JP6286633B2 - 包装機における包装袋供給装置 - Google Patents
包装機における包装袋供給装置 Download PDFInfo
- Publication number
- JP6286633B2 JP6286633B2 JP2013099837A JP2013099837A JP6286633B2 JP 6286633 B2 JP6286633 B2 JP 6286633B2 JP 2013099837 A JP2013099837 A JP 2013099837A JP 2013099837 A JP2013099837 A JP 2013099837A JP 6286633 B2 JP6286633 B2 JP 6286633B2
- Authority
- JP
- Japan
- Prior art keywords
- bag
- packaging
- packaging bag
- guide
- supply device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 218
- 238000000926 separation method Methods 0.000 claims description 36
- 238000012856 packing Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 description 16
- 238000007789 sealing Methods 0.000 description 8
- 238000012858 packaging process Methods 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000007689 inspection Methods 0.000 description 3
- 239000005022 packaging material Substances 0.000 description 3
- 238000001816 cooling Methods 0.000 description 2
- 230000002950 deficient Effects 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 210000000078 claw Anatomy 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
- B65B5/067—Packaging groups of articles, the groups being treated as single articles in bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/10—Feeding, e.g. conveying, single articles
- B65B35/16—Feeding, e.g. conveying, single articles by grippers
- B65B35/18—Feeding, e.g. conveying, single articles by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/12—Feeding flexible bags or carton blanks in flat or collapsed state; Feeding flat bags connected to form a series or chain
- B65B43/14—Feeding individual bags or carton blanks from piles or magazines
- B65B43/16—Feeding individual bags or carton blanks from piles or magazines by grippers
- B65B43/18—Feeding individual bags or carton blanks from piles or magazines by grippers by suction-operated grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
Description
請求項2に記載の包装機における包装袋供給装置によれば、包装袋の幅に応じて袋積載部の幅を調整することができると共に、積載状態を修正可な袋マガジンを構成できる。
請求項3に記載の包装機における包装袋供給装置によれば、袋配置部までより容易に一枚の包装袋を移送することができる。
請求項4に記載の包装機における包装袋供給装置によれば、より正確な位置に包装袋を配置することができる。
請求項5に記載の包装機における包装袋供給装置によれば、包装袋に応じてより適切な位置に包装袋を配置することができる。
請求項6に記載の包装機における包装袋供給装置によれば、包装袋の両面から挟持するため、包装袋の位置ずれをより防止することができる。
請求項7に記載の包装機における包装袋供給装置によれば、上端辺部の高さが均一な状態で垂直姿勢に保持された包装袋を、次位の工程へより確実に供給することができる。
これにより、包装袋に応じてより適切な位置に包装袋を配置することができる。
1 包装袋供給装置
2 袋マガジン
3 分離機構
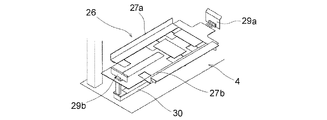
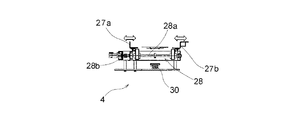
4 袋配置部
5 トラック式移動体
6 被包装物充填手段
7a 第1シール手段
7b 第2シール手段
8 水平移送手段
8a 掴み手段
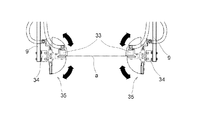
9 回動アーム
10 グリップ対
11 把持手段
12 第1駆動軸
13 第1環状体
14 第1袋ガイド
15 第2駆動軸
16 第2環状体
17 第2袋ガイド
18 袋積載部
19 第1駆動手段
20 第2駆動手段
21 第1スプロケット
22 第2スプロケット
23 第1幅板
24 第2幅板
25 昇降手段
26 袋位置補正手段
27a,27b サイドガイド
28 伸縮手段
29a 上端辺部側ガイド
29b 下端辺部側ガイド
30 アクチュエーター
31 位置決め手段
32 往復動手段
33 吸盤
34 チャックシリンダ
35 保持手段
36 高さ補正手段
37 上下動駆動手段
38 センサ
a 包装袋
Claims (7)
- 多数の包装袋を積み重ねて収容可能な袋マガジンと、該袋マガジンに積み重ねられた包装袋から一枚の包装袋を分離するための分離機構と、該分離機構にて分離した一枚の包装袋を配置するための袋配置部とを有し、前記袋配置部に一枚の包装袋が配される度毎に保持されて次位の包装工程へ供給されるように構成された包装機における包装袋供給装置であって、
前記分離機構は、両側に向かってそれぞれ上昇する傾斜状の誘導カムを備えた取付台と、
該取付台に回動可能に取り付けられ、一端側が駆動ユニットに取り付けられた一対のL字型レバーと、
該L字型レバーの他端側を回転支点により支持すると共に回転ローラと吸着盤をと備えた一対の基台とを有し、
該基台は、前記駆動ユニットによる前記L字型レバーの回動により、前記誘導カムに沿って前記回転ローラが摺動すると共に、前記基台が回動して前記吸着盤のそれぞれの底が水平状態から外側に向く傾斜状態になり、または外側に向く傾斜状態から水平状態になるように構成されていることを特徴とする包装袋供給装置。 - 前記袋マガジンは、第1駆動軸と、該第1駆動軸の回転に伴って回転する第1環状体と、該第1環状体に突設された第1袋ガイドと、第2駆動軸と、該第2駆動軸の回転に伴って回転する第2環状体と、該第2環状体に突設された第2袋ガイドと、前記第1袋ガイドと前記第2袋ガイドとの間に構成された複数の袋積載部とを有するコンベアにて構成されており、
前記第1駆動軸と前記第2駆動軸が同一方向に回転することにより前記第1袋ガイドと前記第2袋ガイドとの間に積み上げられた包装袋が移送され、
前記第1駆動軸と前記第2駆動軸を逆方向に回転することにより前記第1袋ガイドと前記第2袋ガイドとの間の離間距離が調整可能に構成されて、包装袋の幅に応じて前記袋積載部の幅を調整可能、または包装袋を幅方向の両側から寄せて積載状態を修正可能に構成され、
少なくとも前記第2駆動軸の回転に伴って回転する第2環状体は複数設けられると共に、前記第1環状体と前記第2環状体は平面視で交互に配されている請求項1に記載の包装機における包装袋供給装置。 - 前記包装袋供給装置は、前記分離機構にて分離した一枚の包装袋を把持して受け取り、前記袋配置部まで移送するための水平移送手段を有している請求項1または2に記載の包装機における包装袋供給装置。
- 前記袋配置部は、袋位置補正手段を有している請求項1ないし3のいずれかに記載の包装機における包装袋供給装置。
- 前記袋配置部は、包装する包装袋に応じて包装袋の上端辺部を位置決めするための位置決め手段を有している請求項1ないし4のいずれかに記載の包装機における包装袋供給装置。
- 前記包装袋供給装置は、前記袋配置部に配された一枚の包装袋を保持して回動し垂直姿勢とする回動アームを有し、該回動アームは、包装袋の両面から挟持する保持手段を有している請求項1ないし5のいずれかに記載の包装機における包装袋供給装置。
- 前記包装袋供給装置は、前記回動アームにて垂直姿勢に保持された包装袋の高さを補正するための高さ補正手段を有している請求項6に記載の包装機における包装袋供給装置。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013099837A JP6286633B2 (ja) | 2013-05-10 | 2013-05-10 | 包装機における包装袋供給装置 |
| US14/021,305 US9139314B2 (en) | 2013-05-10 | 2013-09-09 | Packaging bag feeder in packaging machine |
| CA2826762A CA2826762C (en) | 2013-05-10 | 2013-09-10 | Packaging bag feeder in packaging machine |
| KR1020140046537A KR102124959B1 (ko) | 2013-05-10 | 2014-04-18 | 포장기에 있어서의 포장백 공급 장치 |
| PL408147A PL232203B1 (pl) | 2013-05-10 | 2014-05-08 | Podajnik opakowań w pakowarce |
| FR1454188A FR3005456B1 (fr) | 2013-05-10 | 2014-05-09 | Dispositif d'alimentation en sacs d'emballage dans une machine d'emballage |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013099837A JP6286633B2 (ja) | 2013-05-10 | 2013-05-10 | 包装機における包装袋供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014218281A JP2014218281A (ja) | 2014-11-20 |
| JP6286633B2 true JP6286633B2 (ja) | 2018-03-07 |
Family
ID=51830031
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013099837A Active JP6286633B2 (ja) | 2013-05-10 | 2013-05-10 | 包装機における包装袋供給装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9139314B2 (ja) |
| JP (1) | JP6286633B2 (ja) |
| KR (1) | KR102124959B1 (ja) |
| CA (1) | CA2826762C (ja) |
| FR (1) | FR3005456B1 (ja) |
| PL (1) | PL232203B1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104859893A (zh) * | 2015-04-23 | 2015-08-26 | 王秀来 | 包装机的储袋搓袋装置 |
| CN104960690B (zh) * | 2015-06-16 | 2017-06-06 | 泉州长盛茶叶机械有限公司 | 一种茶叶自动包装机 |
| JP2017030831A (ja) * | 2015-08-04 | 2017-02-09 | 大日本印刷株式会社 | 包装機、包装袋の印字検査方法及び包装製品の製造方法 |
| ES2719707T3 (es) * | 2015-08-07 | 2019-07-12 | Indag Pouch Partners Gmbh | Dispositivo y procedimiento para alimentar bolsas laminadas a una máquina de llenado |
| CN105947311B (zh) * | 2016-06-16 | 2018-07-31 | 上海海昌医用塑胶厂 | 一种药瓶智能化柔性包装系统和工作方法 |
| CN106586106A (zh) * | 2017-01-22 | 2017-04-26 | 安徽信远包装科技有限公司 | 一种用于包装机的上袋机构 |
| CN109261530A (zh) * | 2018-09-19 | 2019-01-25 | 国网冀北电力有限公司物资分公司 | 一种合同文档的自动化分拣设备 |
| US11091285B2 (en) * | 2018-10-25 | 2021-08-17 | Nortech, Inc. | Adjustable, inline packaging machine for filling and sealing pouches and method of using same |
| CN110040294A (zh) * | 2019-04-30 | 2019-07-23 | 迈得医疗工业设备股份有限公司 | 供料装置 |
| CN110217446A (zh) * | 2019-07-03 | 2019-09-10 | 丹阳市雷登智能科技有限公司 | 镜片包装袋的上料装置及方法 |
| US11396395B2 (en) | 2019-10-04 | 2022-07-26 | Viking Masek Global Packaging | Automated bag loading system |
| CN111319822A (zh) * | 2020-02-25 | 2020-06-23 | 上海富永包装科技有限公司 | 抽纸包装机挂袋装置 |
| JP7288260B2 (ja) * | 2020-10-21 | 2023-06-07 | オリオン機械工業株式会社 | 空袋供給装置 |
| CN112874873B (zh) * | 2021-01-08 | 2022-10-18 | 东莞市亚美世电子科技有限公司 | 一种食品包装袋加工用真空封口机的使用方法 |
| CN114834088A (zh) * | 2022-06-10 | 2022-08-02 | 广东泰平实业有限公司 | 纸箱吸料夹料装置 |
Family Cites Families (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2742285A (en) * | 1950-10-05 | 1956-04-17 | Fmc Corp | Feed mechanism for carton forming machines and the like |
| US2941799A (en) * | 1956-04-30 | 1960-06-21 | Adolf C Reincke | Sheet material separator and handling device |
| FR1503836A (fr) * | 1966-10-14 | 1967-12-01 | Azolacq | Machine à ensacher |
| ES357054A1 (es) * | 1968-01-18 | 1970-03-01 | Cevolani Spa Off | Dispositivo automatico suministrador de laminas, particu- larmente para la alimentacion de maquinas operadoras desti- nadas a la elaboracion de chapas delgadas. |
| GB1291069A (en) * | 1969-12-01 | 1972-09-27 | Jacob Salomon | Apparatus for arranging substantially laminar articles into spaced groups |
| US3656744A (en) * | 1970-03-13 | 1972-04-18 | Usm Corp | Sheet registering mechanism |
| GB1418131A (en) * | 1972-02-19 | 1975-12-17 | Nakashima S | Automatic package bag feeding device for use with an automatic charging device |
| JPS4997278U (ja) * | 1972-12-15 | 1974-08-22 | ||
| AT328963B (de) * | 1973-12-04 | 1976-04-26 | Voest Ag | Verfahren zum abnehmen eines einseitig offenen sackes von einem stapel solcher sacke und aufstecken des abgenommenen sackes auf einen absackstutzen sowie vorrichtung zur durchfuhrung des verfahrens |
| US3953020A (en) * | 1975-01-27 | 1976-04-27 | St. Regis Paper Company | Bag aligner machine |
| US3961461A (en) * | 1975-03-03 | 1976-06-08 | St. Regis Paper Company | Bag machine |
| US4189136A (en) * | 1977-08-01 | 1980-02-19 | Strong-Robinette Bag Company, Inc. | Automatic bag tube feeder |
| DE3043178C2 (de) * | 1980-11-15 | 1984-05-24 | Haver & Boecker, 4740 Oelde | Vorrichtung zum Transportieren von leeren, oben offenen Säcken aus einem Magazin zu einer Öffnungsstation |
| IT1149632B (it) * | 1982-02-12 | 1986-12-03 | Car Ventomatic Spa | Dispositivo di prelievo e separazione dei sacchida pacco per il servizio di infilasacchi automatici |
| JPS61215717A (ja) | 1986-01-30 | 1986-09-25 | Toa Nenryo Kogyo Kk | 炭素繊維の製造法 |
| US4729209A (en) * | 1986-10-16 | 1988-03-08 | W. R. Grace & Co., Cryovac Div. | Apparatus and method for inserting pouches into boxes |
| US4824307A (en) * | 1988-02-11 | 1989-04-25 | Tekmax Inc. | Apparatus for vertically stacking battery plates |
| US4884389A (en) * | 1988-09-12 | 1989-12-05 | Mcgregor Harold R | Rotating carousel and bag handling apparatus for paper or plastic bags |
| AT404117B (de) * | 1988-12-02 | 1998-08-25 | Binder Co Ag | Einrichtung zum zuführen eines vereinzelten sackes |
| JP2735883B2 (ja) * | 1989-06-15 | 1998-04-02 | 三菱重工業株式会社 | よこ型小箱詰機 |
| JPH0338813U (ja) * | 1989-08-26 | 1991-04-15 | ||
| US5322268A (en) * | 1991-11-12 | 1994-06-21 | Fuji Photo Film Co., Ltd. | Method of and apparatus for supplying photosensitive lithographic printing plates |
| US5201166A (en) * | 1992-03-23 | 1993-04-13 | Johnsen Machine Company Ltd. | Bag handling machine |
| US5433426A (en) * | 1994-05-23 | 1995-07-18 | Bond; Irvin D. | Apparatus for removing a non-magnetic sheet from a stack of sheets |
| US5819509A (en) * | 1995-01-06 | 1998-10-13 | Mcgregor; Harold | Bag shouldering and deaerating apparatus |
| JPH0948411A (ja) * | 1995-08-04 | 1997-02-18 | Atex Co Ltd | 空袋の取出装置 |
| WO1997022522A1 (en) * | 1995-12-15 | 1997-06-26 | Picsou S.A.H. | An apparatus for transferring valved bags to a filling machine |
| JPH10139013A (ja) * | 1996-11-07 | 1998-05-26 | Sukiru Eng:Kk | 自動給袋自動袋入れシール機 |
| JP2001315998A (ja) * | 2000-05-12 | 2001-11-13 | Nec Corp | 搬送間隔調整方法および装置 |
| JP2002337818A (ja) * | 2001-05-14 | 2002-11-27 | Lintec Corp | 紙葉片取出装置及び紙葉片処理装置 |
| JP3568519B2 (ja) * | 2002-07-25 | 2004-09-22 | ゼネラルパッカー株式会社 | 包装機の給袋装置 |
| JP4011567B2 (ja) * | 2004-07-29 | 2007-11-21 | ゼネラルパッカー株式会社 | 包装機の包装袋供給装置 |
| JP4149466B2 (ja) | 2005-06-29 | 2008-09-10 | ゼネラルパッカー株式会社 | 包装袋供給装置における包装袋補給方法 |
| JP4942104B2 (ja) * | 2007-05-15 | 2012-05-30 | ゼネラルパッカー株式会社 | 包装袋の供給方法 |
| US8490367B2 (en) * | 2008-03-03 | 2013-07-23 | H.W.J. Designs For Agribusiness, Inc. | Bagging assembly |
| US8272409B2 (en) * | 2011-01-31 | 2012-09-25 | Target Products Ltd. | Methods, apparatus and systems for the handling of empty, flat folded storage bags in preparation for filling with a flowable material |
-
2013
- 2013-05-10 JP JP2013099837A patent/JP6286633B2/ja active Active
- 2013-09-09 US US14/021,305 patent/US9139314B2/en active Active
- 2013-09-10 CA CA2826762A patent/CA2826762C/en active Active
-
2014
- 2014-04-18 KR KR1020140046537A patent/KR102124959B1/ko active IP Right Grant
- 2014-05-08 PL PL408147A patent/PL232203B1/pl unknown
- 2014-05-09 FR FR1454188A patent/FR3005456B1/fr active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20140133431A (ko) | 2014-11-19 |
| FR3005456B1 (fr) | 2019-05-31 |
| JP2014218281A (ja) | 2014-11-20 |
| FR3005456A1 (fr) | 2014-11-14 |
| CA2826762A1 (en) | 2014-11-10 |
| CA2826762C (en) | 2019-01-15 |
| PL232203B1 (pl) | 2019-05-31 |
| US9139314B2 (en) | 2015-09-22 |
| US20140334909A1 (en) | 2014-11-13 |
| KR102124959B1 (ko) | 2020-06-19 |
| PL408147A1 (pl) | 2014-11-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6286633B2 (ja) | 包装機における包装袋供給装置 | |
| JP5984343B2 (ja) | ロータリー式包装機 | |
| JP5918942B2 (ja) | ロータリー式包装機 | |
| JP6040390B2 (ja) | 包装機 | |
| JP5399224B2 (ja) | 袋詰め包装機 | |
| KR20140040638A (ko) | 스파우트 부착 자루의 제조방법 및 장치 | |
| JP5875104B2 (ja) | 被包装物充填方法及び装置 | |
| JP2004026502A (ja) | ブランクのスタックを拾い上げるための方法及び装置 | |
| JP7185474B2 (ja) | 包装機 | |
| JP6343775B2 (ja) | 印刷包装装置 | |
| JP5820260B2 (ja) | バッチシート給紙装置 | |
| JP6364601B2 (ja) | 給袋装置およびそれを備えた包装機 | |
| JP4942104B2 (ja) | 包装袋の供給方法 | |
| JP2012232765A (ja) | 給袋装置 | |
| JP2620051B2 (ja) | 自動袋詰め装置並びに袋供給装置 | |
| WO2019044878A1 (ja) | 卵パックの箱詰めシステム | |
| JP2022174537A (ja) | 未結束紙束梱包装置 | |
| JP3833590B2 (ja) | 袋搬送装置 | |
| JP6152613B2 (ja) | 袋供給装置 | |
| JP6401099B2 (ja) | 容器取出し装置 | |
| JP6185499B2 (ja) | 食パン袋詰め機 | |
| RU2676962C2 (ru) | Устройство подачи мешков машины для наполнения мешков | |
| KR102546199B1 (ko) | 자동 포장기의 패키지 공급장치 | |
| JP7154196B2 (ja) | 袋取出方法及び袋取出装置 | |
| CN116374613B (zh) | 一种饲料包码垛装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160909 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161110 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170502 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170608 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171019 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6286633 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |