드가 바람직하게 이용된다.
PET 또는 그 공중합체의 경우에는, 극세 섬유의 용액 점도(ηsp/c)는 0.2 이상 0.8 이하가 바람직하고, 보다 바람직하게는 0.2 이상 0.6 이하이다. 또한, PET의 멜트 블로우 극세 섬유에서는, 다른 합섬에 비교하여 결정화가 느리고, 저결정의 유동성이 있는 상태로 연속 장섬유층의 간극에 침입할 수 있기 때문에 연속 장섬유층의 섬유 간극을 메워 치밀한 구조를 얻을 수 있다.
부직포의 연속 장섬유층(S) 및 극세 섬유층(M)의 섬유 단면의 형상은, 특별히 제한되지 않으나, 강도의 관점에서는, 둥근 단면이 바람직하고, 섬유의 표면적의 증가, 미세 공극의 형성의 관점에서는, 편평사 등의 이형 단면사가 바람직하다.
본 실시형태의 부직포는, 극세 섬유층(M)을 적어도 1층 포함하고, 연속 장섬유층(S)을 적어도 1층을 포함하며, 이에 의해, 구성하는 섬유, 각 층이 연신성을 가질 수 있다. 극세 섬유층(M)과 연속 장섬유층(S)의 SM형 또는 SMS형 등의 적층 구조가 바람직하다. 균일성의 관점에서는, SMM층 또는 SMMS층과 같이 극세 섬유층이 복수 층 적층되어 있어도 좋다. 일반적으로, 가는 섬유는 강성이 없고, 연신해도 끊어지기 쉬우며, 극세 섬유층을 제작할 때, 실의 불어 날림 방지 등의 방사성, 강도나 취급성을 좋게 하기 위해서, 자기 접착성을 높이는 것이 행해져서, 섬유 사이의 구속이 강해져 자유도가 낮고, 신장되기 어렵다. 본원 실시형태에서는, 연속 장섬유층이 기둥의 역할을 수행하여, 연신 시, 극세 섬유층에 극단적인 응력이 가해지기 어렵고, 극세 섬유층을 균일하게 연신할 수 있어, 부직포 전체로서 연신성을 발현할 수 있다.
본 실시형태의 부직포의 극세 섬유는, 멜트 블로우법으로 가열 공기의 불어 날림에 의해 세섬화(細纖化)하고, 뒤쪽으로부터 흡인하고 있는 컨베이어 네트 상, 또는 연속 장섬유층 상의 포집면에, 고온에서 분사해서 섬유 사이의 융착에 의한 자기 접착을 이용하여 시트화된다. 그 때문에, 세섬화를 행하면, 섬유 사이의 융착에 의한 자기 접착이 강해짐으로써, 필름 같이 되어 성형 시에 연신될 때, 극세 섬유층이 풀리지 않고 균열되어 버리는 현상을 발생시켜 버린다. 그러나, 본 발명자들은, 검토 결과, 멜트 블로우 노즐과 포집면과의 거리를 소정의 거리로 함으로써, 세섬유화(細纖維化)해도 융착에 의한 자기 접착의 정도를 제어할 수 있다는 것을 발견하였다.
자기 융착성의 지표로서, 열압착에 의해 일체화된 적층 부직포 중의 극세 섬유층의 부피 밀도를 이용할 수 있다. 비압착부에 대해 주사형 전자 현미경(SEM)에 의한 단면 사진으로부터 화상 해석에 의해 직접적으로 극세 섬유층의 두께를 측정하고, 극세 섬유층의 평균 단위 중량과 극세 섬유층의 두께로부터, 부피 밀도를 산출할 수 있다. 극세 섬유층 단체로 단위 중량을 계산할 수 없는 경우에는, 부직포의 X선 CT 화상을 찍고, X선 CT 화상으로부터, 관찰 범위의 면적, 극세 섬유층이 차지하는 체적과 수지 밀도, 두께로부터, 부피 밀도를 계산할 수 있다. 부직포의 X선 CT 화상은, 고분해능 3DX선 현미경 nano3DX(리가쿠 제조)로 촬영할 수 있다. 극세 섬유층(M)의 부피 밀도는, 0.35 g/㎤ 이상 0.70 g/㎤ 이하이고, 바람직하게는 0.40 g/㎤ 이상 0.65 g/㎤ 이하, 보다 바람직하게는 0.4 g/㎤ 이상 0.6 g/㎤ 이하이다. 0.7 g/㎤ 이하이면, 필름 같이 되기 어려워, 성형 시에 연신될 때, 극세 섬유층이 풀리지 않고 균열되어 버리는 현상을 발생시키기 어렵다. 한편, 0.35 g/㎤ 이상이면, 융착에 의한 자기 접착이 지나치게 약하지 않아 적층 공정 등에서의 취급이 곤란해지기 어렵다.
여기서, 극세 섬유층(M)의 부피 밀도는, 일반적으로 부직포 전체의 단위 중량, 실량 등으로부터 예상되는 겉보기 밀도와는 상이하다. 극세 섬유층(M)은, 섬유 사이의 자기 접착의 정도를 제어한 것이며, 단순히, 부직포 구성, 소재로부터 계산하는 것이 아니라, 실제로, 직접적으로 극세 섬유층의 두께를 측정하여, 얻어지는 것이다. 그 때문에, 극세 섬유층(M)의 부피 밀도는, 단순히, 예컨대 SMS 부직포의 전체 단위 중량, 두께, 겉보기 밀도 등으로부터 예상되는 것이 아니다.
극세 섬유층(M)의 부피 밀도를 0.35 g/㎤ 이상 0.70 g/㎤ 이하로 하기 위해서, 멜트 블로우 노즐과 포집면과의 거리를 조절할 수 있다. 멜트 블로우 노즐과 포집면과의 거리는, 가열 공기의 온도, 유량 등의 조건이나, 극세 섬유층의 단위 중량, 반송 속도 등의 조건에 따라 적절히 선택되어야 하는 것이며, 일률적으로는 정해지지 않으나, 100 ㎜ 이상 200 ㎜ 이하의 거리가 바람직하고, 보다 바람직하게는 110 ㎜ 이상 180 ㎜ 이하, 더욱 바람직하게는 120 ㎜ 이상 150 ㎜ 이하이다. 멜트 블로우 노즐과 포집면과의 거리가 100 ㎜ 이상이면, 가열 공기의 온도, 유량을 높게 해도 극세 섬유의 필름화가 발생하기 어렵고, 성형 시에 연신될 때, 극세 섬유층이 풀리지 않고 균열이 발생하기 어렵다. 200 ㎜ 이하이면, 공기 중에서의 섬유 사이의 뒤얽힘이 발생하기 어려워, 불균일이 발생하기 어려워지고, 융착에 의한 자기 접착이 지나치게 약하지 않아 적층 공정 등에서의 취급이 양호해진다.
본 실시형태의 부직포를 구성하는 부직포 각 층은, 열압착으로 일체화된다. 예컨대, 공지의 엠보스 롤과 평활 롤 사이, 또는 평활 롤과 평활 롤 사이에서 가열, 압착하여 접합하는 것이 바람직하다. 부직포 전체 면적에 대해 6% 이상 30% 이하의 범위의 열압착부 면적률로 열압착이 행해지는 것이 바람직하고, 보다 바람직하게는 7% 이상 25% 이하이다. 열압착 면적률이 6% 이상이면, 보풀 일어남이 적고, 30% 이하이면 부직포가 페이퍼 같이 되기 어렵고, 파단 신도, 인열 강력 등의 기계적 물성이 저하되기 어렵다. 열압착부 면적률이 이 범위 내이면, 양호한 섬유 상호 간의 열압착 처리를 실시할 수 있고, 얻어지는 부직포를, 적당한 기계적 강도, 강성, 치수 안정성을 갖는 것으로 할 수 있다.
열압착부의 형상에 대해서는, 특별히 한정되지 않으나, 바람직하게는 발(織目) 무늬, 아이엘 무늬, 핀 포인트 무늬, 다이아 무늬, 사각 무늬, 귀갑(龜甲) 무늬, 타원 무늬, 격자 무늬, 물방울 무늬, 둥근 무늬 등을 예시할 수 있다.
열압착에 의해 부직포에 전사되는 열압착부 사이의 거리는, 부직포의 MD 방향(기계 방향)과 그 방향과 직각의 CD 방향(폭 방향)의 어느 쪽에 있어서도, 0.6 ㎜ 이상 4 ㎜ 이하의 범위가 바람직하고, 보다 바람직하게는 0.8 ㎜ 이상 3.5 ㎜ 이하, 더욱 바람직하게는 1 ㎜ 이상 3 ㎜ 이하이다. 열압착부 사이의 거리가 범위 내인 경우, 부직포의 과도한 강성 향상을 억제할 수 있고, 압착되어 있지 않은 자유도가 높은 실이 압착부로부터 떨어져 보풀이 일어나는 현상을 충분히 억제할 수 있다. 열압착부 사이의 거리가 지나치게 좁지 않은 경우, 보풀 일어남을 방지하면서, 강성이 지나치게 높아지지 않고, 가열 프레스에 의한 성형 가공 시에 어긋남 등이 커지기 어려우며, 성형 가공성이 좋다. 열압착부 사이 거리가 지나치게 넓지 않은 경우, 부직포의 강성이 지나치게 낮아지지 않고, 성형 가공성이 좋으며, 보풀이 일어나기 어려워진다.
열압착의 온도는, 공급되는 웹의 단위 중량, 속도 등의 조건에 따라 적절히 선택되어야 하는 것이며, 일률적으로는 정해지지 않으나, 장섬유를 구성하는 수지의 융점보다 30℃ 이상 90℃ 이하 낮은 온도인 것이 바람직하고, 보다 바람직하게는 40℃ 이상 70℃ 이하 낮은 온도이다. 또한, 엠보스 롤면에 접하는 수지종과 플랫 롤면에 접하는 수지종이 동일한 경우, 엠보스 롤과 플랫 롤의 온도차는, 10℃ 미만인 것이 바람직하고, 보다 바람직하게는 5℃ 미만, 더욱 바람직하게는 3℃ 미만이다. 엠보스 롤면에 접하는 수지종과 플랫 롤면에 접하는 수지종의 융점이 상이한 경우, 방속, 실의 배향 결정성이 상이한 경우에는 이것에 한하지 않는다. 엠보스 롤과 플랫 롤의 온도차가 범위 내인 경우, 롤 온도가 낮은 측의 보풀도 일어나기 어려워지고, 성형에 의해 보풀 일어남도 억제할 수 있으며, 성형 시의 연신 시, 보풀 일어남에 의해 열압착부로부터 실이 떨어지기 어려워지고, 실이 떨어진 부분에 응력 집중되기 어려워져 연신 불균일을 억제할 수 있으며, 흡음 기재의 노출을 억제할 수 있다. 또한, 온도의 차가 과도하게 크지 않은 경우, 한쪽 면측의 열량 부족에 의한 내열성 부족이 되기 어렵다. 한편, 롤 온도의 차를 둔 경우에는, 연신 시의 응력을 낮출 수 있고, 성형성이 향상된다.
열압착의 압력도, 공급되는 웹의 단위 중량, 속도 등의 조건에 따라 적절히 선택되어야 하는 것이며, 일률적으로는 정해지지 않으나, 10 N/㎜ 이상 100 N/㎜ 이하인 것이 바람직하고, 보다 바람직하게는 30 N/㎜ 이상 70 N/㎜ 이하이며, 이 범위 내이면, 양호한 섬유 상호 간의 열압착 처리를 행할 수 있고, 얻어지는 부직포를 적당한 기계적 강도, 강성, 치수 안정성을 갖는 것으로 할 수 있다.
본 실시형태의 장섬유 부직포의 적어도 1면의 보풀 등급은, 3급 이상인 것이 바람직하고, 보다 바람직하게는 3.5급 이상이다. 3급 이상이면, 성형 공정에서의 취급에 충분히 견딜 수 있는 것이고, 성형 후의 엠보스 마크의 손실, 보풀 일어남을 억제할 수 있다.
또한, 엠보스 롤면과 플랫 롤면의 보풀 등급차는 0.5급 미만인 것이 바람직하고, 보다 바람직하게는 0.3급 미만이다. 보풀 등급차가 0.5급을 초과하지 않으면, 성형 시의 연신 시, 보풀 등급이 낮은 면의 보풀 일어남에 의해 열압착부로부터 실이 떨어져 있는 개소에서, 응력 집중되기 쉬워 연신 불균일을 유발하기 어렵고, 흡음 기재의 노출을 억제하기 쉽다. 단, 연신 불균일을 고려하지 않는 경우에는 이것에 한하지 않는다.
본 실시형태의 부직포의 단위 중량은 20 g/㎡ 이상 150 g/㎡ 이하가 바람직하고, 보다 바람직하게는 25 g/㎡ 이상 150 g/㎡ 이하, 더욱 바람직하게는 30 g/㎡ 이상 100 g/㎡ 이하이다. 단위 중량이 20 g/㎡ 이상이면, 부직포의 균일성 및 치밀성이 향상되고, 작은 공극이 얻어진다. 한편, 단위 중량이 150 g/㎡ 이하이면, 작은 공극의 치밀 구조가 얻어지고, 강성이 높아지기 어려우며, 성형성이 좋으며, 취급성이 향상되며, 또한 저비용이 된다.
본 실시형태의 부직포의 두께는, 2 ㎜ 이하가 바람직하고, 보다 바람직하게는, 0.1 ㎜ 이상 2.0 ㎜ 이하, 더욱 바람직하게는 0.2 ㎜ 이상 1.8 ㎜ 이하, 가장 바람직하게는 0.3 ㎜ 이상 1.5 ㎜ 이하이다. 부직포의 두께가 범위 내이면, 열압착이 충분하고, 자유도가 높은 실이 압착부로부터 떨어져 보풀이 일어나는 현상이 발생하기 어려우며, 자동차 부재로서의 공간 절약화의 관점에서도 바람직하고, 덧붙여, 강성이 적당한 정도가 되며, 부직포 적층 시에 주름이 발생하기 어려워 취급성이 좋고, 흡음재를 여러 가지 형상으로 가공할 때에 굴곡성이 충분해져 가공성이 향상되며, 또한 부직포가 지나치게 찌부러지지 않고, 연속 장섬유층이 갖는 공기층을 충분히 확보할 수 있으며, 높은 흡음 성능을 얻기 쉽다.
본 실시형태의 부직포의 겉보기 밀도는, 0.1 g/㎤ 이상 0.7 g/㎤ 이하인 것이 바람직하고, 보다 바람직하게는 0.15 g/㎤ 이상 0.6 g/㎤ 이하, 더욱 바람직하게는 0.2 g/㎤ 이상 0.55 g/㎤ 이하이다. 겉보기 밀도가 크면, 섬유의 충전 밀도가 높아져, 작은 공극의 치밀 구조가 된다. 따라서, 겉보기 밀도가 0.1 g/㎤ 이상이면, 부직포의 치밀성이 향상되어, 소리를 감소하는 효과가 향상된다. 한편, 겉보기 밀도가 0.7 g/㎤ 이하이면, 부직포의 치밀성이 지나치게 높지 않고, 공극이 지나치게 적어지지 않으며, 소리의 진입이 충분해지고, 특히 중주파수 4000 ㎐ 부근의 흡음율이 낮아지기 어려우며, 가공성도 향상된다.
본 실시형태의 부직포의 통기도는, 100 ㎖/㎠/sec 이하가 바람직하고, 보다 바람직하게는 0.1 ㎖/㎠/sec 이상 50 ㎖/㎠/sec 이하, 더욱 바람직하게는 0.5 ㎖/㎠/sec 이상 30 ㎖/㎠/sec이다. 통기도가 100 ㎖/㎠/sec 이하이면, 진입하는 소리의 파장을 작게 할 수 있고, 소리 에너지의 감소 효과를 얻기 쉽다.
본 실시형태의 부직포의 동시 2축 연신 전의 통기도의 값으로부터 동시 2축 연신기를 이용하여 150℃ 분위기하에서의 면적 전개율 200%로 했을 때의 통기도의 상승율은, 250% 미만이고, 보다 바람직하게는 225% 미만이며, 더욱 바람직하게는 200% 미만이다. 동시 2축 연신 전후의 통기도의 상승율이 250% 미만이면, 극세 섬유층의 균열이나, 핀홀 등의 결점이 발생하기 어렵고, 부분적인 파단 개소도 발생하기 어렵다.
본 실시형태의 장섬유 부직포의 동시 2축 연신기를 이용하여 150℃ 분위기하에서의 면적 전개율 200%에서의 MD 방향의 최대 응력과 CD 방향의 최대 응력의 합은, 10 N 이상 55 N 이하이고, 보다 바람직하게는 15 N 이상 50 N 이하, 더욱 바람직하게는 15 N 이상 45 N 이하이다. 55 N 이하이면, 성형성이 향상되고, 오목부에서의 주름의 발생이나, 성형 후의 흡음 기재의 요철이 깨끗하게 마무리되어, 원하는 구조가 얻어지기 쉽다. 한편, 10 N 이상이면, 엠보스부의 압착이 충분하고, 보풀 일어남이 발생하기 어렵다. 한편, 상기 면적 전개율 200%에서의 MD 방향의 최대 응력과 CD 방향의 최대 응력은, 동시 2축 연신기를 이용하여, 24 ㎝×24 ㎝를 유지 거리로 하고, 150℃ 분위기하, MD 방향, CD 방향 모두 9.94 ㎝ 연신했을 때의 최대 응력을 측정하여 구하였다.
본 실시형태의 적층 부직포의 180℃ 분위기 하에, 10분간에 있어서의 건열 수축률은, 바람직하게는 5% 이하, 보다 바람직하게는 4% 이하이고, 더욱 바람직하게는 3.5% 이하이다. 5%를 초과하지 않으면, 성형 가공 시, 수축에 의해 주름이 현저히 발생하기 어렵다.
본 실시형태의 적층 부직포는, 극소량의 통기성을 갖고, 섬유 구조적으로는 작은 섬유 공극(세공)을 갖는 치밀한 구조가 존재하기 때문에, 소리가 섬유 공극(세공)에 진입할 때, 진입하는 소리의 진폭이 세공 중의 마찰 저항에 의해 작아지고, 소리의 진동 에너지를 극세 섬유와의 마찰에 의해 열에너지로 변환하며, 이것을 표피재로서 이용한 경우에, 흡음 기재의 흡음성을 비약적으로 향상시킨다고 하는 효과가 발휘된다.
본 실시형태의 적층 부직포에서는, 극세 섬유층(M) 사이에 연속 장섬유층(S)을 배치하고, 특정한 극세 섬유층(M) 사이 거리를 마련함으로써, 성긴 연속 장섬유층(S)이 갖는 공기층이 배후 공기층과 같이 스프링의 역할이 됨으로써, 극세 섬유층(M) 내의 공기를 보다 효율적으로 진동시켜, 극세 섬유층(M) 내의 공기와 극세 섬유와의 마찰에 의해, 소리의 진동 에너지를 열에너지로 변환하고, 이것을 표피재로서 이용한 경우에 흡음 기재의 흡음성을 향상시키는 효과가 발휘된다. 나아가서는, 흡음 기재로 다 흡수하지 못하고 반사된 소리가, 본 실시형태의 표피재를 투과할 때에, 다시 한번 상기한 효과에 의해 열에너지로의 변환이 촉구된다.
적층 부직포의 구성으로서는, 극세 섬유층(M)을 적어도 2층 이상 포함하고, 극세 섬유층(M) 사이에 연속 장섬유층(S)이 1층 이상 배치된 것일 수 있다. 본원 실시형태의 부직포 및 적층 부직포의 경우, 극세 섬유층(M)이 소리의 진동 에너지를 극세 섬유와의 마찰에 의해 열에너지로 변환하여, 흡음 기재의 흡음성이 향상되는 효과가 얻어진다. 또한, 본 실시형태의 부직포의 특징인 성긴 연속 장섬유층이 갖는 공기층이 배후 공기층과 같이 스프링의 역할이 됨으로써, 극세 섬유층(M) 내의 공기를 보다 효율적으로 진동시켜, 극세 섬유층(M) 내의 공기와 극세 섬유와의 마찰에 의해, 소리의 진동 에너지를 열에너지로 변환하여, 흡음 기재의 흡음성을 향상시키는 효과가 얻어진다.
본 실시형태의 적층 부직포는, 열압착에 의해 일체화된 SM형 또는 SMS형의 적층 구조를 갖는 부직포를, 2장 이상 적층하는 것이 바람직하다. 열압착에 의해 일체화함으로써, 간편히 적층 구조를 얻을 수 있다.
극세 섬유층(M) 사이에, 연속 장섬유층(S)을 일체화하는 방법으로서는, SM형 또는 SMS형의 적층 구조를 갖는 부분 열압착된 부직포를 미리 제작하고, 이러한 부직포를 2장 이상 적층한 후, 예컨대 평판 열프레스나 핫멜트제 등의 접착제나 저융점 성분을 포함하는 시스 코어 섬유를 이용하여 일체화하는 방법, 초음파 용착에 의해 일체화하는 방법, 니들 펀치나 수류 교락 등의 기계 교락에 의해 일체화하는 방법 등을 들 수 있다.
본 실시형태의 적층 부직포의 극세 섬유층(M) 사이의 거리는, 30 ㎛ 이상 200 ㎛ 이하인 것이 바람직하고, 보다 바람직하게는 40 ㎛ 이상 180 ㎛ 이하, 더욱 바람직하게는 50 ㎛ 이상 150 ㎛ 이하이다. 극세 섬유층(M) 사이의 거리가, 30 ㎛ 이상이면, 연속 장섬유층(S)이 갖는 공기층이 충분해지기 쉽고, 흡음 기재에의 높은 흡음 부여 효과가 얻어지기 쉽다. 한편, 200 ㎛ 이하이면, 각 부직포층 사이의 접착이 충분해져, 박리가 일어나기 어렵다. 극세 섬유층(M) 사이의 거리가 상기 범위 내이면, 연속 장섬유층(S)이 갖는 공기층을 충분히 확보할 수 있고, 흡음 기재에의 흡음 부여 효과가 높아진다.
극세 섬유층(M) 사이의 거리는, 연속 장섬유층(S)의 섬유량, 섬유 직경, 각 부직포층의 압착 정도에 의한 두께, 적층 부직포를 제작할 때의 일체화 시의 열프레스 등의 압력 조정 등에 의해 원하는 범위를 얻을 수 있다.
본 실시형태의 적층 부직포에 있어서의, 흡음 기재와 접하는 연속 장섬유층(S), 및/또는 극세 섬유층(M) 사이에 배치되는 연속 장섬유층(S) 중 적어도 1층은, 극세 섬유층(M)을 구성하는 섬유의 융점보다 30℃ 이상 낮은 융점을 갖는 섬유를 포함하는 것이 바람직하다. 30℃ 이상 낮은 융점을 갖는 섬유를 이용함으로써, 부직포끼리, 적층 부직포와 흡음 기재 등 사이에서의 섬유끼리의 접착이 용이해진다.
부직포나 적층 부직포를 구성하는 저융점의 섬유로서는, 예컨대 저밀도 폴리에틸렌, 고밀도 폴리에틸렌, 폴리프로필렌, 공중합 폴리에틸렌, 공중합 폴리프로필렌 등의 폴리올레핀 섬유, 폴리에틸렌테레프탈레이트에 프탈산, 이소프탈산, 세바신산, 아디프산, 디에틸렌글리콜, 1,4-부탄디올의 1종 또는 2종 이상의 화합물을 공중합한 방향족 폴리에스테르 공중합체, 지방족 에스테르 등의 폴리에스테르계 섬유, 공중합 폴리아미드 등의 합성 섬유를 들 수 있다. 이들 섬유는, 단독이어도 좋고, 2종 이상 복합 혼섬해도 좋으며, 또한 저융점과 고융점 섬유를 복합 혼섬해도 좋다. 저융점의 섬유로서는, 바람직하게는, 저융점 성분을 시스부에 갖는, 시스 코어 구조의 복합 섬유를 들 수 있고, 예컨대 코어가 고융점 성분인 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 공중합 폴리에스테르, 나일론 6, 나일론 66, 공중합 폴리아미드 등이며, 시스가 저융점 성분인 저밀도 폴리에틸렌, 고밀도 폴리에틸렌, 폴리프로필렌, 공중합 폴리에틸렌, 공중합 폴리프로필렌, 공중합 폴리에스테르, 지방족 에스테르 등인 것이다.
적층 부직포의 각 층 사이, 즉 극세 섬유층(M)과 연속 장섬유층(S) 사이 또는 연속 장섬유층(S)끼리의 사이의 접착은, 접착면을 구성하는 층의 섬유끼리 점접착인 것이 바람직하다. 점접착이란, 가열 롤에 의한 열접착이나 저융점 섬유나 핫멜트제 등을 이용한 열접착에 의해 섬유끼리의 표면이 접착되어 있는 것, 초음파 용착에 의해, 섬유를 구성하는 수지가 일부 용융되어 섬유끼리가 용착되어 있는 것을 말한다. 점접착의 상태는, 적층 부직포의 단면을 SEM으로 관찰함으로써 확인할 수 있다. 실끼리가 점접착하고 있으면, 접착하고 있는 섬유끼리의 거리가 불균일해지고, 섬유끼리가 진동할 때, 여러 가지 진동을 받게 되어, 흡음 효과가 얻기 쉬워진다. 섬유끼리를 얽히게 하여 적층하는 방법, 예컨대 니들 펀치를 이용한 방법에서는, 부직포의 섬유끼리가 직접 접착하고 있지 않기 때문에, 점접착이 되기 어려운 경우가 있다.
본 실시형태의 표피재는, 흡음재의 보강재로서 유효하고, 이것에, 흑색 등의 인쇄성, 발수성, 난연성 등의 표면 기능을 부여하는 가공을 실시할 수 있다. 구체적으로는, 염색, 인쇄 등의 착색 가공, 불소 수지에 의한 발수 가공, 페놀계 수지 등의 열경화성 수지의 부여 가공, 인계 등의 난연제에 의한 난연 가공을 들 수 있다.
본 실시형태의 표피재로서 이용한 복합 흡음재에 이용되는 흡음 기재의 부피 밀도는, 0.01 g/㎤ 이상 0.1 g/㎤ 이하가 바람직하고, 보다 바람직하게는 0.02 g/㎤ 이상 0.08 g/㎤ 이하, 더욱 바람직하게는 0.03 g/㎤ 이상 0.05 g/㎤ 이하이다. 부피 밀도가 0.01 g/㎤ 이상이면, 흡음성이 저하되기 어려워 필요 이상으로 두께를 두껍게 할 필요가 없다. 한편, 부피 밀도가 0.1 g/㎤ 이하이면, 부직포 표피재를 투과한 소리가 연속 기포 수지 발포체 내에 진입하기 쉽고, 또한 내마모성, 가공성도 향상된다.
이와 같이, 흡음 기재와 표피재를 조합하여, 높은 흡음성을 가지면서도, 얇고, 경량이며, 형태 안정성이 우수한 복합 흡음재로 하기 위해서는, 흡음 기재를 특정한 부피 밀도로 하는 것이 바람직하다. 흡음 기재의 부피 밀도는, 부직포 및 적층 부직포와의 조합 전에 공지의 열프레스기 등으로 압축 조정되어 있어도 좋고, 자동차 부재 등에 열성형 가공으로 합섬 섬유 부직포를 적층한 후, 흡음 기재와 일체 성형할 때에 압축 조정되어 있어도 좋다.
흡음 기재의 두께는, 5 ㎜ 이상 50 ㎜ 이하가 바람직하고, 보다 바람직하게는 10 ㎜ 이상 40 ㎜ 이하이다. 두께가 5 ㎜ 이상이면, 흡음성이 충분하고 특히 저주파수의 흡음율이 저하되기 어렵다. 한편, 두께가 50 ㎜ 이하이면, 흡음재의 크기가 지나치게 커지지 않고, 접합 가공성, 취급성, 제품 수송성 등이 향상된다.
흡음 기재의 소재로서는, 예컨대 폴리에틸렌 수지, 폴리프로필렌 수지, 폴리우레탄 수지, 폴리에스테르 수지, 아크릴 수지, 폴리스티렌 수지, 멜라민 수지 등을 포함하는 연속 기포 수지 발포체; 폴리에틸렌, 폴리프로필렌, 공중합 폴리프로필렌 등의 폴리올레핀계 섬유, 나일론 6, 나일론 66, 공중합 폴리아미드 등의 폴리아미드계 섬유, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 공중합 폴리에스테르, 지방족 폴리에스테르 등의 폴리에스테르계 섬유, 시스로서 폴리에틸렌, 폴리프로필렌, 공중합 폴리에스테르, 코어로서 폴리프로필렌, 폴리에스테르 등의 조합을 포함하는 코어 시스 구조 등의 복합 섬유, 폴리젖산, 폴리부틸렌숙시네이트, 폴리에틸렌숙시네이트 등의 생분해성 섬유 등의 섬유를, 단섬유와 적층하거나, 또는 단섬유 및 장섬유와 적층하여 공지의 니들 펀치법 등으로 교락하여 얻어진 흡음성 합성 섬유 부직포; 펠트 등을 들 수 있다. 또한, 무기 소재로서, 예컨대 유리 섬유, 글라스 울 등을 들 수 있다.
연속 기포 수지 발포체로서는, 경량성, 흡음성의 관점에서, 멜라민 수지, 우레탄 수지가 바람직하고, 흡음성 합성 섬유 부직포로서는, 난연성 등에서 폴리에스테르계 섬유가 바람직하다.
본 실시형태의 표피재를 이용한 복합 흡음재는, 상기한 부직포 또는 적층 부직포와 거친 구조의 흡음 기재를 접합 일체화하여 얻어진다. 표피재와 흡음 기재의 접합은, 예컨대 열융착 섬유를 접합면에 개재시키는 방법, 핫멜트계 수지나 접착제를 도포하는 방법 등에 의해 행할 수 있다.
접착제를 이용한 접착 방법에 있어서는, 커튼 스프레이 방식, 도트 방식, 스크린 방식 등에 의해, 부직포 표피재에 핫멜트계 접착제를 2 g/㎡ 이상 30 g/㎡ 이하의 비율로 도포하고, 부직포 표피재측으로부터 가열하여, 도포한 접착제를 연화, 융해시켜 접착할 수 있다.
표피재와 흡음 기재 사이의 접착력으로서는, 0.1 N/10 ㎜ 이상이 바람직하고, 보다 바람직하게는 0.2 N/10 ㎜ 이상 5 N/10 ㎜ 이하이다. 접착력이 0.1 N/10 ㎜ 이상이면, 흡음재의 재단, 수송 등의 동안에 박리하는 등의 문제가 발생하기 어렵다. 높은 접착력을 얻기 위해서는, 부직포 표피재의 접착면에 저융점 성분층을 형성하는 것이 바람직하고, 또한 연속 기포 수지 발포체, 섬유 다공질재에 핫멜트계의 접착제를 도포하는 것도 바람직하다.
본 실시형태의 부직포는, BASF사 제조 멜라민 수지 연속 발포체 「바소텍(Basotect) TG」 10 ㎜ 두께에 공중합 폴리에스테르계 핫멜트 파우더(융점 130℃)를 20 g/㎡의 비율로 도포한 후, 동시 2축 연신 전 또는 후의 부직포를 적층한 후에 가열 처리에 의해 접합한 복합 흡음재에 있어서, JIS-1405에 준거하여, 수직의 입사법의 측정기(브루엘·케어사 제조 Type4206T)를 이용하여 표피재면으로부터 입사하도록 배치하고, 대표값으로서 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐, 6300 ㎐를 측정하며, 그 평균 흡음율을 산출하여, 동시 2축 연신 전 평균 흡음율(%), 동시 2축 연신 후 평균 흡음율(%)로 했을 때, 동시 2축 연신 전후의 흡음율의 차는, 바람직하게는 15% 미만, 보다 바람직하게는 13% 이하, 더욱 바람직하게는 11% 이하이다. 흡음율의 효과는, 이하의 평가 기준에 의해 평가할 수 있다.
○: 동시 2축 연신 전후의 평균 흡음율의 차가 15% 미만이다.
×: 동시 2축 연신 전후의 평균 흡음율의 차가 15% 이상이다.
본 실시형태의 적층 부직포를 이용한 복합 흡음재는, JIS-1405에 준거하는 수직 입사의 측정법에 있어서, 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐의 평균 흡음율 A로부터, 하기 식에 의해 구하는 흡음 기여 효과가, 바람직하게는 45% 이상, 보다 바람직하게는 50% 이상, 더욱 바람직하게는 55% 이상인 것일 수 있다.
여기서, 흡음 기여 효과(%)는, 하기 식:
흡음 기여 효과(%)=A-A0
{식 중, A는, 복합 흡음재의 평균 흡음율 A(%)이고, 그리고 A0은, 흡음 기재 단독의 평균 흡음율 A(%)이다.}
에 의해 산출된다.
실시예
이하, 본 발명을 실시예, 비교예에 의해 구체적으로 설명하지만, 본 발명은 이들에 한정되는 것이 아니다. 한편, 부직포 제조에 있어서의 유동 방향(기계 방향)을 MD 방향, 그 방향과 직각 방향이며 폭 방향을 CD 방향이라고 한다.
이하의 실시예 등에 있어서의 각 물성은, 하기 방법에 의해 측정하여 얻어진 것이다.
(1) 열가소성 수지 성분의 유리 전이점 온도 및 융점(℃)
각 열가소성 수지의 샘플 5 ㎎을 채취하고, 시차 주사형 열량계(TA instruments사 제조 Q100)로, 질소 분위기하에서 20℃로부터 10℃/분으로 290℃까지 승온시켰을 때의 발열 피크 위치의 온도를 유리 전이점 온도, 흡열 피크 위치의 온도를 융점으로서 구한다.
(2) 단위 중량(g/㎡)
JIS-1913에 준거한다.
(3) 평균 섬유 직경(㎛)
기엔스사 제조의 VHX-700F 마이크로스코프를 이용하여 500배의 확대 사진을 찍고, 관찰 시야에 있어서 핀트가 맞는 섬유 10개의 평균값으로 구한다.
(4) 겉보기 밀도(g/㎤)
(단위 중량)/(두께)로부터 산출하여, 단위 용적당의 중량을 구하였다.
(5) 두께(㎜)
JIS L 1913 B법에 준거하였다. 하중 0.02 ㎪의 압력의 두께를 3개소 이상 측정하고, 그 평균값을 구하였다. 단, 부직포 표피재의 두께는 하중 20 ㎪로 측정하였다.
(6) 복굴절률(Δn)
부직포 제조 공정의 컨베이어 상으로부터 실을 채취하고, OLYMPUS사 제조의 BH2형 편광 현미경 컴펜세이터를 이용하여, 통상의 간섭 줄무늬법에 의해 리타데이션과 섬유 직경으로부터 복굴절률을 구한다. 섬유 10개의 평균값으로 구한다.
(7) 극세 섬유층(M) 사이 거리(㎛)
적층 부직포를 에폭시 수지 포매(包埋) 후, 울트라마이크로톰으로 적층 부직포의 평면 방향과 수직인 단면을 노출시키고, 기엔스사 제조(VE-8800) 주사형 전자 현미경을 이용하여, 적층 부직포 중의 단면 사진을 배율 500배로 촬영하며, 임의의 점에서 극세 섬유층(M) 사이의 거리를 10점 측정하고, 그 평균값을 구하였다. 초음파 용착의 경우에는, 용착부 이외에서 측정한다.
(8) 2축 연신 평가
26 ㎝×26 ㎝의 시험편을 채취하고, 2축 연신기(EX10-III)를 이용하여, 150℃ 분위기하에서, 파악 길이 24 ㎝×24 ㎝로 하며, 90초 예열한 후, 연신 속도 1000 m/min으로 MD 방향과 CD 방향 모두 9.94 ㎝ 동시 2축 연신하고(면적 전개율 200%=원래의 면적을 100%로 한 경우, 연신 후에 면적이 200%가 된다), 그때의 MD 방향과 CD 방향의 최대 응력을 측정한다(n=3의 평균값). 연신 후의 샘플을 육안으로 확인하고, 하기의 평가 기준으로 평가한다:
○: 파단 개소, 연신 불균일이 없다.
△: 연신 불균일이 있다.
×: 파단 개소가 있거나 또는 극세 섬유층에 결점이 있다.
(9) 통기성: JIS-L-1906 프레지어형법으로 측정한다.
(10) 내마모성(보풀 등급)[급]
가부시키가이샤 다이에이 가가쿠 세이키 세이사쿠쇼 제조 「학진형 염색물 마찰 견뢰도 시험기」를 이용하여, 부직포를 시료로 하고, 마찰포는 카나킨 3호를 사용하여, 하중 500 gf를 사용, 마찰 횟수 100 왕복으로 마찰시켜, 부직포 표면의 보풀 일어남, 마모 상태를 이하의 평가 기준으로 육안으로 판정한다(n=5의 평균값):
0급: 손상 대
1급: 손상 중
2급: 손상 소
3급: 손상 없음, 보풀 발생 적게 있음
4급: 손상 없음, 보풀 발생 매우 적음
5급: 손상 없음, 보풀 없음
(11) 극세 섬유층의 부피 밀도(g/㎤)
부직포를 평면 방향에 대해 수직으로 절단한 샘플을 준비하고, 기엔스사 제조(VE-8800) 주사형 전자 현미경을 이용하여, 열압착에 의해 일체화된 부직포 중의 비압착부의 단면 사진을 배율 500배로 촬영하며, 임의의 점에서 극세 섬유층의 두께를 10점 측정하고, 그 평균값을 구한다. 극세 섬유층의 평균 단위 중량을 극세 섬유층의 두께로 나눔으로써 산출한다. 극세 섬유층 단체로 단위 중량을 계산할 수 없는 경우에는, 고분해능 3DX선 현미경 nano3DX(리가쿠 제조)를 이용하여, 부직포의 X선 CT 화상을 찍고, X선 CT 화상으로부터, 관찰 범위의 면적, 극세 섬유층이 차지하는 체적과 수지 밀도, 두께로부터, 부피 밀도, 단위 중량을 계산할 수 있다.
(12) 180℃ 건열 수축률(%)
열풍 오븐(다바이에스펙 가부시키가이샤: HIGH-TEMP OVEN PHH-300)을 이용하여, 가로 세로 10 ㎝의 시료 3점을, 열풍 공기 분위기하에서, 180℃×30분으로 폭로시키고, 부직포의 면적 수축률(%)을 측정한다.
(13) 평균 흡음율 A(%)
JIS A 1405에 준거하여, 수직의 입사법의 측정기(브루엘·케어사 제조 Type4206T)를 이용하여, 대표값으로서 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐, 5000 ㎐, 6300 ㎐에서의 흡음율(%)을 측정하였다. 기재는 각 실시예·비교예의 기재에 따라 제작하여 사용하였다. 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐에 있어서의 흡음율을 평균하여, 평균 흡음율 A(%)로 하였다.
(14) 동시 2축 연신 전후의 평균 흡음율(%)
BASF사 제조 멜라민 수지 연속 발포체 「바소텍 TG」 10 ㎜ 두께에 공중합 폴리에스테르계 핫멜트 파우더(융점 130℃)를 20 g/㎡의 비율로 도포한 후, 동시 2축 연신 전후의 부직포를 각각 적층한 후에 가열 처리에 의해 접합한 복합 흡음재에 있어서, JIS-1405에 준거하여, 수직의 입사법의 측정기(브루엘·케어사 제조 Type4206T)를 이용하여 표피재면으로부터 입사하도록 배치하고, 대표값으로서 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐, 6300 ㎐를 측정하며, 그 평균 흡음율을 산출하여, 동시 2축 연신 전 평균 흡음율(%), 동시 2축 연신 후 평균 흡음율(%)로 하였다. 동시 2축 연신 전후의 평균 흡음율의 차를 이하의 평가 기준으로 평가한다:
○: 동시 2축 연신 전후의 평균 흡음율의 차가 15% 미만이다.
×: 동시 2축 연신 전후의 평균 흡음율의 차가 15% 이상이다.
[실시예 1]
융점이 265℃인 폴리에틸렌테레프탈레이트(PET) 수지를 상용의 용융 방사 장치에 공급하여 300℃에서 용융하고, 원형 단면의 방사 구멍을 갖는 방사 구금(口金)으로부터 토출하며, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 3700 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 20.8 g/㎡, 평균 섬유 직경 15.0 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동(同) 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 또한 얻어진 극세 섬유 웹 상에, 섬유 웹(S1)과 마찬가지로 폴리에틸렌테레프탈레이트의 연속 장섬유 웹(S2)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 상기 조각 롤의 표면 온도를 190℃, 상기 플랫 롤의 표면 온도를 190℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 50 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 1에 나타낸다.
[실시예 2]
연속 장섬유 웹(S1, S2) 제작 시의 방사 속도를 3550 m/min으로 하고, 섬유 직경을 각각 15.3 ㎛로 하며, 조각 롤의 표면 온도를 185℃, 플랫 롤의 표면 온도를 185℃로 한 것 이외에는, 실시예 1과 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 1에 나타낸다.
[실시예 3]
열압착부 면적률 14.4%이고, MD 방향의 열압착부 사이 거리 0.7 ㎜, CD 방향의 열압착부 사이 거리 0.7 ㎜가 되는 발 무늬 엠보스 롤을 이용한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 1에 나타낸다.
[실시예 4]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 120 ㎜로 한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 1에 나타낸다.

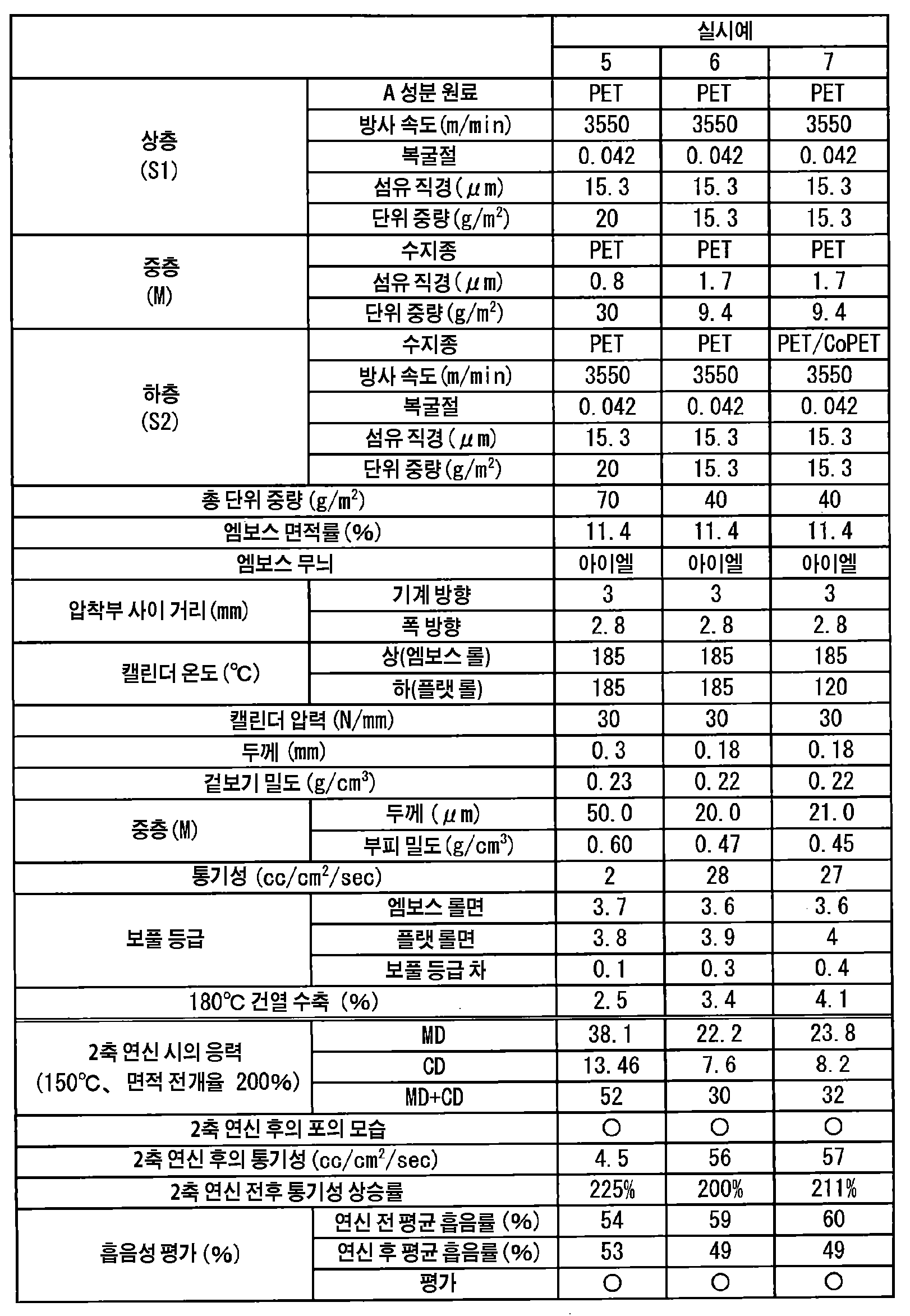
[실시예 5]
연속 장섬유 웹(S1, S2)의 단위 중량을 각각 20.0 g/㎡, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 330℃, 가열 공기 370℃에서 1300 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 30.0 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 140 ㎜, 포집면에 있어서의 흡인 풍속을 11 m/sec로 설정한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 2에 나타낸다.
[실시예 6]
연속 장섬유 웹(S1, S2)의 단위 중량을 각각 15.3 g/㎡, 극세 섬유 웹(M)의 단위 중량을 9.4 g/㎡로 한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 2에 나타낸다.
[실시예 7]
폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃) 수지를, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하고, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하며, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 3550 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 15.3 g/㎡, 평균 섬유 직경 15.3 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 9.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 계속해서, 2성분 방사 구금을 이용하여, 시스 성분이 공중합 폴리에스테르 수지(융점 160℃)이고, 또한 코어 성분이 폴리에틸렌테레프탈레이트(융점 263℃) 수지인 연속 장섬유 웹(S2)(15.3 g/㎡, 평균 섬유 직경 15.3 ㎛)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 조각 롤의 표면 온도를 185℃, 플랫 롤의 표면 온도를 120℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 40 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 2에 나타낸다.
[실시예 8]
융점이 265℃인 폴리에틸렌테레프탈레이트(PET) 수지 98.5 wt%와 아사히 가세이 가부시키가이샤 제조의 아크릴레이트 수지(메타아크릴산·아크릴산 2원 공중합체, 품번(品番): 80N) 1.5 wt%를 드라이 블렌드로 혼합하고, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하며, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하고, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 4500 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 20.8 g/㎡, 평균 섬유 직경 13.6 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 또한 얻어진 극세 섬유 웹 상에, 섬유 웹(S1)과 마찬가지로 폴리에틸렌테레프탈레이트의 연속 장섬유 웹(S2)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리가 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 상기 조각 롤의 표면 온도를 200℃, 상기 플랫 롤의 표면 온도를 200℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 50 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 3에 나타낸다.
[실시예 9]
폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃) 수지 99 wt%와 아사히 가세이 가부시키가이샤 제조의 메타크릴레이트 수지(스티렌·메타아크릴산·시클로헥실말레이미드 중합체, 품번: PM130N) 1.0 wt%를 드라이 블렌드로 혼합하고, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하며, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하고, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 4500 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 20.8 g/㎡, 평균 섬유 직경 13.6 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 또한 얻어진 극세 섬유 웹 상에, 섬유 웹(S1)과 마찬가지로 폴리에틸렌테레프탈레이트의 연속 장섬유 웹(S2)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리가 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 상기 조각 롤의 표면 온도를 185℃, 상기 플랫 롤의 표면 온도를 185℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 50 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 3에 나타낸다.
[실시예 10]
열압착부 면적률 14.4%이고, MD 방향의 열압착부 사이 거리 0.7 ㎜, CD 방향의 열압착부 사이 거리 0.7 ㎜가 되는 발 무늬 엠보스 롤을 이용한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 3에 나타낸다.
[실시예 11]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 120 ㎜로 한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 3에 나타낸다.

[실시예 12]
연속 장섬유 웹(S1, S2)의 단위 중량을 각각 20.0 g/㎡, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 330℃, 가열 공기 370℃에서 1300 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 30.0 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 140 ㎜, 포집면에 있어서의 흡인 풍속을 11 m/sec로 설정한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 4에 나타낸다.
[실시예 13]
연속 장섬유 웹(S1, S2)의 단위 중량을 각각 15.3 g/㎡, 극세 섬유 웹(M)의 단위 중량을 9.4 g/㎡로 한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 4에 나타낸다.
[실시예 14]
폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃) 수지 99 wt%와 아사히 가세이 가부시키가이샤 제조의 메타크릴레이트 수지(스티렌·메타아크릴산·시클로헥실말레이미드 중합체, 품번: PM130N) 1.0 wt%를 드라이 블렌드로 혼합하고, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하며, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하고, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 4500 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 15.3 g/㎡, 평균 섬유 직경 13.6 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 9.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 계속해서, 2성분 방사 구금을 이용하여, 시스 성분이 공중합 폴리에스테르 수지(융점 160℃) 99 wt%와 아사히 가세이 가부시키가이샤 제조의 메타크릴레이트 수지(스티렌·메타아크릴산·시클로헥실말레이미드 중합체, 품번: PM130N) 1.0 wt%이고, 또한 코어 성분이 폴리에틸렌테레프탈레이트(융점 263℃) 수지 99 wt%와 아사히 가세이 가부시키가이샤 제조의 메타크릴레이트 수지(스티렌·메타아크릴산·시클로헥실말레이미드 중합체, 품번: PM130N) 1.0 wt%인 연속 장섬유 웹(S2)(단위 중량 15.3 g/㎡, 평균 섬유 직경 13 ㎛)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 상기 조각 롤의 표면 온도를 185℃, 상기 플랫 롤의 표면 온도를 120℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 40 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 4에 나타낸다.

[실시예 15]
실시예 7에서 얻어진 부직포를 3장 적층하고, 150℃의 열판 프레스를 행하여, 적층 부직포를 얻었다.
흡음 기재로서, 두께 10 ㎜, 단위 중량 10 g/㎡, 부피 밀도 0.01 g/㎤의 멜라민 수지 연속 발포체층(BASF사 제조 멜라민 수지 연속 발포체, 바소텍 TG)을 이용하여, 상기 적층 부직포와 접합하였다. 접합은, 메시형의 컨베이어 벨트에 끼우고, 온도 150℃의 분위기 중에서 가열, 가압의 열처리로 접합하여 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 16]
흡음 기재로서, 폴리에스테르 단섬유(섬유 직경 25 ㎛, 섬유 길이 51 ㎜) 70%와, 공중합 폴리에스테르 섬유(융점 135℃, 섬유 직경 15 ㎛, 섬유 길이 51 ㎜) 30%를 카드법으로 개섬 웹을 형성하고, 니들 펀치 가공으로 교락하며, 단위 중량 200 g/㎡, 두께 25 ㎜, 부피 밀도 0.08 g/㎤로 한 것을 이용한 것 이외에는, 실시예 15와 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 17]
실시예 6에서 얻어진 부직포를 3장 적층하고, 공중합 폴리에스테르계 핫멜트 파우더(융점 130℃)를 20 g/㎡ 도포해서 150℃의 열판 프레스를 행하여, 적층 부직포를 얻었다.
흡음 기재층으로서, 두께 10 ㎜, 단위 중량 10 g/㎠, 부피 밀도 0.01 g/㎤의 멜라민 수지 연속 발포체층(BASF사 제조 멜라민 수지 연속 발포체, 바소텍 TG)을 이용하여, 상기 적층 부직포와 접합하였다. 접합은, 핫멜트 파우더를 멜라민 수지 연속 발포체층 위에 20 g/㎠ 도포하고, 적층 부직포를 중첩시킨 후, 메시형의 컨베이어 벨트에 끼우고, 온도 150℃의 분위기 중에서 가열, 가압의 열처리로 접합하여 본 발명의 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 18]
부직포를 5장 적층한 것 이외에는, 실시예 15와 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 19]
열판 프레스 시의 온도를 180℃로 하고, 부직포의 부피 밀도 0.4 g/㎤, 두께를 0.5 ㎜로 한 것 이외에는, 실시예 18과 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 20]
부직포를 10장 적층한 것 이외에는, 실시예 15와 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 21]
폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃) 수지를, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하고, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하며, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 3550 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 7.7 g/㎡, 평균 섬유 직경 15.3 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 4.6 g/㎡, 평균 섬유 직경 1.7 ㎛, 부피 밀도 0.45 g/㎤)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 110 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 계속해서, 2성분 방사 구금을 이용하여, 시스 성분이 공중합 폴리에스테르 수지(융점 160℃)이고, 또한 코어 성분이 폴리에틸렌테레프탈레이트(융점 263℃) 수지인 연속 장섬유 웹(S2)(7.7 g/㎡, 평균 섬유 직경 15.3 ㎛)을 형성하였다. S1과 S2의 Δn은 0.042였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 15.3%이고, MD 방향의 열압착부 사이 거리 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 조각 롤의 표면 온도를 185℃, 플랫 롤의 표면 온도를 120℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 20 g/㎡, 부피 밀도 0.45 g/㎤의 부직포를 얻었다. 흡음 기재로서, 두께 10 ㎜, 단위 중량 10 g/㎡, 부피 밀도 0.01 g/㎤의 멜라민 수지 연속 발포체층(BASF사 제조 멜라민 수지 연속 발포체, 바소텍 TG)을 이용하여, 상기 적층 부직포와 접합하였다. 접합은, 메시형의 컨베이어 벨트에 끼우고, 온도 150℃의 분위기 중에서 가열, 가압의 열처리로 접합하여 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 5에 나타낸다.
[실시예 22]
실시예 14에서 얻어진 부직포를 3장 적층한 것 이외에는, 실시예 15와 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각 물성을 이하의 표 5에 나타낸다.
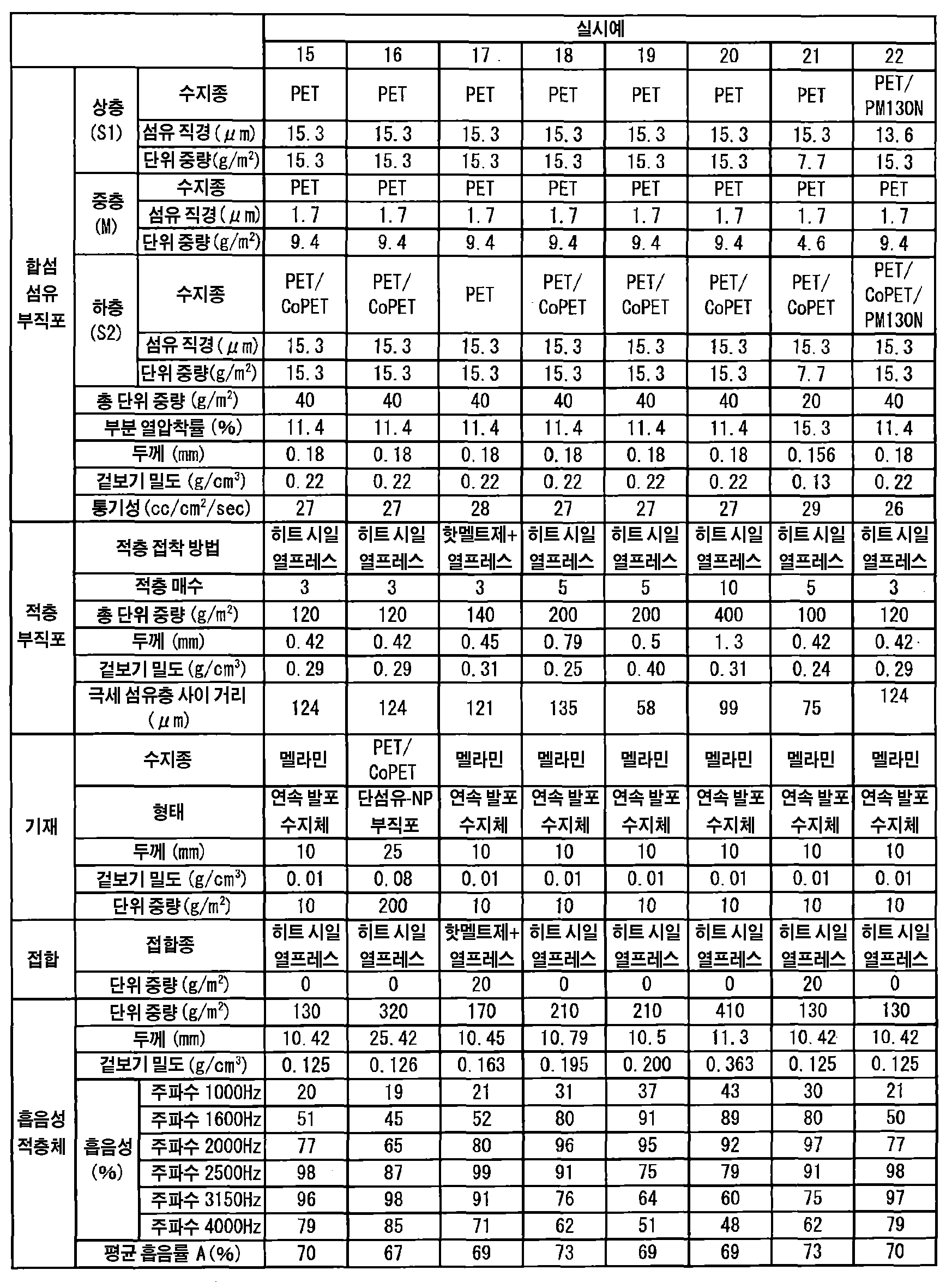
[비교예 1]
폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃) 수지를, 상용의 용융 방사 장치에 공급하여 300℃에서 용융하고, 원형 단면의 방사 구멍을 갖는 방사 구금으로부터 토출하며, 에어젯에 의한 고속 기류 견인 장치를 사용하여 방사 속도 4500 m/min으로 연신하면서, 실을 냉각하여 섬유 웹(S1)(단위 중량 20.8 g/㎡, 평균 섬유 직경 13.6 ㎛)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(S1) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하였다. 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 100 ㎜로 하고, 멜트 블로우 노즐 바로 아래의 포집면에 있어서의 흡인 풍속을 7 m/sec로 설정하였다. 또한 얻어진 극세 섬유 웹 상에, 섬유 웹(S1)과 마찬가지로 폴리에틸렌테레프탈레이트의 연속 장섬유 웹(S2)을 형성하였다. 다음으로 얻어진 적층 웹을, 열압착 시에 열압착부 면적률 11.4%이고, MD 방향의 열압착부 사이 거리 3.0 ㎜와 CD 방향의 열압착부 사이 거리 2.8 ㎜가 되는 아이엘 무늬 엠보스 롤과 플랫 롤을 이용하여, 상기 조각 롤의 표면 온도를 230℃, 상기 플랫 롤의 표면 온도를 230℃로 하며, 캘린더 선압 30 N/㎜로 열압착함으로써, 단위 중량 50 g/㎡, 부피 밀도 0.22 g/㎤의 부직포를 얻었다. 얻어진 적층 부직포의 각종 물성 등을 이하의 표 6에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 파단이 발생하였다. 포가 파단하고 있기 때문에, 연신 후의 통기성, 흡음 성능을 측정할 수 없었다. 얻어진 부직포의 각종 물성 등을 이하의 표 6에 나타낸다.
[비교예 2]
연속 장섬유 웹(S1, S2) 제작 시의 방사 속도를 2500 m/min으로 하고, 섬유 직경을 각각 18.2 ㎛, 조각 롤의 표면 온도를 100℃, 플랫 롤의 표면 온도를 100℃로 한 것 이외에는, 비교예 1과 동일하게 하였으나, 열압착 시에 롤 달라붙음이 발생하여, 부직포를 얻을 수 없었기 때문에, 연신 후의 통기성, 흡음 성능을 측정할 수 없었다.
[비교예 3]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 75 ㎜로 한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 6에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 멜트 블로우 극세 섬유층에 균열이 발생하고 있고, 동시 2축 연신 전과 비교하여 통기도가 극단적으로 상승하고 있었다. 얻어진 부직포의 각종 물성 등을 이하의 표 6에 나타낸다.
[비교예 4]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 205 ㎜로 한 것 이외에는, 실시예 2와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 6에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 멜트 블로우 극세 섬유층에 신장 불균일이 발생하고 있고, 동시 2축 연신 전과 비교하여 통기도가 극단적으로 상승하고 있었다. 얻어진 부직포의 각종 물성 등을 이하의 표 6에 나타낸다.

[비교예 5]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 0.8 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 75 ㎜로 한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 7에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 극세 섬유층에 균열이 발생하고 있고, 동시 2축 연신 전과 비교하여 통기도가 극단적으로 상승하고 있었다.
[비교예 6]
폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 320℃, 가열 공기 360℃에서 1200 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 8.4 g/㎡, 평균 섬유 직경 1.7 ㎛)을 형성하고, 이때, 멜트 블로우 노즐로부터 연속 장섬유층까지의 거리를 205 ㎜로 한 것 이외에는, 실시예 9와 동일하게 부직포를 얻었다. 얻어진 부직포의 각종 물성 등을 이하의 표 7에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 극세 섬유층에 신장 불균일이 발생하고 있고, 동시 2축 연신 전과 비교하여 통기도가 극단적으로 상승하고 있었다.
[비교예 7]
일본 특허 공개 제2013-163869호 공보의 실시예 1을 참고로 하여, 폴리에틸렌테레프탈레이트용 방사 구금을 갖고, 스펀 본드법에 의해, 방사 온도 300℃에서 폴리에틸렌테레프탈레이트(융점 263℃)를 포함하는 연속 장섬유 웹(S1)을 포집 네트 상에 형성하며, 계속해서, 얻어진 연속 장섬유 웹(S1, 단위 중량 10 g/㎡, 평균 섬유 직경 14 ㎛) 상에, 멜트 블로우법의 노즐을 이용하여, 방사 온도 300℃, 가열 공기 온도 320℃에서 1000 Nm3/hr, 분사 거리 75 ㎜의 조건으로, 폴리에틸렌테레프탈레이트(융점 265℃)를 포함하는 사조를 분출시켜, 극세 섬유 웹(단위 중량 5 g/㎡, 평균 섬유 직경 3 ㎛)을 형성하였다. 또한, 극세 섬유 웹 위에, 2성분 방사 구금을 이용하여, 시스 성분으로서 공중합 폴리에스테르(융점 210℃), 코어 성분으로서 폴리에틸렌테레프탈레이트(융점 265℃)를 포함하는 시스 코어 섬유의 장섬유 웹(S2, 단위 중량 10 g/㎡, 평균 섬유 직경 18 ㎛)을 스펀 본드법에 의해 적층하였다. 얻어진 적층 웹을 한 쌍의 엠보스 롤/플랫 롤을 이용하여, 온도 230℃/165℃, 선압 300 N/㎝의 조건으로 부분 열압착하여, 단위 중량이 25 g/㎡, 두께가 0.17 ㎜, 부분 열압착률이 15%인 부직포를 얻었다. 얻어진 부직포의 각종 물성을 이하의 표 7에 나타낸다. 얻어진 부직포는, 동시 2축 연신기 150℃ 분위기하에서 면적 전개율 200%로 했을 때에 파단이 발생하였다. 포가 파단하고 있기 때문에, 연신 후의 통기성, 흡음 성능을 측정할 수 없었다.

[비교예 8]
실시예 15, 17∼22, 이하의 참고예 1, 2에서 사용한 흡음 기재만의 특성 등을 이하의 표 8에 나타낸다. 한편, 주파수 6300 ㎐에 있어서의 흡음율은 43%이고, 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐, 6300 ㎐의 평균 흡음율은 23%였다.
[비교예 9]
실시예 16, 이하의 참고예 3에서 사용한 흡음 기재만의 특성 등을 이하의 표 8에 나타낸다.
[참고예 1]
열판 프레스 시의 온도를 200℃로 하고, 적층 부직포의 부피 밀도 0.63 g/㎤, 두께를 0.19 ㎜로 한 것 이외에는, 실시예 15와 동일하게 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 8에 나타낸다.
참고예 1의 복합 흡음재는, 실시예 15에 비해, 극세 섬유층(M) 사이 거리가 충분히 취해지고 있지 않고, 연속 장섬유층(S)이 갖는 공기층이 불충분해져, 흡음 기재에의 높은 흡음 부여 효과가 얻어지지 않았다.
[참고예 2]
표피재로서, 비교예 3의 부직포를 열프레스로의 적층(접합)을 하지 않고 이용한 것 이외에는, 실시예 15와 동일하게, 복합 흡음재를 얻었다. 얻어진 복합 흡음재의 각종 물성을 이하의 표 8에 나타낸다. 극세 섬유층(M)의 부피 밀도가 높고, 극세 섬유 부직포층(M) 사이의 거리는 220 ㎛이며, 흡음 기재에의 높은 흡음 부여 효과가 얻어지지 않았다. 극세 섬유층(M) 사이에 연속 장섬유층(S) 사이의 거리가 지나치게 크기 때문에, 성긴 연속 장섬유층(S)이 갖는 공기층이 배후 공기층과 같이 스프링의 역할이 되어, 극세 섬유층(M) 내의 공기를 보다 효율적으로 진동시켜, 극세 섬유층(M) 내의 공기와 극세 섬유 사이의 마찰에 의해, 소리의 진동 에너지를 열에너지로 변환하여, 흡음 기재의 흡음성이 향상되는 효과가 발휘되고 있지 않고, 또한 흡음 기재로 다 흡수하지 못하고 반사된 소리가, 적층 부직포를 투과할 때에, 다시 한번 기대할 수 있는 상기 효과가 발휘되고 있지 않았다고 추정된다.
[참고예 3]
특허문헌 3의 실시예 11에 따라, 폴리에틸렌테레프탈레이트(오르토클로로페놀을 이용한 1%, 25℃법의 용액 점도 ηsp/c 0.77, 융점 263℃)를 방사 구금으로부터 방사하고, 스펀 본드법에 의해, 방사 온도 300℃에서 섬유 웹(S1)을 포집 네트 상에 형성하였다. 얻어진 연속 장섬유 웹(단위 중량 22.5 g/㎡, 평균 섬유 직경 14 ㎛) 상에, 폴리에틸렌테레프탈레이트(동 용액 점도 ηsp/c 0.50, 융점 260℃)를 멜트 블로우 노즐로부터, 방사 온도 300℃, 가열 공기 320℃에서 1000 N㎥/hr의 조건하에서 직접 분출시켜, 극세 섬유 웹(M)(단위 중량 5 g/㎡, 평균 섬유 직경 2 ㎛)을 형성하였다. 또한 극세 섬유 웹 위에, 2성분 방사 구금을 이용하여, 시스 성분으로서 고밀도 폴리에틸렌(융점 130℃), 코어 성분으로서 폴리에틸렌테레프탈레이트(융점 263℃)를 포함하는 복합 장섬유 웹(C)(단위 중량 22.5 g/㎡, 평균 섬유 직경 18 ㎛)을 적층한 적층 웹을, 한 쌍의 엠보스 롤/플랫 롤 온도 230℃/105℃, 선압 300 N/㎝로 부분 열압착하여, 단위 중량 50 g/㎡, 부피 밀도 0.22 g/㎤, 열압착률 15.3%의 부직포를 얻었다.
폴리에스테르 단섬유(섬유 직경 25 ㎛, 섬유 길이 51 ㎜) 70%와, 공중합 폴리에스테르 섬유(융점 135℃, 섬유 직경 15 ㎛, 섬유 길이 51 ㎜) 30%를 카드법으로 개섬 웹을 형성, 니들 펀치 가공으로 교락하며, 단위 중량 200 g/㎡, 두께 25 ㎜, 평균 겉보기 밀도 0.08 g/㎤를 이용하여, 얻어진 기재와 부직포를 중첩시킨 후, 접합을, 니들 바늘 40번으로, 깊이 8 ㎜, 35 횟수/㎠로 기계 교락시키고 나서, 온도 150℃의 가열 롤로 표피재측을 접촉시켜 바늘 구멍을 막도록 가공하여 복합 흡음재를 얻었다. 결과를 이하의 표 8에 나타낸다. 한편, 기재만의 흡음 효과는, 비교예 9에 나타낸 바와 같이, 1000 ㎐에서 9%, 1600 ㎐에서 10%, 2000 ㎐에서 11%, 2500 ㎐에서 12%, 3150 ㎐에서 15%, 4000 ㎐에서 18%이고, 평균 흡음율 A가 13%였다. 얻어진 흡음재는, 점접착하고 있지 않고, 또한 극세 섬유 부직포층(M) 사이의 거리는 220 ㎛이며, 흡음 기재에의 높은 흡음 부여 효과가 얻어지지 않았다.

본 발명에 따른 부직포 및 적층 부직포는, 성형성이 좋으며, 얇고, 경량이며, 형태 안정성이 우수하면서도 성형 후에도 일정한 통기 범위로 제어할 수 있고, 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 4000 ㎐의 저주파수∼중주파수 영역에 있어서, 흡음 기재에 높은 흡음성을 부여하는 것을 가능하게 할 수 있으며, 특히 자동차용, 주택, 가전 제품, 건설 기계 등의 성형성 복합 흡음재의 표피재로서 적합하게 이용 가능하다.
Claims (15)
- 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 폴리에스테르(A 성분) 97.0 중량% 이상 99.9 중량% 이하와, 유리 전이점 온도 114℃ 이상 160℃ 이하의 열가소성 수지(B 성분) 0.1 중량% 이상 3.0 중량% 이하를 함유하는 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포.
- 평균 섬유 직경 0.3 ㎛ 이상 7 ㎛ 이하, 단위 중량 1 g/㎡ 이상 40 g/㎡ 이하의 적어도 1층의 극세 섬유층(M)과, 평균 섬유 직경 10 ㎛ 이상 30 ㎛ 이하의 적어도 1층의 연속 장섬유층(S)이 부분 열압착에 의해 일체화된 적층 구조를 갖는 부직포로서, 상기 연속 장섬유층(S)이 복굴절률 0.04 이상 0.07 이하의 장섬유로 구성되고, 또한 상기 극세 섬유층(M)의 부피 밀도가 0.35 g/㎤ 이상 0.70 g/㎤ 이하인 것을 특징으로 하는 부직포.
- 제1항에 있어서, 상기 A 성분이 폴리에틸렌테레프탈레이트이고, 또한 상기 B 성분이 폴리아크릴레이트계 수지인 부직포.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 부직포는, 타층의 융점보다 30℃ 이상 낮은 융점을 갖는 섬유를 포함하는 연속 장섬유층을 그 표면에 갖는 부직포.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 부직포의 단위 중량이 20 g/㎡ 이상 150 g/㎡ 이하이고, 또한 두께가 2 ㎜ 이하인 부직포.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 열압착 면적률이 6% 이상 30% 이하인 부직포.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 극세 섬유층(M)과 상기 연속 장섬유층(S)이 모두 폴리에스테르계 섬유로 구성되는 부직포.
- 제1항 내지 제7항 중 어느 한 항에 기재된 부직포를 적층한 적층 부직포.
- 제8항에 있어서, 상기 극세 섬유층(M)을 2층 이상 포함하고, 상기 극세 섬유층(M) 각각의 사이에 상기 연속 장섬유층(S)이 1층 이상 배치되어 있으며, 또한 상기 극세 섬유층(M) 각각의 사이의 거리가 30 ㎛ 이상 200 ㎛ 이하인 적층 부직포.
- 제8항 또는 제9항에 있어서, 열압착에 의해 일체화된 SM형 또는 SMS형의 적층 구조를 갖는 부직포가 2장 이상 적층 일체화된 것인 적층 부직포.
- 제8항 내지 제10항 중 어느 한 항에 있어서, 상기 극세 섬유층(M)과 상기 연속 장섬유층(S) 사이 또는 상기 연속 장섬유층(S)끼리의 사이의 섬유끼리의 접착이 점접착인 적층 부직포.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 흡음재의 표피재로서 이용하기 위한 부직포.
- 제8항 내지 제11항 중 어느 한 항에 있어서, 흡음재의 표피재로서 이용하기 위한 적층 부직포.
- 제1항 내지 제7항 중 어느 한 항에 기재된 부직포 또는 제8항 내지 제11항 중 어느 한 항에 기재된 적층 부직포와, 연속 기포 수지 발포체 또는 섬유 다공질재가 적층되어 있는 복합 흡음재.
- 제14항에 있어서, JIS A 1405에 준거하는 수직 입사의 측정법에 있어서 표피재측으로부터 입사하는 소리의 주파수 1000 ㎐, 1600 ㎐, 2000 ㎐, 2500 ㎐, 3150 ㎐, 및 4000 ㎐에 있어서의 평균 흡음율(%)이, 상기 흡음 기재 단체(單體)의 것보다 45% 이상 높은 복합 흡음재.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2017-246588 | 2017-12-22 | ||
| JPJP-P-2017-246351 | 2017-12-22 | ||
| JP2017246588 | 2017-12-22 | ||
| JP2017246351 | 2017-12-22 | ||
| JPJP-P-2018-004214 | 2018-01-15 | ||
| JP2018004214 | 2018-01-15 | ||
| PCT/JP2018/045985 WO2019124231A1 (ja) | 2017-12-22 | 2018-12-13 | 不織布、及びこれを表皮材として用いた複合吸音材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200088443A true KR20200088443A (ko) | 2020-07-22 |
| KR102343534B1 KR102343534B1 (ko) | 2021-12-28 |
Family
ID=66993490
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207017818A KR102343534B1 (ko) | 2017-12-22 | 2018-12-13 | 부직포, 및 이것을 표피재로서 이용한 복합 흡음재 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20200316906A1 (ko) |
| EP (1) | EP3730684B1 (ko) |
| JP (1) | JP6826213B2 (ko) |
| KR (1) | KR102343534B1 (ko) |
| CN (1) | CN111527253A (ko) |
| TW (1) | TW201937029A (ko) |
| WO (1) | WO2019124231A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102508953B1 (ko) | 2021-10-21 | 2023-03-13 | (주)하도웨버스 | 폴리에틸렌테레프탈레이트/폴리프로필렌 복합 멜트블로운 흡음재 제조 장치 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220010471A1 (en) * | 2018-12-13 | 2022-01-13 | Asahi Kasei Kabushiki Kaisha | Nonwoven Fabric, Layered Nonwoven Fabric Comprising the Nonwoven Fabric, and Composite Sound-Absorbing Material Using Them as Skin Material |
| TWI741403B (zh) * | 2019-11-04 | 2021-10-01 | 黃振正 | 可易回收薄層物 |
| WO2021235446A1 (ja) * | 2020-05-19 | 2021-11-25 | 旭化成株式会社 | 複合吸音材 |
| JP7555202B2 (ja) * | 2020-06-17 | 2024-09-24 | 株式会社イノアックコーポレーション | 防音材 |
| KR102294294B1 (ko) * | 2020-11-17 | 2021-08-27 | 엔브이에이치코리아(주) | 자동차용 흡음재의 성형방법 |
| EP4253037A4 (en) * | 2021-02-02 | 2024-03-20 | Toray Industries, Inc. | LAMINATED BODY OF NON-WOVEN FABRIC FOR SOUND-ABSORBING MATERIAL, AND SOUND-ABSORBING MATERIAL |
| CN116005491A (zh) * | 2023-01-06 | 2023-04-25 | 中国航空制造技术研究院 | 一种耐高温、柔性宽频吸声隔热材料及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH086242B2 (ja) * | 1987-03-23 | 1996-01-24 | 旭化成工業株式会社 | 熱収縮性不織シ−トとその製造方法 |
| JP3705419B2 (ja) | 2000-11-27 | 2005-10-12 | 東洋紡績株式会社 | 軽量吸音材 |
| KR20060006046A (ko) * | 2003-04-22 | 2006-01-18 | 아사히 가세이 셍이 가부시키가이샤 | 고강도 부직포 |
| JP2009145425A (ja) | 2007-12-11 | 2009-07-02 | Toshiba Matsushita Display Technology Co Ltd | 液晶パネル |
| JP4574262B2 (ja) | 2004-07-21 | 2010-11-04 | 旭化成せんい株式会社 | 吸音性積層体およびその製造法 |
| JP2014037647A (ja) * | 2012-08-16 | 2014-02-27 | Kuraray Co Ltd | メルトブローン不織布を含む吸音材 |
| JP5603575B2 (ja) | 2008-10-21 | 2014-10-08 | 旭化成せんい株式会社 | 積層不織布 |
| JP2015121631A (ja) | 2013-12-23 | 2015-07-02 | 日本バイリーン株式会社 | 吸音材 |
| JP6011253B2 (ja) * | 2012-11-02 | 2016-10-19 | 東洋紡株式会社 | 成型性の優れた熱圧着長繊維不織布 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS563575B2 (ko) | 1972-07-21 | 1981-01-26 | ||
| JP3650223B2 (ja) * | 1996-07-16 | 2005-05-18 | 帝人株式会社 | 熱成形用不織布 |
| JPH10268871A (ja) * | 1997-03-27 | 1998-10-09 | Toray Ind Inc | 吸音材 |
| EP1200661B1 (en) * | 1999-08-02 | 2004-07-21 | E.I. Du Pont De Nemours And Company | Composite nonwoven sheet material |
| JP4361202B2 (ja) * | 2000-09-06 | 2009-11-11 | 株式会社クラレ | メルトブローン不織布を含む吸音材 |
| JP4032921B2 (ja) * | 2002-10-25 | 2008-01-16 | 東レ株式会社 | 吸音材 |
| TWI349614B (en) * | 2006-01-25 | 2011-10-01 | Asahi Kasei Fibers Corp | Non-woven fabric laminated by heat bonding |
| JP5428564B2 (ja) * | 2009-06-18 | 2014-02-26 | 東洋紡株式会社 | 車両内装材用部材およびそれを用いた車両用内装材 |
| JP5609334B2 (ja) * | 2010-07-06 | 2014-10-22 | 東洋紡株式会社 | スパンボンド不織布およびそれを用いたフィルター |
| JP2013163869A (ja) | 2012-02-09 | 2013-08-22 | Asahi Kasei Fibers Corp | 車両用ダッシュサイレンサーに用いる成形吸音材 |
| TWI618279B (zh) * | 2012-04-04 | 2018-03-11 | Asahi Kasei Fibers Corp | 分隔件材料 |
| JP6185277B2 (ja) * | 2013-04-25 | 2017-08-23 | 帝人株式会社 | 吸音材 |
-
2018
- 2018-12-13 KR KR1020207017818A patent/KR102343534B1/ko active IP Right Grant
- 2018-12-13 WO PCT/JP2018/045985 patent/WO2019124231A1/ja unknown
- 2018-12-13 EP EP18892655.4A patent/EP3730684B1/en active Active
- 2018-12-13 US US16/955,141 patent/US20200316906A1/en not_active Abandoned
- 2018-12-13 JP JP2019561030A patent/JP6826213B2/ja active Active
- 2018-12-13 CN CN201880083151.4A patent/CN111527253A/zh active Pending
- 2018-12-20 TW TW107146042A patent/TW201937029A/zh unknown
-
2023
- 2023-01-17 US US18/097,928 patent/US20230150230A1/en not_active Abandoned
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH086242B2 (ja) * | 1987-03-23 | 1996-01-24 | 旭化成工業株式会社 | 熱収縮性不織シ−トとその製造方法 |
| JP3705419B2 (ja) | 2000-11-27 | 2005-10-12 | 東洋紡績株式会社 | 軽量吸音材 |
| KR20060006046A (ko) * | 2003-04-22 | 2006-01-18 | 아사히 가세이 셍이 가부시키가이샤 | 고강도 부직포 |
| JP4574262B2 (ja) | 2004-07-21 | 2010-11-04 | 旭化成せんい株式会社 | 吸音性積層体およびその製造法 |
| JP2009145425A (ja) | 2007-12-11 | 2009-07-02 | Toshiba Matsushita Display Technology Co Ltd | 液晶パネル |
| JP5603575B2 (ja) | 2008-10-21 | 2014-10-08 | 旭化成せんい株式会社 | 積層不織布 |
| JP2014037647A (ja) * | 2012-08-16 | 2014-02-27 | Kuraray Co Ltd | メルトブローン不織布を含む吸音材 |
| JP6011253B2 (ja) * | 2012-11-02 | 2016-10-19 | 東洋紡株式会社 | 成型性の優れた熱圧着長繊維不織布 |
| JP2015121631A (ja) | 2013-12-23 | 2015-07-02 | 日本バイリーン株式会社 | 吸音材 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102508953B1 (ko) | 2021-10-21 | 2023-03-13 | (주)하도웨버스 | 폴리에틸렌테레프탈레이트/폴리프로필렌 복합 멜트블로운 흡음재 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201937029A (zh) | 2019-09-16 |
| EP3730684A4 (en) | 2021-01-13 |
| US20230150230A1 (en) | 2023-05-18 |
| EP3730684A1 (en) | 2020-10-28 |
| JPWO2019124231A1 (ja) | 2020-11-26 |
| EP3730684B1 (en) | 2022-02-02 |
| KR102343534B1 (ko) | 2021-12-28 |
| JP6826213B2 (ja) | 2021-02-03 |
| CN111527253A (zh) | 2020-08-11 |
| US20200316906A1 (en) | 2020-10-08 |
| WO2019124231A1 (ja) | 2019-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102343534B1 (ko) | 부직포, 및 이것을 표피재로서 이용한 복합 흡음재 | |
| JP4919881B2 (ja) | 複合吸音材 | |
| EP3034667B1 (en) | Nonwoven fabric laminate for foaming molding, method for producing nonwoven fabric laminate for foaming molding, urethane foaming molding composite using nonwoven fabric laminate, vehicle seat, and chair | |
| US20030077969A1 (en) | Sound absorption material having excellent moldability | |
| JP2010128005A (ja) | 複合吸音材 | |
| JP2006028708A (ja) | 吸音性積層体およびその製造法 | |
| JP5886063B2 (ja) | 吸音材の製造方法 | |
| JP7462748B2 (ja) | 複合吸音材 | |
| JP6349019B1 (ja) | メルトブローン不織布及びその用途ならびにその製造方法 | |
| JP2019045636A (ja) | 複合吸音材 | |
| KR102604135B1 (ko) | 부직포, 이 부직포의 적층 부직포, 및 이들을 표피재로서 이용한 복합 흡음재 | |
| JP2001018314A (ja) | 不織布積層体及び自動車用内装材 | |
| JP2007314906A (ja) | カーペット裏材 | |
| JP2019209569A (ja) | 繊維構造体 | |
| KR20230133220A (ko) | 구조적 부품 적용을 위한 지속 가능한 부직포 라미네이트 | |
| JP2022030954A (ja) | 繊維ボードの熱成形法 | |
| JP2022117628A (ja) | 吸音材 | |
| JP2022117661A (ja) | 吸音表皮材 | |
| KR20110109399A (ko) | 내장제용 부직포 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |