KR20200043454A - 3d 유리-금속 복합체, 이의 제조방법 및 전자제품 - Google Patents
3d 유리-금속 복합체, 이의 제조방법 및 전자제품 Download PDFInfo
- Publication number
- KR20200043454A KR20200043454A KR1020207008546A KR20207008546A KR20200043454A KR 20200043454 A KR20200043454 A KR 20200043454A KR 1020207008546 A KR1020207008546 A KR 1020207008546A KR 20207008546 A KR20207008546 A KR 20207008546A KR 20200043454 A KR20200043454 A KR 20200043454A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- cover plate
- frame
- metal
- glass cover
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/0217—Mechanical details of casings
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/02—Details
- H05K5/03—Covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1633—Constructional details or arrangements of portable computers not specific to the type of enclosures covered by groups G06F1/1615 - G06F1/1626
- G06F1/1637—Details related to the display arrangement, including those related to the mounting of the display in the housing
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1633—Constructional details or arrangements of portable computers not specific to the type of enclosures covered by groups G06F1/1615 - G06F1/1626
- G06F1/1656—Details related to functional adaptations of the enclosure, e.g. to provide protection against EMI, shock, water, or to host detachable peripherals like a mouse or removable expansions units like PCMCIA cards, or to provide access to internal components for maintenance or to removable storage supports like CDs or DVDs, or to mechanically mount accessories
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B1/00—Details of transmission systems, not covered by a single one of groups H04B3/00 - H04B13/00; Details of transmission systems not characterised by the medium used for transmission
- H04B1/38—Transceivers, i.e. devices in which transmitter and receiver form a structural unit and in which at least one part is used for functions of transmitting and receiving
- H04B1/3827—Portable transceivers
- H04B1/3888—Arrangements for carrying or protecting transceivers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/0249—Details of the mechanical connection between the housing parts or relating to the method of assembly
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K5/00—Casings, cabinets or drawers for electric apparatus
- H05K5/0086—Casings, cabinets or drawers for electric apparatus portable, e.g. battery operated apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C2045/1486—Details, accessories and auxiliary operations
- B29C2045/14868—Pretreatment of the insert, e.g. etching, cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3481—Housings or casings incorporating or embedding electric or electronic elements
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F1/00—Details not covered by groups G06F3/00 - G06F13/00 and G06F21/00
- G06F1/16—Constructional details or arrangements
- G06F1/1613—Constructional details or arrangements for portable computers
- G06F1/1626—Constructional details or arrangements for portable computers with a single-body enclosure integrating a flat display, e.g. Personal Digital Assistants [PDAs]
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/0202—Portable telephone sets, e.g. cordless phones, mobile phones or bar type handsets
- H04M1/026—Details of the structure or mounting of specific components
- H04M1/0266—Details of the structure or mounting of specific components for a display module assembly
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/18—Telephone sets specially adapted for use in ships, mines, or other places exposed to adverse environment
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04M—TELEPHONIC COMMUNICATION
- H04M1/00—Substation equipment, e.g. for use by subscribers
- H04M1/02—Constructional features of telephone sets
- H04M1/18—Telephone sets specially adapted for use in ships, mines, or other places exposed to adverse environment
- H04M1/185—Improving the rigidity of the casing or resistance to shocks
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Signal Processing (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Theoretical Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Human Computer Interaction (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Computer Networks & Wireless Communication (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Telephone Set Structure (AREA)
- Casings For Electric Apparatus (AREA)
Abstract
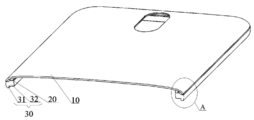
본 발명은 3D 유리-금속 복합체, 이의 제조방법 및 전자제품을 개시한다. 3D 유리-금속 복합체는 3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)을 포함한다. 플라스틱 프레임 바디(20)는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임(30)의 상부 표면 사이에 형성된다. 3D 유리 커버 플레이트(10)의 외주, 플라스틱 프레임 바디(20) 및 금속 프레임(30)은 단차없이 3D 유리 커버 플레이트(10)의 곡률을 따라 매끄럽게 전이된다.
Description
본 출원은 2017년 8월 25일 제출된 중국 특허출원 제 201710740918.3호를 기초로 하고, 이의 우선권을 주장하며, 이의 전체 내용은 본 출원에 참조로 통합된다.
본 개시는 전자제품 기술분야에 관한 것이며, 구체적으로, 3D 유리-금속 복합체, 이의 제조방법 및 전자제품에 관한 것이다.
종래기술에서, 유리 전방 스크린(glass front screen) 및 금속 프레임(metal frame)의 결합 방식은 일반적으로, 접착제 사용에 의한 직접적인 피팅(fitting) 및 조립을 채택하고 있으며, 유리 및 금속 프레임은 접착제로 코팅되어 조립된다. 유리 및 금속 프레임의 결합 방식은 금속 기재(base material) 및 유리 사이의 결합력의 크기를 결정한다. 이러한 방법을 이용하여 제조된 3D 유리-금속 복합체는 이하의 주요 단점을 갖는다:
(1) 유리 및 금속 기재 사이의 결합력은 상대적으로 작고, 결합이 타이트(tight)하지 않으며, 간격(gap)이 존재하고, 방수성을 달성할 수 없으며, 복합체가 쉽게 탈락(fall off)된다. (2) 피팅은 단차 없는 결합을 달성할 수 없고, 유리가 돌출되어, 3D 유리-금속 복합체의 두께를 증가시킬 뿐만 아니라, 스크린 파손의 위험을 증가시킨다. (3) 제조 공정이 많아져, 생산 비용이 증가하고, 한편, 불량률 또한 증가한다.
본 개시의 목적은 상기 종래 기술의 상기 단점을 극복하기 위해, 3D 유리-금속 복합체, 이의 제조방법 및 전자제품을 제공하는 것이다. 3D 유리-금속 복합체에서, 유리 및 금속 기재 사이의 결합력은 높고, 스크린 파손의 위험은 낮으며, 방수성은 강하다.
상기 목적을 달성하기 위해, 본 개시의 제1 태양은 3D 유리-금속 복합체를 제공한다. 3D 유리-금속 복합체는 3D 유리 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임을 포함한다. 금속 프레임의 상부 표면 및 3D 유리 커버 플레이트의 엣지(edge) 표면은 대향되게 배치된다. 플라스틱 프레임 바디의 적어도 일부는 3D 유리 커버 플레이트의 엣지 표면 및 금속 프레임의 상부 표면 사이에 형성되고, 3D 유리 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임의 외주(outer peripheries)는 3D 유리 커버 플레이트(10)의 곡률(curvature)을 따라 단차(steps)없이 매끄럽게(smooth) 전이(transition)된다.
본 개시의 제2 태양은 3D 유리-금속 복합체의 제조방법을 제공한다. 방법은 이하의 단계를 포함한다: (1) 3D 유리 커버 플레이트를 제공하고, 3D 유리 커버 플레이트의 엣지 표면 상에 활성화제를 코팅하고, 건조하는 단계; (2) 금속 프레임의 외주를 따라 외향으로 연장되는 예비부(reserved portion)가 금속 프레임의 최종 구조에 대하여 금속 프레임 조립체를 위해 남겨진 금속 프레임 조립체(prefabricated body)를 제공하는 단계; (3) 단계 (1)에서 얻어진 3D 유리 커버 플레이트 및 금속 프레임 조립체를 사출금형에 위치시키는 단계로서, 여기서 금속 프레임 조립체(30')의 상부 표면 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치되며, 사출성형 재료는 3D 유리 커버 플레이트의 엣지 표면 및 금속 프레임 조립체의 상부 표면 사이에 충진되고, 사출성형 재료의 적어도 일부는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임 조립체(30')의 상부 표면 사이에 형성되고, 사출성형에 의해 3D 유리-금속 복합 조립체가 얻어지는 단계; 및 (4) 3D 유리-금속 복합 조립체에 절단 처리를 수행하고, 금속 프레임 조립체에서 예비부를 제거하여, 3D 유리-금속 복합체를 얻는 단계.
본 개시의 제3 태양은 상기 방법으로 제조된 3D 유리-금속 복합체를 제공한다.
본 개시의 제4 태양은 본 개시에 따른 3D 유리-금속 복합체를 포함하는 전자제품을 제공한다.
본 개시의 3D 유리-금속 복합체에서, 3D 유리 커버 플레이트 및 금속 프레임 사이의 결합력은 상기와 같이 높을 수 있고(속도는 10mm/min이다.), 3D 유리 커버 플레이트 및 금속 프레임은 플라스틱 프레임 바디를 이용하여 결합(사출성형 방식, 특히, 상온(room temperature)에서의 사출성형을 통하여, 플라스틱은 금속 기재 및 3D 유리 커버 플레이트를 결합하기 위한 매개체로 사용되어, 둘 사이의 결합력을 크게 향상시킨다.)된다. 결합력이 우수하고, 스크린 파손 위험은 낮으며, 방수성은 강하고, 두께 및 미관이 달성된다. 3D 유리 커버 플레이트는 실용성이 강한 커버 플레이트로 조립될 수 있으며, 제조방법은 스크린 마운팅 공정을 줄이고, 생산 비용을 줄이며, 제품 수율을 향상시킨다.
본 개시의 방법에서, 3D 유리 커버 플레이트의 엣지 상에 활성화제를 코팅함으로써, 활성화제의 활성화 성분 및 사출성형용 플라스틱 사이에 가교 반응이 발생하여, 이에 따라, 플라스틱 프레임 바디와 유리 커버 플레이트 사이의 결합력, 그리고 플라스틱 프레임 바디와 금속 프레임 사이의 결합력을 현저하게 증가시키고, 스크린 파손의 위험을 감소시킨다.
본 개시의 다른 특징 및 이점은 이하의 상세한 설명에서 상세하게 설명될 것이다.
본 개시의 상기 및/또는 추가적인 태양 및 장점은 첨부된 도면을 참조하여 실시예의 설명으로부터 명확하고 쉽게 이해될 것이다.
도 1은 본 개시에 따른 3D 유리-금속 복합체의 개략적인 구조도(schematic structural diagram)이다.
도 2는 도 1의 측면의 개략적인 구조도이다.
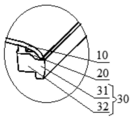
도 3은 도 2의 A 위치의 확대된 개략적인 구조도이다.
도 4는 본 개시에 따른 3D 유리 커버 플레이트의 개략적인 구조도이다.
도 5는 본 개시에 따른 금속 프레임 조립체의 개략적인 구조도이다.
도 6은 본 개시에 따른 3D 유리-금속 복합 조립체의 개략적인 구조도이다.
도 1은 본 개시에 따른 3D 유리-금속 복합체의 개략적인 구조도(schematic structural diagram)이다.
도 2는 도 1의 측면의 개략적인 구조도이다.
도 3은 도 2의 A 위치의 확대된 개략적인 구조도이다.
도 4는 본 개시에 따른 3D 유리 커버 플레이트의 개략적인 구조도이다.
도 5는 본 개시에 따른 금속 프레임 조립체의 개략적인 구조도이다.
도 6은 본 개시에 따른 3D 유리-금속 복합 조립체의 개략적인 구조도이다.
여기에 개시된 범위의 종점(endpoint) 및 임의의 값은 정확한 범위 또는 값으로 제한되지 않으며, 이들 범위 또는 값은 이들 범위 또는 값에 근접한 값을 포함하는 것으로 이해되어야 한다. 각 범위의 종점 사이의 수치 범위, 종점값 및 개별적 지점 사이의 수치 범위 그리고, 개별적 지점 사이의 수치 범위는 서로 조합되어 하나 이상의 새로운 수치범위가 얻어질 수 있고, 이러한 수치 범위는 여기에 구체적으로 개시된 것으로 고려되어야 한다.
제1 태양에서, 도 1 및 도 2에 도시된 것과 같이, 본 개시는 3D 유리-금속 복합체를 제공한다. 3D 유리-금속 복합체는 3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)을 포함한다. 금속 프레임(30)의 상부 표면 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치된다. 플라스틱 프레임 바디(20)의 적어도 일부는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임(30)의 상부 표면(3D 유리 커버 플레이트를 향한 일면) 사이에 형성된다. 3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)의 외주는 단차없이 3D 유리 커버 플레이트(10)의 곡률을 따라 매끄럽게 전이된다.
본 개시의 3D 유리-금속 복합체에서, 당업자는 3D 유리 커버 플레이트의 엣지 표면은 3D 유리가 열적으로 구부러지기 전에 평판 유리(flat glass)의 (외주)측면을 지칭하고, 또한, 평판 유리의 표면의 두께일 수도 있다는 것을 이해할 것이다. 플라스틱 프레임 바디(경화되고 경질의 플라스틱 프레임 바디)는 3D 유리 커버 플레이트의 엣지 표면 및 금속 프레임의 상부 표면 사이에 형성되며, 즉, 3D 유리 커버 플레이트, 플라스틱 플레임 바디 및 금속 프레임이 차례로 배치되고, 상기 3개의 외주(3D 유리에 대해 외향으로 돌출하는 면)는 3D 유리 커버 플레이트의 곡률(벤딩(bending) 후 유리의 연장되는 방향)을 따라 단차 없이 매끄럽게 전이된다.
매끄러운 전이는 적어도 플라스틱 프레임 바디, 금속 프레임 및 3D 유리 커버 플레이트의 외주 표면이 동일한 곡면(curved surface)에 위치하는 것으로 이해되어야 할 것이며, 즉, 플라스틱 프레임 바디 및 금속 프레임의 외주 표면은 3D 유리 커버 플레이트의 외주 표면을 따라 연장된다.
본 개시의 3D 유리-금속 복합체에서, 금속 프레임(30)은 일체로 형성된 외부 프레임(31) 및 내부 프레임(32)을 포함한다. 외부 프레임(31)의 상부 표면 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치된다. 내부 프레임(31)은 외부 프레임(31)의 내부에 형성된다. 이러한 구조에서, 외부 프레임(31)은 주로 하우징(housing)으로서 기능하며, 내부 프레임(32)은 내부 구성요소의 구조와 매칭(match)되도록 구성될 수 있다. 내부 구성요소의 위치를 고정하기 위해, 내부 프레임(32) 상에는 버클링(buckling) 구조가 형성될 수 있다. 또한, 내부 프레임(32) 및 외부 프레임(31)의 하부 표면은 다른 프레임 바디에 연결되는 적응 구조(adapting structure)를 형성하기 위해 연동(cooperate)될 수 있다. 도 3에 도시된 것과 같이, 3D 유리 커버 플레이트(10) 및 금속 프레임(30) 사이의 결합력을 더욱 증가시키기 위해, 본 발명의 일 실시예에 따르면, 플라스틱 프레임 바디(20)의 외주 및 외부 프레임(31)의 외주, 그리고 플라스틱 프레임 바디(20)의 내주(inner periphery) 및 내부 프레임(32)의 내주는 3D 유리 커버 플레이트(10) 및 금속 프레임(30)의 사이에서 상응하게(correspondingly) 형성된다. 이 경우, 플라스틱 프레임 바디(20) 및 3D 유리 커버 플레이트(10) 사이, 그리고 플라스틱 프레임 바디(20) 및 금속 프레임(30) 사이의 결합 면적이 증가하고, 이는 3D 유리 커버 플레이트(10) 및 금속 프레임(30) 사이의 결합력을 증가시키는데 더욱 유리하다.
본 개시의 3D 유리-금속 복합체에서, 도 3에 도시된 것과 같이, 3D 유리 커버 플레이트(10) 및 금속 프레임(30) 사이의 결합력을 더욱 증가시키기 위해, 바람직하게는, 내부 프레임(32)의 상부 표면은 외부 프레임(31)의 상부 표면보다 높다. 바람직하게는, 내부 프레임(32)의 상부 표면 및 외부 프레임(31)의 상부 표면은 원호형 전이 방식(arc-shaped transition manner)으로 연결된다. 이 경우, 외부 프레임(31)의 상부 표면의 폭(외부 프레임의 중간면의 연장되는 방향에 수직인 길이)은 3D 유리 커버 플레이트(10)의 엣지 표면의 폭보다 크므로, 플라스틱 프레임 바디(20)의 충진 공간이 구비될 수 있다. 이 구조에서, 플라스틱 프레임 바디(20) 및 금속 프레임(30) 사이의 결합 면적이 증가하고, 이는 3D 유리 커버 플레이트(10) 및 금속 프레임(30) 사이의 결합력을 증가시키는데 더욱 유리하다.
본 개시의 3D 유리-금속 복합체에서, 3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)의 두께에 대해서는 특별한 요건이 없을 수 있으며, 실제 요구에 따라, 상응하는 설계가 수행될 수 있다. 예를 들어, 유리 커버 플레이트(10)의 두께(즉, 엣지 표면의 폭)는 0.3 내지 2mm일 수 있다. 이 경우, 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임(30)의 외부 프레임(31) 사이에 위치하는 플라스틱 프레임 바디(20)의 두께는 0.5 내지 1mm이다. 금속 프레임(30)의 외부 프레임(31)의 상부 표면의 폭은 유리 커버 플레이트(10)의 엣지 표면의 폭보다 0.5 내지 2mm 더 크다. 금속 프레임(30)의 내부 프레임(32)의 폭은 1 내지 2mm이고, 내부 프레임(32)의 상부 표면의 폭은 외부 프레임(31)의 상부 표면보다 0.1 내지 2.5mm 더 크다.
본 개시의 3D 유리-금속 복합체에서, 3D 유리 커버 플레이트(10)는 단일 곡선(single curved) 유리 커버 플레이트(대향되어 배치된 엣지 그룹을 구부려 형성됨)일 수 있고, 또는 이중-곡선(double-curved) 유리 커버 플레이트(대향되어 배치된 2개의 엣지 그룹을 동시에 구부려 형성됨)일 수 있다. 바람직하게는, 3D 유리 커버 플레이트는 이중-곡면 유리 커버 플레이트이고, 금속 프레임을 구비하는 이중-곡면 유리 커버 플레이트의 구조적 힘(structural force)은 보다 균일하고 안정적이다.
본 개시의 3D 유리-금속 복합체에서, 플라스틱 프레임 바디(20)의 재료는 열가소성 또는 열경화성 수지일 수 있다. 열가소성 수지는 PC, PA, PPS, PBT 등으로부터 선택될 수 있고, 열경화성 수지는 페놀수지, 에폭시수지, 디알릴 프탈레이트 등에서 선택될 수 있다. 3D 유리 커버 플레이트 및 금속 프레임 사이의 결합력을 현저하게 향상시키고, 스크린 파손의 위험을 현저하게 감소시키기 위해, 예를 들어, 본 개시의 일 실시예에서, 플라스틱 프레임 바디의 재료는 폴리아미드(PA), 유리섬유(GF), 폴리카보네이트(PC) 및 폴리페닐렌 설파이드(PPS) 중 적어도 하나이다. 예를 들어, 본 개시의 다른 실시예에서, 플라스틱 프레임 바디의 재료는 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나와 유리섬유의 혼합물이다. 예를 들어, 본 개시의 또 다른 실시예에서, 플라스틱 프레임 바디의 재료는 폴리아미드와 유리섬유의 혼합물이다.
본 개시의 일 실시예에서, 플라스틱 프레임 바디에서 유리섬유의 중량에 대한 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량의 비율은 (0.5 내지 5):1이다. 추가로, 본 개시의 다른 실시예에서, 상기 비율은 (1 내지 3):1이다. 당업자는 플라스틱 프레임 바디가 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 하나를 함유하는 경우, 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량은 하나의 물질의 중량임을 이해할 것이다. 플라스틱 프레임 바디가 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 2 이상을 함유하는 경우, 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량은 2 이상의 물질의 중량의 합이다. 본 개시에서, 폴리아미드, 유리섬유, 폴리카보네이트 및 폴리페닐렌 설파이드는 상업적으로 입수 가능하다.
본 개시의 3D 유리-금속 복합체에서, 금속 기재는 특별하게 한정되지 않으며, 금속 기재는 당 업계에서 통상적으로 사용되는 다양한 금속 기재일 수 있다. 본 개시의 일 실시예에서, 금속 기재는 스테인레스 스틸 기재 또는 알루미늄 합금 기재이다.
본 개시의 3D 유리-금속 복합체에서, 3D 유리 커버 플레이트(10) 및 금속 기재 사이의 결합력을 더욱 향상시키고, 스크린 파손의 위험을 현저하게 감소시키기 위해, 본 개시의 일 실시예에서, 금속 프레임의 표면 상에 애노드 산화 필름층이 형성되고, 애노드 산화 필름층의 외부 표면층에 미세기공이 추가로 형성된다. 상기 금속 프레임은 이하의 공정 단계: 스테인레스 스틸 또는 알루미늄 합금에 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 순차적으로 수행하는 것을을 포함하는 방법을 이용하여 제조될 수 있다. 구체적인 단계는 상응하는 내용의 하기 상세한 설명을 참조한다.
제2 태양에서, 본 개시는 3D 유리-금속 복합체의 제조방법을 제공한다. 방법은 (1) (도 4에 도시된 것과 같이) 3D 유리 커버 플레이트(10)를 제공하고, 3D 유리 커버 플레이트의 엣지 표면 상에 활성화제를 코팅하고, 건조하는 단계; (2) (도 5에 도시된 것과 같이) 금속 프레임 조립체(30')를 제공하는 단계로서, 여기서, 금속 프레임(30)의 외주를 따라 외향으로 연장되는 예비부(33)가 금속 프레임(30)의 최종 구조에 대하여 금속 프레임 조립체를 위해 구비된, 금속 프레임 조립체(30')를 제공하는 단계; (3) (도 6에 도시된 것과 같이) 단계 (1)에서 얻어진 3D 유리 커버 플레이트(10) 및 금속 프레임 조립체(30')를 사출금형에 위치시키고, 사출성형 재료를 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임 조립체(30)의 상부 표면 사이에 충진하고, 사출성형에 의해 3D 유리-금속 복합 조립체를 얻는 단계; 및 (4) 3D 유리-금속 복합 조립체에 절단 처리를 수행하고, 금속 프레임 조립체(30')에서 예비부(33)를 제거하여 3D 유리-금속 복합체를 얻는 단계를 포함한다.
본 개시의 발명자들은 유리와 금속 사이의 결합력에 대한 연구 중 유리와 금속 사이의 결합력이 사출성형(사출성형 재료를 충진)을 통하여 향상될 수 있다는 것을 발견하였다. 그러나, 3D 유리는 평판 유리와 상이하다. 3D 유리의 특수한 구조와 3D 유리 커버 플레이트 및 금속 프레임의 공정 동안의 가공 공차(machining tolerance) 때문에, 3D 유리 커버 플레이트 및 금속 프레임의 크기를 완벽하게 매칭하기는 어렵다. 사출성형 이후, 3D 금속 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임의 외주에는 명백한 간격 및 단차가 항상 존재하며, 이는 제품의 외관 및 밀봉에 영향을 미치게 될 것이다. 본 개시의 발명자들은 상기 문제점을 감안하여, 또 다시 방법을 개선하고, 사출성형 공정에서 금속 프레임 조립체를 사용하는 해결책을 제안하였다. 금속 프레임의 외주를 따라 외향으로 연장되는 예비부는 금속 프레임의 최종 구조에 대하여 금속 프레임 조립체를 위해 구비된다. 사출성형 공정에서, 예비부는 사출성형 재료가 외부로 넘치는 것을 차단하는 특정한 역할을 수행할 수 있으므로, 사출성형 재료는 3D 유리 기저 플레이트 및 금속 프레임 사이에서 보다 타이트하게 경화되어 안정적이고, 밀봉된 구조를 형성할 수 있다. 사출성형 이후, 3D 유리-금속 복합 조립체에 절단 처리(즉, CNC 공정)가 행해진다. (플라스틱 프레임의 잔여부분이 제거되는 동안) 금속 프레임 조립체에서 예비부를 제거함으로써, 제조된 3D 유리-금속 복합체의 미관을 향상시키는데 유리하다.
본 개시의 방법에서, 본 개시의 일 실시예에 따르면, 금속 프레임(30)은 일체로 형성된 외부 프레임(31) 및 내부 프레임(32)을 포함한다. 외부 프레임(31) 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치된다. 내부 프레임(32)은 외부 프레임(31)의 내측에 형성되고, 예비부(33)는 외부 프레임(31)의 외주 상에 형성된다. 본 개시의 일 실시예에 따르면, 내부 프레임(32)의 상부 표면은 외부 프레임(31)의 상부 표면보다 높고, 내부 프레임(32)의 상부 표면 및 외부 프레임(31)의 상부 표면은 원호형 전이 방식으로 연결된다. 이 경우, (예비부를 제외한) 외부 프레임(31)의 상부 표면의 폭(외부 프레임의 중간면의 연장 방향에 수직인 길이)은 3D 유리 커버 플레이트(10)의 엣지 표면의 폭보다 크므로, 플라스틱 프레임 바디(20)의 충진 공간이 구비된다.
본 개시의 일 실시예에 따르면, 사출금형은 암형몰드(female mold) 및 수형몰드(male mold)를 포함하고, 암형몰드는 내부적으로 3D 유리 커버 플레이트의 외부 표면 구조와 매칭되는 내부 표면을 갖는다. 수형몰드는 측벽구조 및 금속 프레임 조립체의 내부벽에 매칭되는 원주형 인서트(columnar insert)를 갖는다. 금속 프레임 조립체는 원주형 인서트 상에 유연하게 슬리브 될 수 있으며(flexibly sleeved), 원주형 인서트의 상부 표면은 3D 유리 커버 플레이트의 내부 표면 구조와 일치한다. 수형몰드는 원주형 인서트 상에 슬리브 될 수 있고, 원주형 인서트에 대하여 상하로 이동할 수 있는 환형(annular) 인서트를 추가로 포함한다. 환형 인서트가 원주형 인서트 상에 슬리브 되는 경우, 금속 프레임 조립체의 구조에 매칭되는 환형 홈(froove)이 형성될 수 있다.
본 개시의 방법에서, 단계 (3)의 사출성형에 의해 3D 유리-금속 복합 조립체를 얻는 단계는 단계 1에서 얻어진 3D 유리 커버 플레이트(10)를 암형몰드에 위치시키는 단계; 환형 인서트를 원주형 인서트 상에 슬리브하여 대응하는 수형몰드를 형성하고, 수형몰드에 금속 프레임 조립체(30')을 위치시키는 단계; 원주형 인서트를 따라 이동하도록 환형 인서트를 푸쉬(push)하여 암형몰드 및 수형몰드의 폐쇄상태로 하고, 3D 유리 커버 플레이트 및 금속 프레임 조립체 사이의 간격(3D 유리 커버 플레이트의 내벽과 금속 프레임 조립체 사이의 공간 및 원주형 인서트의 외벽과 금속 프레임 조립체 사이의 공간을 포함)을 사출성형 재료로 충진하고, 사출성형을 통해 3D 유리-금속 복합 조립체를 얻는 단계를 포함한다.
본 개시의 방법에서, 예비부(33)의 폭은 금속 프레임의 외부 엣지에 대하여 수직이고 외측으로 연장되는 방향으로 1 내지 5mm이다.
본 개시의 방법에서, 사출성형 재료를 충진하는 공정에서, 3D 유리 커버 플레이트(10) 및 금속 프레임 조립체(30') 사이의 간격은 사출성형 재료로 충진되며, 바람직하게는, 사출성형 재료의 외부 엣지는 3D 유리 커버 플레이트(10)의 외부 표면 외부로 돌출될 수 있고, 금속 프레임 조립체(30')의 외부 엣지들 사이에 배치될 수 있다. 사출성형 재료의 양을 증가시킴에 따라, 제조되는 플라스틱 프레임 바디의 치밀도(compactness)를 증가시키고, 밀봉 효과를 최적화하는데 유리하다.
본 개시의 방법에서, 3D 유리 커버 플레이트(10) 및 플라스틱 프레임 바디(20) 사이의 결합력을 더욱 증가시키기 위해, 유리 커버 플레이트(10)의 휘어진 부분의 내면 또는 측면 엣지의 내면 상에 볼록 융기부(convex ridges) 또한 형성된다. 사출성형 재료를 충진하는 공정에서, 사출성형 재료는 볼록 엣지의 외주를 코팅할 수 있어, 3D 유리 커버 플레이트(10) 및 플라스틱 프레임 바디(20) 사이의 결합 면적을 증가시키고, 결합력을 증가시킨다.
본 개시의 방법에서, 예를 들어, 본 개시의 일 실시예에서, 방법은 단계 (1)에서, 3D 유리 커버 플레이트의 엣지 표면 상에 활성화제를 코팅하는 단계 이전에, 적어도 유리 커버 플레이트의 엣지 표면 상에 잉크를 코팅하고, 경화하는 단계를 추가로 포함할 수 있다. 잉크가 코팅된 3D 유리 커버 플레이트 부분은 3D 유리-금속 복합체의 적용 조건에 따라 결정될 수 있다. 예를 들어, 3D 유리-금속 복합체가 전방 스크린 커버 플레이트 하우징으로 사용되는 경우, 잉크는 3D 유리 커버 플레이트의 엣지 상에만 코팅되며, 이는 주로 ITO 회로를 차폐하는 역할을 수행한다. 3D 유리-금속 복합체가 후방 스크린 하우징으로 사용되는 경우, 잉크는 3D 유리 커버 플레이트의 내면(내면의 엣지를 포함)에 코팅되고, 이는 주로 후방 스크린 플레이트의 3D 유리-금속 복합체의 색상을 표시하는 역할을 수행한다.
본 개시의 방법에서, 단계 (1)에서, 유리 커버 플레이트 및 금속 기재 사이의 결합력을 향상시키고, 스크린 파손의 위험을 감소하기 위해, 3D 유리 커버 플레이트는 표면조도를 증가시키기 위해 엣지 표면의 조화된(roughened) 3D 유리 커버 플레이트이다. 조화처리는 당업자에 잘 알려져 있으며, 여기에서 다시 자세하게 설명되지는 않는다.
본 개시의 방법에서, 단계 (1)에서 잉크는 특별하게 한정되지 않으며, 당업계에서 사용되는 통상의 다양한 잉크일 수 있다. 예를 들어, 본 개시의 일 실시예에서, 잉크는 잉크는 UV 잉크 또는 열경화성 잉크이다. 잉크를 코팅하는 방식은 특별하게 한정되지 않으며, 임의의 코팅 방식일 수 있다. 제조를 용이하게 하기 위해, 본 개시의 일 실시예에 따르면, 잉크는 스크린 인쇄에 의해 코팅되며, 스크린 인쇄된 잉크의 두께는 5 내지 15㎛이다. 구체적인 스크린 인쇄 방법은 당업자에게 잘 알려져 있으며, 여기에서 다시 자세하게 설명되지는 않는다. 잉크가 코팅된 이후의 경화조건은 특별하게 한정되지 않으며, 잉크의 종류에 따라 선택될 수 있고, 경화조건은 당업계에서 통상적으로 사용되는 다양한 조건일 수 있다. 잉크가 UV 잉크인 경우, 경화 방식은 노광(exposure)이다. 노광 조건은 전력이 500 내지 1200 kW이고, 시간은 1 내지 5분인 것을 포함한다. 잉크가 열경화성 잉크인 경우, 경화 방식은 건조이며, 경화 조건은 온도가 80 내지 90℃이고 시간은 50 내지 100분인 것을 포함한다.
본 개시의 방법에서, 3D 유리 커버 플레이트 및 금속 기재 사이의 결합력을 현저하게 향상시키고, 스크린 파손의 위험을 현저하게 감소하기 위해, 본 개시의 일 실시예에 따르면, 단계 (1)에서, 활성화제는 활성화 성분, 희석제 및 경화제를 포함한다. 활성화제의 중량을 기준으로, 활성화 성분의 함량은 80 내지 94wt%이고 추가로 85 내지 91wt%이며, 희석제의 함량은 5 내지 19wt%이고 추가로 6 내지 10wt%이며, 경화제의 함량은 1 내지 10wt%이고, 추가로 3 내지 5wt%이다.
본 개시의 일 실시예에 따르면, 활성화제는 폴리우레탄, 에폭시수지, 폴리이미드 및 폴리아크릴레이트 중 적어도 하나이다.
본 개시의 일 실시예에 따르면, 희석제는 아세톤, 에틸 아세테이트 및 에틸 아세테이트 중 적어도 하나이다.
본 개시의 일 실시예에 따르면, 경화제는 에티렌디아민, 에틸렌 글리콜, 글리세롤 및 디에틸렌트리아민 중 적어도 하나이다.
본 개시의 방법에서, 3D 유리 커버 플레이트 및 금속 프레임 사이의 결합력을 더욱 향상시키고, 스크린 파손의 위험을 더욱 감소하기 위해, 본 개시의 일 실시예에 따르면, 코팅된 활성화제의 두께는 5 내지 15㎛이다. 코팅 방식은 스크린 인쇄일 수 있다. 스크린 인쇄 방법은 300 내지 380 메쉬 스크린 인쇄 플레이트를 사용하는 단계 및 앞뒤로 2층을 인쇄하는 단계를 포함할 수 있다. 구체적인 작동 방법은 당업자에 잘 알려져 있으며, 여기에서 다시 자세하게 설명되지는 않는다.
본 개시의 방법에서, 단계 (1)에서, 활성화제가 코팅된 이후 건조 조건은 특별하게 한정되지 않으며, 당업계에서 사용되는 통상의 다양한 조건일 수 있다. 바람직하게는, 건조 조건은 온도가 75 내지 90℃이고, 시간은 40 내지 120분인 것을 포함한다. 최상의 효과를 획득하기 위해, 사출성형은 건조 후 가능한 빠르게 수행되어야 한다. 보관 기간이 길어지는 경우, 요구되는 사출성형 온도가 높아진다.
본 개시의 방법에서, 단계 (2)에서, 금속 프레임의 기재는 특별하게 한정되지 않으며, 당업계에서 통상적으로 사용되는 다양한 금속 기재일 수 있다. 본 개시의 일 실시예에 따르면, 금속 기재는 스테인레스 스틸 기재 또는 알루미늄 합금 기재이다.
종래 기술에서 금속 기재는 일반적으로 이하의 공정 단계: 스테인레스 스틸 또는 알루미늄 합금에, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 순차적으로 수행하는 것을 포함하는 방법을 이용하여 제조된다. 유리 커버 플레이트 및 금속 기재 사이의 결합력을 더욱 향상시키고, 스크린 파손의 위험을 더욱 감소하기 위해, 본 개시의 일 실시예에 따르면, 금속 프레임은 이하의 공정 단계: 스테인레스 스틸 또는 알루미늄 합금에, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리(애노드 산화 필름이 스크래치되는 것을 방지하기 위해 금속 프레임에 필름이 적층됨)를 순차적으로 수행하는 것을 포함하는 방법을 이용하여 제조된다. 애노드 산화 처리 이후에 미세기공 사전처리가 더해지며, 애노드 산화 필름층의 외부 표면은 추가로 미크론 크기의 큰 부식 홀(hole)을 형성한다. 이러한 부식 재구축홀(reconstruction hole)에 의해, 플라스틱 재료는 후속하는 성형 공정 동안 기재의 표면 홀에 보다 용이하고 직접적으로 침투되어, 플라스틱 프레임 바디가 형성된 이후 기재와 우수한 결합을 형성할 수 있고, 이에 따라, 유리 커버 플레이트 및 금속 기재 사이의 결합력을 더욱 향상시킨다.
본 개시의 일 실시예에 따르면, 미세기공 처리 방식은 애노드 산화 처리에 의해 얻어진 기재를 에칭 용액에 침지하는 단계 및 애노드 산화 필름층의 외부 표면에 기공 직경이 200nm 내지 2000nm인 부식홀을 형성하는 단계를 포함한다. 에칭 용액은 애노드 산화 필름층을 부식시키는 용액일 수 있다. 예를 들어, 농도는 일반적으로 알루미나를 용해시킬 수 있는 용액으로 조정되고, 용액은 산/알칼리 에칭 용액일 수 있으며, 예를 들어, 용액은 pH 10 내지 13을 갖는 용액으로부터 선택될 수 있다. 본 개시의 일 실시예에 따르면, 에칭 용액은 pH 10 내지 13의 단일 알칼리 용액(single alkaline solution) 또는 복합 완충 용액(composite buffer solution)이다. pH 10 내지 13의 단일 알칼리 용액은 Na2CO3, NaHCO3, NaOH, K2CO3, KHCO3, KOH 등의 수용액일 수 있다. 본 개시의 일 실시예에 따르면, 에칭용액은 Na2CO3 및/또는 NaHCO3 수용액이다. 부식홀은 기재의 표면에 균일하게 분포될 수 있고, 기공 직경은 균일하다. 유리 커버 플레이트 및 기재 사이의 결합 성능이 보다 우수하다. 상기 에칭용액의 고형분은 0.1 내지 15wt%일 수 있다. 복합 완충 용액은 가용성 인화수소(hydrogen phosphate) 및 가용성 염기의 혼합 용액일 수 있으며, 예를 들어, 인산이수소나트륨(sodium dihydrogen phosphate) 및 수산화나트륨(sodium hydroxide)의 수용액일 수 있다. 인산이수소나트륨 및 수산화나트륨 수용액의 고형분은 0.1중량% 내지 15중량%이다. 대안적으로, 복합 완충 용액은 K3PO4 및 K2HPO4의 수용액일 수 있다. 대안적으로, 복합 완충 용액은 암모니아 수용액, 히드라진 수용액, 히드라진 유도체 수용액, 수용성 아민 화합물 수용액, NH3-NH4Cl 수용액 등일 수 있다. 애노드 산화 처리에 의해 얻어진 기재를 에칭 용액에 침지하는 단계는 기재를 반복적으로 에칭 용액에 침지하는 단계를 포함한다. 각각의 침지 시간은 1분 내지 60분일 수 있다. 각각의 침지 이후, 탈이온수를 이용하여 세정한다. 침지 횟수는 2 내지 10회일 수 있다. 세정은 물 세정 탱크 내에서 1분 내지 5분 동안 세척하거나 또는, 물 세정 탱크 내에서 1분 내지 5분 동안 배치할 수 있다.
기계 가공 및 성형, 연삭, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리 및 필름 적층 처리 방법은 특별하게 한정되지 않으며, 당업계에서 통상적으로 사용되는 다양한 방법일 수 있고, 이는 당업자에 잘 알려져 있다. 예를 들어, 샌드 블라스팅 처리 조건은 샌드 블라스팅 압력이 0.23 내지 0.25MPa이고, 샌드 블라스팅 처리가 2회 내지 4회 반복하여 수행되며, 주행 속도가 12 내지 22Hz이고, 205 세라믹 샌드(ceramic sand)가 사용될 수 있으며, 발진 주파수(swing frequency)가 33Hz(장치의 고정 주파수)인 것을 포함할 수 있다. 애노드 산화처리 조건은 전해질 내 황산 농도가 10 내지 30wt%이고, 알루미늄 이온 농도가 10 내지 30g/L이며, 온도가 15 내지 25℃이고, 전류밀도가 0.6 내지 3A/dm2이며, 전압이 10V 내지 20V이고, 산화시간이 30분 내지 50분인 것을 포함할 수 있다.
본 개시의 방법에서, 3D 유리 커버 플레이트 및 금속 기재 사이의 결합력을 더욱 향상시키고, 스크린 파손의 위험을 더욱 감소하기 위해, 본 개시의 일 실시예에 따르면, 방법은 단계 (2)에서, 제공되는 금속 프레임 조립체의 상부 표면 상에 활성화제를 코팅하고, 건조하는 단계를 더 포함할 수 있다. 사용되는 활성화제, 활성화제의 코팅 방식 및 건조 조건은 전술한 설명을 참조한다.
본 개시의 방법에서, 본 개시의 일 실시예에 따르면, 단계 (3)에서 사출성형 방식은 상온 사출성형이다. 또한, 사출성형 조건은 사출성형 폭(유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임 바디(30)의 외부 프레임(31)의 상부 표면 사이의 두께)은 0.5 내지 1mm이고, 몰드 온도는 15 내지 35℃이며, 사출성형 온도는 200 내지 300℃인 것을 포함한다.
본 개시의 방법에서, 유리 커버 플레이트 및 금속 기재 사이의 결합력을 현저하게 향상시키고, 스크린 파손의 위험을 현저하게 감소하기 위해, 본 개시의 일 실시예에 따르면, 사출성형 재료는 폴리아미드, 유리섬유, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나이고, 추가로, 폴리아미드, 폴리카보네이트 그리고 폴리페닐렌 설파이드 중 적어도 하나와 유리섬유의 혼합물이며, 추가로, 폴리아미드와 유리섬유의 혼합물이다.
본 개시의 일 실시예에 따르면, 유리 섬유의 중량에 대한 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량의 비율은 (0.5 내지 5):1이고, 추가로 (1 내지 3):1이다. 당업자는 사출 성형 재료가 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 하나를 함유하는 경우, 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량은 상기 하나의 중량이고, 사출성형 재료가 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 2 이상을 함유하는 경우, 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량은 상기 2 이상의 합인 것을 이해할 것이다.
본 개시의 방법에서, 상술한 것과 같이, 본 개시의 일 실시예에 따르면, 유리 커버 플레이트의 엣지는 조화되고, 금속 프레임에 미세기공 처리가 행해져 표면에 무수한 미세기공이 형성된다. 활성화제는 가공된 유리 커버 플레이트 및 금속 프레임 상에 스크린 인쇄되고, 상온에서의 사출성형에 의해 금속 프레임에 유리 커버 플레이트가 배치되어, 이에 따라, 금속 기재, 플라스틱 및 유리 커버 플레이트의 단차 없는 결합을 달성할 수 있다.
본 개시의 방법에서, 3D 유리 커버 플레이트는 종래의 공정에 의해 제조된 3D 유리 커버 플레이트일 수 있다. 예를 들어, 3D 유리 커버 플레이트는 종래의 평판 유리를 사용하여 블랭킹(blanking), 열간굽힘(hot bending), 연마 및 강화(strengthening)와 같은 공정을 통해 제조될 수 있다. 사용될 수 있는 평판 유리는 Corning Gorilla Glass 4, Corning Gorilla Glass 3, Asahi Glass, SCHOTT Glass 등을 포함하나, 이에 한정되지 않는다. 본 개시의 일 실시예에 따르면, 유리 기저 플레이트의 두께는 0.5 내지 0.8mm이다.
3D 유리 커버 플레이트의 제조 공정에서 블랭킹은 평판 유리가 원하는 크기의 평판 유리 기저 플레이트로 절단되는 것을 의미한다.
3D 유리 커버 플레이트를 제조하는 동안, 열간굽힘은 유리가 평평한 면에서 굴곡진 면으로 변형되는 공정이며, 3 스테이지의 예열(적어도 3회의 연속적인 가열 스테이지), 압축(적어도 2회의 연속적인 압력-상승 압축 스테이지 및 적어도 1회의 압력-유지 압축 스테이지) 및 냉각(적어도 2회의 연속적인 냉각 스테이지)을 포함한다. 열간굽힘 조건은 당업계의 종래 공정을 참조한다.
3D 유리 커버 플레이트의 제조 공정에서, 연마는 기계적 작용을 사용하여 가공물의 표면 조도를 감소시켜, 밝고 평평한 표면을 얻기 위한 가공 방법을 지칭한다. 종래의 기술 수단은 연마제가 가공물의 표면 상에 롤링 및 미세-절단을 생성할 수 있도록, 가공물에 대하여 회전 연마 브리슬 휠(bristle wheel)을 가압하는 것이다. 일반적으로, 연마된 유리의 표면조도는 Ra<0.2μm에 도달하여야 한다.
3D 유리 커버 플레이트의 제조 공정에서, 강화는 강화된 층을 형성하기 위해 유리의 표면에서 나트륨 이온 및 칼륨 이온사이의 이온 교환을 수행하여, 유리의 경도를 향상시키는 단계를 지칭한다. 강화 공정은 용융 질산칼륨에서 수행될 수 있다. 공정 조건은 유리를 380℃ 내지 450℃로 가열된 고순도의 질산칼륨 용융염에 4 내지 10시간 동안 침지시키는 단계를 포함한다. 제조된 3D 유리 커버 플레이트의 굽힘 강도는 600 내지 800MPa에 도달할 수 있다.
본 개시의 일 실시예에 따르면, 3D 유리 커버 플레이트(특히, 전방 스크린 커버 플레이트 하우징으로 사용되는 3D 유리-금속 복합체)는 OGS(One Glass Solution과 동일한 명칭의 터치 패널이며, 하나의 피스의 유리는 보호 유리 및 터치 센서의 역할을 동시해 수행함) 터치 스크린 강화 유리이며, 이에 따라, 제품의 두께를 감소시키고, 사출성형이 터치 스크린에 미치는 장벽을 극복할 수 있다. 따라서, 유리 커버 플레이트 및 금속 프레임은 일체로 성형되고, 제품 공정이 감소될 수 있으며, 비용이 감소되며, 제품 성능이 개선되고, 제품 외관이 장식될 수 있고, 제품을 더욱 얇고 보다 실용적이게 할 수 있다.
본 개시의 제3 태양은 본 개시의 상기 방법을 이용하여 제조된 3D 유리-금속 복합체를 제공한다.
본 개시의 제4 태양은 전자제품을 제공하고, 전자제품은 하우징을 포함하며, 하우징은 본 개시에 따른 3D 유리-금속 복합체이다.
전자 제품이 내부에 3D 유리 커버 플레이트 및 금속 프레임을 구비하는 한, 전자제품에 대한 특별한 제한은 없다. 전자제품은 모바일폰, 태블릿 컴퓨터, 게임기, 시계, 랩탑, 데스크탑 컴퓨터, 텔레비전 또는 장치 디스플레이이다. 3D 유리-금속 복합체는 전자제품의 전방 스크린 커버 플레이트 하우징 또는 후방 스크린 커버 플레이트 하우징이다.
이하에서, 본 개시는 구체예를 통하여 상세하게 설명된다. 이하의 구체예에서, 다르게 특정되지 않는한, 사용된 시약은 상업적으로 입수가능하며, 사용된 방법은 당업계의 통상적인 방법이다.
폴리우레탄은 DuPont으로부터 제품명 PA66 HTN501을 구입하였다.
에폭시 수지는 DuPont으로부터 제품명 PKHH를 구입하였다.
폴리이미드는 DuPont으로부터 제품명 200H를 구입하였다.
폴리아크릴레이트는 Guangzhou Ketai Chemical Co., Ltd로부터 제품명 7732-18-5를 구입하였다.
폴리아미드는 DuPont으로부터 제품명 73G20L을 구입하였다.
유리섬유는 DuPont으로부터 제품명 FR530 NC010을 구입하였다.
폴리카보네이트는 DuPont으로부터 제품명 CG943을 구입하였다.
폴리페닐렌 설파이드는 DuPont으로부터 제품명 HTN52G35HSL를 구입하였다.
샌드 블라스팅 처리 조건은 205 세라믹 샌드가 사용되고, 블라스팅 압력은 0.24 MPa이며, 샌드 블라스팅 처리는 3회 수행되고, 주행 속도는 18Hz이며, 발진 주파수는 33Hz인 것을 포함한다.
이하의 실시예 및 비교예에서 사용된 3D 유리 구조는 도 4에 도시된 바와 같으며, 이하의 방법으로 제조된다:
(1) 평판 유리(Corning Gorilla Glass 4)를 취하여, 길이, 폭 및 두께가 155*75*0.5 mm인 평판 유리 기저 플레이트로 절단한다. 상술한 평판 유리 기저 플레이트를 성형몰드에 투입하고, 1차 성형몰드를 성형로에 배치한다. 4-스테이지(stage)의 예열, 3-스테이지의 압축 및 2-스테이지의 냉각을 각각 수행하여, 곡면의 유리 블랭크를 형성한다. 4-스테이지의 예열, 3-스테이지의 압축 및 2-스테이지의 냉각의 공정 조건은 아래 표에 나타내었으며, 3D 유리 블랭크를 얻었다.

압력은 압축1 내지 압축2에서 저에서 고로 점진적으로 증가하고, 압축 3에서는 압력이 일정하다. 압력은 상기 표에 설명된 압축1 내지 2에 상응하는 범위에서 최대 압력이다.
(2) 3D 유리 블랭크가 연마되었다: 표면조도가 Ra <0.2μm인 조건을 충족하게 하여, 3D 유리 조립체를 얻었다.
(3) 3D 유리 조립체는 강화되었다: 380℃로 가열된 후, 3D 유리 조립체는 5시간 동안 420℃ 온도에서 순도 95%의 질산칼륨 용융염에 침지된다. 취출된 후, 3D 유리 조립체는 380℃의 가열로에서 어닐링되어, 750Mpa의 굽힘 저항을 갖는 3D 유리 커버 플레이트를 얻었다. 3D 유리 커버 플레이트의 길이, 폭 및 높이는 148 mm*73 mm*2.4 mm이며, 엣지 표면의 두께는 0.5mm이다.
이하의 실시예 및 비교예에서 사용된 알루미늄 합금 프레임 조립체의 구조는 도 5에 도시된 바와 같으며, 구체적인 구조는 이하와 같다:
알루미늄 합금 구조체는 상기 제조된 3D 유리 커버 플레이트의 구조에 적합하며, 일체로 형성된 내부 프레임(32) 및 외부 프레임(31) 그리고, 예비부(33)를 포함한다. 외부 프레임(31)의 상부 표면의 폭(예비부는 고려하지 않음)은 전술한 3D 유리 커버 플레이트의 폭보다 0.8mm 더 클 것으로 예상된다. 내부 프레임(32)의 상부 표면의 폭은 2mm이다. 내부 프레임(32)의 상부 표면은 외부 프레임(31)의 상부 표면보다 1.1mm 더 높다. 예비부(33)의 폭에 대해서는 이하의 실시예를 참조한다.
이하의 실시예 및 비교예에서 사용된 사출금형은 이하에서 설명된 것과 같다:
사출금형은 암형몰드 및 수형몰드를 포함하고, 암형몰드는 일체로 3D 유리 커버 플레이트의 외부 표면에 매칭되는 내부 표면을 갖는다. 수형몰드는 측벽 구조 및 금속 프레임 조립체의 내벽에 매칭되는 원주형 인서트를 포함한다. 금속 프레임 조립체는 원주형 인서트 상에 유연하게 슬리브될 수 있고, 원주형 인서트의 상부 표면은 3D 유리 커버 플레이트의 내부 표면 구조와 매칭된다. 수형몰드는 원주형 인서트 상에 슬리브될 수 있고 원주형 인서트에 대하여 상하로 이동할 수 있는 환형 인서트를 추가로 포함한다. 환형 인서트는 원주형 인서트 상에 슬리브되어, 상응하는 수형몰드를 형성하고, 금속 프레임 조립체의 구조와 매칭되는 환형 홈이 수형몰드에 형성된다.
실시예 1
(1) 상기에서 제조된 3D 유리 커버 플레이트의 엣지 표면은 조화되고, 70T 스크린 인쇄 플레이트는 3D 유리 커버 플레이트의 엣지 표면 상에 UV 잉크를 스크린 인쇄하도록 구성된다. UV 잉크의 스크린 인쇄 두께는 10㎛이고, 다음으로, UV 잉크는 900kW의 노광 장치하에서 3분간 노광된다. 380-메쉬 스크린 인쇄 플레이트로 UV 잉크 상에 활성화제를 스크린 인쇄하고, 활성화제의 스크린 인쇄 두께는 10㎛이다. 다음으로 유리를 터널식 건조기에 배치하여 90℃에서 90분간 건조하고, 여기서 활성화제는 폴리우레탄 시스템이고, 폴리우레탄, 아세톤 및 에틸렌디아민을 포함한다. 활성화제의 중량을 기준으로, 폴리우레탄, 아세톤 및 에틸렌디아민의 함량은 각각, 88wt%, 8wt% 및 4wt%이다.
(2) 알루미늄 합금에 순차적으로, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 행하여, 알루미늄 합금 프레임 조립체(구조에 대해서는, 예비부의 폭이 1.5mm인 상기의 설명을 참조)를 얻고, 다음으로, 단계 (1)에서와 동일한 활성화제가 알루미늄 합금 프레임 조립체의 상부 표면에 코팅되고, 코팅 두께는 10㎛이며, 건조는 80℃에서 90분간 수행된다. 애노드 산화 처리 조건은 전해질 내 황산 농도는 20wt%이고, 알루미늄 이온 농도는 20g/L이며, 온도는 20℃이고, 전류밀도는 1.5A/dm2이며, 전압은 15V이고, 산화시간은 40분인 것을 포함한다. 미세기공 처리 조건은 기재를 pH 12의 10wt% 탄산나트륨(sodium carbonate) 용액에 침지시키고, 5분 후에 기재를 취출하며, 물이 충진된 비커에 1분 동안 침지시켰다. 상기 작업을 5회 반복하였다. 기재는 마지막으로 물에 침지시킨 이후 건조되었다.
(3) 단계 (1)에서 얻어진 3D 유리 커버 플레이트를 암형몰드에 배치하고, 단계 (2)에서 얻어진 알루미늄 합금 프레임 조립체를 수형 몰드의 환형 홈에 배치하며, 암형몰드 및 수형몰드를 조립하였다. 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격은 사출성형 재료로 충진되고(사출성형 재료는 폴리아미드와 유리 섬유를 2:1의 중량비로 혼합하고, 오븐에서 250℃로 예열하여 얻어진다.), 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격(3D 유리 커버 플레이트의 내벽, 원주형 인서트의 외벽 및 알루미늄 합금 프레임 조립체의 상부 표면 사이에 형성된 환형 중공 공동(hollow cavity)을 포함한다. 이하 동일)은 사출성형 재료로 충진된다. 또한, 사출성형 재료의 외부 엣지는 3D 유리 커버 플레이트의 외부 표면으로부터 돌출될 수 있고, 알루미늄 합금 프레임 조립체의 외부 엣지의 내부에 위치된다. 3D 유리-금속 복합 조립체는 사출성형에 의해 얻어진다(사출금형의 폭은 0.8mm이고, 금형 온도는 30℃이며, 사출성형 재료의 온도는 250℃이다.).
(4) 3D 유리-금속 복합 조립체의 알루미늄 합금 프레임의 예비부 및 플라스틱 프레임 바디의 돌출부를 제거하여 3D 유리 커버 플레이트의 외주가 제거되도록 CNC 공정이 채택되고, 3D 유리 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임의 외주는 3D 유리 커버 플레이트의 곡률을 따라 단차없이 매끄럽게 전이되며, 이에 따라, 3D 유리-금속 복합체 제품(A1)을 얻었다.
실시예 2
(1) 상기에서 제조된 3D 유리 커버 플레이트의 엣지 표면은 조화되고, 70T 스크린 인쇄 플레이트로 3D 유리 커버 플레이트의 엣지 표면 상에 열경화성 잉크가 스크린 인쇄되며, 열경화성 잉크의 스크린 인쇄 두께는 15㎛이다. 다음으로 열경화성 잉크는 80℃의 오븐에서 90분간 건조되고, 300-메쉬 스크린 인쇄 플레이트로 열경화성 잉크 상에 활성화제를 스크린 인쇄하고, 활성화제의 스크린 인쇄 두께는 15㎛이다. 다음으로 유리를 터널식 건조기에 배치하여 80℃에서 110분간 건조하고, 여기서 활성화제는 폴리우레탄 시스템이고, 폴리우레탄, 에틸 아세테이트 및 에틸렌 글리콜을 포함한다. 활성화제의 중량을 기준으로, 폴리우레탄, 에틸 아세테이트 및 에틸렌 글리콜의 함량은 각각, 85wt%, 10wt% 및 5wt%이다.
(2) 알루미늄 합금에 순차적으로, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 행하여 알루미늄 합금 프레임 조립체(구조에 대해서는, 예비부의 폭이 1.5mm인 상기의 설명을 참조)를 얻었다. 단계 (1)에서와 동일한 활성화제가 알루미늄 합금 프레임 조립체의 상부 표면에 코팅되고, 코팅 두께는 15㎛이며, 활성화제는 75℃에서 110분간 건조되었다. 애노드 산화 처리 조건은 전해질 내 황산 농도는 15wt%이고, 알루미늄 이온 농도는 28g/L이며, 온도는 15℃이고, 전류밀도는 1A/dm2이며, 전압은 10V이고, 산화시간은 50분인 것을 포함한다. 미세기공 처리 조건은 기재를 pH 10의 15wt% 중탄산나트륨 용액에 침지시키고, 5분 후에 기재를 취출하며, 물이 충진된 비이커에 1분 동안 침지시켰다. 상기 작업을 5회 반복하였다. 기재는 마지막으로 물에 침지시킨 이후 건조되었다.
(3) 단계 (1)에서 얻어진 3D 유리 커버 플레이트를 암형몰드에 배치하고, 단계 (2)에서 얻어진 알루미늄 합금 프레임 조립체를 수형 몰드의 환형 홈에 배치하며, 암형몰드 및 수형몰드를 조립하였다. 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격은 사출성형 재료로 충진되고(사출성형 재료는 폴리아미드 및 유리 섬유를 1:1의 중량비로 혼합하고, 오븐에서 300℃로 예열하여 얻어진다.), 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격은 사출성형 재료로 충진된다. 또한, 사출성형 재료의 외부 엣지는 3D 유리 커버 플레이트의 외부 표면으로부터 돌출될 수 있고, 알루미늄 합금 프레임 조립체의 외부 엣지의 내부에 위치된다. 3D 유리-금속 복합 조립체는 사출성형에 의해 얻어진다(사출금형의 폭은 1mm이고, 금형 온도는 15℃이며, 사출성형 재료의 온도는 300℃이다.).
(4) 3D 유리-금속 복합 조립체의 알루미늄 합금 프레임의 예비부 및 플라스틱 프레임 바디의 돌출부를 제거하도록 CNC 공정이 채택되고, 3D 유리 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임의 외주는 3D 유리 커버 플레이트의 곡률을 따라 단차없이 매끄럽게 전이되며, 이에 따라, 3D 유리-금속 복합체 제품(A2)을 얻었다.
실시예 3
(1) 상기에서 제조된 3D 유리 커버 플레이트의 엣지 표면은 조화되고, 70T 스크린 인쇄 플레이트로 3D 유리 커버 플레이트의 엣지 표면 상에 열경화성 잉크가 스크린 인쇄되며, 열경화성 잉크의 스크린 인쇄 두께는 5㎛이다. 다음으로 열경화성 잉크는 90℃의 오븐에서 60분간 건조되고, 300-메쉬 스크린 인쇄 플레이트로 열경화성 잉크 상에 활성화제를 스크린 인쇄하고, 활성화제의 스크린 인쇄 두께는 8㎛이다. 다음으로 유리를 터널식 건조기에 배치하여 80℃에서 50분간 건조하고, 여기서 활성화제는 폴리우레탄 시스템이고, 폴리우레탄, 에틸 아세테이트 및 디에틸렌트리아민을 포함한다. 활성화제의 중량을 기준으로, 폴리우레탄, 에틸 아세테이트 및 디에틸렌트리아민의 함량은 각각, 91wt%, 6wt% 및 3wt%이다.
(2) 알루미늄 합금에 순차적으로, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 행하여 알루미늄 합금 프레임 조립체(구조에 대해서는, 예비부의 폭이 1.5mm인 상기의 설명을 참조)를 얻었다. 단계 (1)에서와 동일한 활성화제가 알루미늄 합금 프레임 조립체의 상부 표면에 코팅되고, 코팅 두께는 5㎛이며, 활성화제는 90℃에서 60분간 건조되었다. 애노드 산화 처리 조건은 전해질 내 황산 농도는 25wt%이고, 알루미늄 이온 농도는 15g/L이며, 온도는 25℃이고, 전류밀도는 2.5A/dm2이며, 전압은 20V이고, 산화시간은 30분인 것을 포함한다. 미세기공 처리 조건은 기재를 pH 10의 15wt% 중탄산나트륨 용액에 침지시키고, 5분 후에 기재를 취출하며, 물이 충진된 비이커에 1분 동안 침지시켰다. 상기 작업을 5회 반복하였다. 기재는 마지막으로 물에 침지시킨 이후 건조되었다.
(3) 단계 (1)에서 얻어진 3D 유리 커버 플레이트를 암형몰드에 배치하고, 단계 (2)에서 얻어진 알루미늄 합금 프레임 조립체를 수형 몰드의 환형 홈에 배치하며, 암형몰드 및 수형몰드를 조립하였다. 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격은 사출성형 재료로 충진되고(사출성형 재료는 폴리아미드 및 유리 섬유를 3:1의 중량비로 혼합하고, 오븐에서 200℃로 예열하여 얻어진다.), 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격은 사출성형 재료로 충진된다. 또한, 사출성형 재료의 외부 엣지는 3D 유리 커버 플레이트의 외부표면으로부터 돌출될 수 있고, 알루미늄 합금 프레임 조립체의 외부 엣지의 내부에 위치된다. 3D 유리-금속 복합 조립체는 사출성형에 의해 얻어진다(사출금형의 폭은 0.5mm이고, 금형 온도는 35℃이며, 사출성형 재료의 온도는 200℃이다.).
(4) 3D 유리-금속 복합 조립체의 알루미늄 합금 프레임의 예비부 및 플라스틱 프레임 바디의 돌출부를 제거하도록 CNC 공정이 채택되고, 3D 유리 커버 플레이트, 플라스틱 프레임 바디 및 금속 프레임의 외주는 3D 유리 커버 플레이트의 곡률을 따라 단차없이 매끄럽게 전이되며, 이에 따라, 3D 유리-금속 복합체 제품(A3)을 얻었다.
실시예 4
3D 유리-금속 복합체 제품(A4)은 실시예 1의 방법에 따라 제조되었다. 차이점은 활성화제가 폴리우레탄 시스템이고, 폴리우레탄, 아세톤 및 에틸렌디아민을 포함한다. 활성화제의 중량을 기준으로, 폴리우레탄, 아세톤 및 에틸렌디아민의 함량은 각각, 80wt%, 10wt% 및 10wt%이다.
실시예 5
3D 유리-금속 복합체 제품(A5)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 활성화제에서 폴리우레탄 대신 에폭시 수지가 사용되었다.
실시예 6
3D 유리-금속 복합체 제품(A6)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 활성화제에서 폴리우레탄 대신 폴리이미드가 사용되었다.
실시예 7
3D 유리-금속 복합체 제품(A7)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 활성화제에서 폴리우레탄 대신 폴리아크릴레이트가 사용되었다.
실시예 8
3D 유리-금속 복합체 제품(A8)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 단계 (2)에서, 사출성형 이전에, 알루미늄 합금 프레임의 상부 표면 상에 활성화제가 코팅되지 않는다.
실시예 9
3D 유리-금속 복합체 제품(A9)은 실시예 1의 방법에 따라 제조되었다. 차이점은 알루미늄 합금 프레임 조립체의 제조 공정 동안 미세기공 처리가 수행되지 않는다.
실시예 10
3D 유리-금속 복합체 제품(A10)은 실시예 1의 방법에 따라 제조되었다. 차이점은 사출성형 재료가 2:1의 중량비로 폴리카보네이트 및 유리섬유를 혼합하여 형성되는 것이다.
실시예 11
3D 유리-금속 복합체 제품(A11)은 실시예 1의 방법에 따라 제조되었다. 차이점은 사출성형 재료가 2:1의 중량비로 폴리페닐렌 설파이드 및 유리섬유를 혼합하여 형성되는 것이다.
실시예 12
3D 유리-금속 복합체 제품(A12)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 사출성형 재료가 0.5:1의 중량비로 폴리아미드 및 유리섬유를 혼합하여 형성되는 것이다.
실시예 13
3D 유리-금속 복합체 제품(A13)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 사출성형 재료가 폴리페닐렌 설파이드인 것이다.
실시예 14
3D 유리-금속 복합체 제품(A14)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 사출성형 재료가 폴리아미드인 것이다.
실시예 15
3D 유리-금속 복합체 제품(A15)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 사출성형 재료가 폴리카보네이트인 것이다.
실시예 16
3D 유리-금속 복합체 제품(A16)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 사출성형 재료가 유리섬유인 것이다.
실시예 17
3D 유리-금속 복합체 제품(A17)은 실시예 1의 방법에 따라 제조되었다. 차이점은 사출성형 재료를 충진하는 동안, 3D 유리 커버 플레이트 및 알루미늄 합금 프레임 조립체 사이의 간격이 사출성형 재료로 충진되고, 사출성형 재료의 외부 엣지가 3D 유리 커버 플레이트의 외부 표면으로 돌출되지 않으며, 3D 유리 커버 플레이트의 외부 표면과 수평(flush)을 이루는 것이다.
실시예 18
3D 유리-금속 복합체 제품(A18)은 실시예 1의 방법에 따라 제조되었으며, 차이점은 채택된 알루미늄 합금 프레임 조립체에서 내부 프레임의 상부 표면 및 외부 프레임의 상부 표면이 수평을 이루는 것이다.
비교예 1
실시예 1의 방법에 따르면, 차이점은 방법이 단계 (1) 내지 (3)을 포함하는 것으로, 여기서:
단계 (1): 상기 3D 유리 커버 플레이트가 조화되고, 70T 스크린 인쇄 플레이트로 유리의 엣지 상에 UV 잉크가 스크린 인쇄되며, UV 잉크의 스크린 인쇄 두께는 10㎛이고, 다음으로, UV 잉크는 900kW의 노광 장치하에서 3분간 노광된다.
단계 (2): 알루미늄 합금에 순차적으로, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 행하여 알루미늄 합금 프레임 조립체를 얻는다.
단계 (3): 단계 (1)에서 얻어진 유리 커버 플레이트 및 단계(2)에서 얻어진 알루미늄 합금 기재 플레이트 프레임 사이에 플라스틱 가스켓을 배치하고, 유리 커버 플레이트 및 알루미늄 합금 기재 플레이트 프레임 상에 접착제를 코팅하며, 유리 커버 플레이트는 알루미늄 합금 기재 플레이트 프레임에 배치되고, 다음으로, 90℃의 건조 오븐에 배치하여 30분간 건조하고, 이에 따라, 3D 유리-금속 복합체(D1)를 얻었다.
실험예
3D 유리-금속 복합체 A1 내지 A18 및 D1에 대하여 다양한 성능 실험을 수행하였다.
1. 평탄도 실험(Flatness test): 각각의 3D 유리-금속 복합체의 유리 커버 플레이트의 평탄도는 3차원 좌표 측정기(Hexagon으로부터 구입되고, 모델은 global classic 050705)로 측정되었다. 그 결과를 표 1에 나타낸다.
2. 미러 트러스트 실험(Mirror thrust test): 범용 실험기(universal material mechanics testing machine)(INSTRON으로부터 구입되고, 모델은 3369이며, 전진 속도는 10mm/min)가, 각각의 3D 유리-금속 복합체의 유리 커버 플레이트 및 금속 프레임 사이의 결합력을 실험하는데 사용되었다. 금속 프레임을 고정시키고, 유리가 깨지거나 또는 탈락(fell off)할 때까지, 유리 커버 플레이트를 밀어넣었다. 30회의 평행 실험(parallel test)을 반복하고, 평균값을 얻었다. 그 결과를 표 1에 나타낸다.
3. 각각의 3D 유리-금속 복합체를 완성품으로 조립하고, 행해진 낙하 실험(drop test): 무 하중 실험이 수행되었으며, 높이는 1m이다. 낙하 실험 이후, 제품의 변형, 만입(indentation) 및 손상이 없는 최대 횟수가 기록되었다. 그 결과를 표 1에 나타낸다.
4. 열 충격 실험: 각각의 3D 유리-금속 복합체를 열 충격 실험기(KSON Co., Ltd. 로부터 구입되고, 모델은 KSKC-415TBS)에 배치하고, -40℃에서 2시간 유지하고, 85℃에서 2시간 유지하였다. 상기를 1주기로 하여 총 5주기를 수행하였다. 다음으로 3D 유리-금속 복합체를 25℃에서 4시간 동안 유지하였다. 실험 전후로 부식, 얼룩(spots), 색 루징(color losing), 변색, 균열, 수포(blistering), 뒤틀림(distortion)이 없으며, 손톱의 스크래치(scratching) 현상이 없는 경우, 그 제품은 합격이다. 그 결과를 표 1에 나타낸다.
5. 습열 주기 실험(Moist heat cycle test): 각각의 3D 유리-금속 복합체를 항온항습기(constant temperature and constant humidity box)에 배치하고, 50℃의 온도 및 95% 습도에서 72시간 동안 유지하였다. 실험 전후로 부식, 얼룩, 색 루징, 변색, 균열, 수포, 뒤틀림이 없으며, 손톱의 스크래치(scratching) 현상이 없는 경우, 그 제품은 합격이다. 그 결과를 표 1에 나타낸다.
6. 염 분무 실험(Salt spray test): 각각의 3D 유리-금속 복합체를 염 분무 챔버에 배치하고, 제품의 표면에 35℃의 온도 및 90% 습도에서 pH 값이 6.8인 5wt% 염화나트륨 수용액을 2시간 동안 연속적으로 분무하였다. 다음으로, 각각의 제품을 항온항습기에 배치하고, 50℃의 온도 및 95% 습도에서 22시간 동안 유지하였다. 상기를 1주기로 하여 72시간 동안 총 3주기가 수행되었다. 다음으로, 각각의 제품을 38℃의 온수로 가볍게 세정하고, 무진천(dust-free cloth)으로 닦아내었다. 상온에서 2 시간 동안 유지한 후, 샘플을 검량하였다. 필름의 외관에 이상이 없고, 외관상 현저한 변화(녹(rust), 변색, 수포 등과 같은)가 없는 경우, 그 제품은 합격이다. 그 결과를 표 1에 나타낸다.
7. 내화학성 실험(Chemical resistance test): 각각의 3D 유리-금속 복합체에 식용유, 자외선 차단제, 립스틱, 리퀴드 파운데이션(liquid foundation), 모기약, 핸드 크림 등을 도포하였다. 제품을 항온항습조에 배치하여 70℃의 온도 및 90% 습도에서 24시간 동안 유지하고 다음으로, 제품을 25℃에서 4시간 동안 유지하였다. 제품을 알코올로 닦아낸 이후, 명백한 잔류물이 없는 경우, 그 제품은 합격이다. 그 결과를 표 1에 나타낸다.
8. 방수 성능 실험: IPX7 단시간 침수 실험(IPX7 short-time water immersion test)을 수행하였으며, 조립된 완성품을 30분 동안 물에 침지시키고, 워크피스(workpiece) 상부의 수심은 150mm이상이고, 가장 하층부에는 1m 이상의 수압이 가해졌다. 제품을 수면에서 꺼내어, 건조하고, 30분 동안 유지한 후에 워크피스가 정상적으로 작동하는 경우, 합격이다. 그 결과를 표 2에 나타낸다.

표 1 로부터 알 수 있는 것과 같이, 본 개시의 방법은 제조된 3D 유리-금속 복합체의 유리 커버 플레이트 및 금속 기재 프레임 사이의 결합력을 크게 향상시킬 수 있으며, 이에 따라, 유리의 탈락 위험 및 낙하 후 스크린 파손 위험을 크게 감소시킬 수 있고, 제품 외관을 현저하게 향상시킬 수 있다.
또한, 외관 검사 방법으로부터 알 수 있는 바와 같이, 본 개시의 실시예 1 내지 18에 따라 제조된 3D 유리-금속 복합체의 결합부는 상대적으로 완전한 크기 매칭을 가지며, 조립 단차 및 유리와 금속 사이의 간격의 문제를 회피할 수 있음을 알 수 있다. 문헌 1에서 제조된 3D 유리-금속 복합체의 결합부는 유리 및 금속 사이에 명백한 조립 간격 및 단차의 문제를 가지고 있다.
본 개시의 바람직한 실시예가 상기에서 상세하게 설명되었지만, 본 개시는 이에 한정되지 않는다. 본 개시의 기술적 사상의 범위 내에서 본 개시의 기술적 해결에 다양한 간단한 변형이 이루어질 수 있고, 다양한 기술적 특징은 임의의 적절한 방식으로 조합될 수 있으며, 이러한 간단한 변형 및 조합은 본 개시의 내용으로 간주되며, 본 개시의 보호범위 내에 속한다.
10: 3D 유리 커버 플레이트 20: 플라스틱 프레임 바디
30: 금속 프레임 30': 금속 프레임 조립체
31: 외부 프레임 32: 내부 프레임
33: 예비부
30: 금속 프레임 30': 금속 프레임 조립체
31: 외부 프레임 32: 내부 프레임
33: 예비부
Claims (20)
- 3D 유리-금속 복합체로서,
3D 유리-금속 복합체는 3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)을 포함하고,
금속 프레임(30)의 상부 표면 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치되며,
플라스틱 프레임 바디(20)의 적어도 일부는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임(30)의 상부 표면 사이에 형성되고,
3D 유리 커버 플레이트(10), 플라스틱 프레임 바디(20) 및 금속 프레임(30)의 외주는 3D 유리 커버 플레이트(10)의 곡률을 따라 단차(steps)없이 매끄럽게(smooth) 전이되는 3D 유리-금속 복합체.
- 제1항에 있어서,
금속 프레임(30)은 일체로 형성된 외부 프레임(31) 및 내부 프레임(32)을 포함하고,
외부 프레임(31) 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치되며,
내부 프레임(32)은 외부 프레임(31)의 내측에 형성되고;
플라스틱 프레임 바디(20)의 외주 및 외부 프레임(31)의 외주, 그리고 플라스틱 프레임 바디(20)의 내주 및 내부 프레임(32)의 내주는 3D 유리 커버 플레이트(10) 및 금속 프레임(30)의 사이에 대응하여 형성되는 3D 유리-금속 복합체.
- 제2항에 있어서,
내부 프레임(32)의 상부 표면은 외부 프레임(31)의 상부 표면보다 높고; 내부 프레임(32)의 상부 표면 및 외부 프레임(31)의 상부 표면은 원호형(arc-shaped) 전이 방식으로 연결되는 3D 유리-금속 복합체.
- 제1항 내지 제3항 중 어느 한 항에 있어서,
3D 유리 커버 플레이트(10)는 이중-곡선 유리 커버 플레이트인 3D 유리-금속 복합체.
- 제1항 내지 제4항 중 어느 한 항에 있어서,
플라스틱 프레임 바디(20)의 재료는 폴리아미드, 유리섬유, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나이고, 바람직하게는 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나와 유리섬유의 혼합물이며, 보다 바람직하게는, 폴리아미드와 유리섬유의 혼합물이고, 더욱 바람직하게는, 플라스틱 프레임 바디에서 유리섬유의 중량에 대한 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량의 비율은 0.5 내지 5:1이며, 더욱 바람직하게는 1 내지 3:1인 3D 유리-금속 복합체.
- 제1항 내지 제5항 중 어느 한 항에 있어서,
금속 프레임(30)의 기재는 스테인레스 스틸 기재 또는 알루미늄 합금 기재인 3D 유리-금속 복합체.
- 제1항 내지 제6항 중 어느 한 항에 있어서,
금속 프레임의 표면상에 애노드 산화 필름층이 형성되고,
애노드 산화 필름층의 외부 표면 층에 미세기공이 형성되며,
플라스틱 프레임 바디의 일부가 미세기공에 충진되는 3D 유리-금속 복합체.
- 제2항 또는 제3항에 있어서,
외부 프레임(31)의 상부 표면의 폭은 3D 유리 커버 플레이트(10)의 엣지 표면의 폭보다 큰 3D 유리-금속 복합체.
- 제2항 또는 제3항에 있어서,
플라스틱 프레임 바디(20)의 외주는 외부 프레임(31)의 외주와 대응하고, 플라스틱 프레임 바디(20)의 내주는 내부 프레임(32)의 내주와 대응하는 3D 유리-금속 복합체
- 이하의 단계를 포함하는 3D 유리-금속 복합체의 제조방법:
(1) 3D 유리 커버 플레이트(10)를 제공하고, 3D 유리 커버 플레이트의 엣지 표면 상에 활성화제를 코팅하고, 건조하는 단계;
(2) 금속 프레임(30)의 외주를 따라 외향으로 연장되는 예비부(33)가 금속 프레임(30)의 최종 구조에 대하여 금속 프레임 조립체를 위해 구비된 금속 프레임 조립체(30')를 제공하는 단계;
(3) 단계 (1)에서 얻어진 3D 유리 커버 플레이트(10) 및 금속 프레임 조립체(30')를 사출금형에 위치시키는 단계로서, 여기서 금속 프레임 조립체(30')의 상부 표면 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치되며, 사출성형 재료는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임 조립체(30')의 상부 표면 사이에 충진되고, 사출성형 재료의 적어도 일부는 3D 유리 커버 플레이트(10)의 엣지 표면 및 금속 프레임 조립체(30')의 상부 표면 사이에 형성되고, 사출성형에 의해 3D 유리-금속 복합 조립체가 얻어지는 단계; 및
(4) 3D 유리-금속 복합 조립체에 절단 처리를 수행하고, 금속 프레임 조립체(30')에서 예비부(33)를 제거하여, 3D 유리-금속 복합체를 얻는 단계.
- 제10항에 있어서,
금속 프레임은 일체로 형성된 외부 프레임(31) 및 내부 프레임(32)을 포함하고,
외부 프레임(31) 및 3D 유리 커버 플레이트(10)의 엣지 표면은 대향되게 배치되며, 내부 프레임(32)은 외부 프레임(31)의 내측에 형성되고, 예비부(33)는 외부 프레임(31)의 외주 상에 형성되며;
내부 프레임(32)의 상부 표면은 외부 프레임(31)의 상부 표면보다 높고;
내부 프레임(32)의 상부 표면 및 외부 프레임(31)의 상부 표면은 원호형 전이 방식으로 연결된 3D 유리-금속 복합체의 제조방법.
- 제10항 또는 제11항에 있어서,
예비부(33)의 폭은 금속 프레임(30)의 외부 엣지에 수직이며 외향으로 연장되는 방향으로 1 내지 5mm인 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제12항 중 어느 한 항에 있어서,
사출성형 재료를 충진하는 공정에서, 3D 유리 커버 플레이트(10) 및 금속 프레임 조립체(30') 사이의 간격은 사출성형 재료로 충진되고, 사출성형 재료의 외부 엣지는 3D 유리 커버 플레이트(10)의 외부 표면으로부터 돌출될 수 있으며, 금속 프레임 조립체(30')의 외부 엣지 사이에 위치할 수 있는 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제13항 중 어느 한 항에 있어서,
제공되는 금속 프레임 조립체(30')의 상부 표면 상에 활성화제를 코팅하고, 건조하는 단계를 추가로 포함하는 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제14항 중 어느 한 항에 있어서,
3D 유리 커버 플레이트(10)의 엣지 표면 상에 활성화제를 코팅하는 단계 이전에, 적어도 3D 유리 커버 플레이트(10)의 엣지 표면 상에 잉크를 코팅하고, 경화하는 단계를 추가로 포함하며;
잉크는 UV 잉크 또는 열경화성 잉크이고;
잉크는 스크린 인쇄에 의해 코팅되며, 스크린 인쇄된 잉크의 두께는 5 내지 15㎛인 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제14항 중 어느 한 항에 있어서,
활성화제는 활성화 성분, 희석제 및 경화제를 포함하고, 활성화제 중량을 기준으로, 활성화 성분의 함량은 80 내지 94wt%이고, 바람직하게는 85 내지 91wt%이며;
희석제의 함량은 5 내지 19wt%이고, 바람직하게는 6 내지 10wt%이며;
경화제의 함량은 1 내지 10wt%이고, 바람직하게는 3 내지 5wt%이며;
활성화 성분은 폴리우레탄, 에폭시 수지, 폴리이미드 및 폴리아크릴레이트 중 적어도 하나이고;
희석제는 아세톤, 에틸 아세테이트 및 에틸 아세테이트 중 적어도 하나이며,
경화제는 에틸렌디아민, 에틸렌글리콜, 글리세롤 및 디에틸렌트리아민 중 적어도 하나이고,
코팅된 활성화제의 두께는 5 내지 15㎛인 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제14항 중 어느 한 항에 있어서,
금속 프레임(30)의 기재는 스테인레스 스틸 기재 또는 알루미늄 합금 기재이고,
금속 프레임(30)은 이하의 공정 단계: 스테인레스 스틸 또는 알루미늄 합금에, 기계 가공 및 성형, 연마, 화학적 연마, 샌드 블라스팅 처리, 애노드 산화 처리, 미세기공 처리 및 필름 적층 처리를 순차적으로 수행하는 것을 포함하는 방법을 이용하여 제조되는 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제14항 중 어느 한 항에 있어서,
사출성형 조건은 사출성형 폭이 0.5 내지 1mm이고, 금형 온도가 15 내지 35℃이며, 사출성형 재료 온도가 200 내지 300℃인 것을 포함하고;
바람직하게는, 사출성형 재료는 폴리아미드, 유리섬유, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나이고, 보다 바람직하게는, 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나와 유리섬유의 혼합물이며, 더욱 바람직하게는, 폴리아미드와 유리섬유의 혼합물이고, 더욱 바람직하게는 유리섬유의 중량에 대한 폴리아미드, 폴리카보네이트 및 폴리페닐렌 설파이드 중 적어도 하나의 총 중량의 비율은 0.5 내지 5:1이며, 더욱 바람직하게는 1 내지 3:1인 3D 유리-금속 복합체의 제조방법.
- 제10항 내지 제18항 중 어느 한 항에 따른 방법을 사용하여 제조된 3D 유리-금속 복합체.
- 하우징을 포함하는 전자제품으로서,
하우징은 제1항 내지 제9항 및 제19항 중 어느 한 항에 따른 3D 유리-금속 복합체이고;
전자제품은 모바일폰, 태블릿 컴퓨터, 게임기, 시계, 랩탑, 데스크탑 컴퓨터, 텔레비전 또는 장치 디스플레이이며;
하우징은 전자제품의 전방 스크린 하우징 또는 후방 스크린 하우징, 또는 방수 시계 케이스인 전자제품.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201710740918.3 | 2017-08-25 | ||
| CN201710740918.3A CN109429446B (zh) | 2017-08-25 | 2017-08-25 | 3d玻璃金属复合体及其制备方法和电子产品 |
| PCT/CN2018/101133 WO2019037670A1 (zh) | 2017-08-25 | 2018-08-17 | 3d玻璃金属复合体及其制备方法和电子产品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200043454A true KR20200043454A (ko) | 2020-04-27 |
Family
ID=65439947
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207008546A KR20200043454A (ko) | 2017-08-25 | 2018-08-17 | 3d 유리-금속 복합체, 이의 제조방법 및 전자제품 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20200198195A1 (ko) |
| EP (1) | EP3675467A4 (ko) |
| JP (1) | JP2020532009A (ko) |
| KR (1) | KR20200043454A (ko) |
| CN (1) | CN109429446B (ko) |
| WO (1) | WO2019037670A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023027484A1 (ko) * | 2021-08-23 | 2023-03-02 | 삼성전자 주식회사 | 절연부를 포함하는 하우징을 포함하 는전자 장치 및 이의 제조 방법 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019164008A1 (ja) * | 2018-02-26 | 2019-08-29 | 三井化学株式会社 | 異材接合体および電子部品収納用筐体 |
| US11945378B2 (en) * | 2019-03-05 | 2024-04-02 | Agc Glass Europe | Method for manufacturing a molded vehicle trim element |
| CN111098443A (zh) * | 2019-12-06 | 2020-05-05 | 安徽康佳同创电器有限公司 | 一种玻璃盖板的制造方法、玻璃盖板及波轮洗衣机 |
| CN111781996A (zh) * | 2020-06-30 | 2020-10-16 | 联想(北京)有限公司 | 一种电子设备 |
| CN114158208B (zh) * | 2021-06-26 | 2023-02-07 | 荣耀终端有限公司 | 壳体组件和电子设备 |
| CN114259111A (zh) * | 2021-11-29 | 2022-04-01 | 歌尔股份有限公司 | 智能指环及其指环壳的制造方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR530E (fr) | 1902-05-01 | 1903-02-03 | Clement Adolphe | Dispositif pour le controle d'allumage et la mise en marche automatique des moteurs à explosion |
| JP2004240239A (ja) * | 2003-02-07 | 2004-08-26 | Sony Corp | 表示装置およびその製造方法 |
| CN102006739A (zh) * | 2009-09-03 | 2011-04-06 | 鸿富锦精密工业(深圳)有限公司 | 壳体 |
| CN102131356B (zh) * | 2010-02-02 | 2014-06-18 | 苹果公司 | 具有外部玻璃表面的便携电子设备壳体 |
| CN102378505A (zh) * | 2010-08-09 | 2012-03-14 | 富泰华工业(深圳)有限公司 | 电子装置壳体及其制造方法 |
| WO2012061435A1 (en) * | 2010-11-02 | 2012-05-10 | Taiwan Green Point Enterprises Co., Ltd. | Display panel assembly and method for making the same |
| CN102938986B (zh) * | 2011-08-15 | 2015-05-27 | 深圳富泰宏精密工业有限公司 | 壳体及其制备方法 |
| CN103286908B (zh) * | 2012-02-24 | 2015-09-30 | 比亚迪股份有限公司 | 一种金属树脂一体化成型方法和一种金属树脂复合体 |
| CN103290450B (zh) * | 2012-02-24 | 2016-04-13 | 比亚迪股份有限公司 | 一种铝合金树脂复合体的制备方法及铝合金树脂复合体 |
| CN202979520U (zh) * | 2012-10-30 | 2013-06-05 | 贝尔罗斯(广州)电子部件有限公司 | 封盖及电子设备 |
| US9547338B2 (en) * | 2013-08-15 | 2017-01-17 | Apple, Inc. | Electronic device with injection molded display trim |
| CN105196652B (zh) * | 2014-06-30 | 2017-07-21 | 比亚迪股份有限公司 | 一种金属‑树脂复合体及其制备方法 |
| CN204046667U (zh) * | 2014-07-18 | 2014-12-24 | 深圳市星际移动通信设备有限公司 | 一种窄边式终端前壳及终端 |
| CN105551384A (zh) * | 2014-09-02 | 2016-05-04 | 三星电子株式会社 | 曲面显示器以及包括该曲面显示器的可移动电子设备 |
| KR101516766B1 (ko) * | 2014-09-02 | 2015-05-04 | 삼성전자주식회사 | 곡면 표시 영역을 가지는 디스플레이 및 이를 포함하는 전자 장치 |
| EP3537694B1 (en) * | 2015-02-06 | 2023-08-02 | Samsung Electronics Co., Ltd. | Electronic device including display with bent area |
| KR102410549B1 (ko) * | 2015-04-09 | 2022-06-20 | 삼성전자주식회사 | 베젤리스 스크린을 구비한 전자 장치 |
| CN204669749U (zh) * | 2015-04-15 | 2015-09-23 | 东莞劲胜精密组件股份有限公司 | 一种3d曲面玻璃屏 |
| CN104935699B (zh) * | 2015-06-26 | 2016-07-06 | 努比亚技术有限公司 | 无边框移动终端 |
| KR102470129B1 (ko) * | 2015-07-20 | 2022-11-24 | 삼성전자주식회사 | 디스플레이 장치 및 그 제조방법 |
| US9872408B2 (en) * | 2015-10-02 | 2018-01-16 | Samsung Electronics Co., Ltd. | Electronic device including waterproof structure |
| US9738557B2 (en) * | 2015-12-04 | 2017-08-22 | 61C&S Co., Ltd. | Apparatus for manufacturing front glass for display of electronic device |
| CN105376930B (zh) * | 2015-12-09 | 2018-04-10 | 广东欧珀移动通信有限公司 | 电子产品壳体及其制作方法 |
| CN105491824B (zh) * | 2015-12-21 | 2019-08-27 | 东莞华清光学科技有限公司 | 一种电子设备防水防摔壳体及制备方法 |
-
2017
- 2017-08-25 CN CN201710740918.3A patent/CN109429446B/zh active Active
-
2018
- 2018-08-17 KR KR1020207008546A patent/KR20200043454A/ko not_active Application Discontinuation
- 2018-08-17 JP JP2020511537A patent/JP2020532009A/ja not_active Withdrawn
- 2018-08-17 WO PCT/CN2018/101133 patent/WO2019037670A1/zh unknown
- 2018-08-17 EP EP18847877.0A patent/EP3675467A4/en not_active Withdrawn
- 2018-08-17 US US16/641,905 patent/US20200198195A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023027484A1 (ko) * | 2021-08-23 | 2023-03-02 | 삼성전자 주식회사 | 절연부를 포함하는 하우징을 포함하 는전자 장치 및 이의 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3675467A4 (en) | 2020-08-05 |
| US20200198195A1 (en) | 2020-06-25 |
| EP3675467A1 (en) | 2020-07-01 |
| WO2019037670A1 (zh) | 2019-02-28 |
| JP2020532009A (ja) | 2020-11-05 |
| CN109429446A (zh) | 2019-03-05 |
| CN109429446B (zh) | 2020-12-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200043454A (ko) | 3d 유리-금속 복합체, 이의 제조방법 및 전자제품 | |
| CN107295760B (zh) | 一种具有陶瓷面板的金属壳体及其制备方法和应用 | |
| WO2017114292A1 (zh) | 铝合金壳体及其制备方法 | |
| TWI692684B (zh) | 一種電子裝置的殼體及其製備方法和電子裝置 | |
| EP3553884B1 (en) | Method for manufacturing housing | |
| CN103722668A (zh) | 一种金属-塑料复合手机外壳及其成形方法 | |
| TW201918374A (zh) | 外殼及其製備方法和電子產品 | |
| JP6498771B2 (ja) | 通信装置金属ハウジング及びその製造方法 | |
| US20130288046A1 (en) | Magnesium Alloy with Dense Surface Texture and Surface Treatment Method Thereof | |
| WO2016101877A1 (zh) | 通讯设备金属外壳及其制备方法 | |
| JP2018506449A (ja) | 金属−樹脂の複合体およびその製造方法、並びに電子製品のシェル | |
| EP3399073B1 (en) | Aluminum alloy housing and preparation method thereof | |
| KR20190087502A (ko) | 케이싱, 이의 제조방법 및 전자제품 | |
| CN109652779A (zh) | 一种外壳及其镀膜方法和电子产品 | |
| WO2017114294A1 (zh) | 铝合金壳体及其制备方法 | |
| WO2016101704A1 (zh) | 超弹性镍钛合金-弹性树脂复合体和超弹性镍钛合金基材及其制备方法以及电子产品外壳 | |
| CN104772851A (zh) | 铝材与塑料一体结合的复合品与其制造方法 | |
| JP2014046599A (ja) | 金属・樹脂複合体製造用金属部材及びその製造方法 | |
| CN102264202B (zh) | 电子产品机壳面板的结构及其制作工艺 | |
| KR20160114055A (ko) | 마그네슘 합금제품의 제조방법 | |
| US20190256984A1 (en) | Coated alloy substrates | |
| CN115891134A (zh) | 头戴设备壳体及其制作方法、以及头戴设备 | |
| TW201636461A (zh) | 鋁材與塑膠一體結合的複合品與其製造、後處理方法 | |
| CN107287580A (zh) | 一种铝基复合材料的化学镀镍方法 | |
| TW201332914A (zh) | 3d曲面薄形玻璃及其製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITB | Written withdrawal of application |