JPWO2017191815A1 - 仮固定用樹脂フィルム - Google Patents
仮固定用樹脂フィルム Download PDFInfo
- Publication number
- JPWO2017191815A1 JPWO2017191815A1 JP2018515721A JP2018515721A JPWO2017191815A1 JP WO2017191815 A1 JPWO2017191815 A1 JP WO2017191815A1 JP 2018515721 A JP2018515721 A JP 2018515721A JP 2018515721 A JP2018515721 A JP 2018515721A JP WO2017191815 A1 JPWO2017191815 A1 JP WO2017191815A1
- Authority
- JP
- Japan
- Prior art keywords
- layer
- resin
- film
- resin film
- temporary fixing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 167
- 239000011347 resin Substances 0.000 title claims abstract description 167
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 57
- 230000009477 glass transition Effects 0.000 claims abstract description 9
- 229920001296 polysiloxane Polymers 0.000 claims description 37
- 150000001875 compounds Chemical class 0.000 claims description 25
- 125000000524 functional group Chemical group 0.000 claims description 22
- 229920001187 thermosetting polymer Polymers 0.000 claims description 7
- 239000010410 layer Substances 0.000 description 149
- 238000000034 method Methods 0.000 description 64
- 238000001723 curing Methods 0.000 description 50
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 40
- 229910052710 silicon Inorganic materials 0.000 description 40
- 239000010703 silicon Substances 0.000 description 40
- 239000004065 semiconductor Substances 0.000 description 36
- 229920000647 polyepoxide Polymers 0.000 description 34
- -1 acryl Chemical group 0.000 description 33
- 239000003822 epoxy resin Substances 0.000 description 29
- 239000000463 material Substances 0.000 description 29
- 206010040844 Skin exfoliation Diseases 0.000 description 26
- 238000012545 processing Methods 0.000 description 24
- 230000008569 process Effects 0.000 description 23
- 239000000853 adhesive Substances 0.000 description 22
- 230000001070 adhesive effect Effects 0.000 description 22
- 239000011256 inorganic filler Substances 0.000 description 20
- 229910003475 inorganic filler Inorganic materials 0.000 description 20
- 238000005259 measurement Methods 0.000 description 20
- 229920000800 acrylic rubber Polymers 0.000 description 18
- 229920000058 polyacrylate Polymers 0.000 description 18
- 230000001681 protective effect Effects 0.000 description 17
- 238000003860 storage Methods 0.000 description 17
- 238000002156 mixing Methods 0.000 description 16
- 238000004140 cleaning Methods 0.000 description 15
- 229920000180 alkyd Polymers 0.000 description 14
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 13
- 238000010438 heat treatment Methods 0.000 description 13
- 229920000642 polymer Polymers 0.000 description 13
- 229920006243 acrylic copolymer Polymers 0.000 description 12
- 229920003986 novolac Polymers 0.000 description 12
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 11
- 238000000227 grinding Methods 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000002904 solvent Substances 0.000 description 11
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 10
- 238000005227 gel permeation chromatography Methods 0.000 description 10
- 229920001721 polyimide Polymers 0.000 description 10
- 239000011521 glass Substances 0.000 description 9
- 239000009719 polyimide resin Substances 0.000 description 9
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 8
- 239000003795 chemical substances by application Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 239000012766 organic filler Substances 0.000 description 8
- 238000006116 polymerization reaction Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 7
- 239000003054 catalyst Substances 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 229910052751 metal Inorganic materials 0.000 description 7
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 7
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 6
- 230000002378 acidificating effect Effects 0.000 description 6
- 238000013329 compounding Methods 0.000 description 6
- 238000001035 drying Methods 0.000 description 6
- 125000003700 epoxy group Chemical group 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 229910052757 nitrogen Inorganic materials 0.000 description 6
- 239000003960 organic solvent Substances 0.000 description 6
- 239000005011 phenolic resin Substances 0.000 description 6
- 150000007519 polyprotic acids Polymers 0.000 description 6
- 229920002545 silicone oil Polymers 0.000 description 6
- 239000006087 Silane Coupling Agent Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 239000000945 filler Substances 0.000 description 5
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 5
- 238000003475 lamination Methods 0.000 description 5
- 125000000962 organic group Chemical group 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 239000002966 varnish Substances 0.000 description 5
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 4
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 229930003836 cresol Natural products 0.000 description 4
- 239000008367 deionised water Substances 0.000 description 4
- 229910021641 deionized water Inorganic materials 0.000 description 4
- 229920001955 polyphenylene ether Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- 239000002356 single layer Substances 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 239000000758 substrate Substances 0.000 description 4
- 238000003786 synthesis reaction Methods 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000011800 void material Substances 0.000 description 4
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 3
- UUEWCQRISZBELL-UHFFFAOYSA-N 3-trimethoxysilylpropane-1-thiol Chemical compound CO[Si](OC)(OC)CCCS UUEWCQRISZBELL-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 125000000217 alkyl group Chemical group 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- 229920003180 amino resin Polymers 0.000 description 3
- 238000009835 boiling Methods 0.000 description 3
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000003431 cross linking reagent Substances 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 3
- 229920001707 polybutylene terephthalate Polymers 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 239000011112 polyethylene naphthalate Substances 0.000 description 3
- 238000010992 reflux Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 150000005846 sugar alcohols Polymers 0.000 description 3
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 3
- 125000003396 thiol group Chemical group [H]S* 0.000 description 3
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 3
- 238000005406 washing Methods 0.000 description 3
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 2
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 2
- LGJCFVYMIJLQJO-UHFFFAOYSA-N 1-dodecylperoxydodecane Chemical compound CCCCCCCCCCCCOOCCCCCCCCCCCC LGJCFVYMIJLQJO-UHFFFAOYSA-N 0.000 description 2
- HZAXFHJVJLSVMW-UHFFFAOYSA-N 2-Aminoethan-1-ol Chemical compound NCCO HZAXFHJVJLSVMW-UHFFFAOYSA-N 0.000 description 2
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 229920003319 Araldite® Polymers 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 2
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- 229920000877 Melamine resin Polymers 0.000 description 2
- AFVFQIVMOAPDHO-UHFFFAOYSA-N Methanesulfonic acid Chemical compound CS(O)(=O)=O AFVFQIVMOAPDHO-UHFFFAOYSA-N 0.000 description 2
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004962 Polyamide-imide Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004372 Polyvinyl alcohol Substances 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 230000001476 alcoholic effect Effects 0.000 description 2
- 150000001298 alcohols Chemical class 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000001588 bifunctional effect Effects 0.000 description 2
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Chemical compound FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000004359 castor oil Substances 0.000 description 2
- 235000019438 castor oil Nutrition 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 235000014113 dietary fatty acids Nutrition 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- 238000005530 etching Methods 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 239000000194 fatty acid Substances 0.000 description 2
- 229930195729 fatty acid Natural products 0.000 description 2
- 150000004665 fatty acids Chemical class 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 150000002222 fluorine compounds Chemical class 0.000 description 2
- 238000005187 foaming Methods 0.000 description 2
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 2
- ZEMPKEQAKRGZGQ-XOQCFJPHSA-N glycerol triricinoleate Natural products CCCCCC[C@@H](O)CC=CCCCCCCCC(=O)OC[C@@H](COC(=O)CCCCCCCC=CC[C@@H](O)CCCCCC)OC(=O)CCCCCCCC=CC[C@H](O)CCCCCC ZEMPKEQAKRGZGQ-XOQCFJPHSA-N 0.000 description 2
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 125000000623 heterocyclic group Chemical group 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- GVYLCNUFSHDAAW-UHFFFAOYSA-N mirex Chemical compound ClC12C(Cl)(Cl)C3(Cl)C4(Cl)C1(Cl)C1(Cl)C2(Cl)C3(Cl)C4(Cl)C1(Cl)Cl GVYLCNUFSHDAAW-UHFFFAOYSA-N 0.000 description 2
- 239000003607 modifier Substances 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- KZCOBXFFBQJQHH-UHFFFAOYSA-N octane-1-thiol Chemical compound CCCCCCCCS KZCOBXFFBQJQHH-UHFFFAOYSA-N 0.000 description 2
- 125000001147 pentyl group Chemical group C(CCCC)* 0.000 description 2
- 239000013034 phenoxy resin Substances 0.000 description 2
- 229920006287 phenoxy resin Polymers 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920002312 polyamide-imide Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- YPFDHNVEDLHUCE-UHFFFAOYSA-N propane-1,3-diol Chemical compound OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 2
- 239000010453 quartz Substances 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000013557 residual solvent Substances 0.000 description 2
- WBHHMMIMDMUBKC-XLNAKTSKSA-N ricinelaidic acid Chemical compound CCCCCC[C@@H](O)C\C=C\CCCCCCCC(O)=O WBHHMMIMDMUBKC-XLNAKTSKSA-N 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000004528 spin coating Methods 0.000 description 2
- 238000004544 sputter deposition Methods 0.000 description 2
- 238000010557 suspension polymerization reaction Methods 0.000 description 2
- WGTYBPLFGIVFAS-UHFFFAOYSA-M tetramethylammonium hydroxide Chemical compound [OH-].C[N+](C)(C)C WGTYBPLFGIVFAS-UHFFFAOYSA-M 0.000 description 2
- 229920006259 thermoplastic polyimide Polymers 0.000 description 2
- JOXIMZWYDAKGHI-UHFFFAOYSA-N toluene-4-sulfonic acid Chemical compound CC1=CC=C(S(O)(=O)=O)C=C1 JOXIMZWYDAKGHI-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- ZNOCGWVLWPVKAO-UHFFFAOYSA-N trimethoxy(phenyl)silane Chemical compound CO[Si](OC)(OC)C1=CC=CC=C1 ZNOCGWVLWPVKAO-UHFFFAOYSA-N 0.000 description 2
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- CUXYLFPMQMFGPL-UHFFFAOYSA-N (9Z,11E,13E)-9,11,13-Octadecatrienoic acid Natural products CCCCC=CC=CC=CCCCCCCCC(O)=O CUXYLFPMQMFGPL-UHFFFAOYSA-N 0.000 description 1
- OYHQOLUKZRVURQ-NTGFUMLPSA-N (9Z,12Z)-9,10,12,13-tetratritiooctadeca-9,12-dienoic acid Chemical compound C(CCCCCCC\C(=C(/C\C(=C(/CCCCC)\[3H])\[3H])\[3H])\[3H])(=O)O OYHQOLUKZRVURQ-NTGFUMLPSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- OUPZKGBUJRBPGC-UHFFFAOYSA-N 1,3,5-tris(oxiran-2-ylmethyl)-1,3,5-triazinane-2,4,6-trione Chemical compound O=C1N(CC2OC2)C(=O)N(CC2OC2)C(=O)N1CC1CO1 OUPZKGBUJRBPGC-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- KUBDPQJOLOUJRM-UHFFFAOYSA-N 2-(chloromethyl)oxirane;4-[2-(4-hydroxyphenyl)propan-2-yl]phenol Chemical compound ClCC1CO1.C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 KUBDPQJOLOUJRM-UHFFFAOYSA-N 0.000 description 1
- XNWFRZJHXBZDAG-UHFFFAOYSA-N 2-METHOXYETHANOL Chemical compound COCCO XNWFRZJHXBZDAG-UHFFFAOYSA-N 0.000 description 1
- TXBCBTDQIULDIA-UHFFFAOYSA-N 2-[[3-hydroxy-2,2-bis(hydroxymethyl)propoxy]methyl]-2-(hydroxymethyl)propane-1,3-diol Chemical compound OCC(CO)(CO)COCC(CO)(CO)CO TXBCBTDQIULDIA-UHFFFAOYSA-N 0.000 description 1
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 1
- WBIQQQGBSDOWNP-UHFFFAOYSA-N 2-dodecylbenzenesulfonic acid Chemical compound CCCCCCCCCCCCC1=CC=CC=C1S(O)(=O)=O WBIQQQGBSDOWNP-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- 229940093475 2-ethoxyethanol Drugs 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- YOOSAIJKYCBPFW-UHFFFAOYSA-N 3-[4-(3-aminopropoxy)butoxy]propan-1-amine Chemical compound NCCCOCCCCOCCCN YOOSAIJKYCBPFW-UHFFFAOYSA-N 0.000 description 1
- XUSNPFGLKGCWGN-UHFFFAOYSA-N 3-[4-(3-aminopropyl)piperazin-1-yl]propan-1-amine Chemical compound NCCCN1CCN(CCCN)CC1 XUSNPFGLKGCWGN-UHFFFAOYSA-N 0.000 description 1
- DVIVBQJVHLJFFS-UHFFFAOYSA-N 3-cyclopenta-1,3-dien-1-ylfuran-2,5-dione Chemical compound O=C1OC(=O)C(C=2CC=CC=2)=C1 DVIVBQJVHLJFFS-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- LVNLBBGBASVLLI-UHFFFAOYSA-N 3-triethoxysilylpropylurea Chemical compound CCO[Si](OCC)(OCC)CCCNC(N)=O LVNLBBGBASVLLI-UHFFFAOYSA-N 0.000 description 1
- SJECZPVISLOESU-UHFFFAOYSA-N 3-trimethoxysilylpropan-1-amine Chemical compound CO[Si](OC)(OC)CCCN SJECZPVISLOESU-UHFFFAOYSA-N 0.000 description 1
- KMKWGXGSGPYISJ-UHFFFAOYSA-N 4-[4-[2-[4-(4-aminophenoxy)phenyl]propan-2-yl]phenoxy]aniline Chemical compound C=1C=C(OC=2C=CC(N)=CC=2)C=CC=1C(C)(C)C(C=C1)=CC=C1OC1=CC=C(N)C=C1 KMKWGXGSGPYISJ-UHFFFAOYSA-N 0.000 description 1
- PRKPGWQEKNEVEU-UHFFFAOYSA-N 4-methyl-n-(3-triethoxysilylpropyl)pentan-2-imine Chemical compound CCO[Si](OCC)(OCC)CCCN=C(C)CC(C)C PRKPGWQEKNEVEU-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229910015900 BF3 Inorganic materials 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 229930185605 Bisphenol Natural products 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- 238000009623 Bosch process Methods 0.000 description 1
- ZTBUYLOVMNWQOC-UHFFFAOYSA-N CC=1C(=C(C=CC1)[SiH](OC)OC)C Chemical compound CC=1C(=C(C=CC1)[SiH](OC)OC)C ZTBUYLOVMNWQOC-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- FBPFZTCFMRRESA-KVTDHHQDSA-N D-Mannitol Chemical compound OC[C@@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-KVTDHHQDSA-N 0.000 description 1
- 238000005698 Diels-Alder reaction Methods 0.000 description 1
- 241001050985 Disco Species 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- 229930195725 Mannitol Natural products 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 1
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 235000019485 Safflower oil Nutrition 0.000 description 1
- 208000034189 Sclerosis Diseases 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- GSEJCLTVZPLZKY-UHFFFAOYSA-N Triethanolamine Chemical compound OCCN(CCO)CCO GSEJCLTVZPLZKY-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- GTDPSWPPOUPBNX-UHFFFAOYSA-N ac1mqpva Chemical compound CC12C(=O)OC(=O)C1(C)C1(C)C2(C)C(=O)OC1=O GTDPSWPPOUPBNX-UHFFFAOYSA-N 0.000 description 1
- 229960000583 acetic acid Drugs 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- 125000003647 acryloyl group Chemical group O=C([*])C([H])=C([H])[H] 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- CUXYLFPMQMFGPL-SUTYWZMXSA-N all-trans-octadeca-9,11,13-trienoic acid Chemical compound CCCC\C=C\C=C\C=C\CCCCCCCC(O)=O CUXYLFPMQMFGPL-SUTYWZMXSA-N 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 150000003863 ammonium salts Chemical class 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- SRSXLGNVWSONIS-UHFFFAOYSA-N benzenesulfonic acid Chemical compound OS(=O)(=O)C1=CC=CC=C1 SRSXLGNVWSONIS-UHFFFAOYSA-N 0.000 description 1
- 229940092714 benzenesulfonic acid Drugs 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000007809 chemical reaction catalyst Substances 0.000 description 1
- 239000003240 coconut oil Substances 0.000 description 1
- 235000019864 coconut oil Nutrition 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 150000004985 diamines Chemical class 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 229910003460 diamond Inorganic materials 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical class NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- 238000000113 differential scanning calorimetry Methods 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- WHGNXNCOTZPEEK-UHFFFAOYSA-N dimethoxy-methyl-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](C)(OC)CCCOCC1CO1 WHGNXNCOTZPEEK-UHFFFAOYSA-N 0.000 description 1
- CVQVSVBUMVSJES-UHFFFAOYSA-N dimethoxy-methyl-phenylsilane Chemical compound CO[Si](C)(OC)C1=CC=CC=C1 CVQVSVBUMVSJES-UHFFFAOYSA-N 0.000 description 1
- 229910001873 dinitrogen Inorganic materials 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 229940060296 dodecylbenzenesulfonic acid Drugs 0.000 description 1
- 238000001312 dry etching Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- FWDBOZPQNFPOLF-UHFFFAOYSA-N ethenyl(triethoxy)silane Chemical compound CCO[Si](OCC)(OCC)C=C FWDBOZPQNFPOLF-UHFFFAOYSA-N 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- WOXXJEVNDJOOLV-UHFFFAOYSA-N ethenyl-tris(2-methoxyethoxy)silane Chemical compound COCCO[Si](OCCOC)(OCCOC)C=C WOXXJEVNDJOOLV-UHFFFAOYSA-N 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 235000011187 glycerol Nutrition 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 125000003187 heptyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 125000004051 hexyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- 239000000944 linseed oil Substances 0.000 description 1
- 235000021388 linseed oil Nutrition 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000000594 mannitol Substances 0.000 description 1
- 235000010355 mannitol Nutrition 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 125000005395 methacrylic acid group Chemical group 0.000 description 1
- 229940098779 methanesulfonic acid Drugs 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- PHQOGHDTIVQXHL-UHFFFAOYSA-N n'-(3-trimethoxysilylpropyl)ethane-1,2-diamine Chemical compound CO[Si](OC)(OC)CCCNCCN PHQOGHDTIVQXHL-UHFFFAOYSA-N 0.000 description 1
- MQWFLKHKWJMCEN-UHFFFAOYSA-N n'-[3-[dimethoxy(methyl)silyl]propyl]ethane-1,2-diamine Chemical compound CO[Si](C)(OC)CCCNCCN MQWFLKHKWJMCEN-UHFFFAOYSA-N 0.000 description 1
- HZGIOLNCNORPKR-UHFFFAOYSA-N n,n'-bis(3-trimethoxysilylpropyl)ethane-1,2-diamine Chemical compound CO[Si](OC)(OC)CCCNCCNCCC[Si](OC)(OC)OC HZGIOLNCNORPKR-UHFFFAOYSA-N 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- 125000001400 nonyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 235000019198 oils Nutrition 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 235000005985 organic acids Nutrition 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 229940116315 oxalic acid Drugs 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001021 polysulfide Polymers 0.000 description 1
- 239000005077 polysulfide Substances 0.000 description 1
- 150000008117 polysulfides Polymers 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000007261 regionalization Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 229960003656 ricinoleic acid Drugs 0.000 description 1
- FEUQNCSVHBHROZ-UHFFFAOYSA-N ricinoleic acid Natural products CCCCCCC(O[Si](C)(C)C)CC=CCCCCCCCC(=O)OC FEUQNCSVHBHROZ-UHFFFAOYSA-N 0.000 description 1
- 235000005713 safflower oil Nutrition 0.000 description 1
- 239000003813 safflower oil Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000000992 sputter etching Methods 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- FRGPKMWIYVTFIQ-UHFFFAOYSA-N triethoxy(3-isocyanatopropyl)silane Chemical compound CCO[Si](OCC)(OCC)CCCN=C=O FRGPKMWIYVTFIQ-UHFFFAOYSA-N 0.000 description 1
- JCVQKRGIASEUKR-UHFFFAOYSA-N triethoxy(phenyl)silane Chemical compound CCO[Si](OCC)(OCC)C1=CC=CC=C1 JCVQKRGIASEUKR-UHFFFAOYSA-N 0.000 description 1
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 1
- DQZNLOXENNXVAD-UHFFFAOYSA-N trimethoxy-[2-(7-oxabicyclo[4.1.0]heptan-4-yl)ethyl]silane Chemical compound C1C(CC[Si](OC)(OC)OC)CCC2OC21 DQZNLOXENNXVAD-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 238000009281 ultraviolet germicidal irradiation Methods 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 238000001039 wet etching Methods 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/29—Laminated material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J201/00—Adhesives based on unspecified macromolecular compounds
- C09J201/02—Adhesives based on unspecified macromolecular compounds characterised by the presence of specified groups, e.g. terminal or pendant functional groups
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/208—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive layer being constituted by at least two or more adjacent or superposed adhesive layers, e.g. multilayer adhesive
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Abstract
Description
(1/10)a≦b≦10a ・・・(1)
[式(1)中、aは第一の層の厚さを表し、bは第二の層の厚さを表す。]
厚さの比率が上記範囲内であれば、電子部品面の剥離強度と粘着剤の支持体面の剥離強度とを調整することが容易にできる。
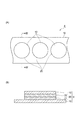
本実施形態に係る仮固定用樹脂フィルムは、第一の熱可塑性樹脂を含む第一の層と、第二の熱可塑性樹脂及び硬化性成分を含む第二の層と、を備える。
第一の層は、第一の熱可塑性樹脂(以下、(a1)熱可塑性樹脂という場合もある。)を含む。(a1)熱可塑性樹脂としては、少なくともフィルムが電子部品又は支持体にラミネートされる前において熱可塑性を有している樹脂であれば特に制限なく用いることができる。熱可塑性樹脂は、加熱等により架橋構造を形成する樹脂であってもよい。

第二の層は、第二の熱可塑性樹脂(以下、(b1)熱可塑性樹脂という場合もある。)及び硬化性成分(以下、(b2)硬化性成分という場合もある。)を含む。
上記(メタ)アクリル共重合体としては、アクリル酸エステルを主成分とするものが挙げられ、例えば、ブチルアクリレート及び/又はエチルアクリレートとアクリロニトリルとの共重合体が挙げられる。
(1/10)a≦b≦10a・・・(1)
(1/5)a≦b≦6a・・・(2)
式中、aは第一の層21の厚さを示し、bは第二の層22の厚さを示す。
本実施形態に係る仮固定用樹脂フィルムシート1は、例えば、図2に示す第一の樹脂シート2と図3に示す第二の樹脂シート3とから製造することができる。
本実施形態に係る仮固定用樹脂フィルムを用いた電子部品の加工方法は、大きく分けて以下の4工程を備える。(a)電子部品と支持体とを仮固定用樹脂フィルムを介して仮固定する工程と、(b)支持体に仮固定された電子部品を加工する加工工程と、(c)加工された電子部品を支持体及び仮固定用樹脂フィルムから分離する分離工程と、(d)電子部品に残渣がある場合に洗浄する洗浄工程とを備える。
図5の(A)は、支持体50及び電子部品60の間に、第一の層41及び第二の層42の2層構成を有するフィルム状の仮固定材40を介在させ、支持体50に電子部品60を仮固定する工程を示す。この際、電子部品60側に第一の層41が、支持体50側に第二の層42が接触するように、フィルム状の仮固定材40を配置する。
ロールラミネーター、真空ラミネーターなどを用いて、支持体50上に仮固定用樹脂フィルム20の第二の層22側をラミネートすることによりフィルム状の仮固定材40を設けることができる。
次に、ウェハ接合装置又は真空ラミネーター上に、フィルム状の仮固定材40を形成した支持体50をセットし、第一の層41側に電子部品60をプレスで押圧して貼り付ける。
電子部品60と支持体50とをフィルム状の仮固定材40を介して仮固定した後、フィルム状の仮固定材40の硬化を行う。硬化方法はフィルムが硬化されれば特に制限されなく、熱又は放射線照射による方法がある。硬化方法としては、中でも、熱による硬化が好ましい。熱による硬化をする場合、硬化条件は、100〜200℃で10〜300分の硬化が好ましく、20〜210分の硬化がより好ましい。温度が100℃以上であればフィルムが充分に硬化して加工工程で問題が起きにくく、200℃以下であればフィルムの硬化中にアウトガスが発生しにくく、フィルムの剥離を更に抑制できる。また、硬化時間が10分以上であれば加工工程で問題が起きにくく、300分以下であれば作業効率が悪化しにくい。仮固定材40は硬化することで、硬化した第一の層71と硬化した第二の層72を備える仮固定材70になる。
加工工程には、ウェハレベルで用いられる研削、電極形成、金属配線形成、保護膜形成等が含まれる。研削方式には特に制限はなく、公知の研削方式が利用できる。研削は電子部品と砥石(ダイヤモンド等)とに水をかけて冷却しながら行うことが好ましい。
図6は、加工された電子部品を支持体及びフィルム状の仮固定材から分離する分離工程の一実施形態を説明するための模式断面図である。本実施形態に係る分離工程は、支持体から電子部品を剥離する第一の剥離工程と、支持体からフィルム状の仮固定材を剥離する第二の剥離工程と、を含む。第一の剥離工程は、加工工程で加工を施した電子部品を支持体から剥離する工程、即ち、薄型化した電子部品に様々な加工を施した後、ダイシングする前に支持体から剥離する工程である。剥離方法としては、電子部品又は支持体の一方を水平に固定しておき、他方を水平方向から一定の角度を付けて持ち上げる方法、及び、電子部品の研削面に保護フィルムを貼り、電子部品と保護フィルムとをピール方式で支持体から剥離する方法等が挙げられ、特に制限なく採用することができる。
電子部品の回路形成面は仮固定材の一部が残存しやすい。剥離した電子部品の回路形成面に仮固定材が一部残存した場合、これを除去するための洗浄工程を設けることができる。仮固定材の除去は、例えば、電子部品を洗浄することにより行うことができる。
撹拌機、温度計、窒素置換装置(窒素流入管)、及び水分受容器付きの還流冷却器を備えたフラスコ内に、ジアミンであるBAPP(商品名、東京化成製、2,2−ビス[4−(4−アミノフェノキシ)フェニル]プロパン、分子量:410.51)10.26g(0.025mol)及び1,4−ブタンジオールビス(3−アミノプロピル)エーテル(東京化成製、商品名:B−12、分子量:204.31)5.10g(0.025mol)と、溶媒であるN−メチル−2−ピロリドン(NMP)100gとを仕込み、撹拌してジアミンを溶媒に溶解させた。上記フラスコを氷浴中で冷却しながら、デカメチレンビストリメリテート酸二無水物(DBTA)26.11g(0.05mol)を、フラスコ内の溶液に少量ずつ添加した。添加終了後、窒素ガスを吹き込みながら溶液を180℃に昇温させて5時間保温し、ポリイミド樹脂PI−1を得た。ポリイミド樹脂PI−1は熱可塑性樹脂であり、重量平均分子量は50000、Tgは70℃であった。ポリイミド樹脂PI−1は、NMP中に固形分濃度が50質量%になるように調製して使用した。なお、表1及び2に示すPI−1の配合量は固形分の質量部である。
撹拌機、温度計、窒素置換装置(窒素流入管)、及び水分受容器付きの還流冷却器を備えた500ccのセパラブルフラスコ内に、脱イオン水200g、アクリル酸ブチル60g、メタクリル酸メチル10g、2−ヒドロキシエチルメタクリレート10g、グリシジルメタクリレート20g、1.8%ポリビニルアルコール水溶液1.94g、ラウリルパーオキサイド0.2g、及びn−オクチルメルカプタン0.08gを配合した。続いて、フラスコに60分間N2ガスを吹き込んで系内の空気を除去した後、系内温度を65℃に昇温して5時間重合を行った。更に、系内温度を90℃に昇温して2時間攪拌を続け重合を完結させた。重合反応により得られた透明のビーズをろ過により分離し、脱イオン水で洗浄した後、真空乾燥機で50℃6時間乾燥させ、アクリルゴムK−1を得た。アクリルゴムK−1をGPCで測定したところ、アクリルゴムK−1の重量平均分子量はポリスチレン換算で30万であった。また、アクリルゴムK−1のTgは−20℃であった。
撹拌機、温度計、窒素置換装置(窒素流入管)、及び水分受容器付きの還流冷却器を備えた500ccのセパラブルフラスコ内に、脱イオン水200g、アクリル酸ブチル70g、メタクリル酸メチル10g、2−ヒドロキシエチルメタクリレート10g、グリシジルメタクリレート10g、1.8%ポリビニルアルコール水溶液1.94g、ラウリルパーオキサイド0.2g、及びn−オクチルメルカプタン0.06gを配合した。続いて、フラスコに60分間N2ガスを吹き込んで系内の空気を除去した後、系内温度を65℃に昇温して5時間重合を行った。更に、系内温度を90℃に昇温して2時間攪拌を続け重合を完結させた。重合反応により得られた透明のビーズをろ過により分離し、脱イオン水で洗浄した後、真空乾燥機で50℃6時間乾燥させ、アクリルゴムK−2を得た。アクリルゴムK−2をGPCで測定したところ、アクリルゴムK−2の重量平均分子量はポリスチレン換算で40万であった。また、アクリルゴムK−2のTgは−28℃であった。
[仮固定用樹脂フィルムの調製]
表1〜3に示す質量部の組成で、第一の層及び第二の層を形成するためのワニスを調製した。調製したワニスを、離型処理したポリエチレンテレフタレートフィルム(帝人デュポンフィルム株式会社製、A31、厚さ38μm)の離型処理面上に塗布し、90℃で5分間、140℃で5分間加熱乾燥した。その後、樹脂層上に上記フィルムを保護フィルムとして更に貼り合わせ、保護フィルム及び支持フィルムが付いた、第一の樹脂シート及び第二の樹脂シートをそれぞれ得た。それぞれの樹脂シートから保護フィルムを剥離し、第一の層及び第二の層を60℃でロールラミネートにより貼り合せ、各仮固定用樹脂フィルムを得た。
・熱可塑性樹脂
HTR−280−CHN:GPCによる重量平均分子量90万、Tg−28℃のアクリルゴム(ナガセケムテックス株式会社製)
HTR−280−Mw1:GPCによる重量平均分子量60万、Tg−28℃のアクリルゴム(ナガセケムテックス株式会社製)
HTR−860P−3CSP:GPCによる重量平均分子量80万、Tg12℃のアクリルゴム(ナガセケムテックス株式会社製)
HTR−860P−3CSP−30B:GPCによる重量平均分子量30万、Tg12℃のアクリルゴム(ナガセケムテックス株式会社製)
アクリルゴムK−1:上記で合成したアクリルゴム(GPCによる重量平均分子量30万、Tg−20℃)
アクリルゴムK−2:上記で合成したアクリルゴム(GPCによる重量平均分子量40万、Tg−28℃)
ポリイミド樹脂PI−1:上記で合成したポリイミド樹脂(GPCによる重量平均分子量50000、Tg70℃)
・硬化性成分
YDCN−700−10:クレゾールノボラック型多官能エポキシ樹脂(新日鉄住金化学株式会社製)
YDF−8170C:ビスフェノールF型2官能エポキシ樹脂(新日鉄住金化学株式会社製)
XLC−LL:フェノールアラルキル樹脂(三井化学株式会社製)
・シリコーン化合物
KF105:エポキシ変性シリコーン化合物(信越シリコーン株式会社製)
SH550:メチルフェニルシリコーン化合物(東レ・ダウケミカル株式会社製)
SH3773M:ポリエーテル変性シリコーン化合物(東レ・ダウケミカル株式会社製)TA31−209E:シリコーン変性アルキド樹脂(日立化成ポリマー株式会社製)
BYK−UV3500:ポリエーテル・アクリル変性シリコーン化合物(BYK製)
・硬化促進剤
2PZ−CN:イミダゾール系硬化促進剤(四国化成工業株式会社製)
・フィラー
SC2050−HLG:シリカフィラー(アドマテックス株式会社製)
仮固定用樹脂フィルムにおける第一の層及び第二の層について、硬化前のずり粘度を下記の方法により評価した。第一の層又は第二の層のいずれかを厚さ120μmに調整した測定用単層フィルムを80℃でラミネートし、回転式粘弾性測定装置(ティー・エイ・インスツルメント株式会社製、ARES)を用いて、ずり粘度を測定した。測定方法は「parall plate」、測定冶具は直径8mmの円形の治具、測定モードは「Dynamic temperature ramp」、周波数は1Hzで行い、測定用単層フィルムに35℃で5%の歪みを与えながら20℃/分の昇温速度で120℃まで昇温し、120℃に到達したときの測定用フィルムの粘度を測定した。
仮固定用樹脂フィルムの段差埋込性を下記の方法により評価した。厚さ625μmシリコンミラーウェハ(6インチ)表面に、仮固定用樹脂フィルムの第二の層側を80℃でロールラミネートにて貼り合せ、仮固定用樹脂フィルム付きウェハを得た。次に、厚さ625μmシリコンミラーウェハ(6インチ)表面に、ブレードダイシングにより幅40μm、深さ40μmの溝を100μm間隔で作製した。このようにして作製した段差付きシリコンミラーウェハの段差が上面となるように真空ラミネーター((株)エヌ・ピー・シー製、LM−50X50−S)のステージ上に置き、上記で作製した仮固定用樹脂フィルム付きウェハの仮固定用樹脂フィルム面を下にして、仮固定用樹脂フィルムの第一の層が段差付きシリコンミラーウェハ側に貼り付くように設置した。これを、15mbarの条件下で、120℃の温度、0.1MPaの圧力で2分間加熱加圧し、真空ラミネートした。
その後、超音波顕微鏡(SAM、インサイト株式会社製、Insight−300)を用いて仮固定用樹脂フィルムの状態を確認した。埋込性の評価基準は以下のとおりである。
A:ボイドの割合が5%未満。
B:ボイドの割合が5%以上。
仮固定用樹脂フィルムの200℃での耐熱性を下記の方法により評価した。厚さ625μmシリコンミラーウェハ(6インチ)をブレードダイシングにより25mm角に小片化した。小片化したシリコンミラーウェハ表面に、仮固定用樹脂フィルムの第二の層側が貼り付くように80℃でロールラミネートした。次に、厚さが0.1〜0.2mmで大きさが約18mm角のスライドガラスを、仮固定用樹脂フィルムの第一の層側に80℃でロールラミネートし、仮固定用樹脂フィルムがシリコンウェハ及びスライドガラスで挟まれた積層体サンプルを作製した。得られたサンプルを130℃で30分間加熱し、続いて170℃で1時間加熱して仮固定用樹脂フィルムを硬化させ、その後、200℃で30分間加熱した。このようにして得られたサンプルをスライドガラス面から観察し、画像をPhotoshop(登録商標)等のソフトウェハで解析し、仮固定用樹脂フィルム全体の面積に占めるボイドの割合から200℃での耐熱性を評価した。評価基準は以下のとおりである。
A:ボイドの割合が5%未満。
B:ボイドの割合が5%以上。
仮固定用樹脂フィルムにおける第一の層及び第二の層について、硬化後の貯蔵弾性率を下記の方法により評価した。第一の層又は第二の層のいずれかを厚さ120μmに調整した測定用単層フィルムを80℃でラミネートした。これを110℃のオーブンで30分、更に170℃で1時間加熱してフィルムを硬化させた後、厚さ方向に4mm幅、長さ33mmに切り出した。切り出した測定用単層フィルムを動的粘弾性装置(製品名:Rheogel−E4000、(株)UMB製)にセットし、引張り荷重をかけて、周波数10Hz、昇温速度3℃/分で測定し、25℃での貯蔵弾性率を測定した。
シリコンウェハ及び仮固定用樹脂フィルム(第一の層)の間の30°剥離強度を下記の方法により評価した。厚さ625μmシリコンミラーウェハ(6インチ)表面に、ブレードダイシングにより幅40μm、深さ40μmの溝を100μm間隔で作製した。このようにして作製した段差付きシリコンミラーウェハの段差が上面となるように真空ラミネーター((株)エヌ・ピー・シー製、LM−50X50−S)のステージ上に置き、仮固定用樹脂フィルムを第一の層が段差付きシリコンミラーウェハ側に貼り付くように設置し、15mbarの条件下で、120℃の温度、0.1MPaの圧力で2分間加熱加圧し、真空ラミネートした。得られたサンプルを130℃で30分間加熱し、続いて170℃で1時間加熱して硬化させた。これを更に200℃で30分間加熱した後、10mm幅に切り出し、測定用フィルムとした。測定用フィルムを、剥離角度が30°となるように設定した剥離試験機で300mm/分の速度で剥離試験を実施し、そのときの剥離強度を30°剥離強度とした。
シリコンミラーウェハ及び仮固定用樹脂フィルム(第二の層)の間の90°剥離強度を下記の方法により評価した。厚さ625μmシリコンミラーウェハ(6インチ)を真空ラミネーター((株)エヌ・ピー・シー製、LM−50X50−S)のステージ上に置き、仮固定用樹脂フィルムを第二の層がシリコンミラーウェハ側に貼り付くように設置し、15mbarの条件下で、120℃の温度、0.1MPaの圧力で2分間加熱加圧し、真空ラミネートした。得られたサンプルを130℃で30分間加熱し、続いて170℃で1時間加熱して硬化させた。これを更に200℃で30分間加熱した後、10mm幅に切り出し、測定用フィルムとした。測定用フィルムを、剥離角度が90°となるように設定した剥離試験機で300mm/分の速度で剥離試験を実施し、そのときの剥離強度を90°剥離強度とした。
仮固定用樹脂フィルムのデボンド装置での剥離性を下記の方法により評価した。支持体としてシリコンミラーウェハを使用し、仮固定用樹脂フィルムを、第二の層側がシリコンミラーウェハに貼り付くように80℃でロールラミネートにより貼り付けることで、仮固定用樹脂フィルム付き支持体を得た。次に、厚さ725μmのシリコンミラーウェハ(8インチ)表面に、ブレードダイシングにより幅40μm、深さ40μmの溝を100μm間隔で作製し、表面に段差を有するシリコンウェハを用意した。このシリコンウェハの段差側に、仮固定用樹脂フィルム付き支持体の仮固定用樹脂フィルムの第一の層が接触するように貼り合わせ、真空ボンディング装置(アユミ工業(株)製VE07−14)で5mbarの条件下で、120℃の温度、0.1MPaの圧力で2分間加熱加圧し、積層体を得た。このようにして得られた積層体を130℃で30分間加熱し、続いて170℃で1時間加熱することにより仮固定用樹脂フィルムを硬化させた。その後、これを200℃で30分間加熱した後、シリコンウェハの段差側と仮固定用樹脂フィルムの第一の層側との間に、先端が鋭利なピンセットを差し入れ、外縁に沿ってピンセットを動かした。シリコンウェハ及び支持体が割れることなく剥離できたものをAとし、剥離できなかったもの又は損傷が見られたものはBとした。
Claims (11)
- ガラス転移温度が−50℃〜50℃である第一の熱可塑性樹脂を含む第一の層と、ガラス転移温度が−50℃〜50℃である第二の熱可塑性樹脂及び硬化性成分を含む第二の層と、を備える、仮固定用樹脂フィルム。
- 前記第二の層における前記硬化性成分の含有量が、前記第二の熱可塑性樹脂100質量部に対して10〜500質量部である、請求項1に記載の仮固定用樹脂フィルム。
- 前記第一の層の厚さが10〜350μmであり、前記第二の層の厚さが10〜350μmである、請求項1又は2に記載の仮固定用樹脂フィルム。
- 前記第一の層の厚さ及び前記第二の層の厚さが下記式(1)の関係を満たす、請求項1〜3のいずれか一項に記載の仮固定用樹脂フィルム。
(1/10)a≦b≦10a・・・(1)
[式(1)中、aは第一の層の厚さを表し、bは第二の層の厚さを表す。] - 前記第一の熱可塑性樹脂が、架橋性官能基を有し、且つ、重量平均分子量が10万〜120万の熱可塑性樹脂である、請求項1〜4のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記第二の熱可塑性樹脂が、架橋性官能基を有し、且つ、重量平均分子量が10万〜120万の熱可塑性樹脂である、請求項1〜5のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記硬化性成分が熱硬化性樹脂である、請求項1〜6のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記第一の層がシリコーン化合物を更に含む、請求項1〜7のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記第二の層がシリコーン化合物を更に含む、請求項1〜8のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記第一の層が硬化促進剤を更に含む、請求項1〜9のいずれか一項に記載の仮固定用樹脂フィルム。
- 前記第二の層が硬化促進剤を更に含む、請求項1〜10のいずれか一項に記載の仮固定用樹脂フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020088648A JP6958674B2 (ja) | 2016-05-02 | 2020-05-21 | 電子部品の加工方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016092662 | 2016-05-02 | ||
| JP2016092662 | 2016-05-02 | ||
| PCT/JP2017/016978 WO2017191815A1 (ja) | 2016-05-02 | 2017-04-28 | 仮固定用樹脂フィルム |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020088648A Division JP6958674B2 (ja) | 2016-05-02 | 2020-05-21 | 電子部品の加工方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017191815A1 true JPWO2017191815A1 (ja) | 2018-11-08 |
| JP6926070B2 JP6926070B2 (ja) | 2021-08-25 |
Family
ID=60202972
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018515721A Active JP6926070B2 (ja) | 2016-05-02 | 2017-04-28 | 仮固定用樹脂フィルム |
| JP2020088648A Active JP6958674B2 (ja) | 2016-05-02 | 2020-05-21 | 電子部品の加工方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020088648A Active JP6958674B2 (ja) | 2016-05-02 | 2020-05-21 | 電子部品の加工方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (2) | JP6926070B2 (ja) |
| KR (1) | KR102239644B1 (ja) |
| TW (1) | TWI720190B (ja) |
| WO (1) | WO2017191815A1 (ja) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6927866B2 (ja) * | 2017-11-30 | 2021-09-01 | 日本カーバイド工業株式会社 | 保護フィルム用粘着剤組成物及び保護フィルム |
| JP7147163B2 (ja) * | 2017-12-21 | 2022-10-05 | 昭和電工マテリアルズ株式会社 | 仮固定用樹脂フィルム、仮固定用樹脂フィルムシート、及び半導体装置の製造方法 |
| KR20210104065A (ko) * | 2018-12-20 | 2021-08-24 | 쇼와덴코머티리얼즈가부시끼가이샤 | 가고정용 수지 조성물, 가고정용 수지 필름 및 가고정용 시트 및 반도체 장치의 제조 방법 |
| JP7221046B2 (ja) * | 2018-12-26 | 2023-02-13 | 東京応化工業株式会社 | 接着剤組成物、積層体、積層体の製造方法、及び電子部品の製造方法 |
| US11767453B2 (en) * | 2018-12-31 | 2023-09-26 | Samsung Sdi Co., Ltd. | Silicone-based adhesive protective film and optical member comprising the same |
| JP7454922B2 (ja) * | 2019-07-11 | 2024-03-25 | 信越化学工業株式会社 | 基板加工用仮接着材料及び積層体の製造方法 |
| CN114600229A (zh) * | 2019-10-31 | 2022-06-07 | 昭和电工材料株式会社 | 临时固定用树脂组合物、基板搬送用支承带及电子设备装置的制造方法 |
| JP7409029B2 (ja) * | 2019-11-15 | 2024-01-09 | 株式会社レゾナック | 半導体装置の製造方法、並びにダイシング・ダイボンディング一体型フィルム及びその製造方法 |
| JPWO2021112070A1 (ja) * | 2019-12-02 | 2021-06-10 | ||
| JP2021129061A (ja) * | 2020-02-17 | 2021-09-02 | 力成科技股▲分▼有限公司 | 半導体製造装置および製造方法 |
| JPWO2021220929A1 (ja) | 2020-04-30 | 2021-11-04 | ||
| JP2023101236A (ja) * | 2022-01-07 | 2023-07-20 | 株式会社レゾナック | 仮固定材形成用樹脂組成物、仮固定材、基板搬送用サポートテープ及び電子機器装置の製造方法 |
| WO2023234155A1 (ja) * | 2022-06-02 | 2023-12-07 | 日産化学株式会社 | 光照射剥離用の接着剤組成物、積層体、及び加工された半導体基板の製造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011054940A (ja) * | 2009-08-07 | 2011-03-17 | Nitto Denko Corp | 半導体ウェハ保持保護用粘着シート及び半導体ウェハの裏面研削方法 |
| WO2014092200A1 (ja) * | 2012-12-14 | 2014-06-19 | リンテック株式会社 | 保護膜形成用フィルム |
| JP2014154704A (ja) * | 2013-02-08 | 2014-08-25 | Hitachi Chemical Co Ltd | ダイシング・ダイボンディング一体型テープ |
| WO2015079863A1 (ja) * | 2013-11-26 | 2015-06-04 | Jsr株式会社 | 積層体、基材の処理方法、仮固定用組成物および半導体装置 |
| JP2015135898A (ja) * | 2014-01-17 | 2015-07-27 | 日立化成株式会社 | 研削された基材の製造方法、並びにこれに用いられるフィルム状粘着剤及び積層体 |
| JP2016146437A (ja) * | 2015-02-09 | 2016-08-12 | 積水化学工業株式会社 | ウエハの処理方法 |
| WO2016140248A1 (ja) * | 2015-03-04 | 2016-09-09 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4936667B1 (ja) | 1969-12-19 | 1974-10-02 | ||
| JP2003147300A (ja) * | 2001-11-12 | 2003-05-21 | Lintec Corp | ウエハ裏面研削時の表面保護シートおよび半導体チップの製造方法 |
| JP4565804B2 (ja) | 2002-06-03 | 2010-10-20 | スリーエム イノベイティブ プロパティズ カンパニー | 被研削基材を含む積層体、その製造方法並びに積層体を用いた極薄基材の製造方法及びそのための装置 |
| JP2005019759A (ja) * | 2003-06-27 | 2005-01-20 | Mitsui Chemicals Inc | 半導体ウェハ表面保護用粘着フィルム及び該粘着フィルムを用いる半導体ウェハ保護方法 |
| JP2010238852A (ja) * | 2009-03-31 | 2010-10-21 | Mitsui Chemicals Inc | 半導体製造用テープおよび半導体装置の製造方法 |
| CN102695765B (zh) * | 2009-12-24 | 2014-08-06 | 三键有限公司 | 临时固定组合物 |
| CN105849215B (zh) * | 2013-12-26 | 2019-09-03 | 日立化成株式会社 | 临时固定用膜、临时固定用膜片材及半导体装置 |
-
2017
- 2017-04-28 KR KR1020187030733A patent/KR102239644B1/ko active IP Right Grant
- 2017-04-28 TW TW106114301A patent/TWI720190B/zh active
- 2017-04-28 JP JP2018515721A patent/JP6926070B2/ja active Active
- 2017-04-28 WO PCT/JP2017/016978 patent/WO2017191815A1/ja active Application Filing
-
2020
- 2020-05-21 JP JP2020088648A patent/JP6958674B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011054940A (ja) * | 2009-08-07 | 2011-03-17 | Nitto Denko Corp | 半導体ウェハ保持保護用粘着シート及び半導体ウェハの裏面研削方法 |
| WO2014092200A1 (ja) * | 2012-12-14 | 2014-06-19 | リンテック株式会社 | 保護膜形成用フィルム |
| JP2014154704A (ja) * | 2013-02-08 | 2014-08-25 | Hitachi Chemical Co Ltd | ダイシング・ダイボンディング一体型テープ |
| WO2015079863A1 (ja) * | 2013-11-26 | 2015-06-04 | Jsr株式会社 | 積層体、基材の処理方法、仮固定用組成物および半導体装置 |
| JP2015135898A (ja) * | 2014-01-17 | 2015-07-27 | 日立化成株式会社 | 研削された基材の製造方法、並びにこれに用いられるフィルム状粘着剤及び積層体 |
| JP2016146437A (ja) * | 2015-02-09 | 2016-08-12 | 積水化学工業株式会社 | ウエハの処理方法 |
| WO2016140248A1 (ja) * | 2015-03-04 | 2016-09-09 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6958674B2 (ja) | 2021-11-02 |
| WO2017191815A1 (ja) | 2017-11-09 |
| JP2020161823A (ja) | 2020-10-01 |
| KR20180122460A (ko) | 2018-11-12 |
| TW201806768A (zh) | 2018-03-01 |
| TWI720190B (zh) | 2021-03-01 |
| JP6926070B2 (ja) | 2021-08-25 |
| KR102239644B1 (ko) | 2021-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6958674B2 (ja) | 電子部品の加工方法 | |
| JP6443343B2 (ja) | 仮固定用フィルム、仮固定用フィルムシート及び半導体装置 | |
| JP7521184B2 (ja) | 基板搬送用サポートテープ及び電子機器装置の製造方法 | |
| JP2018009138A (ja) | 仮固定用樹脂組成物、仮固定用樹脂フィルム及び仮固定用樹脂フィルムシート | |
| JP7147163B2 (ja) | 仮固定用樹脂フィルム、仮固定用樹脂フィルムシート、及び半導体装置の製造方法 | |
| JP2019151696A (ja) | 仮固定用の樹脂組成物、樹脂フィルム及び樹脂フィルムシート | |
| WO2016035821A1 (ja) | 仮固定用樹脂組成物、仮固定用樹脂フィルム、仮固定用樹脂フィルムシート及び半導体ウェハの加工方法 | |
| JP2017203139A (ja) | 電子部品支持部材 | |
| JP2017204612A (ja) | 電子部品支持部材 | |
| JP6958089B2 (ja) | 仮固定用樹脂フィルム、仮固定用樹脂フィルムシート及びそれらの製造方法 | |
| JP7342886B2 (ja) | 仮固定用樹脂組成物、仮固定用樹脂フィルム及び仮固定用シート並びに半導体装置の製造方法 | |
| JP2017048266A (ja) | 半導体ウェハの仮固定用樹脂組成物及び半導体ウェハの加工方法 | |
| JP7392730B2 (ja) | 仮固定用樹脂組成物、基板搬送用サポートテープ及び電子機器装置の製造方法 | |
| JP7392731B2 (ja) | 仮固定用樹脂組成物、基板搬送用サポートテープ及び電子機器装置の製造方法 | |
| JP2023101236A (ja) | 仮固定材形成用樹脂組成物、仮固定材、基板搬送用サポートテープ及び電子機器装置の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180621 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190902 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200310 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200521 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200521 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200527 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200602 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200731 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200804 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200901 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20201201 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20210105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210209 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210413 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210622 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20210713 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210803 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210803 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210804 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6926070 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |