WO2023127665A1 - 接合体の製造方法及び基材の製造方法 - Google Patents
接合体の製造方法及び基材の製造方法 Download PDFInfo
- Publication number
- WO2023127665A1 WO2023127665A1 PCT/JP2022/047239 JP2022047239W WO2023127665A1 WO 2023127665 A1 WO2023127665 A1 WO 2023127665A1 JP 2022047239 W JP2022047239 W JP 2022047239W WO 2023127665 A1 WO2023127665 A1 WO 2023127665A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- base material
- bonding agent
- solid bonding
- solid
- thermoplastic resin
- Prior art date
Links
- 239000000463 material Substances 0.000 title claims abstract description 366
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 100
- 239000007787 solid Substances 0.000 claims abstract description 304
- 229920005989 resin Polymers 0.000 claims abstract description 132
- 239000011347 resin Substances 0.000 claims abstract description 132
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 91
- 238000000034 method Methods 0.000 claims abstract description 79
- 239000011342 resin composition Substances 0.000 claims abstract description 56
- 238000005304 joining Methods 0.000 claims abstract description 29
- 239000004593 Epoxy Substances 0.000 claims abstract description 27
- 238000001746 injection moulding Methods 0.000 claims abstract description 20
- 125000003700 epoxy group Chemical group 0.000 claims abstract description 13
- 239000007767 bonding agent Substances 0.000 claims description 290
- 239000003822 epoxy resin Substances 0.000 claims description 59
- 229920000647 polyepoxide Polymers 0.000 claims description 59
- 239000000758 substrate Substances 0.000 claims description 55
- 238000002844 melting Methods 0.000 claims description 37
- 230000008018 melting Effects 0.000 claims description 37
- 229920001169 thermoplastic Polymers 0.000 claims description 35
- 239000004416 thermosoftening plastic Substances 0.000 claims description 34
- 238000003466 welding Methods 0.000 claims description 27
- 230000004927 fusion Effects 0.000 claims description 21
- 239000013034 phenoxy resin Substances 0.000 claims description 20
- 229920006287 phenoxy resin Polymers 0.000 claims description 20
- 238000010438 heat treatment Methods 0.000 claims description 19
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 claims description 14
- 230000006698 induction Effects 0.000 claims description 9
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 238000007731 hot pressing Methods 0.000 claims 1
- 230000008569 process Effects 0.000 abstract description 30
- 239000003795 chemical substances by application Substances 0.000 abstract description 12
- 239000000243 solution Substances 0.000 abstract description 4
- 239000002585 base Substances 0.000 description 327
- 238000000465 moulding Methods 0.000 description 40
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 29
- -1 polyethylene terephthalate Polymers 0.000 description 25
- 230000000052 comparative effect Effects 0.000 description 24
- 239000007788 liquid Substances 0.000 description 23
- 238000011282 treatment Methods 0.000 description 22
- 239000000853 adhesive Substances 0.000 description 21
- 230000001070 adhesive effect Effects 0.000 description 21
- 230000001588 bifunctional effect Effects 0.000 description 20
- 229920001707 polybutylene terephthalate Polymers 0.000 description 20
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 18
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 15
- 239000004417 polycarbonate Substances 0.000 description 14
- 229920001187 thermosetting polymer Polymers 0.000 description 14
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 12
- 239000000835 fiber Substances 0.000 description 12
- 239000000945 filler Substances 0.000 description 12
- 150000001875 compounds Chemical class 0.000 description 11
- 238000011156 evaluation Methods 0.000 description 11
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 11
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical class C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 10
- 239000000126 substance Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 10
- 238000006116 polymerization reaction Methods 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 8
- 238000005422 blasting Methods 0.000 description 8
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 8
- 229930185605 Bisphenol Natural products 0.000 description 7
- 239000004831 Hot glue Substances 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 7
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 7
- 238000001938 differential scanning calorimetry curve Methods 0.000 description 7
- 230000002093 peripheral effect Effects 0.000 description 7
- 150000002989 phenols Chemical class 0.000 description 7
- 229920000515 polycarbonate Polymers 0.000 description 7
- 229920000642 polymer Polymers 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- CBENFWSGALASAD-UHFFFAOYSA-N Ozone Chemical compound [O-][O+]=O CBENFWSGALASAD-UHFFFAOYSA-N 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 6
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 6
- 239000011247 coating layer Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000005498 polishing Methods 0.000 description 6
- 229920002647 polyamide Polymers 0.000 description 6
- 239000010959 steel Substances 0.000 description 6
- 239000004642 Polyimide Substances 0.000 description 5
- 125000003118 aryl group Chemical group 0.000 description 5
- 238000006243 chemical reaction Methods 0.000 description 5
- 238000001514 detection method Methods 0.000 description 5
- 239000011521 glass Substances 0.000 description 5
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 230000010355 oscillation Effects 0.000 description 5
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 5
- 229920001601 polyetherimide Polymers 0.000 description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 description 5
- 239000005020 polyethylene terephthalate Substances 0.000 description 5
- 229920001721 polyimide Polymers 0.000 description 5
- 238000003756 stirring Methods 0.000 description 5
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 4
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 4
- 229930040373 Paraformaldehyde Natural products 0.000 description 4
- 239000004962 Polyamide-imide Substances 0.000 description 4
- 239000004697 Polyetherimide Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 239000000654 additive Substances 0.000 description 4
- 239000004305 biphenyl Substances 0.000 description 4
- 235000010290 biphenyl Nutrition 0.000 description 4
- 229910052796 boron Inorganic materials 0.000 description 4
- 239000004917 carbon fiber Substances 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 4
- 238000001816 cooling Methods 0.000 description 4
- 238000005238 degreasing Methods 0.000 description 4
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 4
- 229920006332 epoxy adhesive Polymers 0.000 description 4
- 239000011151 fibre-reinforced plastic Substances 0.000 description 4
- 239000007789 gas Substances 0.000 description 4
- 239000003365 glass fiber Substances 0.000 description 4
- 239000011256 inorganic filler Substances 0.000 description 4
- 229910003475 inorganic filler Inorganic materials 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 239000000178 monomer Substances 0.000 description 4
- 238000009832 plasma treatment Methods 0.000 description 4
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 4
- 229920002312 polyamide-imide Polymers 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920006393 polyether sulfone Polymers 0.000 description 4
- 239000004926 polymethyl methacrylate Substances 0.000 description 4
- 229920006324 polyoxymethylene Polymers 0.000 description 4
- 229920001955 polyphenylene ether Polymers 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 229920002223 polystyrene Polymers 0.000 description 4
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 4
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 4
- 229910010271 silicon carbide Inorganic materials 0.000 description 4
- LPXPTNMVRIOKMN-UHFFFAOYSA-M sodium nitrite Substances [Na+].[O-]N=O LPXPTNMVRIOKMN-UHFFFAOYSA-M 0.000 description 4
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 3
- 239000004695 Polyether sulfone Substances 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 3
- 150000001412 amines Chemical class 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 238000003851 corona treatment Methods 0.000 description 3
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 3
- 238000005530 etching Methods 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 239000004615 ingredient Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229920001643 poly(ether ketone) Polymers 0.000 description 3
- 229920001652 poly(etherketoneketone) Polymers 0.000 description 3
- 229920001230 polyarylate Polymers 0.000 description 3
- 229920002530 polyetherether ketone Polymers 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000010992 reflux Methods 0.000 description 3
- 238000004904 shortening Methods 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000004381 surface treatment Methods 0.000 description 3
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 3
- DMWVYCCGCQPJEA-UHFFFAOYSA-N 2,5-bis(tert-butylperoxy)-2,5-dimethylhexane Chemical compound CC(C)(C)OOC(C)(C)CCC(C)(C)OOC(C)(C)C DMWVYCCGCQPJEA-UHFFFAOYSA-N 0.000 description 2
- UPMLOUAZCHDJJD-UHFFFAOYSA-N 4,4'-Diphenylmethane Diisocyanate Chemical compound C1=CC(N=C=O)=CC=C1CC1=CC=C(N=C=O)C=C1 UPMLOUAZCHDJJD-UHFFFAOYSA-N 0.000 description 2
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 239000005057 Hexamethylene diisocyanate Substances 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- 240000007594 Oryza sativa Species 0.000 description 2
- 235000007164 Oryza sativa Nutrition 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 239000004643 cyanate ester Chemical group 0.000 description 2
- 238000004090 dissolution Methods 0.000 description 2
- 125000004185 ester group Chemical group 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- RRAMGCGOFNQTLD-UHFFFAOYSA-N hexamethylene diisocyanate Chemical compound O=C=NCCCCCCN=C=O RRAMGCGOFNQTLD-UHFFFAOYSA-N 0.000 description 2
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 238000013532 laser treatment Methods 0.000 description 2
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000012299 nitrogen atmosphere Substances 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 230000000379 polymerizing effect Effects 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 235000009566 rice Nutrition 0.000 description 2
- 238000007788 roughening Methods 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 125000003396 thiol group Chemical group [H]S* 0.000 description 2
- DVKJHBMWWAPEIU-UHFFFAOYSA-N toluene 2,4-diisocyanate Chemical compound CC1=CC=C(N=C=O)C=C1N=C=O DVKJHBMWWAPEIU-UHFFFAOYSA-N 0.000 description 2
- ORTVZLZNOYNASJ-UPHRSURJSA-N (z)-but-2-ene-1,4-diol Chemical compound OC\C=C/CO ORTVZLZNOYNASJ-UPHRSURJSA-N 0.000 description 1
- HCNHNBLSNVSJTJ-UHFFFAOYSA-N 1,1-Bis(4-hydroxyphenyl)ethane Chemical compound C=1C=C(O)C=CC=1C(C)C1=CC=C(O)C=C1 HCNHNBLSNVSJTJ-UHFFFAOYSA-N 0.000 description 1
- URFNSYWAGGETFK-UHFFFAOYSA-N 1,2-bis(4-hydroxyphenyl)ethane Natural products C1=CC(O)=CC=C1CCC1=CC=C(O)C=C1 URFNSYWAGGETFK-UHFFFAOYSA-N 0.000 description 1
- AHDSRXYHVZECER-UHFFFAOYSA-N 2,4,6-tris[(dimethylamino)methyl]phenol Chemical compound CN(C)CC1=CC(CN(C)C)=C(O)C(CN(C)C)=C1 AHDSRXYHVZECER-UHFFFAOYSA-N 0.000 description 1
- PSYGHMBJXWRQFD-UHFFFAOYSA-N 2-(2-sulfanylacetyl)oxyethyl 2-sulfanylacetate Chemical compound SCC(=O)OCCOC(=O)CS PSYGHMBJXWRQFD-UHFFFAOYSA-N 0.000 description 1
- HPILSDOMLLYBQF-UHFFFAOYSA-N 2-[1-(oxiran-2-ylmethoxy)butoxymethyl]oxirane Chemical compound C1OC1COC(CCC)OCC1CO1 HPILSDOMLLYBQF-UHFFFAOYSA-N 0.000 description 1
- IMJWYODDPLPNHC-UHFFFAOYSA-N 2-[[2,5-ditert-butyl-4-(oxiran-2-ylmethoxy)phenoxy]methyl]oxirane Chemical compound CC(C)(C)C=1C=C(OCC2OC2)C(C(C)(C)C)=CC=1OCC1CO1 IMJWYODDPLPNHC-UHFFFAOYSA-N 0.000 description 1
- FSYPIGPPWAJCJG-UHFFFAOYSA-N 2-[[4-(oxiran-2-ylmethoxy)phenoxy]methyl]oxirane Chemical compound C1OC1COC(C=C1)=CC=C1OCC1CO1 FSYPIGPPWAJCJG-UHFFFAOYSA-N 0.000 description 1
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- IGRKLGWMAQPGCM-UHFFFAOYSA-N 4-(4-hydroxyphenyl)-3-prop-2-enylphenol Chemical group C1=CC(O)=CC=C1C1=CC=C(O)C=C1CC=C IGRKLGWMAQPGCM-UHFFFAOYSA-N 0.000 description 1
- WOCGGVRGNIEDSZ-UHFFFAOYSA-N 4-[2-(4-hydroxy-3-prop-2-enylphenyl)propan-2-yl]-2-prop-2-enylphenol Chemical compound C=1C=C(O)C(CC=C)=CC=1C(C)(C)C1=CC=C(O)C(CC=C)=C1 WOCGGVRGNIEDSZ-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 1
- 239000004420 Iupilon Substances 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- 229920004142 LEXAN™ Polymers 0.000 description 1
- 239000004418 Lexan Substances 0.000 description 1
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000006087 Silane Coupling Agent Substances 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- AUYQDAWLRQFANO-UHFFFAOYSA-N [4-[(4-cyanatophenyl)methyl]phenyl] cyanate Chemical compound C1=CC(OC#N)=CC=C1CC1=CC=C(OC#N)C=C1 AUYQDAWLRQFANO-UHFFFAOYSA-N 0.000 description 1
- SIZDMAYTWUINIG-UHFFFAOYSA-N [4-[1-(4-cyanatophenyl)ethyl]phenyl] cyanate Chemical compound C=1C=C(OC#N)C=CC=1C(C)C1=CC=C(OC#N)C=C1 SIZDMAYTWUINIG-UHFFFAOYSA-N 0.000 description 1
- AHZMUXQJTGRNHT-UHFFFAOYSA-N [4-[2-(4-cyanatophenyl)propan-2-yl]phenyl] cyanate Chemical compound C=1C=C(OC#N)C=CC=1C(C)(C)C1=CC=C(OC#N)C=C1 AHZMUXQJTGRNHT-UHFFFAOYSA-N 0.000 description 1
- ZDGWGNDTQZGISB-UHFFFAOYSA-N acetic acid;perchloric acid Chemical compound CC(O)=O.OCl(=O)(=O)=O ZDGWGNDTQZGISB-UHFFFAOYSA-N 0.000 description 1
- HLEVGUAWOYCERR-UHFFFAOYSA-M acetic acid;tetraethylazanium;bromide Chemical compound [Br-].CC(O)=O.CC[N+](CC)(CC)CC HLEVGUAWOYCERR-UHFFFAOYSA-M 0.000 description 1
- 238000012644 addition polymerization Methods 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 125000002947 alkylene group Chemical group 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 229920006127 amorphous resin Polymers 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- BHNSMPCCCIROFV-UHFFFAOYSA-N biphenylene-1,2-diol Chemical compound C1=CC=C2C3=C(O)C(O)=CC=C3C2=C1 BHNSMPCCCIROFV-UHFFFAOYSA-N 0.000 description 1
- JRPRCOLKIYRSNH-UHFFFAOYSA-N bis(oxiran-2-ylmethyl) benzene-1,2-dicarboxylate Chemical compound C=1C=CC=C(C(=O)OCC2OC2)C=1C(=O)OCC1CO1 JRPRCOLKIYRSNH-UHFFFAOYSA-N 0.000 description 1
- KIKYOFDZBWIHTF-UHFFFAOYSA-N bis(oxiran-2-ylmethyl) cyclohex-3-ene-1,2-dicarboxylate Chemical compound C1CC=CC(C(=O)OCC2OC2)C1C(=O)OCC1CO1 KIKYOFDZBWIHTF-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 239000000567 combustion gas Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 239000007822 coupling agent Substances 0.000 description 1
- 229920006039 crystalline polyamide Polymers 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- QYQADNCHXSEGJT-UHFFFAOYSA-N cyclohexane-1,1-dicarboxylate;hydron Chemical compound OC(=O)C1(C(O)=O)CCCCC1 QYQADNCHXSEGJT-UHFFFAOYSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- KPVWDKBJLIDKEP-UHFFFAOYSA-L dihydroxy(dioxo)chromium;sulfuric acid Chemical compound OS(O)(=O)=O.O[Cr](O)(=O)=O KPVWDKBJLIDKEP-UHFFFAOYSA-L 0.000 description 1
- 239000003085 diluting agent Substances 0.000 description 1
- 239000000539 dimer Substances 0.000 description 1
- 239000004205 dimethyl polysiloxane Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000000866 electrolytic etching Methods 0.000 description 1
- 239000003480 eluent Substances 0.000 description 1
- 229920006351 engineering plastic Polymers 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 239000005350 fused silica glass Substances 0.000 description 1
- 125000000623 heterocyclic group Chemical group 0.000 description 1
- 150000001469 hydantoins Chemical class 0.000 description 1
- BHEPBYXIRTUNPN-UHFFFAOYSA-N hydridophosphorus(.) (triplet) Chemical class [PH] BHEPBYXIRTUNPN-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 150000002505 iron Chemical class 0.000 description 1
- NIMLQBUJDJZYEJ-UHFFFAOYSA-N isophorone diisocyanate Chemical compound CC1(C)CC(N=C=O)CC(C)(CN=C=O)C1 NIMLQBUJDJZYEJ-UHFFFAOYSA-N 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229910001416 lithium ion Inorganic materials 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- JAYXSROKFZAHRQ-UHFFFAOYSA-N n,n-bis(oxiran-2-ylmethyl)aniline Chemical compound C1OC1CN(C=1C=CC=CC=1)CC1CO1 JAYXSROKFZAHRQ-UHFFFAOYSA-N 0.000 description 1
- NXPPAOGUKPJVDI-UHFFFAOYSA-N naphthalene-1,2-diol Chemical group C1=CC=CC2=C(O)C(O)=CC=C21 NXPPAOGUKPJVDI-UHFFFAOYSA-N 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- SKEQOTBKQUCUGK-UHFFFAOYSA-N o-(2-hydroxyethyl) propanethioate Chemical compound CCC(=S)OCCO SKEQOTBKQUCUGK-UHFFFAOYSA-N 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000012766 organic filler Substances 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- YXJYBPXSEKMEEJ-UHFFFAOYSA-N phosphoric acid;sulfuric acid Chemical compound OP(O)(O)=O.OS(O)(=O)=O YXJYBPXSEKMEEJ-UHFFFAOYSA-N 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000001020 plasma etching Methods 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920006289 polycarbonate film Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 230000002250 progressing effect Effects 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 150000004992 toluidines Chemical class 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 239000004034 viscosity adjusting agent Substances 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/08—Injection moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/40—Applying molten plastics, e.g. hot melt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/70—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C69/00—Combinations of shaping techniques not provided for in a single one of main groups B29C39/00 - B29C67/00, e.g. associations of moulding and joining techniques; Apparatus therefore
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Laminated Bodies (AREA)
Abstract
接合プロセス時間が短く、接合時のハンドリング性に優れた接合体を製造する方法等を提供する。 【解決手段】エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、 前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、 を有する、接合体の製造方法等。
Description
本発明は、同種又は異種の基材同士を容易にかつ強固に接合することが可能な、接合体の製造方法と、当該接合体の製造方法に適用される基材の製造方法とに関する。
近年、製品の軽量化及び高性能化等の観点より、自動車部品、医療機器、家電製品等、各種分野で部品のマルチマテリアル化が進んでいる。マルチマテリアル化とは、機能や材質の異なる材料(以下、異種材という)を併用することで材料の軽量化や高強度化を図る手法である。マルチマテリアル化の実現には、異種材を強固に接合する技術が不可欠である。
異種材を強固に接合する手段として、液状型接着剤である熱硬化型エポキシ樹脂系接着剤(特許文献1等)が広く使用されている。
液状型接着剤を用いた接合は、液状の樹脂組成物を塗布する塗布工程と、塗布後に前記樹脂組成物を重合反応させて硬化させる硬化工程が必要となる。
このため、液状型接着剤を用いて接合を行う場合、塗布工程においては樹脂組成物の塗布に時間がかかり、硬化工程においては重合反応に時間がかかり(すなわち、接合プロセス時間が長く)、利便性に欠けるという問題がある。
液状型接着剤を用いた接合は、液状の樹脂組成物を塗布する塗布工程と、塗布後に前記樹脂組成物を重合反応させて硬化させる硬化工程が必要となる。
このため、液状型接着剤を用いて接合を行う場合、塗布工程においては樹脂組成物の塗布に時間がかかり、硬化工程においては重合反応に時間がかかり(すなわち、接合プロセス時間が長く)、利便性に欠けるという問題がある。
異種材を接合する手段として、熱可塑性接着剤組成物(以下、ホットメルト接着剤)も使用されている(特許文献2等)。ホットメルト接着剤は重合反応を伴わない相変化を利用して接着を行うものであるため、液状型接着剤と比較すると、接合プロセス時間が短く、利便性に優れる。
しかし、ホットメルト接着剤を用いて異種材を接合するに際には、一方の基材に加熱溶融状態のホットメルト接着剤を塗布する工程と、当該一方の基材上に加熱溶融状態で存在しているホットメルト接着剤に他方の基材を貼り合わせる工程とを要するため、接合プロセス時間の更なる短縮が求められている。
本発明は、かかる技術的背景に鑑みてなされたものであって、接合プロセス時間が短く、接合時のハンドリング性に優れた接合体を製造する方法と、当該接合体の製造方法に適用される基材の製造方法とを提供することを目的とする。
本発明者等は鋭意検討の結果、特定の固形接合剤が設置された空洞内に熱可塑性樹脂組成物を射出して第一基材を得、当該第一基材の固形接合剤に第二基材を接面させた状態で前記固形接合剤を溶融させることにより、短い接合プロセス時間でハンドリング性に優れた接合体を製造し得ることを見出した。本発明は、当該知見に基づくものである。
すなわち、本発明は、以下の[1]~[10]を提供するものである。
[1]エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、
前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、
を有する、接合体の製造方法。
[2]前記固形接合剤に含まれる前記熱可塑性樹脂は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種を含有する、上記[1]に記載の接合体の製造方法。
[3]前記固形接合剤に含まれる前記熱可塑性樹脂は、非晶性熱可塑性樹脂であり、
前記非晶性熱可塑性樹脂は、融解熱が15J/g以下である、上記[1]又は[2]に記載の接合体の製造方法。
[4]前記接合工程において、前記固形接合剤を、接触加熱、温風加熱、熱プレス、赤外線加熱、熱板溶着、超音波溶着、振動溶着、高周波誘導溶着、及び高周波誘電溶着からなる群より選ばれる少なくとも1種により溶融後固化させる、上記[1]~[3]のいずれかに記載の接合体の製造方法。
[5]前記固形接合剤の軟化点は、樹脂成形体の融点よりも低い、上記[1]~[4]のいずれかに記載の接合体の製造方法。
[1]エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、
前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、
を有する、接合体の製造方法。
[2]前記固形接合剤に含まれる前記熱可塑性樹脂は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種を含有する、上記[1]に記載の接合体の製造方法。
[3]前記固形接合剤に含まれる前記熱可塑性樹脂は、非晶性熱可塑性樹脂であり、
前記非晶性熱可塑性樹脂は、融解熱が15J/g以下である、上記[1]又は[2]に記載の接合体の製造方法。
[4]前記接合工程において、前記固形接合剤を、接触加熱、温風加熱、熱プレス、赤外線加熱、熱板溶着、超音波溶着、振動溶着、高周波誘導溶着、及び高周波誘電溶着からなる群より選ばれる少なくとも1種により溶融後固化させる、上記[1]~[3]のいずれかに記載の接合体の製造方法。
[5]前記固形接合剤の軟化点は、樹脂成形体の融点よりも低い、上記[1]~[4]のいずれかに記載の接合体の製造方法。
[6]前記第二基材は金属である、上記[1]~[5]のいずれかに記載の接合体の製造方法。
[7]前記接合工程において、前記第一基材と前記第二基材とを圧力0.01~20МPaの条件で行う、上記[1]~[6]のいずれかに記載の接合体の製造方法。
[8]前記第一基材において、前記固形接合剤の表面が前記樹脂成形体の表面と面一である、上記[1]~[7]のいずれかに記載の接合体の製造方法。
[9]前記空洞内の壁面に設置されている固形接合剤はフィルムである、上記[1]~[8]のいずれかに記載の接合体の製造方法。
[10]金型の空洞内の壁面に固形接合剤が設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる基材を得る、基材の製造方法であって、
前記固形接合剤は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種であり、エポキシ当量が1,600以上もしくはエポキシ基を含まない非晶性熱可塑性樹脂を含有する、基材の製造方法。
[7]前記接合工程において、前記第一基材と前記第二基材とを圧力0.01~20МPaの条件で行う、上記[1]~[6]のいずれかに記載の接合体の製造方法。
[8]前記第一基材において、前記固形接合剤の表面が前記樹脂成形体の表面と面一である、上記[1]~[7]のいずれかに記載の接合体の製造方法。
[9]前記空洞内の壁面に設置されている固形接合剤はフィルムである、上記[1]~[8]のいずれかに記載の接合体の製造方法。
[10]金型の空洞内の壁面に固形接合剤が設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる基材を得る、基材の製造方法であって、
前記固形接合剤は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種であり、エポキシ当量が1,600以上もしくはエポキシ基を含まない非晶性熱可塑性樹脂を含有する、基材の製造方法。
本発明によれば、短い接合プロセス時間でハンドリング性に優れた接合体を製造する方法を提供することができる。
以下、本発明の実施形態について詳細に説明する。
本明細書において、接合とは、物と物とを繋合わせることを意味し、接着及び溶着はその下位概念である。接着とは、テープや接着剤の様な有機材(熱硬化性樹脂や熱可塑性樹脂等)を介して、2つの被着材(接着しようとするもの)を接合状態とすることを意味する。溶着とは、熱可塑性樹脂等の表面を熱によって溶融し、冷却を行う過程で生じる、分子拡散による絡み合いと結晶化を利用して接合状態とすることを意味する。
本明細書において、数値範囲を示す「A~B」の記載は、端点であるA及びBを含む数値範囲を示す。すなわち、「A以上B以下」(A<Bである場合)、又は「A以下B以上」(A>Bである場合)を意味する。
本明細書において、接合とは、物と物とを繋合わせることを意味し、接着及び溶着はその下位概念である。接着とは、テープや接着剤の様な有機材(熱硬化性樹脂や熱可塑性樹脂等)を介して、2つの被着材(接着しようとするもの)を接合状態とすることを意味する。溶着とは、熱可塑性樹脂等の表面を熱によって溶融し、冷却を行う過程で生じる、分子拡散による絡み合いと結晶化を利用して接合状態とすることを意味する。
本明細書において、数値範囲を示す「A~B」の記載は、端点であるA及びBを含む数値範囲を示す。すなわち、「A以上B以下」(A<Bである場合)、又は「A以下B以上」(A>Bである場合)を意味する。
[接合体の製造方法]
本実施形態に係る接合体の製造方法は、エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、
前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、を有する。
本実施形態に係る接合体の製造方法は、エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、
前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、を有する。
当該製造方法によると、予め固形接合剤が一体化された第一基材を用いて、第二基材と接合するため、一方の基材にホットメルト接着剤を塗布する工程と、当該ホットメルト接着剤に他方の基材を貼り合わせる工程とを要する従来の製造方法と比べて、接合プロセス時間を短縮できる(接合プロセス時間の短縮)。
また、当該製造方法によると、固形接合剤が第一基材中に一体化していることから、固形接合剤、第一基材及び第二基材の3点が別体となっている場合と比べて接合作業が容易であり、また固形接合剤と第一基材と第二基材とを所望の位置関係に精度よく接合することができる(ハンドリング性の向上)。
また、当該製造方法によると、射出成形工程において、熱可塑性樹脂組成物の溶融物を固形接合剤と接触した状態で固化させるため、熱可塑性樹脂組成物が固化してなる樹脂成形体と固形接合剤とが強固に一体化される。また、このように樹脂成形体と強固に一体化された固形接合剤と第二基材とを接合するため、第一基材と第二基材とも強固に接合させることができる(接合強度の向上)。
また、当該製造方法によると、樹脂成形体の製造プロセスと、当該樹脂成形体への固形接合剤の一体化プロセスとを、同時に実施するため、これらを別々に実施する従来の製造方法と比べて、製造プロセスを簡略化できる。また、予め固形接合剤が一体化された第一基材を用いるため、液状接着剤を第一基材に塗布し乾燥させて接合剤付き第一基材を製造する場合と比べて、製造プロセスを簡略化できる。更に、固形接合剤が一体化された第一基材は工場等で製造できるため、第一基材と第二基材の組み立て作業の際に、固形接合剤を第一基材に固定する必要が無く、従って組み立て作業を簡略化できる。(製造プロセス(特に組み立て作業)の簡略化)。
以下、各工程について説明する。
また、当該製造方法によると、固形接合剤が第一基材中に一体化していることから、固形接合剤、第一基材及び第二基材の3点が別体となっている場合と比べて接合作業が容易であり、また固形接合剤と第一基材と第二基材とを所望の位置関係に精度よく接合することができる(ハンドリング性の向上)。
また、当該製造方法によると、射出成形工程において、熱可塑性樹脂組成物の溶融物を固形接合剤と接触した状態で固化させるため、熱可塑性樹脂組成物が固化してなる樹脂成形体と固形接合剤とが強固に一体化される。また、このように樹脂成形体と強固に一体化された固形接合剤と第二基材とを接合するため、第一基材と第二基材とも強固に接合させることができる(接合強度の向上)。
また、当該製造方法によると、樹脂成形体の製造プロセスと、当該樹脂成形体への固形接合剤の一体化プロセスとを、同時に実施するため、これらを別々に実施する従来の製造方法と比べて、製造プロセスを簡略化できる。また、予め固形接合剤が一体化された第一基材を用いるため、液状接着剤を第一基材に塗布し乾燥させて接合剤付き第一基材を製造する場合と比べて、製造プロセスを簡略化できる。更に、固形接合剤が一体化された第一基材は工場等で製造できるため、第一基材と第二基材の組み立て作業の際に、固形接合剤を第一基材に固定する必要が無く、従って組み立て作業を簡略化できる。(製造プロセス(特に組み立て作業)の簡略化)。
以下、各工程について説明する。
<射出成形工程>
射出成形工程は、金型の空洞内の壁面に固形接合剤が設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る工程である。
射出成形工程は、金型の空洞内の壁面に固形接合剤が設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る工程である。
(固形接合剤)
固形接合剤の「固形」とは、常温で固体、即ち23℃の加圧のない状態下において流動性が無いことを意味する。
前記固形接合剤は、23℃の加圧のない状態下において30日以上変形せずに外形を保持でき、さらに変質しない特性を備えることが望ましい。
固形接合剤の「固形」とは、常温で固体、即ち23℃の加圧のない状態下において流動性が無いことを意味する。
前記固形接合剤は、23℃の加圧のない状態下において30日以上変形せずに外形を保持でき、さらに変質しない特性を備えることが望ましい。
固形接合剤の材質に特に限定は無く、例えば樹脂成分を含有する。固形接合剤中における樹脂成分の含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上である。
固形接合剤中における当該樹脂成分は、エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有するものであり、当該熱可塑性樹脂を主成分として含有するのがより好ましい。
ここで、「主成分」とは、固形接合剤中の樹脂成分のうちで最も含有量の高い成分を意味する。固形接合剤中の樹脂成分中における熱可塑性樹脂の含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上である。
固形接合剤中における当該樹脂成分は、エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有するものであり、当該熱可塑性樹脂を主成分として含有するのがより好ましい。
ここで、「主成分」とは、固形接合剤中の樹脂成分のうちで最も含有量の高い成分を意味する。固形接合剤中の樹脂成分中における熱可塑性樹脂の含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上である。
固形接合剤の軟化点は、耐熱性および溶着性の観点から、好ましくは20~200℃、より好ましくは40~160℃、更に好ましくは45~120℃である。
《熱可塑性樹脂》
固形接合剤中における樹脂成分がエポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有すると、オープンタイムを長くすることができる。
本明細書においてオープンタイムとは、第一基材の上に接合剤を塗布もしくは載せた後、第二基材を載せ終えるまでの制限時間を意味する。オープンタイム内であれば、接合剤の接合力が低下せず、十分な接合力で2つの基材を接合させることができる。オープンタイムが長いほど利便性が高い。
固形接合剤中における樹脂成分がエポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有すると、オープンタイムを長くすることができる。
本明細書においてオープンタイムとは、第一基材の上に接合剤を塗布もしくは載せた後、第二基材を載せ終えるまでの制限時間を意味する。オープンタイム内であれば、接合剤の接合力が低下せず、十分な接合力で2つの基材を接合させることができる。オープンタイムが長いほど利便性が高い。
当該熱可塑性樹脂の具体例としては、例えば、ポリオレフィンおよびその酸変性物、ポリスチレン、ポリメチルメタクリレート、AS樹脂、ABS樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、ポリアリレート、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、熱可塑性エポキシ等から選ばれる1種以上を使用することができる。また、それらは例えば、炭素繊維、ボロン繊維、シリコンカーバイド繊維、ガラス繊維から選ばれる繊維のうち少なくとも1種で強化されていてもよい。
これらの中で、短い接合プロセス時間で接合性に優れた接合体を得る観点、及び、オープンタイムを長くする観点から、熱可塑性樹脂は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種を含むことが好ましく、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種が好ましい。
固形接合剤中に含まれる樹脂の総量中における、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種の含有量は、好ましくは60~100質量%、より好ましくは80~100質量%、さらに好ましくは90~100質量%、例えば100質量%である。
これらの中で、短い接合プロセス時間で接合性に優れた接合体を得る観点、及び、オープンタイムを長くする観点から、熱可塑性樹脂は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種を含むことが好ましく、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種が好ましい。
固形接合剤中に含まれる樹脂の総量中における、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種の含有量は、好ましくは60~100質量%、より好ましくは80~100質量%、さらに好ましくは90~100質量%、例えば100質量%である。
本明細書において、接合プロセス時間とは、両基材の接合を開始した時点を始点、接合体の作製を完了した時点を終点として、始点から終点までの時間を意味する。ただし、両基材の接合を開始する前に接合剤を、既存の基材(第一基材又は第二基材)に積層する工程が別途必要である場合は、当該工程の開始時点を始点とする。
ここで、「既存の基材」とは、接合剤との接合を開始する時点よりも以前において既に基材としての形状を有する基材を意味する。したがって、本実施の形態に係る製造方法にあっては、射出成形開始時点においては、射出成形用の熱可塑性樹脂組成物は未だ基材としての形状を有していないため、「既存の基材」ではない。したがって、本実施の形態に係る製造方法において、始点とは、既存の第二基材に対して接合剤の接合を開始した時点を意味する。これに対して、一方の基材に対して液状接着剤の塗布を開始する場合は、「両基材の接合を開始する前に接合剤を、既存の基材(第一基材又は第二基材)に積層する工程が別途必要である場合」といえるため、当該塗布を開始する時点を始点とする。同様に、一方の基材に対して固形接合剤を載せた時点も、始点を意味する。
本実施の形態に係る接合体の製造方法によると、すでに固形接合剤が一体化された第一基材を用いて第二基材と接合させるため、固形接合剤と第一基材との接合工程を省略することができ、したがって接合プロセス時間を短縮することができる。
ここで、「既存の基材」とは、接合剤との接合を開始する時点よりも以前において既に基材としての形状を有する基材を意味する。したがって、本実施の形態に係る製造方法にあっては、射出成形開始時点においては、射出成形用の熱可塑性樹脂組成物は未だ基材としての形状を有していないため、「既存の基材」ではない。したがって、本実施の形態に係る製造方法において、始点とは、既存の第二基材に対して接合剤の接合を開始した時点を意味する。これに対して、一方の基材に対して液状接着剤の塗布を開始する場合は、「両基材の接合を開始する前に接合剤を、既存の基材(第一基材又は第二基材)に積層する工程が別途必要である場合」といえるため、当該塗布を開始する時点を始点とする。同様に、一方の基材に対して固形接合剤を載せた時点も、始点を意味する。
本実施の形態に係る接合体の製造方法によると、すでに固形接合剤が一体化された第一基材を用いて第二基材と接合させるため、固形接合剤と第一基材との接合工程を省略することができ、したがって接合プロセス時間を短縮することができる。
当該熱可塑性樹脂のエポキシ当量は、1,600以上であり、好ましくは2,000以上であり、より好ましくは5,000以上であり、更に好ましくは9,000以上であり、検出限界以上であってエポキシ基が実質的に検出されないことが最も好ましい。これにより、末端エポキシ基含有量が少ないか又は実質的に含有しないため、貯蔵安定性に優れ、常温での長期保存も可能である。
ここで言うエポキシ当量(エポキシ基1モルが含まれる前記熱可塑性樹脂の重量)は、接合前の固形接合剤に含まれる熱可塑性樹脂のエポキシ当量の値であり、JIS-K7236:2001に規定された方法で測定された値(単位「g/eq.」)である。具体的には、電位差滴定装置を用い、臭素化テトラエチルアンモニウム酢酸溶液を加え、0.1mol/L過塩素酸-酢酸溶液を用い、溶媒希釈品(樹脂ワニス)は、溶媒を除いた固形分を樹脂重量として算出した値である。なお、2種以上の樹脂の混合物の場合はそれぞれの含有量とエポキシ当量から算出することもできる。
エポキシ当量は、具体的には実施例に記載の方法により測定及び算出することができる。
ここで言うエポキシ当量(エポキシ基1モルが含まれる前記熱可塑性樹脂の重量)は、接合前の固形接合剤に含まれる熱可塑性樹脂のエポキシ当量の値であり、JIS-K7236:2001に規定された方法で測定された値(単位「g/eq.」)である。具体的には、電位差滴定装置を用い、臭素化テトラエチルアンモニウム酢酸溶液を加え、0.1mol/L過塩素酸-酢酸溶液を用い、溶媒希釈品(樹脂ワニス)は、溶媒を除いた固形分を樹脂重量として算出した値である。なお、2種以上の樹脂の混合物の場合はそれぞれの含有量とエポキシ当量から算出することもできる。
エポキシ当量は、具体的には実施例に記載の方法により測定及び算出することができる。
熱可塑性樹脂(特に熱可塑性エポキシ樹脂及びフェノキシ樹脂)は、非晶性熱可塑性樹脂であることがより好ましく、当該非晶性熱可塑性樹脂はエポキシ当量が1,600以上もしくはエポキシ基を含まずかつ融解熱が15J/g以下であることが好ましい。
エポキシ当量が1,600以上であり、融解熱が15J/g以下である非晶性熱可塑性樹脂を主成分とする固形接合剤を用いることにより、加熱時に、従来のホットメルト接着剤で見られるような急激な粘度低下は起こらず、200℃を超える高温度領域においても低粘度(例えば0.001~100Pa・s)状態には至らない。このため当該固形接合剤は溶融した状態でも流れ出すことはなく、高い接合力を安定して得ることができる。
本実施の形態における非晶性熱可塑性樹脂とは、融解熱が15J/g以下となる樹脂を意味する。
ここで、融解熱の測定に際して、融解熱のピークがブロードで、ノイズと分化できないもしくは、検出できない場合も、融解熱が15J/g以下とみなす。
ここで、融解熱の測定に際して、融解熱のピークがブロードで、ノイズと分化できないもしくは、検出できない場合も、融解熱が15J/g以下とみなす。
融解熱は、DSC(示差走査熱量計)の吸熱ピークの面積と、熱可塑性樹脂成分の重量から算出する。無機充填剤などが固形接合剤中に含まれる場合には、無機充填剤は除いた、樹脂成分の重量から算出する。具体的には、試料を2-10mg秤量し、アルミ製パンに入れ、DSC(株式会社リガク製DSC8231)を用いて23℃から10℃/minで200℃以上まで昇温してDSCカーブを得、次いでそのDSCカーブから求めた融解時の吸熱ピークの面積と、前記秤量値から算出することができる。
融解熱は、具体的には実施例に記載の方法により測定及び算出することができる。
融解熱は、具体的には実施例に記載の方法により測定及び算出することができる。
当該熱可塑性樹脂の融解熱は、好ましくは80J/g以下であり、より好ましくは60J/g以下であり、更に好ましくは15J/g以下であり、より更に好ましくは11J/g以下であり、より更に好ましくは7J/g以下であり、より更に好ましくは4J/g以下であり、融解ピークが検出限界以下であることが最も好ましい。
フィルムの主成分である熱可塑性樹脂が融点を有する場合、融点は50~400℃であることが好ましく、60℃~350℃であることがより好ましく、70℃~300℃であることが更に好ましい。50~400℃の範囲に融点があることにより、前記フィルムが加熱により効率よく変形及び溶融し、接合面に有効に濡れ広がるため高い接合力が得られる。
本明細書において、熱可塑性樹脂の融点とは、熱可塑性樹脂が溶融し、流動性を持ち始める温度を意味する。融点は例えば、DSCで測定される融解ピーク温度でも測定することができる。
融点は、具体的には実施例に記載の方法により測定及び算出することができる。
フィルムの主成分である熱可塑性樹脂が融点を有する場合、融点は50~400℃であることが好ましく、60℃~350℃であることがより好ましく、70℃~300℃であることが更に好ましい。50~400℃の範囲に融点があることにより、前記フィルムが加熱により効率よく変形及び溶融し、接合面に有効に濡れ広がるため高い接合力が得られる。
本明細書において、熱可塑性樹脂の融点とは、熱可塑性樹脂が溶融し、流動性を持ち始める温度を意味する。融点は例えば、DSCで測定される融解ピーク温度でも測定することができる。
融点は、具体的には実施例に記載の方法により測定及び算出することができる。
固形接合剤の樹脂成分中における、熱可塑性樹脂の含有量は、短い接合プロセス時間で接合性に優れた接合体を得る観点から、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上、例えば100質量%である。
従来の熱硬化性の接着剤では、接合体を解体することが困難であり、接合体を構成する異種材を分別してリサイクルすることが難しく(すなわち、リサイクル性に劣り)、また、接合体の製造工程において接合箇所のズレ等があった際や内容物や被着体に欠陥があり交換が必要な場合に貼り直しが難しく(すなわち、リペア性に劣り)、利便性に欠けるという問題があった。これに対して、前記固形接合剤が熱硬化性樹脂を含む場合は、熱で軟化・溶融させることができ、基材同士を容易に剥離できるため、リサイクル性に優れる。また、前記固形接合剤は熱可塑性であるため、可逆的に軟化・溶融と硬化を繰り返すことができ、リペア性にも優れる。
《熱可塑性エポキシ樹脂》
熱可塑性エポキシ樹脂は、(a)2官能エポキシ樹脂モノマーもしくはオリゴマーと(b)フェノール性水酸基、カルボキシル基、メルカプト基、イソシアネート基及びシアネートエステル基からなる群より選ばれる同一の又は異なる2つの官能基を有する2官能性化合物との重合体であることが好ましい。
かかる化合物を使用することにより、直鎖状のポリマーを形成する重合反応が優先的に進行して、所望の特性を具備する熱可塑性エポキシ樹脂を得ることが可能となる。
熱可塑性エポキシ樹脂は、(a)2官能エポキシ樹脂モノマーもしくはオリゴマーと(b)フェノール性水酸基、カルボキシル基、メルカプト基、イソシアネート基及びシアネートエステル基からなる群より選ばれる同一の又は異なる2つの官能基を有する2官能性化合物との重合体であることが好ましい。
かかる化合物を使用することにより、直鎖状のポリマーを形成する重合反応が優先的に進行して、所望の特性を具備する熱可塑性エポキシ樹脂を得ることが可能となる。
前記(a)2官能エポキシ樹脂モノマーもしくはオリゴマーとは、分子内にエポキシ基を2個有するエポキシ樹脂モノマーもしくはオリゴマーをいう。
前記(a)の具体例として、例えばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、2官能のフェノールノボラック型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ビフェニル型エポキシ樹脂、2官能のナフタレン型エポキシ樹脂、2官能の脂環式エポキシ樹脂、2官能のグリシジルエステル型エポキシ樹脂(例えばジグリシジルフタレート、ジグリシジルテトラヒドロフタレート、ダイマー酸ジグリシジルエステルなど)、2官能のグリシジルアミン型エポキシ樹脂(例えばジグリシジルアニリン、ジグリシジルトルイジンなど)、2官能の複素環式エポキシ樹脂、2官能のジアリールスルホン型エポキシ樹脂、ヒドロキノン型エポキシ樹脂(例えばヒドロキノンジグリシジルエーテル、2,5-ジ-tert-ブチルヒドロキノンジグリシジルエーテル、レゾルシンジグリシジルエーテルなど)、2官能のアルキレングリシジルエーテル系化合物(例えばブタンジオールジグリシジルエーテル、ブテンジオールジグリシジルエーテル、ブチンジオールジグリシジルエーテルなど)、2官能のグリシジル基含有ヒダントイン化合物(例えば1,3-ジグリシジル-5,5-ジアルキルヒダントイン、1-グリシジル-3-(グリシドキシアルキル)-5,5-ジアルキルヒダントインなど)、2官能のグリシジル基含有シロキサン(例えば1,3-ビス(3-グリシドキシプロピル)-1,1,3,3-テトラメチルジシロキサン、α,β-ビス(3-グリシドキシプロピル)ポリジメチルシロキサンなど)及びそれらの変性物などが挙げられる。これらのうち、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビフェニル型エポキシ樹脂が、反応性及び作業性の点から好ましい。
前記(a)の具体例として、例えばビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、2官能のフェノールノボラック型エポキシ樹脂、ビスフェノールAD型エポキシ樹脂、ビフェニル型エポキシ樹脂、2官能のナフタレン型エポキシ樹脂、2官能の脂環式エポキシ樹脂、2官能のグリシジルエステル型エポキシ樹脂(例えばジグリシジルフタレート、ジグリシジルテトラヒドロフタレート、ダイマー酸ジグリシジルエステルなど)、2官能のグリシジルアミン型エポキシ樹脂(例えばジグリシジルアニリン、ジグリシジルトルイジンなど)、2官能の複素環式エポキシ樹脂、2官能のジアリールスルホン型エポキシ樹脂、ヒドロキノン型エポキシ樹脂(例えばヒドロキノンジグリシジルエーテル、2,5-ジ-tert-ブチルヒドロキノンジグリシジルエーテル、レゾルシンジグリシジルエーテルなど)、2官能のアルキレングリシジルエーテル系化合物(例えばブタンジオールジグリシジルエーテル、ブテンジオールジグリシジルエーテル、ブチンジオールジグリシジルエーテルなど)、2官能のグリシジル基含有ヒダントイン化合物(例えば1,3-ジグリシジル-5,5-ジアルキルヒダントイン、1-グリシジル-3-(グリシドキシアルキル)-5,5-ジアルキルヒダントインなど)、2官能のグリシジル基含有シロキサン(例えば1,3-ビス(3-グリシドキシプロピル)-1,1,3,3-テトラメチルジシロキサン、α,β-ビス(3-グリシドキシプロピル)ポリジメチルシロキサンなど)及びそれらの変性物などが挙げられる。これらのうち、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビフェニル型エポキシ樹脂が、反応性及び作業性の点から好ましい。
前記(b)のフェノール水酸基を持つ2官能性化合物としては、例えばカテコール、レゾルシン、ヒドロキノンなどのベンゼン環を1個有する一核体芳香族ジヒドロキシ化合物類、ビス(4-ヒドロキシフェニル)プロパン(ビスフェノールA)、ビス(4-ヒドロキシフェニル)メタン(ビスフェノールF)、ビス(4-ヒドロキシフェニル)エタン(ビスフェノールAD)などのビスフェノール類、ジヒドロキシナフタレンなどの縮合環を有する化合物、ジアリルレゾルシン、ジアリルビスフェノールA、トリアリルジヒドロキシビフェニルなどのアリル基を導入した2官能フェノール化合物、ジブチルビスフェノールAなどが挙げられる。
前記(b)のカルボキシル基含有化合物の具体例としては、アジピン酸、コハク酸、マロン酸、シクロヘキサンジカルボン酸、フタル酸、イソフタル酸、及びテレフタル酸などが挙げられる。
前記(b)のメルカプト基を持つ2官能性化合物としては、例えば、エチレングリコールビスチオグリコレート、エチレングリコールビスチオプロピオネートなどが挙げられる。
前記(b)のイソシアネート基含有の2官能性化合物の具体例としては、ジフェニルメタンジイソシアネート(MDI)、イソホロンジイソシアネート(IPDI)、へキサメチレンジイソシアネート(HMDI)、及びトリレンジイソシアネート(TDI)などが挙げられる。
前記(b)のシアネートエステル基含有の2官能性化合物の具体例としては、2,2-ビス(4-シアナトフェニル)プロパン、1,1-ビス(4-シアナトフェニル)エタン、及びビス(4-シアナトフェニル)メタンなどが挙げられる。
前記(b)のなかでもフェノール水酸基を持つ2官能性化合物が熱可塑性の重合物を得る観点から好ましく、フェノール性水酸基を2つ持ち、ビスフェノール構造もしくはビフェニル構造を持つ2官能性化合物が耐熱性および接合性の観点から好ましく、ビスフェノールA、ビスフェノールFもしくはビスフェノールSが耐熱性およびコストの観点から好ましい。
前記(b)のカルボキシル基含有化合物の具体例としては、アジピン酸、コハク酸、マロン酸、シクロヘキサンジカルボン酸、フタル酸、イソフタル酸、及びテレフタル酸などが挙げられる。
前記(b)のメルカプト基を持つ2官能性化合物としては、例えば、エチレングリコールビスチオグリコレート、エチレングリコールビスチオプロピオネートなどが挙げられる。
前記(b)のイソシアネート基含有の2官能性化合物の具体例としては、ジフェニルメタンジイソシアネート(MDI)、イソホロンジイソシアネート(IPDI)、へキサメチレンジイソシアネート(HMDI)、及びトリレンジイソシアネート(TDI)などが挙げられる。
前記(b)のシアネートエステル基含有の2官能性化合物の具体例としては、2,2-ビス(4-シアナトフェニル)プロパン、1,1-ビス(4-シアナトフェニル)エタン、及びビス(4-シアナトフェニル)メタンなどが挙げられる。
前記(b)のなかでもフェノール水酸基を持つ2官能性化合物が熱可塑性の重合物を得る観点から好ましく、フェノール性水酸基を2つ持ち、ビスフェノール構造もしくはビフェニル構造を持つ2官能性化合物が耐熱性および接合性の観点から好ましく、ビスフェノールA、ビスフェノールFもしくはビスフェノールSが耐熱性およびコストの観点から好ましい。
前記(a)がビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビフェニル型エポキシ樹脂であり、前記(b)がビスフェノールA、ビスフェノールFもしくはビスフェノールSである場合、前記(a)と(b)の重合により得られるポリマーは、パラフェニレン構造とエーテル結合を主骨格とし、それらをアルキレン基で連結した主鎖と、重付加により生成した水酸基が側鎖に配置された構造を有する。
パラフェニレン骨格からなる直鎖状の構造により、重合後のポリマーの機械的強度を高めることができるとともに、側鎖に配置された水酸基により、基材への密着性を向上させることができる。この結果、熱硬化性樹脂の作業性を維持しながら、高い接合強度を実現することができる。さらに、熱可塑性樹脂である場合は、熱で軟化・溶融させることによってリサイクルおよびリペアが可能となり、熱硬化性樹脂における問題点であるリサイクル性およびリペア性を改善することができる。
パラフェニレン骨格からなる直鎖状の構造により、重合後のポリマーの機械的強度を高めることができるとともに、側鎖に配置された水酸基により、基材への密着性を向上させることができる。この結果、熱硬化性樹脂の作業性を維持しながら、高い接合強度を実現することができる。さらに、熱可塑性樹脂である場合は、熱で軟化・溶融させることによってリサイクルおよびリペアが可能となり、熱硬化性樹脂における問題点であるリサイクル性およびリペア性を改善することができる。
《フェノキシ樹脂》
フェノキシ樹脂は、ビスフェノール類と、エピクロルヒドリンより合成されるポリヒドロキシポリエーテルであり、熱可塑性を有する。フェノキシ樹脂の製造には、二価フェノール類とエピクロルヒドリンの直接反応による方法、二価フェノール類のジグリシジルエーテルと二価フェノール類の付加重合反応による方法が知られているが、本発明に用いられるフェノキシ樹脂はいずれの製法により得られるものであっても良い。二価フェノール類とエピクロルヒドリンの直接反応の場合は、二価フェノール類としては、例えば、ビスフェノールA、ビスフェノールF、ビスフェノールS、ビフェノール、ビフェニレンジオール、フルオレンジフェニル等のフェノール類;エチレングリコール、プロピレングリコール、ジエチレングリコール等の脂肪族グリコールが挙げられる。中でも、コストや接合性、粘度、耐熱性の観点から、ビスフェノールA、ビスフェノールF、ビスフェノールSが好ましい。これらは、1種単独で用いても、2種以上を併用してもよい。
フェノキシ樹脂は、エポキシ樹脂に類似の化学構造をもち、パラフェニレン構造とエーテル結合を主骨格とし、それらを連結した主鎖と、水酸基が側鎖に配置された構造を有する。
フェノキシ樹脂は、ビスフェノール類と、エピクロルヒドリンより合成されるポリヒドロキシポリエーテルであり、熱可塑性を有する。フェノキシ樹脂の製造には、二価フェノール類とエピクロルヒドリンの直接反応による方法、二価フェノール類のジグリシジルエーテルと二価フェノール類の付加重合反応による方法が知られているが、本発明に用いられるフェノキシ樹脂はいずれの製法により得られるものであっても良い。二価フェノール類とエピクロルヒドリンの直接反応の場合は、二価フェノール類としては、例えば、ビスフェノールA、ビスフェノールF、ビスフェノールS、ビフェノール、ビフェニレンジオール、フルオレンジフェニル等のフェノール類;エチレングリコール、プロピレングリコール、ジエチレングリコール等の脂肪族グリコールが挙げられる。中でも、コストや接合性、粘度、耐熱性の観点から、ビスフェノールA、ビスフェノールF、ビスフェノールSが好ましい。これらは、1種単独で用いても、2種以上を併用してもよい。
フェノキシ樹脂は、エポキシ樹脂に類似の化学構造をもち、パラフェニレン構造とエーテル結合を主骨格とし、それらを連結した主鎖と、水酸基が側鎖に配置された構造を有する。
《熱可塑性樹脂の物性》
前記熱可塑性樹脂は、重量平均分子量(Мw)が10,000~500,000であることが好ましく、18,000~300,000であることがより好ましく、20,000~200,000であることが更に好ましく、30,000~60,000であることがより好ましい。重量平均分子量がこの値の範囲であると熱可塑性と耐熱性のバランスが良く、効率よく溶融によって接合体が得られ、その耐熱性も高くなる。重量平均分子量が10,000以上であると耐熱性に優れ、500,000以下であると溶融時の粘度が低く、接合性が高くなる。
前記熱可塑性樹脂は、重量平均分子量(Мw)が10,000~500,000であることが好ましく、18,000~300,000であることがより好ましく、20,000~200,000であることが更に好ましく、30,000~60,000であることがより好ましい。重量平均分子量がこの値の範囲であると熱可塑性と耐熱性のバランスが良く、効率よく溶融によって接合体が得られ、その耐熱性も高くなる。重量平均分子量が10,000以上であると耐熱性に優れ、500,000以下であると溶融時の粘度が低く、接合性が高くなる。
《固形接合剤中における樹脂成分以外の成分》
必要に応じて、本発明の目的を阻害しない範囲で、固形接合剤は、樹脂成分以外の成分として、フィラーや添加剤を含有しても良く、含有しなくても良い。
必要に応じて、本発明の目的を阻害しない範囲で、固形接合剤は、樹脂成分以外の成分として、フィラーや添加剤を含有しても良く、含有しなくても良い。
フィラーとしては、無機フィラー及び有機フィラー(樹脂粉体)が挙げられる。
無機フィラーとしては、例えば、球状溶融シリカ、鉄などの金属の金属粉、珪砂、タルク、炭酸カルシウム、マイカ、酸性白土、珪藻土、カオリン、石英、酸化チタン、シリカ、フェノール樹脂マイクロバルーン、ガラスバルーン等が挙げられる。
固形接合剤がフィラーを含有する場合、固形接合剤の全量100体積%中におけるフィラーの含有量は、50体積%以下であることが好ましく、30体積%以下であることがより好ましく、20体積%以下であることが更に好ましく、10体積%以下であることが最も好ましい。なお、フィラーの体積は、固形接合剤中に含有されるフィラーの重量をフィラーの真比重で除して求めることができる。
固形接合剤の全量100体積%中における樹脂成分の含有量は、好ましく10体積%以上、より好ましくは20体積%以上、更に好ましくは30体積%以上、より更に好ましくは50体積%以上、一態様では80体積%以上、別の態様では90体積%以上、別の態様では99体積%以上である。
無機フィラーとしては、例えば、球状溶融シリカ、鉄などの金属の金属粉、珪砂、タルク、炭酸カルシウム、マイカ、酸性白土、珪藻土、カオリン、石英、酸化チタン、シリカ、フェノール樹脂マイクロバルーン、ガラスバルーン等が挙げられる。
固形接合剤がフィラーを含有する場合、固形接合剤の全量100体積%中におけるフィラーの含有量は、50体積%以下であることが好ましく、30体積%以下であることがより好ましく、20体積%以下であることが更に好ましく、10体積%以下であることが最も好ましい。なお、フィラーの体積は、固形接合剤中に含有されるフィラーの重量をフィラーの真比重で除して求めることができる。
固形接合剤の全量100体積%中における樹脂成分の含有量は、好ましく10体積%以上、より好ましくは20体積%以上、更に好ましくは30体積%以上、より更に好ましくは50体積%以上、一態様では80体積%以上、別の態様では90体積%以上、別の態様では99体積%以上である。
添加剤としては、例えば、反応性希釈剤等の粘度調整剤、消泡剤、シランカップリング剤等のカップリング剤、顔料等を挙げることができ、これらは1種又は2種以上含有していても良い。
固形接合剤中における添加剤の含有量は、好ましくは10質量%以下、より好ましくは5質量%以下、更に好ましくは1質量%以下である。
固形接合剤中における樹脂成分の含有量は、好ましく10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上、より更に好ましくは50質量%以上、一態様では80質量%以上、別の態様では90質量%以上、別の態様では99質量%以上である。
固形接合剤中における添加剤の含有量は、好ましくは10質量%以下、より好ましくは5質量%以下、更に好ましくは1質量%以下である。
固形接合剤中における樹脂成分の含有量は、好ましく10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上、より更に好ましくは50質量%以上、一態様では80質量%以上、別の態様では90質量%以上、別の態様では99質量%以上である。
《固形接合剤の形態》
固形接合剤の形態は特に限定されないが、フィルム、棒、ペレット及び粉体からなる群から選択される何れかの形状を有することが好ましい。
固形接合剤の厚さには特に制限は無いが、短い接合プロセス時間で接合性に優れた接合体を得る観点から、特に、厚さが1mm以下であることが好ましく、0.5mm以下であることがより好ましく、0.3mm以下であることが更に好ましく、0.2mm以下であることがより更に好ましく、0.1mm以下であることが最も好ましい。また、高い接合強度を得る観点から、好ましくは0.01mm以上、より好ましくは0.05mm以上、更に好ましくは0.08mm以上である。
固形接合剤の形態は特に限定されないが、フィルム、棒、ペレット及び粉体からなる群から選択される何れかの形状を有することが好ましい。
固形接合剤の厚さには特に制限は無いが、短い接合プロセス時間で接合性に優れた接合体を得る観点から、特に、厚さが1mm以下であることが好ましく、0.5mm以下であることがより好ましく、0.3mm以下であることが更に好ましく、0.2mm以下であることがより更に好ましく、0.1mm以下であることが最も好ましい。また、高い接合強度を得る観点から、好ましくは0.01mm以上、より好ましくは0.05mm以上、更に好ましくは0.08mm以上である。
固形接合剤がフィルムである場合、当該フィルムは単層であってもよく複数層からなる積層体であってもよいが、製造容易性の観点及び接合力の向上の観点から単層であることが好ましい。
固形接合剤は、接合力やその耐熱性を阻害しない範囲で、タック性があっても良い。タック性が有る場合、第一基材を製造する際に、タック性を利用して、固形接合剤を金型の空洞内の壁面に仮固定することができる。タック性が有る場合、第一基材と第二基材とを仮固定することができる。タック性が無い場合、第一基材の保管が容易である。
《固形接合剤の製造方法》
固形接合剤の製造方法は特に限定されるものではないが、樹脂組成物を加熱又は加熱圧縮することにより、フィルム状の固形接合剤を得ることができる。
例えば、前記熱可塑性エポキシ樹脂及び前記フェノキシ樹脂から選ばれる少なくとも一種を含有するフィルム状の固形接合剤は、これら熱可塑性エポキシ樹脂及び前記フェノキシ樹脂の原料モノマー及び原料オリゴマーの1種又は2種以上と必要に応じて触媒とを、加熱して重合させることにより製造することができる。当該重合の際に、粘度を低減させて撹拌しやすくするために溶媒を加えても良い。溶媒を加える場合はその除去が必要であり、乾燥もしくは重合またはその両方を離型フィルムなどの上で行うことにより、固形接合剤を得ても良い。
触媒としては、例えば、トリエチルアミン、2,4,6-トリス(ジメチルアミノメチル)フェノール等の3級アミン;トリフェニルホスフィン等のリン系化合物等が好適に用いられる。中でも、安定性の観点から、トリフェニルホスフィンが好ましい。
溶媒としては、シクロヘキサノン、メチルエチルケトン等が挙げられるが、シクロヘキサノン及び、メチルエチルケトンが好ましい。
固形接合剤の製造方法は特に限定されるものではないが、樹脂組成物を加熱又は加熱圧縮することにより、フィルム状の固形接合剤を得ることができる。
例えば、前記熱可塑性エポキシ樹脂及び前記フェノキシ樹脂から選ばれる少なくとも一種を含有するフィルム状の固形接合剤は、これら熱可塑性エポキシ樹脂及び前記フェノキシ樹脂の原料モノマー及び原料オリゴマーの1種又は2種以上と必要に応じて触媒とを、加熱して重合させることにより製造することができる。当該重合の際に、粘度を低減させて撹拌しやすくするために溶媒を加えても良い。溶媒を加える場合はその除去が必要であり、乾燥もしくは重合またはその両方を離型フィルムなどの上で行うことにより、固形接合剤を得ても良い。
触媒としては、例えば、トリエチルアミン、2,4,6-トリス(ジメチルアミノメチル)フェノール等の3級アミン;トリフェニルホスフィン等のリン系化合物等が好適に用いられる。中でも、安定性の観点から、トリフェニルホスフィンが好ましい。
溶媒としては、シクロヘキサノン、メチルエチルケトン等が挙げられるが、シクロヘキサノン及び、メチルエチルケトンが好ましい。
前記樹脂組成物を加熱圧縮する方法としては、例えば、加熱したプレス(熱プレス)等で圧縮する方法が挙げられる。
前記熱プレスの温度は、好ましくは120~250℃であり、より好ましくは130~200℃であり、更に好ましくは140~180℃である。
また、前記樹脂組成物を熱プレスで圧縮する際の圧縮時間は、好ましくは0.5~4時間であり、より好ましくは0.5~3時間であり、更に好ましくは0.5~2時間である。
前記熱プレスの温度は、好ましくは120~250℃であり、より好ましくは130~200℃であり、更に好ましくは140~180℃である。
また、前記樹脂組成物を熱プレスで圧縮する際の圧縮時間は、好ましくは0.5~4時間であり、より好ましくは0.5~3時間であり、更に好ましくは0.5~2時間である。
(空洞内に射出させる熱可塑性樹脂組成物)
空洞内に射出させる熱可塑性樹脂組成物は、熱可塑性樹脂を含有し、好ましくは熱可塑性樹脂を主成分として含有する。
ここで、「主成分」とは、熱可塑性樹脂組成物中の樹脂成分のうちで最も含有量の高い成分を意味する。熱可塑性樹脂組成物の樹脂成分中における熱可塑性樹脂の含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上である。
また、空洞内に射出させる熱可塑性樹脂組成物は成形時の重合が完了しているものが好ましく、当該熱可塑性樹脂は成形サイクルの短時間化の観点から、金型内での重合反応が不要なものが好ましい。つまり、金型内での加熱などにより重合反応をするのではなく、金型内で冷却によってのみ固形化されることが好ましい。
また、空洞内に射出させる熱可塑性樹脂組成物は、成形性の観点から、溶融時の粘度が低いことが好ましく、高粘度のフェノキシ樹脂や熱可塑性エポキシ樹脂の含有量が60質量%以下もしくはフェノキシ樹脂や熱可塑性エポキシ樹脂ではないことが好ましい。
空洞内に射出させる熱可塑性樹脂組成物は、熱可塑性樹脂を含有し、好ましくは熱可塑性樹脂を主成分として含有する。
ここで、「主成分」とは、熱可塑性樹脂組成物中の樹脂成分のうちで最も含有量の高い成分を意味する。熱可塑性樹脂組成物の樹脂成分中における熱可塑性樹脂の含有量は、好ましくは50質量%以上、より好ましくは70質量%以上、更に好ましくは80質量%以上、より更に好ましくは90質量%以上、より更に好ましくは99質量%以上である。
また、空洞内に射出させる熱可塑性樹脂組成物は成形時の重合が完了しているものが好ましく、当該熱可塑性樹脂は成形サイクルの短時間化の観点から、金型内での重合反応が不要なものが好ましい。つまり、金型内での加熱などにより重合反応をするのではなく、金型内で冷却によってのみ固形化されることが好ましい。
また、空洞内に射出させる熱可塑性樹脂組成物は、成形性の観点から、溶融時の粘度が低いことが好ましく、高粘度のフェノキシ樹脂や熱可塑性エポキシ樹脂の含有量が60質量%以下もしくはフェノキシ樹脂や熱可塑性エポキシ樹脂ではないことが好ましい。
当該熱可塑性樹脂の具体例としては、例えば、ポリオレフィンおよびその酸変性物、ポリスチレン、ポリメチルメタクリレート、AS樹脂、ABS樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、ポリアリレート、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、熱可塑性エポキシ等から選ばれる1種以上を使用することができる。また、それらは例えば、炭素繊維、ボロン繊維、シリコンカーバイド繊維、ガラス繊維から選ばれる繊維のうち少なくとも1種で強化されていると強度が高くなり好ましい。
これらの中で、耐熱性、成形性の観点から、ポリエチレンテレフタレートやポリブチレンテレフタレート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、が好ましく、さらに体固形接合剤との密着性の観点から、ポリエチレンテレフタレートやポリブチレンテレフタレート、ポリカーボネート、ポリイミド、ポリアミドがより好ましい。
これらの中で、耐熱性、成形性の観点から、ポリエチレンテレフタレートやポリブチレンテレフタレート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、が好ましく、さらに体固形接合剤との密着性の観点から、ポリエチレンテレフタレートやポリブチレンテレフタレート、ポリカーボネート、ポリイミド、ポリアミドがより好ましい。
当該熱可塑性樹脂組成物は、樹脂成分の他に、他の成分を含有しても良い。
他の成分の種類としては、前述の固形接合剤に使用される他の成分が挙げられる。また、例えば、炭素繊維、ボロン繊維、シリコンカーバイド繊維、ガラス繊維から選ばれる繊維のうち少なくとも1種で強化されていると強度が高くなり好ましい。
熱可塑性樹脂組成物の全量100体積%中におけるフィラー及び強化用の繊維の合計含有量は、50体積%以下であることが好ましく、30体積%以下であることがより好ましく、20体積%以下であることが最も好ましい。なお、フィラーの体積は、熱可塑性樹脂組成物中に含有されるフィラーの重量をフィラーの真比重で除して求めることができる。ただし、非晶性の熱可塑性樹脂組成物の場合は全量100体積%中におけるフィラー及び強化用の繊維の合計含有量は、30体積%以下であることが好ましく、10体積%以下であることがより好ましく、5体積%以下であることが最も好ましい。
熱可塑性樹脂組成物の全量100体積%中における樹脂成分の含有量は、好ましく10体積%以上、より好ましくは20体積%以上、更に好ましくは30体積%以上、より更に好ましくは50体積%以上、一態様では80体積%以上、別の態様では90体積%以上、別の態様では99体積%以上である。
他の成分の種類としては、前述の固形接合剤に使用される他の成分が挙げられる。また、例えば、炭素繊維、ボロン繊維、シリコンカーバイド繊維、ガラス繊維から選ばれる繊維のうち少なくとも1種で強化されていると強度が高くなり好ましい。
熱可塑性樹脂組成物の全量100体積%中におけるフィラー及び強化用の繊維の合計含有量は、50体積%以下であることが好ましく、30体積%以下であることがより好ましく、20体積%以下であることが最も好ましい。なお、フィラーの体積は、熱可塑性樹脂組成物中に含有されるフィラーの重量をフィラーの真比重で除して求めることができる。ただし、非晶性の熱可塑性樹脂組成物の場合は全量100体積%中におけるフィラー及び強化用の繊維の合計含有量は、30体積%以下であることが好ましく、10体積%以下であることがより好ましく、5体積%以下であることが最も好ましい。
熱可塑性樹脂組成物の全量100体積%中における樹脂成分の含有量は、好ましく10体積%以上、より好ましくは20体積%以上、更に好ましくは30体積%以上、より更に好ましくは50体積%以上、一態様では80体積%以上、別の態様では90体積%以上、別の態様では99体積%以上である。
熱可塑性樹脂組成物中における添加剤の含有量は、好ましくは10質量%以下、より好ましくは5質量%以下、更に好ましくは1質量%以下である。
熱可塑性樹脂組成物中における樹脂成分の含有量は、好ましく10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上、より更に好ましくは50質量%以上、一態様では80質量%以上、別の態様では90質量%以上、別の態様では99質量%以上である。
熱可塑性樹脂組成物中における樹脂成分の含有量は、好ましく10質量%以上、より好ましくは20質量%以上、更に好ましくは30質量%以上、より更に好ましくは50質量%以上、一態様では80質量%以上、別の態様では90質量%以上、別の態様では99質量%以上である。
(金型)
金型には特に限定は無く、従来の金型を使用することができ、例えば図1に示す金型1を用いることができる。
当該金型1は、第1の金型10と第2の金型20とを有する。これら第1の金型10と第2の金型20とが型閉じされることにより、第1の金型10と第2の金型20との間に空洞30が形成される。当該空洞30は、第1の金型10側の第1空洞面11と、第2の金型20側の第2空洞面21とに覆われている。
第1の金型10に、第1の金型10を貫通して空洞30に至るゲート12が設けられている。当該ゲート12の空洞30とは反対側の端部に、射出機13が設けられている。射出機13は、図示しないホッパと図示しないシリンダとを備えている。
第2の金型20に、第2の金型20を貫通して空洞30に至る吸引孔22が設けられている。当該吸引孔22の空洞30とは反対側の端部に、図示しない負圧発生源(負圧ポンプ等)が設けられている。当該吸引孔22を覆うように空洞30の壁面に固形接合剤41を設置し、負圧発生源を作動させて吸引孔22内を減圧することにより、固形接合剤41は空洞30の壁面に吸着される。このようにして、固形接合剤41を空洞30の壁面に簡易かつ精度よく仮固定することができる。
なお、吸引孔22は省略されていてもよい。例えば、固形接合剤がタック性を有する場合、当該タック性を利用して固形接合剤を空洞30の壁面に仮固定することができる。
金型には特に限定は無く、従来の金型を使用することができ、例えば図1に示す金型1を用いることができる。
当該金型1は、第1の金型10と第2の金型20とを有する。これら第1の金型10と第2の金型20とが型閉じされることにより、第1の金型10と第2の金型20との間に空洞30が形成される。当該空洞30は、第1の金型10側の第1空洞面11と、第2の金型20側の第2空洞面21とに覆われている。
第1の金型10に、第1の金型10を貫通して空洞30に至るゲート12が設けられている。当該ゲート12の空洞30とは反対側の端部に、射出機13が設けられている。射出機13は、図示しないホッパと図示しないシリンダとを備えている。
第2の金型20に、第2の金型20を貫通して空洞30に至る吸引孔22が設けられている。当該吸引孔22の空洞30とは反対側の端部に、図示しない負圧発生源(負圧ポンプ等)が設けられている。当該吸引孔22を覆うように空洞30の壁面に固形接合剤41を設置し、負圧発生源を作動させて吸引孔22内を減圧することにより、固形接合剤41は空洞30の壁面に吸着される。このようにして、固形接合剤41を空洞30の壁面に簡易かつ精度よく仮固定することができる。
なお、吸引孔22は省略されていてもよい。例えば、固形接合剤がタック性を有する場合、当該タック性を利用して固形接合剤を空洞30の壁面に仮固定することができる。
(射出成形の条件)
射出成形の条件に特に限定は無いが、例えば次の条件で射出成形してもよい。
熱可塑性樹脂組成物を溶融させ、当該溶融した熱可塑性樹脂組成物を空洞内に射出成形する。
空洞内に熱可塑性樹脂組成物を射出する際における熱可塑性樹脂組成物の温度は、分解温度以下であり、流動性を持つ温度領域であることが好ましい。
射出成形の条件に特に限定は無いが、例えば次の条件で射出成形してもよい。
熱可塑性樹脂組成物を溶融させ、当該溶融した熱可塑性樹脂組成物を空洞内に射出成形する。
空洞内に熱可塑性樹脂組成物を射出する際における熱可塑性樹脂組成物の温度は、分解温度以下であり、流動性を持つ温度領域であることが好ましい。
このように、金型の空洞内の壁面に固形接合剤が設置されている状態において、空洞内に熱可塑性樹脂組成物を射出することにより熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなる第一基材を得ることができる。
得られた第一基材において、固形接合剤のうち空洞内の壁面に接面していた表面は、露出面となる。
得られた第一基材において、固形接合剤のうち空洞内の壁面に接面していた表面は、露出面となる。
(第一基材)
第一基材は、前記熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなるものである。
第一基材は、前記熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなるものである。
第一基材の融点は、特に限定されないが、接合力及び寸法誤差を吸収する観点から、100~400℃であることが好ましく、150℃~350℃であることがより好ましく、180℃~300℃であることが更に好ましい。
第一基材の軟化点は、特に限定されないが、接合力及び寸法誤差を吸収する観点から、50~300℃であることが好ましく、80℃~250℃であることがより好ましく、100℃~230℃であることが更に好ましい。
射出成形時に溶融した第一基材の樹脂と前記固形接合剤との密着性の観点から、前記固形接合剤の軟化点は、樹脂成形体の融点よりも低いことが好ましい。同様の観点から、前記固形接合剤の融点は、樹脂成形耐の融点以下であることが好ましく、樹脂成形耐の融点よりも低いことがより好ましい。
樹脂成形体の融点から固形接合剤の軟化点を引き算した値は、好ましくは0℃超かつ300℃以下、より好ましくは20~280℃、更に好ましくは40~250℃、より更に好ましくは60~220℃、より更に好ましくは80~170℃である。
軟化点は、具体的には実施例に記載の方法により測定及び算出することができる。
当該第一基材において、前記固形接合剤の表面が前記樹脂成形体の表面と面一であることが好ましい。これにより、固形接合剤が樹脂成形体の表面から突出して第一基材の厚さが厚くなることを防止できる。
第一基材の軟化点は、特に限定されないが、接合力及び寸法誤差を吸収する観点から、50~300℃であることが好ましく、80℃~250℃であることがより好ましく、100℃~230℃であることが更に好ましい。
射出成形時に溶融した第一基材の樹脂と前記固形接合剤との密着性の観点から、前記固形接合剤の軟化点は、樹脂成形体の融点よりも低いことが好ましい。同様の観点から、前記固形接合剤の融点は、樹脂成形耐の融点以下であることが好ましく、樹脂成形耐の融点よりも低いことがより好ましい。
樹脂成形体の融点から固形接合剤の軟化点を引き算した値は、好ましくは0℃超かつ300℃以下、より好ましくは20~280℃、更に好ましくは40~250℃、より更に好ましくは60~220℃、より更に好ましくは80~170℃である。
軟化点は、具体的には実施例に記載の方法により測定及び算出することができる。
当該第一基材において、前記固形接合剤の表面が前記樹脂成形体の表面と面一であることが好ましい。これにより、固形接合剤が樹脂成形体の表面から突出して第一基材の厚さが厚くなることを防止できる。
得られた第一基材において、固形接合剤の表面の少なくとも一部は樹脂成形体によって覆われた非露出面であり、形接合剤の表面の残部は樹脂成形体によって覆われていない露出面である。
得られた第一基材において、固形接合剤がフィルム形状である場合、当該フィルム形状を有する固形接合剤の第一表面、当該第一表面と対向する第二表面、及び当該第一表面と当該第二表面とを連ねる側面のうち、第一表面の一部又は全部が露出していてもよく、第二表面の一部又は全部が露出していてもよく、側面の一部が露出していてもよい。
得られた第一基材において、固形接合剤がフィルム形状である場合、当該フィルム形状を有する固形接合剤の第一表面、当該第一表面と対向する第二表面、及び当該第一表面と当該第二表面とを連ねる側面のうち、第一表面の一部又は全部が露出していてもよく、第二表面の一部又は全部が露出していてもよく、側面の一部が露出していてもよい。
第一基材中におけるフィルム形状の固形接合剤にあっては、下記(a)かつ下記(b)を具備するか、または下記(a)かつ下記(c)を具備することが好ましい。
(a)固形接合剤の第一表面及び第二表面の一方は樹脂成形体に覆われた非露出面であり、他方は樹脂成形体に覆われていない露出面である。
(b)固形接合剤の側面の一部は樹脂成形体に覆われた非露出面であり、側面の残部は樹脂成形体に覆われていない露出面である。
(c)固形接合剤の側面の全部は樹脂成形体に覆われた非露出面である。
また、上記(a)は、下記(a1)を具備することが好ましい。
(a1)固形接合剤の第一表面及び第二表面の一方は樹脂成形体に覆われた非露出面であり、他方は樹脂成形体に覆われていない露出面であり、当該露出面は樹脂成形体の表面と面一となっている。
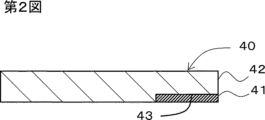
次に、第一基材の具体例を図2~図3を用いて説明する。
図2は、第一態様に係る第一基材40の縦断面図であり、図3は、当該第一基材40を固形接合剤41が存在する側から見た平面図である。
(a)固形接合剤の第一表面及び第二表面の一方は樹脂成形体に覆われた非露出面であり、他方は樹脂成形体に覆われていない露出面である。
(b)固形接合剤の側面の一部は樹脂成形体に覆われた非露出面であり、側面の残部は樹脂成形体に覆われていない露出面である。
(c)固形接合剤の側面の全部は樹脂成形体に覆われた非露出面である。
また、上記(a)は、下記(a1)を具備することが好ましい。
(a1)固形接合剤の第一表面及び第二表面の一方は樹脂成形体に覆われた非露出面であり、他方は樹脂成形体に覆われていない露出面であり、当該露出面は樹脂成形体の表面と面一となっている。
次に、第一基材の具体例を図2~図3を用いて説明する。
図2は、第一態様に係る第一基材40の縦断面図であり、図3は、当該第一基材40を固形接合剤41が存在する側から見た平面図である。
図2及び図3に示すとおり、第一基材40は、樹脂成形体42と固形接合剤41とが一体化してなるものである。
第一基材40は、板状である。
固形接合剤41は、シート状である。
固形接合剤41の第一表面及び第二表面の一方(図2における上面)は樹脂成形体42に覆われた非露出表面であり、他方(図2における下面)は樹脂成形体42に覆われていない露出表面であり、当該露出表面は樹脂成形体42の表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。図2における下面。)を構成している(上記(a1)に相当)。
固形接合剤41の側面の一部(すなわち固形接合剤41の4つの側面のうちの3側面)は樹脂成形体42に覆われた非露出表面であり、側面の残部(すなわち残りの1側面)は樹脂成形体に覆われていない露出側面である(上記(b)に相当)。固形接合剤41の当該露出側面は、第一基材の側面と面一になっている。
第一基材40は、板状である。
固形接合剤41は、シート状である。
固形接合剤41の第一表面及び第二表面の一方(図2における上面)は樹脂成形体42に覆われた非露出表面であり、他方(図2における下面)は樹脂成形体42に覆われていない露出表面であり、当該露出表面は樹脂成形体42の表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。図2における下面。)を構成している(上記(a1)に相当)。
固形接合剤41の側面の一部(すなわち固形接合剤41の4つの側面のうちの3側面)は樹脂成形体42に覆われた非露出表面であり、側面の残部(すなわち残りの1側面)は樹脂成形体に覆われていない露出側面である(上記(b)に相当)。固形接合剤41の当該露出側面は、第一基材の側面と面一になっている。
第一基材は、前記熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなるものである。
<接合工程>
接合工程は、前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る工程である。
前記固形接合剤を溶融後固化させる方法としては、接触加熱、温風加熱、熱プレス、赤外線加熱、熱板溶着、超音波溶着、振動溶着、高周波誘導溶着、及び高周波誘電溶着からなる群より選ばれる少なくとも1種の方法が挙げられる。中でも、熱プレス、超音波溶着、高周波誘導溶着が好ましい。
接合工程は、前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る工程である。
前記固形接合剤を溶融後固化させる方法としては、接触加熱、温風加熱、熱プレス、赤外線加熱、熱板溶着、超音波溶着、振動溶着、高周波誘導溶着、及び高周波誘電溶着からなる群より選ばれる少なくとも1種の方法が挙げられる。中でも、熱プレス、超音波溶着、高周波誘導溶着が好ましい。
超音波溶着を行う場合の条件に付いては特に限定は無い。
例えば、発信周波数は、好ましくは10~70kHz、より好ましくは15~40kHzである。
超音波印可時間は、接着性と外観性の観点から、好ましくは0.1~3秒、より好ましくは0.2~2秒である。
超音波印可時に第一基材と第二基材とを加圧する場合、加圧力は0.01~20MPaが好ましく、0.1~10MPaがより好ましく、0.2~5MPaが更に好ましい。このような圧力範囲であると、前記固形接合剤が効率よく変形し接着面に有効に濡れ広がるため高い接着力が得られる。
例えば、発信周波数は、好ましくは10~70kHz、より好ましくは15~40kHzである。
超音波印可時間は、接着性と外観性の観点から、好ましくは0.1~3秒、より好ましくは0.2~2秒である。
超音波印可時に第一基材と第二基材とを加圧する場合、加圧力は0.01~20MPaが好ましく、0.1~10MPaがより好ましく、0.2~5MPaが更に好ましい。このような圧力範囲であると、前記固形接合剤が効率よく変形し接着面に有効に濡れ広がるため高い接着力が得られる。
高周波誘導溶着を行う場合の条件に付いては特に限定は無い。
例えば、発信周波数は、好ましくは100~2,000kHz、より好ましくは500~1,500kHz、更に好ましくは700~1,000kHzである。
高周波印可時間は、接着性と外観性の観点から、好ましくは0.1~30秒、より好ましくは0.2~10秒である。
高周波印可時に第一基材と第二基材とを加圧する場合、加圧力は0.01~20MPaが好ましく、0.1~10MPaがより好ましく、0.2~5MPaが更に好ましい。このような圧力範囲であると、前記固形接合剤が効率よく変形し接着面に有効に濡れ広がるため高い接着力が得られる。
例えば、発信周波数は、好ましくは100~2,000kHz、より好ましくは500~1,500kHz、更に好ましくは700~1,000kHzである。
高周波印可時間は、接着性と外観性の観点から、好ましくは0.1~30秒、より好ましくは0.2~10秒である。
高周波印可時に第一基材と第二基材とを加圧する場合、加圧力は0.01~20MPaが好ましく、0.1~10MPaがより好ましく、0.2~5MPaが更に好ましい。このような圧力範囲であると、前記固形接合剤が効率よく変形し接着面に有効に濡れ広がるため高い接着力が得られる。
当該固形接合剤は第一基材中に一体化されているため、第一基材と第二基材とを接合する際に、固形接合剤が第一基材から外れたり第一基材中における固形接合剤の位置がずれたりする心配が無い。従って、第一基材を第二基材の接合位置に精度よく接合することができ、また、接合作業が容易である。
得られた接合体は、固形接合剤が熱可塑性樹脂を含有する場合、加熱により第一基材と第二基材とを取り外せるため、リサイクル性及びリペア性に優れ、接合体を加熱することで、容易に第一基材と第二基材とに解体することができる。
得られた接合体は、固形接合剤が熱可塑性樹脂を含有する場合、加熱により第一基材と第二基材とを取り外せるため、リサイクル性及びリペア性に優れ、接合体を加熱することで、容易に第一基材と第二基材とに解体することができる。
(第二基材)
第二基材の材料は、金属;ガラス;セラミック;熱可塑性樹脂、繊維強化プラスチック(FRP)等の樹脂;より選ばれる少なくとも1種からなることが好ましい。
第二基材が金属の場合、アルミニウム、銅、及び鉄の少なくとも1種が好ましい。
第二基材の材料は、金属;ガラス;セラミック;熱可塑性樹脂、繊維強化プラスチック(FRP)等の樹脂;より選ばれる少なくとも1種からなることが好ましい。
第二基材が金属の場合、アルミニウム、銅、及び鉄の少なくとも1種が好ましい。
当該熱可塑性樹脂の具体例としては、例えば、ポリオレフィンおよびその酸変性物、ポリスチレン、ポリメチルメタクリレート、AS樹脂、ABS樹脂、ポリエチレンテレフタレートやポリブチレンテレフタレート等の熱可塑性芳香族ポリエステル、ポリカーボネート、ポリイミド、ポリアミド、ポリアミドイミド、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンエーテルおよびその変性物、ポリフェニレンスルフィド、ポリオキシメチレン、ポリアリレート、ポリエーテルケトン、ポリエーテルエーテルケトン、ポリエーテルケトンケトン、熱可塑性エポキシ等から選ばれる1種以上を使用することができる。また、それらは例えば、炭素繊維、ボロン繊維、シリコンカーバイド繊維、ガラス繊維から選ばれる繊維のうち少なくとも1種で強化されていてもよい。
第二基材が熱硬化性樹脂の場合、これらの中で、短い接合プロセス時間で接合性に優れた接合体を得る観点、及び、オープンタイムを長くする観点から、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種が好ましい。
前記第一基材、及び前記第二基材は、同じ材料からなるものでもよく、異なる材料からなるものでもよいが、異なる材料を接合する際に本発明に係る接合体の製造方法は好適に適用される。
第二基材が熱硬化性樹脂の場合、これらの中で、短い接合プロセス時間で接合性に優れた接合体を得る観点、及び、オープンタイムを長くする観点から、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種が好ましい。
前記第一基材、及び前記第二基材は、同じ材料からなるものでもよく、異なる材料からなるものでもよいが、異なる材料を接合する際に本発明に係る接合体の製造方法は好適に適用される。
(前処理)
前記第一基材、及び前記第二基材は、いずれも表面の汚染物の除去、及び/又は、アンカー効果を目的として、表面に前処理を施すことが好ましい。
前処理としては、例えば、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、コロナ放電処理、レーザー処理、エッチング処理、フレーム処理等が挙げられる。
前処理としては、基材の表面を洗浄する前処理または表面に凹凸を付ける前処理が好ましい。具体的には、基材がアルミニウム、ガラス、セラミック、銅又は鉄からなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、エッチング処理からなる群より選ばれる少なくとも1種が好ましく、基材がFRP、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、又はポリブチレンテレフタレートからなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理及びコロナ放電処理からなる群より選ばれる少なくとも1種が好ましい。
前処理は、1種のみであってもよく、2種以上を施してもよい。これらの前処理の具体的な方法としては、公知の方法を用いることができる。
通常、FRPの表面には樹脂や補強材に由来する水酸基が存在し、ガラスやセラミック表面には元々水酸基が存在すると考えられるが、前記の前処理によって新たに水酸基が生成され、基材の表面の水酸基を増やすことができる。
前記第一基材、及び前記第二基材は、いずれも表面の汚染物の除去、及び/又は、アンカー効果を目的として、表面に前処理を施すことが好ましい。
前処理としては、例えば、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、コロナ放電処理、レーザー処理、エッチング処理、フレーム処理等が挙げられる。
前処理としては、基材の表面を洗浄する前処理または表面に凹凸を付ける前処理が好ましい。具体的には、基材がアルミニウム、ガラス、セラミック、銅又は鉄からなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理、エッチング処理からなる群より選ばれる少なくとも1種が好ましく、基材がFRP、ポリプロピレン、ポリカーボネート、ポリメチルメタクリレート、ポリエーテルイミド、ポリアミド、又はポリブチレンテレフタレートからなる場合、脱脂処理、UVオゾン処理、ブラスト処理、研磨処理、プラズマ処理及びコロナ放電処理からなる群より選ばれる少なくとも1種が好ましい。
前処理は、1種のみであってもよく、2種以上を施してもよい。これらの前処理の具体的な方法としては、公知の方法を用いることができる。
通常、FRPの表面には樹脂や補強材に由来する水酸基が存在し、ガラスやセラミック表面には元々水酸基が存在すると考えられるが、前記の前処理によって新たに水酸基が生成され、基材の表面の水酸基を増やすことができる。
前記脱脂処理とは、基材表面の油脂などの汚れをアセトン、トルエン等の有機溶剤等で溶かして除去する方法である。
前記UVオゾン処理とは、低圧水銀ランプから発光する短波長の紫外線の持つエネルギーとそれにより発生するオゾン(O3)の力で、表面を洗浄したり改質する方法である。ガラスの場合、表面の有機系不純物の除去を行う表面洗浄法の一つとなる。一般に、低圧水銀ランプを用いた洗浄表面改質装置は、「UVオゾンクリーナー」、「UV洗浄装置」、「紫外線表面改質装置」などと呼ばれている。
前記ブラスト処理としては、例えば、ウェットブラスト処理、ショットブラスト処理、サンドブラスト処理等が挙げられる。中でも、ウェットブラスト処理は、ドライブラスト処理と比べより緻密な面が得られるため、好ましい。
前記研磨処理としては、例えば、研磨布を用いたバフ研磨や、研磨紙(サンドペーパー)を用いたロール研磨、電解研磨等が挙げられる。
前記プラズマ処理とは、高圧電源とロッドでプラズマビームを作り素材表面にぶつけて分子を励起させて官能状態とするもので、素材表面に水酸基や極性基を付与できる大気圧プラズマ処理方法等が挙げられる。
前記コロナ放電処理とは、高分子フィルムの表面改質に施される方法が挙げられ、電極から放出された電子が高分子表面層の高分子主鎖や側鎖を切断し発生したラジカルを起点に表面に水酸基や極性基を発生させる方法である。
前記レーザー処理とは、レーザー照射によって基材の表面のみを急速に加熱、冷却して、表面の特性を改善する技術で表面の粗面化に有効な方法である。公知のレーザー処理技術を使用することができる。
前記エッチング処理としては、例えば、アルカリ法、リン酸-硫酸法、フッ化物法、クロム酸-硫酸法、塩鉄法等の化学的エッチング処理、また、電解エッチング法等の電気化学的エッチング処理等が挙げられる。
前記フレーム処理とは、燃焼ガスと空気の混合ガスを燃やすことで空気中の酸素をプラズマ化させ、酸素プラズマを処理対象物に付与することで表面の親水化を図る方法である。公知のフレーム処理技術を使用することができる。
(接合体)
接合体は、第一基材と第二基材とからなる。両者は、固形接合剤によって一体化されている。
上記(a1)を具備する第一基材を含む接合体は、第一基材を構成する固形接合剤の露出面と樹脂成形体の表面とが面一になっているため、第二基材と接合する際に、両者を接合することができることに加え、固形接合剤の厚みの分だけ接合体の厚みが大きくなることが防止でき、また接合時に固形接合剤が接合面からはみ出してしまうことも防止できる。
また、第二基材は、第一基材の固形接合剤と接面するのみならず、第一基材の樹脂成形体の表面の一部又は全部とも接面していてもよい。このように第二基材と樹脂成形体の表面の一部又は全部とが接面することにより、第一基材と第二基材とを一体化する際に固形接合剤が厚さ方向に押圧されて変形し、固形接合剤が厚さ方向と直交する方向にはみ出ることが防止される。
接合体は、第一基材と第二基材とからなる。両者は、固形接合剤によって一体化されている。
上記(a1)を具備する第一基材を含む接合体は、第一基材を構成する固形接合剤の露出面と樹脂成形体の表面とが面一になっているため、第二基材と接合する際に、両者を接合することができることに加え、固形接合剤の厚みの分だけ接合体の厚みが大きくなることが防止でき、また接合時に固形接合剤が接合面からはみ出してしまうことも防止できる。
また、第二基材は、第一基材の固形接合剤と接面するのみならず、第一基材の樹脂成形体の表面の一部又は全部とも接面していてもよい。このように第二基材と樹脂成形体の表面の一部又は全部とが接面することにより、第一基材と第二基材とを一体化する際に固形接合剤が厚さ方向に押圧されて変形し、固形接合剤が厚さ方向と直交する方向にはみ出ることが防止される。
図4は、第一態様に係る第一基材40を含む接合体60の縦断面図である。図5は、図4に示す接合体60のIX-IX線に沿う縦断面図である。
第一基材40のうち固形接合剤41が露出している露出表面が第二基材50と接面している。当該固形接合剤41により、第一基材40と第二基材50とが強固に接合されている。
図5に示すとおり、第二基材50は、第一基材40の固形接合剤41と接面するのみならず、第一基材40の樹脂成形体42の表面の一部(図5における下面)とも接面している。これにより、第一基材40と第二基材50とを一体化する際に固形接合剤41が厚さ方向に押圧されて変形し、固形接合剤41が厚さ方向と直交する方向(図4における左右方向及び図5における左右方向)にはみ出ることが防止される。
第一基材40のうち固形接合剤41が露出している露出表面が第二基材50と接面している。当該固形接合剤41により、第一基材40と第二基材50とが強固に接合されている。
図5に示すとおり、第二基材50は、第一基材40の固形接合剤41と接面するのみならず、第一基材40の樹脂成形体42の表面の一部(図5における下面)とも接面している。これにより、第一基材40と第二基材50とを一体化する際に固形接合剤41が厚さ方向に押圧されて変形し、固形接合剤41が厚さ方向と直交する方向(図4における左右方向及び図5における左右方向)にはみ出ることが防止される。
図4及び図5に示すとおり、固形接合剤41の露出表面の全面が、第二基材と接面している。
図4に示すとおり、第二基材50の一辺の端部(図4における左端部)まで、固形接合剤41が接面している。但し、図6に示すとおり、第二基材50の一辺の端部(図4における左端部)までは固形接合剤41が接面しておらず、当該一辺近傍は樹脂成形体42の表面の一部(図6における下面)と接面していてもよい。
図4に示すとおり、第二基材50の一辺の端部(図4における左端部)まで、固形接合剤41が接面している。但し、図6に示すとおり、第二基材50の一辺の端部(図4における左端部)までは固形接合剤41が接面しておらず、当該一辺近傍は樹脂成形体42の表面の一部(図6における下面)と接面していてもよい。
図7~図11は、各々第二態様~第六態様に係る第一基材40A~40Eを、固形接合剤41A~41Eが存在する側から見た平面図である。
図7の第一基材40Aは、樹脂成形体42Aと固形接合剤41Aとが一体化してなるものである。
第一基材40Aは、板状である。
固形接合剤41Aは、シート状である。
固形接合剤41Aの第一表面及び第二表面の一方は樹脂成形体42Aに覆われた非露出表面であり、他方は樹脂成形体42Aに覆われていない露出表面であり、当該露出表面は樹脂成形体42Aの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Aの側面の一部(すなわち固形接合剤41Aの4つの側面のうちの対向する1対の側面(図7における左側面及び右側面)は樹脂成形体42Aに覆われた非露出側面であり、側面の残部(図7における上側面及び下側面)は樹脂成形体42Aに覆われていない露出側面である(上記(b)に相当)。
第一基材40Aは、板状である。
固形接合剤41Aは、シート状である。
固形接合剤41Aの第一表面及び第二表面の一方は樹脂成形体42Aに覆われた非露出表面であり、他方は樹脂成形体42Aに覆われていない露出表面であり、当該露出表面は樹脂成形体42Aの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Aの側面の一部(すなわち固形接合剤41Aの4つの側面のうちの対向する1対の側面(図7における左側面及び右側面)は樹脂成形体42Aに覆われた非露出側面であり、側面の残部(図7における上側面及び下側面)は樹脂成形体42Aに覆われていない露出側面である(上記(b)に相当)。
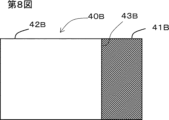
図8の第一基材40Bは、樹脂成形体42Bと固形接合剤41Bとが一体化してなるものである。
第一基材40Bは、板状である。
固形接合剤41Bは、シート状である。
固形接合剤41Bの第一表面及び第二表面の一方は樹脂成形体42Bに覆われた非露出表面であり、他方は樹脂成形体42Bに覆われていない露出表面であり、当該露出表面は樹脂成形体42Bの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Bの側面の一部(すなわち固形接合剤41Bの4つの側面のうちの1側面(図8における左側面)は樹脂成形体42Bに覆われた非露出側面であり、側面の残部(図8における右側面、上側面及び下側面)は樹脂成形体42Bに覆われていない露出側面である(上記(b)に相当)。
第一基材40Bは、板状である。
固形接合剤41Bは、シート状である。
固形接合剤41Bの第一表面及び第二表面の一方は樹脂成形体42Bに覆われた非露出表面であり、他方は樹脂成形体42Bに覆われていない露出表面であり、当該露出表面は樹脂成形体42Bの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Bの側面の一部(すなわち固形接合剤41Bの4つの側面のうちの1側面(図8における左側面)は樹脂成形体42Bに覆われた非露出側面であり、側面の残部(図8における右側面、上側面及び下側面)は樹脂成形体42Bに覆われていない露出側面である(上記(b)に相当)。
図9の第一基材40Cは、樹脂成形体42Cと固形接合剤41Cとが一体化してなるものである。
第一基材40Cは、板状である。
固形接合剤41Cは、シート状である。
固形接合剤41Cの第一表面及び第二表面の一方は樹脂成形体42Cに覆われた非露出表面であり、他方は樹脂成形体42Cに覆われていない露出表面であり、当該露出表面は樹脂成形体42Cの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Cの側面の全部は樹脂成形体42Cに覆われた非露出側面である(上記(c)に相当)。
第一基材40Cは、板状である。
固形接合剤41Cは、シート状である。
固形接合剤41Cの第一表面及び第二表面の一方は樹脂成形体42Cに覆われた非露出表面であり、他方は樹脂成形体42Cに覆われていない露出表面であり、当該露出表面は樹脂成形体42Cの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Cの側面の全部は樹脂成形体42Cに覆われた非露出側面である(上記(c)に相当)。
図10の第一基材40Dは、樹脂成形体42Dと固形接合剤41Dとが一体化してなるものである。
第一基材40Dは、板状である。
固形接合剤41Dは、シート状である。詳しくは、固形接合剤41Dは、細長いシートの先端と後端とが連結してなる枠状であり、より詳しくは四角枠状である。
固形接合剤41Dの第一表面及び第二表面の一方は樹脂成形体42Dに覆われた非露出表面であり、他方は樹脂成形体42Dに覆われていない露出表面であり、当該露出表面は樹脂成形体42Dの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Dの側面の一部(すなわち固形接合剤41Dの内周面及び外周面のうちの内周面)は樹脂成形体42Dに覆われた非露出側面であり、側面の残部(外周面)は樹脂成形体42Dに覆われていない露出側面である(上記(b)に相当)。
第一基材40Dは、板状である。
固形接合剤41Dは、シート状である。詳しくは、固形接合剤41Dは、細長いシートの先端と後端とが連結してなる枠状であり、より詳しくは四角枠状である。
固形接合剤41Dの第一表面及び第二表面の一方は樹脂成形体42Dに覆われた非露出表面であり、他方は樹脂成形体42Dに覆われていない露出表面であり、当該露出表面は樹脂成形体42Dの表面と面一となって、第一基材の表面の一部(すなわち第一基材の一方の表面。)を構成している(上記(a1)に相当)。
固形接合剤41Dの側面の一部(すなわち固形接合剤41Dの内周面及び外周面のうちの内周面)は樹脂成形体42Dに覆われた非露出側面であり、側面の残部(外周面)は樹脂成形体42Dに覆われていない露出側面である(上記(b)に相当)。
図11の第一基材40Eは、図3と同様の固形接合剤41が、2個設けられている。
なお、図示は省略するが、前述の第一基材40A~40Eを用いてなる接合体の場合にあっても、第一基材40A~Eのうち固形接合剤41A~Eが露出している表面が第二基材50と接面している。当該固形接合剤41A~Eにより、第一基材40A~Eと第二基材50とが強固に接合されている。
前述の接合体において、第一基材の表面及び第二基材の表面は平面であったが、平面に限定されるものではなく、第一基材の表面の少なくとも一部と第二基材の表面の少なくとも一部とが接面可能な形状であればよく、曲面であってもよく、凹部及び凸部の少なくとも1種を有する面であっても良い。かかる接合体においても、前述の(a)かつ(b)を具備するか、また(a)かつ(c)を具備することが好ましい。
例えば、第一基材の第一表面及び第二表面の一方に凹部形状又は凸部形状の嵌合部が存在しており、また、第二基材の第一表面及び第二表面の一方に、当該第一基材の嵌合部と嵌合される凸部形状又は凹部形状の嵌合部が存在しており、当該第一基材の嵌合部の少なくとも一部の表面に固形接合剤が設けられており、当該固形接合剤の露出表面が第一基材の樹脂成形体の表面と面一となっており、当該固形接合剤の露出表面の一部又は全部が第二基材の表面と接面している態様であってもよい。以下の図12~14は、当該態様の例示である。
例えば、第一基材の第一表面及び第二表面の一方に凹部形状又は凸部形状の嵌合部が存在しており、また、第二基材の第一表面及び第二表面の一方に、当該第一基材の嵌合部と嵌合される凸部形状又は凹部形状の嵌合部が存在しており、当該第一基材の嵌合部の少なくとも一部の表面に固形接合剤が設けられており、当該固形接合剤の露出表面が第一基材の樹脂成形体の表面と面一となっており、当該固形接合剤の露出表面の一部又は全部が第二基材の表面と接面している態様であってもよい。以下の図12~14は、当該態様の例示である。
図12は、ある態様にかかる接合体の接合前の状態を示す縦断面図である。
第一基材40Fのうち第二基材50Fと接面する表面は、平面であるが、当該平面の一部が突出した凸部44Fとなっている。当該凸部44F及びその周縁の平面に固形接合剤41Fが設けられている。当該固形接合剤41Fの露出表面のうち第一基材40Fの樹脂成形体42Fの表面と連なる箇所が、当該樹脂成形体42Fの表面と面一となっている。
第二基材50Fのうち第一基材40Fと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部51Fとなっている。
当該凸部44Fと当該凹部51Fとを嵌合した状態で、第一基材40Fと第二基材50Fとを接合一体化する。これにより、固形接合剤41Fにより、第一基材40Fと第二基材50Fとが強固に接合一体化する。
第一基材40Fのうち第二基材50Fと接面する表面は、平面であるが、当該平面の一部が突出した凸部44Fとなっている。当該凸部44F及びその周縁の平面に固形接合剤41Fが設けられている。当該固形接合剤41Fの露出表面のうち第一基材40Fの樹脂成形体42Fの表面と連なる箇所が、当該樹脂成形体42Fの表面と面一となっている。
第二基材50Fのうち第一基材40Fと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部51Fとなっている。
当該凸部44Fと当該凹部51Fとを嵌合した状態で、第一基材40Fと第二基材50Fとを接合一体化する。これにより、固形接合剤41Fにより、第一基材40Fと第二基材50Fとが強固に接合一体化する。
図13は、別態様にかかる接合体の接合前の状態を示す縦断面図である。
第一基材40Gのうち第二基材50Gと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部44Gとなっている。当該凹部44G及びその周縁の平面に固形接合剤41Gが設けられている。当該固形接合剤41Gの露出表面のうち第一基材40Gの樹脂成形体42Gの表面と連なる箇所が、当該樹脂成形体42Gの表面と面一となっている。凹部44Gは、その底面が平坦な平面形状を有している。
第二基材50Gのうち第一基材40Gと接面する表面は、平面であるが、当該平面の一部が突出した凸部51Gとなっている。凸部51Gは、凹部44Gに倣う形状を有している。
当該凹部44Gと当該凸部51Gとを嵌合した状態で、第一基材40Gと第二基材50Gとを接合一体化する。これにより、固形接合剤41Gにより、第一基材40Gと第二基材50Gとが強固に接合一体化する。
第一基材40Gのうち第二基材50Gと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部44Gとなっている。当該凹部44G及びその周縁の平面に固形接合剤41Gが設けられている。当該固形接合剤41Gの露出表面のうち第一基材40Gの樹脂成形体42Gの表面と連なる箇所が、当該樹脂成形体42Gの表面と面一となっている。凹部44Gは、その底面が平坦な平面形状を有している。
第二基材50Gのうち第一基材40Gと接面する表面は、平面であるが、当該平面の一部が突出した凸部51Gとなっている。凸部51Gは、凹部44Gに倣う形状を有している。
当該凹部44Gと当該凸部51Gとを嵌合した状態で、第一基材40Gと第二基材50Gとを接合一体化する。これにより、固形接合剤41Gにより、第一基材40Gと第二基材50Gとが強固に接合一体化する。
図14は、別態様にかかる接合体の接合前の状態を示す縦断面図である。
第一基材40Hのうち第二基材50Hと接面する表面は、平面であるが、当該平面の一部が突出した凸部44Hとなっている。凸部44Hは、縦断面形状が、基端から先端に向かうにしたがって細くなる尖鋭形状を有している。当該凸部44H及びその周縁の平面に固形接合剤41Hが設けられている。当該固形接合剤41Hの露出表面のうち第一基材40Hの樹脂成形体42Hの表面と連なる箇所が、当該樹脂成形体42Hの表面と面一となっている。
第二基材50Hのうち第一基材40Hと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部51Hとなっている。凹部51Hは、凸部44Hに倣う形状を有している。
当該凸部44Hと当該凹部51Hとを嵌合した状態で、第一基材40Hと第二基材50Hとを接合一体化する。これにより、固形接合剤41Hにより、第一基材40Hと第二基材50Hとが強固に接合一体化する。
第一基材40Hのうち第二基材50Hと接面する表面は、平面であるが、当該平面の一部が突出した凸部44Hとなっている。凸部44Hは、縦断面形状が、基端から先端に向かうにしたがって細くなる尖鋭形状を有している。当該凸部44H及びその周縁の平面に固形接合剤41Hが設けられている。当該固形接合剤41Hの露出表面のうち第一基材40Hの樹脂成形体42Hの表面と連なる箇所が、当該樹脂成形体42Hの表面と面一となっている。
第二基材50Hのうち第一基材40Hと接面する表面は、平面であるが、当該平面の一部が凹んだ凹部51Hとなっている。凹部51Hは、凸部44Hに倣う形状を有している。
当該凸部44Hと当該凹部51Hとを嵌合した状態で、第一基材40Hと第二基材50Hとを接合一体化する。これにより、固形接合剤41Hにより、第一基材40Hと第二基材50Hとが強固に接合一体化する。
図15は、別態様にかかる接合体60Iを示す縦断面図である。図16は、接合体60Iを上側(第一基材40と第二基材50Iのうち第二基材50I側)から見た平面図である。図17は、接合体60Iを構成する第二基材50Aの斜視図である。図15~17において、矢印Xは縦方向、矢印Yは横方向、矢印Zは厚み方向を示す。
接合体60Iは、第一基材40と第二基材50Iとからなる。第一基材40は前述の通りである。第二基材50Iは、略板状であり、図17に示す通り、1つの表面に突起51Aを有している。当該突起51Aは、第二基材50Iの幅方向に延在している。本態様では、当該突起51Aは、第二基材50Iの幅方向における一端側から他端側にわたって延在しているが、幅方向の一部に延在していても良い。当該突起51Aは、図15に示す通り、第二基材50Iの縦断面が三角形状を有している。
当該突起51Aは、固形接合剤41内に配置されている。
第二基材50Iの幅(横方向長さ)は、第一基材40Iの幅(横方向長さ)よりも小さい。固形接合剤41の幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)よりも大きい。但し、固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)と同一であっても小さくてもよい。
第二基材50Iの表面が、第一基材40の固形接合剤41と接面し且つ第一基材40の樹脂成形体42の表面には接面しない様に重ね合わせられ、一体化されている。固形接合剤41は、樹脂成形体42と第二基材50Iとによって挟持されている。
接合体60Iは、第一基材40と第二基材50Iとからなる。第一基材40は前述の通りである。第二基材50Iは、略板状であり、図17に示す通り、1つの表面に突起51Aを有している。当該突起51Aは、第二基材50Iの幅方向に延在している。本態様では、当該突起51Aは、第二基材50Iの幅方向における一端側から他端側にわたって延在しているが、幅方向の一部に延在していても良い。当該突起51Aは、図15に示す通り、第二基材50Iの縦断面が三角形状を有している。
当該突起51Aは、固形接合剤41内に配置されている。
第二基材50Iの幅(横方向長さ)は、第一基材40Iの幅(横方向長さ)よりも小さい。固形接合剤41の幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)よりも大きい。但し、固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)と同一であっても小さくてもよい。
第二基材50Iの表面が、第一基材40の固形接合剤41と接面し且つ第一基材40の樹脂成形体42の表面には接面しない様に重ね合わせられ、一体化されている。固形接合剤41は、樹脂成形体42と第二基材50Iとによって挟持されている。
かかる形状の接合体60Iの製造方法の一例は以下の通りである。
第一基材40と第二基材50Iとを重ね合わせる。その際、突起51Aを固形接合剤41に接面させて重ね合わせ体とする。
この状態で、第二基材50Iに超音波を印可すると共に、固形接合剤41を厚さ方向に圧縮するように、樹脂成形体42と第二基材50Iとを押圧する。この際、突起51Aを有するため、超音波が固形接合剤41に効率よく作用し、超音波溶着を良好に実施することができる。ただし、突起51Aは省略しても良い。
樹脂成形体42と第二基材50Iとが接面することなく、固形接合剤41を樹脂成形体42と第二基材50Iとによって押圧することから、固形接合剤41が樹脂成形体42及び第二基材50Iに押し付けられて両者と十分に密着することになり、接合強度が高くなる。
第一基材40と第二基材50Iとを重ね合わせる。その際、突起51Aを固形接合剤41に接面させて重ね合わせ体とする。
この状態で、第二基材50Iに超音波を印可すると共に、固形接合剤41を厚さ方向に圧縮するように、樹脂成形体42と第二基材50Iとを押圧する。この際、突起51Aを有するため、超音波が固形接合剤41に効率よく作用し、超音波溶着を良好に実施することができる。ただし、突起51Aは省略しても良い。
樹脂成形体42と第二基材50Iとが接面することなく、固形接合剤41を樹脂成形体42と第二基材50Iとによって押圧することから、固形接合剤41が樹脂成形体42及び第二基材50Iに押し付けられて両者と十分に密着することになり、接合強度が高くなる。
図18は、別態様にかかる接合体60Jを示す縦断面図である。図19は、接合体60Jを下側(第一基材40Jと第二基材50Jのうち第二基材50I側)から見た平面図である。図18~19において、矢印Xは縦方向、矢印Yは横方向、矢印Zは厚み方向を示す。
接合体60Jは、第一基材40Jと第二基材50Jとからなる。
第一基材40Jは、図8の第一基材40Bの幅(横方向長さ)を小さくしたものである。
第二基材50Jは、板状である。第二基材50Jの幅(横方向長さ)は、第一基材40Jの幅(横方向長さ)よりも大きい。固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)よりも大きい。但し、固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)と同一であっても小さくてもよい。
第二基材50Jの表面が、第一基材40Jの固形接合剤41Jと接面し且つ第一基材40Jの樹脂成形体42Jの表面には接面しない様に重ね合わせられ、一体化されている。固形接合剤41Jは、樹脂成形体42Jと第二基材50Jとによって挟持されている。
接合体60Jは、第一基材40Jと第二基材50Jとからなる。
第一基材40Jは、図8の第一基材40Bの幅(横方向長さ)を小さくしたものである。
第二基材50Jは、板状である。第二基材50Jの幅(横方向長さ)は、第一基材40Jの幅(横方向長さ)よりも大きい。固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)よりも大きい。但し、固形接合剤41Jの幅(横方向長さ)は、第二基材50Iの幅(横方向長さ)と同一であっても小さくてもよい。
第二基材50Jの表面が、第一基材40Jの固形接合剤41Jと接面し且つ第一基材40Jの樹脂成形体42Jの表面には接面しない様に重ね合わせられ、一体化されている。固形接合剤41Jは、樹脂成形体42Jと第二基材50Jとによって挟持されている。
かかる形状の接合体60Jの製造方法の一例は以下の通りである。
第一基材40Jと第二基材50Jとを重ね合わせる。
この状態で、第二基材50Jに超音波を印可すると共に、固形接合剤41Jを厚さ方向に圧縮するように、樹脂成形体42Jと第二基材50Jとを押圧する。
樹脂成形体42Jと第二基材50Jとが接面することなく、固形接合剤41Jを樹脂成形体42Jと第二基材50Jとによって押圧することから、固形接合剤41Jが樹脂成形体42J及び第二基材50Jに押し付けられて両者と十分に密着することになり、接合強度が高くなる。
第一基材40Jと第二基材50Jとを重ね合わせる。
この状態で、第二基材50Jに超音波を印可すると共に、固形接合剤41Jを厚さ方向に圧縮するように、樹脂成形体42Jと第二基材50Jとを押圧する。
樹脂成形体42Jと第二基材50Jとが接面することなく、固形接合剤41Jを樹脂成形体42Jと第二基材50Jとによって押圧することから、固形接合剤41Jが樹脂成形体42J及び第二基材50Jに押し付けられて両者と十分に密着することになり、接合強度が高くなる。
前述の各接合体において、固形接合体のうち第二基材と対向している表面の一部が第二基材と接面されて接合されていてもよく、固形接合体のうち第二基材と対向している表面の全部が第二基材と接面されて接合されていてもよい。また、第二基材は第一基材を構成する樹脂成形体と接面していてもよく、接面していなくてもよい。
なお、図1において、符号43は、第一基材40を構成する樹脂成形体42のうち固形接合剤41を受け入れる凹部である。同様に、符号43A~43Hも、第一基材を構成する樹脂成形体のうち固形接合剤を受け入れる凹部である。
なお、図1において、符号43は、第一基材40を構成する樹脂成形体42のうち固形接合剤41を受け入れる凹部である。同様に、符号43A~43Hも、第一基材を構成する樹脂成形体のうち固形接合剤を受け入れる凹部である。
以下、本発明を実施例に基づいてより詳細に説明するが、本発明は下記実施例により限定されるものではない。
なお、縦方向とは図15~図19における矢印X方向、横方向とは図15~図19における矢印Y方向、厚み方向とは図15~図19における矢印Z方向を示す。
使用した材料及び評価方法は、以下のとおりである。
なお、縦方向とは図15~図19における矢印X方向、横方向とは図15~図19における矢印Y方向、厚み方向とは図15~図19における矢印Z方向を示す。
使用した材料及び評価方法は、以下のとおりである。
<第一基材及び第二基材>
第一基材及び第二基材として、以下の基材を使用した。
なお、後述する実施例及び比較例において、射出成形によって、熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなる第一基材を製造する場合にあっては、以下の樹脂製のペレットを溶融したものを熱可塑性樹脂組成物として射出成形に供した。
第一基材及び第二基材として、以下の基材を使用した。
なお、後述する実施例及び比較例において、射出成形によって、熱可塑性樹脂組成物からなる樹脂成形体と固形接合剤とが一体化してなる第一基材を製造する場合にあっては、以下の樹脂製のペレットを溶融したものを熱可塑性樹脂組成物として射出成形に供した。
《PA6(6-ナイロン)》
東レ株式会社製アミランCM3001G-30(融点225℃)を射出成形(樹脂温度:260℃、型温:80℃)して、縦45mm×横10mm×厚み3mmの試験片(軟化点:215℃)を得た。表面処理はせずに使用した。
なお、超音波溶着に用いる基材には、効率よく加熱をするために断面が正三角形の高さ0.5mmの線状の突起を端から2.5mmの場所に作成した(図17を参照)。当該突起は、当該突起に倣う形状の凹部が空洞の壁面に形成された金型を用いることにより、形成した。
一方、高周波誘導溶着に用いる基材には、当該突起を設けなかった。
《PBT(ポリブチレンテレフタレート)》
SABIC製VAROX(TM)420-1001(融点225℃)を射出成形(樹脂温度:260℃、型温:50℃)して、縦45mm×横18mm×厚み1.5mmの試験片(軟化点:207℃)を得た。表面処理はせずに使用した。
《PC(ポリカーボネート)》
SABIC製LEXAN(TM)121R(融点220℃)を射出成形(樹脂温度:290℃、型温:90℃)して、縦45mm×横10mm×厚み3mmの試験片(軟化点:129℃)を得た。表面処理はせずに使用した。
《鉄》
SPCC-SDの表面をブラスト処理し、縦45mm×横18mm×厚み1.5mmの試験片を得た。
《アルミニウム》
A6061-T6の表面をブラスト処理し、縦45mm×横18mm×厚み1.5mmの試験片を得た。
東レ株式会社製アミランCM3001G-30(融点225℃)を射出成形(樹脂温度:260℃、型温:80℃)して、縦45mm×横10mm×厚み3mmの試験片(軟化点:215℃)を得た。表面処理はせずに使用した。
なお、超音波溶着に用いる基材には、効率よく加熱をするために断面が正三角形の高さ0.5mmの線状の突起を端から2.5mmの場所に作成した(図17を参照)。当該突起は、当該突起に倣う形状の凹部が空洞の壁面に形成された金型を用いることにより、形成した。
一方、高周波誘導溶着に用いる基材には、当該突起を設けなかった。
《PBT(ポリブチレンテレフタレート)》
SABIC製VAROX(TM)420-1001(融点225℃)を射出成形(樹脂温度:260℃、型温:50℃)して、縦45mm×横18mm×厚み1.5mmの試験片(軟化点:207℃)を得た。表面処理はせずに使用した。
《PC(ポリカーボネート)》
SABIC製LEXAN(TM)121R(融点220℃)を射出成形(樹脂温度:290℃、型温:90℃)して、縦45mm×横10mm×厚み3mmの試験片(軟化点:129℃)を得た。表面処理はせずに使用した。
《鉄》
SPCC-SDの表面をブラスト処理し、縦45mm×横18mm×厚み1.5mmの試験片を得た。
《アルミニウム》
A6061-T6の表面をブラスト処理し、縦45mm×横18mm×厚み1.5mmの試験片を得た。
<評価方法>
(重量平均分子量)
熱可塑性エポキシ樹脂およびフェノキシ樹脂をテトラヒドロフランに溶解し、Prominence 501(昭和サイエンス株式会社製、Detector:Shodex(登録商標) RI-501(昭和電工株式会社製))を用い、以下の条件で測定した。
カラム:昭和電工株式会社製LF-804×2本
カラム温度:40℃
試料:樹脂の0.4質量%テトラヒドロフラン溶液
流量:1ml/分
溶離液:テトラヒドロフラン
較正法:標準ポリスチレンによる換算
(重量平均分子量)
熱可塑性エポキシ樹脂およびフェノキシ樹脂をテトラヒドロフランに溶解し、Prominence 501(昭和サイエンス株式会社製、Detector:Shodex(登録商標) RI-501(昭和電工株式会社製))を用い、以下の条件で測定した。
カラム:昭和電工株式会社製LF-804×2本
カラム温度:40℃
試料:樹脂の0.4質量%テトラヒドロフラン溶液
流量:1ml/分
溶離液:テトラヒドロフラン
較正法:標準ポリスチレンによる換算
(融解熱及び融点)
フィルム及び接合剤を2~10mg秤量し、アルミ製パンに入れ、DSC(株式会社リガク製DSC8231)で23℃から10℃/minで200℃まで昇温し、DSCカーブを得た。そのDSCカーブの融解時の吸熱ピークの面積と前記秤量値から融解熱を算出した。また、得られたDSCカーブの融解ピーク温度を融点とした。なお、融解ピークが得られない、もしくは15J/g以下である場合は、加熱により溶融する熱可塑性樹脂(非晶性樹脂)については、ガラス転移点に70℃を足した温度を融点とした。この領域では前記熱可塑性樹脂は溶融して流動性を持つ。ガラス転移点は、DSCで200℃まで昇温後、40℃以下に冷却し、さらに200℃まで加熱した2サイクル目のDSCカーブから測定した。なお、加熱により溶融しない熱硬化性樹脂については、融点は無しとした。
フィルム及び接合剤を2~10mg秤量し、アルミ製パンに入れ、DSC(株式会社リガク製DSC8231)で23℃から10℃/minで200℃まで昇温し、DSCカーブを得た。そのDSCカーブの融解時の吸熱ピークの面積と前記秤量値から融解熱を算出した。また、得られたDSCカーブの融解ピーク温度を融点とした。なお、融解ピークが得られない、もしくは15J/g以下である場合は、加熱により溶融する熱可塑性樹脂(非晶性樹脂)については、ガラス転移点に70℃を足した温度を融点とした。この領域では前記熱可塑性樹脂は溶融して流動性を持つ。ガラス転移点は、DSCで200℃まで昇温後、40℃以下に冷却し、さらに200℃まで加熱した2サイクル目のDSCカーブから測定した。なお、加熱により溶融しない熱硬化性樹脂については、融点は無しとした。
(軟化点)
第一基材および第二基材が樹脂の場合は、軟化点は、ISO-75-2/Aに準拠して測定した。前記ISO-75-2/Aの軟化点の測定方法は厚みが薄い固形接合剤に適用するのは実際的ではないため、固形接合剤の軟化点は前記DSCカーブにおけるガラス転移点を軟化点とした。
第一基材および第二基材が樹脂の場合は、軟化点は、ISO-75-2/Aに準拠して測定した。前記ISO-75-2/Aの軟化点の測定方法は厚みが薄い固形接合剤に適用するのは実際的ではないため、固形接合剤の軟化点は前記DSCカーブにおけるガラス転移点を軟化点とした。
(エポキシ当量)
JIS K-7236:2001に準拠して測定し、樹脂固形分としての値に換算した。また、反応を伴わない単純混合物の場合はそれぞれのエポキシ当量と含有量から算出した。
JIS K-7236:2001に準拠して測定し、樹脂固形分としての値に換算した。また、反応を伴わない単純混合物の場合はそれぞれのエポキシ当量と含有量から算出した。
(固形接合剤の厚み)
固形接合剤の厚みは、23℃、湿度50%の雰囲気中に24時間放置後、株式会社ミツトヨ製のMDC-25MXを用いて測定した。
固形接合剤の厚みは、23℃、湿度50%の雰囲気中に24時間放置後、株式会社ミツトヨ製のMDC-25MXを用いて測定した。
(せん断接合力)
実施例及び比較例で得られた接合体を測定温度(23℃もしくは80℃)で30分以上静置後、ISO19095に準拠して、引張試験機(万能試験機オートグラフ「AG-X plus」(株式会社島津製作所製);ロードセル10kN、引張速度10mm/min)にて、23℃および80℃雰囲気での引張りせん断接合強度試験を行い、接合強度を測定した。
実施例及び比較例で得られた接合体を測定温度(23℃もしくは80℃)で30分以上静置後、ISO19095に準拠して、引張試験機(万能試験機オートグラフ「AG-X plus」(株式会社島津製作所製);ロードセル10kN、引張速度10mm/min)にて、23℃および80℃雰囲気での引張りせん断接合強度試験を行い、接合強度を測定した。
(接合プロセス時間)
接合プロセス時間は下記のように測定した。
両基材の接合を開始した時点を始点、接合体の作製を完了した時点を終点として、始点から終点までの時間を測定した。
具体的には、実施例の総て並びに比較例1~3においては、第一基材と第二基材とを重ね合わせた時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例4においては、第一基材及び第二基材に接合剤としての熱硬化性液状エポキシ接着剤E-250の塗布を開始した時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例5~6においては、第一基材、第二基材、及び接合剤としての液状樹脂組成物を用意し、当該接合剤の第二基材へのバーコート塗布を開始した時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例7においては、第一基材、第二基材、及び接合剤としてのフィルムを用意し、これらを第一基材、フィルム、第二基材の順に重ね合わせた時点を始点とし、接合体の作製を完了した時点を終点とした。
接合プロセス時間は下記のように測定した。
両基材の接合を開始した時点を始点、接合体の作製を完了した時点を終点として、始点から終点までの時間を測定した。
具体的には、実施例の総て並びに比較例1~3においては、第一基材と第二基材とを重ね合わせた時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例4においては、第一基材及び第二基材に接合剤としての熱硬化性液状エポキシ接着剤E-250の塗布を開始した時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例5~6においては、第一基材、第二基材、及び接合剤としての液状樹脂組成物を用意し、当該接合剤の第二基材へのバーコート塗布を開始した時点を始点とし、接合体の作製を完了した時点を終点とした。
比較例7においては、第一基材、第二基材、及び接合剤としてのフィルムを用意し、これらを第一基材、フィルム、第二基材の順に重ね合わせた時点を始点とし、接合体の作製を完了した時点を終点とした。
(ハンドリング性)
ハンドリング性は下記のように測定した。接合工程の開始時において、第一基材と固形接合剤が固定されている場合は良好(A)、第一基材と固形接合剤が固定されていない場合は不適(B)とした。
ハンドリング性は下記のように測定した。接合工程の開始時において、第一基材と固形接合剤が固定されている場合は良好(A)、第一基材と固形接合剤が固定されていない場合は不適(B)とした。
(リサイクル性)
接合体を200℃のホットプレートに置いて1分加熱した後、1N以下の力で容易に剥離できるかで判断した。剥離できれば良好(A)で、剥離できなければ不適(B)とした。
接合体を200℃のホットプレートに置いて1分加熱した後、1N以下の力で容易に剥離できるかで判断した。剥離できれば良好(A)で、剥離できなければ不適(B)とした。
(リペア性)
実施例及び比較例によって作製された接合体の各々について、前記引張りせん断接合強度試験の23℃での試験によって接合が解除された第一基材及び第二基材を用いて、各実施例及び各比較例と同様の操作により再度接合体を作製することにより、リペア接合体を得た。
当該リペア接合体の23℃のせん断接合力を前記試験方法と同様に測定し、1回目のせん断接合力の80%以上であれば良好(A)、80%未満ならば不適(B)とした。
実施例及び比較例によって作製された接合体の各々について、前記引張りせん断接合強度試験の23℃での試験によって接合が解除された第一基材及び第二基材を用いて、各実施例及び各比較例と同様の操作により再度接合体を作製することにより、リペア接合体を得た。
当該リペア接合体の23℃のせん断接合力を前記試験方法と同様に測定し、1回目のせん断接合力の80%以上であれば良好(A)、80%未満ならば不適(B)とした。
(オープンタイム評価)
オープンタイム評価用接合体を用いて、前記引張りせん断接合強度試験を23℃で実施した。前記実施例及び比較例の方法で作成した試験片と比べてせん断接合力が80%以上であれば良好(A)で、80%未満であれば不適(B)とした。オープンタイム評価が良好(A)とは、オープンタイムが長く、利便性に優れることを意味する。
オープンタイム評価用接合体を用いて、前記引張りせん断接合強度試験を23℃で実施した。前記実施例及び比較例の方法で作成した試験片と比べてせん断接合力が80%以上であれば良好(A)で、80%未満であれば不適(B)とした。オープンタイム評価が良好(A)とは、オープンタイムが長く、利便性に優れることを意味する。
<実施例1―1、1-2,及び1-3>
(固形接合剤A1の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、重量平均分子量約10,000)1.0等量(203g)、ビスフェノールS1.0等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分約20質量%の樹脂組成物P-1を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%の固形接合剤A1を作製した。
なお、固形接合剤A1の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
重量平均分子量は約37,000であった。エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
得られた固形接合剤A1の各物性の測定結果は、表1に示すとおりである。なお、後述する他の製造例により得られた樹脂組成物についても同様の測定を行い、その結果も表1又は表2に示す。
(固形接合剤A1の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、重量平均分子量約10,000)1.0等量(203g)、ビスフェノールS1.0等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分約20質量%の樹脂組成物P-1を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%の固形接合剤A1を作製した。
なお、固形接合剤A1の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
重量平均分子量は約37,000であった。エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
得られた固形接合剤A1の各物性の測定結果は、表1に示すとおりである。なお、後述する他の製造例により得られた樹脂組成物についても同様の測定を行い、その結果も表1又は表2に示す。
(第一基材の製造)
《PBT(固形接合剤:A1)》
図1に示す予熱した金型1(材質:HPM38、空洞の寸法:縦45mm×横18mm×高さ1.5mm)の空洞30内における第2空洞面21に、上記固形接合剤A1(縦10mm×横15mm×厚み100μm)を設置して型閉じした。当該金型1内に、前述のPBTを、表1に示す射出成形条件にて射出成形することにより、図15~17に示す第一基材40(縦45mm×横18mm×厚み1.5mm)を作製した。
《PBT(固形接合剤:A1)》
図1に示す予熱した金型1(材質:HPM38、空洞の寸法:縦45mm×横18mm×高さ1.5mm)の空洞30内における第2空洞面21に、上記固形接合剤A1(縦10mm×横15mm×厚み100μm)を設置して型閉じした。当該金型1内に、前述のPBTを、表1に示す射出成形条件にて射出成形することにより、図15~17に示す第一基材40(縦45mm×横18mm×厚み1.5mm)を作製した。
また、図1に示す予熱した金型1(材質:HPM38、空洞の寸法:縦45mm×横10mm×高さ3mm)の空洞30内における第2空洞面21に、上記固形接合剤A1(縦7mm×横10mm×厚み100μm)を設置して型閉じした。当該金型1内に、前述のPBTを、表1に示す射出成形条件にて射出成形することにより、図18~19に示す第一基材40(縦45mm×横10mm×厚み3mm)を作製した。
《PC(固形接合剤:A1)》
図1に示す予熱した金型1(材質:HPM38、空洞の寸法:縦45mm×横10mm×高さ3mm)の空洞30内における第2空洞面21に、上記固形接合剤A1(縦7mm×横10mm×厚み100μm)を設置して型閉じした。
当該金型1内に、前述のPCを、表1に示す射出条件にて射出成形することにより、図18~19に示す第一基材40J(縦45mm×横10mm×厚み3mm)を作製した。
図1に示す予熱した金型1(材質:HPM38、空洞の寸法:縦45mm×横10mm×高さ3mm)の空洞30内における第2空洞面21に、上記固形接合剤A1(縦7mm×横10mm×厚み100μm)を設置して型閉じした。
当該金型1内に、前述のPCを、表1に示す射出条件にて射出成形することにより、図18~19に示す第一基材40J(縦45mm×横10mm×厚み3mm)を作製した。
(接合体A1-1の製造(PBT/PA))
第一基材40として上記PBT(縦45mm×横18mm×厚み1.5mm)を用いた。
第二基材50Iとして前述のPA6(縦45mm×横10mm×厚み3mm。突起有り。)を用いた。
図15~17と同様の位置関係になるように、当該第二基材50Iの表面に固形接合剤A1が接面するようにして、上記第一基材40と第二基材50Iとを、重ね合わせ領域が縦5mm×横10mmになるように重ね合わせた。
なお、重ね合わせる際、第二基材50Iの表面に設けられた線状の突起が固形接合剤A1と接触するようにして重ね合わせた。
次いで、超音波溶着機(精電舎電子工業株式会社製、発振器JII930S、プレスJIIP30S)を用いて超音波を印可し、加熱及び加圧することにより、第一基材40と第二基材50Iとを接合した。加圧時の圧力は110N(圧力2.2MPa)、発振周波数は28.5kHzを用いた。超音波印可時間は1秒とした。その後の保持時間は1秒とした。このようにして、接合体A1-1を作成した。
また、上記第一基材40と第二基材50Iとを3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。なお、後述する他の実施例及び比較例についても、同様にしてオープンタイム評価用接合体を作製した。
第一基材40として上記PBT(縦45mm×横18mm×厚み1.5mm)を用いた。
第二基材50Iとして前述のPA6(縦45mm×横10mm×厚み3mm。突起有り。)を用いた。
図15~17と同様の位置関係になるように、当該第二基材50Iの表面に固形接合剤A1が接面するようにして、上記第一基材40と第二基材50Iとを、重ね合わせ領域が縦5mm×横10mmになるように重ね合わせた。
なお、重ね合わせる際、第二基材50Iの表面に設けられた線状の突起が固形接合剤A1と接触するようにして重ね合わせた。
次いで、超音波溶着機(精電舎電子工業株式会社製、発振器JII930S、プレスJIIP30S)を用いて超音波を印可し、加熱及び加圧することにより、第一基材40と第二基材50Iとを接合した。加圧時の圧力は110N(圧力2.2MPa)、発振周波数は28.5kHzを用いた。超音波印可時間は1秒とした。その後の保持時間は1秒とした。このようにして、接合体A1-1を作成した。
また、上記第一基材40と第二基材50Iとを3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。なお、後述する他の実施例及び比較例についても、同様にしてオープンタイム評価用接合体を作製した。
(接合体A1-2の製造(PC/SPCC))
第一基材40Jとして前述のPC(縦45mm×横10mm×厚み3mm)を用いた。
第二基材50Jとして前述のSPCC基材(縦45mm×横18mm×厚み1.5mm)を用いた。
図18~19と同様の位置関係になるように、当該第二基材50Jの表面に固形接合剤A1が接面するようにして、上記第一基材40Jと第二基材50Jとを重ね合わせ領域が縦5mm×横10mmになるように重ね合わせた。
次いで、高周波誘導溶着機(精電舎電子工業株式会社製、発振器UH-2.5K、プレスJIIP30S)を用いて高周波誘導により金属を発熱させ、加熱・加圧することにより、第一基材Jと第二基材Jとを接合した。加圧力は110N(圧力2.2MPa)、発振周波数は900kHzとした。発振時間は1秒とした。このようにして、接合体A1-2を作製した。
第一基材40Jとして前述のPC(縦45mm×横10mm×厚み3mm)を用いた。
第二基材50Jとして前述のSPCC基材(縦45mm×横18mm×厚み1.5mm)を用いた。
図18~19と同様の位置関係になるように、当該第二基材50Jの表面に固形接合剤A1が接面するようにして、上記第一基材40Jと第二基材50Jとを重ね合わせ領域が縦5mm×横10mmになるように重ね合わせた。
次いで、高周波誘導溶着機(精電舎電子工業株式会社製、発振器UH-2.5K、プレスJIIP30S)を用いて高周波誘導により金属を発熱させ、加熱・加圧することにより、第一基材Jと第二基材Jとを接合した。加圧力は110N(圧力2.2MPa)、発振周波数は900kHzとした。発振時間は1秒とした。このようにして、接合体A1-2を作製した。
(接合体A1-3の製造(PBT/Al))
第一基材40Jとして前述のPBT(縦45mm×横10mm×厚み3mm)を用いた。
第二基材50Jとして前述のアルミニウム基材(縦45mm×横18mm×厚み1.5mm)を用いた。
これら第一基材40Jと第二基材50Jとを用いたことと、高周波誘導溶着機の発振時間を6秒としたこと以外は、前記接合体A1-2と同様にして、接合体A1-3を得た。
第一基材40Jとして前述のPBT(縦45mm×横10mm×厚み3mm)を用いた。
第二基材50Jとして前述のアルミニウム基材(縦45mm×横18mm×厚み1.5mm)を用いた。
これら第一基材40Jと第二基材50Jとを用いたことと、高周波誘導溶着機の発振時間を6秒としたこと以外は、前記接合体A1-2と同様にして、接合体A1-3を得た。
<実施例2>
(固形接合剤A2の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エノトート(登録商標)YP-50S(日鉄ケミカル&マテリアル株式会社製、フェノキシ樹脂、重量平均分子量約50,000)20g、シクロヘキサノン80gを仕込み、撹拌しながら60℃まで昇温し、目視で溶解したことを確認し、40℃まで冷却して固形分20質量%の樹脂組成物P-2を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%のフィルム状の固形接合剤A2を得た。重量平均分子量は50,000、エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A2の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A2の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、エノトート(登録商標)YP-50S(日鉄ケミカル&マテリアル株式会社製、フェノキシ樹脂、重量平均分子量約50,000)20g、シクロヘキサノン80gを仕込み、撹拌しながら60℃まで昇温し、目視で溶解したことを確認し、40℃まで冷却して固形分20質量%の樹脂組成物P-2を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%のフィルム状の固形接合剤A2を得た。重量平均分子量は50,000、エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A2の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A2を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A2を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例3>
(固形接合剤A3の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を98対2の質量比で混合し、プレスし、カッティングすることで固形接合剤A3を得た。重量平均分子量は36,000、エポキシ当量は9600g/eq、融解熱は2J/gであった。
なお、固形接合剤A3の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A3の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を98対2の質量比で混合し、プレスし、カッティングすることで固形接合剤A3を得た。重量平均分子量は36,000、エポキシ当量は9600g/eq、融解熱は2J/gであった。
なお、固形接合剤A3の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A3を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A3を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例4>
(固形接合剤A4の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を94対6の質量比で混合したこと以外は固形接合剤A3と同様に固形接合剤A4を得た。重量平均分子量は35,000、エポキシ当量は2100g/eq、融解熱は4J/gであった。
なお、固形接合剤A4の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A4の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を94対6の質量比で混合したこと以外は固形接合剤A3と同様に固形接合剤A4を得た。重量平均分子量は35,000、エポキシ当量は2100g/eq、融解熱は4J/gであった。
なお、固形接合剤A4の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A4を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A4を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例5>
(固形接合剤A5の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を89対11の質量比で混合したこと以外は固形接合剤A3と同様に固形接合剤A5を得た。重量平均分子量は33,000、エポキシ当量は1745g/eq、融解熱は11J/gであった。
なお、固形接合剤A5の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A5の製造)
前記固形接合剤A2と結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を89対11の質量比で混合したこと以外は固形接合剤A3と同様に固形接合剤A5を得た。重量平均分子量は33,000、エポキシ当量は1745g/eq、融解熱は11J/gであった。
なお、固形接合剤A5の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A5を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A5を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例6>
(固形接合剤A6の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.6等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分約20質量%の樹脂組成物P-3を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%、厚さ100μmのフィルム状の固形接合剤A6を得た。重量平均分子量は約30,000、エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A6の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A6の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、jER(登録商標)1007(三菱ケミカル株式会社株式会社製、ビスフェノールA型エポキシ樹脂、分子量約4060)1.0等量(203g)、ビスフェノールS(分子量250)0.6等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、窒素雰囲気下で撹拌しながら100℃まで昇温した。目視で溶解したことを確認し、40℃まで冷却して固形分約20質量%の樹脂組成物P-3を得た。これから溶剤を除去して、固体成分として熱可塑性エポキシ樹脂を得た。プレス機の上板及び下板に非粘着フッ素樹脂フィルム(ニトフロン(登録商標)No.900UL、日東電工株式会社製)を設置し、下板の非粘着フッ素樹脂フィルム上に上記熱可塑性エポキシ樹脂を配置した後、前記プレス機を160℃に加熱し、前記熱可塑性エポキシ樹脂を2時間加熱圧縮して、固形分100質量%、厚さ100μmのフィルム状の固形接合剤A6を得た。重量平均分子量は約30,000、エポキシ当量は検出限界以上であった。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A6の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A6を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A6を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例7>
(固形接合剤A7の製造)
非晶性のポリカーボネートフィルム(ユーピロン(登録商標)FE2000、三菱エンジニアリングプラスチックス株式会社製、厚さ100μm)を固形接合体A7として用いた。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A7の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A7の製造)
非晶性のポリカーボネートフィルム(ユーピロン(登録商標)FE2000、三菱エンジニアリングプラスチックス株式会社製、厚さ100μm)を固形接合体A7として用いた。DSCにおいて融解熱ピークは検出されなかった。
なお、固形接合剤A7の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A7を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A7を用いたこと以外は実施例1と同様にして接合体を製造した。
<実施例8>
(固形接合剤A8の製造)
固形接合剤として結晶性のポリアミド系ホットメルト接着剤フィルムNT-120(日本マタイ株式会社製、厚さ100μm)を固形接合体A8として用いた。融解熱は60J/gであった。
なお、固形接合剤A8の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤A8の製造)
固形接合剤として結晶性のポリアミド系ホットメルト接着剤フィルムNT-120(日本マタイ株式会社製、厚さ100μm)を固形接合体A8として用いた。融解熱は60J/gであった。
なお、固形接合剤A8の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤A8を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤A8を用いたこと以外は実施例1と同様にして接合体を製造した。
<比較例1>
(第一基材の製造)
吸引孔22を有しない以外は図1と同様の金型を用い、かつ空洞30の壁面に固形接合剤を設置しなかったこと以外は実施例1と同様にして、接合体を作製した。
(第一基材の製造)
吸引孔22を有しない以外は図1と同様の金型を用い、かつ空洞30の壁面に固形接合剤を設置しなかったこと以外は実施例1と同様にして、接合体を作製した。
<比較例2>
(固形接合剤B2の製造)
熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)の2液を混合し、離型フィルムに塗布し、100℃で1時間硬化させたあと、冷却し、離型フィルムから剥がして、フィルム状の固形接合剤B2を得た。
なお、固形接合剤B2の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤B2の製造)
熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)の2液を混合し、離型フィルムに塗布し、100℃で1時間硬化させたあと、冷却し、離型フィルムから剥がして、フィルム状の固形接合剤B2を得た。
なお、固形接合剤B2の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤B2を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤B2を用いたこと以外は実施例1と同様にして接合体を製造した。
<比較例3>
(固形接合剤B3の製造)
結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を、圧力5MPaでプレスしてシートを得て、その後、カットして、フィルム状の固形接合剤B3を得た。
なお、固形接合剤A8の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(固形接合剤B3の製造)
結晶性エポキシ樹脂YSLV-80XY(日鉄ケミカル&マテリアル株式会社製)を、圧力5MPaでプレスしてシートを得て、その後、カットして、フィルム状の固形接合剤B3を得た。
なお、固形接合剤A8の寸法は、下記2種とした。
・縦10mm×横15mm×厚み100μm
・縦7mm×横10mm×厚み100μm
(接合体の製造)
固形接合剤A1に代えて固形接合剤B3を用いたこと以外は実施例1と同様にして接合体を製造した。
固形接合剤A1に代えて固形接合剤B3を用いたこと以外は実施例1と同様にして接合体を製造した。
<比較例4>
(液状接合剤B4の製造)
熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)を、そのまま液状接合剤B4とした。
(第一基材の製造)
吸引孔22を有しない以外は図1と同様の金型を用い、かつ空洞30の壁面に固形接合剤を設置しなかったこと以外は実施例1と同様にして、第一基材を得た。
(液状接合剤B4の製造)
熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)を、そのまま液状接合剤B4とした。
(第一基材の製造)
吸引孔22を有しない以外は図1と同様の金型を用い、かつ空洞30の壁面に固形接合剤を設置しなかったこと以外は実施例1と同様にして、第一基材を得た。
(接合体(PBT/PA)の製造)
接合剤として、熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)を用い、第二基材としてPA6を用いた。
当該接合剤の2液を混合し、第一基材及び第二基材の表面の各々に、縦7mm×横10mmの領域にわたって、当該2液の混合物を塗布し、1分以内に重ね合わせ領域が縦5mm×横10mmになるように貼り合わせをした。その後、クリップにて固定した状態で100℃のオーブン内に1時間静置することで厚み0.1mmにて接合剤を硬化させた。その後、室温まで冷却した。このようにして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
接合剤として、熱硬化性液状エポキシ接着剤E-250(コニシ株式会社製、ビスフェノール型エポキシ樹脂とアミン硬化剤の2液タイプ)を用い、第二基材としてPA6を用いた。
当該接合剤の2液を混合し、第一基材及び第二基材の表面の各々に、縦7mm×横10mmの領域にわたって、当該2液の混合物を塗布し、1分以内に重ね合わせ領域が縦5mm×横10mmになるように貼り合わせをした。その後、クリップにて固定した状態で100℃のオーブン内に1時間静置することで厚み0.1mmにて接合剤を硬化させた。その後、室温まで冷却した。このようにして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
(接合体(PC/SPCC)の製造)
第一基材40Bとして上記PC(固形接合剤無し)を用い、第二基材として上記SPCCを用いたこと以外は上記接合体(PBT/PA)の場合と同様にして、接合体を作成した。
第一基材40Bとして上記PC(固形接合剤無し)を用い、第二基材として上記SPCCを用いたこと以外は上記接合体(PBT/PA)の場合と同様にして、接合体を作成した。
(接合体(PBT/Al)の製造)
第一基材40Bとして上記PBT(固形接合剤無し)を用い、第二基材として上記アルミニウム基材を用いたこと以外は上記接合体(PBT/PA)の場合と同様にして、接合体を作成した。
第一基材40Bとして上記PBT(固形接合剤無し)を用い、第二基材として上記アルミニウム基材を用いたこと以外は上記接合体(PBT/PA)の場合と同様にして、接合体を作成した。
<比較例5>
(第一基材の製造)
比較例4と同様にして、第一基材(固形接合剤無し)を作製した。
(第一基材の製造)
比較例4と同様にして、第一基材(固形接合剤無し)を作製した。
(第二基材へのコーティング層の形成)
フラスコに、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、重量平均分子量約10,000)1.0等量(203g)、ビスフェノールS1.0等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、常温で撹拌することで固形分約20質量%の液状樹脂組成物を得た。第二基材の上に当該液状樹脂組成物をバーコート塗布し、室温で30分乾燥させた後に、160℃のオーブンに2時間静置することで、縦7mm×横10mm×厚み100μmの固形の熱可塑性エポキシ樹脂重合物コーティング層を第二基材の表面上に形成した。当該コーティング層を接合剤B5とした。
フラスコに、jER(登録商標)1007(三菱ケミカル株式会社製、ビスフェノールA型エポキシ樹脂、重量平均分子量約10,000)1.0等量(203g)、ビスフェノールS1.0等量(12.5g)、トリフェニルホスフィン2.4g、及びメチルエチルケトン1,000gを仕込み、常温で撹拌することで固形分約20質量%の液状樹脂組成物を得た。第二基材の上に当該液状樹脂組成物をバーコート塗布し、室温で30分乾燥させた後に、160℃のオーブンに2時間静置することで、縦7mm×横10mm×厚み100μmの固形の熱可塑性エポキシ樹脂重合物コーティング層を第二基材の表面上に形成した。当該コーティング層を接合剤B5とした。
(接合体の製造)
第一基材上のコーティング層と第二基材とを重ね合わせたこと以外は実施例1と同様にして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
第一基材上のコーティング層と第二基材とを重ね合わせたこと以外は実施例1と同様にして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
<比較例6>
(接合剤B6の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、フエノトート(登録商標)YP-50S(日鉄ケミカル&マテリアル株式会社製、フェノキシ樹脂、重量平均分子量約50,000)20g、シクロヘキサノン80gを仕込み、撹拌しながら60℃まで昇温し、目視で溶解したことを確認し、40℃まで冷却して固形分20質量%の液状樹脂組成物を得た。第一基材の上に、前記液状樹脂組成物をバーコート塗布し、70℃のオーブンに30分静置することで、縦7mm×横10mm×厚み100μmのフェノキシ樹脂コーティング層を第一基材の表面上に形成した。当該コーティング層を接合剤B6とした。
(接合剤B6の製造)
撹拌機、環流冷却器、ガス導入管、及び温度計を付した反応装置に、フエノトート(登録商標)YP-50S(日鉄ケミカル&マテリアル株式会社製、フェノキシ樹脂、重量平均分子量約50,000)20g、シクロヘキサノン80gを仕込み、撹拌しながら60℃まで昇温し、目視で溶解したことを確認し、40℃まで冷却して固形分20質量%の液状樹脂組成物を得た。第一基材の上に、前記液状樹脂組成物をバーコート塗布し、70℃のオーブンに30分静置することで、縦7mm×横10mm×厚み100μmのフェノキシ樹脂コーティング層を第一基材の表面上に形成した。当該コーティング層を接合剤B6とした。
(接合体の製造)
第一基材上のコーティング層と第二基材とを重ね合わせたこと以外は実施例1と同様にして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
第一基材上のコーティング層と第二基材とを重ね合わせたこと以外は実施例1と同様にして、接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
<比較例7>
(第一基材の製造)
比較例4と同様にして、第一基材(固形接合剤無し)を作製した。
(接合体の製造)
接合時に固形接合剤A1を第一基材と第二基材の間に挟んだこと以外は実施例1と同様にして接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。
(第一基材の製造)
比較例4と同様にして、第一基材(固形接合剤無し)を作製した。
(接合体の製造)
接合時に固形接合剤A1を第一基材と第二基材の間に挟んだこと以外は実施例1と同様にして接合体を作製した。
また、上記第一基材と第二基材と3日間静置した後に重ね合わせ、貼り合わせをしたこと以外は上記と同様にして、オープンタイム評価用接合体も作製した。


表1に示すとおり、実施例に係る接合体は、23℃せん断接合力、80℃せん断接合力、及び利便性(接合プロセス時間、リサイクル性、リペア性、及びオープンタイム性)に優れていた。
比較例1に係る接合体は、固形接合剤を有しないため、第一基材と第二基材とを接合することができず、また、リサイクル性、リペア性、及びオープンタイム性に劣っていた。
比較例2に係る接合体は、固形接合剤として熱硬化性樹脂を用いたため、固形接合剤と基材が一体化した第一基材が得られなかった。
比較例3に係る接合体は、エポキシ当量が低い値であるため、第一基材と第二基材とが接着しなかった。
比較例4に係る接合体は、固形接合剤として熱硬化性樹脂を用いたため、第一基材と第二基材との接合強度が弱く、また、リペア性、及びオープンタイム性に劣っていた。また、接合剤を基材に塗布することから、ハンドリング性に劣り、また、接合プロセス時間が長かった
比較例5~6に係る接合体は、接合剤を基材にコートしてコート層を形成させる作業を有するため、接合プロセス時間が長かった。
比較例7に係る接合体は、固形接合剤が第一基材と一体化されていないため、を基材にコートしてコート層を形成させる作業を有するため、ハンドリング性に劣り、また、接合プロセス時間が長かった。
比較例1に係る接合体は、固形接合剤を有しないため、第一基材と第二基材とを接合することができず、また、リサイクル性、リペア性、及びオープンタイム性に劣っていた。
比較例2に係る接合体は、固形接合剤として熱硬化性樹脂を用いたため、固形接合剤と基材が一体化した第一基材が得られなかった。
比較例3に係る接合体は、エポキシ当量が低い値であるため、第一基材と第二基材とが接着しなかった。
比較例4に係る接合体は、固形接合剤として熱硬化性樹脂を用いたため、第一基材と第二基材との接合強度が弱く、また、リペア性、及びオープンタイム性に劣っていた。また、接合剤を基材に塗布することから、ハンドリング性に劣り、また、接合プロセス時間が長かった
比較例5~6に係る接合体は、接合剤を基材にコートしてコート層を形成させる作業を有するため、接合プロセス時間が長かった。
比較例7に係る接合体は、固形接合剤が第一基材と一体化されていないため、を基材にコートしてコート層を形成させる作業を有するため、ハンドリング性に劣り、また、接合プロセス時間が長かった。
本発明の製造方法により得られた接合体は、例えば、ドアサイドパネル、ボンネットルーフ、テールゲート、ステアリングハンガー、Aピラー、Bピラー、Cピラー、Dピラー、クラッシュボックス、パワーコントロールユニット(PCU)ハウジング、電動コンプレッサー部材(内壁部、吸入ポート部、エキゾーストコントロールバルブ(ECV)挿入部、マウントボス部等)、リチウムイオン電池(LIB)スペーサー、電池ケース、LEDヘッドランプ等の自動車用部品や、スマートフォン、ノートパソコン、タブレットパソコン、スマートウォッチ、大型液晶テレビ(LCD-TV)、屋外LED照明の構造体等として用いられるが、特にこれら例示の用途に限定されるものではない。
1 金型
10 第1の金型
20 第2の金型
30 空洞
11 第1空洞面
21 第2空洞面
12 ゲート
13 射出機
22 吸引孔
40、40A~40J 第一基材
41、41A~41J 固形接合剤
42、42A~42J 樹脂成形体
50、50A~50J 第二基材
60、60A~60J 接合体
10 第1の金型
20 第2の金型
30 空洞
11 第1空洞面
21 第2空洞面
12 ゲート
13 射出機
22 吸引孔
40、40A~40J 第一基材
41、41A~41J 固形接合剤
42、42A~42J 樹脂成形体
50、50A~50J 第二基材
60、60A~60J 接合体
Claims (10)
- エポキシ当量が1,600以上もしくはエポキシ基を含まない熱可塑性樹脂を含有する固形接合剤が金型の空洞内の壁面に設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる第一基材を得る、射出成形工程と、
前記第一基材の前記固形接合剤を第二基材に接面させた状態で前記固形接合剤を溶融後固化させることにより、前記第一基材と前記第二基材との接合体を得る接合工程と、
を有する、接合体の製造方法。 - 前記固形接合剤に含まれる前記熱可塑性樹脂は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種を含有する、請求項1に記載の接合体の製造方法。
- 前記固形接合剤に含まれる前記熱可塑性樹脂は、非晶性熱可塑性樹脂であり、
前記非晶性熱可塑性樹脂は、融解熱が15J/g以下である、請求項1に記載の接合体の製造方法。 - 前記接合工程において、前記固形接合剤を、接触加熱、温風加熱、熱プレス、赤外線加熱、熱板溶着、超音波溶着、振動溶着、高周波誘導溶着、及び高周波誘電溶着からなる群より選ばれる少なくとも1種により溶融後固化させる、請求項1又は2に記載の接合体の製造方法。
- 前記固形接合剤の軟化点は、樹脂成形体の融点よりも低い、請求項1又は2に記載の接合体の製造方法。
- 前記第二基材は金属である、請求項1又は2に記載の接合体の製造方法。
- 前記接合工程を、前記第一基材と前記第二基材とを圧力0.01~20МPaの条件で行う、請求項1又は2に記載の接合体の製造方法。
- 前記第一基材において、前記固形接合剤の表面が前記樹脂成形体の表面と面一である、請求項1又は2に記載の接合体の製造方法。
- 前記空洞内の壁面に設置されている固形接合剤はフィルムである、請求項1又は2に記載の接合体の製造方法。
- 金型の空洞内の壁面に固形接合剤が設置されている状態において、前記空洞内に熱可塑性樹脂組成物を射出することにより、前記熱可塑性樹脂組成物からなる樹脂成形体と前記固形接合剤とが一体化してなる基材を得る、基材の製造方法であって、
前記固形接合剤は、熱可塑性エポキシ樹脂及びフェノキシ樹脂から選ばれる少なくとも一種であり、エポキシ当量が1,600以上もしくはエポキシ基を含まない非晶性熱可塑性樹脂を含有する、基材の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023541796A JPWO2023127665A1 (ja) | 2021-12-27 | 2022-12-21 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021213479 | 2021-12-27 | ||
| JP2021-213479 | 2021-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023127665A1 true WO2023127665A1 (ja) | 2023-07-06 |
Family
ID=86998967
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/047239 WO2023127665A1 (ja) | 2021-12-27 | 2022-12-21 | 接合体の製造方法及び基材の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2023127665A1 (ja) |
| TW (1) | TW202333937A (ja) |
| WO (1) | WO2023127665A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63312818A (ja) * | 1987-06-17 | 1988-12-21 | Toagosei Chem Ind Co Ltd | 射出成型体 |
| JPH08508951A (ja) * | 1994-02-09 | 1996-09-24 | テトラ ラバル ホールディングス アンド ファイナンス エス アー | 接着性成形部材及びその製造方法 |
| JPH0992040A (ja) * | 1995-09-26 | 1997-04-04 | Fujikura Ltd | 自己接着性絶縁電線 |
| JP2011126942A (ja) * | 2009-12-15 | 2011-06-30 | Toyota Motor Corp | ホットメルト型接着剤及びrtm成形方法 |
| JP2016033391A (ja) * | 2014-07-31 | 2016-03-10 | 三菱樹脂インフラテック株式会社 | 樹脂管と樹脂継手の接続方法および配管ユニット |
| JP2016078283A (ja) * | 2014-10-14 | 2016-05-16 | 富士通株式会社 | 金属−樹脂複合体及びその製造方法 |
-
2022
- 2022-12-21 WO PCT/JP2022/047239 patent/WO2023127665A1/ja active Application Filing
- 2022-12-21 JP JP2023541796A patent/JPWO2023127665A1/ja active Pending
- 2022-12-26 TW TW111149965A patent/TW202333937A/zh unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63312818A (ja) * | 1987-06-17 | 1988-12-21 | Toagosei Chem Ind Co Ltd | 射出成型体 |
| JPH08508951A (ja) * | 1994-02-09 | 1996-09-24 | テトラ ラバル ホールディングス アンド ファイナンス エス アー | 接着性成形部材及びその製造方法 |
| JPH0992040A (ja) * | 1995-09-26 | 1997-04-04 | Fujikura Ltd | 自己接着性絶縁電線 |
| JP2011126942A (ja) * | 2009-12-15 | 2011-06-30 | Toyota Motor Corp | ホットメルト型接着剤及びrtm成形方法 |
| JP2016033391A (ja) * | 2014-07-31 | 2016-03-10 | 三菱樹脂インフラテック株式会社 | 樹脂管と樹脂継手の接続方法および配管ユニット |
| JP2016078283A (ja) * | 2014-10-14 | 2016-05-16 | 富士通株式会社 | 金属−樹脂複合体及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023127665A1 (ja) | 2023-07-06 |
| TW202333937A (zh) | 2023-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101630219B1 (ko) | 금속 복합체의 제조 방법 및 전자기기 하우징 | |
| JP5505776B2 (ja) | ホットメルト型接着剤及びrtm成形方法 | |
| WO2022172863A1 (ja) | 溶着フィルム及び接合体 | |
| WO2023127665A1 (ja) | 接合体の製造方法及び基材の製造方法 | |
| WO2023127667A1 (ja) | 接合体の製造方法 | |
| WO2023127668A1 (ja) | 接合体の製造方法 | |
| WO2023127666A1 (ja) | 接合体の製造方法 | |
| TWI835487B (zh) | 接合體之製造方法 | |
| WO2022270613A1 (ja) | 接合体の製造方法 | |
| JP7485227B1 (ja) | 接合体の製造方法、接合体、及び電気電子部品 | |
| JP7485005B1 (ja) | 接合体の製造方法、接合体、及び電気電子部品 | |
| WO2024034292A1 (ja) | 接合体の製造方法、接合体、及び電気電子部品 | |
| JP2023096713A (ja) | 車載カメラの製造方法 | |
| JP2023096624A (ja) | 車載用ecuの製造方法 | |
| JP2023097194A (ja) | 自動車用ドアの製造方法 | |
| JP2023096973A (ja) | ルーフ用クロスメンバの製造方法、及びルーフ構造体の製造方法 | |
| JP2023097068A (ja) | 電池ケースのトップカバーの製造方法 | |
| JP2023096903A (ja) | 光電センサーの製造方法 | |
| JP2023096752A (ja) | 車載モーターの製造方法、及び車載モーターを含む電動コンプレッサの製造方法 | |
| JP2023096565A (ja) | ランプユニットの製造方法 | |
| WO2024042878A1 (ja) | 金属材の連結体及び金属材の連結方法 | |
| JP2023096687A (ja) | 電子基板筐体の製造方法及び電子制御ユニットの製造方法 | |
| JP2023097184A (ja) | レーダー装置の製造方法 | |
| JP2023097163A (ja) | バンパーフェイシアの製造方法 | |
| JP2023096956A (ja) | 自動車の車体用ピラーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023541796 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22915888 Country of ref document: EP Kind code of ref document: A1 |