JP6719448B2 - 熱可塑性ポリウレタン組成物、物品、及びその方法 - Google Patents
熱可塑性ポリウレタン組成物、物品、及びその方法 Download PDFInfo
- Publication number
- JP6719448B2 JP6719448B2 JP2017505161A JP2017505161A JP6719448B2 JP 6719448 B2 JP6719448 B2 JP 6719448B2 JP 2017505161 A JP2017505161 A JP 2017505161A JP 2017505161 A JP2017505161 A JP 2017505161A JP 6719448 B2 JP6719448 B2 JP 6719448B2
- Authority
- JP
- Japan
- Prior art keywords
- composite film
- thermoplastic polyurethane
- hardcoat
- composition
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
- C09D175/06—Polyurethanes from polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/14—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor using multilayered preforms or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C51/00—Shaping by thermoforming, i.e. shaping sheets or sheet like preforms after heating, e.g. shaping sheets in matched moulds or by deep-drawing; Apparatus therefor
- B29C51/10—Forming by pressure difference, e.g. vacuum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4236—Polycondensates having carboxylic or carbonic ester groups in the main chain containing only aliphatic groups
- C08G18/4238—Polycondensates having carboxylic or carbonic ester groups in the main chain containing only aliphatic groups derived from dicarboxylic acids and dialcohols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/40—High-molecular-weight compounds
- C08G18/42—Polycondensates having carboxylic or carbonic ester groups in the main chain
- C08G18/4266—Polycondensates having carboxylic or carbonic ester groups in the main chain prepared from hydroxycarboxylic acids and/or lactones
- C08G18/4269—Lactones
- C08G18/4277—Caprolactone and/or substituted caprolactone
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/28—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the compounds used containing active hydrogen
- C08G18/65—Low-molecular-weight compounds having active hydrogen with high-molecular-weight compounds having active hydrogen
- C08G18/66—Compounds of groups C08G18/42, C08G18/48, or C08G18/52
- C08G18/6633—Compounds of group C08G18/42
- C08G18/6637—Compounds of group C08G18/42 with compounds of group C08G18/32 or polyamines of C08G18/38
- C08G18/664—Compounds of group C08G18/42 with compounds of group C08G18/32 or polyamines of C08G18/38 with compounds of group C08G18/3203
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/75—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic
- C08G18/751—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring
- C08G18/752—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group
- C08G18/753—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group
- C08G18/755—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing only one cycloaliphatic ring containing at least one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group containing one isocyanate or isothiocyanate group linked to the cycloaliphatic ring by means of an aliphatic group having a primary carbon atom next to the isocyanate or isothiocyanate group and at least one isocyanate or isothiocyanate group linked to a secondary carbon atom of the cycloaliphatic ring, e.g. isophorone diisocyanate
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G18/00—Polymeric products of isocyanates or isothiocyanates
- C08G18/06—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen
- C08G18/70—Polymeric products of isocyanates or isothiocyanates with compounds having active hydrogen characterised by the isocyanates or isothiocyanates used
- C08G18/72—Polyisocyanates or polyisothiocyanates
- C08G18/74—Polyisocyanates or polyisothiocyanates cyclic
- C08G18/75—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic
- C08G18/758—Polyisocyanates or polyisothiocyanates cyclic cycloaliphatic containing two or more cycloaliphatic rings
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/007—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0077—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/722—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/10—Coating on the layer surface on synthetic resin layer or on natural or synthetic rubber layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/54—Yield strength; Tensile strength
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/712—Weather resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/714—Inert, i.e. inert to chemical degradation, corrosion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2451/00—Decorative or ornamental articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2475/00—Presence of polyurethane
- C09J2475/006—Presence of polyurethane in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Polyurethanes Or Polyureas (AREA)
Description
ポリウレタン組成物、当該組成物から誘導されるフィルム、及び関連方法が提供される。より具体的には、提供されるポリウレタン組成物は、保護及び装飾用フィルム用途に好適な熱可塑性ポリウレタンである。
ポリウレタンは、商業及び工業的重要性が高い、幅広い一群のポリマーを表す。これらの材料は、広範な材料特性を有するように配合することができるが、ポリウレタンは、その耐摩耗性、強靱性、可撓性、耐衝撃性、引裂強さ及び耐化学性でよく知られる。主な用途としては、フィルム、コーティング、エラストマー、及び発泡体が挙げられる。フィルム及びコーティングは、環境気候、化学曝露、熱、及び/又は摩耗からの基材の保護に特に有利となり得る。ポリウレタンは、非常に透明に加工することもでき、所望であれば、装飾用途向けにグラフィックアートを有するフィルム及びコーティングに成形することができる。
ハードコート用途に関連して、熱硬化性及び熱可塑性ポリウレタン材料は、競合する利点と欠点とを有する。熱可塑性塗装保護フィルムは、最低限の性能要求に適合し得るが、防汚性、耐化学性、及び紫外線(UV)安定性の増大から利益が得られる。熱硬化性ポリウレタンは、概ね、高い防汚性、耐化学性、及び耐紫外線(UV)性を示すが、製造コストの上昇につながる複数のコーティング工程を必要とし、延伸して自動車車両の不規則な外形に適合する能力を損なう可能性のある高いフィルム弾性率を有する。更に、高い硬度と伸長の両方を同時に達成することは、従来技術の熱可塑性ポリウレタン材料によって十分に対処されていない技術的問題である。
本明細書において使用されるとき、
「周囲条件」は、摂氏25度の温度及び1気圧(約100キロパスカル)の圧力を意味し、
「触媒」は、化学反応の速度を増大できる物質を意味し、
「ジオール」は、ちょうど2個のヒドロキシル官能基を有する化合物を意味し、
「ジイソシアネート」は、ちょうど2個のイソシアネート官能基を有する化合物を意味し、
「硬化させる」は、組成物の物理的状態及び/又は化学的状態を変化させて、組成物を流体から流動性がより少ない状態へ変換すること、粘着性状態から非粘着性状態に変わること、可溶性状態から不溶性状態に移ること、化学反応におけるその消費により重合性材料の量を減少させること、又は特定の分子量の材料からより高分子量の材料に変わることを意味し、
「硬化性」は、硬化することができることを意味し、
「ポリイソシアネート」は、2個以上のイソシアネート官能基を有する化合物を意味し、
「ポリオール」は、2個以上のヒドロキシル官能基を有する化合物を意味し、且つ、
「短鎖ジオール」は、多くとも185g/molの重量平均分子量を有するジオールを意味する。
本明細書において「好ましい」及び「好ましくは」という用語は、特定の状況下で特定の利点をもたらし得る本明細書に記載の実施形態を指す。しかしながら、同じ又は他の状況において他の実施形態が好ましい場合もある。更にまた、1つ以上の好ましい実施形態への言及は、その他の実施形態が有用でないことを含意するものではなく、本発明の範囲内よりその他の実施形態を排除することを目的とするものではない。
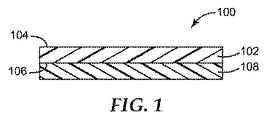
代表的な一実施形態による複合フィルムが図1に示されており、番号100が付記されている。複合フィルム100は、トップ面104と底面106とを有するハードコート層102を含む。複合フィルム100は、ハードコート層102の底面106全体に延在する基層108を更に含む。任意に、表示のとおり、基層108及びハードコート層102は、層102、108が本質的に底面106全体に沿って互いに直接接触するように、互いに積層される。所望であれば、基層108は、底面106の一部のみに沿ってハードコート層102と接触してもよい。
典型的には、複合フィルムの露出した外面上で、ハードコート層は、少なくとも1つのポリイソシアネートと少なくとも1つのポリオールとを重合することによって合成されるポリウレタンの層を含んでもよい。
ハードセグメントの重量%=100%×[(短鎖ジオール+ジイソシアネート)の重量]/[(ポリオール+ジイソシアネート)の重量]
長鎖及び短鎖ジオールの相対量は、所望の硬度に応じて広い範囲にわたって変動し得るが、ポリオール(全てのジオールを含む)に対するポリイソシアネートの全相対量は、概ね、化学量論的当量となるように選択される。場合によっては、他の構成成分の未反応残留物を最小限に抑えるため、1つの構成成分、例えばポリオールを、過剰に使用することが望ましい場合がある。
幾つかの実施形態において、基層108は、脂肪族熱可塑性ポリウレタン又はポリ塩化ビニル等の、保護しようとする所与の基材の上に延伸できるポリマーからできている。
代表的な実施形態では、接着剤層は、通常、周囲条件において粘着性の感圧性接着剤である。好適な感圧性接着剤は、ポリアクリレート、合成及び天然ゴム、ポリブタジエン及びコポリマー又はポリイソプレン及びコポリマーをベースとし得る。ポリジメチルシロキサン及びポリメチルフェニルシロキサンのようなシリコーンベースの接着剤も使用してもよい。特に好ましい感圧性接着剤としては、ポリアクリレートベースの接着剤が挙げられ、これは高い透明度、UV安定性及び耐老化性等の有利な特性を示し得る。保護フィルム用途に好適なポリアクリレート接着剤は、例えば、米国特許第4,418,120号(Kealy et al.);米国再発行特許第24,906号(Ulrich);米国特許第4,619,867号(Charbonneau et al.);米国特許第4,835,217号(Haskett et al.);及び国際公開第87/00189号(Bonk et al.)に記載されている。
図1〜4に示す複合フィルムの製造は、記載のように、後で互いに結合される2層以上の形成を伴う。複合フィルムを構成する層は、平行して調製されても順次調製されてもよい。
A.少なくとも57重量%から1重量%の増加分で80重量%まで及びその間の任意の範囲のハードセグメント含有率を有する脂肪族熱可塑性ポリウレタンを含むハードコート組成物であって、このハードコート組成物は、少なくとも70のショアD硬度及び摂氏25度で少なくとも150%の破断点伸び試験結果を有する。
B.上記肪族熱可塑性ポリウレタンが、60%〜75%の範囲のハードセグメント含有率を有する、実施形態Aに記載のハードコート組成物。
C.上記肪族熱可塑性ポリウレタンが、62%〜72%の範囲のハードセグメント含有率を有する、実施形態Bに記載のハードコート組成物。
D.上記ハードコート組成物が、摂氏25度で少なくとも175%の破断点伸び試験結果を有する、実施形態A〜Cのいずれか1つに記載のハードコート組成物。
E.上記ハードコート組成物が、摂氏25度で少なくとも200%の破断点伸び試験結果を有する、実施形態Dに記載のハードコート組成物。
F.上記ハードコート組成物が、少なくとも75のショアD硬度を有する、実施形態A〜Eのいずれか1つに記載のハードコート組成物。
G.上記ハードコート組成物が、少なくとも80のショアD硬度を有する、実施形態Fに記載のハードコート組成物。
I.上記接着剤層が感圧性接着剤を含む、実施形態Hに記載の複合フィルム。
J.上記接着剤層がホットメルト接着剤を含む、実施形態Hに記載の複合フィルム。
K.上記脂肪族熱可塑性ポリウレタンが、ポリオールと脂肪族イソシアネートとの反応生成物である、実施形態H〜Jのいずれか1つに記載の複合フィルム。
L.上記ポリオールが、脂肪族ポリエステルポリオール、ポリカプロラクトンポリオール、ポリカーボネートポリオール、ポリエーテルポリオール、ポリオレフィンポリオール、及びこれらのコポリマー及び混合物からなる群から選択される、実施形態Kに記載の複合フィルム。
M.上記脂肪族イソシアネートが、ジシクロヘキシルメタンジイソシアネート、イソホロンジイソシアネート、ヘキサメチレンジイソシアネート、トリメチルヘキサメチレンジイソシアネート、及びこれらのコポリマー及び混合物からなる群から選択される、実施形態K又はLに記載の複合フィルム。
N.上記脂肪族熱可塑性ポリウレタンが、約0.7〜1.5の範囲のtanδを示す、実施形態H〜Mのいずれか1つに記載の複合フィルム。
O.上記脂肪族熱可塑性ポリウレタンが、約0.8〜1.4の範囲のtanδを示す、実施形態Nに記載の複合フィルム。
P.上記脂肪族熱可塑性ポリウレタンが、約0.9〜1.3の範囲のtanδを示す、実施形態Oに記載の複合フィルム。
Q.上記ハードコート層が、5マイクロメートル〜300マイクロメートルの範囲の厚さを有する、実施形態H〜Pのいずれか1つに記載の複合フィルム。
R.上記ハードコート層が、10マイクロメートル〜200マイクロメートルの範囲の厚さを有する、実施形態Qに記載の複合フィルム。
S.上記ハードコート層が、50マイクロメートル〜100マイクロメートルの範囲の厚さを有する、実施形態Rに記載の複合フィルム。
T.上記脂肪族熱可塑性ポリウレタンが100,000g/mol〜800,000g/molの重量平均分子量を有する、実施形態H〜Sのいずれか1つに記載の複合フィルム。
U.上記脂肪族熱可塑性ポリウレタンが300,000g/mol〜700,000g/molの重量平均分子量を有する、実施形態Tに記載の複合フィルム。
V.上記脂肪族熱可塑性ポリウレタンが400,000g/mol〜600,000g/molの重量平均分子量を有する、実施形態Uに記載の複合フィルム。
W.上記脂肪族熱可塑性ポリウレタンが、多分散指数が2.0〜6.0の範囲である実質的に単峰性の分子量分布を有する、実施形態H〜Vのいずれか1つに記載の複合フィルム。
X.上記脂肪族熱可塑性ポリウレタンが、約2.5〜5.5の範囲の多分散指数を示す、実施形態Wに記載の複合フィルム。
Y.上記脂肪族熱可塑性ポリウレタンが、3.0〜5.0の範囲の多分散指数を示す、実施形態Xに記載の複合フィルム。
Z.上記ハードコート組成物が少なくとも1種の顔料を更に含む、実施形態H〜Yのいずれか1つに記載の複合フィルム。
AA.上記第1の主表面が露出している、実施形態H〜Zのいずれか1つに記載の複合フィルム。
AB.接着剤層の少なくとも一部の上に配置された剥離ライナーを更に含み、それによって接着剤層がハードコート層と剥離ライナーとの間に挟まれる、実施形態H〜AAのいずれか1つに記載の複合フィルム。
AC.ハードコート層と接着剤層との間に挟まれた中間層を更に含む、実施形態H〜ABのいずれか1つに記載の複合フィルム。
AD.上記中間層が、熱可塑性ポリマー層、金属蒸気コート、カラーコート、インクコート、及びこれらの組み合わせからなる群から選択される、実施形態ACに記載の複合フィルム。
AF.基材が射出成形部品を含む、実施形態AEのコーティングされた物品。
AH.上記複合フィルムが、熱成形温度において少なくとも275%の破断点伸び試験結果を示す、実施形態AGに記載の方法。
AI.上記複合フィルムが、熱成形温度において少なくとも300%の破断点伸び試験結果を示す、実施形態AHに記載の方法。
AJ.上記ハードコート組成物が、少なくとも75のショアD硬度を有する、実施形態AG〜AIのいずれか1つに記載の方法。
AK.上記ハードコート組成物が、少なくとも80のショアD硬度を有する、実施形態AJに記載の方法。
AL.上記基層が、熱可塑性ポリマー層、金属蒸気コート、カラーコート、インクコート、及びこれらの組み合わせからなる群から選択される、実施形態AG〜AKのいずれか1つに記載の方法。
AM.上記複合フィルムを熱成形する工程が、複合フィルムのデュアル真空熱成形を含む、実施形態AG〜ALのいずれか1つに記載の方法。
AN.前記デュアル真空熱成形が、摂氏25度〜摂氏180度の範囲の温度で実施される、実施形態AMに記載の方法。
AO.前記デュアル真空熱成形が、摂氏40度〜摂氏160度の範囲の温度で実施される、実施形態ANに記載の方法。
AP.前記デュアル真空熱成形が、摂氏60度〜摂氏140度の範囲の温度で実施される、実施形態AOに記載の方法。
硬度
複合フィルムのハードコート層のショアD硬度は、ASTM D2240−05の試験プロトコルに従って測定した。
ハードコート組成物の引張特性は、ASTM Test Method D 882「Tensile Properties of Thin Plastic Sheeting」に記載の手順を使用し、INSTRON引張試験機を用いて評価した。破断点引張強度及び破断点伸び(%)を測定した。応力−ひずみ曲線の最初の線形部分から、ヤング率も測定した。試料は幅が2.54cmで、30.5cm/分のクロスヘッド速度及び1.27cmのジョー開口幅で試験した。試験は、熱成形条件を模倣するため、25℃、50℃、75℃、100℃及び125℃の5つの温度で実施した。
熱可塑性フィルムの弾性率は、−50℃〜150℃で、張力下、Rheometric社のSolid Analyzer(RSA II)を用いて、1Hz(6.28rad/秒)にて測定した。典型的な薄いストリップのサンプル(幅6.865mm×長さ22.8mm、厚さ0.012mm〜0.022mmの範囲)を、クランプに取り付け、締めた。予め決定した振幅及び周波数を薄いフィルムサンプルに適用し、材料の応力応答を測定した。弾性率E’及び損失弾性率E”を測定した。温度に対するE”/E’の比(tanδとも呼ばれる)、E’、及びE”が得られた。Tgは、tanδの最大値で得られた。Tmも報告された。
調製したポリウレタン材料の平均分子量及び分子量分布は、概ね、ASTM D5296−11に記載の手順を用いて得た。使用した装置は、Agilent Technologies(Hewlett−Packard−Strasse,Waldbronn,Germany)からのモデル1100であった。カラムセットは、2×Jordi Gel DVB Mixed Bed(15cm×4.6mm I.D.)であり、検出器は示差屈折率(DRI)であった。10mLのクロロホルムを、約25〜30mgのサンプルに添加し、約0.25〜0.3% w/vの濃度の溶液を得た。溶液を少なくとも14時間かき混ぜ、その後、0.2ミクロンPTFEシリンジフィルタを使用して濾過した。30マイクロリットルを注入し、溶離液を毎分0.3ミリリットルで回収した。重量平均分子量は、多分散度と共に報告された。
ポリウレタン組成物は、パートAとしてのポリエステルポリオールFOMREZ 44、1,4ブタンジオール、TINUVIN 292、TINUVIN 571、T12、及びパートBとしてのDESMODUR「W」を、同方向回転2軸押出成形機に個別に供給することによって調製した。押出成形機は、58mm同方向回転2軸押出成形機(Davis−Standard(Pawcatuck,CT,USA)から入手可能)であった。押出成形機は、独立して加熱された、13個のバレルゾーンを有した。真空ポンプを押出成形機に適用した。バレル温度、ダイ、及びネックチューブ温度を、下表に示す。66cm幅ドロップダイを、2軸押出成形機の出力端部に接続した。

組成物を上の表2に記載のように調節したことを除き、実施例1に記載のように4種のポリウレタンフィルムを押出成形した。実施例2〜5のポリウレタンのショアD硬度は、それぞれ、80D、80D、84D、及び90Dであった。熱、引張、伸び及びDMTA特性を測定し、表3に報告している。
米国特許第6,607,831号(Ho,et al.)の表2の組成物Cの構成成分を、合わせて十分に混合し、均一溶液を形成した。続いて、ノッチバーコーターを用いて、剥離コーティングされた(シリコーン)ポリエステルフィルム上に約76マイクロメートルの厚さに溶液をコーティングした。コーティングされた組成物を乾燥し、85℃のオーブンで2分間、121℃のオーブンで2分間、及び130℃のオーブンで2分間、乾燥及び部分硬化して、約12マイクロメートルの厚さを有する乾燥フィルムを形成した。部分硬化したフィルムに残された遊離イソシアネート基の量は、上記の試験方法に従って測定したとき、63.7重量%であった。次いで、同じく米国特許第6,607,831号の表2に記載の組成物Bを調製し、組成物Cの部分的に硬化したフィルム上に、ノッチバーコーターを使用して、湿潤厚さ約101マイクロメートルにコーティングした。コーティングされた組成物を上記の組成物Cの条件に従って乾燥し、約20マイクロメートルの乾燥フィルム厚を得た。得られた複合フィルムは明らかに透明であり、2つの層が互いに十分に接合しており、表面層接着試験に合格した。熱的引張及び伸び試験及びDMTAを実施した。結果を下の表3にまとめる。
ポリウレタンコーティング分散体は、83.78グラムの水性ポリカーボネートベースポリウレタン分散体(Alberdingk Boley,Inc(Charlotte,NC)より入手可能なALBERDINGK U933)、0.03グラムのpH調整剤(Angus Chemical Co.(Buffalo Grove,IL)からAMP−95として入手可能なアミノメチルプロパノール)、0.19グラムのスルホスクシネート型アニオン性界面活性剤(Dow Chemical Company(Midland,MI)から入手可能なTriton GR−7M)、8.47グラムのブチルカルビトール(Eastman Chemical Co.から入手可能)、1.08グラムの2−エチルヘキシルα−シアノ−α,β’−ジフェニルアクリレート紫外線吸収剤、及び0.45グラムの光安定剤(アミノエーテル官能性をベースとするヒンダードアミン光安定剤(TINUVIN 123、Ciba Specialty Chemicals)を混合することによって調製した。分散体を脱イオン水で希釈し、粘度を70cps〜180cpsに維持した。コーティングの直前に、1.30%のアジリジン架橋剤(Neoresins(DSM)Inc.(Waalwijk,Netherlands)から入手したNEOCRYL CX−100)を撹拌下で添加した。分散体を、ポリエステル支持ウェブ上に約50マイクロメートルの厚さでコーティングした。前記コーティング済み分散体を乾燥させ、引き続いて別個のオーブン内にて約0.5分間ずつ硬化させた。オーブン温度は、第1、第2、及び第3オーブンのそれぞれについて、121℃、149℃、及び163℃に設定した。得られたハードコートフィルムは、約11〜12マイクロメートル厚であった。熱、引張、伸び及びDMTA特性を測定し、下の表3に報告している。
Claims (9)
- 57重量%〜80重量%の範囲のハードセグメント含有率を有する脂肪族熱可塑性ポリウレタンを含み、少なくとも70のショアD硬度及び摂氏25度で少なくとも150%の破断点伸び試験結果を有するハードコート組成物であって、
前記脂肪族熱可塑性ポリウレタンは直鎖状高分子鎖を有し、
前記脂肪族熱可塑性ポリウレタンは、100,000g/mol〜800,000g/molの範囲の重量平均分子量を有する、組成物。 - 前記脂肪族熱可塑性ポリウレタンは、62%〜72%の範囲のハードセグメント含有率を有する、請求項1に記載のハードコート組成物。
- 前記ハードコート組成物は、少なくとも80のショアD硬度を有する、請求項1に記載のハードコート組成物。
- 対向する第1及び第2の主表面を有し、請求項1〜3のいずれか一項に記載のハードコート組成物を含むハードコート層と、
前記第2の主表面の少なくとも一部分にわたって延びる接着剤層と、を備える複合フィルム。 - 前記脂肪族熱可塑性ポリウレタンは、ポリオールと脂肪族イソシアネートとの反応生成物である、請求項4に記載の複合フィルム。
- 前記脂肪族熱可塑性ポリウレタンは、0.7〜1.5の範囲のtanδを示す、請求項4又は5に記載の複合フィルム。
- 前記脂肪族熱可塑性ポリウレタンは、多分散指数が2.0〜6.0の範囲である実質的に単峰性の分子量分布を有する、請求項4〜6のいずれか一項に記載の複合フィルム。
- 請求項4〜7のいずれか一項に記載の複合フィルムを提供する工程と、
前記複合フィルムを、3次元基材上で、摂氏50度を超える熱成形温度で熱成形する工程と、を含み、前記複合フィルムは、前記熱成形温度において少なくとも250%の破断点伸び試験結果を示す、3次元基材を保護する方法。 - 前記複合フィルムを熱成形する工程は、前記複合フィルムのデュアル真空熱成形を含む、請求項8に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462031426P | 2014-07-31 | 2014-07-31 | |
| US62/031,426 | 2014-07-31 | ||
| PCT/US2015/041981 WO2016018749A1 (en) | 2014-07-31 | 2015-07-24 | Thermoplastic polyurethane compositions, articles, and methods thereof |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2017525803A JP2017525803A (ja) | 2017-09-07 |
| JP2017525803A5 JP2017525803A5 (ja) | 2018-08-30 |
| JP6719448B2 true JP6719448B2 (ja) | 2020-07-08 |
Family
ID=53835500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017505161A Active JP6719448B2 (ja) | 2014-07-31 | 2015-07-24 | 熱可塑性ポリウレタン組成物、物品、及びその方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10590303B2 (ja) |
| EP (1) | EP3174911B1 (ja) |
| JP (1) | JP6719448B2 (ja) |
| KR (1) | KR102440987B1 (ja) |
| CN (1) | CN106661184B (ja) |
| BR (1) | BR112017002096A2 (ja) |
| MX (1) | MX2017001255A (ja) |
| WO (1) | WO2016018749A1 (ja) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10265932B2 (en) | 2005-10-21 | 2019-04-23 | Entrotech, Inc. | Protective sheets, articles, and methods |
| WO2009041964A1 (en) | 2007-09-25 | 2009-04-02 | Entrotech, Inc. | Paint replacement films, composites therefrom, and related methods |
| US10981371B2 (en) | 2008-01-19 | 2021-04-20 | Entrotech, Inc. | Protected graphics and related methods |
| EP3088179A1 (en) * | 2015-04-30 | 2016-11-02 | Impact Protection Technology AG | Multilayer polyurethane protective films |
| EP3320381B1 (en) | 2015-07-07 | 2022-08-31 | 3M Innovative Properties Company | Polyurethane layer for a light directing article |
| US20170341699A1 (en) * | 2016-05-24 | 2017-11-30 | Kawasaki Jukogyo Kabushiki Kaisha | Straddle-type vehicle and external members thereof |
| WO2018030701A1 (ko) * | 2016-08-11 | 2018-02-15 | 삼성에스디아이 주식회사 | 광학표시장치의 보호 필름, 이를 포함하는 광학 부재 및 이를 포함하는 광학표시장치 |
| US20190238171A1 (en) * | 2016-09-01 | 2019-08-01 | Entrotech, Inc. | Multi-Layer Polymeric Protective Sheet, Related Articles and Methods |
| ES2967086T3 (es) | 2016-09-20 | 2024-04-26 | Ppg Advanced Surface Tech Llc | Apliques de película de pintura con defectos reducidos, artículos y métodos |
| JP2018146693A (ja) * | 2017-03-03 | 2018-09-20 | Smk株式会社 | 電子機器およびコネクタの防水構造 |
| JP6853738B2 (ja) * | 2017-06-13 | 2021-03-31 | 三菱瓦斯化学株式会社 | ポリウレタン多層フィルム |
| CN109536074A (zh) * | 2017-08-08 | 2019-03-29 | 3M创新有限公司 | 一种保护膜和使用该膜保护的物品 |
| JP6999339B2 (ja) * | 2017-09-19 | 2022-01-18 | 藤森工業株式会社 | 成形体の製造方法 |
| CN111108138A (zh) * | 2017-09-21 | 2020-05-05 | 3M创新有限公司 | 挤出的聚氨酯表面膜 |
| JP7233840B2 (ja) * | 2018-01-04 | 2023-03-07 | スリーエム イノベイティブ プロパティズ カンパニー | 粘着シート |
| US20190240963A1 (en) * | 2018-02-02 | 2019-08-08 | Ming-Je Tsai | Waterproof decorative strip |
| JP2021528538A (ja) * | 2018-06-19 | 2021-10-21 | ビーエイエスエフ・ソシエタス・エウロパエアBasf Se | 透明な硬質熱可塑性ポリウレタン |
| CN112638981A (zh) * | 2018-08-14 | 2021-04-09 | 3M创新有限公司 | 挤出的聚氨酯表面膜 |
| EP3847018A1 (en) | 2018-10-16 | 2021-07-14 | 3M Innovative Properties Company | Methods of making extensible barrier films |
| EP3870635A4 (en) * | 2018-11-21 | 2022-07-13 | Entrotech, Inc. | POLYMERIC SHEET USEFUL FOR APPLICATION TO CONCAVE SURFACE TOPOGRAPHIES OF ARTICLES AND RELATED METHODS |
| CN113263718B (zh) * | 2020-02-17 | 2022-12-13 | 华为技术有限公司 | 保护膜及其制备方法、贴合方法和终端 |
| US20230227698A1 (en) | 2020-06-29 | 2023-07-20 | 3M Innovative Properties Company | Hard Coat Compositions and Composite Films Including a Thermoplastic Polyurethane |
| KR102530957B1 (ko) * | 2020-08-19 | 2023-05-09 | 테사 소시에타스 유로파에아 | 폴리우레탄 캐리어를 갖는 접착 테이프 |
| CN117881757A (zh) * | 2021-08-27 | 2024-04-12 | 伊士曼化工公司 | 可用作汽车贴膜的包含热塑性聚合物的膜 |
| CN117940473A (zh) * | 2021-09-16 | 2024-04-26 | 3M创新有限公司 | 可热成形的漆膜 |
| NL2029345B1 (en) * | 2021-10-07 | 2023-04-20 | Champion Link Int Corp | Decorative panel |
| EP4353269A1 (en) | 2022-10-14 | 2024-04-17 | Röhm GmbH | Method for sterilization of formed articles made of thermoplastic polymers |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE261098C (ja) | ||||
| IT610737A (ja) | 1955-11-18 | 1900-01-01 | ||
| DE2447368A1 (de) | 1974-10-04 | 1976-04-08 | Basf Ag | Verfahren zur kontinuierlichen herstellung von thermoplastischen polyurethan-elastomeren |
| DE3224324A1 (de) | 1982-06-30 | 1984-01-05 | Basf Ag, 6700 Ludwigshafen | Zweistufenverfahren zur herstellung von thermoplastischen polyurethan-elastomeren |
| US4418120A (en) | 1982-07-19 | 1983-11-29 | Minnesota Mining And Manufacturing Co. | Tackified crosslinked acrylic adhesives |
| US4648689A (en) * | 1983-04-11 | 1987-03-10 | Minnesota Mining And Manufacturing Company | Pavement marking tape |
| US4619867A (en) | 1983-06-14 | 1986-10-28 | Minnesota Mining And Manufacturing Company | Azlactone-containing pressure-sensitive adhesives |
| EP0229783B1 (en) | 1985-07-08 | 1991-03-06 | Minnesota Mining And Manufacturing Company | Crosslinked pressure-sensitive adhesive |
| US4835217A (en) | 1985-10-17 | 1989-05-30 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive having broad useful temperature range |
| JPS62262777A (ja) * | 1986-05-09 | 1987-11-14 | Kansai Paint Co Ltd | 防食塗膜形成法 |
| US5059269A (en) | 1988-03-07 | 1991-10-22 | Becton, Dickinson And Company | Method of making an article having a hemocompatible surface |
| US4948859A (en) | 1988-10-28 | 1990-08-14 | Minnesota Mining And Manufacturing Company | Extruder polymerization of polyurethanes |
| US5480946A (en) | 1990-04-26 | 1996-01-02 | Ciba Geigy Corporation | Unsaturated urea polysiloxanes |
| DE69101464T2 (de) * | 1990-04-26 | 1994-07-14 | Ciba Geigy | Ungesättigte Harnstoff-Polysiloxane. |
| DE4022741A1 (de) | 1990-07-18 | 1992-01-23 | Basf Ag | Mehrschichtige polyurethanfolien und ihre verwendung zur herstellung von deckschichten |
| CA2079168A1 (en) | 1991-10-18 | 1993-04-19 | Ashok M. Sarpeshkar | Thermoformable polyurethanes |
| US5458935A (en) | 1991-12-24 | 1995-10-17 | Abbott Laboratories | Thermoplastic urethane elastomer |
| US5795948A (en) | 1992-05-26 | 1998-08-18 | Bayer Aktiengesellschaft | Multistage process for production of thermoplastic polyurethane elastomers |
| US5468532A (en) | 1992-12-10 | 1995-11-21 | Minnesota Mining And Manufacturing Company | Multilayer graphic article with color layer |
| US5405675A (en) | 1992-12-10 | 1995-04-11 | Minnesota Mining And Manufacturing Company | Embossed multilayer film |
| DE4315173A1 (de) * | 1992-12-23 | 1994-06-30 | Bayer Ag | Reine, insbesondere katalysatorfreie Polyurethane |
| DE4437586A1 (de) | 1994-10-20 | 1996-04-25 | Basf Schwarzheide Gmbh | Verfahren zur Herstellung von thermoplastischen Polyurethanen |
| DE19625987A1 (de) | 1996-06-28 | 1998-01-02 | Bayer Ag | Verfahren zur kontinuierlichen Herstellung von thermoplastisch verarbeitbaren Polyurethanen mit verbessertem Verarbeitungsverhalten |
| DE19738498A1 (de) | 1997-09-03 | 1999-03-04 | Bayer Ag | Verfahren zur kontinuierlichen Herstellung von thermoplastisch verarbeitbaren Polyurethanen in einem Zweiwellenextruder mit spezieller Temperaturführung |
| JP2000052374A (ja) * | 1998-08-06 | 2000-02-22 | Kansai Paint Co Ltd | プラスチック成型用化粧フィルム、その製造方法及びそのフィルムを使用して得られる射出成型物品 |
| CA2279737C (en) | 1998-08-06 | 2004-04-27 | Naoya Haruta | Decorative film for use in platics molding, process for preparing the same and injection-molded part by use of the same |
| DE69827142T2 (de) | 1998-11-11 | 2006-03-09 | Minnesota Mining And Manufacturing Co., St. Paul | Mehrschichtige Folie enthaltend eine Polyurethanschutzschicht |
| JP2001225414A (ja) * | 2000-02-18 | 2001-08-21 | Sekisui Chem Co Ltd | 積層シート |
| US6607831B2 (en) | 2000-12-28 | 2003-08-19 | 3M Innovative Properties Company | Multi-layer article |
| JP4365215B2 (ja) * | 2001-10-31 | 2009-11-18 | スリーエム イノベイティブ プロパティズ カンパニー | 熱成形性フィルム及びその製造方法 |
| US7264858B2 (en) | 2002-10-29 | 2007-09-04 | Lubrizol Advanced Materials, Inc. | Multilayered articles having biocompatibility and biostability characteristics |
| US20040087754A1 (en) | 2002-10-31 | 2004-05-06 | Paul Foley | Polyurethane compounds and articles prepared therefrom |
| DE10254600B4 (de) * | 2002-11-22 | 2007-12-27 | Bayer Materialscience Ag | Verfahren zur Herstellung von thermoplastischen, nicht klebenden Polyurethanen |
| KR101442280B1 (ko) | 2006-10-04 | 2014-09-22 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 다층 폴리우레탄 보호 필름의 제조 방법 |
| JP5677933B2 (ja) * | 2008-03-25 | 2015-02-25 | スリーエム イノベイティブ プロパティズ カンパニー | 多層物品並びにその多層物品の製造及び使用方法 |
| JP5694641B2 (ja) | 2008-09-12 | 2015-04-01 | スリーエム イノベイティブ プロパティズ カンパニー | ラッピング立体成形体及びその製造方法 |
| US20100222524A1 (en) * | 2009-02-27 | 2010-09-02 | Bayer Materialscience Llc | High modulus transparent thermoplastic polyurethanes characterized by high heat and chemical resistance |
| ES2686248T3 (es) * | 2009-03-24 | 2018-10-17 | Ppg Industries Ohio, Inc. | Poliuretanos, artículos y revestimientos preparados a partir de los mismos y métodos de preparación de los mismos |
| US9163108B2 (en) * | 2009-04-17 | 2015-10-20 | Insight Equity A.P.X., L.P. | Photochromic polyurethane laminate |
| JPWO2011125540A1 (ja) * | 2010-03-31 | 2013-07-08 | 三井化学株式会社 | 熱可塑性ポリウレタン樹脂および成形品 |
| WO2012160894A1 (ja) | 2011-05-26 | 2012-11-29 | 株式会社ダイセル | ディスプレイ用透明積層フィルム及びその使用方法並びにタッチパネル |
| EP2739486B1 (en) | 2011-08-02 | 2021-07-07 | 3M Innovative Properties Company | Graphic article |
| KR101784127B1 (ko) * | 2011-08-02 | 2017-10-10 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 그래픽 용품 |
| CA2853249A1 (en) * | 2011-10-24 | 2013-05-02 | Endo Pharmaceuticals Solutions Inc. | Implantable tizanidine compositions and methods of treatment thereof |
| DE102012218848A1 (de) * | 2012-10-16 | 2014-04-17 | Bayer Materialscience Ag | Herstellung und Verwendung neuer thermoplastischer Polyurethan-Elastomere auf Basis von Polyethercarbonatpolyolen |
| US10406845B2 (en) * | 2013-03-15 | 2019-09-10 | Gemalto Sa | Flexible hinge material comprising cross-linked polyurethane material |
| JP6285729B2 (ja) * | 2014-01-22 | 2018-02-28 | 株式会社ダイセル | 耐擦傷性ハードコートフィルム及びその製造方法 |
| CN106470833A (zh) * | 2014-03-26 | 2017-03-01 | 科思创有限公司 | 生产表面保护复合材料的方法 |
-
2015
- 2015-07-24 BR BR112017002096A patent/BR112017002096A2/pt not_active Application Discontinuation
- 2015-07-24 WO PCT/US2015/041981 patent/WO2016018749A1/en active Application Filing
- 2015-07-24 JP JP2017505161A patent/JP6719448B2/ja active Active
- 2015-07-24 CN CN201580040791.3A patent/CN106661184B/zh active Active
- 2015-07-24 KR KR1020177004914A patent/KR102440987B1/ko active IP Right Grant
- 2015-07-24 MX MX2017001255A patent/MX2017001255A/es unknown
- 2015-07-24 EP EP15749904.7A patent/EP3174911B1/en active Active
- 2015-07-24 US US15/328,530 patent/US10590303B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170038005A (ko) | 2017-04-05 |
| WO2016018749A1 (en) | 2016-02-04 |
| US10590303B2 (en) | 2020-03-17 |
| MX2017001255A (es) | 2017-05-01 |
| KR102440987B1 (ko) | 2022-09-06 |
| US20170218226A1 (en) | 2017-08-03 |
| CN106661184A (zh) | 2017-05-10 |
| BR112017002096A2 (pt) | 2017-11-21 |
| JP2017525803A (ja) | 2017-09-07 |
| CN106661184B (zh) | 2021-10-15 |
| EP3174911B1 (en) | 2023-04-19 |
| EP3174911A1 (en) | 2017-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6719448B2 (ja) | 熱可塑性ポリウレタン組成物、物品、及びその方法 | |
| US8128779B2 (en) | Method of making multilayer polyurethane protective film | |
| CN105339404B (zh) | 具有包含聚氨酯的聚合物层的油漆替代膜 | |
| JP2003313330A (ja) | ポリオレフィン系樹脂製積層フィルム | |
| EP3991965A1 (en) | Polyisocyanate composition, composition for film formation, film, film laminated body, adhesive resin composition, adhesive resin cured product, composition for coating materials, and coating material cured product | |
| JP2012172094A (ja) | 成形用樹脂組成物、シート、粘着シート、シートの製造方法及び成型体 | |
| JP4573630B2 (ja) | ポリオレフィン系積層フィルム及び粘着フィルム | |
| JP4003232B2 (ja) | マーキングシート用ベースフィルム | |
| US10550297B2 (en) | Paint protection films | |
| CN114075410B (zh) | 具有聚氨酯载体的胶带 | |
| US20230227698A1 (en) | Hard Coat Compositions and Composite Films Including a Thermoplastic Polyurethane | |
| CN114787284B (zh) | 树脂组合物、由该树脂组合物形成的树脂膜、具备该树脂膜的玻璃叠层体 | |
| KR20230083251A (ko) | 자동차 도막 보호용 시트 및 이의 제조방법 | |
| CN114746464A (zh) | 装饰膜和使用该装饰膜的装饰制品以及表面保护组合物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170629 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20180416 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20180418 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180720 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180720 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190628 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190709 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191009 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200519 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200616 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6719448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |