KR20140094579A - 강판의 서브머지 아크 용접 방법 - Google Patents
강판의 서브머지 아크 용접 방법 Download PDFInfo
- Publication number
- KR20140094579A KR20140094579A KR1020147014225A KR20147014225A KR20140094579A KR 20140094579 A KR20140094579 A KR 20140094579A KR 1020147014225 A KR1020147014225 A KR 1020147014225A KR 20147014225 A KR20147014225 A KR 20147014225A KR 20140094579 A KR20140094579 A KR 20140094579A
- Authority
- KR
- South Korea
- Prior art keywords
- electrode
- wire
- welding
- angle
- improvement
- Prior art date
Links
- 238000003466 welding Methods 0.000 title claims abstract description 74
- 238000000034 method Methods 0.000 title claims abstract description 27
- 229910000831 Steel Inorganic materials 0.000 title claims description 31
- 239000010959 steel Substances 0.000 title claims description 31
- 239000002344 surface layer Substances 0.000 claims abstract description 11
- 239000010410 layer Substances 0.000 claims description 11
- 230000035515 penetration Effects 0.000 abstract description 23
- 239000011324 bead Substances 0.000 abstract description 22
- 238000002844 melting Methods 0.000 abstract description 3
- 230000008018 melting Effects 0.000 abstract description 3
- 230000000694 effects Effects 0.000 description 7
- 230000003014 reinforcing effect Effects 0.000 description 7
- 230000007547 defect Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000004090 dissolution Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 239000002893 slag Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/18—Submerged-arc welding
- B23K9/186—Submerged-arc welding making use of a consumable electrodes
- B23K9/188—Submerged-arc welding making use of a consumable electrodes making use of several electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K33/00—Specially-profiled edge portions of workpieces for making soldering or welding connections; Filling the seams formed thereby
- B23K33/004—Filling of continuous seams
- B23K33/006—Filling of continuous seams for cylindrical workpieces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/04—Tubular or hollow articles
- B23K2101/06—Tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/02—Iron or ferrous alloys
- B23K2103/04—Steel or steel alloys
Abstract
저입열로, 용접부의 고인성화를 도모함과 함께, 와이어의 필요량을 초과하는 용융을 억제하여 보강 용접 높이의 저감을 도모하고, 또한 깊은 용입과 넓은 비드 폭을 얻을 수 있는 서브머지 아크 용접 방법을 제공한다. 용접 진행 방향 선두의 제 1 전극의 와이어 직경이 2.0 ∼ 3.2 ㎜, 전류 밀도가 145 A/㎟ 이상이고, 제 1 전극의 후방에 제 2 전극 이후를 일렬로 배치하고, 또한 강판에 형성하는 개선의 형상이, 저층측 개선 각도를 θB, 표층측 개선 각도를 θT 로 하여 θB < θT 를 만족하는 2 단 개선인 서브머지 아크 용접 방법.
Description
본 발명은, 강판의 서브머지 아크 용접에 관한 것으로, UOE 강관이나 스파이럴 강관 등의 대직경 강관의 심 용접에 바람직한 서브머지 아크 용접에 관한 것이다.
UOE 강관이나 스파이럴 강관 등의 대직경 강관의 심 용접에는, 2 전극 이상을 사용하는 서브머지 아크 용접 (예를 들어 특허문헌 1, 2 참조) 이 보급되어 있고, 대직경 강관의 생산성 향상의 관점에서, 내면측을 1 패스, 외면측을 1 패스로 용접하는 고능률적인 양면 1 층 용접 (double one layer welding) 이 널리 채용되어 있다.
양면 1 층 용접에서는, 내면측의 용접 금속과 외면측의 용접 금속이 충분히 겹쳐, 미용융부가 생기지 않도록, 용입 깊이를 확보할 필요가 있으므로, 1000 A 이상의 대전류를 공급하여 용접을 실시하는 것이 일반적이다.
한편, 대직경 강관의 심 용접에서는, 용접부 특히 열 영향부의 인성이 열화된다는 문제가 있어, 용접부의 인성 향상을 위해서는 가능한 한 용접 입열을 저감시킬 필요가 있다. 그러나, 용접 입열을 저감시키면, 용입 부족을 발생시킬 위험성이 높아져, 미용융부가 발생하기 쉬워지고, 또한 언더컷 (undercut) 등의 표면 결함이 발생하기 쉬워진다는 문제가 있다.
그 때문에, 대직경 강관의 심 용접에 있어서의 용입 깊이의 확보와 용접부의 인성 향상을 양립시키는 용접 기술이 검토되고 있다.
예를 들어 특허문헌 3 에는, 고전류 밀도의 서브머지 아크 용접 방법이 개시되어 있어, 아크 에너지를 판 두께 방향으로 투입하고, 필요한 용입 깊이를 확보함과 함께 강판 폭 방향의 모재의 용해를 억제함으로써, 과잉의 용접 입열의 투입을 방지하여, 용접 입열의 저감과 용입 깊이의 확보의 양립을 도모하고 있다.
그러나, 특허문헌 3 에 개시된 기술에서는, 아크 에너지를 판 두께 방향으로 투입하여, 강판 폭 방향의 용해를 억제하는 점에서, 비드 폭이 좁아져, 언더컷 등의 표면 결함이 발생하기 쉬워진다는 문제가 있다.
특허문헌 4 에는, 다전극으로 양면 1 층 용접을 실시하는 서브머지 아크 용접 방법이 개시되어 있어, 각 전극에 공급되는 전류를 적정하게 제어함으로써, 비드 폭을 넓혀 언더컷 등의 표면 결함의 방지를 도모하고 있다.
그러나, 특허문헌 4 에 개시된 기술에서는, 비드 폭을 넓히는 효과는 얻어지지만, 비드 폭을 현저하게 확대하기 위해서는, 대전류를 공급해야만 하고, 그 결과, 용접 입열이 증가하여, 용접부 특히 열 영향부의 인성이 열화된다는 문제가 있다. 또, 대전류를 공급함으로써, 와이어의 용융량이 증가하여, 보강 용접 높이 (weld reinforcement height) 가 높아지므로, 개선 (開先) 형상을 새롭게 다시 설계할 필요가 있다.
본 발명은, 저입열로, 용접부의 고인성화를 도모함과 함께, 와이어의 과잉의 용융을 억제하여 보강 용접 높이의 저감을 도모하고, 또한 깊은 용입과 넓은 비드 폭을 얻을 수 있는 서브머지 아크 용접 방법을 제공하는 것을 목적으로 한다.
발명자들은, 다전극의 서브머지 아크 용접에 의해 전극의 배치나 사용하는 와이어를 다양하게 변경하여, 얻어지는 용접 이음새를 조사하고, 그 결과, 용접 진행 방향 선두의 제 1 전극에 세경 와이어를 사용하여 전류 밀도를 높이고, 강판에 형성하는 개선의 형상을 2 단 개선으로 함으로써, 저입열로 충분한 용입이 얻어지고, 또한 보강 용접 높이가 낮게 억제되며, 게다가 비드 폭이 넓은 용접 이음새가 얻어지는 것을 알아내었다.
본 발명은, 상기 지견에 기초하여 이루어진 것으로, 그 요지는 이하와 같다.
(1) 용접 진행 방향 선두의 제 1 전극의 와이어 직경이 2.0 ∼ 3.2 ㎜, 전류 밀도가 145 A/㎟ 이상이고, 상기 제 1 전극의 후방에 제 2 전극 이후를 일렬로 배치하고, 또한 피용접 강판에 형성하는 개선의 형상이, 저층측 개선 각도를 θB, 표층측 개선 각도를 θT 로 하여 θB < θT 를 만족하는 2 단 개선인, 3 전극 이상을 사용한 강판의 서브머지 아크 용접 방법.
(2) 상기 저층측 개선 각도 θB 가 40 ∼ 70°인 것을 특징으로 하는 상기 (1) 에 기재된 서브머지 아크 용접 방법.
(3) 상기 표층측 개선 각도 θT 가 120°이하인 것을 특징으로 하는 상기 (1) 또는 (2) 에 기재된 서브머지 아크 용접 방법.
(4) 상기 개선의 저층측 개선 각도 θB 의 부위의 깊이를 HB, 표층측 개선 각도 θT 의 부위의 깊이를 HT 로 하여 HB ≥ HT 를 만족하는 것을 특징으로 하는 상기 (1) ∼ (3) 중 어느 하나에 기재된 서브머지 아크 용접 방법.
(5) 상기 제 1 전극에 직류 전류를 공급하고, 상기 제 2 전극 이후에 교류 전류를 공급하는 것을 특징으로 하는 상기 (1) ∼ (4) 중 어느 하나에 기재된 서브머지 아크 용접 방법.
(6) 상기 제 2 전극 이후의 와이어 직경이 3.2 ㎜ 이상인 것을 특징으로 하는 상기 (1) ∼ (5) 중 어느 하나에 기재된 서브머지 아크 용접 방법.
본 발명에 의하면, 용접 입열의 저감과 용입 깊이의 확보를 양립할 수 있다. 또한 보강 용접 높이를 낮게 할 수 있고, 게다가 넓은 비드 폭을 얻을 수 있으므로, 서브머지 아크 용접에 유리하여, 산업상 각별한 효과를 발휘한다.
도 1 은, 본 발명의 서브머지 아크 용접 방법의 예를 모식적으로 나타내는 사시도이다.
도 2 는, 도 1 중의 전극과 강판의 측면도이다.
도 3 은, 도 1 중의 각 전극의 와이어 선단의 강판 표면에 있어서의 위치를 나타내는 평면도이다.
도 4 는, 본 발명을 적용하는 개선 형상의 예를 모식적으로 나타내는 단면도이다.
도 5 는, 용접 이음새의 예를 모식적으로 나타내는 단면도이다.
도 2 는, 도 1 중의 전극과 강판의 측면도이다.
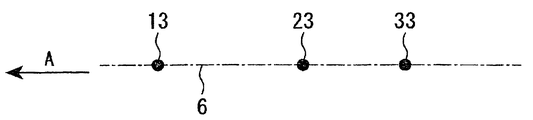
도 3 은, 도 1 중의 각 전극의 와이어 선단의 강판 표면에 있어서의 위치를 나타내는 평면도이다.
도 4 는, 본 발명을 적용하는 개선 형상의 예를 모식적으로 나타내는 단면도이다.
도 5 는, 용접 이음새의 예를 모식적으로 나타내는 단면도이다.
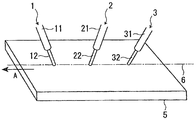
도 1 은, 본 발명의 서브머지 아크 용접 방법을 적용하여 강판의 용접을 실시하는 예를 모식적으로 나타내는 사시도이고, 도 2 는 그 측면도이다. 도 3 은, 도 1 중의 각 와이어의 강판 표면에 있어서의 선단 위치를 나타내는 평면도이다. 또, 도 4 는, 본 발명을 적용하는 개선 형상의 예를 모식적으로 나타내는 단면도이며, 도 5 는, 그 개선을 갖는 강판의 용접 이음새의 예를 모식적으로 나타내는 단면도이다.
먼저, 도 1 ∼ 3 을 참조하여, 본 발명의 서브머지 아크 용접 방법에 대해 설명한다. 또한, 도 1 ∼ 3 에는 3 개의 전극을 사용하는 예를 나타내는데, 본 발명은, 3 개 이상의 전극을 사용하는 서브머지 아크 용접 방법으로, 전극을 3 개에 한정하는 것은 아니다.
도 1 에 나타내는 바와 같이, 3 개의 전극을 사용하는 경우에는, 화살표 A 로 나타내는 용접 진행 방향 선두의 전극을 제 1 전극 (1) 으로 하고, 그 제 1 전극 (1) 의 와이어 (12) 의 선단 위치가 진행하는 강판 (5) 표면 상의 궤적을 용접선 (6) 으로 한다. 용접 진행 방향 A 의 2 번째의 전극을 제 2 전극 (2) 으로 하여, 제 1 전극 (1) 의 후방에 배치하고, 다시 제 2 전극 (2) 의 후방에 제 3 전극 (3) 을 일렬로 배치한다. 또한, 각 전극의 토치 (11, 21, 31) 에는, 각각 와이어 (12, 22, 32) 를 1 개씩 공급한다.
먼저, 제 1 전극에 대해 설명한다.
제 1 전극 (1) 의 와이어 (12) 를 가늘게 함으로써, 전류 밀도를 증가시켜, 작은 용접 입열로도 깊은 용입을 얻을 수 있으므로, 와이어 (12) 의 와이어 직경은 3.2 ㎜ 이하로 한다. 그러나, 와이어 직경이 2.0 ㎜ 미만에서는, 와이어 (12) 가 지나치게 가늘기 때문에, 용접 금속의 필요량을 확보하기 위해서 와이어 송급 속도를 증속시켜야만 하고, 그 결과, 송급성 (wire feed speed) 이 불안정해져, 안정적인 용접을 할 수 없게 된다. 따라서, 제 1 전극 (1) 의 와이어 (12) 의 와이어 직경은 2.0 ∼ 3.2 ㎜ 의 범위 내로 한다.
제 1 전극 (1) 의 와이어 (12) 에 공급되는 전류의 전류 밀도는, 상기와 같이, 와이어 직경이 작은 와이어 (12) 를 사용하는 것에 의해 증가시키는 것이 가능하지만, 145 A/㎟ 미만에서는, 충분한 깊이의 용입이 얻어지지 않는다. 따라서, 제 1 전극 (1) 의 와이어 (12) 의 전류 밀도는 145 A/㎟ 이상으로 한다. 또, 제 1 전극 (1) 의 와이어 (12) 의 전류 밀도가 지나치게 크면, 와이어 송급 속도를 증가시켜야 하여, 결과적으로 안정적인 용접을 할 수 없게 되므로, 전류 밀도는 310 A/㎟ 이하가 바람직하다.
또, 제 1 전극 (1) 의 와이어 (12) 에 공급하는 전류는, 용입 깊이를 더욱 증가시키기 위해서, 직류 전류를 공급하는 것이 바람직하다.
또한, 제 1 전극 (1) 은, 도 2 에 나타내는 바와 같이, 와이어 (12) 의 선단이 토치 (11) 보다 용접 진행 방향 A 의 후방 (즉 제 2 전극측) 에 위치하도록, 와이어 (12) 를 경사시켜 설정하는 것이 바람직하다. 그 와이어 (12) 와 연직선이 이루는 각 α (이하, 후퇴각이라고 한다) 를 15°로 하면, 용입 깊이를 증가시키는 효과가 현저하게 나타나므로 바람직하다. 또한, 제 1 전극 (1) 의 와이어 (12) 는 수직 (후퇴각 α=0°) 이어도 된다.
다음으로, 제 2 전극에 대해 설명한다.
제 2 전극 (2) 은, 도 3 에 나타내는 바와 같이, 와이어 (22) 의 강판 표면에 있어서의 선단 위치 (23) 가 용접선 (6) 상에 배치되도록 설정한다. 와이어 (22) 의 와이어 직경이 지나치게 가늘면, 보강 용접 높이가 높아지기 쉬우므로, 와이어 (22) 의 와이어 직경은 3.2 ㎜ 이상으로 하는 것이 바람직하다. 한편, 와이어 (22) 의 와이어 직경이 지나치게 굵으면, 슬래그 혼입이 발생하기 쉬워지므로, 와이어 (22) 의 와이어 직경은 4.0 ㎜ 이하가 바람직하다.
또, 와이어 (22) 에 공급되는 전류는, 다른 전극과의 사이에서 아크의 간섭이 발생하는 것을 방지하기 위해서, 교류 전류를 공급하는 것이 바람직하다.
또한, 제 2 전극 (2) 은, 도 2 에 나타내는 바와 같이, 와이어 (22) 의 선단이 토치 (21) 보다 용접 진행 방향 A 의 전방 (즉 제 1 전극측) 에 위치하도록, 와이어 (22) 를 경사시켜 설정하는 것이 바람직하다. 그 와이어 (22) 와 연직선이 이루는 각 β (이하, 전진각이라고 한다) 를 5°이상으로 하면, 비드의 폭을 넓히는 효과가 현저하게 나타나므로 바람직하다. 전진각이 지나치게 크면, 토치를 매우 길게 해야만 하게 되므로, 설비상의 제약으로부터 제 2 전극 (2) 의 전진각은 25°이하가 바람직하다.
다음으로, 제 3 전극에 대해 설명한다.
제 3 전극 (3) 은, 도 3 에 나타내는 바와 같이, 와이어 (32) 의 강판 표면에 있어서의 선단 위치 (33) 가 용접선 (6) 상에 배치되도록 설정한다. 와이어 (32) 의 와이어 직경이 지나치게 가늘면, 보강 용접 높이가 높아지기 쉽기 때문에, 와이어 (32) 의 와이어 직경은 3.2 ㎜ 이상으로 하는 것이 바람직하다. 한편, 와이어 (32) 의 와이어 직경이 지나치게 굵으면, 와이어 용착량이 감소하기 때문에, 와이어 (32) 의 와이어 직경은 4.0 ㎜ 이하가 바람직하다.
또, 와이어 (32) 에 공급되는 전류는, 다른 전극과의 사이에서 아크의 간섭이 발생하는 것을 방지하기 위해서, 교류 전류를 공급하는 것이 바람직하다.
또한, 제 3 전극 (3) 은, 도 2 에 나타내는 바와 같이, 와이어 (32) 의 선단이 토치 (31) 보다 용접 진행 방향 A 의 전방 (즉 제 1 전극측) 에 위치하도록, 와이어 (32) 를 경사시켜 설정하는 것이 바람직하다. 그 전진각 γ 를 20°이상으로 하면, 비드의 폭을 넓히는 효과가 현저하게 나타나므로 바람직하다. 전진각이 지나치게 크면, 토치를 매우 길게 해야만 하게 되므로, 4 전극 이상의 용접 시에는, 설비상의 제약으로부터 제 3 전극 (3) 의 전진각은 30°이하가 바람직하다.
이상으로, 3 개의 전극을 사용하는 예에 대해 설명했지만, 본 발명은 전극 수를 3 개에 한정하는 것이 아니고, 3 개 이상의 전극을 사용하는 서브머지 아크 용접에 적용할 수 있고, 특히 3 ∼ 5 개의 전극을 사용하는 경우에 현저한 효과가 얻어진다. 6 개 이상의 전극으로 하면 용접 입열이 과대해져 용접 열 영향부의 인성이 열화될 우려가 있으므로 바람직하다고는 할 수 없다.
또한, 제 3 전극 (3) 의 후방에 제 4 전극 이후를 배치하는 경우에는, 와이어의 강판 표면에 있어서의 선단 위치가 용접선 (6) 상에 배치되도록 일렬로 설정한다. 사용하는 와이어의 와이어 직경 및 전진각은 상기 제 3 전극과 동일하게 하여, 교류 전류를 공급하는 것이 바람직하다. 이어서, 도 4, 5 를 참조하여, 본 발명을 적용하는 개선 형상, 및 그 개선 형상으로부터 얻어지는 용접 이음새의 형상에 대해 설명한다.
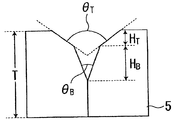
본 발명을 적용하는 개선 형상은, 도 4 에 나타내는 바와 같이, 2 종의 개선 각도를 조합한 2 단 개선이며, 그 2 단 개선 중, 강판 (5) 의 저면측의 개선 각도 (이하, 저층측 개선 각도) 를 θB 로 하고, 강판 (5) 의 표면측의 개선 각도 (이하, 표층측 개선 각도) 를 θT 로 한다.
저층측 개선 각도 θB 가 40°미만에서는, 용접시에 슬래그를 혼입하기 쉽고, 또한 비드가 높아지고, 70°를 초과하면, 개선 단면적이 커져, 필요한 와이어 용착량이 많아져, 용접 입열을 높게 설정할 필요가 있다. 그 때문에, 저층측 개선 각도 θB 는 40 ∼ 70°의 범위 내가 바람직하다.
또, 표층측 개선 각도 θT 가 90°미만에서는, 비드 폭을 넓히는 효과가 작고, 120°를 초과하면, 개선 폭이 지나치게 넓어져, 언더컷이 발생하기 쉬워진다. 그 때문에, 표층측 개선 각도 θT 는 90 ∼ 120°의 범위 내가 바람직하다.
이와 같은 저층측 개선 각도 θB 와 표층측 개선 각도 θT 를 조합한 2 단 개선에 본 발명의 서브머지 아크 용접 방법을 적용하여, 깊은 용입과 넓은 비드 폭을 얻음과 함께, 보강 용접 높이를 저감시키기 위해서는, θB < θT 를 만족시킬 필요가 있다.
또, 도 4 에 나타내는 바와 같이, 2 단 개선의 저층측 개선 각도 θB 의 부위의 깊이 (이하, 저층부 개선 깊이라고 한다) 를 HB 로 하고, 표층측 개선 각도 θT 의 부위의 깊이 (이하, 표층부 개선 깊이라고 한다) 를 HT 로 하여 HB < HT 이면, 개선 단면적이 커져, 필요한 와이어 용착량이 많아져, 용접 입열을 높게 설정할 필요가 있다. 그 때문에, 저층부 개선 깊이 HB 와 표층부 개선 깊이 HT 는, HB ≥ HT 를 만족하는 것이 바람직하다.
이상으로 설명한 바와 같이, 본 발명에 의하면, 도 5 에 나타내는 바와 같이, 용접 입열의 저감과 용입 깊이 D 의 확보를 양립함과 함께, 보강 용접 높이 M 을 낮게 할 수 있고, 게다가 넓은 비드 폭 W 를 얻을 수 있다.
또, 본 발명은, 편면 용접에도 양면 용접에도 적용할 수 있지만, 특히 판 두께가 30 ㎜ 를 초과하는 것과 같은 후강판을 용접하는 경우에 적용하면, 깊은 용입과 넓은 비드 폭을 얻음과 함께 용접 입열의 저감을 도모할 수 있으므로, 열 영향부의 인성 향상 및 언더컷의 방지에 유효하다.
또한, 서브머지 아크 용접의 용접 와이어에는, 솔리드 와이어가 사용되는 것이 일반적이지만, 본 발명에는 솔리드 와이어뿐만 아니라, 메탈 코어드 와이어도 적용할 수 있다.
실시예
도 4 에 나타내는 바와 같이, 판 두께 (T) 가 31.8 ㎜ 의 강판 (5) 에 2 단 개선을 형성한 후, 3 ∼ 5 개의 전극을 이용하여 서브머지 아크 용접을 실시하고, 1 패스로 도 5 에 나타내는 것과 같은 용접 이음새를 제작하였다. 표 1 에 개선 형상, 표 2 에 용접 조건, 표 3 에 전극의 배치, 표 4 에 용접 전류의 설정을 나타낸다.




얻어진 용접 이음새의 비드 외관을 육안으로 관찰하고, 또한 비드 정상부 (定常部) 의 단면을 관찰하여 용입 깊이 D (㎜), 비드 폭 W (㎜), 보강 용접 높이 M (㎜) 을 측정하였다. 그 결과를 표 5 에 나타낸다.

표 5 에 나타내는 바와 같이, 본원 발명에 관련된 발명예에서는 낮은 입열로 깊은 용입 (18.4 ∼ 22.2 ㎜) 과 넓은 비드 폭 (24.4 ∼ 30.6 ㎜) 을 양립시킬 수 있다.
특히, 기호 1 ∼ 3, 13, 14 는 비드 외관도 양호하여 결함은 관찰되지 않고, 보강 용접 높이도 낮게 (1.0 ∼ 2.5 ㎜) 되어 있다.
이에 반해 비교예의 기호 4 는, 제 1 전극의 와이어 직경이 1.6 ㎜ 이기 때문에, 용입 깊이, 비드 폭은 충분하지만, 높은 전류를 공급하지 못하여, 깊은 용입이 얻어지지 않았다. 기호 5 는, 제 1 전극의 와이어 직경이 4.0 ㎜ 이기 때문에, 높은 전류 밀도를 설정하지 못하여, 깊은 용입이 얻어지지 않았다. 기호 6 은, 2 단 개선을 사용하지 않고, V 개선을 사용했기 때문에, 넓은 비드 폭이 얻어지지 않았다.
1:제 1 전극
11:제 1 전극의 토치
12:제 1 전극의 와이어
13:제 1 전극의 와이어의 선단 위치
2:제 2 전극
21:제 2 전극의 토치
22:제 2 전극의 와이어
23:제 2 전극의 와이어의 선단 위치
3:제 3 전극
31:제 3 전극의 토치
32:제 3 전극의 와이어
33:제 3 전극의 와이어의 선단 위치
5:강판
6:용접선
11:제 1 전극의 토치
12:제 1 전극의 와이어
13:제 1 전극의 와이어의 선단 위치
2:제 2 전극
21:제 2 전극의 토치
22:제 2 전극의 와이어
23:제 2 전극의 와이어의 선단 위치
3:제 3 전극
31:제 3 전극의 토치
32:제 3 전극의 와이어
33:제 3 전극의 와이어의 선단 위치
5:강판
6:용접선
Claims (6)
- 용접 진행 방향 선두의 제 1 전극의 와이어 직경이 2.0 ∼ 3.2 ㎜, 전류 밀도가 145 A/㎟ 이상이고, 상기 제 1 전극의 후방에 제 2 전극 이후를 일렬로 배치하고, 또한 피용접 강판에 형성하는 개선의 형상이, 저층측 개선 각도를 θB, 표층측 개선 각도를 θT 로 하여 θB < θT 를 만족하는 2 단 개선인, 3 전극 이상을 사용한 강판의 서브머지 아크 용접 방법.
- 제 1 항에 있어서,
상기 저층측 개선 각도 θB 가 40 ∼ 70°인 것을 특징으로 하는 서브머지 아크 용접 방법. - 제 1 항 또는 제 2 항에 있어서,
상기 표층측 개선 각도 θT 가 120°이하인 것을 특징으로 하는 서브머지 아크 용접 방법. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 개선의 저층측 개선 각도 θB 의 부위의 깊이를 HB, 표층측 개선 각도 θT 의 부위의 깊이를 HT 로 하여 HB ≥ HT 를 만족하는 것을 특징으로 하는 서브머지 아크 용접 방법. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 제 1 전극에 직류 전류를 공급하고, 상기 제 2 전극 이후에 교류 전류를 공급하는 것을 특징으로 하는 서브머지 아크 용접 방법. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 제 2 전극 이후의 와이어 직경이 3.2 ㎜ 이상인 것을 특징으로 하는 서브머지 아크 용접 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011260265 | 2011-11-29 | ||
| JPJP-P-2011-260265 | 2011-11-29 | ||
| PCT/JP2012/007610 WO2013080523A1 (ja) | 2011-11-29 | 2012-11-28 | 鋼板のサブマージアーク溶接方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177003694A Division KR20170018972A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140094579A true KR20140094579A (ko) | 2014-07-30 |
Family
ID=48535017
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197011018A KR20190043638A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
| KR1020177003694A KR20170018972A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
| KR1020147014225A KR20140094579A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197011018A KR20190043638A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
| KR1020177003694A KR20170018972A (ko) | 2011-11-29 | 2012-11-28 | 강판의 서브머지 아크 용접 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20140346149A1 (ko) |
| EP (1) | EP2786830B1 (ko) |
| JP (1) | JP5772977B2 (ko) |
| KR (3) | KR20190043638A (ko) |
| CN (2) | CN108788409A (ko) |
| RU (1) | RU2592335C2 (ko) |
| WO (1) | WO2013080523A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015150572A (ja) * | 2014-02-12 | 2015-08-24 | 株式会社神戸製鋼所 | 多電極片面サブマージアーク溶接方法、溶接物の製造方法 |
| JP6211431B2 (ja) * | 2014-02-12 | 2017-10-11 | 株式会社神戸製鋼所 | 多電極片面サブマージアーク溶接方法、溶接物の製造方法 |
| CN104475921B (zh) * | 2014-12-10 | 2016-04-20 | 青岛北海船舶重工有限责任公司 | 扩大三丝fcb法焊接范围的焊接布局结构及工艺方法 |
| JP6383319B2 (ja) * | 2015-03-31 | 2018-08-29 | 株式会社神戸製鋼所 | 多電極片面1層サブマージアーク溶接方法 |
| US11453079B2 (en) * | 2016-02-19 | 2022-09-27 | Jfe Steel Corporation | Multi-electrode submerged arc welding method |
| CN105880952A (zh) * | 2016-06-03 | 2016-08-24 | 合肥紫金钢管股份有限公司 | 一种油气输送用直缝埋弧焊钢管的生产工艺 |
| CN107262883A (zh) * | 2017-08-02 | 2017-10-20 | 中国石油天然气集团公司 | 一种x70厚壁直缝钢管的多丝埋弧焊接工艺方法 |
| CN109079287B (zh) * | 2018-09-14 | 2020-09-29 | 大连理工大学 | 一种三丝气体保护间接电弧焊方法、装置及其应用 |
| CN113732552B (zh) * | 2020-05-27 | 2022-09-16 | 宝山钢铁股份有限公司 | 基于多丝埋弧焊的低碳微合金钢高热输入焊接性评估方法 |
| CN112296494B (zh) * | 2020-10-23 | 2022-05-10 | 中船黄埔文冲船舶有限公司 | 一种不等厚度拼板的焊剂铜衬垫法埋弧焊方法 |
| CN114762907A (zh) * | 2021-01-13 | 2022-07-19 | 宝山钢铁股份有限公司 | 用于动载场合的厚壁高强钢双面埋弧焊接方法 |
| CN113579430B (zh) * | 2021-07-22 | 2022-11-18 | 武汉钢铁有限公司 | 一种适用于中厚板耐磨钢的窄缝埋弧焊接方法 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5811313B2 (ja) * | 1976-08-24 | 1983-03-02 | 新日本製鐵株式会社 | 高能率多電極潜弧溶接法 |
| JPH0673757B2 (ja) * | 1988-12-28 | 1994-09-21 | 川崎製鉄株式会社 | 厚鋼板の大入熱潜弧溶接方法 |
| US5004884A (en) * | 1988-12-28 | 1991-04-02 | Kawasaki Steel Corporation | Method of submerged arc welding a thick steel plate with large heat input and submerged arc welding flux |
| US5140140A (en) * | 1990-11-15 | 1992-08-18 | Pollack Alex J | Method and apparatus of submerged arc welding with electrodes in tandem |
| RU2080224C1 (ru) * | 1992-11-04 | 1997-05-27 | Институт Электросварки Им.Е.О.Патона | Способ четырехдуговой сварки |
| JP3463333B2 (ja) * | 1994-01-14 | 2003-11-05 | Jfeスチール株式会社 | 厚鋼板の大入熱多層サブマージアーク溶接方法 |
| JP3503191B2 (ja) * | 1994-06-14 | 2004-03-02 | Jfeスチール株式会社 | 厚鋼板の大入熱多層サブマージアーク溶接方法 |
| JPH10109171A (ja) | 1996-10-02 | 1998-04-28 | Ishikawajima Harima Heavy Ind Co Ltd | 高電流密度サブマージアーク溶接法 |
| JP3304815B2 (ja) * | 1997-04-08 | 2002-07-22 | 住友金属工業株式会社 | 厚肉大径溶接鋼管の製造方法 |
| JPH11138266A (ja) | 1997-11-10 | 1999-05-25 | Ishikawajima Harima Heavy Ind Co Ltd | タンデムサブマージアーク溶接方法 |
| JP3801186B2 (ja) * | 1997-12-24 | 2006-07-26 | Jfeスチール株式会社 | 多層サブマージアーク溶接による極厚溶接部材 |
| JP3624727B2 (ja) * | 1997-12-24 | 2005-03-02 | Jfeスチール株式会社 | 極厚鋼板の多層サブマージアーク溶接方法 |
| JP2001121266A (ja) * | 1999-10-27 | 2001-05-08 | Kawasaki Steel Corp | サブマージアーク溶接方法 |
| JP5283306B2 (ja) | 2005-03-28 | 2013-09-04 | Jfeスチール株式会社 | 鋼材のサブマージアーク溶接方法 |
| RU2293001C1 (ru) * | 2005-05-11 | 2007-02-10 | ОАО "Челябинский трубопрокатный завод" | Способ многодуговой сварки под флюсом |
| KR100910495B1 (ko) * | 2007-12-26 | 2009-07-31 | 주식회사 포스코 | 용접이음부의 저온 인성이 우수한 강판의 용접방법 |
| JP5239900B2 (ja) | 2009-01-27 | 2013-07-17 | Jfeスチール株式会社 | 鋼材の多電極サブマージアーク溶接方法 |
| CN102448655B (zh) * | 2009-05-27 | 2015-11-25 | 杰富意钢铁株式会社 | 钢板的潜弧焊接方法 |
| RU2410215C1 (ru) * | 2010-01-19 | 2011-01-27 | Закрытое акционерное общество "ЭЛЕКТРИК-МИКС" | Способ автоматической электродуговой наплавки под флюсом наружных или внутренних поверхностей тел вращения |
-
2012
- 2012-11-28 KR KR1020197011018A patent/KR20190043638A/ko not_active IP Right Cessation
- 2012-11-28 EP EP12853275.1A patent/EP2786830B1/en active Active
- 2012-11-28 US US14/359,691 patent/US20140346149A1/en not_active Abandoned
- 2012-11-28 KR KR1020177003694A patent/KR20170018972A/ko active Search and Examination
- 2012-11-28 CN CN201810595184.9A patent/CN108788409A/zh active Pending
- 2012-11-28 JP JP2013546994A patent/JP5772977B2/ja active Active
- 2012-11-28 CN CN201280058087.7A patent/CN103958109A/zh active Pending
- 2012-11-28 WO PCT/JP2012/007610 patent/WO2013080523A1/ja active Application Filing
- 2012-11-28 KR KR1020147014225A patent/KR20140094579A/ko active Application Filing
- 2012-11-28 RU RU2014125804/02A patent/RU2592335C2/ru active
Also Published As
| Publication number | Publication date |
|---|---|
| JP5772977B2 (ja) | 2015-09-02 |
| EP2786830B1 (en) | 2018-03-28 |
| CN103958109A (zh) | 2014-07-30 |
| KR20190043638A (ko) | 2019-04-26 |
| US20140346149A1 (en) | 2014-11-27 |
| JPWO2013080523A1 (ja) | 2015-04-27 |
| EP2786830A4 (en) | 2016-04-20 |
| CN108788409A (zh) | 2018-11-13 |
| WO2013080523A1 (ja) | 2013-06-06 |
| KR20170018972A (ko) | 2017-02-20 |
| RU2014125804A (ru) | 2015-12-27 |
| RU2592335C2 (ru) | 2016-07-20 |
| EP2786830A1 (en) | 2014-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20140094579A (ko) | 강판의 서브머지 아크 용접 방법 | |
| JP5283306B2 (ja) | 鋼材のサブマージアーク溶接方法 | |
| JP6137053B2 (ja) | 狭開先ガスシールドアーク溶接方法 | |
| KR101729428B1 (ko) | 협개선 가스 실드 아크 용접 방법 | |
| US8785806B2 (en) | Submerged arc welding method with multiple electrodes for steel material | |
| JP6119940B1 (ja) | 立向き狭開先ガスシールドアーク溶接方法 | |
| JP5854145B2 (ja) | サブマージアーク溶接方法ならびに溶接継手および鋼管の製造方法 | |
| JP5354236B1 (ja) | 鋼板のサブマージアーク溶接方法 | |
| WO2014088111A1 (ja) | 狭開先ガスシールドアーク溶接継手 | |
| KR20190039755A (ko) | 수직 방향 협개선 가스 실드 아크 용접 방법 | |
| JP6605596B2 (ja) | 多電極サブマージアーク溶接方法 | |
| JP5895423B2 (ja) | 鋼板の多電極サブマージアーク溶接方法 | |
| JP7351436B1 (ja) | 狭開先ガスシールドアーク溶接方法および狭開先ガスシールドアーク溶接用溶接装置 | |
| JP5895477B2 (ja) | 鋼板の多電極サブマージアーク溶接方法 | |
| JP2023152736A (ja) | 厚鋼板の狭開先ガスシールドアーク溶接方法 | |
| JP5954272B2 (ja) | サブマージアーク溶接方法および溶接継手の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| E601 | Decision to refuse application | ||
| E801 | Decision on dismissal of amendment | ||
| A107 | Divisional application of patent | ||
| J201 | Request for trial against refusal decision | ||
| J301 | Trial decision |
Free format text: TRIAL NUMBER: 2017101000656; TRIAL DECISION FOR APPEAL AGAINST DECISION TO DECLINE REFUSAL REQUESTED 20170209 Effective date: 20171221 |