KR20140097101A - 플라스틱 보틀 - Google Patents
플라스틱 보틀 Download PDFInfo
- Publication number
- KR20140097101A KR20140097101A KR1020147002290A KR20147002290A KR20140097101A KR 20140097101 A KR20140097101 A KR 20140097101A KR 1020147002290 A KR1020147002290 A KR 1020147002290A KR 20147002290 A KR20147002290 A KR 20147002290A KR 20140097101 A KR20140097101 A KR 20140097101A
- Authority
- KR
- South Korea
- Prior art keywords
- rib
- bottle
- ribs
- width
- main body
- Prior art date
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/40—Details of walls
- B65D1/42—Reinforcing or strengthening parts or members
- B65D1/44—Corrugations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2501/00—Containers having bodies formed in one piece
- B65D2501/0009—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
- B65D2501/0018—Ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2501/00—Containers having bodies formed in one piece
- B65D2501/0009—Bottles or similar containers with necks or like restricted apertures designed for pouring contents
- B65D2501/0018—Ribs
- B65D2501/0036—Hollow circonferential ribs
Abstract
본 발명은 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 있어서, 만주 내용량의 변화를 억제하면서 라벨 첩부시의 외관을 향상시킨다. 본체 몸통부(4)에 보틀 외방으로부터 보아 직선상으로 연장되도록 형성되어 상기 본체 몸통부(4)를 주회하는 홈통상의 리브(11)와, 상기 리브(11)를 따라 나란하도록 상기 본체 몸통부(4)에 형성되는 복수의 딤플(12)을 구비하고, 각 딤플(12)이 리브(11)의 폭 방향으로 리브(11)의 홈 폭보다 넓게 형성되어 리브(11)의 폭 방향 양측으로 돌출되고, 또한 리브(11)의 깊이 방향으로 리브(11)의 홈 깊이보다 깊게 형성된다.
Description
본 발명은 액체 등의 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 관한 것이고, 특히 얇고 경량이면서 강성을 확보하고, 또한 외관도 향상시킨 플라스틱 보틀에 관한 것이다.
본원은 2011년 11월 28일에, 일본에 출원된 특허출원 2011-258925호에 근거하여 우선권을 주장하고, 그 내용을 본 명세서에 인용한다.
종래부터, 페트병이라고 불리는 연신 폴리에틸렌테레프탈레이트제 보틀이나, 폴리에틸렌제 또는 폴리프로필렌제의 얇은 플라스틱 보틀(이하, 간단히 「보틀」이라 하는 경우가 있음)이 샴푸나 린스, 세제 등의 유동성이 있는 내용물을 충전하는 용기로서 빈번히 사용되고 있다. 이들 보틀은 성형 후의 공보틀의 보관이나 수송, 또는 내용물의 충전시나 충전 후의 제품의 수송, 보관 및 점두진열, 또한 소비자에 있어서의 사용 과정 등에서 다양한 외력을 받아 복원 불능으로 변형하는 것이 있다.
상기 보틀은, 특히 본체 몸통부의 외주벽을 얇게 할수록, 플라스틱의 사용량이 감소하여 다양한 효과를 얻을 수 있지만, 강도 강성의 면에서 과제가 남는다. 그래서, 보틀의 본체 몸통부의 외주벽을 부분적으로 굴곡 등 시켜 본체 몸통부를 주회하는 홈상(이하, 「홈통상」이라 하는 경우가 있음)의 리브를 형성하고, 이 리브의 강성에 의해 보틀의 변형을 억제하는 것이 행해진다. 예를 들면, 특허문헌 1에서는 보틀의 본체 몸통부를 주회하는 파형 리브를 외주벽에 형성함으로써, 외주벽에서 수평 리브를 형성하는 경우와 비교하여 본체 몸통부가 부풀어 오르는 것을 억제하고, 그로 인해 만주 내용량(보틀을 변형시키지 않고 내용물을 가득 채웠을 때의 내용량)의 변화를 억제하는 효과를 높이고 있다.
그렇지만, 상기 특허문헌 1의 구성에서는 본체 몸통부의 외주벽에 수평 리브를 설치하는 경우와 비교하여 만주 내용량의 변화를 억제하는 효과는 높지만, 본체 몸통부의 외주면에 라벨을 첩부하는 경우에 라벨이 크게 물결치는 듯한 외관이 되어버리기 때문에 외관의 점에서 개량의 여지가 있었다.
본 발명은 상기 사정에 비추어 이루어진 것으로, 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 있어서 만주 내용량의 변화를 억제하면서 라벨 첩부시에 외관을 향상시키는 것을 목적으로 한다.
상기 과제의 해결 수단으로서 본 발명의 제 1 측면은 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 있어서, 일방향을 따라 연장되는 통상의 본체 몸통부와, 상기 본체 몸통부의 외주벽에 보틀 외방으로부터 보아 직선상으로 연장되도록 형성되어 상기 본체 몸통부를 주회하는 홈통상의 리브와, 상기 리브를 따라 나란하도록 상기 본체 몸통부의 외주벽에 형성되는 복수의 오목부(이하, 「딤플」이라 하는 경우가 있음)를 구비하고, 상기 각 오목부는 상기 리브의 폭 방향으로 상기 리브의 홈 폭보다 넓게 형성되어 상기 리브의 폭 방향 양측으로 돌출되고, 또한 상기 리브의 깊이 방향으로 상기 리브의 홈 깊이보다 깊게 형성되는 것을 특징으로 한다.
본 발명의 제 2 측면은 상기 제 1 측면에 있어서, 상기 리브는 상기 본체 몸통부의 연장 방향으로 복수 나란히 형성되고, 상기 복수의 리브의 각각에 상기 복수의 오목부가 형성되는 것을 특징으로 한다.
본 발명의 제 3 측면은 상기 제 1 측면 또는 제 2 측면에 있어서, 상기 각 오목부에 있어서의 상기 리브의 폭 방향으로의 폭 및 상기 리브의 깊이 방향으로의 깊이는 각각 상기 리브의 홈 폭 및 홈 깊이의 1.2∼1.8배의 범위내로 설정되는 것을 특징으로 한다.
본 발명의 제 4 측면은 상기 제 1 측면 내지 제 3 측면 중 어느 하나의 측면에 있어서, 상기 각 오목부는 정면시 원형이며 또한 반구상의 오목 형상으로 되는 것을 특징으로 한다.
본 발명의 제 5 측면은 상기 제 1 측면 내지 제 4 측면 중 어느 하나의 측면에 있어서, 상기 각 오목부의 정면시 중심이 대응하는 상기 리브의 중심선 상에 위치하는 것을 특징으로 한다.
(발명의 효과)
본 발명의 제 1 측면에 의하면, 직선상의 리브에 그 전체 폭보다 폭이 넓고 또한 깊은 오목부를 복수 설치함으로써, 각 오목부가 리브의 폭 방향으로의 팽창(전개)이나 수축을 억제하는 보강이 되어 상기 팽창이나 수축에 대한 리브의 강성을 높일 수 있다. 이 때문에, 보틀에 유동성이 있는 내용물을 충전할 때의 보틀 내방으로부터의 힘이나, 보틀을 파지할 때의 보틀 외방으로부터의 힘에 대한 본체 몸통부의 강성은 높아지고, 본체 몸통부가 부풀어 오르는 것에 의한 만주 내용량의 변화나 본체 몸통부의 좌굴변형 등을 억제할 수 있다. 또한, 각 오목부의 폭 및 깊이를 적당히 제한하고 보틀 외방으로부터 본 리브의 형태를 직선상으로 유지함으로써, 본체 몸통부의 외주면에 라벨을 첩부했을 때에도 이 라벨이 크게 물결치는 듯한 외관이 되기 어렵고, 본체 몸통부에 파형 리브를 형성했을 경우와 비교하여 보틀의 만주 내용량의 변화를 억제한 후에, 라벨 첩부시의 보틀의 외관을 향상시켜 상품성을 향상시킬 수 있다.
본 발명의 제 2 측면에 의하면, 본체 몸통부의 연장 방향(축 방향) 및 둘레 방향의 전체에 걸쳐서 강성을 확보할 수 있다.
본 발명의 제 3 측면에 의하면, 각 오목부의 폭 및 깊이를 리브의 홈 폭 및 홈 깊이에 대하여 소정의 배율내로 억제함으로써, 보틀 외방으로부터 본 리브의 형태를 직선상으로 유지하고, 라벨 첩부시의 보틀의 외관을 향상시킬 수 있다.
본 발명의 제 4 측면에 의하면, 대응하는 리브의 폭 방향의 팽창이나 수축을 효과적으로 억제할 수 있다.
본 발명의 제 5 측면에 의하면, 대응하는 리브의 폭 방향 한측으로 치우친 오목부의 돌출을 제한할 수 있다.
도 1은 본 발명의 실시형태에 있어서의 플라스틱 보틀의 정면도이다.
도 2는 도 1의 A-A 단면도이다.
도 3은 도 1의 B-B 단면도이다.
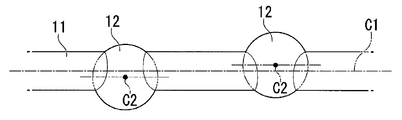
도 4는 도 1의 C부 확대도이다.
도 5는 도 4의 D-D 단면도이다.
도 6은 도 4의 E-E 단면도이다.
도 7은 상기 플라스틱 보틀의 본체 몸통부의 외주벽을 평면상으로 전개한 상태의 요부의 평면도이다.
도 8은 상기 플라스틱 보틀의 변형예를 나타낸 도 1에 상당하는 정면도이다.
도 9는 상기 플라스틱 보틀의 다른 변형예를 나타낸 도 1에 상당하는 정면도이다.
도 10은 상기 플라스틱 보틀의 리브 및 딤플의 변형예를 나타낸 도 4에 상당하는 확대도이다.
도 11은 도 10의 F-F 단면도이다.
도 12는 도 10의 G-G 단면도이다.
도 13은 상기 플라스틱 보틀의 리브 및 딤플의 다른 변형예를 나타낸 도 4에 상당하는 확대도이다.
도 14는 도 13의 H-H 단면도이다.
도 15는 도 14의 I-I 단면도이다.
도 16은 상기 리브 및 딤플의 상대 배치의 변형예를 나타낸 도 7의 일부에 상당하는 평면도이다.
도 2는 도 1의 A-A 단면도이다.
도 3은 도 1의 B-B 단면도이다.
도 4는 도 1의 C부 확대도이다.
도 5는 도 4의 D-D 단면도이다.
도 6은 도 4의 E-E 단면도이다.
도 7은 상기 플라스틱 보틀의 본체 몸통부의 외주벽을 평면상으로 전개한 상태의 요부의 평면도이다.
도 8은 상기 플라스틱 보틀의 변형예를 나타낸 도 1에 상당하는 정면도이다.
도 9는 상기 플라스틱 보틀의 다른 변형예를 나타낸 도 1에 상당하는 정면도이다.
도 10은 상기 플라스틱 보틀의 리브 및 딤플의 변형예를 나타낸 도 4에 상당하는 확대도이다.
도 11은 도 10의 F-F 단면도이다.
도 12는 도 10의 G-G 단면도이다.
도 13은 상기 플라스틱 보틀의 리브 및 딤플의 다른 변형예를 나타낸 도 4에 상당하는 확대도이다.
도 14는 도 13의 H-H 단면도이다.
도 15는 도 14의 I-I 단면도이다.
도 16은 상기 리브 및 딤플의 상대 배치의 변형예를 나타낸 도 7의 일부에 상당하는 평면도이다.
이하, 본 발명의 실시형태에 대해서 도면을 참조하여 설명한다.
도 1에 나타낸 본 실시형태의 플라스틱 보틀(이하, 간단히 보틀이라 함)(1)은 도에 나타낸 정립 상태에서 위에서부터 순서대로 주구부(2), 견부(3), 본체 몸통부(4) 및 저부(5)가 블로우 성형 등에 의해 일체 형성되어 이루어진다. 보틀(1)은 만주 내용량(보틀(1)을 변형시키지 않고 내용물을 가득 채웠을 때의 내용량)이 430ml 정도인 얇은 플라스틱 보틀이고, 예를 들면 샴푸나 린스, 의료용 세제 등의 리필용 용기로 사용할 수 있다.
주구부(2)는 보틀(1)의 내용물을 쏟기 위한 원통상의 하우징이고, 그 외주면에는 캡 설치용 나사(2a)가 형성된다.
견부(3)는 주구부(2)의 기부로부터 외주 방향 또한 하방을 향하여, 보틀 외방으로 볼록한 만곡상을 이루어 점차 확대하도록 연출(延出)한다. 견부(3)의 하단은 본체 몸통부(4)의 상부 최대 외형부(4a)의 상단에 접속된다. 또한, 도 중 부호 3a는 견부(3)의 하단 및 상부 최대 외형부(4a)의 상단에 따른 능선을 나타낸다.
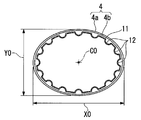
도 2를 아울러 참조하고, 본체 몸통부(4)는 좌우로 긴 타원형의 단면형상을 가져 상하로 연장된다. 본체 몸통부(4)는 상기 타원형의 단면형상을 대략 일정하게 가져 상하로 연장되는 라벨 첩부부(4b)와, 라벨 첩부부(4b)의 상방에 상측 소단차부(4d)를 개재하여 단면형상을 0.2mm∼0.5mm로 확대시켜 이어져 있는 상부 최대 외형부(4a)와, 라벨 첩부부(4b)의 하방에 하측 소단차부(4e)를 개재하여 0.5mm∼1.0mm로 단면형상을 확대시켜 이어져 있는 하부 최대 외형부(4c)를 갖는다. 라벨 첩부부(4b)의 외주벽(6)은 슈링크 라벨 등의 상품 라벨을 부착 가능할 수 있도록 상하로 직선적으로 연장되는 외주면(7)을 형성한다(도 5 참조). 또한, 도 중 부호 CO는 본체 몸통부(4)의 연장 방향(상하 방향)에 따른 보틀 중심 축선을 나타낸다.
도 3을 아울러 참조하고, 저부(5)는 본체 몸통부(4)의 하부 최대 외형부(4c)의 하단에 이어져 있는 상부로부터 하방을 향함에 따라서, 전측에 좌우 한쌍, 후측에 좌우 한쌍의 모퉁이부(5a)를 돌출시킴으로써, 좌우로 길게 또한 둥그스름함을 가진 직사각형의 단면형상으로 점차 변한다. 저부(5) 및 본체 몸통부(4)는 대략 동일한 좌우 폭(X0)이지만, 저부(5)의 하부의 전후 폭(Y1)은 본체 몸통부(4)의 전후 폭(Y0)보다 바람직하게는 5∼6mm 크고, 보다 바람직하게는 5.2∼5.8mm 크고, 가장 바람직하게는 5.6mm 크다. 저부(5)의 하단은 그 외주측으로부터 내주측을 향하여 원호상으로 되접어 꺾어 접지 가장자리(5b)를 형성한 후, 접지 가장자리(5b)의 내주측에 상방으로 볼록한 만곡상의 저면(5c)을 형성한다.
보틀(1)의 재질은 폴리에틸렌테레프탈레이트(PET), 저밀도 폴리에틸렌(LDPE), 고밀도 폴리에틸렌(HDPE), 폴리프로필렌(PP), 폴리염화비닐(PVC) 등의 플라스틱이고, 탄성율(영률)은 500MPa∼3500MPa의 범위내가 바람직하다.
보틀(1)은 수지량/만주 내용량(g/ml)으로 나타내어지는 비율이 0.030∼0.015 정도를 초과하는 얇은 플라스틱 보틀이고, 본체 몸통부(4)의 외주벽(6)의 두께는 0.1∼0.2mm(보틀 전체의 평균 두께는 0.1∼0.3mm)의 범위내가 바람직하다.
평균 두께의 측정 방법으로서는 성형품 샘플을 작성하고, 노즐부(2)와 몸통부(6)와 레이즈드 보텀(5a)의 내측으로 나누어 체적을 구한다. 성형 샘플을 컴퓨터 지원 설계 툴(CAD라고 함)로 모델링한 형상 데이터로부터 표면적을 구하고, 성형품 샘플로부터 구할 수 있는 체적을 나눔으로써 각각의 영역의 평균 두께를 구하고, 또한 보틀 전체의 평균 두께는 샘플 전체의 체적을 CAD로 구한 보틀 전체의 표면적으로 나눔으로써 구한다.
또한, 본 발명의 플라스틱 보틀에 있어서 보틀(1)의 접지 가장자리(5b)로부터 주구부(2)의 상단까지의 높이(H0)는, 예를 들면 180∼200mm이고, 185∼195mm인 것이 바람직하고, 약 190mm인 것이 가장 바람직하고, 좌우 폭(상부 최대 외형부(4a), 하부 최대 외형부(4c) 및 저부(5)의 좌우 폭(X0))은 60∼75mm이고, 65∼70mm인 것이 바람직하고, 약 68mm인 것이 가장 바람직하고, 전후 폭(저부(5)의 전후 폭(Y1))은 50∼60mm이고, 54∼58mm인 것이 바람직하고, 약 56mm인 것이 가장 바람직하고, 보틀(1)의 주구부(2) 상단으로부터 라벨 첩부부(4b) 상단까지의 상하 폭(H1)은 40∼60mm이고, 45∼55mm인 것이 바람직하고, 약 50mm인 것이 가장 바람직하고, 라벨 첩부부(4b)의 상하 폭(H2)은 70∼90mm이고, 75∼85mm인 것이 바람직하고, 약 80mm인 것이 가장 바람직하고, 라벨 첩부부(4b) 하단으로부터 접지 가장자리(5b)까지의 상하 폭(H3)은 50∼70mm이고, 55∼65mm인 것이 바람직하고, 약 60mm인 것이 가장 바람직하다.
또한, 구체적으로는 도 1의 실시 형태에서는 보틀(1)의 접지 가장자리(5b)로부터 주구부(2)의 상단까지의 높이(H0)는 약 190mm, 좌우 폭(상부 최대 외형부(4a), 하부 최대 외형부(4c) 및 저부(5)의 좌우 폭(X0))은 약 68mm, 전후 폭(저부(5)의 전후 폭(Y1))은 약 56mm, 보틀(1)의 주구부(2) 상단으로부터 라벨 첩부부(4b) 상단까지의 상하 폭(H1)은 약 50mm, 라벨 첩부부(4b)의 상하 폭(H2)은 약 80mm, 라벨 첩부부(4b) 하단으로부터 접지 가장자리(5b)까지의 하단 폭(H3)은 약 60mm가 바람직하다.
도 1, 5를 참조하여 라벨 첩부부(4b)의 외주벽(6)에는 접지 가장자리(5b)가 접하는 평면(수평면)과 평행하게 라벨 첩부부(4b)를 주회하는 환상의 리브(11)가 상하로 복수단 등 간격으로 나란히 형성된다.
여기서 말하는 상기 리브(11)의 「복수」란 특별히 수치 한정되는 경우는 없지만, 3 이상 10 이하의 수인 것이 바람직하고, 4 이상 9 이하의 수인 것이 바람직하다. 5인 것이 가장 바람직하다.
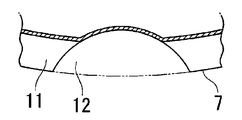
리브(11)는 라벨 첩부부(4b)의 외주벽(6)을 부분적으로 보틀 내방으로 굴곡 또한 만곡시킴으로써, 라벨 첩부부(4b)의 원주 방향(이하, 보틀 원주 방향이라 함)과 직교하는 단면에서 보틀 내방으로 볼록한 반원형의 단면형상을 갖는 홈상(홈통상)으로 형성된다. 또한, 도 중 부호(C1)는 리브(11)로 절단된 외주면(7) 상에 있어서의 리브(11)의 폭 방향 중심선을 나타낸다.
리브(11)의 홈 폭(상하 폭)(H4)은, 예를 들면 1.5∼4.5mm이고, 2∼4mm인 것이 바람직하고, 약 3mm인 것이 가장 바람직하고, 홈 깊이(Y4)는 0.5∼2.0mm이고, 0.8∼1.7mm인 것이 바람직하고, 약 1.2mm인 것이 가장 바람직하다. 인접하는 리브(11)의 홈 폭 중심선(C1)간의 거리(H6)(인접하는 리브(11)간의 피치, 도 7 참조)는, 예를 들면 8∼20mm이고, 9∼16mm인 것이 바람직하고, 약 15mm인 것이 가장 바람직하다. 또한, 라벨 첩부부(4b)의 상단과 최상단의 리브(11)의 홈 폭 중심선(C1)간의 거리 및 라벨 첩부부(4b)의 하단과 최하단의 리브(11)의 홈 폭 중심선(C1)간의 거리는, 각각 예를 들면 8∼11mm이고, 8.5∼10.5mm인 것이 바람직하고, 약 9.5mm인 것이 가장 바람직하다.
구체적으로는, 도 1의 실시 형태에서는 리브(11)의 홈 폭(상하 폭)(H4)은, 예를 들면 약 3mm이고, 홈 깊이(Y4)는 약 1.2mm인 것이 바람직하다. 인접하는 리브(11)의 홈 폭 중심선(C1)간의 거리(H6)(인접하는 리브(11)간의 피치, 도 7 참조)는 약 15mm인 것이 바람직하다. 또한, 라벨 첩부부(4b)의 상단과 최상단의 리브(11)의 홈 폭 중심선(C1)간의 거리 및 라벨 첩부부(4b)의 하단과 최하단의 리브(11)의 홈 폭 중심선(C1)간의 거리는 약 9.5mm인 것이 바람직하다.
그리고, 라벨 첩부부(4b)의 외주벽(6)에는 각 리브(11)를 따라 나란히 복수의 딤플(오목부)(12)이 각 리브(11) 상에 각각 형성되어 있다.
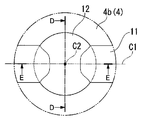
도 4∼7을 참조하여 딤플(12)은, 예를 들면 도 4, 7에 나타낸 정면시(본체 몸통부(4)의 외주면(7)의 법선방향시)로 반경 1.5∼4.0mm의 원형이고, 반경 1.75∼3.75mm의 원형인 것이 바람직하고, 반경 약 2.5mm의 원형인 것이 가장 바람직하다. 또한, 외주면(7)으로부터 보틀 내방으로의 최심부까지의 깊이가 0.6∼3.0mm인 반구상의 오목 형상이고, 1.0∼2.7mm의 반구상의 오목 형상인 것이 바람직하고, 약 1.5mm의 반구상의 오목 형상인 것이 가장 바람직하다.
구체적으로는, 도 4∼7의 실시 형태에서는 딤플(12)은 정면시(본체 몸통부(4)의 외주면(7)의 법선 방향시)로 반경 약 2.5mm의 원형인 것 바람직하다. 또한, 외주면(7)으로부터 보틀 내방으로의 최심부까지의 깊이가 약 1.5mm인 반구상의 오목 형상인 것이 바람직하다.
즉, 딤플(12)은 대응하는 리브(11)에 대하여, 그 폭 방향으로 리브(11)의 홈 폭(H4)인 약 1.5∼4.5mm보다 넓은 폭(H5)인 직경 상당의 약 2∼8mm, 홈 폭(H4)의 약 1.2∼1.8배를 갖고, 또한 대응하는 리브(11)의 깊이 방향으로 리브(11)의 홈 깊이(Y4) 약 0.5∼2.0mm보다 깊은 깊이(Y5) 약 0.6∼3.6mm, 홈 깊이(Y4)의 약 1.2∼1.8배를 갖도록 형성되는 것이 바람직하다.
구체적으로는, 도 4∼도 7의 실시형태에서는 딤플(12)은 대응하는 리브(11)에 대하여, 그 폭 방향으로 리브(11)의 홈 폭(H4)인 약 3mm보다 넓은 폭(H5)인 직경 상당의 약 5mm, 홈 폭(H4)의 약 1.7배를 갖고, 또한 대응하는 리브(11)의 깊이 방향으로 리브(11)의 홈 깊이(Y4) 약 1.2mm보다 깊은 깊이(Y5)의 약 1.5mm, 홈 깊이(Y4)의 약 1.3배를 갖도록 형성되는 것이 바람직하다.
딤플(12)의 정면시에 있어서, 그 중심위치(정면시 중심)(C2)는 대응하는 리브(11)의 홈 폭 중심선(C1) 상에 있다. 따라서, 딤플(12)은 정면시에 대응하는 리브(11)의 상하(폭 방향 양측)로 균등하게 돌출된다.
딤플(12)은 대응하는 리브(11)의 내주면을 부분적으로 노치하도록 이것을 횡단함으로써, 리브(11)의 폭 방향의 팽창(전개)이나 수축을 억제한다. 환언하면, 딤플(12)은 대응하는 리브(11)와 교차, 횡단함으로써 이것을 보강하는 단 리브로서 기능한다.
이것에 의해, 보틀(1)의 내압 등의 영향이나 보틀(1)에 대한 파지력 등의 영향에 의해 각 리브(11)를 그 폭 방향으로 넓히거나 단축하거나 하는 힘이 생겼다고 해도, 각 리브(11)가 다수의 딤플(12)에 의해 상술한 바와 같이 보강됨으로써, 각 리브(11) 나아가서는 라벨 첩부부(4b)의 팽창이나 수축을 억제할 수 있다.
딤플(12)은 라벨 첩부부(4b)의 외주면(7)에 상품 라벨을 첩부했을 때의 외관의 형편상, 보틀의 정면시(본체 몸통부(4)의 외주면(7)의 법선 방향시)를 따라 보틀 외방으로부터 보아 50cm 이상 떨어진 거리로부터 보아 리브(11)가 직선상의 형태로 유지되도록 여러가지 치수가 적당히 제한된다. 구체적으로는, 딤플(12)에 있어서의 리브(11)의 폭 방향으로의 폭(H5)은 리브(11)의 홈 폭(H4)의 1.2∼1.8배의 범위내가 바람직하다. 동일하게, 딤플(12)에 있어서의 리브(11)의 깊이 방향으로의 깊이(Y5)는 리브(11)의 홈 깊이(Y4)의 1.2∼1.8배의 범위내가 바람직하다.
또한, 상하에 인접하는 리브(11)의 딤플(12)끼리 지나치지 않도록, 상하에 인접하는 리브(11)간의 피치(H6)는 8mm∼20mm, 바람직하게는 9mm∼16mm이 되도록 설정된다.
각 리브(11)에는 각각의 길이 방향(보틀 원주 방향)을 따라 12∼24개이면 좋고, 16∼24개인 것이 바람직하고, 16개가 가장 바람직하고, 상기 개수의 딤플(12)이 배치된다. 이 때, 보틀 원주 방향에 인접하는 딤플(12)의 정면시 중심(C2)간의 피치(S1)는, 본 실시형태에서는 7∼15mm이고, 7∼11mm인 것이 바람직하고, 상하에 인접하는 리브(11)의 딤플(12)은 보틀 원주 방향으로 피치(S1)의 반씩 어긋나 배치된다. 환언하면, 딤플(12)은 상하 방향에 대하여 지그재그로 배치되어 있다.
여기서, 본 실시형태의 보틀(1)과, 보틀(1)로부터 리브(11) 및 딤플(12)을 없앤 베이스 형상 보틀과, 보틀(1)로부터 딤플(12)만을 없앤 수평 리브 보틀과, 보틀(1)로부터 리브(11) 및 딤플(12)을 없앤 후에 라벨 첩부부(4b)에 이것을 주회하는 파형 리브를 형성한 파형 리브 보틀에 대해서, 「강성」, 「복원력」, 「라벨 주름」 및 「만주량 변화」의 평가를 행한 결과를 표 1에 나타낸다. 또한, 표 1의 「실시예」는 보틀(1)을, 「베이스」는 상기 베이스 형상 보틀을, 「수평 리브」는 상기 수평 리브 보틀을, 「파형 리브」는 상기 파형 리브 보틀을 각각 나타낸다. 또한, 표 1의 각 란의 「○」은 합격을, 「×」는 불합격을 각각 나타낸다.

상기 「강성」은 지정량의 내용액을 각 보틀에 충전한 상태에서, 각각 주구부로부터 배큐엄을 행하여 감압을 진행시키고, 각 보틀이 외관을 손상하는 상태(보조개상의 변형의 발생 등)가 되었을 때의 감용량의 대소로 판정한다.
또한, 상기 「강성」은 각 보틀을 그 본체 몸통부가 수평해지도록 눕혀 검사 대에 적재하고, 본체 몸통부의 상부 중앙을 로드셀 부착 어태치먼트에서 상방으로부터 압박하고, 본체 몸통부가 소정량 변위했을 때의 압입력(반력)의 대소로 판정한다.
상기 「복원력」은 각 보틀을 그 본체 몸통부가 수평해지도록 눕혀 검사대에 적재하고, 본체 몸통부의 상부 중앙을 로드셀 부착 어태치먼트에서 상방으로부터 압박하고, 본체 몸통부에 좌굴변형을 생기게 한 후 어태치먼트를 압박 전의 위치로 되돌렸을 때의 상기 변형의 복원 상황으로 판정한다.
상기 「라벨 주름」은 본체 몸통부에 슈링크 라벨을 장착하여 가열하고, 본체 몸통부에 슈링크 라벨을 밀접시킨 후 슈링크 라벨에서 발생한 주름 등을 포함하는 외관의 좋고 나쁨으로 판정한다.
상기 「만주량 변화」는 수조중에 수몰시켜 물을 채운 각 보틀의 중량과, 바닥면에 적재하여 통상의 충전 방법으로 물을 채운 각 보틀의 중량을 각각 측정하고, 이들의 측정값으로부터 내용물의 중량 등의 영향이 없는 전자 상태로 물을 채운 각 보틀의 만주 내용량과, 내용물의 중량 등의 영향이 있는 후자 상태로 물을 채운 각 보틀의 만주 내용량을 각각 발견하여 각 보틀의 전자 상태의 만주 내용량과 후자 상태의 만주 내용량의 차의 대소로 판정한다.
표 1에 나타낸 평가 결과로부터, 본 실시형태의 보틀(1)은 「강성」, 「복원력」, 「라벨 주름」 및 「만주량 변화」 중 어느 하나의 항목에 있어서도, 각 비교예보다 우수하다는 것을 알았다.
이어서, 본 실시형태의 보틀(1)에 있어서의 리브(11)마다 딤플(12)의 수를 24개, 20개, 16개, 12개로 한 각 경우에 있어서, 본체 몸통부(4)의 변위량에 대한 반력의 변화나 라벨 첩부시의 외관의 좋고 나쁨에 근거하여 평가를 행했다.
그 결과, 리브(11)마다 딤플(12)의 수가 16개 이상이면 본체 몸통부(4)의 변위량에 대한 반력이 거의 동등하게 확보되는 것에 대하여, 리브(11)마다 딤플(12)의 수가 12개인 경우에는 본체 몸통부(4)의 변위량에 대한 반력이 저하하는 것을 알았다.
한편, 보틀 원주 방향에 이웃하는 딤플(12)끼리가 접촉하여 융합해버리면, 실질적으로 폭이 넓은 리브가 되어 라벨 주름을 두드러지기 쉬워지므로, 리브(11)마다 딤플(12)의 수는 12∼24개 이하인 것이 바람직하다. 보틀(1)에 있어서는 리브(11)마다 딤플(12)의 수는 12∼20개 이하인 것이 바람직하고, 16개인 것이 가장 바람직하다. 이 때, 리브(11)마다에 보틀 원주 방향에 인접하는 딤플(12)의 정면시 중심(C2)간의 피치(S1)는 10∼12mm가 된다.
이상 설명한 바와 같이, 상기 실시형태에 있어서의 보틀(1)은 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 있어서, 일방향을 따라 연장되는 통상의 본체 몸통부(4)와, 상기 본체 몸통부(4)의 외주벽(6)에 보틀 외방으로부터 보아 직 선상으로 연장되도록 형성되어 상기 본체 몸통부(4)를 주회하는 홈통상의 리브(11)와, 상기 리브(11)를 따라 나란하도록 상기 본체 몸통부(4)의 외주벽(6)에 형성되는 복수의 딤플(12)을 구비하고, 상기 각 딤플(12)이 상기 리브(11)의 폭 방향으로 상기 리브(11)의 홈 폭(H4)보다 넓게 형성되어 상기 리브(11)의 폭 방향 양측으로 돌출되고, 또한 상기 리브(11)의 깊이 방향으로 상기 리브(11)의 홈 깊이(Y4)보다 깊게 형성되는 것이다.
또한, 여기서 말하는 「유동성이 있는 내용물」이란 액상의 물질이면 특별히 한정되지 않고, 고형 성분이 부분적으로 있어도 전체로서 유동성이 있는 액상의 물질이면 좋고, 본 발명에 있어서는 샴푸나 린스, 세제 등의 액상의 물질인 것이 바람직하다.
이 구성에 의하면, 직선상의 리브(11)를 그 전체 폭보다 폭이 넓고 또한 깊은 딤플(12)(오목)을 복수 설치함으로써, 각 딤플(12)이 리브(11)의 폭 방향으로의 팽창(전개)이나 수축을 억제하는 보강이 되어 상기 팽창이나 수축에 대한 리브(11)의 강성을 높일 수 있다. 이 때문에, 보틀(1)에 유동성이 있는 내용물을 충전할 때의 보틀 내부로부터의 힘이나, 보틀(1)을 파지할 때의 보틀 외방으로부터의 힘에 대한 본체 몸통부(4)의 강성은 향상되고, 본체 몸통부(4)의 팽창에 의한 만주 내용량의 변화나 본체 몸통부(4)의 좌굴변형 등을 억제할 수 있다.
또한, 각 딤플(12)의 폭 및 깊이를 적당히 제한하고, 보틀 외방으로부터 본 리브(11)의 형태를 직선상으로 유지함으로써, 본체 몸통부(4)의 외주면(7)에 라벨을 첩부했을 때에도 이 라벨이 크게 물결치는 듯한 외관이 되기 어렵고, 본체 몸통부(4)에 파형 리브(11)를 형성했을 경우와 비교하여 보틀(1)의 만주 내용량의 변화를 억제한 후에, 라벨 첩부시의 보틀(1)의 외관을 향상시켜 상품성을 향상시킬 수 있다.
또한, 상기 보틀(1)은 상기 리브(11)가 상기 본체 몸통부(4)의 연장 방향으로 복수 나란히 형성되어 상기 복수의 리브(11)의 각각 상기 복수의 딤플(12)이 형성됨으로써, 본체 몸통부(4)의 성장 방향(축 방향) 및 원주 방향의 전체에 걸쳐서 강성을 확보할 수 있다.
또한, 상기 보틀(1)은 상기 각 딤플(12)에 있어서의 상기 리브(11)의 폭 방향으로의 폭(H5) 및 상기 리브(11)의 깊이 방향으로의 깊이(Y5)가 각각 상기 리브(11)의 홈 폭(H4) 및 홈 깊이(Y4)의 1.2∼1.8배의 범위내로 설정됨으로써, 보틀 외방으로부터 본 리브(11)의 형태를 직선상으로 유지하고 라벨 첩부시의 보틀(1)의 외관을 향상시킬 수 있다.
또한, 상기 보틀(1)은 상기 각 딤플(12)이 정면시 원형이며 또한 반구상의 오목 형상됨으로써, 대응하는 리브(11)의 폭 방향의 팽창이나 수축을 효과적으로 억제할 수 있음과 아울러, 상기 각 딤플(12)의 정면시 중심(C2)이 대응하는 상기 리브(11)의 홈 폭 중심선(C1) 상에 위치함으로써, 대응하는 리브(11)의 폭 방향 한측으로 치우친 딤플(12)의 돌출을 제한할 수 있다.
또한, 본 발명은 상기 실시형태로 한정되는 것이 아니고, 예를 들면 도 8에 나타낸 보틀(1')과 같이, 딤플(12)이 상하 방향을 따라 정렬하여 배치된 구성이어도 좋다.
여기서, 도 1에 나타낸 바와 같이 딤플(12)이 상하 방향에 대하여 지그재그로 배치된 보틀(1)과, 도 8에 나타낸 바와 같이 딤플(12)이 상하 방향을 따라 정렬하여 배치된 보틀(1')에 상기 「강성」 및 「복원력」의 평가를 행한 바, 이들에 큰 차가 없는 것을 알았다.
또한, 도 9에 나타낸 보틀(1")과 같이, 리브(11)가 접지 가장자리(5b)(수평면)에 대하여 경사하여 라벨 첩부부(4b)를 주회하는 것이어도 좋다. 도 9에서는, 특히 리브(11)가 나선상으로 이어져 있는 구성을 나타낸다. 경사 리브와 수평 리브를 적당히 조합시켜도 좋고, 복수의 리브가 각각 평행이어도 교차하고 있어도 좋지만, 평행한 것이 바람직하다.
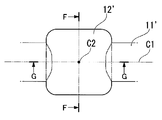
또한, 라벨 첩부부(4b)에 형성하는 리브 및 오목부의 형태도 다양하고, 예를 들면 도 10∼12에 나타낸 리브(11')와 같이 보틀 원주 방향과 직교하는 단면에서 보틀 내부로 볼록한 사다리꼴상의 단면형상을 하는 것이나, 도 13∼15에 나타낸 리브(11")와 같이 보틀 원주 방향과 직교하는 단면에서 보틀 내부로 볼록한 삼각형상의 단면형상을 하는 것이어도 좋다.
또한, 도 10∼12에 나타낸 오목부(12')와 같이 보틀 내부에 오복한 각뿔대(또는 원추대)상을 하는 것이나, 도 13∼15에 나타낸 오목부(12")와 같이 보틀 내부에 오목한 각뿔(또는 원추)상을 하는 것이어도 좋다.
그 외에, 오목부(12)의 정면시 형상은 삼각형이나 사각형을 포함하는 여러가지 다각형이어도 좋고, 또한 기하학 형상 이외에 화형(花形)이나 동물형 등의 자유 형상이어도 좋지만, 접힘이 없는 연속적인 곡선인 형상인 것이 바람직하다. 접힘이 없는 연속적인 곡선인 형상으로서는, 예를 들면 원, 타원, 트랙 타원(둥근 사각형: Rounded Rectangle) 등의 형상인 것이 보다 바람직하다.
또한, 리브(11)의 홈 폭이나 상하 피치 등은 각각 균등이어도 적당히 변화되어도 좋고, 동일하게 오목부(12)의 크기나 원주 방향 피치 등은 각각 균등이어도 적당히 변화되어도 좋다.
또한, 도 16에 나타낸 바와 같이 오목부(12)의 정면시에서 그 정면시 중심(C2)이 대응하는 리브(11)의 홈 폭 중심선(C1)에 대하여 벗어나 배치되어도 좋다. 단, 오목부(12)가 대응하는 리브(11)의 폭 방향 양측으로 돌출되는 범위의 차이로 한다.
또한, 리브(11)는 반드시 보틀 원주 방향으로 연속하지 않아도 좋다(도 중에 절단되어도 좋음). 리브(11)의 수나 형성 위치는 디자인이나 사용 목적, 용기 용량 등에 따라서 적당히 설정된다.
그리고, 상기 실시형태에 있어서의 구성은 본 발명의 일례이고, 상기 발명의 요지를 일탈하지 않는 범위에서 다양한 변경이 가능하다.
샴푸나 린스, 의료용 세제 등의 리필용 용기의 플라스틱 보틀의 분야에서 이용가능하다.
1, 1', 1": 플라스틱 보틀 4: 본체 몸통부
6: 외주벽 11, 11', 11": 리브
H4: 홈 폭 Y4: 홈 깊이
C1: 홈 폭 중심선(중심선) 12: 딤플(오목부)
12', 12": 오목부 H5: 폭
Y5: 깊이 C2: 정면시 중심
6: 외주벽 11, 11', 11": 리브
H4: 홈 폭 Y4: 홈 깊이
C1: 홈 폭 중심선(중심선) 12: 딤플(오목부)
12', 12": 오목부 H5: 폭
Y5: 깊이 C2: 정면시 중심
Claims (5)
- 유동성이 있는 내용물을 충전하는 얇은 플라스틱 보틀에 있어서,
일방향을 따라 연장되는 통상의 본체 몸통부와,
상기 본체 몸통부의 외주벽에 보틀 외방으로부터 보아 직선상으로 연장되도록 형성되어 상기 본체 몸통부를 주회하는 홈통상의 리브와,
상기 리브를 따라 나란하도록 상기 본체 몸통부의 외주벽에 형성되는 복수의 오목부를 구비하고,
상기 각 오목부는 상기 리브의 폭 방향으로 상기 리브의 홈 폭보다 넓게 형성되어 상기 리브의 폭 방향 양측으로 돌출되고, 또한 상기 리브의 깊이 방향으로 상기 리브의 홈 깊이보다 깊게 형성되는 것을 특징으로 하는 플라스틱 보틀. - 제 1 항에 있어서,
상기 리브는 상기 본체 몸통부의 연장 방향으로 복수 나란히 형성되고, 상기 복수의 리브의 각각에 상기 복수의 오목부가 형성되는 것을 특징으로 하는 플라스틱 보틀. - 제 1 항에 있어서,
상기 각 오목부에 있어서의 상기 리브의 폭 방향으로의 폭 및 상기 리브의 깊이 방향으로의 깊이는 각각 상기 리브의 홈 폭 및 홈 깊이의 1.2∼1.8배의 범위내로 설정되는 것을 특징으로 하는 플라스틱 보틀. - 제 1 항에 있어서,
상기 각 오목부는 정면시 원형이며 또한 반구상의 오목 형상으로 되는 것을 특징으로 하는 플라스틱 보틀. - 제 1 항에 있어서,
상기 각 오목부의 정면시 중심이 대응하는 상기 리브의 중심선 상에 위치하는 것을 특징으로 하는 플라스틱 보틀.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011258925A JP6034556B2 (ja) | 2011-11-28 | 2011-11-28 | プラスチックボトル |
| JPJP-P-2011-258925 | 2011-11-28 | ||
| PCT/JP2012/080503 WO2013080926A1 (ja) | 2011-11-28 | 2012-11-26 | プラスチックボトル |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20140097101A true KR20140097101A (ko) | 2014-08-06 |
| KR102012723B1 KR102012723B1 (ko) | 2019-08-21 |
Family
ID=48535382
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020147002290A KR102012723B1 (ko) | 2011-11-28 | 2012-11-26 | 플라스틱 보틀 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6034556B2 (ko) |
| KR (1) | KR102012723B1 (ko) |
| SG (1) | SG11201402379WA (ko) |
| WO (1) | WO2013080926A1 (ko) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016175703A (ja) * | 2015-03-19 | 2016-10-06 | 陽介 内藤 | 洗濯洗剤用容器 |
| JP6578485B2 (ja) * | 2015-07-23 | 2019-09-25 | キリンホールディングス株式会社 | プラスチックボトル |
| JP6910767B2 (ja) * | 2016-08-30 | 2021-07-28 | サントリーホールディングス株式会社 | 薄肉プラスチックボトル |
| JP7370300B2 (ja) | 2020-06-22 | 2023-10-27 | サントリーホールディングス株式会社 | プラスチックボトル |
| JP7370301B2 (ja) | 2020-06-22 | 2023-10-27 | サントリーホールディングス株式会社 | プラスチックボトル |
| JP7349977B2 (ja) * | 2020-12-25 | 2023-09-25 | アサヒ飲料株式会社 | プラスチックボトル |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09240647A (ja) | 1996-03-07 | 1997-09-16 | Lion Corp | 薄肉プラスチックボトル |
| JP2008030822A (ja) * | 2006-07-31 | 2008-02-14 | Yoshino Kogyosho Co Ltd | 減圧吸収パネルを備えた合成樹脂製ボトル |
| JP2011195148A (ja) * | 2010-03-17 | 2011-10-06 | Toyo Seikan Kaisha Ltd | 合成樹脂製容器 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5929848Y2 (ja) * | 1980-04-11 | 1984-08-27 | 東洋製罐株式会社 | 吹込み成形容器 |
| JP2575973Y2 (ja) * | 1993-04-09 | 1998-07-02 | 東洋製罐株式会社 | 無菌充填用プラスチックびん |
| GB9308650D0 (en) * | 1993-04-27 | 1993-06-09 | Unilever Plc | Plastic containers |
| JP2002302113A (ja) * | 2001-04-06 | 2002-10-15 | Lion Corp | 薄肉樹脂製容器 |
| JP4843363B2 (ja) * | 2006-04-27 | 2011-12-21 | ザ・コカ−コーラ・カンパニー | プラスチックボトル |
| US7874442B2 (en) * | 2006-10-06 | 2011-01-25 | Amcor Limited | Hot-fill plastic container with ribs and grip |
| FR2932459B1 (fr) * | 2008-06-16 | 2012-12-14 | Sidel Participations | Recipient, notamment bouteille, avec au moins une cannelure a profondeur variable |
| JP5221502B2 (ja) * | 2009-12-07 | 2013-06-26 | 麒麟麦酒株式会社 | 飲料用プラスチック容器及びそれを用いた飲料製品 |
| JP5662017B2 (ja) * | 2009-12-08 | 2015-01-28 | ザ コカ・コーラ カンパニーThe Coca‐Cola Company | プラスチックボトル |
| JP3168983U (ja) * | 2011-04-25 | 2011-07-07 | 麒麟麦酒株式会社 | 角型プラスチックボトル |
-
2011
- 2011-11-28 JP JP2011258925A patent/JP6034556B2/ja active Active
-
2012
- 2012-11-26 SG SG11201402379WA patent/SG11201402379WA/en unknown
- 2012-11-26 KR KR1020147002290A patent/KR102012723B1/ko active IP Right Grant
- 2012-11-26 WO PCT/JP2012/080503 patent/WO2013080926A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09240647A (ja) | 1996-03-07 | 1997-09-16 | Lion Corp | 薄肉プラスチックボトル |
| JP2008030822A (ja) * | 2006-07-31 | 2008-02-14 | Yoshino Kogyosho Co Ltd | 減圧吸収パネルを備えた合成樹脂製ボトル |
| JP2011195148A (ja) * | 2010-03-17 | 2011-10-06 | Toyo Seikan Kaisha Ltd | 合成樹脂製容器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013112361A (ja) | 2013-06-10 |
| JP6034556B2 (ja) | 2016-11-30 |
| SG11201402379WA (en) | 2014-09-26 |
| KR102012723B1 (ko) | 2019-08-21 |
| WO2013080926A1 (ja) | 2013-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140097101A (ko) | 플라스틱 보틀 | |
| US9174770B2 (en) | Container with bend resistant grippable dome | |
| US20120097635A1 (en) | Multi-serve hot fill type container having improved grippability | |
| US20140302268A1 (en) | Parison and container blow molding method using same | |
| JP2016108016A (ja) | 樹脂製容器 | |
| JP5970905B2 (ja) | プラスチックボトル | |
| JP5471042B2 (ja) | プラスチック容器 | |
| US9242756B2 (en) | Container with bend resistant grippable dome | |
| JP2008179400A (ja) | プラスチックボトル取付用把手および把手付プラスチックボトル | |
| JP6801272B2 (ja) | 合成樹脂製容器 | |
| BR112015001204B1 (pt) | Contêiner para líquidos | |
| JP2014156272A (ja) | プラスチックボトル | |
| JP2017024754A (ja) | プラスチックボトル | |
| US11718441B2 (en) | Resin container | |
| JP6131629B2 (ja) | プラスチックボトル | |
| JP5926998B2 (ja) | 薄肉プラスチックボトル | |
| JP5598037B2 (ja) | 巻きラベルが装着された角型ボトル状の合成樹脂製容器 | |
| JP5637787B2 (ja) | 薄肉ボトル容器 | |
| JP6851772B2 (ja) | 樹脂製容器 | |
| JP2008127074A (ja) | 把手付きボトル | |
| JP6011917B2 (ja) | 合成樹脂製角形容器及びその製造方法 | |
| JP2013049488A (ja) | プラスチックボトル取付用把手および把手付プラスチックボトル | |
| JP5820228B2 (ja) | 容器および物品 | |
| JP5462642B2 (ja) | 合成樹脂製容器 | |
| JP5348863B2 (ja) | プラスチックボトル取付用把手および把手付プラスチックボトル |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |