JP7414160B2 - 溶着フィルム及び接合体 - Google Patents
溶着フィルム及び接合体 Download PDFInfo
- Publication number
- JP7414160B2 JP7414160B2 JP2022580602A JP2022580602A JP7414160B2 JP 7414160 B2 JP7414160 B2 JP 7414160B2 JP 2022580602 A JP2022580602 A JP 2022580602A JP 2022580602 A JP2022580602 A JP 2022580602A JP 7414160 B2 JP7414160 B2 JP 7414160B2
- Authority
- JP
- Japan
- Prior art keywords
- welding
- base material
- molecular weight
- film
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000003466 welding Methods 0.000 claims description 62
- 239000000463 material Substances 0.000 claims description 39
- 239000013034 phenoxy resin Substances 0.000 claims description 39
- 229920006287 phenoxy resin Polymers 0.000 claims description 39
- 238000000034 method Methods 0.000 claims description 38
- 238000004519 manufacturing process Methods 0.000 claims description 21
- -1 polypropylene Polymers 0.000 claims description 19
- 238000012360 testing method Methods 0.000 claims description 15
- 229910052782 aluminium Inorganic materials 0.000 claims description 14
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 14
- 229920000515 polycarbonate Polymers 0.000 claims description 11
- 239000004417 polycarbonate Substances 0.000 claims description 11
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 7
- 230000006698 induction Effects 0.000 claims description 7
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 6
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 6
- 239000011521 glass Substances 0.000 claims description 6
- 239000000919 ceramic Substances 0.000 claims description 5
- 229910052742 iron Inorganic materials 0.000 claims description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 5
- 239000004952 Polyamide Substances 0.000 claims description 4
- 239000004697 Polyetherimide Substances 0.000 claims description 4
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 4
- 229920002647 polyamide Polymers 0.000 claims description 4
- 229920001601 polyetherimide Polymers 0.000 claims description 4
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 36
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 30
- 238000006243 chemical reaction Methods 0.000 description 27
- 239000003822 epoxy resin Substances 0.000 description 26
- 229920000647 polyepoxide Polymers 0.000 description 26
- 239000007787 solid Substances 0.000 description 25
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 24
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 24
- 238000011282 treatment Methods 0.000 description 23
- 239000011342 resin composition Substances 0.000 description 19
- 150000001875 compounds Chemical class 0.000 description 18
- 229920005989 resin Polymers 0.000 description 18
- 239000011347 resin Substances 0.000 description 18
- 239000002904 solvent Substances 0.000 description 17
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 15
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 14
- 239000000126 substance Substances 0.000 description 13
- 239000007789 gas Substances 0.000 description 11
- 239000012299 nitrogen atmosphere Substances 0.000 description 11
- 238000010992 reflux Methods 0.000 description 11
- 239000000203 mixture Substances 0.000 description 10
- 238000003756 stirring Methods 0.000 description 10
- 238000005304 joining Methods 0.000 description 9
- 238000005422 blasting Methods 0.000 description 8
- 238000004090 dissolution Methods 0.000 description 8
- 230000001588 bifunctional effect Effects 0.000 description 7
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 6
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- 239000003054 catalyst Substances 0.000 description 6
- 238000005227 gel permeation chromatography Methods 0.000 description 6
- 238000005498 polishing Methods 0.000 description 6
- 239000004593 Epoxy Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 238000005238 degreasing Methods 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 238000009832 plasma treatment Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 239000010960 cold rolled steel Substances 0.000 description 3
- 238000003851 corona treatment Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920005749 polyurethane resin Polymers 0.000 description 3
- 238000002203 pretreatment Methods 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- 229930185605 Bisphenol Natural products 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 239000012298 atmosphere Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000004132 cross linking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000001746 injection moulding Methods 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000013532 laser treatment Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 230000010355 oscillation Effects 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 1
- AHDSRXYHVZECER-UHFFFAOYSA-N 2,4,6-tris[(dimethylamino)methyl]phenol Chemical compound CN(C)CC1=CC(CN(C)C)=C(O)C(CN(C)C)=C1 AHDSRXYHVZECER-UHFFFAOYSA-N 0.000 description 1
- HSDVRWZKEDRBAG-UHFFFAOYSA-N 2-[1-(oxiran-2-ylmethoxy)hexoxymethyl]oxirane Chemical compound C1OC1COC(CCCCC)OCC1CO1 HSDVRWZKEDRBAG-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- DVNYTAVYBRSTGK-UHFFFAOYSA-N 5-aminoimidazole-4-carboxamide Chemical compound NC(=O)C=1N=CNC=1N DVNYTAVYBRSTGK-UHFFFAOYSA-N 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 1
- 210000005097 arteria cerebelosa anteroinferior Anatomy 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- KPVWDKBJLIDKEP-UHFFFAOYSA-L dihydroxy(dioxo)chromium;sulfuric acid Chemical compound OS(O)(=O)=O.O[Cr](O)(=O)=O KPVWDKBJLIDKEP-UHFFFAOYSA-L 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000866 electrolytic etching Methods 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 150000002505 iron Chemical class 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 235000006408 oxalic acid Nutrition 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 150000002989 phenols Chemical class 0.000 description 1
- YXJYBPXSEKMEEJ-UHFFFAOYSA-N phosphoric acid;sulfuric acid Chemical compound OP(O)(O)=O.OS(O)(=O)=O YXJYBPXSEKMEEJ-UHFFFAOYSA-N 0.000 description 1
- 150000003018 phosphorus compounds Chemical class 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000007788 roughening Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 125000003396 thiol group Chemical group [H]S* 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/08—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using ultrasonic vibrations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/20—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools with direct contact, e.g. using "mirror"
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
- B29C65/32—Induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1207—Heat-activated adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B9/00—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00
- B32B9/005—Layered products comprising a layer of a particular substance not covered by groups B32B11/00 - B32B29/00 comprising one layer of ceramic material, e.g. porcelain, ceramic tile
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J171/00—Adhesives based on polyethers obtained by reactions forming an ether link in the main chain; Adhesives based on derivatives of such polymers
- C09J171/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C09J171/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
- C09J5/10—Joining materials by welding overlapping edges with an insertion of plastic material
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/10—Adhesives in the form of films or foils without carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1207—Heat-activated adhesive
- B32B2037/1215—Hot-melt adhesive
- B32B2037/1223—Hot-melt adhesive film-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/542—Shear strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2371/00—Characterised by the use of polyethers obtained by reactions forming an ether link in the main chain; Derivatives of such polymers
- C08J2371/08—Polyethers derived from hydroxy compounds or from their metallic derivatives
- C08J2371/10—Polyethers derived from hydroxy compounds or from their metallic derivatives from phenols
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/318—Applications of adhesives in processes or use of adhesives in the form of films or foils for the production of liquid crystal displays
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/326—Applications of adhesives in processes or use of adhesives in the form of films or foils for bonding electronic components such as wafers, chips or semiconductors
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2203/00—Applications of adhesives in processes or use of adhesives in the form of films or foils
- C09J2203/354—Applications of adhesives in processes or use of adhesives in the form of films or foils for automotive applications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2463/00—Presence of epoxy resin
Description
本発明は、同種又は異種の樹脂材、同種又は異種の金属、金属と樹脂とを強固に溶着する用途に好適な溶着フィルムに関する。
近年、製品の軽量化及び低コスト化等の観点から、自動車部品、医療機器、家電製品等の樹脂部品同士、金属同士、樹脂部品と金属との接合において、従来の機械的接合以外の接合方法の適用が進んでいる。樹脂あるいは金属材料を互いに接合する機械的接合方法以外の手段としては、接着剤接合、超音波溶着、振動溶着、熱溶着、熱風溶着、誘導溶着、射出溶着といった溶着が使用されており、溶着は特に簡便性が高く生産性有用な接合方法である。
従来、溶着材料としてホットメルト、エポキシ系樹脂、反応型ポリウレタン系樹脂などが用いられている。ホットメルトでは、数平均分子量、重量平均分子量を指標として開発がなされ、様々な配合等が検討されてきた(例えば、特許文献1)。
前記ホットメルトでは、十分な溶着強度が得られない、事前処理等に特殊な方法が必要であり手間がかかる、などの問題があり、満足のいく性能は得られていない。また、エポキシ系樹脂又は反応型ポリウレタン系樹脂の架橋反応を用いる場合は、厳密な作業時間及び水分等の管理が必要であり、作業が煩雑になるという課題がある。また、作業簡便性の観点から、溶着剤をフィルム化することが望まれているが、これら架橋反応を用いるエポキシ系樹脂又は反応型ポリウレタン系樹脂は保形性に劣り、フィルム化しにくいという課題がある。
本発明は、このような実情に鑑みてなされたものであり、溶着強度及び保形性に優れる溶着フィルム、並びに該溶着フィルムを用いた接合体及びその製造方法を提供することを目的とする。
本発明者らは、前記課題を解決するべく鋭意検討した結果、z平均分子量、及びz平均分子量と数平均分子量との比〔Mz/Mn〕が特定の値以上であるフェノキシ樹脂からなる溶着フィルムが前記課題を解決できることを見出した。
すなわち、本願開示は、以下に関する。
[1]フェノキシ樹脂からなる溶着フィルムであって、前記フェノキシ樹脂のz平均分子量が70,000以上であり、前記フェノキシ樹脂のz平均分子量と数平均分子量との比〔Mz/Mn〕が5.0以上である、溶着フィルム。
[2]前記溶着フィルムは厚さが1~1000μmである、上記[1]に記載の溶着フィルム。
[3]前記溶着フィルムを、第一基材と第二基材との間に溶着させた際の引張剪断強度が、JIS K 6850:1999に準じた試験において10MPa以上である、上記[1]または[2]に記載の溶着フィルム。
[4]上記[1]~[3]のいずれかに記載の溶着フィルムを、第一基材と第二基材との間に溶着させてなる、接合体。
[5]前記第一基材、及び前記第二基材が、いずれもアルミニウム、鉄、繊維強化プラスチック、ガラス、セラミック、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、及びポリブチレンテレフタレートより選ばれる少なくとも1種からなる、上記[4]に記載の接合体。
[6]溶着フィルムを、加熱、熱プレス、超音波溶着、及び高周波誘導溶着からなる群より選ばれる少なくとも1種の方法で、第一基材及び第二基材との間に溶着させる、上記[4]または[5]に記載の接合体の製造方法。
[1]フェノキシ樹脂からなる溶着フィルムであって、前記フェノキシ樹脂のz平均分子量が70,000以上であり、前記フェノキシ樹脂のz平均分子量と数平均分子量との比〔Mz/Mn〕が5.0以上である、溶着フィルム。
[2]前記溶着フィルムは厚さが1~1000μmである、上記[1]に記載の溶着フィルム。
[3]前記溶着フィルムを、第一基材と第二基材との間に溶着させた際の引張剪断強度が、JIS K 6850:1999に準じた試験において10MPa以上である、上記[1]または[2]に記載の溶着フィルム。
[4]上記[1]~[3]のいずれかに記載の溶着フィルムを、第一基材と第二基材との間に溶着させてなる、接合体。
[5]前記第一基材、及び前記第二基材が、いずれもアルミニウム、鉄、繊維強化プラスチック、ガラス、セラミック、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、及びポリブチレンテレフタレートより選ばれる少なくとも1種からなる、上記[4]に記載の接合体。
[6]溶着フィルムを、加熱、熱プレス、超音波溶着、及び高周波誘導溶着からなる群より選ばれる少なくとも1種の方法で、第一基材及び第二基材との間に溶着させる、上記[4]または[5]に記載の接合体の製造方法。
本発明によれば、溶着強度及び保形性に優れる溶着フィルム、並びに該溶着フィルムを用いた接合体及びその製造方法を提供することができる。
以下、本発明について、一実施形態を参照しながら詳細に説明する。
本明細書において、接合とは、物と物とを繋合わせることを意味し、接着及び溶着はその下位概念である。接着とは、テープ及び接着剤の様な有機材(熱硬化性樹脂及び熱可塑性樹脂等)を介して、2つの被着材(接着しようとするもの)を接合状態とすることを意味する。
本明細書において、接合とは、物と物とを繋合わせることを意味し、接着及び溶着はその下位概念である。接着とは、テープ及び接着剤の様な有機材(熱硬化性樹脂及び熱可塑性樹脂等)を介して、2つの被着材(接着しようとするもの)を接合状態とすることを意味する。
<溶着フィルム>
本実施形態の溶着フィルムは、フェノキシ樹脂からなり、該フェノキシ樹脂のz平均分子量が70,000以上であり、前記フェノキシ樹脂のz平均分子量と数平均分子量との比〔Mz/Mn〕が5.0以上であることを特徴とする。
本実施形態の溶着フィルムは、フェノキシ樹脂からなり、該フェノキシ樹脂のz平均分子量が70,000以上であり、前記フェノキシ樹脂のz平均分子量と数平均分子量との比〔Mz/Mn〕が5.0以上であることを特徴とする。
前記フェノキシ樹脂は、z平均分子量(Mz)が70,000以上である。前記Mzが70,000未満であると、フィルム成形性の低下及び溶着強度が低下するおそれがある。前記Mzは、フィルム成形性の向上、及び溶着強度を高める観点から、好ましくは70,000~800,000であり、より好ましくは70,000~600,000であり、更に好ましくは70,000~400,000であり、より更に好ましくは80,000~250,000である。
なお、本明細書において、前記Mz、後述するMn及びMwは、細孔を有するカラムを用いて分子サイズの違いを分離する装置を用いる手法により測定することができ、具体的には実施例に記載の方法により測定することができる。
なお、本明細書において、前記Mz、後述するMn及びMwは、細孔を有するカラムを用いて分子サイズの違いを分離する装置を用いる手法により測定することができ、具体的には実施例に記載の方法により測定することができる。
前記フェノキシ樹脂のMzが70,000以上であることから、前記フェノキシ樹脂は、三次元分岐を形成した樹脂と、直鎖状の樹脂が適度に混在しているものと推察される。これにより、前記フェノキシ樹脂はフィルム成形性が良好となり、前記フェノキシ樹脂からなる溶着フィルムは、溶着強度に優れたものとなる。また、前記溶着フィルムの保存安定性およびリペア性が優れたものとなる。
前記フェノキシ樹脂は、直鎖状の比較的低分子量の樹脂を含んでいてもよい。該低分子量の樹脂を含むことにより、溶着フィルムの被着材への濡れ性を高めることができる。
前記フェノキシ樹脂は、直鎖状の比較的低分子量の樹脂を含んでいてもよい。該低分子量の樹脂を含むことにより、溶着フィルムの被着材への濡れ性を高めることができる。
前記フェノキシ樹脂は、数平均分子量(Mn)が好ましくは6,000~30,000であり、より好ましくは6,000~25,000であり、更に好ましくは6,000~20,000であり、より更に好ましくは7,000~20,000である。前記フェノキシ樹脂のMnが前記範囲内であると、三次元分岐を形成した樹脂が一定程度存在し、かつ、比較的低分子量の樹脂を含みやすくなり、溶着強度および被着材への濡れ性が優れたものとなる。
前記Mzと前記Mnとの比〔Mz/Mn〕は5.0以上である。前記比〔Mz/Mn〕が5.0未満であると、フィルム成形性の低下及び溶着強度が低下するおそれがある。前記比〔Mz/Mn〕は、フィルム成形性の向上、及び溶着強度を高める観点から、好ましくは5.0~200.0であり、より好ましくは5.0~100.0であり、更に好ましくは5.0~50.0であり、より更に好ましくは5.0~35.0であり、より更に好ましくは5.0~30.0であり、より更に好ましくは5.0~24.0である。
前記フェノキシ樹脂は、重量平均分子量(Mw)が好ましくは10,000~500,000であり、より好ましくは20,000~300,000であり、更に好ましくは25,000~150,000であり、より更に好ましくは25,000~120,000であり、より更に好ましくは30,000~120,000である。前記フェノキシ樹脂のMwが前記範囲内であると、三次元分岐を形成した樹脂が一定程度存在し、かつ、比較的低分子量の樹脂を含みやすくなり、フィルム成形性および溶着強度が優れたものとなる。
本発明に用いられるフェノキシ樹脂は、前記Mz及び前記比〔Mz/Mn〕がそれぞれ前述の値以上であれば特に限定されるものではないが、例えば、2官能エポキシ化合物と2官能の水酸基を有する化合物とを触媒存在下で反応させることにより得られる樹脂が挙げられる。
前記2官能エポキシ化合物としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビフェノール型エポキシ樹脂、ナフタレン型2官能エポキシ樹脂等の芳香族エポキシ樹脂;1,6-ヘキサンジオールジグリシジルエーテル等の脂肪族エポキシ樹脂が挙げられる。これらは、1種単独で用いても、2種以上を併用してもよい。
特にビスフェノールA型エポキシ樹脂が好ましく、その分子量は好ましくは250~6,000であり、より好ましくは300~6,000であり、更に好ましくは700~5,000である。前記分子量がこの範囲内であると、フィルム成形性が良好となる。
特にビスフェノールA型エポキシ樹脂が好ましく、その分子量は好ましくは250~6,000であり、より好ましくは300~6,000であり、更に好ましくは700~5,000である。前記分子量がこの範囲内であると、フィルム成形性が良好となる。
前記2官能の水酸基を有する化合物としては、例えば、ビスフェノールA、ビスフェノールF、ビスフェノールS、ビフェノール等のフェノール類;エチレングリコール、プロピレングリコール、ジエチレングリコール等の脂肪族グリコールが挙げられる。中でも、コストや接着性、耐水性の観点から、ビスフェノールA、ビスフェノールSが好ましく、特にビスフェノールSが好ましい。これらは、1種単独で用いても、2種以上を併用してもよい。
前記2官能の水酸基を有する化合物の配合量は、前記2官能エポキシ化合物1.0等量に対して好ましくは0.4~1.2等量であり、より好ましくは0.5~1.0等量である。前記2官能の水酸基を有する化合物の配合量が前記範囲内であるとフィルム成形性が良好となる。また、フェノキシ樹脂のMz及び比〔Mz/Mn〕をそれぞれ前述の値以上にしやすくなる。
前記触媒としては、例えば、トリエチルアミン、2,4,6-トリス(ジメチルアミノメチル)フェノール等の3級アミン;トリフェニルホスフィン等のリン系化合物等が好適に用いられる。中でも、安定性の観点から、トリフェニルホスフィンが好ましい。
前記触媒の使用量は、特に制限はないが、2官能エポキシ化合物と2官能の水酸基を有する化合物との合計100質量部に対して、好ましくは0.01~10.00質量部であり、より好ましくは0.10~1.00質量部であり、更に好ましくは0.15~0.50質量部である。
前記触媒の使用量は、特に制限はないが、2官能エポキシ化合物と2官能の水酸基を有する化合物との合計100質量部に対して、好ましくは0.01~10.00質量部であり、より好ましくは0.10~1.00質量部であり、更に好ましくは0.15~0.50質量部である。
2官能エポキシ化合物と2官能の水酸基を有する化合物との反応は、50~200℃で行うことが好ましい。
本発明においては2官能の水酸基を有する化合物以外では2官能カルボキシ化合物及び2官能チオール化合物が使用できる。2官能カルボキシ化合物は分子内にカルボキシ基を2つ有する化合物であればよく、例えば、テレフタル酸、イソフタル酸等の芳香族ジカルボン酸;シュウ酸、コハク酸、マロン酸、グルタル酸、アジピン酸、セバシン酸、マレイン酸、フマル酸等の脂肪族ジカルボン酸が挙げられる。2官能チオール化合物としては、分子内にメルカプト基を2つ有する化合物であればよく、例えば、昭和電工株式会社製の2官能2級チオール化合物 カレンズMT(登録商標)BD1:1,4-ビス(3-メルカプトブチリルオキシ)ブタン等が挙げられる。
(溶着フィルムの製造方法)
本実施形態の溶着フィルムの製造方法は、特に限定されるものではないが、例えば、前記2官能エポキシ樹脂、及び前記2官能の水酸基を有する化合物を加熱混合して得られた樹脂組成物、もしくは前記2官能エポキシ樹脂、及び前記2官能の水酸基を有する化合物を溶媒に溶解し、得られた混合物から必要に応じて前記溶媒を除去して得られた固形分95質量%以上の樹脂組成物を加熱圧縮してフェノキシ樹脂からなる溶着フィルムを得る方法等が挙げられる。
前記製造方法によれば、フェノキシ樹脂からなる溶着フィルムを簡便に製造することができる。また、フェノキシ樹脂のMz及び比〔Mz/Mn〕をそれぞれ前述の値以上にしやすくなる。
なお、本明細書において「固形分」とは、溶媒等の揮発成分を除いた組成物中の成分を指す。
本実施形態の溶着フィルムの製造方法は、特に限定されるものではないが、例えば、前記2官能エポキシ樹脂、及び前記2官能の水酸基を有する化合物を加熱混合して得られた樹脂組成物、もしくは前記2官能エポキシ樹脂、及び前記2官能の水酸基を有する化合物を溶媒に溶解し、得られた混合物から必要に応じて前記溶媒を除去して得られた固形分95質量%以上の樹脂組成物を加熱圧縮してフェノキシ樹脂からなる溶着フィルムを得る方法等が挙げられる。
前記製造方法によれば、フェノキシ樹脂からなる溶着フィルムを簡便に製造することができる。また、フェノキシ樹脂のMz及び比〔Mz/Mn〕をそれぞれ前述の値以上にしやすくなる。
なお、本明細書において「固形分」とは、溶媒等の揮発成分を除いた組成物中の成分を指す。
触媒を使用する場合、触媒は、前記2官能エポキシ化合物、及び前記2官能の水酸基を有する化合物と同時に溶媒に添加してもよく、前記2官能エポキシ樹脂、及び前記2官能の水酸基を有する化合物が溶媒に溶解した後に添加してもよい。
溶媒としては、メチルエチルケトン、シクロヘキサノン、トルエン、キシレン、アセトン等が好ましい。
溶媒としては、メチルエチルケトン、シクロヘキサノン、トルエン、キシレン、アセトン等が好ましい。
前記樹脂組成物を加熱圧縮する方法としては、例えば、加熱したプレス(熱プレス)等で圧縮する方法が挙げられる。
前記熱プレスの温度は、好ましくは120~250℃であり、より好ましくは130~200℃であり、更に好ましくは140~180℃である。
また、前記樹脂組成物を熱プレスで圧縮する際の圧縮時間は、好ましくは0.5~4時間であり、より好ましくは0.5~3時間であり、更に好ましくは0.5~2時間である。
前記熱プレスの温度は、好ましくは120~250℃であり、より好ましくは130~200℃であり、更に好ましくは140~180℃である。
また、前記樹脂組成物を熱プレスで圧縮する際の圧縮時間は、好ましくは0.5~4時間であり、より好ましくは0.5~3時間であり、更に好ましくは0.5~2時間である。
本実施形態の溶着フィルムは、厚さが好ましくは1~1000μmであり、より好ましくは10~800μmであり、更に好ましくは20~500μmである。
本実施形態の溶着フィルムは、第一基材と第二基材との間に溶着させた際の引張剪断強度が、JIS K 6850:1999に準じた試験において好ましくは10MPa以上であり、より好ましくは13MPa以上である。
前記引張せん断強度は、具体的には実施例に記載の方法により測定することができる。
前記引張せん断強度は、具体的には実施例に記載の方法により測定することができる。
<接合体>
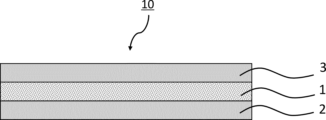
図1は、本発明の一実施形態(本実施形態)における接合体の構成を示す説明図である。図1に示すように、本実施形態の接合体10は、溶着フィルム1を第一基材2と第二基材3との間に溶着させてなる。前記溶着方法としては、加熱、熱プレス、超音波溶着、及び高周波誘導溶着からなる群より選ばれる少なくとも1種の方法が挙げられる。中でも、熱プレス、超音波溶着、高周波誘導溶着が好ましい。
図1は、本発明の一実施形態(本実施形態)における接合体の構成を示す説明図である。図1に示すように、本実施形態の接合体10は、溶着フィルム1を第一基材2と第二基材3との間に溶着させてなる。前記溶着方法としては、加熱、熱プレス、超音波溶着、及び高周波誘導溶着からなる群より選ばれる少なくとも1種の方法が挙げられる。中でも、熱プレス、超音波溶着、高周波誘導溶着が好ましい。
前記第一基材、及び前記第二基材は、いずれもアルミニウム、鉄、繊維強化プラスチック(FRP)、ガラス、セラミック、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、及びポリブチレンテレフタレートより選ばれる少なくとも1種からなることが好ましく、アルミニウム、鉄、ポリカーボネート、及びポリブチレンテレフタレートより選ばれる少なくとも1種からなることがより好ましい。
前記第一基材、及び前記第二基材は、同じ材料からなるものでもよく、異なる材料からなるものでもよい。
前記第一基材、及び前記第二基材は、同じ材料からなるものでもよく、異なる材料からなるものでもよい。
前記第一基材、及び前記第二基材は、いずれも表面の汚染物の除去、及び/又は、アンカー効果を目的として、表面に前処理を施すことが好ましい。
前処理としては、例えば、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、コロナ放電処理、レーザー処理、エッチング処理、フレーム処理等が挙げられる。
前処理としては、基材の表面を洗浄する前処理または表面に凹凸を付ける前処理が好ましい。具体的には、基材がアルミニウム、ガラス、セラミック、又は鉄からなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、エッチング処理からなる群より選ばれる少なくとも1種が好ましく、基材がFRP、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、又はポリブチレンテレフタレートからなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理及びコロナ放電処理からなる群より選ばれる少なくとも1種が好ましい。
前処理は、1種のみであってもよく、2種以上を施してもよい。これらの前処理の具体的な方法としては、公知の方法を用いることができる。
通常、FRPの表面には樹脂又は補強材に由来する水酸基が存在し、ガラス及びセラミック表面には元々水酸基が存在すると考えられるが、前記の前処理によって新たに水酸基が生成され、基材の表面の水酸基を増やすことができる。
前処理としては、例えば、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、コロナ放電処理、レーザー処理、エッチング処理、フレーム処理等が挙げられる。
前処理としては、基材の表面を洗浄する前処理または表面に凹凸を付ける前処理が好ましい。具体的には、基材がアルミニウム、ガラス、セラミック、又は鉄からなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、エッチング処理からなる群より選ばれる少なくとも1種が好ましく、基材がFRP、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、又はポリブチレンテレフタレートからなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理及びコロナ放電処理からなる群より選ばれる少なくとも1種が好ましい。
前処理は、1種のみであってもよく、2種以上を施してもよい。これらの前処理の具体的な方法としては、公知の方法を用いることができる。
通常、FRPの表面には樹脂又は補強材に由来する水酸基が存在し、ガラス及びセラミック表面には元々水酸基が存在すると考えられるが、前記の前処理によって新たに水酸基が生成され、基材の表面の水酸基を増やすことができる。
前記脱脂処理とは、基材表面の油脂などの汚れをアセトン、トルエン等の有機溶剤等で溶かして除去する方法である。
前記UVオゾン処理とは、低圧水銀ランプから発光する短波長の紫外線の持つエネルギーとそれにより発生するオゾン(O3)の力で、表面を洗浄したり改質する方法である。ガラスの場合、表面の有機系不純物の除去を行う表面洗浄法の一つとなる。一般に、低圧水銀ランプを用いた洗浄表面改質装置は、「UVオゾンクリーナー」、「UV洗浄装置」、「紫外線表面改質装置」などと呼ばれている。
前記ブラスト処理としては、例えば、ウェットブラスト処理、ショットブラスト処理、サンドブラスト処理等が挙げられる。中でも、ウェットブラスト処理は、ドライブラスト処理と比べより緻密な面が得られるため、好ましい。
前記研磨処理としては、例えば、研磨布を用いたバフ研磨、研磨紙(サンドペーパー)を用いたロール研磨、電解研磨等が挙げられる。
前記プラズマ処理とは、高圧電源とロッドでプラズマビームを作り素材表面にぶつけて分子を励起させて官能状態とするもので、素材表面に水酸基又は極性基を付与できる大気圧プラズマ処理方法等が挙げられる。
前記コロナ放電処理とは、高分子フィルムの表面改質に施される方法が挙げられ、電極から放出された電子が高分子表面層の高分子主鎖又は側鎖を切断し発生したラジカルを起点に表面に水酸基又は極性基を発生させる方法である。
前記レーザー処理とは、レーザー照射によって基材の表面のみを急速に加熱、冷却して、表面の特性を改善する技術で表面の粗面化に有効な方法である。公知のレーザー処理技術を使用することができる。
前記エッチング処理としては、例えば、アルカリ法、リン酸-硫酸法、フッ化物法、クロム酸-硫酸法、塩鉄法等の化学的エッチング処理;電解エッチング法等の電気化学的エッチング処理等が挙げられる。
前記フレーム処理とは、燃焼ガスと空気の混合ガスを燃やすことで空気中の酸素をプラズマ化させ、酸素プラズマを処理対象物に付与することで表面の親水化を図る方法である。公知のフレーム処理技術を使用することができる。
次に実施例により、本発明を具体的に説明するが、本発明は、これらの例によってなんら限定されるものではない。
(製造例1)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)1.0等量(12.5g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン400gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-1)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)1.0等量(12.5g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン400gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-1)を得た。
(製造例2)
撹拌拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.8等量(10.0g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン397gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-2)を得た。
撹拌拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.8等量(10.0g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン397gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-2)を得た。
(製造例3)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.5等量(6.3g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン390gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-3)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.5等量(6.3g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン390gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-3)を得た。
(製造例4)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1001(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約900)1.0等量(270g)、ビスフェノールS(分子量250)0.95等量(71.3g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン515gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-4)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1001(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約900)1.0等量(270g)、ビスフェノールS(分子量250)0.95等量(71.3g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン515gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-4)を得た。
(製造例5)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エポミックR140P(三井化学株式会社製、ビスフェノールA型エポキシ樹脂、分子量約378)1.0等量(189g)、ビスフェノールS(分子量250)0.95等量(119g)、トリフェニルホスフィン0.8g、を仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、固形分100質量%の樹脂組成物(EP-5)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エポミックR140P(三井化学株式会社製、ビスフェノールA型エポキシ樹脂、分子量約378)1.0等量(189g)、ビスフェノールS(分子量250)0.95等量(119g)、トリフェニルホスフィン0.8g、を仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、固形分100質量%の樹脂組成物(EP-5)を得た。
(製造例6)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.25等量(3.1g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン390gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-6)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.25等量(3.1g)、トリフェニルホスフィン0.8g、及びメチルエチルケトン390gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分35質量%の樹脂組成物を得た。これから溶剤を除去して固形分100質量%の樹脂組成物(EP-6)を得た。
(製造例7)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン198gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、ゲルパーミエーションクロマトグラフィー(GPC)でビスフェノールSのピークが消失したことを確認して反応を終了し、固形分52質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-7)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン198gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、ゲルパーミエーションクロマトグラフィー(GPC)でビスフェノールSのピークが消失したことを確認して反応を終了し、固形分52質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-7)を得た。
(製造例8)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エポミックR140P(三井化学株式会社製、ビスフェノールA型エポキシ樹脂、分子量約378)1.0等量(189g)、ビスフェノールS(分子量250)0.95等量(119g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン1232gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。4時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分25質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-8)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エポミックR140P(三井化学株式会社製、ビスフェノールA型エポキシ樹脂、分子量約378)1.0等量(189g)、ビスフェノールS(分子量250)0.95等量(119g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン1232gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。4時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分25質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-8)を得た。
(製造例9)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン400gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分35質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-9)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン0.8g、及びシクロヘキサノン400gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分35質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-9)を得た。
(製造例10)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン7.2g、及びシクロヘキサノン200gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。4時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分52質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-10)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.95等量(11.8g)、トリフェニルホスフィン7.2g、及びシクロヘキサノン200gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。4時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分52質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-10)を得た。
(製造例11)
140℃に昇温した2L混和機3011(高林理化株式会社製)に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(939g)を仕込み、低速で撹拌しながら溶解した。溶解後、ビスフェノールS(分子量250)0.95等量(56.3g)を4回に分けて投入し、140℃を維持した状態でビスフェノールSが溶解するまで回転数30rpmで撹拌を行った。ビスフェノールSの溶解を目視で確認後、トリフェニルホスフィン3.8gを投入し、温度140℃、回転数30rpmの条件で45分間撹拌し、固形分100質量%の樹脂組成物(EP-11)を得た。
140℃に昇温した2L混和機3011(高林理化株式会社製)に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(939g)を仕込み、低速で撹拌しながら溶解した。溶解後、ビスフェノールS(分子量250)0.95等量(56.3g)を4回に分けて投入し、140℃を維持した状態でビスフェノールSが溶解するまで回転数30rpmで撹拌を行った。ビスフェノールSの溶解を目視で確認後、トリフェニルホスフィン3.8gを投入し、温度140℃、回転数30rpmの条件で45分間撹拌し、固形分100質量%の樹脂組成物(EP-11)を得た。
(製造例12)
140℃に昇温した2L混和機3011(高林理化株式会社製)に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(939g)を仕込み、低速で撹拌しながら溶解した。溶解後、ビスフェノールS(分子量250)1.0等量(57.5g)を4回に分けて投入し、140℃を維持した状態でビスフェノールSが溶解するまで回転数30rpmで撹拌を行った。ビスフェノールSの溶解を目視で確認後、トリフェニルホスフィン3.8gを投入し、温度160℃、回転数30rpmの条件で80分間撹拌し、固形分100質量%の樹脂組成物(EP-12)を得た。
140℃に昇温した2L混和機3011(高林理化株式会社製)に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(939g)を仕込み、低速で撹拌しながら溶解した。溶解後、ビスフェノールS(分子量250)1.0等量(57.5g)を4回に分けて投入し、140℃を維持した状態でビスフェノールSが溶解するまで回転数30rpmで撹拌を行った。ビスフェノールSの溶解を目視で確認後、トリフェニルホスフィン3.8gを投入し、温度160℃、回転数30rpmの条件で80分間撹拌し、固形分100質量%の樹脂組成物(EP-12)を得た。
(製造例13)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.5等量(6.3g)、BRG-555 0.5等量(5.2g)(アイカ工業株式会社製、ノボラック系フェノール樹脂)、トリフェニルホスフィン0.8g、及びシクロヘキサノン400gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分35質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-13)を得た。
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.5等量(6.3g)、BRG-555 0.5等量(5.2g)(アイカ工業株式会社製、ノボラック系フェノール樹脂)、トリフェニルホスフィン0.8g、及びシクロヘキサノン400gを仕込み、窒素雰囲気下で170℃まで昇温して反応させた。6.5時間反応後、GPCでビスフェノールSのピークが消失したことを確認して反応を終了し、固形分35質量%のフェノキシ樹脂を得た。これから溶剤を除去して固形分100質量%のフェノキシ樹脂(EP-13)を得た。
(実施例1~8、及び比較例1~5)
〔溶着フィルムの作製〕
プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に製造例1~13で得られた樹脂組成物又はフェノキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記樹脂組成物又はフェノキシ樹脂を2時間加熱圧縮して厚みが50μmとなる溶着フィルムを作製した。得られた溶着フィルムを用い、以下の評価を実施した。結果を表1に示す。
〔溶着フィルムの作製〕
プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に製造例1~13で得られた樹脂組成物又はフェノキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記樹脂組成物又はフェノキシ樹脂を2時間加熱圧縮して厚みが50μmとなる溶着フィルムを作製した。得られた溶着フィルムを用い、以下の評価を実施した。結果を表1に示す。
<評価>
(1)溶着フィルムの保形性
評価は溶着フィルムが成形できたものを「A」、やや脆さが見られたが離型でき、溶着フィルムが得られたものを「B」、溶着フィルムとして離形できなかったものを「C」とした。
(1)溶着フィルムの保形性
評価は溶着フィルムが成形できたものを「A」、やや脆さが見られたが離型でき、溶着フィルムが得られたものを「B」、溶着フィルムとして離形できなかったものを「C」とした。
(2)分子量測定(Mz、Mn、Mw)
各実施例及び比較例で作製した溶着フィルムをテトラヒドロフランに溶解し、Prominence 501(昭和サイエンス株式会社製、Detector:Shodex(登録商標) RI-501(昭和電工株式会社製))を用い、以下の条件で測定した。
カラム:昭和電工製 LF-804×2本
カラム温度:40℃
試料:重合体の0.4質量%テトラヒドロフラン溶液
流量:1ml/分
溶離液:テトラヒドロフラン
各実施例及び比較例で作製した溶着フィルムをテトラヒドロフランに溶解し、Prominence 501(昭和サイエンス株式会社製、Detector:Shodex(登録商標) RI-501(昭和電工株式会社製))を用い、以下の条件で測定した。
カラム:昭和電工製 LF-804×2本
カラム温度:40℃
試料:重合体の0.4質量%テトラヒドロフラン溶液
流量:1ml/分
溶離液:テトラヒドロフラン
(3)溶着フィルムの厚み
得られた溶着フィルムの厚みは23℃、湿度50%の雰囲気中に24時間放置後、株式会社ミツトヨ製のMDC-25MXを用いて測定した。
得られた溶着フィルムの厚みは23℃、湿度50%の雰囲気中に24時間放置後、株式会社ミツトヨ製のMDC-25MXを用いて測定した。
(4)引張せん断試験
〔接合試験体-1(鋼板/溶着フィルム/鋼板)の作製〕
25mm×100mm、厚さ3mmの冷延鋼板の表面を10分間ブラスト処理後、ブラスト面をメチルエチルケトンで脱脂した。脱脂した面に溶着フィルムを置き、同様の処理を行った冷延鋼板を、接合部の重なり長さ12.5mm、幅25mmとなるように重ね、クリップで固定した。固定した状態で160℃雰囲気に2時間放置して溶着させ、接合試験体-1を作製した。ここで接合部とは、試験体用基材を重ね合わせた箇所を意味する。
〔接合試験体-1(鋼板/溶着フィルム/鋼板)の作製〕
25mm×100mm、厚さ3mmの冷延鋼板の表面を10分間ブラスト処理後、ブラスト面をメチルエチルケトンで脱脂した。脱脂した面に溶着フィルムを置き、同様の処理を行った冷延鋼板を、接合部の重なり長さ12.5mm、幅25mmとなるように重ね、クリップで固定した。固定した状態で160℃雰囲気に2時間放置して溶着させ、接合試験体-1を作製した。ここで接合部とは、試験体用基材を重ね合わせた箇所を意味する。
〔接合試験体-2(アルミニウム/溶着フィルム/アルミニウム)の作製〕
冷延鋼板の代わりに25mm×100mm、厚さ1.6mmのアルミニウム A6061-T6を用いたこと以外は前述の接合試験体-1の作製と同じ方法で接合試験体-2を作製した。
冷延鋼板の代わりに25mm×100mm、厚さ1.6mmのアルミニウム A6061-T6を用いたこと以外は前述の接合試験体-1の作製と同じ方法で接合試験体-2を作製した。
〔接合試験体-3(アルミニウム/溶着フィルム/ポリカーボネート)の作製〕
ポリカーボネート 121R(SABIC社製)を、射出成形機(住友重機械工業株式会社製 SE100V)を用いて、シリンダー温度290℃、金型温度85℃、射出速度30mm/秒、保圧70MPaで3秒と50MPaで2秒、冷却時間13秒の条件で射出成型して、25mm×100mm、厚さ2mmのポリカーボネート板を得た。
試験体用基材として、得られたポリカーボネート板、及びアルミニウム板を用意した。アルミニウム板は、25mm×100mm、厚さ1.6mmのアルミニウム A6061-T6の表面を10分間ブラスト処理後、ブラスト面をメチルエチルケトンで脱脂した。
アルミニウム板の脱脂した面に溶着フィルムを置き、ポリカーボネート板を、接合部の重なり長さが12.5mm、幅25mmとなるように重ねて固定し、固定部を高周波誘導溶着機(精電舎電子工業株式会社製、発振器UH-2.5K、プレスJIIP30S)を用いて高周波誘導により金属を発熱させ、加熱・加圧によりアルミニウム板及びポリカーボネート板を接合し、接合試験体-3を作製した。加圧力は110N(圧力2.2MPa)、発振周波数は900kHz、発振時間は5秒とした。
ポリカーボネート 121R(SABIC社製)を、射出成形機(住友重機械工業株式会社製 SE100V)を用いて、シリンダー温度290℃、金型温度85℃、射出速度30mm/秒、保圧70MPaで3秒と50MPaで2秒、冷却時間13秒の条件で射出成型して、25mm×100mm、厚さ2mmのポリカーボネート板を得た。
試験体用基材として、得られたポリカーボネート板、及びアルミニウム板を用意した。アルミニウム板は、25mm×100mm、厚さ1.6mmのアルミニウム A6061-T6の表面を10分間ブラスト処理後、ブラスト面をメチルエチルケトンで脱脂した。
アルミニウム板の脱脂した面に溶着フィルムを置き、ポリカーボネート板を、接合部の重なり長さが12.5mm、幅25mmとなるように重ねて固定し、固定部を高周波誘導溶着機(精電舎電子工業株式会社製、発振器UH-2.5K、プレスJIIP30S)を用いて高周波誘導により金属を発熱させ、加熱・加圧によりアルミニウム板及びポリカーボネート板を接合し、接合試験体-3を作製した。加圧力は110N(圧力2.2MPa)、発振周波数は900kHz、発振時間は5秒とした。
各接合試験体について、JIS K 6850:1999に準じて、引張試験機(株式会社島津製作所製 万能試験機オートグラフ「AG-IS」;ロードセル10kN、引張速度10mm/min、温度23℃、50%RH)にて、引張りせん断強度試験を行い、接合強度を測定した。測定結果を表1に示す。

Mzが70,000以上であり、比〔Mz/Mn〕が5.0以上であるフェノキシ樹脂からなる溶着フィルムを用いた実施例1~8では、離型できる程度の強さを有するために取扱い性に優れ、引張せん断強度が10MPa以上と高く、溶着強度に優れることがわかる。
本実施形態の溶着フィルムを用いた接合体は、例えば、ドアサイドパネル、ボンネットルーフ、テールゲート、ステアリングハンガー、Aピラー、Bピラー、Cピラー、Dピラー、クラッシュボックス、パワーコントロールユニット(PCU)ハウジング、電動コンプレッサー部材(内壁部、吸入ポート部、エキゾーストコントロールバルブ(ECV)挿入部、マウントボス部等)、リチウムイオン電池(LIB)スペーサー、電池ケース、LEDヘッドランプ等の自動車用部品や、スマートフォン、ノートパソコン、タブレットパソコン、スマートウォッチ、大型液晶テレビ(LCD-TV)、屋外LED照明の構造体等として用いられるが、特にこれら例示の用途に限定されるものではない。
10 接合体
1 溶着フィルム
2 第一基材
3 第二基材
1 溶着フィルム
2 第一基材
3 第二基材
Claims (6)
- フェノキシ樹脂からなる溶着フィルムであって、前記フェノキシ樹脂のz平均分子量が70,000以上であり、前記フェノキシ樹脂のz平均分子量と数平均分子量との比〔Mz/Mn〕が5.0以上である、溶着フィルム。
- 前記溶着フィルムは厚さが1~1000μmである、請求項1に記載の溶着フィルム。
- 前記溶着フィルムを、第一基材と第二基材との間に溶着させた際の引張剪断強度が、JIS K 6850:1999に準じた試験において10MPa以上である、請求項1または2に記載の溶着フィルム。
- 請求項1~3のいずれか1項に記載の溶着フィルムを、第一基材と第二基材との間に溶着させてなる、接合体。
- 前記第一基材、及び前記第二基材が、いずれもアルミニウム、鉄、繊維強化プラスチック、ガラス、セラミック、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、及びポリブチレンテレフタレートより選ばれる少なくとも1種からなる、請求項4に記載の接合体。
- 溶着フィルムを、加熱、熱プレス、超音波溶着、及び高周波誘導溶着からなる群より選ばれる少なくとも1種の方法で、第一基材及び第二基材との間に溶着させる、請求項4または5に記載の接合体の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021020100 | 2021-02-10 | ||
| JP2021020100 | 2021-02-10 | ||
| PCT/JP2022/004352 WO2022172863A1 (ja) | 2021-02-10 | 2022-02-04 | 溶着フィルム及び接合体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2022172863A1 JPWO2022172863A1 (ja) | 2022-08-18 |
| JP7414160B2 true JP7414160B2 (ja) | 2024-01-16 |
Family
ID=82837894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022580602A Active JP7414160B2 (ja) | 2021-02-10 | 2022-02-04 | 溶着フィルム及び接合体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20240117228A1 (ja) |
| EP (1) | EP4292811A1 (ja) |
| JP (1) | JP7414160B2 (ja) |
| KR (1) | KR20230131902A (ja) |
| CN (1) | CN116829664A (ja) |
| WO (1) | WO2022172863A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240015100A (ko) * | 2021-12-27 | 2024-02-02 | 가부시끼가이샤 레조낙 | 접합체의 제조 방법 |
| WO2023127667A1 (ja) * | 2021-12-27 | 2023-07-06 | 株式会社レゾナック | 接合体の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022014503A1 (ja) | 2020-07-13 | 2022-01-20 | 日鉄ケミカル&マテリアル株式会社 | 接着用樹脂組成物及び接着フィルム |
| WO2022209116A1 (ja) | 2021-03-31 | 2022-10-06 | 日鉄ケミカル&マテリアル株式会社 | 接着用樹脂組成物、接着フィルム及び接着構造体 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5326188B2 (ja) * | 2006-04-04 | 2013-10-30 | Dic株式会社 | 樹脂組成物、フェノキシ樹脂、塗料組成物、接着剤組成物、接着フィルム、プリプレグ、多層プリント配線基板及び樹脂付銅箔 |
| JP5266598B2 (ja) * | 2008-11-28 | 2013-08-21 | ナガセケムテックス株式会社 | 縮環構造含有フェノキシ樹脂 |
| JP6722451B2 (ja) * | 2015-12-28 | 2020-07-15 | 日鉄ケミカル&マテリアル株式会社 | ビスフェノールf骨格含有フェノキシ樹脂、その製造方法、及びそれを用いた樹脂組成物 |
| JP6722485B2 (ja) * | 2016-03-24 | 2020-07-15 | 日鉄ケミカル&マテリアル株式会社 | ビスフェノールf骨格含有フェノキシ樹脂、その製造方法、及びそれを用いた樹脂組成物 |
| JP7055664B2 (ja) * | 2018-02-26 | 2022-04-18 | 日鉄ケミカル&マテリアル株式会社 | リン含有フェノキシ樹脂、その樹脂組成物、及び硬化物 |
| JP7132048B2 (ja) | 2018-09-13 | 2022-09-06 | 藤森工業株式会社 | ホットメルト接着樹脂組成物及びホットメルト接着樹脂積層体 |
| JP7277126B2 (ja) * | 2018-12-21 | 2023-05-18 | 日鉄ケミカル&マテリアル株式会社 | フェノキシ樹脂、その樹脂組成物、その硬化物、およびその製造方法。 |
| JP2020125471A (ja) * | 2019-02-06 | 2020-08-20 | 日鉄ケミカル&マテリアル株式会社 | フェノキシ樹脂及びその製造方法、その樹脂組成物並びに硬化物 |
-
2022
- 2022-02-04 WO PCT/JP2022/004352 patent/WO2022172863A1/ja active Application Filing
- 2022-02-04 JP JP2022580602A patent/JP7414160B2/ja active Active
- 2022-02-04 KR KR1020237027233A patent/KR20230131902A/ko unknown
- 2022-02-04 US US18/276,510 patent/US20240117228A1/en active Pending
- 2022-02-04 CN CN202280013961.9A patent/CN116829664A/zh active Pending
- 2022-02-04 EP EP22752690.2A patent/EP4292811A1/en active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022014503A1 (ja) | 2020-07-13 | 2022-01-20 | 日鉄ケミカル&マテリアル株式会社 | 接着用樹脂組成物及び接着フィルム |
| WO2022209116A1 (ja) | 2021-03-31 | 2022-10-06 | 日鉄ケミカル&マテリアル株式会社 | 接着用樹脂組成物、接着フィルム及び接着構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022172863A1 (ja) | 2022-08-18 |
| EP4292811A1 (en) | 2023-12-20 |
| US20240117228A1 (en) | 2024-04-11 |
| CN116829664A (zh) | 2023-09-29 |
| TW202235564A (zh) | 2022-09-16 |
| JPWO2022172863A1 (ja) | 2022-08-18 |
| KR20230131902A (ko) | 2023-09-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7414160B2 (ja) | 溶着フィルム及び接合体 | |
| JP6964809B2 (ja) | 金属樹脂接合体及びその製造方法 | |
| TWI838691B (zh) | 熔接薄膜及接合體 | |
| WO2022130833A1 (ja) | 金属部材-樹脂部材接合体の製造方法及びフィルム | |
| JP6923764B1 (ja) | 複合積層体及び、接合体 | |
| JP6923721B1 (ja) | プライマー付き基材及びその製造方法、並びに接合体 | |
| JP6923762B1 (ja) | 複合積層体及び、接合体 | |
| JP6964808B2 (ja) | 複合積層体及びその製造方法、並びに金属樹脂接合体 | |
| WO2022181754A1 (ja) | 複合積層体及び接合体 | |
| WO2023127667A1 (ja) | 接合体の製造方法 | |
| WO2024034292A1 (ja) | 接合体の製造方法、接合体、及び電気電子部品 | |
| JP6923706B1 (ja) | プライマー付材料及び接合体 | |
| WO2023127666A1 (ja) | 接合体の製造方法 | |
| WO2023127665A1 (ja) | 接合体の製造方法及び基材の製造方法 | |
| JP6923707B1 (ja) | プライマー付材料及び接合体 | |
| JP7485227B1 (ja) | 接合体の製造方法、接合体、及び電気電子部品 | |
| TWI835487B (zh) | 接合體之製造方法 | |
| JP6967675B2 (ja) | 接合体、およびその製造方法 | |
| JP6923763B1 (ja) | 複合積層体及び接合体 | |
| WO2023127668A1 (ja) | 接合体の製造方法 | |
| JP2023003079A (ja) | 熱溶着性フィルム及びそれを用いた接合体 | |
| JP2022083664A (ja) | 接合体の製造方法 | |
| JP2022102952A (ja) | 複合積層体及びその製造方法、並びに複合積層体を使用した接合体及びその製造方法 | |
| CN118056314A (zh) | 冷却板组件、其制备方法和可固化组合物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231128 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231211 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 7414160 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |