JP6422433B2 - 路面又は床用装飾シート - Google Patents
路面又は床用装飾シート Download PDFInfo
- Publication number
- JP6422433B2 JP6422433B2 JP2015512615A JP2015512615A JP6422433B2 JP 6422433 B2 JP6422433 B2 JP 6422433B2 JP 2015512615 A JP2015512615 A JP 2015512615A JP 2015512615 A JP2015512615 A JP 2015512615A JP 6422433 B2 JP6422433 B2 JP 6422433B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- coat layer
- adhesive
- bead coat
- beads
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000011324 bead Substances 0.000 claims description 180
- 239000010410 layer Substances 0.000 claims description 178
- 230000001070 adhesive effect Effects 0.000 claims description 44
- 239000000853 adhesive Substances 0.000 claims description 43
- 239000012790 adhesive layer Substances 0.000 claims description 24
- 239000011347 resin Substances 0.000 claims description 24
- 229920005989 resin Polymers 0.000 claims description 24
- 238000010894 electron beam technology Methods 0.000 claims description 12
- 229920001971 elastomer Polymers 0.000 claims description 8
- 229920000642 polymer Polymers 0.000 claims description 4
- 238000005034 decoration Methods 0.000 claims description 3
- 238000010030 laminating Methods 0.000 claims description 3
- 239000003522 acrylic cement Substances 0.000 claims description 2
- 239000011248 coating agent Substances 0.000 description 35
- 238000000576 coating method Methods 0.000 description 35
- 230000000052 comparative effect Effects 0.000 description 28
- 229910052782 aluminium Inorganic materials 0.000 description 21
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 21
- 238000001035 drying Methods 0.000 description 20
- 239000000203 mixture Substances 0.000 description 20
- 239000000243 solution Substances 0.000 description 20
- 239000011888 foil Substances 0.000 description 16
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 12
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 12
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 11
- 238000007639 printing Methods 0.000 description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 9
- 239000002998 adhesive polymer Substances 0.000 description 8
- 239000000049 pigment Substances 0.000 description 8
- 239000007787 solid Substances 0.000 description 8
- 239000000463 material Substances 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- -1 mixing them Substances 0.000 description 7
- 239000002245 particle Substances 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 7
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 6
- 239000004925 Acrylic resin Substances 0.000 description 6
- 229920000178 Acrylic resin Polymers 0.000 description 6
- 206010040844 Skin exfoliation Diseases 0.000 description 6
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 6
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 6
- 229920000728 polyester Polymers 0.000 description 6
- 229920006267 polyester film Polymers 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- JKNCOURZONDCGV-UHFFFAOYSA-N 2-(dimethylamino)ethyl 2-methylprop-2-enoate Chemical compound CN(C)CCOC(=O)C(C)=C JKNCOURZONDCGV-UHFFFAOYSA-N 0.000 description 5
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 description 5
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 238000000034 method Methods 0.000 description 5
- 239000011259 mixed solution Substances 0.000 description 5
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 5
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 4
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 4
- 229920000058 polyacrylate Polymers 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 238000010345 tape casting Methods 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- 101150107050 PSA2 gene Proteins 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 3
- 239000011247 coating layer Substances 0.000 description 3
- 239000003973 paint Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 239000011241 protective layer Substances 0.000 description 3
- 239000002344 surface layer Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 239000010426 asphalt Substances 0.000 description 2
- 239000003431 cross linking reagent Substances 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- BXKDSDJJOVIHMX-UHFFFAOYSA-N edrophonium chloride Chemical compound [Cl-].CC[N+](C)(C)C1=CC=CC(O)=C1 BXKDSDJJOVIHMX-UHFFFAOYSA-N 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- 229920000877 Melamine resin Polymers 0.000 description 1
- 239000004640 Melamine resin Substances 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- PQJYXFVJBSRUPG-UHFFFAOYSA-N [3-(2-methylaziridine-1-carbonyl)phenyl]-(2-methylaziridin-1-yl)methanone Chemical compound CC1CN1C(=O)C1=CC=CC(C(=O)N2C(C2)C)=C1 PQJYXFVJBSRUPG-UHFFFAOYSA-N 0.000 description 1
- 229920000800 acrylic rubber Polymers 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 229920000180 alkyd Polymers 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000001227 electron beam curing Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 229920002313 fluoropolymer Polymers 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007641 inkjet printing Methods 0.000 description 1
- 239000011147 inorganic material Substances 0.000 description 1
- 229910052809 inorganic oxide Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- FTQWRYSLUYAIRQ-UHFFFAOYSA-N n-[(octadecanoylamino)methyl]octadecanamide Chemical compound CCCCCCCCCCCCCCCCCC(=O)NCNC(=O)CCCCCCCCCCCCCCCCC FTQWRYSLUYAIRQ-UHFFFAOYSA-N 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920005990 polystyrene resin Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920005573 silicon-containing polymer Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000012798 spherical particle Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images

Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/12—Reflex reflectors
- G02B5/126—Reflex reflectors including curved refracting surface
- G02B5/128—Reflex reflectors including curved refracting surface transparent spheres being embedded in matrix
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/02—Flooring or floor layers composed of a number of similar elements
- E04F15/02172—Floor elements with an anti-skid main surface, other than with grooves
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04F—FINISHING WORK ON BUILDINGS, e.g. STAIRS, FLOORS
- E04F15/00—Flooring
- E04F15/16—Flooring, e.g. parquet on flexible web, laid as flexible webs; Webs specially adapted for use as flooring; Parquet on flexible web
- E04F15/163—Webs specially adapted for use as finishing layers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24372—Particulate matter
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Laminated Bodies (AREA)
- Adhesive Tapes (AREA)
- Road Signs Or Road Markings (AREA)
- Floor Finish (AREA)
- Adhesives Or Adhesive Processes (AREA)
Description
また、本発明の付随的な目的は、夏季に高温に曝され歩行者又は車両が上を行き来するような床又は路面に接着されたときでも高い接着力を呈し、歩行者又は車両の横滑りを引き起こさず、損傷若しくは剥離を被らない装飾シートを提供することである。
このような構成を有する本発明によれば、アンチスキッド特性を有し、耐磨耗性を有する路面又は床用装飾シートを提供することが可能である。
このように構成された本発明によれば、歩行者又は車両が上を行き来する床又は路面に接着されたときでも高い接着力を呈し、歩行者又は車両の横滑りを引き起こさず、高温下でも損傷若しくは剥離を被らない。
BA:n−ブチルアクリレート
MEK:メチルエチルケトン
AA:アクリル酸
MMA:メチルメタクリレート
BMA:ブチルメタクリレート
DMAEMA:ジメチルアミノエチルメタクリレート
IPA:イソプロピルアルコール
試料の調製
実施例1の試料を以下のように調製した。使用した材料を表1に示す。
PU1、CL2、ビーズ1及びFA1(組成は表1を参照)の混合溶液をミキサー(Tokushu Kika Kogyo Co.,Ltd.製のTK Autohomomixer)で混合した。PU1、CL2、ビーズ1及びFA1の配合比は固形含有量として30:5:35:0.69であった。ビーズコート層1は、攪拌した溶液をナイフコーターを用いて受像層の上にコーティングしてから、65℃で2分間、90℃で3分間、及び155℃で2分間乾燥することにより形成した。乾燥後、ビーズコート層1のコーティング重量は37g/m2であった。
PU1、CL2、ビーズ2及びFA1の混合溶液をミキサー(Tokushu Kika Kogyo Co.,Ltd.製のTK Autohomomixer)で混合した。PU1、CL2、ビーズ2及びFA1の配合比は固形含有量として30:5:35:0.69であった。ビーズコート層2は、攪拌した溶液をナイフコーターを用いてビーズコート層1の上にコーティングしてから、65℃で2分間、90℃で3分間、及び155℃で2分間乾燥することにより形成した。乾燥後、ビーズコート層2のコーティング重量は28g/m2であった。
意匠層は、ビーズコート層1及びビーズコート層2を含む受像フィルムのポリエステルフィルムを剥離し、溶剤インクジェットプリンタ(Roland DG Corporation製のSC540)を用いて受像フィルムの表面に印刷することにより形成した。
メチルイソブチルケトン(MIBK)40質量部を、10質量部のアクリル樹脂1(メチルメタクリレート(MMA)/ブチルメタクリレート(BMA)/ジメチルアミノエチルメタクリレート(DMAEMA)の組成比=60:34:6(質量比)、重量平均分子量(Mw)=約70,000、Tg=約66℃、エチルアセテート溶液として供給される)及び50質量部の酸化チタン(DuPont社製のTiPure R960)に添加し、塗料シェーカー(Thinky Corporation製のARE250)内で10分間攪拌して、顔料プレミックス溶液を得た。
実施例2は、ビーズコート層2のコーティング重量が33g/m2であったことを除き、実施例1と同じ方法で調製した。
実施例3は、ビーズコート層2のコーティング重量が37g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例4は、ビーズコート層2を提供しなかったことを除き、実施例1と同じ方法で調製した。
工程1:受像フィルムの調製
受像層は、実施例1と同じ方法で調製した。
PU1、CL2、ビーズ1及びFA1(組成は表1を参照)の混合溶液をミキサー(Tokushu Kika Kogyo Co.,Ltd.製のTK Autohomomixer)で混合した。PU1、CL2、ビーズ3及びFA1の配合比は固形含有量として30:5:35:0.69であった。ビーズコート層1は、攪拌した溶液をナイフコーターを用いて受像層の上にコーティングしてから、65℃で2分間、90℃で3分間、及び155℃で2分間乾燥することにより形成した。乾燥後、比較例5、6、7及び8のビーズコート層1のコーティング重量は、それぞれ74、84、88及び96g/m2であった。
意匠層は、ビーズコート層1及びビーズコート層2を有する受像フィルムのポリエステルフィルムを剥離し、溶剤インクジェットプリンタ(Roland DG Corporation製のSC540)を用いて受像フィルムの表面に印刷することにより形成した。
実施例1の工程5と同じ方法で調製した両面に接着剤を有するアルミ箔の白色の接着剤層からライナーを剥離し、両面に接着剤を有するアルミ箔を意匠層の上に積層した。
比較例1は、ビーズコート層2のアルミナビーズにビーズ1を使用したこと、及びビーズコート層2のコーティング重量が38.7g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例2は、ビーズコート層2のアルミナビーズにビーズ1とビーズ2の混合物(ビーズ1:ビーズ2の配合比は8:2)を使用したこと、及びビーズコート層2のコーティング重量が38.2g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例3は、ビーズコート層2のアルミナビーズにビーズ1とビーズ2の混合物(ビーズ1:ビーズ2の配合比は9:1)を使用したこと、及びビーズコート層2のコーティング重量が39.6g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例12は、ビーズコート層1のアルミナビーズにビーズ2を使用したこと、ビーズコート層2のアルミナビーズにビーズ1を使用したこと、及びビーズコート層1及びビーズコート層2のコーティング重量がそれぞれ35g/m2及び44g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例13は、ビーズコート層1のアルミナビーズにビーズ1を使用したこと、ビーズコート層2のアルミナビーズにビーズ4を使用したこと、及びビーズコート層1及びビーズコート層2のコーティング重量がそれぞれ37g/m2及び26g/m2であったことを除き、実施例1と同じ方法で調製した。
比較例14は、ビーズコート層2のコーティング重量が33g/m2であったことを除き、比較例13と同じ方法で調製した。
工程1:受像フィルムの調製
受像フィルムは、実施例1と同じ方法で調製した。
PU1、CL2、ビーズ2及びFA1(組成は表1を参照)の混合溶液をミキサー(Tokushu Kika Kogyo Co.,Ltd.製のTK Autohomomixer)で混合した。PU1、CL2、ビーズ2及びFA1の配合比は固形含有量として30:5:35:0.69であった。ビーズコート層1は、攪拌した溶液をナイフコーターを用いて受像層の上にコーティングしてから、65℃で2分間、90℃で3分間、及び155℃で2分間乾燥することにより形成した。乾燥後、比較例9、10、及び11のビーズコート層1のコーティング重量は、それぞれ、80、88及び110g/m2であった。
意匠層は、ビーズコート層1及びビーズコート層2を有する受像フィルムのポリエステルフィルムを剥離し、溶剤インクジェットプリンタ(Roland DG Corporation製のSC540)を用いて受像フィルムの表面に印刷することにより形成した。
実施例1の工程5と同じ方法で調製した両面に接着剤を有するアルミ箔の白色の接着剤層からライナーを剥離し、両面に接着剤を有するアルミ箔を意匠層の上に積層した。
比較例15は、ビーズコート層1のアルミナビーズにビーズ1とビーズ2の混合物(ビーズ1:ビーズ2の配合比は2:8)を使用したこと、及びビーズコート層1のコーティング重量が27g/m2であったことを除き、比較例3、12、13と同じ方法で調製した。
比較例16は、ビーズコート層1のアルミナビーズにビーズ1とビーズ2の混合物(ビーズ1:ビーズ2の配合比は5:5)を使用したこと、及びビーズコート層1のコーティング重量が25g/m2であったことを除き、比較例3、12、13と同じ方法で調製した。
比較例17は、ビーズコート層1のアルミナビーズにビーズ1とビーズ2の混合物(ビーズ1:ビーズ2の配合比は8:2)を使用したこと、及びビーズコート層1のコーティング重量が33g/m2であったことを除き、比較例3、12、13と同じ方法で調製した。
ドライステアリング試験
15cm×20cmの大きさに切断した試験片をアスファルトに接着した。試験片の上に、重量約2トン(1814.4kg)の乗用車(トヨタAlphard)の前輪を配置した。車を静止した状態で、ハンドルを右に回転し、タイヤをできるだけ右いっぱいまで回転した。次いで、ハンドルを中央位置に戻し、再びタイヤを車と平行にした。この手順を1周期として、同じやり方で周期を再び実行したが、タイヤを右ではなく左に回転し、次いで再びタイヤを右に回転して、合計3周期を行った。フィルムに引裂き又は剥離が生じなかった事例は合格とみなし、フィルムに引裂き又は剥離が生じた事例は不合格とみなし、結果を表2に示す。
10mm(幅)×10mm(長さ)の大きさに切断した試料からライナーを剥離し、試料をアルミニウムのプレートに接着し、プレマスクを剥離して取り除いた。耐磨耗性は、JIS A 1453にしたがって評価した。S−42型布やすりを用いて、100回転毎にブラシでローラーを掃除し、500回転毎に布やすりを交換して、白色の接着剤層を磨耗し、図柄フィルムの白色が消滅するまでの回転数を測定した。結果を表2に示す。
試料からライナーを剥離し、試料をアスファルトに接着し、プレマスクを剥離して取り除いた。ウェットスキッド抵抗は、ASTM E303−83にしたがって測定した。結果を表2に示す。B.P.N(英国振り子番号)の値が高いほどスキッドは少ない。
20℃
試料を幅25mm×長さ150mmに切断した。切断した試料をアルミニウムパネル及びモルタルパネルにそれぞれ適用した。20℃で48時間放置した後に、JIS Z 0237 8.2.3にしたがって引張り試験機(A&D Company,LImited製のTensilon)で180度剥離力を測定した。引張り速度は300mm/分であった。
試料を幅25mm×長さ150mmに切断した。切断した試料をアルミニウムパネル及びモルタルパネルにそれぞれ適用した。20℃で48時間放置した後に、試料を65℃のオーブン内に保管し、次いで、引張り試験機(A&D Company,LImited製のTensilon)で180度剥離力を測定した。引張り速度は300mm/分であった。
試料の調製
実施例4の試料を以下のように調製した。使用した材料を表1に示す。
受像フィルム(透明フィルム層)の調製、ビーズコート層1のコーティング、ビーズコート層2のコーティング、及び意匠層の印刷は、実施例1と同じ方法で実行し、次いで、第1及び第2のビーズコート層を含む中間体試料、受像フィルム、及び意匠層を得た。
10質量部のP1、50質量部の酸化チタン(DuPont社製R960)、及び40質量部のMIBKを調製し、溶液を得た。溶液をPaintシェーカー(Thinky社製ARE250)で10分間混合した後、プレミックス溶液を得た。プレミックス溶液に、100質量部のP3及びCL3(P3:CL3=100:0.2固体比)を加えた。
シリコーンコーティングした紙の剥離ライナーにナイフコーティングでゴムPSA1をコーティングし、90℃で5分間乾燥して、厚さ50μmのPSAを得た。得られたPSAを1Mradの電子ビームに曝露した。そのPSAを、工程5で得たアルミニウム層に積層した。
実施例5は、電子ビーム照射量を2Mradにしたことを除き実施例1と同じ方法で調製した。
実施例6は、電子ビーム照射量を4Mradにしたことを除き実施例1と同じ方法で調製した。
実施例7は、電子ビーム照射量を6Mradにしたことを除き実施例1と同じ方法で調製した。
実施例8は、PSA1:CL4=100:0.78の比率でCL4をPSA1に添加したことを除き実施例5と同じ方法で調製した。
実施例9は、PSA1:CL4=100:0.78の比率でCL4をPSA1に添加したことを除き実施例6と同じ方法で調製した。
実施例10は、PSA1:CL4=100:0.78の比率でCL4をPSA1に添加したことを除き実施例7と同じ方法で調製した。
実施例11は、電子ビームに曝露しなかったことを除き実施例8と同じ方法で調製した。
実施例12は、電子ビームに曝露しなかったことを除き実施例1と同じ方法で調製した。
実施例13は、2軸押出し機でPSA2をコーティングしたことを除き実施例1と同じ方法で調製した。PSA2のコーティング重量は87g/sqmであった。電子ビーム照射量は4Mradであった。
実施例14は、PSA2のコーティング重量が217g/sqmであったことを除き、実施例13と同じ方法で調製した。
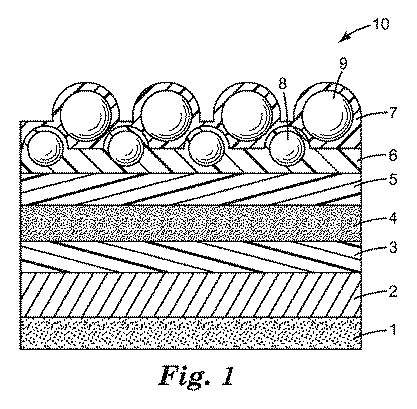
10 装飾シート 1 接着剤層
2 金属層
3 結合層
4 意匠層
5 透明フィルム層(受像フィルム)
6 第1ビーズコート層
7 第2ビーズコート層
8 第1ビーズコート層中のビーズ
9 第2ビーズコート層中のビーズ
Claims (3)
- 接着剤層と、意匠層と、第1ビーズコート層と、第2ビーズコート層とをこの順で積層して形成された路面又は床用装飾シートであって、
前記第1ビーズコート層は、樹脂と20μm〜60μmの中央径を有するビーズとを有し、
前記第2ビーズコート層は、前記第1ビーズコート層の上にコーティングされており、樹脂と、20μm〜60μmの中央径を有し、かつ前記第1ビーズコート層に含まれる前記ビーズの中央径より大きい中央径を有するビーズと、を含む、路面又は床用装飾シート。 - 前記接着剤層が、架橋されたアクリル系接着性ポリマーを含む接着剤を含む、請求項1に記載の路面又は床用装飾シート。
- 前記接着剤層が、ゴム系接着剤を含む接着剤を含み、前記接着剤層の表面が電子ビームで処理される、請求項1に記載の路面又は床用装飾シート。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012112454 | 2012-05-16 | ||
| JP2012112454A JP2013237214A (ja) | 2012-05-16 | 2012-05-16 | 装飾シート |
| PCT/US2012/059648 WO2013172862A1 (en) | 2012-05-16 | 2012-10-11 | Decorative sheet |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017060336A Division JP2017149154A (ja) | 2012-05-16 | 2017-03-27 | 路面又は床用装飾シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015523478A JP2015523478A (ja) | 2015-08-13 |
| JP6422433B2 true JP6422433B2 (ja) | 2018-11-14 |
Family
ID=49584099
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012112454A Pending JP2013237214A (ja) | 2012-05-16 | 2012-05-16 | 装飾シート |
| JP2015512615A Active JP6422433B2 (ja) | 2012-05-16 | 2012-10-11 | 路面又は床用装飾シート |
| JP2017060336A Pending JP2017149154A (ja) | 2012-05-16 | 2017-03-27 | 路面又は床用装飾シート |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012112454A Pending JP2013237214A (ja) | 2012-05-16 | 2012-05-16 | 装飾シート |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017060336A Pending JP2017149154A (ja) | 2012-05-16 | 2017-03-27 | 路面又は床用装飾シート |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10139530B2 (ja) |
| EP (1) | EP2849954A4 (ja) |
| JP (3) | JP2013237214A (ja) |
| CN (1) | CN104334363B (ja) |
| WO (1) | WO2013172862A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016010472A1 (en) * | 2014-07-16 | 2016-01-21 | Välinge Innovation AB | Method to produce a thermoplastic wear resistant foil |
| JP6895217B2 (ja) * | 2014-08-13 | 2021-06-30 | スリーエム イノベイティブ プロパティズ カンパニー | 路面用装飾シート |
| WO2017018276A1 (ja) * | 2015-07-24 | 2017-02-02 | 凸版印刷株式会社 | 化粧シート、及び化粧板 |
| WO2018217523A1 (en) * | 2017-05-24 | 2018-11-29 | 3M Innovative Properties Company | Cleaning article with decorative particles |
| US20210395965A1 (en) * | 2018-02-06 | 2021-12-23 | 3M Innovative Properties Company | Decorative Sheet for Road Surface, Precursor For Graphic Construct, Method of Producing Graphic Construct Sheet, And Method of Installing Decorative Sheet for Road Surface |
| JP7333687B2 (ja) * | 2018-02-06 | 2023-08-25 | スリーエム イノベイティブ プロパティズ カンパニー | 路面用装飾シート、グラフィック構成体の前駆体、グラフィック構成体シートの製造方法、及び路面用装飾シートの設置方法 |
| JP7107779B2 (ja) | 2018-08-03 | 2022-07-27 | スリーエム イノベイティブ プロパティズ カンパニー | 建築部材 |
| WO2021085195A1 (ja) * | 2019-10-31 | 2021-05-06 | パナソニックIpマネジメント株式会社 | 水廻り部材及び水廻り部材の製造方法 |
| JP2021004545A (ja) * | 2020-09-29 | 2021-01-14 | スリーエム イノベイティブ プロパティズ カンパニー | 路面用装飾シート |
| JP2022166608A (ja) * | 2021-04-21 | 2022-11-02 | スリーエム イノベイティブ プロパティズ カンパニー | 耐スクラッチ性及び艶消し性を有する表面層を含む延伸性装飾フィルム及び表面コーティング組成物 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4248932A (en) | 1979-06-14 | 1981-02-03 | Minnesota Mining And Manufacturing Company | Extended-life pavement-marking sheet material |
| US4405657A (en) | 1981-02-24 | 1983-09-20 | Armstrong World Industries, Inc. | Non-skid plastic flooring product and method of manufacture |
| JPS5850825U (ja) * | 1981-09-27 | 1983-04-06 | 宮本 庫愈 | 建材用などの装飾シ−ト |
| JP2546853B2 (ja) | 1987-09-03 | 1996-10-23 | オーツタイヤ株式会社 | 装飾性ビーズコートシートおよびその製造方法 |
| JPH04319107A (ja) | 1991-04-18 | 1992-11-10 | Waiee Furooretsusento:Kk | 光反射装置 |
| JPH0580793A (ja) | 1991-09-20 | 1993-04-02 | Kokusai Denshin Denwa Co Ltd <Kdd> | 単語予測機能付き対話理解装置 |
| JP3098311B2 (ja) | 1992-02-21 | 2000-10-16 | 理研ビニル工業株式会社 | 化粧シートおよびその製造方法 |
| JP2586989Y2 (ja) | 1992-04-06 | 1998-12-14 | 大日本印刷株式会社 | 転写箔 |
| JPH07199470A (ja) * | 1993-12-28 | 1995-08-04 | Mitsubishi Paper Mills Ltd | 平版印刷版 |
| EP0819953A3 (en) * | 1994-11-29 | 1998-03-25 | Minnesota Mining And Manufacturing Company | Graphic media, transfer graphic, and decorative article formed therefrom |
| TW297865B (ja) * | 1995-06-29 | 1997-02-11 | Minnesota Mining & Mfg | |
| US6297297B1 (en) | 2000-03-06 | 2001-10-02 | Teknor Apex Company | Flooring containing microbeads |
| JP3956598B2 (ja) | 2000-03-14 | 2007-08-08 | 東芝ライテック株式会社 | 光触媒体および光触媒体の製造方法 |
| JP4386532B2 (ja) | 2000-03-15 | 2009-12-16 | 新日本無線株式会社 | 電圧レギュレータ |
| JP2001295454A (ja) * | 2000-04-07 | 2001-10-26 | Three M Innovative Properties Co | 接着シートおよび床面被覆構造体 |
| MXPA05008667A (es) * | 2003-02-14 | 2006-04-07 | Avery Dennison Corp | Producto laminado decorativo de pintura seca de multiples capas que tiene una barrera de prevencion a la decoloracion. |
| US20040161564A1 (en) | 2003-02-14 | 2004-08-19 | Truog Keith L. | Dry paint transfer laminate |
| JP2005076425A (ja) * | 2003-09-04 | 2005-03-24 | Tostem Corp | 建材 |
| EP1773584A1 (en) * | 2004-06-17 | 2007-04-18 | Sang-Woon Kwak | Structure of preventing sticking and method of preparing the same |
| US7854984B2 (en) | 2005-05-03 | 2010-12-21 | The Diller Corporation | Wear-resistant decorative laminates |
| JP4878884B2 (ja) * | 2006-03-22 | 2012-02-15 | スリーエム イノベイティブ プロパティズ カンパニー | 装飾シート |
| JP2007261143A (ja) | 2006-03-29 | 2007-10-11 | Dainippon Printing Co Ltd | 化粧シート |
| US20080081142A1 (en) | 2006-10-03 | 2008-04-03 | Zeik Douglas B | Articles and methods for applying color on surfaces |
| JP5050654B2 (ja) * | 2007-05-28 | 2012-10-17 | 日産自動車株式会社 | 塗膜の補修方法及び補修塗膜 |
| JP2009057081A (ja) * | 2007-08-31 | 2009-03-19 | Showa Aluminum Kan Kk | 光輝性金属缶 |
| US20090246439A1 (en) | 2008-03-31 | 2009-10-01 | 3M Innovative Properties Company | Decorative sheet |
| WO2009138124A1 (de) | 2008-05-15 | 2009-11-19 | Dakor Melamin Imprägnierungen Gmbh | Abrieb- und kratzfeste overlayfolie und laminat mit dieser folie |
| EP2350195B1 (en) * | 2008-10-29 | 2013-09-18 | 3M Innovative Properties Company | Electron beam cured, nonfunctionalized silicone pressure sensitive adhesives |
| DE102008059050A1 (de) * | 2008-11-26 | 2010-05-27 | Tesa Se | Thermisch vernetzende Polyacrylate und Verfahren zu deren Herstellung |
| CN201343499Y (zh) * | 2009-03-06 | 2009-11-11 | 张学军 | 一种用于标线的带有镀膜层的玻璃珠 |
-
2012
- 2012-05-16 JP JP2012112454A patent/JP2013237214A/ja active Pending
- 2012-10-11 WO PCT/US2012/059648 patent/WO2013172862A1/en active Application Filing
- 2012-10-11 CN CN201280073190.9A patent/CN104334363B/zh not_active Expired - Fee Related
- 2012-10-11 JP JP2015512615A patent/JP6422433B2/ja active Active
- 2012-10-11 EP EP12876932.0A patent/EP2849954A4/en not_active Withdrawn
- 2012-10-11 US US14/399,981 patent/US10139530B2/en active Active
-
2017
- 2017-03-27 JP JP2017060336A patent/JP2017149154A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP2849954A4 (en) | 2016-01-20 |
| EP2849954A1 (en) | 2015-03-25 |
| JP2015523478A (ja) | 2015-08-13 |
| CN104334363A (zh) | 2015-02-04 |
| CN104334363B (zh) | 2019-03-12 |
| WO2013172862A1 (en) | 2013-11-21 |
| US20150147526A1 (en) | 2015-05-28 |
| JP2013237214A (ja) | 2013-11-28 |
| JP2017149154A (ja) | 2017-08-31 |
| US10139530B2 (en) | 2018-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6422433B2 (ja) | 路面又は床用装飾シート | |
| CN100480053C (zh) | 包含具有上底漆表面的基材的图像制品 | |
| CN103732417B (zh) | 图形制品 | |
| EP2291566B1 (en) | Temporary outdoor graphic film | |
| CN1182499C (zh) | 一种标志制品及其制造方法 | |
| CN1729104A (zh) | 喷墨接受涂层 | |
| TWI293979B (en) | Pressure-sensitive adhesive sheet for protecting surface and preparation thereof | |
| CN103732416A (zh) | 图形制品 | |
| CN103906626A (zh) | 层压材料组合物、膜及相关方法 | |
| CN106459691A (zh) | 无面标签以及相关系统和方法 | |
| JP2011526549A (ja) | 再帰反射シートに紫外線硬化性インクを塗布する方法 | |
| CN103987804B (zh) | 聚氯乙烯粘合剂膜 | |
| JP6895217B2 (ja) | 路面用装飾シート | |
| CN103975032B (zh) | 着色的聚氯乙烯粘合剂膜 | |
| JP5933957B2 (ja) | グラフィックスフィルム前駆体 | |
| JP7333687B2 (ja) | 路面用装飾シート、グラフィック構成体の前駆体、グラフィック構成体シートの製造方法、及び路面用装飾シートの設置方法 | |
| JP6666754B2 (ja) | 対空表示用マーキングフィルムの施工方法 | |
| JP2021004545A (ja) | 路面用装飾シート | |
| JP2000313858A (ja) | 粘着シート | |
| JP2007331136A (ja) | 化粧シート | |
| JP2000319608A (ja) | 粘着シート | |
| CN105264032B (zh) | 用于生产图形膜的基膜 | |
| JP4524117B2 (ja) | 耐摩耗性マーキングシート | |
| JP6923054B1 (ja) | 加飾フィルム及び加飾成形体 | |
| JP6923055B1 (ja) | 加飾フィルム及び加飾成形体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160722 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160809 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161108 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170117 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20170127 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170327 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20170403 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20170421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20181016 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6422433 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |