WO2016140248A1 - フィルム状接着剤複合シート及び半導体装置の製造方法 - Google Patents
フィルム状接着剤複合シート及び半導体装置の製造方法 Download PDFInfo
- Publication number
- WO2016140248A1 WO2016140248A1 PCT/JP2016/056379 JP2016056379W WO2016140248A1 WO 2016140248 A1 WO2016140248 A1 WO 2016140248A1 JP 2016056379 W JP2016056379 W JP 2016056379W WO 2016140248 A1 WO2016140248 A1 WO 2016140248A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- adhesive
- support sheet
- composite sheet
- film adhesive
- Prior art date
Links
Images






Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/6835—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L21/6836—Wafer tapes, e.g. grinding or dicing support tapes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2423/00—Presence of polyolefin
- C09J2423/04—Presence of homo or copolymers of ethene
- C09J2423/046—Presence of homo or copolymers of ethene in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68318—Auxiliary support including means facilitating the separation of a device or wafer from the auxiliary support
- H01L2221/68322—Auxiliary support including means facilitating the selective separation of some of a plurality of devices from the auxiliary support
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68354—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support used to support diced chips prior to mounting
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2221/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof covered by H01L21/00
- H01L2221/67—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere
- H01L2221/683—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L2221/68304—Apparatus for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components; Apparatus not specifically provided for elsewhere for supporting or gripping using temporarily an auxiliary support
- H01L2221/68381—Details of chemical or physical process used for separating the auxiliary support from a device or wafer
Definitions
- the present invention relates to a film-like adhesive composite sheet and a method for manufacturing a semiconductor device using the same.
- a film adhesive is applied to a plurality of semiconductor chips that have been divided in advance by dicing.
- one film adhesive is stuck to a plurality of semiconductor chips using a film adhesive composite sheet in which a film adhesive is provided on a support sheet.
- the semiconductor chip is manufactured, for example, by forming a groove from the front surface of the semiconductor wafer and grinding the back surface side until reaching the groove.
- the semiconductor chip to which the film adhesive after cutting is attached is separated (pick up) from the support sheet together with the film adhesive and used for die bonding.
- a method of cutting the film adhesive for example, a method of cutting the film adhesive by irradiating with a laser or a method of cutting the support sheet by expanding is known.
- the laser irradiation method requires a laser irradiation apparatus and has a problem that it cannot be efficiently cut in a short time.
- the expanding method requires an expanding device and has a problem that the cut surface may be roughened.
- the film adhesive since the expand works only in the same plane direction as the film adhesive, the film adhesive may only be stretched with the support sheet and not cut. For this reason, the film-like adhesive may be cooled and easily expanded to perform expansion, but in this case, a cooling step is required and the productivity is poor.
- a film adhesive having a specific thickness and tensile elongation at break is used, and the film adhesive is cut by utilizing the shearing force generated when picking up a semiconductor chip.
- a method is disclosed (see Patent Document 1).
- Patent Document 1 does not describe, for example, the peeling force at the interface between the support sheet and the film adhesive, and in this method, the semiconductor chip to which the film adhesive after cutting is attached is supported. I'm not sure I can pick it up from the seat.
- the present invention has been made in view of the above circumstances, and enables a semiconductor chip to which a film adhesive is attached to be separated from a support sheet by a simplified method when manufacturing a semiconductor device. It is an object of the present invention to provide a film-like adhesive composite sheet in which a film-like adhesive is provided on a support sheet, and a method for manufacturing a semiconductor device using this sheet.
- a film-like adhesive composite sheet according to the first aspect of the present invention includes a support sheet having a substrate, a curable film-like adhesive having a thickness of 1 to 50 ⁇ m provided on the support sheet, The peeling force at the interface between the support sheet and the film adhesive is 0.02 to 0.2 N / 25 mm,
- the film adhesive has the following properties: The elongation at break of the laminate obtained by laminating the film-like adhesive before curing so that the total thickness becomes 200 ⁇ m is 450% or less.
- the support sheet may be made of the base material, and the film-like adhesive may be provided in direct contact with the base material.
- the film-like adhesive composite sheet of (1) or (2) above at the interface between the support sheet and the film-like adhesive in a state where the film-like adhesive composite sheet is not irradiated with energy rays.
- the peeling force may be 0.02 to 0.2 N / 25 mm.
- the film-like adhesive composite sheet according to any one of (1) to (3) above is divided through a film-like adhesive.
- the film-like adhesive on the support sheet can be separated from the support sheet by a simplified method. And a method for manufacturing a semiconductor device using the sheet.
- the film-like adhesive composite sheet according to the present invention is a film-like adhesive composite sheet in which a curable film-like adhesive having a thickness of 1 to 50 ⁇ m is provided on a support sheet having a substrate, and the support
- the peel strength at the interface between the sheet and the film adhesive is 0.02 to 0.2 N / 25 mm, and the film adhesive has the following characteristics:
- the film adhesive before curing is totaled
- the laminate is laminated so that the thickness thereof becomes 200 ⁇ m, and the breaking elongation is 450% or less.
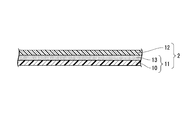
- FIG. 6 is a cross-sectional view schematically illustrating one embodiment of a film adhesive composite sheet according to the present invention.
- the film adhesive composite sheet 1 according to the present invention includes a support sheet 11 having a substrate 10 and a curable film adhesive 12 having a thickness of 1 to 50 ⁇ m provided on the support sheet 11.
- FIG. 7 is a cross-sectional view schematically illustrating one embodiment of a film adhesive composite sheet according to the present invention.
- the film-like adhesive composite sheet 2 according to the present invention includes a support sheet 11 having a base material 10, a curable film-like adhesive 12 having a thickness of 1 to 50 ⁇ m provided on the support sheet 11, and a base material 10.
- the pressure-sensitive adhesive layer 13 provided on the top is provided, and the film adhesive 12 is provided on the pressure-sensitive adhesive layer 13.
- a support sheet 11 of the film adhesive composite sheet 1 shown in FIG. 7 includes a base material 10 and a pressure-sensitive adhesive layer 13.
- the film-like adhesive composite sheet is used by sticking a film-like adhesive to one surface of a semiconductor chip (mainly, the surface opposite to the circuit surface (back surface)) at the time of manufacturing a semiconductor device. .
- the semiconductor chip is separated (picked up) from the support sheet with the film adhesive applied.
- the normal operation of applying a force to the film adhesive through the support sheet by setting the breaking elongation of the film adhesive composite sheet and the thickness of the film adhesive within a predetermined range. By carrying out, it can cut
- the separation (lifting) defect of the semiconductor chip due to the fact that the film adhesive is not cut is suppressed.
- the peeling force of the film adhesive composite sheet is within a predetermined range, the portion corresponding to the target semiconductor chip of the film adhesive is surely peeled from the support sheet, and the film The phenomenon that the part corresponding to the semiconductor chip other than the purpose of the adhesive is peeled off from the support sheet is suppressed. Therefore, the film-like adhesive is not only for the target part of the film-like adhesive but is not separated from the support sheet, and the film-like adhesive is used not only for the target semiconductor chip but also for the adjacent semiconductor chip. At the same time, the occurrence of a so-called double die that is pulled away from the support sheet is suppressed.
- the film-like adhesive composite sheet suppresses the separation failure of the semiconductor chip and the generation of the double die by defining the breaking elongation, the thickness of the film-like adhesive, and the peeling force. is there.
- a process mainly intended for cutting the film-like adhesive as described above for example, a process of irradiating a film-like adhesive with a laser, and a film-like Since the step of cutting by expanding the adhesive can be omitted, the problems caused by performing these steps can be avoided, the film adhesive can be cut at room temperature, and the number of steps can be reduced. Manufactured in a simplified manner.
- “expanding a film adhesive” means expanding the film adhesive in a direction parallel to the surface thereof.
- Patent Document 1 Japanese Unexamined Patent Application Publication No. 2013-179317 discloses the use of a film-like adhesive having a specific thickness and tensile elongation at break, a support sheet There is no description about the peeling force at the interface between the film adhesive and the film adhesive.
- Patent Document 1 discloses the use of a film-like adhesive having a specific thickness and tensile elongation at break, a support sheet There is no description about the peeling force at the interface between the film adhesive and the film adhesive.
- a film-like adhesive composite sheet in which a film-like adhesive is provided on a general dicing sheet a support sheet having a base material and a pressure-sensitive adhesive layer
- the said support sheet has a base material, may consist of a base material (it has only a base material), and may have things other than a base material and a base material.
- Examples of the support sheet having a material other than the substrate include those having a pressure-sensitive adhesive layer on the substrate.
- the film adhesive described later is provided on a support sheet. For example, when a support sheet provided with an adhesive layer on a substrate is used, the film adhesive is provided on the adhesive layer.
- the material of the base material is preferably various resins, specifically, polyethylene (low density polyethylene (LDPE), linear low density polyethylene (LLDPE), high density polyethylene (HDPE, etc.)), polypropylene, polybutene. , Polybutadiene, polymethylpentene, styrene / ethylene butylene / styrene block copolymer, polyvinyl chloride, vinyl chloride copolymer, polyethylene terephthalate, polybutylene terephthalate, polyurethane, polyurethane acrylate, polyimide, ethylene vinyl acetate copolymer, ionomer Resin, ethylene / (meth) acrylic acid copolymer, ethylene / (meth) acrylic acid ester copolymer, polystyrene, polycarbonate, fluororesin, water additive, modified product, cross-linked product or Copolymer and the like.
- (meth) acrylic acid is a
- the substrate may be composed of one layer (single layer), may be composed of two or more layers, and when composed of a plurality of layers, the material of each layer may be the same or all may be different. , Some may be the same.
- the thickness of the substrate can be appropriately selected depending on the purpose, but is preferably 50 to 300 ⁇ m, more preferably 60 to 100 ⁇ m.
- the total thickness of all the layers is preferably in such a numerical range.
- the “thickness of the base material” here is a value represented by an average obtained by measuring the thickness at five arbitrary locations.
- a base material When a base material is provided with a pressure-sensitive adhesive layer on it, it is intended to improve adhesiveness with the pressure-sensitive adhesive layer, etc., for example, sandblasting, roughening treatment by solvent treatment, corona discharge treatment, electron beam
- the surface may be subjected to oxidation treatment such as irradiation treatment, plasma treatment, ozone / ultraviolet irradiation treatment, flame treatment, chromic acid treatment, and hot air treatment.
- the base material may have a surface subjected to primer treatment.
- the base material prevents the base material from adhering to other sheets or the base material from adhering to the adsorption table when the antistatic coat layer and the film-like adhesive composite sheet are stacked and stored. It may have a layer or the like.
- the substrate preferably has a surface subjected to electron beam irradiation treatment from the viewpoint that generation of fragments of the substrate due to blade friction during dicing is suppressed.
- Adhesive layer A well-known thing can be used suitably for the said adhesive layer.
- An adhesive layer can be formed using the adhesive composition containing the various components for comprising this.
- the ratio of the content of non-volatile components in the pressure-sensitive adhesive composition is the same in the pressure-sensitive adhesive layer.
- the semiconductor chip When the pressure-sensitive adhesive layer contains a component that is polymerized by irradiation with energy rays, the semiconductor chip can be picked up by irradiating the energy rays to reduce the adhesiveness.
- the treatment for reducing the adhesiveness by irradiating the adhesive layer with the energy ray may be performed after the film-like adhesive composite sheet has been applied to the adherend, or in advance before being applied to the adherend. May be.
- ultraviolet rays As energy rays, ultraviolet rays, electron beams, etc. are usually used.
- the amount of energy beam irradiation varies depending on the type of energy beam.
- the light amount is preferably 50 to 1000 mJ / cm 2, and more preferably 100 to 500 mJ / cm 2.
- an electron beam about 10 to 1000 krad is preferable.
- the pressure-sensitive adhesive composition include an acrylic polymer and an energy ray polymerizable compound (pressure-sensitive adhesive composition (i)), an acrylic having a hydroxyl group and a polymerizable group in the side chain.
- pressure-sensitive adhesive composition (i) an acrylic having a hydroxyl group and a polymerizable group in the side chain.
- examples include a polymer (for example, having a hydroxyl group and having a polymerizable group in the side chain via a urethane bond) and an isocyanate-based crosslinking agent (adhesive composition (ii)).
- adhesive composition (ii) an isocyanate-based crosslinking agent
- those containing a solvent are preferred.
- the pressure-sensitive adhesive composition further includes any one of various additives such as a photopolymerization initiator, a dye, a pigment, a deterioration preventing agent, an antistatic agent, a flame retardant, a silicone compound, and a chain transfer agent. It may be contained.
- the pressure-sensitive adhesive composition may contain a reaction retarder for suppressing the progress of an undesired crosslinking reaction during storage.
- the reaction retarder include those that inhibit the action of a component that serves as a catalyst for advancing the crosslinking reaction, and preferable examples include those that form a chelate complex by chelation with respect to the catalyst.
- More preferable examples of the reaction retardant include those having two or more carbonyl groups (—C ( ⁇ O) —) in the molecule, and those having two carbonyl groups in the molecule. Examples thereof include dicarboxylic acid, keto acid, and diketone.
- the thickness of the pressure-sensitive adhesive layer can be appropriately selected depending on the purpose, but is preferably 1 to 100 ⁇ m, more preferably 1 to 60 ⁇ m, and particularly preferably 1 to 30 ⁇ m.
- the “thickness of the pressure-sensitive adhesive layer” is a value represented by an average of thicknesses measured at arbitrary five locations.
- the pressure-sensitive adhesive composition is obtained by blending each component for constituting the pressure-sensitive adhesive layer such as an acrylic polymer.
- each component for constituting the pressure-sensitive adhesive layer such as an acrylic polymer.
- the blending components are different, the same as in the case of the adhesive composition described later Obtained by the method.
- the pressure-sensitive adhesive layer can be formed by applying a pressure-sensitive adhesive composition containing components and a solvent for forming the pressure-sensitive adhesive layer to the surface of the base material, and drying and volatilizing the solvent. At this time, you may bridge
- the heating conditions can be, for example, 100 to 130 ° C. for 1 to 5 minutes, but are not limited thereto.
- the pressure-sensitive adhesive layer formed by applying and drying the pressure-sensitive adhesive composition on the surface of the release layer of the release material may be bonded to the surface of the base material, and the release material may be removed to remove the pressure-sensitive adhesive on the base material. Layers can be formed.
- Application of the pressure-sensitive adhesive composition to the surface of the base material or the surface of the release layer of the release material may be carried out by a known method.
- the method include using various coaters such as a coater, a die coater, a knife coater, a screen coater, a Meyer bar coater, and a kiss coater.
- the film adhesive has curability (heat curability), and preferably has pressure-sensitive adhesiveness.
- a film adhesive having both pressure-sensitive adhesiveness and heat-curing property can be applied by lightly pressing on various adherends in an uncured state.
- the film adhesive may be one that can be applied to various adherends by heating and softening. Film adhesives eventually become cured products with high impact resistance after thermal curing, and these cured products have excellent shear strength and can retain sufficient adhesive properties even under severe high temperature and high humidity conditions. .
- the film adhesive has a thickness of 1 to 50 ⁇ m, preferably 3 to 25 ⁇ m, and more preferably 5 to 15 ⁇ m.
- the thickness of the film adhesive is equal to or more than the lower limit value, sufficient adhesive force to the adherend (semiconductor chip) can be obtained.
- the thickness of the film adhesive is equal to or less than the above upper limit value, it is generated in this operation by performing an operation to apply a force to the film adhesive through a support sheet, which is usually performed when manufacturing a semiconductor device.
- the film-like adhesive can be easily cut using the shearing force, and there is no need to provide a separate process mainly for cutting the film-like adhesive.
- the “thickness of the film adhesive” is a value represented by an average obtained by measuring the thickness at five arbitrary locations.
- the breaking elongation before hardening is 450% or less, and preferably 445% or less.
- the breaking elongation is equal to or less than the upper limit, so that the film-like adhesive can be easily and reliably obtained at a target position. It can be cut, and there is no need to provide a separate process mainly for cutting the film adhesive.
- the lower limit of the breaking elongation is not particularly limited.
- the breaking elongation is preferably 50% or more, and more preferably 100% or more.
- the film adhesive preferably has a breaking elongation (tensile breaking elongation) before curing of a test piece having a thickness of 200 ⁇ m of 50% or more and 450% or less, and 100% or more and 445% or less. Is more preferable.
- the elongation at break is X% (wherein X is a positive number)” means that the laminate is pulled in the tensile direction in the measurement method described later. When stretched by X% of the original length (length when not pulled), that is, the total length in the tensile direction of the laminate is [1 + X / 100] times the length before pulling It means that the laminate breaks when it becomes.
- the breaking elongation of the film adhesive can be adjusted as appropriate by adjusting the type and amount of the component.
- the molecular weight and content of the polymer component (a) described later, the structure and softening point of the component constituting the epoxy thermosetting resin (b), the content, and the content of the filler (c) The elongation at break of the film adhesive can be adjusted by adjusting the above, but this is only an example.
- the film adhesive test piece satisfying the condition of elongation at break may have a thickness of 200 ⁇ m, but is usually a film adhesive before curing having a thickness of less than 200 ⁇ m, preferably in the present invention.
- a test piece comprising a laminate obtained by laminating two or more uncured film adhesives having a thickness of 1 to 50 ⁇ m for constituting such a film adhesive composite sheet so that the total thickness becomes 200 ⁇ m.
- the film adhesive has a greater elongation at break as the thickness increases. Therefore, if the elongation at break of a test piece of a film adhesive having a thickness of less than 200 ⁇ m is 450% or less, the film adhesive has the same composition. Of course, the elongation at break of a 200 ⁇ m film adhesive test piece is also 450% or less.
- test piece a laminate of a film adhesive having a width of 15 mm, a length of 100 mm, and a thickness of 200 ⁇ m is used as a test piece so that the distance between the fixing points is 75 mm. It is obtained by fixing at some points, pulling the test piece between the fixed points at a tensile speed of 200 mm / min, and measuring the elongation of the test piece when the test piece breaks.
- the peel force at the interface between the support sheet and the film adhesive is 0.02 to 0.2 N / 25 mm, preferably 0.02 to 0.15 N / 25 mm, and preferably 0.02 to 0.00. More preferably, it is 1 N / 25 mm.
- the peeling force is greater than or equal to the lower limit value, when the semiconductor chip is pulled away from the support sheet together with the film adhesive, the film adhesive is only the part corresponding to the target semiconductor chip to be separated. In addition, a phenomenon in which a part corresponding to a semiconductor chip other than the target, such as a part adjacent to the semiconductor chip, is simultaneously peeled off from the support sheet is suppressed.
- the peeling force is less than or equal to the upper limit value
- the portion corresponding to the target semiconductor chip of the film adhesive is surely removed from the support sheet. Peel off.
- the conditions are tightened (for example, the speed at which the jig that applies the force moves) is increased. It is not necessary to modify the conditions for separating the semiconductor chip, and the occurrence of cracks and the like of the semiconductor chip, which is seen when such modification is performed, is suppressed.
- the peeling force can be adjusted as appropriate by adjusting, for example, the type and amount of the component contained in the film adhesive, the material constituting the surface of the support sheet on which the film adhesive is provided, the state of this surface, and the like. . Further, the film-like adhesive has a tendency that the peeling force increases when the breaking elongation is large, and the peeling force also decreases when the breaking elongation is small.
- the peeling force is a state in which a film-like adhesive composite sheet having a width of 25 mm and an arbitrary length is attached to the adherend with the film-like adhesive, and is supported from the film-like adhesive attached to the adherend.
- the length of the support sheet film adhesive
- the length of the support sheet is set so that the surfaces of the film adhesive and the support sheet that are in contact with each other form an angle of 180 °. It is calculated
- the length of the film-like adhesive composite sheet to be used for the measurement is not particularly limited as long as the measuring force can be stably detected, but it is preferably 200 to 300 mm.
- the peeling force can be obtained by measuring under conditions of a temperature of 25 ° C. and a relative humidity of 50%. In the measurement, the film-like adhesive composite sheet was attached to the adherend, and this was allowed to stand for 30 minutes at a temperature of 25 ° C. and a relative humidity of 50%. It is preferable to stabilize the pasting state.
- the film adhesive contains an energy ray-curable resin (h) described later, or the support sheet has an adhesive layer, and the adhesive layer contains a component that is polymerized by irradiation with energy rays, and a film
- the peel force at the interface between the support sheet and the film-like adhesive is different before and after irradiating the film-like adhesive with energy rays.
- any value before and after the energy beam irradiation may be included in the above range.
- the film-like adhesive composite sheet is attached to a plurality of divided semiconductor chips via the film-like adhesive, and then the film-like adhesive composite sheet is irradiated with energy rays to form a support sheet and It is possible to adjust the peeling force at the interface with the film adhesive to the above range. Therefore, in this case, the value after energy beam irradiation may usually be within the above range. However, introducing the process of irradiating the film-like adhesive composite sheet with energy rays into the semiconductor device manufacturing method leads to a decrease in productivity.
- the peeling force at the interface with the film adhesive is preferably within the above range in a state where the film adhesive composite sheet is not irradiated with energy rays.
- a film adhesive will not be specifically limited if the above-mentioned conditions are satisfy
- Preferred examples of the film adhesive include those containing a polymer component (a) and those containing a thermosetting resin (b).
- the thermosetting resin (b) include an epoxy thermosetting resin, a thermosetting polyimide, polyurethane, an unsaturated polyester, a silicone resin, and the like, and an epoxy thermosetting resin is preferable.
- the film-like adhesive can be produced, for example, by applying an adhesive composition containing a component and a solvent for constituting the film-like adhesive to the surface of the release film and drying to volatilize the solvent to form a film. The ratio of the content of non-volatile components in the adhesive composition is the same in the film adhesive.
- Adhesive composition As preferable adhesive composition, what contains a polymer component (a) and an epoxy-type thermosetting resin (b) can be illustrated. Hereinafter, each component will be described.
- the polymer component (a) is a component that can be regarded as formed by polymerization reaction of a polymerizable compound, and imparts film-forming properties, flexibility, etc. to the film adhesive, and is attached to an object to be bonded such as a semiconductor chip. It is a polymer compound for improving adhesiveness (sticking property). Moreover, a polymer component (a) is also a component which does not correspond to the epoxy resin (b1) and thermosetting agent (b2) which are mentioned later. A polymer component (a) may be used individually by 1 type, and may use 2 or more types together.
- acrylic resin As the polymer component (a), acrylic resin, polyester resin, urethane resin, acrylic urethane resin, silicone resin, rubber polymer, phenoxy resin, and the like can be used, and acrylic resin is preferable.
- the weight average molecular weight (Mw) of the acrylic resin is preferably 10,000 to 2,000,000, and more preferably 100,000 to 1,500,000. When the weight average molecular weight of the acrylic resin is in such a range, it is easy to adjust the peeling force at the interface between the support sheet and the film adhesive to the above-described range. If the weight average molecular weight of the acrylic resin is too large, the film adhesive may not follow the uneven surface of the adherend, which may cause a void or the like.
- “weight average molecular weight” is a polystyrene equivalent value measured by gel permeation chromatography (GPC) method unless otherwise specified.
- the glass transition temperature (Tg) of the acrylic resin is preferably ⁇ 60 to 70 ° C., and more preferably ⁇ 30 to 50 ° C. If the Tg of the acrylic resin is too low, the peeling force between the film-like adhesive and the support sheet becomes large, and a separation failure of the semiconductor chip from the support sheet may occur. Moreover, when Tg of acrylic resin is too high, there exists a possibility that the adhesive force for fixing a semiconductor chip may become inadequate.
- Monomers constituting the acrylic resin include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, isooctyl (meth) acrylate, n- Octyl (meth) acrylate, n-nonyl (meth) acrylate, isononyl (meth) acrylate, decyl (meth) acrylate, undecyl (meth) acrylate, dodecyl (meth) acrylate (lauryl (meth) acrylate), tridecyl (meth) acrylate , Tetradecyl (meth) acrylate (myristyl (meth) acrylate), pentadecyl (meth) acrylate, hexadecyl (meth) acrylate (palmityl (meth)
- the acrylic resin is a resin including a structural unit derived from the monomer. “Derived” as used herein means that the monomer has undergone a structural change necessary for polymerization.
- the acrylic resin may be a copolymer of monomers such as acrylic acid, methacrylic acid, itaconic acid, vinyl acetate, acrylonitrile, styrene, and N-methylolacrylamide.
- (meth) acrylate is a concept including both “acrylate” and “methacrylate”.
- the monomer constituting the acrylic resin may be only one type or two or more types.
- the acrylic resin may have a functional group capable of binding to other compounds such as a vinyl group, a (meth) acryloyl group, an amino group, a hydroxyl group, a carboxyl group, and an isocyanate group. Bonding with another compound may be performed via a crosslinking agent (f) described later, or the functional group may be directly bonded with another compound without passing through the crosslinking agent (f). When the acrylic resin is bonded to other compounds by these functional groups, the reliability of the semiconductor package tends to be improved.
- the ratio of the acrylic resin content to the total solid content of the adhesive composition is preferably 5 to 40% by mass, preferably 7 to More preferably, it is 25 mass%.
- thermoplastic resin other than an acrylic resin (hereinafter sometimes simply referred to as “thermoplastic resin”) is used alone as the polymer component (a). You may use and may use together with an acrylic resin.
- the thermoplastic resin preferably has a weight average molecular weight of 1,000 to 100,000, more preferably 3,000 to 80,000.
- the glass transition temperature (Tg) of the thermoplastic resin is preferably ⁇ 30 to 150 ° C., and more preferably ⁇ 20 to 120 ° C.
- the thermoplastic resin include polyester, urethane resin, phenoxy resin, polybutene, polybutadiene, and polystyrene.
- the said thermoplastic resin may be used individually by 1 type, and may use 2 or more types together.
- thermoplastic resin By using the thermoplastic resin, the above-described effects can be obtained.
- the hardness of the uncured film-like adhesive when it is exposed to a high temperature is reduced, and the film-like adhesion in an uncured or semi-cured state.
- the wire bonding suitability of the agent may decrease. Therefore, the content of the acrylic resin in the adhesive composition is preferably set in consideration of such influence.
- the ratio of the content of the polymer component (a) to the total content of the solid content of the adhesive composition depends on the type of the polymer component (a). It is preferably 5 to 85% by mass, more preferably 7 to 80% by mass.
- thermosetting resin (b) examples include an epoxy thermosetting resin, a thermosetting polyimide, polyurethane, an unsaturated polyester, a silicone resin, and the like, and an epoxy thermosetting resin is preferable.
- the epoxy thermosetting resin (b) is composed of an epoxy resin (b1) and a thermosetting agent (b2). Epoxy thermosetting resin (b) may be used individually by 1 type, and may use 2 or more types together.
- Epoxy resin (b1) examples include known ones, specifically, polyfunctional epoxy resins, biphenyl compounds, bisphenol A diglycidyl ether and hydrogenated products thereof, orthocresol novolac epoxy resins, dicyclopentadiene type.
- Bifunctional or higher functional epoxy compounds such as epoxy resin, biphenyl type epoxy resin, bisphenol A type epoxy resin, bisphenol F type epoxy resin, and phenylene skeleton type epoxy resin can be exemplified.
- an epoxy resin having an unsaturated hydrocarbon group may be used as the epoxy resin (b1).
- the epoxy resin having an unsaturated hydrocarbon group include a compound obtained by converting a part of an epoxy resin of a polyfunctional epoxy resin into a group containing an unsaturated hydrocarbon group. Such a compound can be produced, for example, by addition reaction of acrylic acid to an epoxy group.
- the epoxy resin (b1) has a liquid epoxy resin, a semisolid epoxy resin, and a softening point of 80 ° C. or less from the viewpoint of easily adjusting the peeling force at the interface between the support sheet and the film adhesive to the above-described range. It is preferable to include one or a combination of two or more selected from the group consisting of solid epoxy resins. From such a viewpoint, the total of the liquid epoxy resin, the semisolid epoxy resin and the solid epoxy resin having a softening point of 80 ° C. or less in the total amount (mass) of the epoxy resin (b1) contained in the film adhesive.
- the ratio of the content (mass) is preferably 45 to 100% by mass, and more preferably 80 to 100% by mass.
- the film adhesive is a liquid epoxy resin, a semi-solid epoxy resin, and a softening point of 80.
- the peeling force at the interface between the support sheet and the film adhesive is set to be not less than the lower limit of the above-described range. Becomes easy.
- the number average molecular weight of the epoxy resin (b1) is not particularly limited, but is preferably 300 to 15000, and preferably 400 to 3000 from the viewpoints of curability of the film adhesive, strength after curing, and heat resistance. Is more preferable, and 500 to 1200 is particularly preferable.
- the epoxy equivalent of the epoxy resin (b1) is preferably 100 to 1000 g / eq, and more preferably 300 to 800 g / eq.
- the epoxy resin (b1) may be used alone or in combination of two or more.
- thermosetting agent (b2) functions as a curing agent for the epoxy resin (b1).
- thermosetting agent (b2) include compounds having two or more functional groups capable of reacting with an epoxy group in one molecule.
- the functional group include a phenolic hydroxyl group, an alcoholic hydroxyl group, an amino group, a carboxyl group, a group in which an acid group is anhydrideized, and the like, and a phenolic hydroxyl group, an amino group, and an acid group are groups in which an anhydride is converted.
- the functional group include a phenolic hydroxyl group, an alcoholic hydroxyl group, an amino group, a carboxyl group, a group in which an acid group is anhydrideized, and the like, and a phenolic hydroxyl group, an amino group, and an acid group are groups in which an anhydride is converted.
- Are preferred more preferably a phenolic hydroxyl group or an amino group, and particularly preferably a phenolic hydroxyl group.
- thermosetting agents (b2) examples of phenolic curing agents (curing agents having a phenolic hydroxyl group) include polyfunctional phenolic resins, biphenols, novolac-type phenolic resins, dicyclopentadiene-based phenolic resins, and aralkylphenolic resins. it can.
- examples of the amine-based curing agent (curing agent having an amino group) include DICY (dicyandiamide).
- the thermosetting agent (b2) may have an unsaturated hydrocarbon group.
- the thermosetting agent (b2) having an unsaturated hydrocarbon group a compound obtained by substituting a part of the hydroxyl group of the phenol resin with a group containing an unsaturated hydrocarbon group, an aromatic ring of the phenol resin, Examples thereof include a compound in which a group containing a hydrogen group is directly bonded.
- the unsaturated hydrocarbon group in the thermosetting agent is the same as the unsaturated hydrocarbon group in the epoxy resin having an unsaturated hydrocarbon group described above.
- thermosetting agent (b2) When a phenolic curing agent is used as the thermosetting agent (b2), the softening point or glass transition is facilitated because the peeling force at the interface between the support sheet and the film adhesive can be easily adjusted to the above range. Those having a high temperature are preferred.
- the number average molecular weight of the thermosetting agent (b2) is preferably 300 to 30,000, more preferably 400 to 10,000, and particularly preferably 500 to 3,000.
- thermosetting agent (b2) may be used individually by 1 type, and may use 2 or more types together.
- the ratio of the content of the thermosetting agent (b2) in the adhesive composition (the film adhesive) is 0.1 to 500 parts by mass with respect to 100 parts by mass of the epoxy resin (b1).
- the amount is preferably 1 to 200 parts by mass.
- the ratio of the content of the epoxy thermosetting resin (b) in the adhesive composition (the film adhesive) is 50 to 1000 parts by mass with respect to 100 parts by mass of the polymer component (a). It is preferably 100 to 900 parts by mass, more preferably 150 to 800 parts by mass, and particularly preferably 500 to 800 parts by mass.
- the content of the epoxy thermosetting resin (b) is in such a range, it becomes easy to adjust the peeling force at the interface between the support sheet and the film adhesive to the above-described range.
- thermosetting resin g
- energy beam curable resin h
- photopolymerization initiator i
- general-purpose additive j
- the film adhesive according to one embodiment of the present invention comprises a polymer component (a), an epoxy thermosetting resin (b), and a curing accelerator (c), a filler (d), if desired.
- the film adhesive contains, for example, the above-described one or more components so that the total content (mass%) does not exceed 100 mass%.
- the curing accelerator (c) is used for adjusting the curing rate of the adhesive composition.
- Preferred curing accelerators (c) include tertiary amines such as triethylenediamine, benzyldimethylamine, triethanolamine, dimethylaminoethanol, tris (dimethylaminomethyl) phenol; 2-methylimidazole, 2-phenylimidazole, 2 -Imidazoles such as phenyl-4-methylimidazole, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl-4-methyl-5-hydroxymethylimidazole (groups in which one or more hydrogen atoms are other than hydrogen atoms) Substituted imidazole); organic phosphines such as tributylphosphine, diphenylphosphine, triphenylphosphine (phosphine in which one or more hydrogen atoms are substituted with organic groups); tetraphenylphosphonium
- the content ratio of the curing accelerator (c) in the adhesive composition (the film adhesive) is 100 parts by mass of the epoxy thermosetting resin (b).
- the amount is preferably 0.01 to 10 parts by mass, more preferably 0.1 to 5 parts by mass.
- the film adhesive has excellent adhesive properties even under high temperature and high humidity conditions, and is exposed to severe reflow conditions. Even so, the semiconductor package can achieve high reliability.
- there is too little content of a hardening accelerator (c) the effect by using a hardening accelerator (c) will not fully be acquired, but when content of a hardening accelerator (c) is excessive, it will be highly polar.
- the curing accelerator (c) moves to the adhesion interface side with the adherend in the film adhesive under high temperature and high humidity conditions, and segregates, thereby reducing the reliability of the semiconductor package.
- the film-like adhesive further contains a filler (d), thereby facilitating the adjustment of the thermal expansion coefficient thereof, and the thermal expansion of the cured film-like adhesive with respect to a semiconductor chip, metal or organic substrate. By optimizing the coefficient, the reliability of the semiconductor package can be improved. Moreover, the said adhesive composition can also reduce the moisture absorption rate of the film adhesive after hardening by containing a filler (d).
- the filler (d) is preferably an inorganic filler, and preferred inorganic fillers include powders of silica, alumina, talc, calcium carbonate, titanium white, bengara, silicon carbide, boron nitride, etc .; Examples thereof include spherical beads; single crystal fibers such as silica; glass fibers and the like.
- the filler (d) is preferably spherical silica, silica filler or alumina filler.
- a filler (d) may be used individually by 1 type, and may use 2 or more types together.
- the ratio of the content of the filler (d) to the total solid content of the adhesive composition (the content of the filler (d) of the film adhesive) is 5 It is preferably ⁇ 80% by mass, more preferably 7 to 60% by mass, further preferably 7 to 40% by mass, and particularly preferably 8 to 20% by mass.
- the content of the filler (d) is within such a range, it becomes easier to obtain the effect of adjusting the thermal expansion coefficient.
- Coupleling agent (e) Improving the adhesion and adhesion of the film adhesive to the adherend by using a coupling agent (e) having a functional group that reacts with an inorganic compound and a functional group that reacts with an organic functional group. Can do. Further, by using the coupling agent (e), the water resistance of the cured product obtained by curing the film adhesive can be improved without impairing the heat resistance.
- the coupling agent (e) is preferably a compound having a functional group that reacts with the functional group of the polymer component (a), the epoxy thermosetting resin (b), etc., and is a silane coupling agent. Is desirable.
- Preferred examples of the silane coupling agent include 3-glycidoxypropyltrimethoxysilane, 3-glycidoxypropyltriethoxysilane, 3-glycidoxypropylmethyldiethoxysilane, and 2- (3,4-epoxycyclohexyl).
- the film adhesive contains the polymer component (a), the epoxy thermosetting resin (b), and the coupling agent (e), the coupling agent (e) in the adhesive composition (the adhesive)
- the content ratio of is preferably 0.03 to 20 parts by mass with respect to 100 parts by mass of the total content of the polymer component (a) and the epoxy thermosetting resin (b). It is more preferably from 10 to 10 parts by mass, and particularly preferably from 0.1 to 5 parts by mass. If the content of the coupling agent (e) is too small, the above-mentioned effect due to the use of the coupling agent (e) may not be obtained. If the content of the coupling agent (e) is too large, Outgas may occur.
- Crosslinking agent (f) When a polymer component (a) having a functional group that can be bonded to another compound such as an isocyanate group is used, a crosslinking agent (f) is used to bond this functional group to the other compound for crosslinking. be able to. By crosslinking using the crosslinking agent (f), the initial adhesive force and cohesive force of the film adhesive can be adjusted.
- the crosslinking agent (f) include organic polyvalent isocyanate compounds and organic polyvalent imine compounds.
- organic polyvalent isocyanate compounds examples include aromatic polyvalent isocyanate compounds, aliphatic polyvalent isocyanate compounds, alicyclic polyvalent isocyanate compounds, trimers of these compounds, isocyanurates, and adducts (ethylene glycol, propylene glycol).
- a reaction product with a low molecular active hydrogen-containing compound such as neopentyl glycol, trimethylolpropane or castor oil, such as trimethylolpropane adduct xylylene diisocyanate), or an organic polyvalent isocyanate compound and a polyol compound.
- the terminal isocyanate urethane prepolymer obtained can be exemplified.
- organic polyvalent isocyanate compound 2,4-tolylene diisocyanate; 2,6-tolylene diisocyanate; 1,3-xylylene diisocyanate; 1,4-xylene diisocyanate; diphenylmethane-4,4 Diphenylmethane-2,4'-diisocyanate; 3-methyldiphenylmethane diisocyanate; hexamethylene diisocyanate; isophorone diisocyanate; dicyclohexylmethane-4,4'-diisocyanate; dicyclohexylmethane-2,4'-diisocyanate; trimethylolpropane, etc.
- organic polyvalent imine compound examples include N, N′-diphenylmethane-4,4′-bis (1-aziridinecarboxamide), trimethylolpropane-tri- ⁇ -aziridinylpropionate, tetramethylolmethane-tri Examples include - ⁇ -aziridinyl propionate, N, N′-toluene-2,4-bis (1-aziridinecarboxamide) triethylenemelamine, and the like.
- the crosslinking agent (f) When using an isocyanate type crosslinking agent as the crosslinking agent (f), it is preferable to use a hydroxyl group-containing polymer as the polymer component (a).
- a hydroxyl group-containing polymer When the crosslinking agent (f) has an isocyanate group and the polymer component (a) has a hydroxyl group, the film-like adhesive has a crosslinked structure by the reaction of the crosslinking agent (f) and the polymer component (a). Easy to introduce.
- the content ratio of the crosslinking agent (f) in the adhesive composition (the film adhesive) is 0 with respect to 100 parts by mass of the polymer component (a).
- the amount is preferably 0.01 to 20 parts by mass, more preferably 0.1 to 10 parts by mass, and particularly preferably 0.5 to 5 parts by mass.
- thermosetting resin (g) The other thermosetting resin (g) should just be what does not correspond to an epoxy resin, and a thermosetting polyimide resin, a polyurethane resin, an unsaturated polyester resin, a silicone resin etc. can be illustrated.
- an energy ray curable resin (h) In order to change the characteristics of the film adhesive by irradiation with energy rays, an energy ray curable resin (h) may be used.
- the energy ray curable resin contains an energy ray polymerizable group, and is polymerized and cured when irradiated with energy rays such as ultraviolet rays and electron beams.
- energy beam polymerizable compounds include trimethylolpropane tri (meth) acrylate, pentaerythritol tri (meth) acrylate, pentaerythritol tetra (meth) acrylate, dipentaerythritol monohydroxypenta (meth) acrylate, Dipentaerythritol hexa (meth) acrylate or 1,4-butylene glycol di (meth) acrylate, 1,6-hexanediol di (meth) acrylate, polyethylene glycol di (meth) acrylate, oligoester (meth) acrylate, urethane ( Examples include (meth) acrylate compounds such as (meth) acrylate oligomers, epoxy-modified (meth) acrylates, polyether (meth) acrylates, and itaconic acid oligomers.
- Such a compound has at least one polymerizable double bond in the molecule, and its weight average molecular weight is preferably about 100 to 30,000, more preferably about 300 to 10,000.
- the energy ray curable resin (h) one type may be used alone, or two or more types may be used in combination.
- Photopolymerization initiator (i) In order to efficiently advance the polymerization reaction of the energy beam curable resin (h), the photopolymerization initiator (i) can be used.
- Specific examples of such photopolymerization initiator (i) include benzophenone, acetophenone, benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether, benzoin isobutyl ether, benzoin benzoic acid, benzoin methyl benzoate, and benzoin dimethyl ketal.
- a photoinitiator (i) may be used individually by 1 type, and may use 2 or more types together.
- General-purpose additive (j) examples include known plasticizers, antistatic agents, antioxidants, pigments, dyes, gettering agents and the like.
- the solvent contained in the adhesive composition is not particularly limited.
- Preferred solvents include hydrocarbons such as toluene and xylene; methanol, ethanol, 2-propanol, isobutyl alcohol (2-methylpropan-1-ol), 1 Examples include alcohols such as butanol; esters such as ethyl acetate; ketones such as acetone and methyl ethyl ketone; ethers such as tetrahydrofuran; amides (compounds having an amide bond) such as dimethylformamide and N-methylpyrrolidone.
- the solvent contained in the adhesive composition may be only one type or two or more types.
- the solvent contained in the adhesive composition is preferably methyl ethyl ketone from the viewpoint of uniformly mixing the components used in the adhesive composition.
- An adhesive composition is obtained by mix
- the order of addition at the time of blending each component is not particularly limited, and two or more components may be added simultaneously.
- a solvent it may be used by mixing the solvent with any compounding component other than the solvent and diluting the compounding component in advance, or by diluting any compounding component other than the solvent in advance. You may use it by mixing a solvent with these compounding ingredients, without leaving.
- the method of mixing each component at the time of compounding is not particularly limited, from a known method such as a method of mixing by rotating a stirrer or a stirring blade; a method of mixing using a mixer; a method of mixing by applying ultrasonic waves What is necessary is just to select suitably.
- the temperature and time during the addition and mixing of each component are not particularly limited as long as each compounding component does not deteriorate, and may be adjusted as appropriate, but the temperature is preferably 15 to 30 ° C.
- Polymer component (a), epoxy resin (b1), thermosetting agent (b2), curing accelerator (c), and filler (d) in the film adhesive according to one embodiment of the present invention a preferable combination of the coupling agent (e), the polymer component (a) is an acrylic resin, the epoxy resin (b1) is a bisphenol A type epoxy resin and a polyfunctional aromatic epoxy resin, and thermosetting The agent (b2) is a biphenyl aralkyl type phenol resin, the curing accelerator (c) is an imidazole, the filler (d) is a silica powder, and the coupling agent (e) is a silane coupling agent.
- a combination is preferred.
- a support sheet consists of a base material, and the film adhesive is provided in direct contact on this base material.
- the components in the film-like adhesive may migrate to the pressure-sensitive adhesive layer, Contrary to this, components in the pressure-sensitive adhesive layer are transferred to film adhesives, etc., and the interlayer movement of the constituent components is suppressed, resulting in the occurrence of process abnormalities during the manufacture of semiconductor devices and the deterioration of the reliability of semiconductor packages Is highly suppressed.
- the said film adhesive composite sheet can be manufactured by forming a film adhesive on the said support sheet.
- the film-like adhesive forms a pressure-sensitive adhesive layer on the base material as described above, except that the adhesive composition is used instead of the pressure-sensitive adhesive composition. It can be formed on a substrate in the same manner.
- the support sheet has a pressure-sensitive adhesive layer on a substrate, it is usually difficult to directly apply the adhesive composition onto the pressure-sensitive adhesive layer. Therefore, in this case, for example, the adhesive composition is applied to the surface of the release layer of the release material and dried to form a film-like adhesive, and the release side of this film-like adhesive is not provided.
- a film-like adhesive is separately formed on the surface of the pressure-sensitive adhesive layer, such as by removing the release material, and then bonding this to the surface of the pressure-sensitive adhesive layer. It is preferable to form on a material.
- the film-like adhesive composite sheet provided with the pressure-sensitive adhesive layer is formed, for example, by using the pressure-sensitive adhesive composition to form a pressure-sensitive adhesive layer, and using the adhesive composition to form a film-like adhesive. Then, the pressure-sensitive adhesive layer and the film-like adhesive are bonded to form a laminate, and the substrate can be bonded to the surface of the pressure-sensitive adhesive layer of the laminate.
- the conditions for forming the pressure-sensitive adhesive layer and the film adhesive in this case are the same as those described above.
- a method for manufacturing a semiconductor device is a method for manufacturing a semiconductor device using the film-like adhesive composite sheet, wherein the film-like adhesive composite sheet is divided into a plurality of pieces that have been divided via a film-like adhesive.
- a film-like adhesive is provided to a support sheet of the film-like adhesive composite sheet attached to the semiconductor chip and a step of attaching to the individual semiconductor chips (hereinafter sometimes abbreviated as “attachment step”).
- the step of cutting the film adhesive by applying a force from the side opposite to the side where the film is applied to the film adhesive through the support sheet hereinafter sometimes abbreviated as “cutting step”).
- cutting step the step of separating the semiconductor chip and the cut film adhesive attached thereto from the support sheet
- detaching step Characterized in that it has a.
- the manufacturing method is a so-called tip dicing method that includes a step of attaching a film adhesive to a plurality of semiconductor chips previously divided by dicing and then cutting the film adhesive.
- the manufacturing method by using the film-like adhesive composite sheet, the semiconductor chip to which the film-like adhesive is attached is surely removed from the support sheet by a method simplified when manufacturing the semiconductor device. It becomes possible to pull away without any abnormality.
- the film adhesive composite sheet is attached to a plurality of divided semiconductor chips via the film adhesive.
- the film-like adhesive of one film-like adhesive composite sheet is attached to the back surfaces of a plurality of semiconductor chips.
- a plurality of divided semiconductor chips for example, form a groove from the surface opposite to the attachment surface (back surface) of the film adhesive composite sheet of the semiconductor wafer, and grind the back surface until reaching the groove It is possible to make it.
- the plurality of divided semiconductor chips are provided with a modified region by laser irradiation on or near the front surface of the semiconductor wafer, the back surface is ground, and the wafer in the modified region is subjected to an impact during the grinding. Can also be produced by breaking.
- FIG. 1 is a cross-sectional view schematically illustrating an embodiment from cutting of a film adhesive to separation of a semiconductor chip from a support sheet in the manufacturing method according to the present invention. In FIG. 1, only the configuration related to the film-like adhesive composite sheet is shown in cross section.
- the film adhesive 12 of the film adhesive composite sheet 1 is adhered to the back surfaces 9b of the plurality of semiconductor chips 9 by the pasting step.
- the surface of the support sheet 11 in the film adhesive composite sheet 1 on the surface (back surface) 11b opposite to the surface (front surface) 11a on which the film adhesive 12 is provided is provided on the semiconductor device.
- a push-up portion 81 that pushes up the semiconductor chip is in contact.
- the support sheet 11 of the film-like adhesive composite sheet 1 is then subjected to a force in the thickness direction of the support sheet from the back surface 11b. Apply force to the film adhesive 12 over 11.
- a protrusion (pin) 811 protrudes from the push-up portion 81, and the tip portion of the protrusion 811 pushes up the support sheet 11 from the back surface 11 b, so that the protrusion 811 against the film adhesive 12 through the support sheet 11.
- the example which applies force to the protrusion direction of is shown.
- push-up conditions such as a protrusion amount (push-up amount), a protrusion speed (push-up speed), and a protruding state holding time (lifting waiting time) of the protrusion 811 can be appropriately adjusted.
- the push-up amount may be 1 to 1000 ⁇ m, 10 to 100 ⁇ m, or 30 to 70 ⁇ m.
- the pushing speed may be 0.1 to 50 mm / second, or 0.5 to 20 mm / second.
- the lifting waiting time may be 1 to 1000 milliseconds, 10 to 100 milliseconds, or 20 to 50 milliseconds.
- the number of the protrusions 811 that push up the support sheet 11 is one is shown, it may be two or more, and the number of the protrusions 811 may be appropriately selected.
- a method of applying force to the film adhesive 12 through the support sheet 11 other well-known methods, such as a method of applying force by pushing up with a slider, can be applied as appropriate.
- the use of the film adhesive composite sheet 1 causes a target location (semiconductor chip 9) due to a shearing force generated when the protrusion 811 is pushed up.
- the film-like adhesive 12 is cut at a portion that surrounds only the object to be pulled away from the support sheet 11.
- the semiconductor chip 9 and the film adhesive 12 after cutting attached to the semiconductor chip 9 are separated from the support sheet 11 (pick up).
- This step (separating step) is usually performed immediately after the cutting step.
- an example is shown in which the cut film adhesive 12 attached to the semiconductor chip 9 is peeled off from the support sheet 11 by pulling up the semiconductor chip 9 by the pulling portion 82 of the semiconductor device manufacturing apparatus.
- the method of pulling up the semiconductor chip 9 may be a known method, and more specifically, a method of attracting and pulling up the surface of the semiconductor chip 9 with a vacuum collet can be exemplified.
- the film adhesive 12 is reliably peeled from the support sheet 11 by using the film adhesive composite sheet 1. And since the film adhesive 12 is cut
- a semiconductor device is manufactured by using a semiconductor chip separated (picked up) together with a film adhesive and thereafter using the same method as the conventional method.
- the semiconductor chip is die-bonded to the circuit surface of the substrate with a film adhesive, and if necessary, one or more semiconductor chips are further laminated on the semiconductor chip, and wire bonding is performed.
- the semiconductor package is set as a semiconductor package. Then, this semiconductor package may be placed on a substrate to produce a target semiconductor device.
- the following process abnormality may occur during the manufacture of the semiconductor device.
- FIG. 2 is a cross-sectional view schematically illustrating one embodiment of the film-like adhesive composite sheet and the semiconductor chip in the manufacturing process of the semiconductor device when the conventional film-like adhesive composite sheet is used.
- the film-like adhesive composite sheet 7 shown here has a larger breaking elongation of the film-like adhesive 72 before curing than in the present invention, and has a peeling force at the interface between the support sheet 71 and the film-like adhesive 72. It is larger than the case of the present invention.
- a film adhesive composite sheet 7 typically, even if a force is applied to the film adhesive 72 as shown in FIG.
- the film adhesive 72 does not peel from the support sheet 71 even if the semiconductor chip 9 is pulled up without being cut.
- FIG. 2B the lifting failure of the semiconductor chip 9 occurs.
- FIG. 3 is a cross-sectional view schematically illustrating another embodiment of the film adhesive composite sheet and the semiconductor chip in the process of manufacturing a semiconductor device when a conventional film adhesive composite sheet is used.
- the film adhesive composite sheet 7 shown here has the same breaking elongation of the film adhesive 72 before curing as in the present invention, and the peel force at the interface between the support sheet 71 and the film adhesive 72. Is greater than in the present invention.
- a film-like adhesive composite sheet 7 even if a force is applied to the film-like adhesive 72, the film-like adhesive 72 is not always cut reliably. For example, FIG. As shown in a), a cut may be formed only in a part of the film adhesive 72.
- FIG. 3B shows a case where a cut is only formed in a part of the film adhesive 72.
- FIG. 4 is a cross-sectional view schematically illustrating still another aspect of the film adhesive composite sheet and the semiconductor chip in the manufacturing process of the semiconductor device when the conventional film adhesive composite sheet is used.
- the film-like adhesive composite sheet 7 shown here has a larger breaking elongation of the film-like adhesive 72 before curing than in the present invention, and has a peeling force at the interface between the support sheet 71 and the film-like adhesive 72. It is the same as the case of the present invention or smaller than the case of the present invention.
- the film adhesive 72 is not cut. Then, by pulling up the semiconductor chip 9, as shown in FIG.
- the film adhesive 72 corresponds not only to the portion corresponding to the pulled semiconductor chip 9, but also to the semiconductor chip 9 adjacent thereto. Even the part to be peeled off from the support sheet 71. As a result, the target semiconductor chip 9 cannot be lifted, and as shown in FIG. 4B, the lifting failure of the semiconductor chip 9 occurs.
- FIG. 5 is a cross-sectional view schematically illustrating still another aspect of the film adhesive composite sheet and the semiconductor chip in the manufacturing process of the semiconductor device when the conventional film adhesive composite sheet is used.
- the film adhesive composite sheet 7 shown here has the same breaking elongation of the film adhesive 72 before curing as in the present invention, and the peel force at the interface between the support sheet 71 and the film adhesive 72. Is the same as in the present invention or smaller than in the present invention. When such a film adhesive composite sheet 7 is used, typically, as shown in FIG.
- the film adhesive 72 by applying a force to the film adhesive 72, the film adhesive 72 is The target semiconductor chip 9 and the adjacent semiconductor chip 9 are cut so as to be integrated, and by pulling up the semiconductor chip 9, these semiconductor chips 9 are peeled off from the support sheet 11 together with the film adhesive 72. And pulled away. As a result, a double die is generated as shown in FIG.
- process abnormality described with reference to FIGS. 2 to 5 is typical, and other process abnormality may occur depending on circumstances.
- the film-like adhesive composite sheet according to the present invention when used, the occurrence of such a process abnormality is suppressed, and as a result, a semiconductor device can be manufactured at a lower cost by a simplified method than in the past. Can be manufactured.
- a tolylene diisocyanate trimer adduct of trimethylolpropane as an isocyanate crosslinking agent (“Coronate L” manufactured by Nippon Polyurethane Co., Ltd.) (7 .5 parts by mass, with respect to 1 mol of the remaining hydroxyl group in the acrylic polymer), and by stirring at 23 ° C., the solid content concentration is 25% by mass.
- a pressure-sensitive adhesive composition was obtained. Table 1 shows the mixing ratio of each component.
- (A) -1 Acrylic resin (“Coponil N-2359-6” manufactured by Nippon Synthetic Chemical Industry Co., Ltd.)
- (A) -2 Thermoplastic resin, polyester (“Byron 220” manufactured by Toyobo Co., Ltd.) ⁇ Epoxy resin (b1)
- (B1) -1 Bisphenol A type epoxy resin (“Epicoat 834” manufactured by Japan Epoxy Resin Co., Ltd., molecular weight 470, semi-solid epoxy resin)
- B1) -2 polyfunctional aromatic epoxy resin (“EPPN-502H” manufactured by Nippon Kayaku Co., Ltd., solid epoxy resin having a softening point of 60 to 72 ° C.)
- (B1) -3 Bisphenol A type epoxy resin in which acrylic rubber fine particles are uniformly dispersed (“BPA328” manufactured by Nippon Shokubai Co., Ltd., epoxy equivalent 230 ⁇ 10 g / eq, acrylic rubber content 20 ⁇ 1 phr, liquid epoxy resin) (B1)
- the adhesive composition obtained above was applied to the release-treated surface of a release film (“SP-P502010” manufactured by Lintec Corporation, thickness 50 ⁇ m) from which one side of a polyethylene terephthalate film was release-treated, and an oven was used.
- the film adhesive having a thickness of 7 ⁇ m was formed by drying at 100 ° C. for 3 minutes.
- a layer made of low density polyethylene (“Novatec LC520” manufactured by Nippon Polyethylene Co., Ltd., density 0.923 g / cm 3 , MFR 3.6 g / 10 min, thickness 8 ⁇ m) and a layer containing polypropylene (homopolypropylene resin (prime polymer) “Prime Polypro F-300SP”, density 0.90 g / cm 3 , MFR 3.0 g / 10 min) and styrene / ethylene butylene / styrene block copolymer (“Dynalon 8601P” manufactured by JSR, density 0.89 g / cm 3 , MFR 3.5 g / 10 min) layer, thickness 60 ⁇ m) and low density polyethylene layer (same as above except that thickness is 12 ⁇ m instead of 8 ⁇ m) Supports substrates that are laminated in order (hereinafter, this substrate may be abbreviated as “laminated substrate (1)”) It was prepared
- the measurement temperature is 190 ° C. for low density polyethylene, 230 ° C. for homopolypropylene resin, and styrene / ethylene butylene / styrene block copolymer. Is a value measured at 230 ° C. and a load of 21.18 N.
- film-like adhesive obtained above is bonded to the layer made of low-density polyethylene having a thickness of 8 ⁇ m, and the release film is removed, so that the film-like adhesive is adhered onto the support sheet made of the substrate.
- Film-like adhesive composite sheets provided with the agent were obtained (Examples 1 and 2, Comparative Examples 1 and 2).
- a base material in which a layer made of polypropylene and a layer made of an ethylene-methacrylic acid copolymer are laminated in this order as a support sheet (“HUSL1302” manufactured by Achilles Co., Ltd., hereinafter referred to as “laminated base material”). (2) “may be abbreviated), and the film-like adhesive obtained above is bonded to the polypropylene layer of the support sheet, and the release film is removed, thereby supporting the substrate.
- a film-like adhesive composite sheet in which a film-like adhesive was provided on the sheet was obtained (Comparative Example 3). In Comparative Example 3, the same adhesive composition as in Comparative Example 1 was used.
- Example 3 a film-like adhesive composite sheet in which the base material, the pressure-sensitive adhesive layer and the film-like adhesive were laminated in this order was obtained (Example 3).
- Example 3 the same adhesive composition as in Example 1 was used.
- Example 4 and Comparative Example 4 a film-like adhesive composite sheet in which the base material, the pressure-sensitive adhesive layer, and the film-like adhesive were laminated in this order was obtained (Example 4 and Comparative Example 4).
- Example 4 and Comparative Example 4 the same adhesive composition as in Example 1 was used.
- the sample was irradiated with ultraviolet rays before measurement and evaluation in “Measurement of peel force at the interface between the support sheet and the film adhesive” and “Evaluation of pickup suitability”.
- the obtained energy ray-curable pressure-sensitive adhesive composition was applied to the release-treated surface of a heavy release type release film (“SP-PET3811” manufactured by Lintec Corporation, thickness 38 ⁇ m), and dried at 90 ° C. for 1 minute. An energy ray curable pressure-sensitive adhesive layer having a thickness of 5 ⁇ m was formed. Next, this energy beam curable pressure-sensitive adhesive layer was bonded to the core material of the above-mentioned single-sided pressure-sensitive adhesive tape to produce a double-sided pressure-sensitive adhesive member for a ring frame as a double-sided pressure-sensitive adhesive tape having a thickness of 90 ⁇ m.
- a film of a 25 mm ⁇ 250 mm film-like adhesive composite sheet obtained in each of the above examples and comparative examples was obtained by using a double-sided tape attached to the surface of a rigid support made of a polystyrene plate.
- the film-like adhesive composite sheet is rigidly supported via a double-sided tape by overlapping the adhesive and reciprocating a 2 kg rubber roller on the superposed one in an environment of 23 ° C. and 50% relative humidity. Affixed to the body.
- the cutting is stopped once, and the laminate being cut is heated again using a hot plate heated to 80 ° C., and then cut within 30 seconds.
- a test piece was prepared. The reason why the laminate is cut after heating is to prevent the end of the test piece from having a defective portion that causes breakage.
- the universal testing machine (“Autograph AG-IS 500N” manufactured by Shimadzu Corporation)
- the test piece was fixed at two locations with the fixing gripping device. At this time, the distance between the tips of the fixed gripping tool (the length of the exposed portion of the test piece, the distance between the fixed portions) was set to 75 mm.
- a pickup apparatus (“BESTEM-D02” manufactured by Canon Machinery Co., Ltd.) is used to push up the sheet in which the film adhesive of one film adhesive composite sheet is attached to a plurality of chips.
- the chip with film adhesive was picked up 54 times by the 1-pin push-up method under the conditions of an amount of 150 ⁇ m, a push-up speed of 20 mm / min, and a lifting waiting time of 1 second. If the pickup is successful 54 times, it is determined that the pickup suitability is good ( ⁇ ).
- the film-like adhesive composite sheets of Examples 1 to 4 have the thickness of the film-like adhesive, and the peeling force and the breaking elongation are both within a predetermined range.
- the film adhesive can be cut without the need for a separate process mainly for cutting the film adhesive, and the film adhesive is applied. Chip could be picked up from the support sheet without any process abnormality.
- the film-like adhesive composite sheet of Comparative Example 1 was poor in pick-up suitability because a double die was generated because the peel force was too small.
- the film-like adhesive composite sheet of Comparative Example 2 was unable to cut the film-like adhesive because of the excessive elongation at break, resulting in poor lifting and poor pick-up suitability.
- the film-like adhesive composite sheets of Comparative Examples 3 and 4 cannot release the film-like adhesive from the base material (support sheet) due to the excessive peeling force, resulting in a lifting failure. Pickup suitability was poor.
- the present invention can be used for manufacturing semiconductor devices.
Landscapes
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Manufacturing & Machinery (AREA)
- Computer Hardware Design (AREA)
- Physics & Mathematics (AREA)
- Power Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Die Bonding (AREA)
- Dicing (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本願は、2015年3月4日に、日本に出願された特願2015-042647号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の第一の態様に係るフィルム状接着剤複合シートは、基材を有する支持シートと、前記支持シート上に設けられた厚さ1~50μmの硬化性のフィルム状接着剤と、を備え、前記支持シートと前記フィルム状接着剤との界面における剥離力が0.02~0.2N/25mmであり、
前記フィルム状接着剤は、以下の特性を有する:
硬化前の前記フィルム状接着剤を、合計の厚さが200μmとなるように積層した積層体の破断伸度が450%以下である。
(2)上記(1)のフィルム状接着剤複合シートにおいて、前記支持シートが前記基材からなり、前記基材上に前記フィルム状接着剤が直接接触して設けられていてもよい。
(3)上記(1)又は(2)のフィルム状接着剤複合シートにおいて、前記フィルム状接着剤複合シートにエネルギー線を照射していない状態における前記支持シートと前記フィルム状接着剤との界面における剥離力が、0.02~0.2N/25mmであるものであってもよい。
(4)本発明の第一の態様に係る半導体装置の製造方法は、上記(1)~(3)のいずれか一つのフィルム状接着剤複合シートを、フィルム状接着剤を介して分割済みの複数個の半導体チップに貼付する工程と、前記半導体チップに貼付した前記フィルム状接着剤複合シートの支持シートに対して、フィルム状接着剤が設けられている側とは反対側から力を加えることで、支持シート越しにフィルム状接着剤に力を加えて、フィルム状接着剤を切断する工程と、前記半導体チップとこれに貼付されている切断後の前記フィルム状接着剤を、前記支持シートから引き離す工程と、を有する。
本発明に係るフィルム状接着剤複合シートは、基材を有する支持シート上に、厚さ1~50μmの硬化性のフィルム状接着剤が設けられたフィルム状接着剤複合シートであって、前記支持シートと前記フィルム状接着剤との界面における剥離力が0.02~0.2N/25mmであり、前記フィルム状接着剤は、以下の特性を有する:硬化前の前記フィルム状接着剤を、合計の厚さが200μmとなるように積層した積層体の破断伸度が450%以下であることを特徴とする。
図7は、本発明に係るフィルム状接着剤複合シートの一実施形態を模式的に例示する断面図である。本発明に係るフィルム状接着剤複合シート2は、基材10を有する支持シート11と、支持シート11上に設けられた厚さ1~50μmの硬化性のフィルム状接着剤12と、基材10上に設けられた粘着剤層13を備え、粘着剤層13上にフィルム状接着剤12が設けられている。図7に示されるフィルム状接着剤複合シート1の支持シート11は、基材10と粘着剤層13とを備える。
このとき、前記フィルム状接着剤複合シートの前記破断伸度とフィルム状接着剤の厚さが所定の範囲内であることにより、支持シート越しにフィルム状接着剤に力を加えるという通常の操作を行うことによって、フィルム状接着剤の切断を主目的とした工程を別途設けなくても、フィルム状接着剤を目的とする箇所において常温で確実に切断できる。したがって、フィルム状接着剤が切断されないことに伴う、半導体チップの引き離し(持ち上げ)不良が抑制される。
また、前記フィルム状接着剤複合シートの前記剥離力が所定の範囲内であることにより、フィルム状接着剤の目的とする半導体チップに対応する部位が、支持シートから確実に剥離すると共に、フィルム状接着剤の目的外の半導体チップに対応する部位が支持シートから剥離する現象が抑制される。したがって、フィルム状接着剤の目的とする部位が支持シートから剥離しないことによる半導体チップの引き離し(持ち上げ)不良や、目的とする半導体チップだけでなく、これに隣接する半導体チップも同時にフィルム状接着剤と共に支持シートから引き離される、所謂ダブルダイの発生が抑制される。
なお、本明細書において「フィルム状接着剤のエキスパンド」とは、フィルム状接着剤をその表面と平行な方向において拡張させることを意味する。
前記支持シートは基材を有するものであり、基材からなる(基材のみを有する)ものであってもよいし、基材と基材以外のものを有するものであってもよい。基材以外のものを有する支持シートとしては、基材上に粘着剤層を備えたものが例示できる。
後述するフィルム状接着剤は、支持シート上に設けられ、例えば、基材上に粘着剤層を備えた支持シートを用いる場合には、粘着剤層上にフィルム状接着剤が設けられる。
前記基材の材質は、各種樹脂であることが好ましく、具体的には、ポリエチレン(低密度ポリエチレン(LDPE)、直鎖低密度ポリエチレン(LLDPE)、高密度ポリエチレン(HDPE等))、ポリプロピレン、ポリブテン、ポリブタジエン、ポリメチルペンテン、スチレン・エチレンブチレン・スチレンブロック共重合体、ポリ塩化ビニル、塩化ビニル共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリウレタン、ポリウレタンアクリレート、ポリイミド、エチレン酢酸ビニル共重合体、アイオノマー樹脂、エチレン・(メタ)アクリル酸共重合体、エチレン・(メタ)アクリル酸エステル共重合体、ポリスチレン、ポリカーボネート、フッ素樹脂、これらのいずれかの樹脂の水添加物、変性物、架橋物又は共重合物等が例示できる。
なお、本明細書において、「(メタ)アクリル酸」とは、「アクリル酸」及び「メタクリル酸」の両方を包含する概念とする。
ここでいう「基材の厚さ」とは、任意の5箇所で厚さを測定した平均で表される値である。
これらの中でも基材は、ダイシング時のブレードの摩擦による基材の断片の発生が抑制される点から、特に表面が電子線照射処理を施されたものが好ましい。
前記粘着剤層は、公知のものを適宜使用できる。
粘着剤層は、これを構成するための各種成分を含有する粘着剤組成物を用いて形成できる。粘着剤組成物中の非揮発性成分同士の含有量の比率は、粘着剤層においても同じとなる。
前記粘着剤層が、エネルギー線の照射により重合する成分を含んでいる場合には、エネルギー線を照射してその粘着性を低下させることで、半導体チップのピックアップが可能となる。粘着剤層にエネルギー線を照射して粘着性を低下させる処理は、フィルム状接着剤複合シートを被着体に貼付した後に行ってもよいし、被着体に貼付する前に予め行っておいてもよい。
エネルギー線としては、通常、紫外線、電子線等が用いられる。エネルギー線の照射量は、エネルギー線の種類によって異なるが、例えば紫外線の場合には、光量で50~1000mJ/cm2が好ましく、100~500mJ/cm2がより好ましい。また、電子線の場合には、10~1000krad程度が好ましい。
ここでいう「粘着剤層の厚さ」とは、任意の5箇所で厚さを測定した平均で表される値である。
このとき必要に応じて、塗布した粘着剤組成物を加熱することで、架橋してもよい。加熱条件は、例えば、100~130℃で1~5分間とすることができるが、これに限定されない。また、剥離材の剥離層表面に粘着剤組成物を塗布し、乾燥させることで形成した粘着剤層を、基材の表面に貼り合わせ、前記剥離材を取り除くことでも、基材上に粘着剤層を形成できる。
前記フィルム状接着剤は、硬化性(加熱硬化性)を有するものであり、さらに感圧接着性を有するものが好ましい。感圧接着性及び加熱硬化性を共に有するフィルム状接着剤は、未硬化状態では各種被着体に軽く押圧することで貼付できる。また、フィルム状接着剤は、加熱して軟化させることで各種被着体に貼付できるものであってもよい。フィルム状接着剤は、熱硬化を経て最終的には耐衝撃性が高い硬化物となり、かかる硬化物はせん断強度にも優れ、厳しい高温・高湿度条件下においても十分な接着特性を保持し得る。
ここでいう「フィルム状接着剤の厚さ」とは、任意の5箇所で厚さを測定した平均で表される値である。
前記破断伸度の下限値は特に限定されない。ただし、フィルム状接着剤複合シートをより安定して取り扱うことができる点から、前記破断伸度は50%以上であることが好ましく、100%以上であることがより好ましい。
前記フィルム状接着剤は、厚さが200μmである試験片の硬化前の破断伸度(引張破断伸度)が50%以上450%以下であることが好ましく、100%以上445%以下であることがより好ましい。
なお、本明細書において、「破断伸度がX%である(式中、Xは正の数である)」とは、後述する測定方法において、積層体を引っ張り、積層体がその引張方向において元の長さ(引っ張っていないときの長さ)のX%の長さだけ伸びたとき、すなわち、積層体の引張方向における全体の長さが引っ張る前の長さの[1+X/100]倍となったときに、積層体が破断することを意味する。
また、フィルム状接着剤は、前記破断伸度が大きい場合に、前記剥離力も大きくなり、前記破断伸度が小さい場合に、前記剥離力も小さくなる傾向にある。
好ましいフィルム状接着剤としては、重合体成分(a)を含有するもの、熱硬化性樹脂(b)を含有するものが例示できる。
熱硬化性樹脂(b)としては、エポキシ系熱硬化性樹脂、熱硬化性ポリイミド、ポリウレタン、不飽和ポリエステル、シリコーン樹脂等が挙げられ、エポキシ系熱硬化性樹脂が好ましい。
フィルム状接着剤は、例えば、これを構成するための成分及び溶媒を含有する接着剤組成物を剥離フィルムの表面に塗布し、乾燥させて溶媒を揮発させてフィルム状とすることで製造できる。接着剤組成物中の非揮発性成分同士の含有量の比率は、フィルム状接着剤においても同じとなる。
好ましい接着剤組成物としては、重合体成分(a)や、エポキシ系熱硬化性樹脂(b)を含有するものが例示できる。以下、各成分について説明する。
重合体成分(a)は、重合性化合物が重合反応して形成されたとみなせる成分であり、フィルム状接着剤に造膜性や可撓性等を付与すると共に、半導体チップ等の接着対象への接着性(貼付性)を向上させるための重合体化合物である。また、重合体成分(a)は、後述するエポキシ樹脂(b1)及び熱硬化剤(b2)に該当しない成分でもある。
重合体成分(a)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
アクリル系樹脂の重量平均分子量(Mw)は、1万~200万であることが好ましく、10万~150万であることがより好ましい。アクリル系樹脂の重量平均分子量がこのような範囲にあると、支持シートとフィルム状接着剤との界面における剥離力を上述した範囲に調節することが容易である。また、アクリル系樹脂の重量平均分子量が大き過ぎると、被着体の凹凸面へフィルム状接着剤が追従できないことがあり、ボイド等の発生要因になることがある。
なお、本明細書において、「重量平均分子量」とは、特に断りのない限り、ゲル・パーミエーション・クロマトグラフィー(GPC)法により測定されるポリスチレン換算値である。
シクロアルキル(メタ)アクリレート、ベンジル(メタ)アクリレート、イソボルニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジシクロペンテニルオキシエチル(メタ)アクリレート、イミド(メタ)アクリレート等の環状骨格を有する(メタ)アクリレート;
ヒドロキシメチル(メタ)アクリレート、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート等の水酸基含有(メタ)アクリレート;グリシジル(メタ)アクリレート等のグリシジル基含有(メタ)アクリレート等の(メタ)アクリル酸エステルが例示できる。
すなわち、前記アクリル系樹脂は、前記モノマーに由来する構成単位を含む樹脂である。ここでいう「由来する」とは、前記モノマーが重合するのに必要な構造の変化を受けたことを意味する。
また、アクリル系樹脂は、アクリル酸、メタクリル酸、イタコン酸、酢酸ビニル、アクリロニトリル、スチレン、N-メチロールアクリルアミド等のモノマーが共重合されたものでもよい。
なお、本明細書において、「(メタ)アクリレート」とは、「アクリレート」及び「メタクリレート」の両方を包含する概念とする。
前記熱可塑性樹脂のガラス転移温度(Tg)は、-30~150℃であることが好ましく、-20~120℃であることがより好ましい。
前記熱可塑性樹脂としては、ポリエステル、ウレタン樹脂、フェノキシ樹脂、ポリブテン、ポリブタジエン、ポリスチレン等が例示できる。
前記熱可塑性樹脂は、1種を単独で用いてもよいし、2種以上を併用してもよい。
熱硬化性樹脂(b)としては、エポキシ系熱硬化性樹脂、熱硬化性ポリイミド、ポリウレタン、不飽和ポリエステル、シリコーン樹脂等が挙げられ、エポキシ系熱硬化性樹脂が好ましい。
エポキシ系熱硬化性樹脂(b)は、エポキシ樹脂(b1)及び熱硬化剤(b2)からなる。
エポキシ系熱硬化性樹脂(b)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
エポキシ樹脂(b1)としては、公知のものが挙げられ、具体的には、多官能系エポキシ樹脂、ビフェニル化合物、ビスフェノールAジグリシジルエーテル及びその水添物、オルソクレゾールノボラックエポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、ビフェニル型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、フェニレン骨格型エポキシ樹脂等、2官能以上のエポキシ化合物等が例示できる。
エポキシ樹脂(b1)のエポキシ当量は、100~1000g/eqであることが好ましく、300~800g/eqであることがより好ましい。
熱硬化剤(b2)は、エポキシ樹脂(b1)に対する硬化剤として機能する。
熱硬化剤(b2)としては、1分子中にエポキシ基と反応し得る官能基を2個以上有する化合物が例示できる。前記官能基としてはフェノール性水酸基、アルコール性水酸基、アミノ基、カルボキシル基、酸基が無水物化された基等が例示でき、フェノール性水酸基、アミノ基、酸基が無水物化された基であることが好ましく、フェノール性水酸基、アミノ基であることがより好ましく、フェノール性水酸基であることが特に好ましい。
熱硬化剤(b2)のうち、アミン系硬化剤(アミノ基を有する硬化剤)としては、DICY(ジシアンジアミド)等が例示できる。
不飽和炭化水素基を有する熱硬化剤(b2)としては、フェノール樹脂の水酸基の一部を、不飽和炭化水素基を含む基で置換してなる化合物、フェノール樹脂の芳香環に、不飽和炭化水素基を含む基が直接結合した化合物等が例示できる。熱硬化剤における不飽和炭化水素基は、上述の不飽和炭化水素基を有するエポキシ樹脂における不飽和炭化水素基と同様のものである。
前記フィルム状接着剤が含有する他の成分で好ましいものとしては、硬化促進剤(c)、充填材(d)、カップリング剤(e)、架橋剤(f)、エポキシ樹脂に該当しないその他の熱硬化性樹脂(g)、エネルギー線硬化性樹脂(h)、光重合開始剤(i)、汎用添加剤(j)等が例示できる。
即ち、本発明の一実施形態に係るフィルム状接着剤は、重合体成分(a)と、エポキシ系熱硬化性樹脂(b)と、所望により硬化促進剤(c)、充填材(d)、カップリング剤(e)、架橋剤(f)、エポキシ樹脂に該当しないその他の熱硬化性樹脂(g)、エネルギー線硬化性樹脂(h)、光重合開始剤(i)及び汎用添加剤(j)からなる群から選択される少なくとも1つの成分と、を含む。
前記フィルム状接着剤は、例えば、上記の1種以上の成分を、含有量(質量%)の合計が100質量%を超えないように含有する。
硬化促進剤(c)は、接着剤組成物の硬化速度を調整するために用いられる。
好ましい硬化促進剤(c)としては、トリエチレンジアミン、ベンジルジメチルアミン、トリエタノールアミン、ジメチルアミノエタノール、トリス(ジメチルアミノメチル)フェノール等の第3級アミン;2-メチルイミダゾール、2-フェニルイミダゾール、2-フェニル-4-メチルイミダゾール、2-フェニル-4,5-ジヒドロキシメチルイミダゾール、2-フェニル-4-メチル-5-ヒドロキシメチルイミダゾール等のイミダゾール類(1個以上の水素原子が水素原子以外の基で置換されたイミダゾール);トリブチルホスフィン、ジフェニルホスフィン、トリフェニルホスフィン等の有機ホスフィン類(1個以上の水素原子が有機基で置換されたホスフィン);テトラフェニルホスホニウムテトラフェニルボレート、トリフェニルホスフィンテトラフェニルボレート等のテトラフェニルボロン塩等が例示できる。
硬化促進剤(c)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
前記フィルム状接着剤は、さらに充填材(d)を含有することにより、その熱膨張係数の調整が容易となり、半導体チップや金属又は有機基板に対して、硬化後のフィルム状接着剤の熱膨張係数を最適化することで、半導体パッケージの信頼性を向上させることができる。
また、前記接着剤組成物は、さらに充填材(d)を含有することにより、硬化後のフィルム状接着剤の吸湿率を低減することもできる。
これらの中でも、充填材(d)は、球状シリカ、シリカフィラー又はアルミナフィラーであることが好ましい。
充填材(d)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
カップリング剤(e)として、無機化合物と反応する官能基及び有機官能基と反応する官能基を有するものを用いることにより、フィルム状接着剤の被着体に対する接着性及び密着性を向上させることができる。また、カップリング剤(e)を用いることで、フィルム状接着剤を硬化して得られる硬化物について、その耐熱性を損なうことなく、耐水性を向上させることができる。
好ましい前記シランカップリング剤としては、3-グリシドキシプロピルトリメトキシシラン、3-グリシドキシプロピルトリエトキシシラン、3-グリシドキシプロピルメチルジエトキシシラン、2-(3,4-エポキシシクロヘキシル)エチルトリメトキシシラン、3-(メタクリロイルオキシプロピル)トリメトキシシラン、3-アミノプロピルトリメトキシシラン、3-アニリノプロピルトリメトキシシラン、N-6-(アミノエチル)-3-アミノプロピルトリメトキシシラン、N-6-(アミノエチル)-3-アミノプロピルメチルジエトキシシラン、N-フェニル-3-アミノプロピルトリメトキシシラン、3-ウレイドプロピルトリエトキシシラン、3-メルカプトプロピルトリメトキシシラン、3-メルカプトプロピルメチルジメトキシシラン、ビス(3-トリエトキシシリルプロピル)テトラスルファン、メチルトリメトキシシラン、メチルトリエトキシシラン、ビニルトリメトキシシラン、ビニルトリアセトキシシラン、イミダゾールシラン等が例示できる。
カップリング剤(e)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
重合体成分(a)として、イソシアネート基等の他の化合物と結合可能な官能基を有するものを用いる場合、この官能基を他の化合物と結合させて架橋するために架橋剤(f)を用いることができる。架橋剤(f)を用いて架橋することにより、フィルム状接着剤の初期接着力及び凝集力を調節できる。
架橋剤(f)としては、有機多価イソシアネート化合物、有機多価イミン化合物等が例示できる。
その他の熱硬化性樹脂(g)は、エポキシ樹脂に該当しないものであればよく、熱硬化性ポリイミド樹脂、ポリウレタン樹脂、不飽和ポリエステル樹脂、シリコーン樹脂等が例示できる。
エネルギー線の照射によりフィルム状接着剤の特性を変化させるために、エネルギー線硬化性樹脂(h)を用いてもよい。エネルギー線硬化性樹脂は、エネルギー線重合性基を含み、紫外線、電子線等のエネルギー線の照射を受けると重合硬化する。このようなエネルギー線重合性化合物として具体的には、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、ジペンタエリスリトールモノヒドロキシペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレートあるいは1,4-ブチレングリコールジ(メタ)アクリレート、1,6-ヘキサンジオールジ(メタ)アクリレート、ポリエチレングリコールジ(メタ)アクリレート、オリゴエステル(メタ)アクリレート、ウレタン(メタ)アクリレート系オリゴマー、エポキシ変性(メタ)アクリレート、ポリエーテル(メタ)アクリレート及びイタコン酸オリゴマー等の(メタ)アクリレート系化合物が挙げられる。このような化合物は、分子内に少なくとも1個の重合性二重結合を有し、その重量平均分子量は好ましくは100~30000、より好ましくは300~10000程度である。
エネルギー線硬化性樹脂(h)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
エネルギー線硬化性樹脂(h)の重合反応を効率よく進めるために、光重合開始剤(i)を使用することができる。このような光重合開始剤(i)として具体的には、ベンゾフェノン、アセトフェノン、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル、ベンゾイン安息香酸、ベンゾイン安息香酸メチル、ベンゾインジメチルケタール、2,4-ジエチルチオキサンソン、α-ヒドロキシシクロヘキシルフェニルケトン、ベンジルジフェニルサルファイド、テトラメチルチウラムモノサルファイド、アゾビスイソブチロニトリル、ベンジル、ジベンジル、ジアセチル、1,2-ジフェニルメタン、2-ヒドロキシ-2-メチル-1-[4-(1-メチルビニル)フェニル]プロパノン、2,4,6-トリメチルベンゾイルジフェニルフォスフィンオキサイド及びβ-クロールアンスラキノン等が挙げられる。
光重合開始剤(i)は、1種を単独で用いてもよいし、2種以上を併用してもよい。
汎用添加剤(j)としては、公知の可塑剤、帯電防止剤、酸化防止剤、顔料、染料、ゲッタリング剤等が例示できる。
接着剤組成物は、さらに溶媒を含有することで、希釈によって取り扱い性が良好となる。
接着剤組成物が含有する溶媒は、特に限定されないが、好ましいものとしては、トルエン、キシレン等の炭化水素;メタノール、エタノール、2-プロパノール、イソブチルアルコール(2-メチルプロパン-1-オール)、1-ブタノール等のアルコール;酢酸エチル等のエステル;アセトン、メチルエチルケトン等のケトン;テトラヒドロフラン等のエーテル;ジメチルホルムアミド、N-メチルピロリドン等のアミド(アミド結合を有する化合物)等が例示できる。
接着剤組成物が含有する溶媒は、1種のみでもよいし、2種以上でもよい。
接着剤組成物が含有する溶媒は、接着剤組成物で用いる各成分を均一に混合する点から、メチルエチルケトン等であることが好ましい。
各成分の配合時における添加順序は特に限定されず、2種以上の成分を同時に添加してもよい。
溶媒を用いる場合には、溶媒を溶媒以外のいずれかの配合成分と混合してこの配合成分を予め希釈しておくことで用いてもよいし、溶媒以外のいずれかの配合成分を予め希釈しておくことなく、溶媒をこれら配合成分と混合することで用いてもよい。
各成分の添加及び混合時の温度並びに時間は、各配合成分が劣化しない限り特に限定されず、適宜調節すればよいが、温度は15~30℃であることが好ましい。
通常、フィルム状接着剤複合シートとして、粘着剤層を有しないものを用いた場合には、半導体チップをフィルム状接着剤が貼付された状態のまま、支持シートから引き離すときに、ダブルダイが発生し易い。しかし、本発明に係るフィルム状接着剤複合シートを用いれば、この複合シートが粘着剤層を有しない場合でも、ダブルダイの発生が抑制される。
前記フィルム状接着剤複合シートは、前記支持シート上にフィルム状接着剤を形成することで製造できる。
支持シートが前記基材である場合、フィルム状接着剤は、粘着剤組成物に代えて前記接着剤組成物を用いる点以外は、上述のように基材上に粘着剤層を形成する場合と同様の方法で、基材上に形成できる。
支持シートが基材上に粘着剤層を備えたものである場合には、通常は、粘着剤層上に接着剤組成物を直接塗布することは困難である。そこで、この場合には、例えば、剥離材の剥離層表面に接着剤組成物を塗布し、乾燥させることでフィルム状接着剤を形成し、このフィルム状接着剤の剥離材が設けられていない側の露出面を粘着剤層の表面に貼り合わせ、前記剥離材を取り除くなど、フィルム状接着剤を別途形成しておき、これを粘着剤層の表面に貼り合わせる方法で、フィルム状接着剤を基材上に形成することが好ましい。
この場合の粘着剤層及びフィルム状接着剤の形成条件は、上述の方法と同じである。
本発明に係る半導体装置の製造方法は、前記フィルム状接着剤複合シートを用いた半導体装置の製造方法であって、前記フィルム状接着剤複合シートを、フィルム状接着剤を介して分割済みの複数個の半導体チップに貼付する工程(以下、「貼付工程」と略記することがある)と、前記半導体チップに貼付した前記フィルム状接着剤複合シートの支持シートに対して、フィルム状接着剤が設けられている側とは反対側から力を加えることで、支持シート越しにフィルム状接着剤に力を加えて、フィルム状接着剤を切断する工程(以下、「切断工程」と略記することがある)と、前記半導体チップとこれに貼付されている切断後の前記フィルム状接着剤を、前記支持シートから引き離す工程(以下、「引き離し工程」と略記することがある)と、を有することを特徴とする。
前記貼付工程においては、前記フィルム状接着剤複合シートを、フィルム状接着剤を介して分割済みの複数個の半導体チップに貼付する。本工程においては、1枚のフィルム状接着剤複合シートのフィルム状接着剤を、複数個の半導体チップの裏面に貼付する。
分割済みの複数個の半導体チップは、例えば、半導体ウエハの前記フィルム状接着剤複合シートの貼付面(裏面)とは反対側の表面から溝を形成し、この溝に到達するまで前記裏面を研削することで作製できる。また、分割済みの複数個の半導体チップは、半導体ウエハの前記表面又はその近傍に、レーザー照射により改質領域を設け、前記裏面を研削して、この研削時の衝撃によって前記改質領域でウエハを破断させることでも作製できる。
前記切断工程においては、前記貼付工程後に、前記半導体チップに貼付したフィルム状接着剤複合シートの支持シートに対して、フィルム状接着剤が設けられている側とは反対側から力を加えることで、支持シート越しにフィルム状接着剤に力を加えて、フィルム状接着剤を切断する。以下、図面を参照しながら、本発明に係る製造方法について説明する。図1は、本発明に係る製造方法における、フィルム状接着剤の切断から、半導体チップの支持シートからの引き離しまでの一実施形態を模式的に例示する断面図である。図1では、フィルム状接着剤複合シートに関わる構成のみ、断面表示している。
ここでは、支持シート11を突き上げる突起811の数が1個である場合を示しているが、2個以上であってもよく、突起811の数は適宜選択すればよい。なお、支持シート11越しにフィルム状接着剤12に力を加える方法としては、例えば、スライダーによる押し上げで力を加える方法等、その他の公知の方法も適宜適用できる。
前記引き離し工程においては、前記切断工程後に、図1(c)に示すように、半導体チップ9とこれに貼付されている切断後のフィルム状接着剤12を、支持シート11から引き離す(ピックアップする)。本工程(引き離し工程)は、通常、前記切断工程後、直ちに連続して行われる。ここでは、半導体装置の製造装置の引き上げ部82によって半導体チップ9を引き上げることにより、この半導体チップ9に貼付されている切断後のフィルム状接着剤12を支持シート11から剥離させる例を示している。このように半導体チップ9を引き上げる方法は、公知の方法でよく、より具体的には、真空コレットにより半導体チップ9の表面を吸着して引き上げる方法等が例示できる。
ここに示すフィルム状接着剤複合シート7は、硬化前のフィルム状接着剤72の破断伸度が本発明の場合よりも大きく、且つ支持シート71とフィルム状接着剤72との界面における剥離力が本発明の場合よりも大きいものである。このようなフィルム状接着剤複合シート7を用いた場合には、典型的には、図2(a)に示すように、フィルム状接着剤72に力を加えても、フィルム状接着剤72は切断されず、また、半導体チップ9を引き上げようとしても、フィルム状接着剤72は支持シート71からは剥離しない。その結果、図2(b)に示すように、半導体チップ9の持ち上げ不良が発生する。
ここに示すフィルム状接着剤複合シート7は、硬化前のフィルム状接着剤72の破断伸度が本発明の場合と同じであり、且つ支持シート71とフィルム状接着剤72との界面における剥離力が本発明の場合よりも大きいものである。このようなフィルム状接着剤複合シート7を用いた場合には、フィルム状接着剤72に力を加えても、フィルム状接着剤72が確実に切断されるとは限らず、例えば、図3(a)に示すように、フィルム状接着剤72の一部に切れ込みが形成されるだけとなることがある。また、フィルム状接着剤72が切断されたとしても、半導体チップ9と同形状となるように目的とする位置で切断されない可能性がある。加えて、フィルム状接着剤72の切断の有無によらず、半導体チップ9を引き上げようとしても、フィルム状接着剤72は支持シート71からは剥離しない。
その結果、例えば、図3(b)に示すように、半導体チップ9の持ち上げ不良が発生する。図3(b)では、フィルム状接着剤72の一部に切れ込みが形成されただけの場合を示している。
ここに示すフィルム状接着剤複合シート7は、硬化前のフィルム状接着剤72の破断伸度が本発明の場合よりも大きく、且つ支持シート71とフィルム状接着剤72との界面における剥離力が本発明の場合と同じであるか、又は本発明の場合よりも小さいものである。このようなフィルム状接着剤複合シート7を用いた場合には、典型的には、フィルム状接着剤72に力を加えても、フィルム状接着剤72は切断されない。そして、半導体チップ9を引き上げることで、図4(a)に示すように、フィルム状接着剤72は、引き上げている半導体チップ9に対応する部位だけでなく、これに隣り合う半導体チップ9に対応する部位でも、支持シート71から剥離してしまう。これらの結果、目的とする半導体チップ9は引き上げることができず、図4(b)に示すように、半導体チップ9の持ち上げ不良が発生する。
ここに示すフィルム状接着剤複合シート7は、硬化前のフィルム状接着剤72の破断伸度が本発明の場合と同じであり、且つ支持シート71とフィルム状接着剤72との界面における剥離力が本発明の場合と同じであるか、又は本発明の場合よりも小さいものである。このようなフィルム状接着剤複合シート7を用いた場合には、典型的には、図5(a)に示すように、フィルム状接着剤72に力を加えることで、フィルム状接着剤72は、目的とする半導体チップ9と、これと隣り合う半導体チップ9とが一体となるように切断され、半導体チップ9を引き上げることで、これら半導体チップ9がフィルム状接着剤72と共に支持シート11から剥離して引き離される。その結果、図5(b)に示すように、ダブルダイが発生する。
なお、ここでは便宜上、支持シート71から引き離された半導体チップ9が3個である場合を示しているが、支持シート71から引き離される半導体チップ9は4個以上等、他の数であることもある。
これに対して、本発明に係るフィルム状接着剤複合シートを用いた場合には、このような工程異常の発生が抑制され、その結果、従来よりも簡略化された方法で安価に半導体装置を製造できる。
[製造例1]
(アクリル重合体の製造)
アクリル酸ラウリル(以下、「LA」と略記する)80質量部、アクリル酸-2-ヒドロキシエチル(以下、「HEA」と略記する)(20質量部)を原料単量体として、重合反応を行うことで、アクリル系ポリマー(A)を得た。
このアクリル系ポリマー(A)に、2-メタクリロイルオキシエチルイソシアネート(以下、「MOI」と略記する)(22質量部、HEAに対して約80モル%)、ジブチルスズラウリレート(以下、「DBTL」と略記する)(0.13質量部)を加え、付加反応を行うことで、目的とするアクリル重合体を得た。
各成分の配合比を表1に示す。なお、表1中、「-」は、その成分が未配合であることを意味する。
上記で得られたアクリル重合体(100質量部)に対し、光重合開始剤(チバ・スペシャルティー・ケミカルズ社製「イルガキュア651」、ベンジルジメチルケタール)(3質量部)、反応遅延剤としてアセチルアセトン(1質量部)を加えて、メチルエチルケトンで希釈した後、よく撹拌し、さらにここへイソシアネート系架橋剤としてトリメチロールプロパンのトリレンジイソシアネート三量体付加物(日本ポリウレタン社製「コロネートL」)(7.5質量部、アクリル重合体中の残存水酸基1モルに対して、有しているイソシアネート基が1モルとなる量)を加えて23℃で撹拌することで、固形分濃度が25質量%の粘着剤組成物を得た。
各成分の配合比を表1に示す。
基材として単層のエチレン-メタクリル酸共重合体からなる層で構成されたもの(アキレス社製「EANU80-AL-ND」、厚さ80μm)を用い、この基材に対してコロナ照射処理を行った。次いで、剥離フィルム(リンテック社製、SP-PET381031)に上記で得られた粘着剤組成物を塗布し、120℃で1分加熱乾燥させることで、厚さ10μmの粘着剤層を形成した。この粘着剤層を上記の基材のコロナ照射処理面に貼り合わせ、基材上に粘着剤層及び剥離フィルムを備えた支持シートを得た。
[製造例2]
(アクリル重合体の製造)
アクリル酸-2-エチルヘキシル(以下、「2EHA」と略記する)(60質量部)、メタクリル酸メチル(以下、「MMA」と略記する)(30質量部)、HEA(10質量部)を原料単量体として、重合反応を行うことで、アクリル重合体を得た。
各成分の配合比を表1に示す。
このアクリル重合体(84質量部)に対し、イソシアネート系架橋剤(トーヨー・ケム社製「BHS8515」、トリメチロールプロパンのトリレンジイソシアネート付加物)(16質量部)を加えて、メチルエチルケトンで希釈した後、よく撹拌することで、粘着剤組成物を得た。
各成分の配合比を表1に示す。
基材として単層のエチレン-メタクリル酸共重合体からなる層で構成されたもの(アキレス社製「EANU80-AL-ND」、厚さ80μm)を用い、この基材に対してコロナ放電処理を行った。次いで、剥離フィルム(リンテック社製、SP-PET381031)に上記で得られた粘着剤組成物を塗布し、120℃で1分加熱乾燥させることで、厚さ10μmの粘着剤層を形成した。この粘着剤層を上記の基材のコロナ照射処理面に貼り合わせ、基材上に粘着剤層及び剥離フィルムを備えた支持シートを得た。

[実施例1~4、比較例1~4]
(接着剤組成物の製造)
表2及び3に示す量で各成分を配合し、さらに固形分濃度が50質量%となるようにメチルエチルケトンで希釈して、接着剤組成物を得た。
なお、表2及び3中の各成分の略号は、それぞれ以下の意味を有する。また、「-」は、その成分が未配合であることを意味する。
(a)-1:アクリル系樹脂(日本合成化学工業社製「コーポニールN-2359-6」)
(a)-2:熱可塑性樹脂、ポリエステル(東洋紡社製「バイロン220」)
・エポキシ樹脂(b1)
(b1)-1:ビスフェノールA型エポキシ樹脂(ジャパンエポキシレジン社製「エピコート834」、分子量470、半固形エポキシ樹脂)
(b1)-2:多官能芳香族エポキシ樹脂(日本化薬社製「EPPN-502H」、軟化点60~72℃の固形エポキシ樹脂)
(b1)-3:アクリルゴム微粒子を均一に分散させたビスフェノールA型エポキシ樹脂(日本触媒社製「BPA328」、エポキシ当量230±10g/eq、アクリルゴム含有量20±1phr、液状エポキシ樹脂)
(b1)-4:柔軟性骨格が導入されたエポキシ樹脂(DIC社製「EXA4850-150」、分子量900、液状エポキシ樹脂)
(b1)-5:ビスフェノールA型エポキシ樹脂(ジャパンエポキシレジン社製「エピコート1055」、分子量1600、軟化点が93℃の固形エポキシ樹脂)
・熱硬化剤(b2)
(b2)-1:ビフェニルアラルキル型フェノール樹脂(明和化成社製「MEH-7851-SS」、軟化点67℃)
(b2)-2:ノボラック型フェノール樹脂(昭和電工社製「BRG-556」、軟化点80℃)
(b2)-3:ビフェニルアラルキル型フェノール樹脂(明和化成社製「MEH-7851-H」、軟化点83℃)
・硬化促進剤(c)
(c)-1:2-フェニル-4,5-ジヒドロキシメチルイミダゾール(四国化成工業社製「キュアゾール2PHZ」)
・充填材(d)
(d)-1:球状シリカ(アドマテックス社製「SC2050」)
(d)-2:球状シリカ(アドマテックス社製「SC2050MA」)
・カップリング剤(e)
(e)-1:シランカップリング剤、3-グリシドキシプロピルトリメトキシシラン(信越シリコーン社製「KBM-403」)
(e)-2:シランカップリング剤、3-グリシドキシプロピルトリエトキシシラン(信越シリコーン社製「KBE-403」)
(e)-3:シランカップリング剤、エポキシ基、メチル基及びメトキシ基を含有するシリコーンオリゴマー(信越シリコーン社製「X-41-1056」、エポキシ当量280g/モル)
(e)-4:シランカップリング剤(三菱化学製「MKCシリケートMSEP2」)
(e)-5:シランカップリング剤、3―アニリノプロピルトリメトキシシラン(東レ・ダウコーニング・シリコーン社製「SZ-6083」)
・その他の成分(z)
(h)-1:紫外線硬化性樹脂、トリシクロデカンジメチロールジアクリレート(日本化薬社製「KAYARAD R-684」)
(i)-1:光開始剤、1-ヒドロキシシクロヘキシルフェニルケトン(チバ・スペシャリティ・ケミカルズ社製「イルガキュア184」)
ポリエチレンテレフタレート製フィルムの片面が剥離処理された剥離フィルム(リンテック社製「SP-P502010」、厚さ50μm)の前記剥離処理面に、上記で得られた接着剤組成物を塗布し、オーブンを用いて100℃で3分間乾燥させることで、厚さが7μmのフィルム状接着剤を形成した。
[製造例3]
芯材として、上記のフィルム状接着剤複合シートの製造に用いた積層基材(1)と同じものを用意した。
軽剥離タイプの剥離フィルム(リンテック社製「SP-PET3801」、厚さ38μm)の剥離処理面に、強粘着タイプのアクリル系粘着剤(リンテック社製「PA-T1」)を塗布して乾燥させ、形成された厚さが5μmの粘着剤層を上記の芯材と貼り合わせて、片面粘着テープを得た。
アクリル系粘着剤(n-ブチルアクリレート及びアクリル酸を共重合してなる共重合体(n-ブチルアクリレート/アクリル酸=90/10(質量比)、重量平均分子量600,000、ガラス転移温度-44℃))100質量部と、分子量7000のウレタンアクリレートオリゴマー200質量部と、イソシアネート系架橋剤10質量部と、ベンゾフェノン系エネルギー線硬化反応開始剤10質量部とを混合し、エネルギー線硬化型粘着剤組成物を得た。
得られたエネルギー線硬化型粘着剤組成物を、重剥離タイプの剥離フィルム(リンテック社製「SP-PET3811」、厚さ38μm)の剥離処理面に塗布して、90℃で1分乾燥させ、厚さが5μmのエネルギー線硬化型粘着剤層を形成した。次いで、このエネルギー線硬化型粘着剤層を上記の片面粘着テープの芯材と貼り合わせて、厚さが90μmの両面粘着テープとして、リングフレーム用両面粘着部材を作製した。
(評価用試料の作製)
上記で得られたリングフレーム用両面粘着部材を、重剥離タイプの剥離フィルムのみを残すようにして、軽剥離タイプの剥離フィルムからエネルギー線硬化型粘着剤層までの層を直径220mmの円形に打ち抜き、この円形部分を除去した。次いで、円形部分の外周の軽剥離タイプの剥離フィルムを剥離させ、露出した強粘着タイプのアクリル系粘着剤面を、上記で得られたフィルム状接着剤複合シートのフィルム状接着剤に貼り合わせた。
次いで、先に打ち抜いた円形部分に同心円状となるように、また、重剥離タイプの剥離フィルムのみを残すようにして、フィルム状接着剤複合シートの基材から前記エネルギー線硬化型粘着剤層までの層を、直径270mmの円形に打ち抜き、その外周部分を除去した。
以上により、フィルム状接着剤複合シートの外周部に、幅が25mmのリングフレーム用両面粘着部材が設けられた、評価用試料を作製した。
ポリスチレン板からなる硬質支持体の表面に両面テープが貼付されたものを用い、この両面テープに、上記の各実施例及び比較例で得られた、25mm×250mmのフィルム状接着剤複合シートのフィルム状接着剤を重ね合せ、23℃、相対湿度50%の環境下において2kgのゴムローラを、この重ね合せたものの上で一往復させることで、両面テープを介してフィルム状接着剤複合シートを硬質支持体に貼付した。その後、実施例2のフィルム状接着剤複合シートに対しては、紫外線照射装置(リンテック社製「Adwill RAD2000/m12」)を用いて、照度:220mW/cm2、光量:160mJ/cm2の条件で、実施例4のフィルム状接着剤複合シートに対しては、上記と同一の紫外線照射装置を用いて、照度:200mW/cm2、光量:160mJ/cm2の条件で、それぞれ紫外線を照射した。
次いで、この貼付したものを23℃、相対湿度50%の同じ環境下で30分放置した後、測定装置としてオートグラフを用い、フィルム状接着剤複合シートの基材をフィルム状接着剤から300mm/分の速度で180℃の角度で剥離させたときの剥離力(N/25mm)を測定した。結果を表2及び3中の「剥離力」の欄に示す。
ラミネーターを用いて、上記の各実施例及び比較例で得られたフィルム状接着剤を2枚貼り合わせ、さらに同じフィルム状接着剤を貼り合わせることを繰り返して、合計の厚さが203μmとなるようにフィルム状接着剤が積層された積層体を作製した。
次いで、80℃に加熱したホットプレートを用いて、得られた積層体を30秒加熱した。その後、実施例2のフィルム状接着剤複合シートに対してのみ、紫外線照射装置(リンテック社製「Adwill RAD2000/m12」)を用いて、照度:220mW/cm2、光量:160mJ/cm2の条件で紫外線を照射した。次いで、スーパーカッター(荻野精機製作所製「PH1-600」)を用いて、この加熱済みの積層体を30秒以内で裁断し、幅15mm、長さ100 mm、厚さ203μmの試験片を作製した。裁断中に時間が30秒を超えた場合には、一度裁断を中止し、80℃に加熱したホットプレートを用いて、裁断中の前記積層体を再度加熱してから、30秒以内で裁断し、試験片を作製した。このように、前記積層体を加熱後に裁断するのは、試験片の端部に破断の原因となる欠損部が生じないようにするためである。
次いで、万能試験機(島津製作所製「オートグラフAG-IS 500N」)を用い、その固定つかみ器具によって前記試験片を二か所で固定した。このとき、固定つかみ器具の先端部間の距離(試験片の露出部位の長さ、固定箇所間の距離)を75mmとした。そして、引張速度を200mm/分として、この固定箇所間において試験片を引っ張り、試験片の破断伸度(%)を測定した。結果を表2及び3中の「硬化前破断伸度」の欄に示す。
8インチのシリコンウエハを、2mm×2mm、厚さ50μmのチップに個片化し、これらのドライポリッシュ面に、ラミネーターを用いて60℃で、上記のフィルム状接着剤複合シートを用いて得られた評価用試料のフィルム状接着剤を貼付した。その後、実施例2のフィルム状接着剤複合シートに対しては、紫外線照射装置(リンテック社製「Adwill RAD2000/m12」)を用いて、照度:220mW/cm2、光量:160mJ/cm2の条件で、実施例4のフィルム状接着剤複合シートに対しては、紫外線照射装置(リンテック社製「Adwill RAD2000/m12」)を用いて、照度:200mW/cm2、光量:160mJ/cm2の条件で、それぞれ紫外線を照射した。
このようにして、1枚のフィルム状接着剤複合シートのフィルム状接着剤を複数個のチップに貼付したシートに対して、ピックアップ装置(キャノンマシナリー社製「BESTEM-D02」)を用いて、突き上げ量150μm、突き上げ速度20mm/分、持ち上げ待ち時間1秒の条件で、1ピン突き上げ方式で54回、フィルム状接着剤付きチップのピックアップを行った。そして、ピックアップが54回成功した場合には、ピックアップ適性が良好(○)と判定し、ピックアップが1回以上成功しなかった場合には、ピックアップ適性が不良(×)と判定して、不良の場合には、その原因となった異常の内容をダブルダイの発生と持ち上げ不良とに分類し、これら異常の発生回数を数えて、その発生率(%)を算出した。結果を表2及び3に示す。
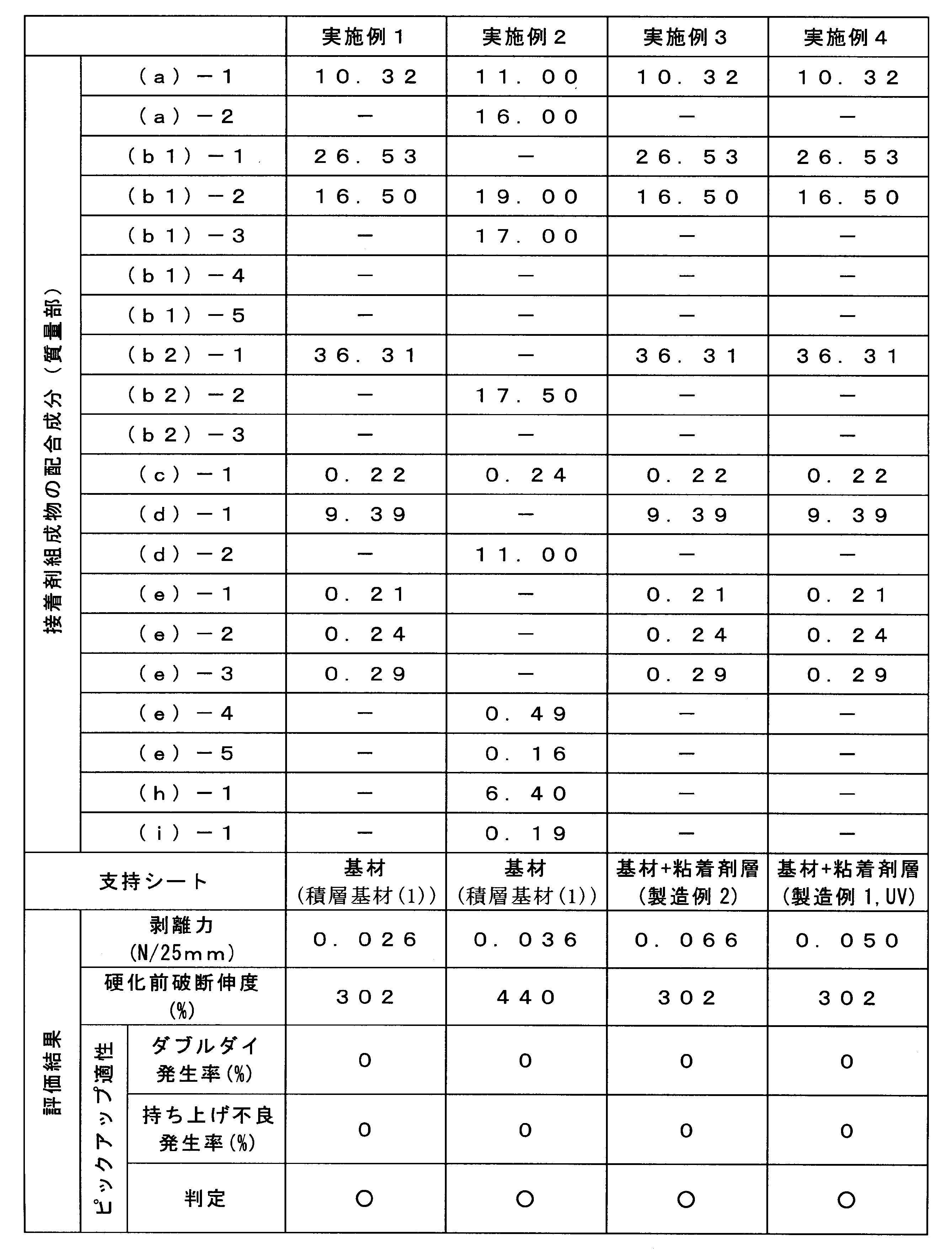
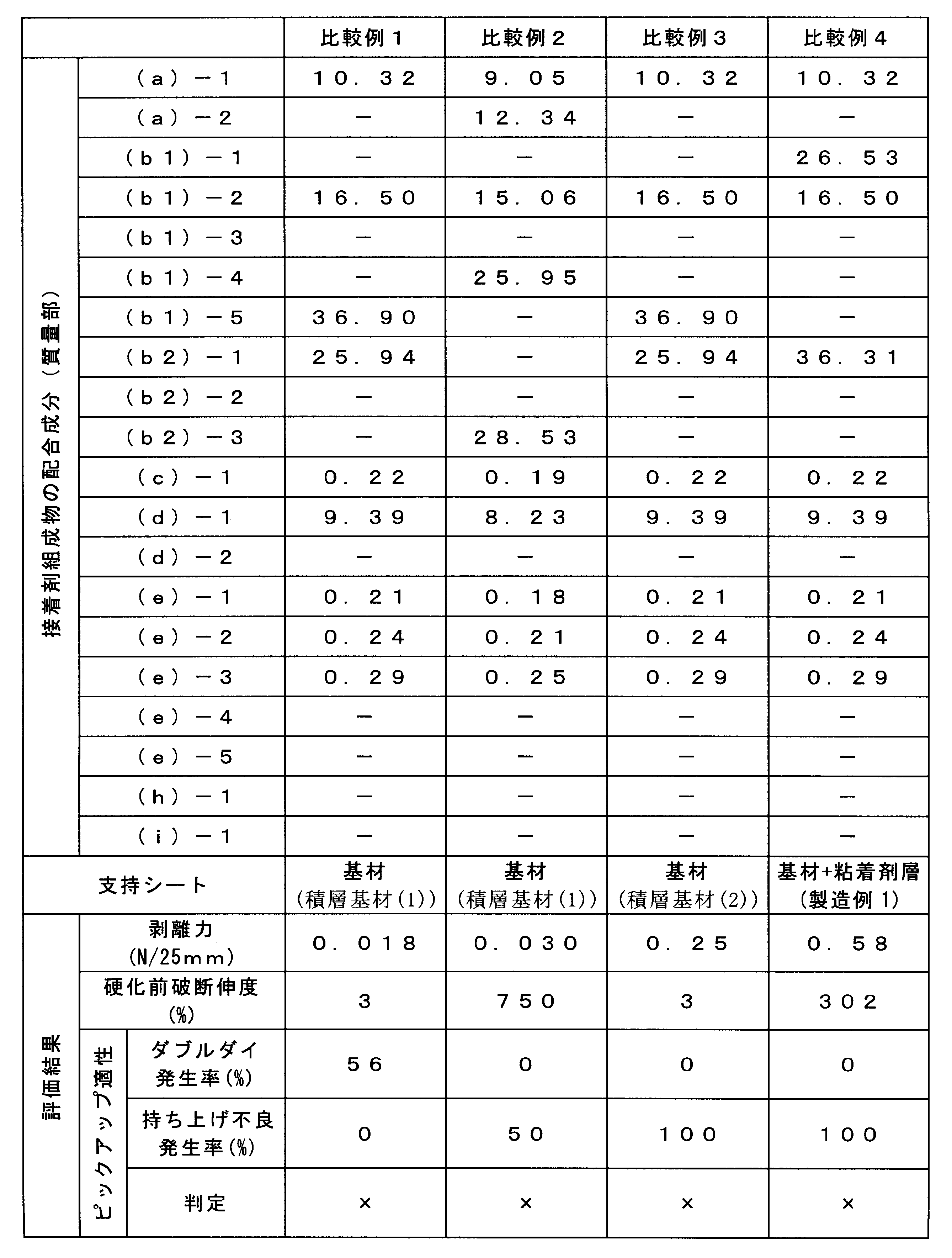
また、比較例2のフィルム状接着剤複合シートは、前記破断伸度が大き過ぎることにより、フィルム状接着剤を切断できず、持ち上げ不良が発生し、ピックアップ適性が不良であった。
また、比較例3及び4のフィルム状接着剤複合シートは、前記剥離力が大き過ぎることにより、フィルム状接着剤を基材(支持シート)から剥離させることができず、持ち上げ不良が発生し、ピックアップ適性が不良であった。
Claims (4)
- 基材を有する支持シートと、
前記支持シート上に設けられた厚さ1~50μmの硬化性のフィルム状接着剤と、を備え、
前記支持シートと前記フィルム状接着剤との界面における剥離力が0.02~0.2N/25mmであり、
前記フィルム状接着剤は、以下の特性を有するフィルム状接着剤複合シート:
硬化前の前記フィルム状接着剤を、合計の厚さが200μmとなるように積層した積層体の破断伸度が450%以下である。 - 前記支持シートが前記基材からなり、前記基材上に前記フィルム状接着剤が直接接触して設けられていることを特徴とする請求項1に記載のフィルム状接着剤複合シート。
- 前記フィルム状接着剤複合シートにエネルギー線を照射していない状態における前記支持シートと前記フィルム状接着剤との界面における剥離力が、0.02~0.2N/25mmであることを特徴とする請求項1又は2に記載のフィルム状接着剤複合シート。
- 請求項1~3のいずれか一項に記載のフィルム状接着剤複合シートを、フィルム状接着剤を介して分割済みの複数個の半導体チップに貼付する工程と、
前記半導体チップに貼付した前記フィルム状接着剤複合シートの支持シートに対して、フィルム状接着剤が設けられている側とは反対側から力を加えることで、支持シート越しにフィルム状接着剤に力を加えて、フィルム状接着剤を切断する工程と、
前記半導体チップとこれに貼付されている切断後の前記フィルム状接着剤を、前記支持シートから引き離す工程と、
を有する半導体装置の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG11201703337RA SG11201703337RA (en) | 2015-03-04 | 2016-03-02 | Film-like adhesive composite sheet and method for manufacturing semiconductor device |
| CN201680003728.7A CN107001875B (zh) | 2015-03-04 | 2016-03-02 | 膜状粘接剂复合片及半导体装置的制造方法 |
| JP2017503676A JP6678641B2 (ja) | 2015-03-04 | 2016-03-02 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| EP16758941.5A EP3196265A4 (en) | 2015-03-04 | 2016-03-02 | Film-like adhesive composite sheet and method for manufacturing semiconductor device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015042647 | 2015-03-04 | ||
| JP2015-042647 | 2015-03-04 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016140248A1 true WO2016140248A1 (ja) | 2016-09-09 |
Family
ID=56849386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/056379 WO2016140248A1 (ja) | 2015-03-04 | 2016-03-02 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3196265A4 (ja) |
| JP (1) | JP6678641B2 (ja) |
| CN (1) | CN107001875B (ja) |
| SG (2) | SG11201703337RA (ja) |
| TW (2) | TWI740500B (ja) |
| WO (1) | WO2016140248A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017191815A1 (ja) * | 2016-05-02 | 2017-11-09 | 日立化成株式会社 | 仮固定用樹脂フィルム |
| WO2018180594A1 (ja) * | 2017-03-28 | 2018-10-04 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| JPWO2017145979A1 (ja) * | 2016-02-23 | 2018-12-13 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| WO2019130539A1 (ja) * | 2017-12-28 | 2019-07-04 | リンテック株式会社 | 粘着シート及び半導体装置の製造方法 |
| WO2024128199A1 (ja) * | 2022-12-14 | 2024-06-20 | 日産化学株式会社 | 光照射剥離用の剥離剤組成物、及び光照射剥離用の接着剤組成物 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7446887B2 (ja) * | 2020-03-30 | 2024-03-11 | リンテック株式会社 | フィルム状接着剤 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009048061A1 (ja) * | 2007-10-09 | 2009-04-16 | Hitachi Chemical Company, Ltd. | 接着フィルム付き半導体チップの製造方法及びこの製造方法に用いられる半導体用接着フィルム、並びに、半導体装置の製造方法 |
| JP2011023692A (ja) * | 2009-06-15 | 2011-02-03 | Sekisui Chem Co Ltd | ダイシング−ダイボンディングテープ及びその製造方法、並びに半導体チップの製造方法 |
| WO2013103116A1 (ja) * | 2012-01-06 | 2013-07-11 | 古河電気工業株式会社 | ウエハ加工用テープ及びこれを使用した半導体装置の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5275553B2 (ja) * | 2006-06-27 | 2013-08-28 | スリーエム イノベイティブ プロパティズ カンパニー | 分割チップの製造方法 |
| JP2011060848A (ja) * | 2009-09-07 | 2011-03-24 | Nitto Denko Corp | 熱硬化型ダイボンドフィルム、ダイシング・ダイボンドフィルム、及び、半導体装置 |
| CN102687256A (zh) * | 2009-11-13 | 2012-09-19 | 日立化成工业株式会社 | 膜状粘接剂的制造方法、粘接片和半导体装置及其制造方法 |
| JP2012033637A (ja) * | 2010-07-29 | 2012-02-16 | Nitto Denko Corp | ダイシングテープ一体型半導体裏面用フィルム及び半導体装置の製造方法 |
| JP2012079936A (ja) * | 2010-10-01 | 2012-04-19 | Nitto Denko Corp | ダイシング・ダイボンドフィルム、及び、半導体装置の製造方法 |
| JP5908543B2 (ja) * | 2014-08-07 | 2016-04-26 | 日東電工株式会社 | 半導体装置の製造方法 |
-
2016
- 2016-03-02 WO PCT/JP2016/056379 patent/WO2016140248A1/ja active Application Filing
- 2016-03-02 SG SG11201703337RA patent/SG11201703337RA/en unknown
- 2016-03-02 EP EP16758941.5A patent/EP3196265A4/en not_active Withdrawn
- 2016-03-02 CN CN201680003728.7A patent/CN107001875B/zh active Active
- 2016-03-02 JP JP2017503676A patent/JP6678641B2/ja active Active
- 2016-03-02 SG SG10201907601S patent/SG10201907601SA/en unknown
- 2016-03-03 TW TW109116118A patent/TWI740500B/zh active
- 2016-03-03 TW TW105106441A patent/TWI740819B/zh active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009048061A1 (ja) * | 2007-10-09 | 2009-04-16 | Hitachi Chemical Company, Ltd. | 接着フィルム付き半導体チップの製造方法及びこの製造方法に用いられる半導体用接着フィルム、並びに、半導体装置の製造方法 |
| JP2011023692A (ja) * | 2009-06-15 | 2011-02-03 | Sekisui Chem Co Ltd | ダイシング−ダイボンディングテープ及びその製造方法、並びに半導体チップの製造方法 |
| WO2013103116A1 (ja) * | 2012-01-06 | 2013-07-11 | 古河電気工業株式会社 | ウエハ加工用テープ及びこれを使用した半導体装置の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3196265A4 * |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2017145979A1 (ja) * | 2016-02-23 | 2018-12-13 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| WO2017191815A1 (ja) * | 2016-05-02 | 2017-11-09 | 日立化成株式会社 | 仮固定用樹脂フィルム |
| JPWO2017191815A1 (ja) * | 2016-05-02 | 2018-11-08 | 日立化成株式会社 | 仮固定用樹脂フィルム |
| WO2018180594A1 (ja) * | 2017-03-28 | 2018-10-04 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| KR20190126817A (ko) * | 2017-03-28 | 2019-11-12 | 린텍 가부시키가이샤 | 필름상 접착제 복합 시트 및 반도체 장치의 제조 방법 |
| CN110461973A (zh) * | 2017-03-28 | 2019-11-15 | 琳得科株式会社 | 膜状粘合剂复合片及半导体装置的制造方法 |
| JPWO2018180594A1 (ja) * | 2017-03-28 | 2020-02-06 | リンテック株式会社 | フィルム状接着剤複合シート及び半導体装置の製造方法 |
| CN110461973B (zh) * | 2017-03-28 | 2022-02-08 | 琳得科株式会社 | 膜状粘合剂复合片及半导体装置的制造方法 |
| KR102552837B1 (ko) * | 2017-03-28 | 2023-07-06 | 린텍 가부시키가이샤 | 필름상 접착제 복합 시트 및 반도체 장치의 제조 방법 |
| WO2019130539A1 (ja) * | 2017-12-28 | 2019-07-04 | リンテック株式会社 | 粘着シート及び半導体装置の製造方法 |
| WO2024128199A1 (ja) * | 2022-12-14 | 2024-06-20 | 日産化学株式会社 | 光照射剥離用の剥離剤組成物、及び光照射剥離用の接着剤組成物 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107001875A (zh) | 2017-08-01 |
| EP3196265A1 (en) | 2017-07-26 |
| JPWO2016140248A1 (ja) | 2017-12-14 |
| JP6678641B2 (ja) | 2020-04-08 |
| CN107001875B (zh) | 2020-05-19 |
| TWI740819B (zh) | 2021-10-01 |
| TW202033701A (zh) | 2020-09-16 |
| SG10201907601SA (en) | 2019-10-30 |
| TWI740500B (zh) | 2021-09-21 |
| TW201704402A (zh) | 2017-02-01 |
| EP3196265A4 (en) | 2018-04-11 |
| SG11201703337RA (en) | 2017-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6270736B2 (ja) | 保護膜形成用フィルム | |
| WO2016140248A1 (ja) | フィルム状接着剤複合シート及び半導体装置の製造方法 | |
| WO2017038915A1 (ja) | 粘着剤組成物及び粘着シート | |
| JP6885966B2 (ja) | ダイシングダイボンディングシート、及び半導体チップの製造方法 | |
| JP6967506B2 (ja) | フィルム状接着剤複合シート及び半導体装置の製造方法 | |
| TWI758445B (zh) | 膜狀接著劑複合片以及半導體裝置的製造方法 | |
| JP2020017758A (ja) | 保護膜形成用複合シート | |
| KR102594777B1 (ko) | 수지막 형성용 복합 시트, 및 수지막을 갖는 칩의 제조 방법 | |
| JP6833083B2 (ja) | フィルム状接着剤、接着シートおよび半導体装置の製造方法 | |
| JP2018123253A (ja) | フィルム状接着剤、半導体加工用シート及び半導体装置の製造方法 | |
| TWI694129B (zh) | 樹脂膜形成用薄片、樹脂膜形成用複合薄片、及矽晶圓之再生方法 | |
| JP6978890B2 (ja) | ダイシングダイボンディングシート及び半導体チップの製造方法 | |
| JP5785420B2 (ja) | 保護膜形成用シートおよび半導体チップの製造方法 | |
| JP2017069476A (ja) | ダイシングダイボンディングシート | |
| JP6817813B2 (ja) | 樹脂層付きワーク固定シート | |
| JP5727811B2 (ja) | 半導体チップのピックアップ方法および半導体装置の製造方法 | |
| JP2016135856A (ja) | 接着剤組成物、フィルム状接着剤及び積層体の製造方法 | |
| JP2016143676A (ja) | ダイボンディングシート | |
| JP2022146907A (ja) | 治具固定用粘着シート、保護膜形成用複合シート、及び保護膜付きチップの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16758941 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017503676 Country of ref document: JP Kind code of ref document: A |
|
| REEP | Request for entry into the european phase |
Ref document number: 2016758941 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016758941 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11201703337R Country of ref document: SG |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |