KR20080108250A - 자동차용 경량 방음 커버의 개선된 제조 방법 및 그 커버 - Google Patents
자동차용 경량 방음 커버의 개선된 제조 방법 및 그 커버 Download PDFInfo
- Publication number
- KR20080108250A KR20080108250A KR1020087023265A KR20087023265A KR20080108250A KR 20080108250 A KR20080108250 A KR 20080108250A KR 1020087023265 A KR1020087023265 A KR 1020087023265A KR 20087023265 A KR20087023265 A KR 20087023265A KR 20080108250 A KR20080108250 A KR 20080108250A
- Authority
- KR
- South Korea
- Prior art keywords
- skin
- cover
- soundproof cover
- foaming tool
- body parts
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/02—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles
- B29C44/04—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities
- B29C44/0407—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles for articles of definite length, i.e. discrete articles consisting of at least two parts of chemically or physically different materials, e.g. having different densities by regulating the temperature of the mould or parts thereof, e.g. cold mould walls inhibiting foaming of an outer layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/08—Insulating elements, e.g. for sound insulation
- B60R13/0815—Acoustic or thermal insulation of passenger compartments
Landscapes
- Physics & Mathematics (AREA)
- Acoustics & Sound (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
- Laminated Bodies (AREA)
- Biological Depolymerization Polymers (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
자동차 차체 부품용 경량의 방음 커버(1, 1', 1'', 1'''), 특히 경량의 대시보드 커버 제조 방법은, 상기 커버(1, 1', 1'', 1''')는 폴리올과 이소시아네이트를 포함하는 반응성 혼합물을 발포성형 툴(9)의 캐비티(11) 내로 사출하는 단일-단계 공정으로 발포 성형되는 흡음 성형 부품으로 제조되고, 상기 발포 성형된 부품이, 그 부품의 한쪽 면 위에 두께가 적어도 0.5 ㎜인 실질적으로 기포-프리인 일체형 표피(1.1)를 포함하고, 상기 표피(1.1)의 반대쪽 측면 위에 개방된 다공성 표면(1.2) 및/또는 얇은 음 투과성 표피(1.4)를 포함하도록, 사출 전 및/또는 사출 중에 발포성형 툴(9)의 캐비티(11)를 획정하는 적어도 하나의 사전에 미리 결정된 표면부(17)의 온도가 제어되는 것을 특징으로 한다.
경량의 방음 커버, 흡음, 대시보드 커버, 발포 성형
Description
본 발명은 자동차의 차체 부품용의 경량 방음 커버를 제조하는 개선된 방법과 그 커버에 관한 것으로, 특히 객실에 배치되는 대시보드 커버로 구성되는 방음 커버에 관한 것이다.
종래의 자동차용 대시보드 커버들은 중량(heavy)의 방음층 및 발포층(foam layer) 또는 섬유 플리스 층(textile fleece layer)으로 구성되어 있으며, 상기 발포층 또는 플리스 층은 탄성 스프링으로 기능하며, 중량 층은 음향학적으로 스프링-중량-시스템으로 기능한다. 그러한 대시보드 커버의 단위 면적 당의 중량은 일반적으로 2 ㎏/㎡를 초과하는 영역에 있다.
독일 특허 공개 공보 DE 27 35 153 A1호로부터 저 비중량의 스프링-중량-시스템이 공지되어 있는데, 상기 시스템은 개방된 기포를 갖고 있는 연질 폴리우레탄 발포체와 충진된 중량의 폴리우레탄 발포체의 덮개층을 포함하는 이중 매트로 구성되어 있으며, 상기 시스템은 특히 자동차용 전방 벽부 커버로 사용하기 위한 것이다. 이에 따라, 상기 중량 폴리우레탄 발포체는 일체형 발포체로 구성되며, 쇼어 경도 A가 80 내지 90이고, 추가의 충전재 성분을 중량%로 400 내지 500% 포함한다. 덮개층의 상기 경도 특성을 달성하기 위해, 시판되는 경질 발포체 폴리올과 시판되는 연질 발포체 폴리올의 폴리올 혼합물이 사용된다. 상기 덮개층과 폴리우레탄 연질 발포층들은, 상기 덮개층이 몰드와 연질 폴리우레탄 발포체를 구비하는 백-발포체 사이에 삽입되는, 백-발포성형체(back-foaming)에 의해 서로가 결합된다. 상기 이중 매트의 제조 방법은 상대적으로 시간과 비용이 많이 소요된다.
본 발명의 목적은, 저 중량이며 상대적으로 저 비용으로 구현할 수 있는, 방음 및 흡음 커버, 특히 자동차용 대시보드 커버를 제공하는 것이다. 동시에, 그러한 방음 커버 제조를 위한 비용 효율적인 방법이 제공될 것이다.
제조 공정과 관련하여, 상기 목적은 본 발명에 따라 청구항 제1항의 특징을 갖고 있는 방법에 의해 달성된다.
본 발명에 따른 방법은, 상기 커버가 폴리올과 이소시아네이트를 포함하는 반응성 혼합물을 발포성형 툴(foaming tool)의 캐비티 내로 사출하는 단일-단계 공정으로 발포 성형되는 흡음 성형 부품으로 제조되는 것을 특징으로 하고, 상기 발포 성형된 부품이, 그 부품의 한쪽 면 위에 두께가 적어도 0.5 ㎜인 실질적으로 기포-프리인 일체형 표피를 포함하고, 상기 표피의 반대쪽 측면 위에 개방-기포(open pore) 표면 및/또는 음 투과성 표피를 포함하도록, 사출 전 및/또는 사출 후에 캐비티를 획정하는 발포성형 툴의 적어도 하나의 사전에 미리 결정된 표면부의 온도가 제어되는 것을 특징으로 한다.
한편으로는 실질적으로 기포-프리이며 일체형(integral)인 표피가 생성될 수 있는, 발포성형 툴의 표면부와, 다른 한편으로는 개방된 기포 및/또는 얇은 음 투과성 표피(sound permeable skin)가 생성될 수 있는 발포성형 툴의 표면부 사이의 온도 차이가 적어도 15 ℃, 바람직하게는 적어도 25 ℃가 되도록, 발포성형 툴이 온도-제어된다.
본 발명에 따른 방법에 의해, 상반 툴 또는 하반 툴을 교체하지 않고서도, 일 단계 공정으로 단지 하나의 반응성 혼합물로부터 방음 및 흡음을 하는 경량의 방음 커버를 제조할 수 있다. 제조된 커버는 실질적으로 객실 내의 소음 레벨을 감소시키고, 이에 따라 상기 커버가 부착된 자동차의 운행 안락성을 향상시킨다. 다른 한편, 상기 커버는 자동차의 중량을 약간만 증가시킴으로서, 고성능, 특히 자동차의 가속성과 저 연료 소비와 관련하여 매우 유리하다.
독일 특허 공개 공보 DE 27 35 153 A1호에 의해 공지된 방법과 비교하여, 본 발명에 따른 방법에서는 필요로 하는 소재 부품의 수가 감소된다. 필요로 하는 저장 용기들과 관련 부품이 적기 때문에, 사용되는 소재 부품들의 최소화 또는 감소는 소재 비용, 소재 저장 측면에서 유리하다. 하나 또는 적은 소재 부품을 다량 구입할 때에, 일반적으로 다량의 소재 부품을 포함하는 부품을 다량 구입할 때보다도 더 나은 가격이 달성될 수 있다.
본 발명에 따른 제조 방법은 발포성형 툴의 상반 몰드 및/또는 하반 몰드를 교체할 필요가 없기 때문에, 본 발명에 따른 제조 방법은 상대적으로 낮은 투자 비용을 요한다.
또한, 본 발명의 방법에 따라 제조된 커버들은 단일 반응성 혼합물로부터 제조되기 때문에, 재활용될 수 있다는 유리한 특성을 가지고 있다.
본 발명에 따른 방법의 바람직한 선택적인 실시예는, 반응성 혼합물이 발포성형 툴에 사출되기 전에, 충전재(filler material), 바람직하게는 황산바륨 및/또는 탄산칼슘인 충전재가 폴리올 및 이소시아네니트로 구성된 반응성 혼합물에 첨가된다는 점에 특징이 있다. 충전재를 첨가함으로써, 커버의 소재 비용이 실질적으로 감소된다. 이러한 관점에서, 충전재(황산바륨 및/또는 탄산칼슘)를 이산화탄소와 결합시키는 것이 또한 제안된다. 이러한 결합을 통해 추가적인 비용 최적화가 달성될 수 있다.
발포 성형된 부품의 외측에 덮개층이 있는, 실질적으로 기포-프리이며 일체형인 표피를 제공하는 것이 유리할 수 있다. 상기 덮개층을 통해, 기계적 강도, 방음 효과, 흡음 능력 및/또는 발포 성형된 부품의 외관이 개선될 수 있다. 본 발명에 따른 방법의 다른 실시예는 웨브 단면 소재 또는 플라스틱 호일 블랭크, 특히 발포 소재 호일, 또는 섬유 플리스, 특히 볼륨 플리스를, 발포 성형된 부품의 실질적으로 기포-프리인 일체형 표피가 생성될 수 있는, 적어도 하나의 표면부에서 발포성형 툴 내부로 삽입하고, 폴리올과 이소시아네이트를 포함하는 반응성 혼합물로 뒤에서부터 사출하는 것을 제공한다. 이러한 방식은 사출 성형된 부품이 상기 덮개층에 신뢰성 있고 비용 효율적으로 결합되게 한다.
소망하는 커버와 관련하여, 상술한 상기 목적은 청구항 제11항의 특징을 포함하는 커버에 의해 달성될 수 있다.
본 발명에 따른 커버는, 연질의 개방-셀 폴리우레탄 발포체로부터 단일-단계 공정으로 발포 성형되는 흡음 성형 부품을 실질적으로 포함하고, 상기 부품은, 그 부품의 한쪽 면 위에 두께가 적어도 0.5 ㎜인 실질적으로 기포-프리인 일체형 표피를 포함하고, 상기 표피의 반대쪽 측면 위에 개방된 다공성 표면 및/또는 얇은 음 투과성 표피를 포함한다. 실질적으로 기포-프리 표피는 방음 효과(sound insulating effect)를 가지고 있는 반면, 성형된 부품의 나머지 부분은 흡음(sound absorbing) 특성을 가지고 있다. 실질적으로 기포-프리인 표피의 위치, 표면 크기 및/또는 두께는 음향 특성 및 사양에 따라 정해진다. 필요하다면, 본 발명에 따른 커버는 서로가 오프셋 되어 있는, 복수의 실질적으로 기포-프리인 표피를 포함할 수 있다.
본 발명에 따른 커버는 특히 내부 대시보드 커버로 제공되기 때문에, 커버는, 필요하다면 페달 어셈블리, 조향 축, 케이블 및/또는 유체 도관들과 같은 유닛의 관통 또는 배치를 위한 관통구를 하나 또는 복수 개 포함할 수 있다. 그러한 관통의 관점에서, 본 발명에 따른 커버의 바람직한 실시예에 따르면, 상기 관통구의 단부(end)가 흡음 성형된 부품의 실질적으로 기포-프리인 일체형 표피에 의해 이격되어 둘러싸여 있고, 상기 표피와 관통구 사이에는 개방된 다공성 표면 및/또는 얇은 음 투과성 표피가 형성되어 있다. 관통구에서 최적의 흡음이 달성된다는 것을 알 수 있었다.
본 발명에 따른 커버의 다른 바람직한 실시예에서, 커버의 가장자리에서 실질적으로 기포-프리인 일체형 표피 가요성의 립 밀봉부를 형성한다. 상기 가요성 립 밀봉부는 제조 과정 중에 생길 수 있는 공차를 보상하고, 이에 따라 차체부 또는 인접 부품들에 대한 커버에 최적으로 적합하게 한다. 이에 의해, 본 발명에 따른 커버의 방음 효과가 최적화된다.
본 발명에 따른 커버와 그 커버의 제조 방법의 추가적으로 바람직하고 유리한 실시예들이 종속항들에 개시되어 있다.
이하에서, 복수의 실시예들을 도시하는, 개략적으로 도시되어 있는 도면을 참조하여 본 발명의 좀 더 상세하게 설명한다.
도 1은 그 내부에 배치되어 있는, 객실과 엔진룸을 분리하는 대시보드 커버가 장착된 자동차 전방부의 단면도이다.
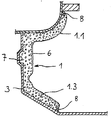
도 2는 도 1의 대시보드의 확대된 도면이다.
도 3은 본 발명의 제2 실시태양에 따른 커버 부분의 단면도이다.
도 4는 본 발명에 따른 컵 부분의 다른 단면도이다.
도 5는 본 발명에 따른 커버를 제조하는 성형 툴의 단면도이다.
도 6은 본 발명에 따른 커버를 제조하는 다른 성형 툴의 단면도이다.
도 7은 본 발명의 다른 실시태양에 따른 커버 부분의 단면도이다.
도 8은 본 발명의 다른 실시태양에 따른 커버 부분의 단면도이다.
본 발명에 따른 방음 커버는 바람직하게는 자동차(2)용 내부 대시보드 커버(1)로 구성된다. 그러나, 원리적으로는, 예를 들어 자동차 카페트의 중간층과 같 은 자동차의 다른 차체 부품의 방음 커버로도 구성된다.
도 1 및 도 2에 도시한 바와 같이, 커버(1)는, 객실(4)과 엔진룸(5)을 분리하는 대시보드(3)의 윤곽에 부합한다. 커버(1)는 그 자체로 지지되며, 상대적으로 무게가 가볍다는 특징이 있다. 단위 면적 당의 총 무게는 900 g/㎡ 미만인 것이 바람직하며, 예를 들면 800 g/㎡ 미만이다. 커버는 폴리올과 이소시아네이트를 포함하는 반응성 연질 발포 혼합물을 원-샷 공법(one-shot process)으로 발포 성형하여 부품으로 제조되는데, 이는 발포성형 툴에 의해 단일 단계 공정으로 제조하는 것을 의미한다.
제조 공정을 설명하기 위해, 복수-부품 발포성형 툴(9)이 개략적으로 도시되어 있는 도 5를 참조한다. 예를 들어, 저장 탱크, 교반기를 갖춘 컨테이너, 펌프, 환상 도관, 혼합 헤드 등과 같은 추가적인 장치 부재들은 명료함을 위해 도시하지 않았다.
반응성 혼합물의 주요 성분(이소시아네이트 및 폴리올)이 저장 탱크에서 공정 탱크로 이송되고, 요구되는 온도로 가열된 후, 투입 유닛을 통해 발포성형 툴(9)의 공급구(10)와 연관되어 있는 혼합 헤드로 공급된다.
반응성 혼합물 또는 반응성 혼합물의 주 성분에 충전재(filler material)가 추가되는 것이 바람직하다. 그러나, 선택적으로는 상기 충전재가 첨가되지 않을 수도 있다. 충전재로 적합한 재료는, 예를 들어 황산바륨 및/또는 백악(chalk)이다. 충전재(BaSO4 및/또는 백악)는 CO2와 결합하는 것이 바람직하다. CO2의 부가에 의해 발포성형된 커버의 원 밀도가 감소될 수 있다.
발포성형 툴(9)은 하반 몰드(lower half mold)(9.1)와 상반 몰드(upper half mold)(9.2)를 포함하며, 하반 몰드와 상반 몰드는 서로 조합되고 툴이 폐쇄된 상태에서 제조되는 성형 부품에 상응하는 캐비티(cavity)(11)를 형성한다. 반응성 혼합물의 캐비티(11)로의 사출은, 상반 몰드(9.2) 내에 배열되어 있는 공급- 및 분배 채널(12)을 통해 이루어진다. 발포성형 툴(9)에는, 개별적으로 제어가 가능한 유동 채널(13, 14, 15)들을 포함하는 템퍼링 장치(tempering device)가 제공되는데, 이에 의해 캐비티를 획정하는 발포성형 툴(9)의 특정 표면부가 제어 방식으로 템퍼링(냉각)될 수 있다.
본 발명에 있어서 발포성형 툴의 템퍼링 표면부는, 더 따뜻한 연질의 발포 반응성 혼합물에 비해 상대적으로 차가운 개별적인 표면부를 의미한다.
상반 몰드(9.2)는, 공유 분배 매니폴드(미도시)에 연결되어서 유체를 공급하고, 공유 콜렉터 도관(미도시)에 연결되어서 유체를 배출하는, 제1 유체 채널 그룹(13)을 포함한다. 상기 제1 유체 채널 그룹(13)에 제공되는 상기 유체의 온도는, 상기 유체 채널(13)에 가장 근접해 있는 툴 표면(16)의 온도가 50℃ 내지 90℃ 영역 내에 있도록, 예를 들면 대략 70℃±15℃, 또는 설정된 상기 영역 내의 어느 온도에 있도록 조절된다.
하반 몰드(9.1) 내에 통합되어 있는 유체 채널(14)들은 제2 유체 채널 그룹을 형성하는데, 이들은 유체를 공급하는 공유 분배 매니폴드(미도시)에 연결되어 있고, 또한 유체를 배출하는 다른 공유 콜렉터 도관(미도시)에 연결되어 있고, 제2 유체 채널 그룹(14)에 가장 근접해 있는 하반 몰드(9.1)의 툴 표면(17)의 온도가 15℃ 내지 60℃ 영역 내에 있도록, 예를 들면 대략 35℃±15℃, 또는 설정된 상기 영역 내의 어느 온도에 있도록 유체의 온도가 제어된다.
툴 표면(16)과 툴 표면(17)의 온도 차이는 적어도 15℃, 바람직하게는 적어도 25℃이다.
단층 성형된 부품(1)의 발포 조직은, 반응성 혼합물의 화학적 결합 반응(chemical linking) 중에 생성되는, 추진 가스(propellant gas)에 의해 실질적으로 생성된다. 공정 중에, 충전재와 결합된 CO2는 발포 공정(foaming process)을 지지한다.
상반 몰드(9.2)의 툴 표면(16)에 비해 상대적으로 하반 몰드(9.1)의 툴 표면(17)이 차기 때문에, 차가운 툴 표면 인접한 부분에서 반응성 혼합의 발포 공정이 억제되어서, 전체적으로 두께가 적어도 0.5 ㎜, 바람직하게는 적어도 0.8 ㎜, 특히 바람직하게는 적어도 1 ㎜인 실질적으로 기포-프리인 일체형 표피(1.1)가 생성된다. 상기 표피(1.1)는 방음층으로 기능한다. 바람직하게는, 기밀(airtight) 또는 적어도 실질적으로 기밀 상태로 된다.
그러나, 상반 몰드(9.2)의 따뜻한 툴 표면(16)에서는, 발포 공정에 의해 개방된 기포들이 있는 흡음제(sound absorber)가 형성되는데, 상기 흡음제는 개방된 다공성 표면(1.2) 또는 매우 얇은 표피(1.4)만을 구비하고 있으며, 상기 표피는 음이 투과할 수 있거나 통과할 수 있다.
상기 음 투과성 표피(1.4)의 두께는 400 ㎛ 미만, 바람직하게는 250 ㎛이하이다. 예를 들면, 150 ㎛ 보다도 얇을 수 있고, 또한, 부분적으로만 형성될 수도 있다.
단품 커버(one-piece cover)(1)는 선택적으로 그 가장자리에 제조 중에 발생할 수 있는 공차를 보상할 수 있는 가요성 밀봉 립(8)을 포함해서, 차량 차체부 또는 그 인접 부품에 상기 커버(1)가 긴밀하게 밀착하도록 하게 할 수 있다(도 2 및 도 3 참조).
실질적으로 기포가 없는 립 밀봉부(8)를 형성하기 위해, 상기 립 밀봉부(8)에 상응하는 캐비티 부분에 근접한 상반 몰드(9.2) 안쪽에 제2 유체 채널 그룹(14)과 연관되어 있는 유체 매니폴드(미도시)에 연결되어 있는 유체 채널(15)들이 제공된다. 이에 따라서, 유체 채널(14)과 유체 채널(15)을 통해 유동하는 유체의 온도는 서로 같다.
발포성형 툴(9)이 개방된 후에 발포성형 툴(9)로부터 최종 성형 부품, 즉 커버(1)를 이젝팅하기 위해, 하반 몰드(9.1)에는 추가의 푸쉬로드(18)가 통합되어 있다. 상기 이젝션 요소(18)들은 상반 몰드(9.2)에도 통합되어 있을 수 있으며, 또는 상반 몰드(9.2)에만 통합되어 있을 수도 있다.
단층 연질의 발포 커버(1)의 개방된 다공성 흡음부(1.3)는 0.02 내지 0.06 g/㎤의 원 밀도를 갖는다. 다른 한편, 실질적으로 기포-프리인 공기 비투과성 표피(1.1)의 원 밀도(raw density)는 0.08 내지 2.0 g/㎤이고, 바람직하게는 0.08 내지 1.4 g/㎤, 특히 바람직하게는 0.1 내지 1.1 g/㎤이다.
많은 차체 부품용 방음 커버에는 관통 케이블, 호스 또는 기계적 장치들이 통과할 수 있는 관통구들이 제공되어 있어야 한다. 도 3에 도시한 바와 같이, 표피를 포함하고 있는 단층 커버(1')의 일 측면 위에, 즉 실질적으로 일체형의 기공-프리 표피(1.1)를 포함하고 있는 측면 위에 케이블 또는 호스 도관 관통부를 밀봉하기 위해 케이블 또는 호스 도관용의 관통구(19)에 바람직하게는 탄성적으로 확장될 수 있는 그로멧(grommet)(20)이 형성되어 있다.
도 4에서, 자동차의 대시보드(3) 부분의 단면이 개략적으로 도시되어 있는데, 상기 대시보드는 상기 대시보드를 관통해 연장되어 있는 페달 어셈블리(21)가 장착되어 있는 관통구(3.1)를 포함한다. 페달 어셈블리(21)용 관통구(19')를 포함하는, 본 발명에 따른 커버(1")가 대시보드(3)의 안쪽에 배열되어 있다. 단층 대시보드 커버(1")는, 객실을 향하고 있는 측면 위에 실질적으로 기공-프리 표피(1.1)를 포함하고 있다. 방음층으로 기능하는 표피(1.1)는 일정 거리만큼 이격되어 관통구(19')를 둘러싸고 있다. 공기 투과성 표피(1.1)와 관통구(19') 사이에, 관통구(19') 부위에서 커버(11")의 흡음 효과를 최적화하는, 개방된 기포를 갖고 있는 표면부(1.2')가 배열되어 있다. 상기 개방된 다공성 표면부(1.2)는 관통구(19')를, 예를 들어 환상 모양으로 둘러싸고 있다.
도 5에 도시한 바와 같이, 발포성형 툴(9)은, 반응성 혼합물을 사출할 때에 각 성형되는 부품 내에서 관통구(19')를 형성하는, 캐비티(11) 내에 배열되어 있는 적어도 하나의 돌출부(22)를 포함할 수 있다. 또한 도 5에는, 하반 몰드(9.1) 내에 유체 채널(14)들이 상기 돌출부(22)로부터 상대적으로 오프셋되어 있는 것으로 도 시되어 있다. 성형 부품에서 일체형이고, 실질적으로 기포-프리인 표피(1.1)가 생성될 수 있는, 발포성형 툴(9)의 표면부(17)는 일정거리만큼 이격되어서 돌출부(22)를 둘러싸고 있다. 도 4에 도시한 바와 같이, 이러한 방식으로 개방된 다공성 환상부(1.2')가 실질적으로 기공-프리 표피를 포함하고 있는 커버(1")의 측면 위에 관통구(19') 주위에 남게 된다.
도 6은 본 발명에 따른 커버를 제조하기 위한 다른 발포성형 툴(9')을 개략적으로 도시하고 있다. 도 5에 따른 발포성형 툴과는 달리, 본 경우에 있어서, 연질 발포 반응성 혼합물은, 하반 몰드(9.1')와 상반 몰드(9.2')로 구성되어 있는 발포성형 툴(9')의 개방된 캐비티 내부로 사출 또는 장입된다. 연질 발포 반응성 혼합물의 도입은, 바람직하게는 로봇(미도시)에 작동되는 사출 도관(24)에 의해 수행된다. 연질 발포 반응성 혼합물이 도입된 후에, 방음 커버를 성형하기 위해 발포성형 툴(9')이 밀폐된다.
도 7은 본 발명에 따른 커버(1''')의 다른 실시예를 도시하고 있다. 도 3에 도시한 실시예와는 달리, 실질적으로 기포-프리인 일체형 표피(1.1)가 표면 전체 또는 덮개층(23)을 구비하고 있는 선택된 부분인 일부 표면 위의 외부에 형성되어 있다. 덮개층(23)은 음향학적으로 효과적이다. 덮개층은 얇은 커버 플리스 소재(섬유 플리스 소재)(fibrous fleece material)로 구성될 수 있으며, 커버 플리스 소재는 커버(1''')에 보다 미려한 외관 및/또는 높은 기계적 강도, 특히 테어 강도(tear strength)를 부여한다. 커버 플리스(23)의 면적 당 중량은 예를 들면 20 g/㎡ 내지 250 g/㎡이다.
선택적으로, 덮개층(23)은, 면적 당 중량이 200 내지 700 g/㎡, 특히 200 내지 500 g/㎡이고, 층 두께가 5 ㎜ 내지 20 ㎜, 특히 5 ㎜ 내지 10 ㎜인, 흡음성 볼륨 플리스로 구성될 수도 있다.
커버 플리스 또는 볼륨 플리스는 예를 들면, 폴리에스테르 섬유, 코튼사 또는 합성 섬유로 형성될 수 있다. 또한 상기 덮개층(23)은 플라스틱 호일, 특히 발포성 소재 호일로 구성될 수 있다. 이에 따라 덮개층(23)은 특히 장벽층으로서 기능할 수 있다.
도 8에 도시한 실시예에서, 발포 성형된 부품의 실질적으로 기포-프리인 일체형 표피(1.1)에 덮개층(23)이 제공될 수도 있다.
일체형 표피(1.1)는 덮개층(23)에 접착된다. 접착 결합은 도 5 또는 도 6에 따른 발포성형 툴 내로 호일 또는 플리스로 제조된 블랭크 또는 웨브 단면 소재를 삽입함으로써 이루어지며, 발포성형 툴의 표면부(17)에, 발포 성형된 부품의 실질적으로 기포-프리인 일체형 표피(1.1)가 생성될 수 있다. 그런 후, 폴리올과 이소시아네이트를 포함하는, 호일 또는 섬유 플리스가 반응성 혼합물 뒤로부터 사출되고, 발포성형 툴(9, 9')이 전술한 바와 같이 서로 다른 부위에 서로 다른 온도가 형성된다.
본 발명의 실시는 전술한 대표적인 실시예에 한정되지 않는다. 그 보다는, 다양한 실시형태로 청구범위에 정의되어 있는 본 발명의 사상을 이용한 다양한 변형예가 고안될 수 있다. 따라서, 본 발명에 따른 커버(1, 1', 1'', 1''')는 복수의 부분 방음부를 포함할 수 있고, 이는 복수의 일체형의, 오프셋, 실질적으로 기포- 프리인, 공기 비투과성 표피부(1.1)가 선택된 방식에 따라서 음향적으로 방층 사양에 따른 커버(1, 1', 1'', 1''') 위에 배열될 수 있음을 의미한다.
본 발명에 따른 방법의 수행은 전술한 바와 같은, 상반 몰드(9.2)에 비해 상대적으로 차가운 하반 몰드(9.1)에 한정되는 것은 아니다. 따라서, 하반 몰드의 툴 표면에 비해 상대적으로 상반 몰드의 툴 표면을 냉각시키는 것 또는 상반 몰드의 툴 표면에서 실질적으로 기포-프리인 일체형 표피를 형성하기 위해 개별적인 온도에 이르게 하는 것도 본 발명의 범위에 속한다. 필요하다면, 반응성 혼합물은 하반 몰드 내에 배열되어 있는 공급 채널을 통해 툴 캐비티 내부로 사출될 수도 있다.
Claims (22)
- 자동차 차체 부품용 경량의 방음 커버(1, 1', 1'', 1'''), 특히 경량의 대시보드 커버 제조 방법으로서,상기 커버(1, 1', 1'', 1''')는 폴리올과 이소시아네이트를 포함하는 반응성 혼합물을 발포성형 툴(9)의 캐비티(11) 내로 사출하는 단일-단계 공정으로 발포 성형되는 흡음 성형 부품으로 제조되고, 상기 발포 성형된 부품이, 그 부품의 한쪽 면 위에 두께가 적어도 0.5 ㎜인 실질적으로 기포-프리인 일체형 표피(1.1)를 포함하고, 상기 표피(1.1)의 반대쪽 측면 위에 개방된 다공성 표면(1.2) 및/또는 얇은 음 투과성 표피(1.4)를 포함하도록, 사출 전 및/또는 사출 중에 발포성형 툴(9)의 캐비티(11)를 획정하는 적어도 하나의 사전에 미리 결정된 표면부(17)의 온도가 제어되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항에 있어서,발포 성형된 부품의 실질적으로 기포-프리인 일체형 표피(1.1)가 생성될 수 있는, 발포성형 툴(9)의 적어도 하나의 표면부(17)가 15℃ 내지 60℃ 범위의 온도로 냉각되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 또는 제2항에 있어서,개방된 다공성 표면(1.2) 및/또는 얇은 음 투과성 표피(1.4)가 생성될 수 있 는, 발포성형 툴(9)의 표면부(16)가 50℃ 내지 90℃ 범위로 온도-제어되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서,발포 성형된 부품의 실질적으로 기포-프리인 일체형 표피(1.1)가 생성될 수 있는 발포성형 툴(9)의 표면부(17)와, 개방된 다공성 표면(1.2) 및/또는 얇은 음 투과성 표피(1.4)가 생성될 수 있는 발포성형 툴(9)의 표면부(16) 사이의 온도 차이가 적어도 15℃, 바람직하게는 25℃가 되도록 발포성형 툴(9)이 온도-제어되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서,반응성 혼합물이 발포성형 툴로 사출되기 전에, 폴리올과 이소시아네이트로 형성된 반응성 혼합물에 충전재가 첨가되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제5항에 있어서,충전재로서 황산바륨 및/또는 탄산칼슘이 반응성 혼합물에 첨가되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제5항 또는 제6항에 있어서,충전재에 이산화탄소가 첨가되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 내지 제7항 중 어느 한 항에 있어서,발포성형 툴(9)로서, 상기 캐비티 내에 배열되는 적어도 하나의 돌출부(22)를 포함하는 발포성형 툴이 사용되고, 반응성 혼합물이 사출될 때에 상기 돌출부는 제조되는 성형 부품 내에서 관통구(19')를 획정하며, 성형된 부품의 실질적으로 기포-프리인 일체형 표피(1.1)가 생성될 수 있는, 발포성형 툴의 적어도 하나의 표면부(17)가 일정거리만큼 이격되어 상기 돌출부(22)를 둘러싸는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서,발포성형 툴(9)로서, 서로 오프셋되어 있는 복수의 냉각된 표면부를 포함하는 발포성형툴이 사용되어서, 서로 오프셋되어 있는 복수의 실질적으로 기포-프리인 일체형 표피부를 구비하는 발포 성형된 부품이 제조되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 제1항 내지 제9항 중 어느 한 항에 있어서,웨브 단면 소재 또는 플라스틱 호일 블랭크, 특히 발포 호일 블랭크 또는 섬유 플리스 블랭크, 특히 볼륨 플리스 블랭크가, 발포 성형된 부품의 실질적으로 기 포-프리인 일체형 표피(1.1)가 생성될 수 있는 적어도 하나의 표면부(17)에서 발포성형 툴(9) 내로 삽입되고, 폴리올과 이소시아네이트를 포함하는 반응성 혼합물로 후방에서부터 사출되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버 제조 방법.
- 자동차 차체 부품용 경량의 방음 커버(1, 1', 1'', 1'''), 특히 경량의 대시보드 커버 형태로 제공되는 경량 방음 커버로서,상기 커버는 연질의 개방된 셀 폴리우레탄 발포체로부터 단일-단계 공정으로 발포 성형되는 흡음 성형 부품을 실질적으로 포함하고, 상기 부품은, 그 부품의 한쪽 면 위에 두께가 적어도 0.5 ㎜인 실질적으로 기포-프리인 일체형 표피(1.1)를 포함하고, 상기 표피(1.1)의 반대쪽 측면 위에 개방된 다공성 표면(1.2) 및/또는 얇은 음 투과성 표피(1.4)를 포함하는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항에 있어서,적어도 하나의 관통구(19')를 포함하고, 상기 관통구(19')의 단부(end)는 실질적으로 기포-프리인 일체형 표피(1.1)에 의해 이격되어 둘러싸여 있으며, 하나의 개방된 다공성 표면(1.2') 및/또는 얇은 음 투과성 표피(1.4')이 상기 표피(1.1)와 관통구(19') 사이에 배열되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 또는 제12항에 있어서,서로 오프셋 되어 있으며, 실질적으로 기포-프리인 일체형 표피부를 복수 개 포함하는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제13항 중 어느 한 항에 있어서,실질적으로 기포-프리인 일체형 표피(1.1)의 두께가 적어도 1 ㎜인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제14항 중 어느 한 항에 있어서,단위 면적당 총 중량이 900 g/㎡ 미만인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제15항 중 어느 한 항에 있어서,개방된 다공성 흠음부(1.3)의 원 밀도(raw density)가 0.02 내지 0.06 g/㎤ 범위인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제16항 중 어느 한 항에 있어서,실질적으로 기포-프리인 일체형 표피(1.1)의 원 밀도가 0.08 내지 2.0 g/㎤, 바람직하게는 0.08 내지 1.4 g/㎤ 범위인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제17항 중 어느 한 항에 있어서,음 투과성 표피(1.4)의 두께가 400 ㎛ 미만, 바람직하게는 250 ㎛ 미만인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제18항 중 어느 한 항에 있어서,커버가 단품(one piece)으로 구성되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제11항 내지 제18항 중 어느 한 항에 있어서,실질적으로 기포-프리인 일체형 표피(1.1)의 표면 전체 또는 일부에 플라스틱 호일, 특히 발포 소재 호일, 또는 섬유 플리스 소재, 특히 볼륨 플리스 소재가 포함된 덮개층(23)이 제공되고, 상기 일체형 표피(1.1)가 사출되어서 상기 덮개층(23)에 접착되는 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제20항에 있어서,섬유 플리스 소재의 단위 면적 당 중량이 20 내지 150 g/㎡인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
- 제20항에 있어서,볼륨 플리스 소재의 단위 면적 당 중량이 200 내지 700 g/㎡ 및/또는 두께가 5 내지 20 ㎜인 것을 특징으로 하는 자동차 차체 부품용 경량 방음 커버.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006009134.5 | 2006-02-24 | ||
| DE102006009134.5A DE102006009134B4 (de) | 2006-02-24 | 2006-02-24 | Verbessertes Verfahren zur Herstellung einer leichten, schallisolierenden Verkleidung für Kraftfahrzeuge und entsprechende Verkleidung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20080108250A true KR20080108250A (ko) | 2008-12-12 |
Family
ID=38110684
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087023265A KR20080108250A (ko) | 2006-02-24 | 2007-02-26 | 자동차용 경량 방음 커버의 개선된 제조 방법 및 그 커버 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US8276710B2 (ko) |
| EP (1) | EP1986833B1 (ko) |
| JP (1) | JP2009527382A (ko) |
| KR (1) | KR20080108250A (ko) |
| CN (1) | CN101432117B (ko) |
| AT (1) | ATE485149T1 (ko) |
| BR (1) | BRPI0708140A2 (ko) |
| CA (1) | CA2643551A1 (ko) |
| DE (2) | DE102006009134B4 (ko) |
| ES (1) | ES2353130T3 (ko) |
| MX (1) | MX2008010854A (ko) |
| PL (1) | PL1986833T3 (ko) |
| RU (1) | RU2408457C2 (ko) |
| WO (1) | WO2007096427A1 (ko) |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2912100B1 (fr) * | 2007-02-06 | 2009-05-08 | Cera | Panneau de protection acoustique pour vehicule automobile comprenant une couche d'etancheite impregnee |
| DE102007020832B4 (de) * | 2007-05-02 | 2009-02-26 | Bayer Materialscience Ag | Leichte, schallisolierende Verkleidung für ein Karosserieteil eines Kraftfahrzeuges und Verfahren zu deren Herstellung |
| DE102008005888A1 (de) * | 2008-01-22 | 2009-07-23 | Thyssenkrupp Transrapid Gmbh | Magnetschwebebahn |
| DE102009011683A1 (de) * | 2009-02-23 | 2010-08-26 | Walter Esser, Kunststoff-Spritzgießerei GmbH & Co. KG | Schwimmerkörper |
| DE102009020995A1 (de) | 2009-05-12 | 2011-02-10 | Dr. Freist Automotive Bielefeld Gmbh | Leichte, schallisolierende Verkleidung für ein Karosserieteil oder eine Komponente eines Kraftfahrzeugs und Verfahren zu deren Herstellung |
| DE102010031855A1 (de) * | 2010-07-22 | 2012-01-26 | J. Eberspächer GmbH & Co. KG | Abgasanlage |
| DE102010035431A1 (de) * | 2010-08-26 | 2012-03-01 | Entwicklungsgesellschaft für Akustik (EfA) mit beschränkter Haftung | Breitbandiger Schallabsorber |
| CN102001150A (zh) * | 2010-09-16 | 2011-04-06 | 上海华特汽车配件有限公司 | 表皮包覆聚氨酯芯材产品的成型方法 |
| CN103201789B (zh) * | 2010-11-09 | 2015-11-25 | 加州理工学院 | 声抑制系统及相关方法 |
| DE102011107693A1 (de) * | 2011-07-13 | 2013-01-17 | Otto Bock Schaumsysteme Gmbh | Erhöhung der Schallabsorption in Dämmstoffen |
| DE102012100419A1 (de) | 2012-01-19 | 2013-07-25 | International Automotive Components Group Gmbh | Spritzgusswerkzeug und Verfahren zur Herstellung eines Spritzgussbauteils, insbesondere eines Schallisolationsbauteils eines Kraftfahrzeugs |
| DE102012100422B4 (de) | 2012-01-19 | 2024-01-04 | Auria Solutions Uk I Ltd. | Vorrichtung und Verfahren zur Herstellung eines Spritzgussbauteils, insbesondere eines Schallisolationsbauteils eines Kraftfahrzeuges |
| HUP1200268A2 (en) * | 2012-05-08 | 2013-11-28 | Ratipur Gepjarmuealkatreszt Es Autofelszerelest Gyarto Es Ertekesitoe Kft | Method for manufacturing pur integral foam with modified structure, pur integral foam with modified structure |
| US9908485B2 (en) * | 2014-11-06 | 2018-03-06 | Cadillac Products Automotive Company | Acoustic barrier assembly with acoustic seal |
| FR3028817B1 (fr) * | 2014-11-25 | 2018-03-02 | Autoneum Management Ag. | Piece automobile d'ecrantage acoustique et son procede de fabrication |
| FR3036076B1 (fr) * | 2015-05-13 | 2017-06-23 | Cera Aps | Procede de realisation d'un panneau de protection acoustique destine a etre monte en regard d'une source sonore et chaude de vehicule |
| WO2016191548A1 (en) * | 2015-05-28 | 2016-12-01 | Sabic Global Technologies B.V. | Bulkhead including a support structure and an acoustic component |
| CN107953502A (zh) * | 2017-03-02 | 2018-04-24 | 湖南三合汽车新材料有限公司 | 一种汽车引擎盖夹层泡沫及其制备方法 |
| JP6480512B2 (ja) * | 2017-06-29 | 2019-03-13 | 本田技研工業株式会社 | 車両 |
| FR3083496B1 (fr) * | 2018-07-06 | 2020-06-12 | Renault S.A.S | Paroi d'isolation acoustique d'un vehicule |
| JP7169797B2 (ja) * | 2018-07-19 | 2022-11-11 | 株式会社イノアックコーポレーション | 吸遮音材とその製造方法 |
| JP2020020855A (ja) * | 2018-07-30 | 2020-02-06 | 株式会社イノアックコーポレーション | 吸遮音材とその製造方法 |
| FR3086197B1 (fr) * | 2018-09-20 | 2020-12-18 | Treves Products Services & Innovation | Panneau de protection acoustique pour compartiment a moteur de vehicule automobile |
| CN114174121A (zh) | 2019-12-30 | 2022-03-11 | 皮穆萨汽车股份有限公司 | 复合的车辆底部保护装置 |
| CN111037832A (zh) * | 2019-12-31 | 2020-04-21 | 江苏金鹏汽车座椅有限公司 | 一种座椅发泡造型保持方法 |
| DE102020110665A1 (de) * | 2020-04-20 | 2021-10-21 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Presswerkzeug zur Herstellung eines Sandwichbauteils |
Family Cites Families (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1992873U (de) * | 1968-05-18 | 1968-08-29 | Phoenix Gummiwerke Ag | Stirnwand zur abgrenzung von motor- und fahrgastraum bei kraftfahrzeugen. |
| DE1779128A1 (de) | 1968-07-10 | 1970-08-27 | Vahlbrauk Karl Heinz | Verfahren zur Herstellung eines Kunststoffrohres zum Transport gasfoermiger und fluessiger Medien |
| US3816233A (en) * | 1970-10-01 | 1974-06-11 | Specialty Converters | Manufacture of urethane foam sheets |
| US3936555A (en) | 1972-01-28 | 1976-02-03 | The Fiberwoven Corporation | Filled textile fabric with a density gradient |
| DE2252254A1 (de) * | 1972-10-25 | 1974-05-09 | Phoenix Gummiwerke Ag | Verfahren zum herstellen von schalldaemmenden formkoerpern aus integralschaum |
| GB1550226A (en) * | 1975-06-04 | 1979-08-08 | Scott Paper Co | Perforated embossed film or foil to foam laminates |
| US4101704A (en) | 1976-04-29 | 1978-07-18 | National Research Development Corporation | Energy absorbing materials |
| DE2735153A1 (de) * | 1977-08-04 | 1979-02-15 | Helmut Pelzer | Spezifisch leichtes feder-masse- system in bekannter weise als doppelmatte ausgebildet |
| US4444704A (en) * | 1981-01-26 | 1984-04-24 | Hitachi, Ltd. | Process for producing integral skin polyurethane foam |
| US4438166A (en) | 1983-02-04 | 1984-03-20 | The Celotex Corporation | Structural laminate and method for making same |
| US4476183A (en) | 1983-11-21 | 1984-10-09 | Monsanto Company | Thermoformable laminate structure with improved acoustical absorption |
| US4529639A (en) | 1984-06-27 | 1985-07-16 | Collins & Aikman Corporation | Molded foam-backed carpet assembly and method of producing same |
| DE3724680A1 (de) | 1987-07-25 | 1989-02-02 | Helmut Pelzer | Plattenartiges schalldaemm- und absorptionselement zur auskleidung des innenraumes von kfz |
| CA1322209C (en) | 1988-05-18 | 1993-09-14 | Honda Giken Kogyo Kabushiki Kaisha (Also Trading As Honda Motor Co., Ltd .) | Automotive sound-proof materials and damping materials therefor |
| JP2513500B2 (ja) | 1988-10-03 | 1996-07-03 | 株式会社ブリヂストン | 自動車用内装材 |
| US5240964A (en) * | 1990-09-19 | 1993-08-31 | Tokyo Seat Co., Ltd. | Process for producing urethane foam with high density skin |
| US5925207A (en) * | 1991-01-16 | 1999-07-20 | Kasai Kogyo Co., Ltd. | Automotive interior components, and method and device for manufacturing the same |
| US5174143A (en) * | 1991-11-05 | 1992-12-29 | Mcdonnell Douglas Corporation | Surface densification of porous materials |
| USRE37139E1 (en) * | 1992-03-13 | 2001-04-17 | Ludwig Krickl | Insulating element for building |
| ATA129392A (de) | 1992-06-25 | 1999-02-15 | Greiner & Soehne C A | Schaumstoffplatte, insbesondere formteil aus einer oder mehreren schaumstoffplatten |
| DE4237513A1 (de) * | 1992-11-07 | 1994-05-11 | Helmut Pelzer | Luftschall absorbierendes Formteil |
| JP2990208B2 (ja) * | 1992-12-11 | 1999-12-13 | 東洋紡績株式会社 | 異音防止能を有するウレタン発泡成形用補強材とその製造方法及びその製品 |
| JPH06297482A (ja) * | 1993-04-20 | 1994-10-25 | Yokohama Rubber Co Ltd:The | 衝撃吸収材の製造方法 |
| JP3488271B2 (ja) * | 1993-09-27 | 2004-01-19 | 三菱化学株式会社 | 吸音材 |
| JP3304264B2 (ja) * | 1996-09-25 | 2002-07-22 | カネボウ株式会社 | 自動車用車体パネルインシュレータ |
| US5932331A (en) | 1998-10-08 | 1999-08-03 | Simco Automotive Trim, Inc. | Automotive trim panel having dual density foam support layer |
| US6345688B1 (en) * | 1999-11-23 | 2002-02-12 | Johnson Controls Technology Company | Method and apparatus for absorbing sound |
| JP3811362B2 (ja) | 2000-04-14 | 2006-08-16 | 三洋化成工業株式会社 | ポリオ−ル組成物、半硬質ポリウレタンフォ−ム形成性組成物、及びその組成物を用いた車両用インストルメントパネルのクラッシュパッドの製造方法 |
| US6451233B1 (en) * | 2000-04-28 | 2002-09-17 | Lear Corporation | Method of making a multiple foam interior trim substrate |
| US6572723B1 (en) | 2000-06-30 | 2003-06-03 | Owens Corning Fiberglas Technology, Inc. | Process for forming a multilayer, multidensity composite insulator |
| US6955845B1 (en) * | 2000-06-30 | 2005-10-18 | Owens Corning Fiberglas Technology, Inc. | Acoustical and thermal insulator |
| US6669265B2 (en) * | 2000-06-30 | 2003-12-30 | Owens Corning Fiberglas Technology, Inc. | Multidensity liner/insulator |
| EP1177949A1 (en) | 2000-08-01 | 2002-02-06 | Recticel | Method for manufacturing a trim part for the interior of an automobile vehicle or at least a skin therefor |
| US7080712B2 (en) * | 2001-01-23 | 2006-07-25 | Kasai Kogyo Co., Ltd. | Soundproof material for vehicle and method of manufacturing the material |
| US6846169B2 (en) | 2001-03-30 | 2005-01-25 | Sumitomo Chemical Company, Ltd. | Mold for producing a multilayer molded article and a method for producing a multilayer molded article |
| US6659223B2 (en) | 2001-10-05 | 2003-12-09 | Collins & Aikman Products Co. | Sound attenuating material for use within vehicles and methods of making same |
| US6802389B2 (en) | 2001-12-07 | 2004-10-12 | Collins & Aikman Products Co. | Multi-density sound attenuating laminates and methods of making same |
| US6695374B1 (en) * | 2002-09-27 | 2004-02-24 | Collins & Aikman Products Co. | Vehicle cockpit assemblies having integrated dash insulators, instrument panels and floor coverings, and methods of installing same within vehicles |
| US7070848B2 (en) * | 2002-10-21 | 2006-07-04 | Cascade Engineering, Inc. | Vehicle acoustic barrier |
| JP4541298B2 (ja) * | 2002-11-11 | 2010-09-08 | サンスター技研株式会社 | 発泡成形方法及びその装置 |
| US7320739B2 (en) | 2003-01-02 | 2008-01-22 | 3M Innovative Properties Company | Sound absorptive multilayer composite |
| DE10318136B3 (de) | 2003-04-17 | 2004-10-07 | Carcoustics Tech Center Gmbh | Aus Korkpartikeln und wärmereaktivem Bindemittel gebildeter poröser Schallabsorber und Verfahren zu dessen Herstellung |
| US7585559B2 (en) | 2003-06-03 | 2009-09-08 | Intellectual Property Holdings, Llc | Foam barrier heat shield |
| DE10334274B3 (de) * | 2003-07-25 | 2005-03-03 | Carcoustics Tech Center Gmbh | Schallisolierendes Verbundteil und Verfahren zu dessen Herstellung |
| US7318499B2 (en) * | 2004-02-20 | 2008-01-15 | Honeywell International, Inc. | Noise suppression structure and method of making the same |
| US7318498B2 (en) | 2004-04-06 | 2008-01-15 | Azdel, Inc. | Decorative interior sound absorbing panel |
| JP2005350533A (ja) | 2004-06-09 | 2005-12-22 | Asahi Rubber Kk | 防音材およびその製造方法 |
| DE102004053751A1 (de) * | 2004-11-06 | 2006-05-11 | Seeber Ag & Co. Kg | Akustik-Verkleidungsteil für ein Fahrzeug |
| US7566475B2 (en) | 2004-11-09 | 2009-07-28 | International Automotive Components Group North America, Inc. | Acoustic insulator with controlled airflow resistance and method of making same |
| DE102004054646B4 (de) | 2004-11-11 | 2008-12-04 | Carcoustics Tech Center Gmbh | Leichte schallisolierende Verkleidung für ein Karosserieteil eines Kraftfahrzeuges und Verfahren zu ihrer Herstellung |
| US7964519B2 (en) * | 2005-02-10 | 2011-06-21 | Polynorm Plastics B.V. | Covering element comprising a sound absorbing element |
| US20060289231A1 (en) | 2005-06-28 | 2006-12-28 | Priebe Joseph A | Acoustic absorber/barrier composite |
| DE102005056840B3 (de) | 2005-11-28 | 2007-04-12 | Carcoustics Tech Center Gmbh | Schallisolationsteil und Verfahren zu dessen Herstellung |
| DE202006009245U1 (de) | 2006-06-09 | 2007-10-11 | Carcoustics Tech Center Gmbh | Luftschall absorbierende Motorraumverkleidung für Kraftfahrzeuge, insbesondere Motorhaubenverkleidung |
| NL1032572C2 (nl) * | 2006-09-26 | 2008-03-27 | Voestalpine Polynorm Plastics | Bekledingselement omvattende een geluidabsorberend element. |
| FR2912100B1 (fr) | 2007-02-06 | 2009-05-08 | Cera | Panneau de protection acoustique pour vehicule automobile comprenant une couche d'etancheite impregnee |
| DE102007020832B4 (de) * | 2007-05-02 | 2009-02-26 | Bayer Materialscience Ag | Leichte, schallisolierende Verkleidung für ein Karosserieteil eines Kraftfahrzeuges und Verfahren zu deren Herstellung |
-
2006
- 2006-02-24 DE DE102006009134.5A patent/DE102006009134B4/de not_active Expired - Fee Related
-
2007
- 2007-02-26 JP JP2008555805A patent/JP2009527382A/ja active Pending
- 2007-02-26 PL PL07704709T patent/PL1986833T3/pl unknown
- 2007-02-26 US US12/224,258 patent/US8276710B2/en not_active Expired - Fee Related
- 2007-02-26 EP EP07704709A patent/EP1986833B1/de not_active Not-in-force
- 2007-02-26 RU RU2008137809/12A patent/RU2408457C2/ru not_active IP Right Cessation
- 2007-02-26 CN CN2007800063808A patent/CN101432117B/zh not_active Expired - Fee Related
- 2007-02-26 CA CA002643551A patent/CA2643551A1/en not_active Abandoned
- 2007-02-26 AT AT07704709T patent/ATE485149T1/de active
- 2007-02-26 DE DE502007005410T patent/DE502007005410D1/de active Active
- 2007-02-26 MX MX2008010854A patent/MX2008010854A/es not_active Application Discontinuation
- 2007-02-26 WO PCT/EP2007/051785 patent/WO2007096427A1/de active Application Filing
- 2007-02-26 KR KR1020087023265A patent/KR20080108250A/ko not_active Application Discontinuation
- 2007-02-26 ES ES07704709T patent/ES2353130T3/es active Active
- 2007-02-26 BR BRPI0708140-5A patent/BRPI0708140A2/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE102006009134A1 (de) | 2007-08-30 |
| ES2353130T3 (es) | 2011-02-25 |
| CA2643551A1 (en) | 2007-08-30 |
| RU2008137809A (ru) | 2010-03-27 |
| US20120080262A1 (en) | 2012-04-05 |
| EP1986833B1 (de) | 2010-10-20 |
| WO2007096427A1 (de) | 2007-08-30 |
| CN101432117B (zh) | 2012-03-28 |
| US8276710B2 (en) | 2012-10-02 |
| DE502007005410D1 (de) | 2010-12-02 |
| EP1986833A1 (de) | 2008-11-05 |
| BRPI0708140A2 (pt) | 2011-05-17 |
| DE102006009134B4 (de) | 2016-03-24 |
| ATE485149T1 (de) | 2010-11-15 |
| CN101432117A (zh) | 2009-05-13 |
| PL1986833T3 (pl) | 2011-04-29 |
| MX2008010854A (es) | 2008-11-12 |
| RU2408457C2 (ru) | 2011-01-10 |
| JP2009527382A (ja) | 2009-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20080108250A (ko) | 자동차용 경량 방음 커버의 개선된 제조 방법 및 그 커버 | |
| KR20100014243A (ko) | 자동차의 차체 부품용 경량 방음 라이닝 및 그 제조 방법 | |
| JP2008519704A (ja) | 自動車のボディ部分のための軽量の遮音被覆とそれを製造する方法 | |
| US6695374B1 (en) | Vehicle cockpit assemblies having integrated dash insulators, instrument panels and floor coverings, and methods of installing same within vehicles | |
| US20060246799A1 (en) | Sound attenuating/absorbing laminates and methods of making same | |
| US7963586B2 (en) | Interior wall panel for a motor vehicle | |
| US20020145236A1 (en) | Blow molded headliner | |
| JP4997057B2 (ja) | 車両用防音材 | |
| US6974172B2 (en) | Vehicle cockpit assemblies having integrated dash insulators, instrument panels and floor coverings, and methods of installing same within vehicles | |
| AU2005230324A1 (en) | Molded Interior Trim Installation Material for Automobile | |
| US20060154028A1 (en) | Integral cushioned trim panel for a vehicle | |
| US6685262B1 (en) | Foam in place integral air duct | |
| US20030118806A1 (en) | Composite component for vehicle bodies | |
| JP2018076044A (ja) | 車両用シートパッド及びその製造方法 | |
| JP2016124458A (ja) | 車両ルーフパネル用の積層成形体及びその製造方法 | |
| KR102029924B1 (ko) | 자동차용 인슐레이션의 제조방법 및 그 인슐레이션 | |
| JP2006231881A (ja) | 自動車用内装部品及びその製造方法 | |
| KR101145140B1 (ko) | 자동차용 크래시패드의 제조방법 | |
| KR20230060701A (ko) | 자동차용 흡음재 | |
| JP2005035409A (ja) | 車両内装部材 | |
| KR20000037329A (ko) | 자동차용 흡차음재 | |
| EP2277737A1 (en) | Acoustic flooring | |
| JP2006015857A (ja) | パッケージトレイ | |
| JP2008201264A (ja) | 車両の防音構造 | |
| JPH08113091A (ja) | 自動車用リヤパーセルシェルフ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| N231 | Notification of change of applicant | ||
| A201 | Request for examination | ||
| E601 | Decision to refuse application |