JP6188914B2 - 不織布集電体、これを用いた電池の製造方法及びその製造システム - Google Patents
不織布集電体、これを用いた電池の製造方法及びその製造システム Download PDFInfo
- Publication number
- JP6188914B2 JP6188914B2 JP2016506265A JP2016506265A JP6188914B2 JP 6188914 B2 JP6188914 B2 JP 6188914B2 JP 2016506265 A JP2016506265 A JP 2016506265A JP 2016506265 A JP2016506265 A JP 2016506265A JP 6188914 B2 JP6188914 B2 JP 6188914B2
- Authority
- JP
- Japan
- Prior art keywords
- conductive
- current collector
- nonwoven fabric
- sheet
- nonwoven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images











Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/80—Porous plates, e.g. sintered carriers
- H01M4/806—Nonwoven fibrous fabric containing only fibres
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/665—Composites
- H01M4/667—Composites in the form of layers, e.g. coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/668—Composites of electroconductive material and synthetic resins
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/80—Porous plates, e.g. sintered carriers
- H01M4/808—Foamed, spongy materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/536—Electrode connections inside a battery casing characterised by the method of fixing the leads to the electrodes, e.g. by welding
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Cell Electrode Carriers And Collectors (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Cell Separators (AREA)
Description
Claims (20)
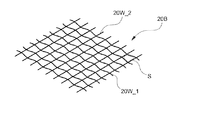
- 各々が導電性纎維のネットワークを含む上部及び下部の導電性不織布シートと、
前記導電性不織布シートよりも高い引張強度を有し、前記上部導電性不織布シートと前記下部導電性不織布シートとの間でこれらの結合の媒介となり、前記上部導電性不織布シートと前記下部導電性不織布シートとを連通させる気孔を有する張力補強層と、を含む不織布集電体であって、
前記上部または下部の導電性不織布シートは、前記導電性纎維と共に混合した纎維化された線状結着材を更に含むことを特徴とする不織布集電体。 - 前記不織布集電体の引張伸び率は、2%ないし10%の範囲内であることを特徴とする請求項1に記載の不織布集電体。
- 前記不織布集電体の降伏強度は、0.1kgf/cmないし100kgf/cmの範囲内であることを特徴とする請求項1に記載の不織布集電体。
- 前記導電性纎維は、カーボンファイバー、導電性ポリマーファイバー、金属フィラメント、金属層あるいは導電性ポリマー層がコーティングされたポリマーファイバー、または中空型金属ファイバーを含むことを特徴とする請求項1に記載の不織布集電体。
- 前記導電性纎維上に金属層または導電性ポリマー層が形成されたことを特徴とする請求項1に記載の不織布集電体。
- 前記上部または下部の導電性不織布シートは、前記導電性纎維上に、導電材と、前記導電材の固定のための結着材とを更に含み、電気的活物質を含まないことを特徴とする請求項1に記載の不織布集電体。
- 前記導電材は、カーボンブラック、アセチレンブラック、ファインカーボン、ナノ金属粒子ペースト、ITO(indium tin oxide)ペーストまたはカーボンナノチューブを含むことを特徴とする請求項6に記載の不織布集電体。
- 前記金属フィラメントは、ステンレス鋼、アルミニウム、ニッケル、チタン、銅、銀、金、コバルト、スズ、ビスマス、鉛、アンチモン、亜鉛、鉄、カドミウム及びこれらの合金、またはリチウムと合金化/脱合金化が可能な金属化合物を含むことを特徴とする請求項4に記載の不織布集電体。
- 前記上部導電性不織布シートと前記下部導電性不織布シートの前記導電性纎維上に、電気的活物質のコーティング層を更に含むことを特徴とする請求項1に記載の不織布集電体。
- 前記金属フィラメントは、相異なる種類の金属を含む2種以上の金属フィラメントを含むことを特徴とする請求項8に記載の不織布集電体。
- 前記上部導電性不織布シートと前記下部導電性不織布シートは、前記張力補強層にそれぞれ接着して結合されることを特徴とする請求項1に記載の不織布集電体。
- 前記上部導電性不織布シートと前記下部導電性不織布シートは、前記張力補強層の前記気孔を介して互いに交絡して結合されることを特徴とする請求項1に記載の不織布集電体。
- 前記張力補強層の前記気孔の平均サイズは、前記上部導電性不織布シートと前記下部導電性不織布シートの前記ネットワーク内の気孔の平均サイズと同じであるか、またはそれよりも大きいことを特徴とする請求項1に記載の不織布集電体。
- 前記張力補強層は、不織布構造、織造構造、網構造、一定の方向に展開された纎維構造、またはこれらの組み合わせを含むことを特徴とする請求項1に記載の不織布集電体。
- 各々が導電性纎維のネットワークを含む上部及び下部の導電性不織布シートと、
前記導電性不織布シートよりも高い引張強度を有し、前記上部導電性不織布シートと前記下部導電性不織布シートとの間でこれらの結合の媒介となり、前記上部導電性不織布シートと前記下部導電性不織布シートとを連通させる気孔を有する張力補強層と、を含む不織布集電体であって、
前記張力補強層は、前記不織布集電体の主面に平行であるが、一定の方向の引張強度を増加させることを特徴とする不織布集電体。 - 前記増加した引張強度の方向は、電池製造工程を連続的に行うためのロール工程におけるローラの回転軸、またはゼリーロール電極形成工程におけるロールの中心軸に垂直な方向であることを特徴とする請求項15に記載の不織布集電体。
- 前記張力補強層は、高分子素材、金属またはこれらの組み合わせを含むことを特徴とする請求項1に記載の不織布集電体。
- 各々が導電性纎維のネットワークを含む上部及び下部の導電性不織布シートと、
前記導電性不織布シートよりも高い引張強度を有し、前記上部導電性不織布シートと前記下部導電性不織布シートとの間でこれらの結合の媒介となり、前記上部導電性不織布シートと前記下部導電性不織布シートとを連通させる気孔を有する張力補強層と、を含む不織布集電体であって、
少なくとも一表面上に前記導電性纎維のネットワーク間の気孔を部分的に閉塞する導電性パターンを更に含むことを特徴とする不織布集電体。 - 前記導電性パターンは、前記不織布集電体の前記表面上の気孔を露出させるように、所定の間隔ほど離隔したラインパターンを含むことを特徴とする請求項18に記載の不織布集電体。
- 前記ラインパターン上に電池タブまたはリードが形成されることを特徴とする請求項19に記載の不織布集電体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2013-0050054 | 2013-05-03 | ||
| KR1020130050054A KR101516225B1 (ko) | 2013-05-03 | 2013-05-03 | 부직포 집전체, 이를 이용한 전지의 제조 방법 및 이의 제조 시스템 |
| PCT/KR2014/003850 WO2014178646A1 (ko) | 2013-05-03 | 2014-04-30 | 부직포 집전체, 이를 이용한 전지의 제조 방법 및 이의 제조 시스템 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016519399A JP2016519399A (ja) | 2016-06-30 |
| JP6188914B2 true JP6188914B2 (ja) | 2017-08-30 |
Family
ID=51843697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016506265A Expired - Fee Related JP6188914B2 (ja) | 2013-05-03 | 2014-04-30 | 不織布集電体、これを用いた電池の製造方法及びその製造システム |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9935316B2 (ja) |
| EP (1) | EP2975681B1 (ja) |
| JP (1) | JP6188914B2 (ja) |
| KR (1) | KR101516225B1 (ja) |
| CN (1) | CN105340114B (ja) |
| ES (1) | ES2686339T3 (ja) |
| WO (1) | WO2014178646A1 (ja) |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101582376B1 (ko) * | 2013-06-07 | 2016-01-04 | 주식회사 제낙스 | 전극, 이의 제조 방법 및 이를 이용한 전지 |
| KR101586251B1 (ko) * | 2013-06-24 | 2016-01-18 | 주식회사 제낙스 | 이차 전지용 집전체 및 이를 이용한 전극 |
| KR101653164B1 (ko) * | 2014-11-25 | 2016-09-01 | 울산과학기술원 | 삼차원구조 집전체, 이의 제조 방법, 이를 포함하는 전극, 상기 전극의 제조방법, 및 상기 집전체를 포함하는 전기 화학 소자 |
| KR101702099B1 (ko) * | 2015-02-17 | 2017-02-02 | 숭실대학교산학협력단 | 계층적 구조를 가지는 유연한 이차전지용 전극재 및 제조방법 |
| CN107736036B (zh) * | 2015-07-07 | 2020-08-14 | 阿莫绿色技术有限公司 | 内置有柔性电池的无线头戴式耳机 |
| KR101749409B1 (ko) * | 2015-08-28 | 2017-06-21 | 주식회사 제낙스 | 이차 전지 및 이의 제조 방법 |
| KR101860996B1 (ko) * | 2016-04-07 | 2018-05-25 | 주식회사 제낙스 | 전극 조립체 및 전극 조립체와 전지의 제조 방법 |
| JP7029258B2 (ja) * | 2016-09-15 | 2022-03-03 | 三洋化成工業株式会社 | リチウムイオン二次電池用集電部材、それを用いたリチウムイオン二次電池用集電体及びリチウムイオン二次電池用強電タブ、並びに、リチウムイオン二次電池用集電部材の製造方法 |
| US10707531B1 (en) | 2016-09-27 | 2020-07-07 | New Dominion Enterprises Inc. | All-inorganic solvents for electrolytes |
| KR102110800B1 (ko) * | 2016-10-26 | 2020-05-14 | 주식회사 엘지화학 | 카본 나노 튜브 시트를 포함하고 있는 이차전지용 전극 |
| CN106784624B (zh) * | 2016-12-16 | 2019-11-05 | 山东精工电子科技有限公司 | 一种锂离子电池正极片及其制备方法 |
| JP2020517069A (ja) * | 2017-04-12 | 2020-06-11 | イーセブン システムズ テクノロジー マネジメント リミテッドE−Seven Systems Technology Management Ltd | 複合材料を用いた接点 |
| KR102248225B1 (ko) * | 2017-05-15 | 2021-05-04 | 주식회사 엘지화학 | 전고체 전지용 전극 및 이를 제조하는 방법 |
| KR101954134B1 (ko) * | 2017-12-19 | 2019-03-05 | 주식회사 제낙스 | 분리막 및 분리막의 제조 방법 |
| CN108281608A (zh) * | 2018-02-07 | 2018-07-13 | 深圳前海优容科技有限公司 | 电极片、电池芯及电池 |
| CN111902981A (zh) * | 2018-02-09 | 2020-11-06 | 深圳前海优容科技有限公司 | 电池、电池电芯及集流体 |
| US20210020958A1 (en) * | 2018-03-29 | 2021-01-21 | Battelle Energy Alliance, Llc | Electrochemical cells comprising three-dimensional (3d) electrodes including a 3d architectured material, related systems, methods for forming the 3d architectured material, and related methods of forming hydrogen |
| KR102415164B1 (ko) * | 2018-06-27 | 2022-06-29 | 주식회사 엘지에너지솔루션 | 다공성 집전체, 이를 포함하는 전극 및 리튬 이차전지 |
| KR102112227B1 (ko) * | 2018-07-27 | 2020-05-18 | 주식회사 유앤에스에너지 | 전극용 집전체 |
| CN109390590A (zh) * | 2018-09-17 | 2019-02-26 | 名添科技(深圳)有限公司 | 一种基于无纺布制备电池集流体的工艺及电池集流体 |
| KR102384275B1 (ko) * | 2018-12-28 | 2022-04-07 | 한국자동차연구원 | 리튬이온 이차전지용 음극 및 그 제조방법 |
| KR102158737B1 (ko) * | 2019-02-14 | 2020-09-22 | 주식회사 유앤에스에너지 | 전극용 집전체 |
| JP7426039B2 (ja) | 2019-08-20 | 2024-02-01 | 国立研究開発法人産業技術総合研究所 | 非水電解質二次電池用の電極、非水電解質二次電池及び非水電解質二次電池用の電極に用いるための集電体 |
| KR102267393B1 (ko) * | 2019-09-24 | 2021-06-21 | 주식회사 유앤에스에너지 | 양극 전극용 집전체 |
| WO2021079700A1 (ja) * | 2019-10-23 | 2021-04-29 | Tdk株式会社 | 全固体電池 |
| JP6901542B2 (ja) * | 2019-11-29 | 2021-07-14 | グンゼ株式会社 | 樹脂集電体 |
| CN112831914B (zh) * | 2021-02-08 | 2022-09-13 | 淮安侨新新材料科技有限公司 | 一种利用针刺加固的压电改性氨纶面料及制备方法 |
| CN113036149B (zh) * | 2021-03-03 | 2023-07-28 | 大连中比动力电池有限公司 | 一种锂离子二次电池的干法正极极片及其制备方法 |
| KR102602260B1 (ko) * | 2021-03-23 | 2023-11-14 | 주식회사 유앤에스에너지 | 전극용 집전체 |
| KR20230015109A (ko) * | 2021-07-22 | 2023-01-31 | 주식회사 엘지에너지솔루션 | 이차 전지용 전극 및 이를 포함하는 이차 전지 |
| WO2023127964A1 (ja) * | 2021-12-28 | 2023-07-06 | Apb株式会社 | 電池モジュール及びその製造方法 |
| JP7275247B1 (ja) | 2021-12-28 | 2023-05-17 | Apb株式会社 | 二次電池モジュール |
| FR3133485A1 (fr) | 2022-03-09 | 2023-09-15 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Collecteur de courant poreux avec jonction obtenue par scellage thermique d’un polymère thermofusible à une languette de connexion électrique dense pour système électrochimique étanche. |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5650069A (en) * | 1979-09-28 | 1981-05-07 | Yuasa Battery Co Ltd | Sintered substrate for alkaline storage cell |
| JPH07116635B2 (ja) * | 1989-10-16 | 1995-12-13 | 片山特殊工業株式会社 | 電池電極板用金属多孔体の製造方法および該方法により製造された電池電極板用金属多孔体 |
| JPH11104856A (ja) | 1997-07-31 | 1999-04-20 | Sumitomo Special Metals Co Ltd | 引張強さの優れた高強度クラッド材 |
| KR100264387B1 (ko) | 1998-02-11 | 2000-08-16 | 정몽용 | 수소저장합금제 알칼리 2차 전지용 음극판의 제조방법 |
| JP2000357519A (ja) * | 1999-06-15 | 2000-12-26 | Katayama Tokushu Kogyo Kk | 金属多孔体、該金属多孔体からなる電池用電極板、および該電極板を備えた電池 |
| US7192673B1 (en) | 1999-10-22 | 2007-03-20 | Sanyo Electric Co., Ltd. | Electrode for rechargeable lithium battery and rechargeable lithium battery |
| JP3416609B2 (ja) * | 2000-03-28 | 2003-06-16 | 日本碍子株式会社 | ナトリウム−硫黄電池用正極集電体の製造方法 |
| WO2004004031A1 (ja) | 2002-06-26 | 2004-01-08 | Sanyo Electric Co., Ltd. | リチウム二次電池用負極及びリチウム二次電池 |
| JP4780923B2 (ja) | 2004-03-30 | 2011-09-28 | 三洋電機株式会社 | リチウム二次電池 |
| JP4914059B2 (ja) * | 2005-01-14 | 2012-04-11 | 住友電気工業株式会社 | 集電体、電池用電極基板及びそれらの製造方法 |
| CN100557868C (zh) * | 2005-01-14 | 2009-11-04 | 住友电气工业株式会社 | 集电极、电池电极基底、及其生产方法 |
| KR100635737B1 (ko) * | 2005-03-24 | 2006-10-17 | 삼성에스디아이 주식회사 | 리튬 이차 전지 |
| KR100731417B1 (ko) | 2005-11-03 | 2007-06-21 | 삼성에스디아이 주식회사 | 리튬 이차전지 |
| WO2007069560A1 (ja) | 2005-12-15 | 2007-06-21 | Asahi Kasei Chemicals Corporation | ポリオレフィン製微多孔膜 |
| JP2009146846A (ja) | 2007-12-18 | 2009-07-02 | Panasonic Corp | 空気亜鉛電池 |
| JP5251409B2 (ja) | 2008-10-03 | 2013-07-31 | 日産自動車株式会社 | 双極型二次電池用集電体 |
| JP2010282789A (ja) * | 2009-06-03 | 2010-12-16 | Sharp Corp | 非水電解液二次電池 |
| KR101059367B1 (ko) * | 2009-08-04 | 2011-08-25 | 주식회사 인스프리트 | Dlna에서 dms 디바이스와 dmc/dmp 디바이스 간의 제어화면 동기화 시스템 및 그 방법 |
| JP5416077B2 (ja) | 2009-12-07 | 2014-02-12 | Jx日鉱日石金属株式会社 | 圧延銅箔、並びにこれを用いた負極集電体、負極板及び二次電池 |
| EP2512641A1 (en) | 2009-12-18 | 2012-10-24 | Toray Battery Separator Film Godo Kaisha | Microporous membranes, methods for making same and their use as battery separator films |
| JP2011151279A (ja) * | 2010-01-25 | 2011-08-04 | Sony Corp | 複合体電極及びこれを用いた電子デバイス |
| KR101293276B1 (ko) | 2010-06-22 | 2013-08-09 | 주식회사 아모그린텍 | 다공성 폴리머 웹 집전체 및 그의 제조방법 |
| KR101326070B1 (ko) | 2010-10-15 | 2013-11-07 | 주식회사 엘지화학 | 접착력 및 인장강도가 우수한 이차전지용 바인더 |
| KR101088073B1 (ko) * | 2010-10-16 | 2011-12-01 | 주식회사 샤인 | 금속 장섬유를 포함하는 전극 구조를 갖는 전지 및 이의 제조 방법 |
| KR20120111508A (ko) | 2011-04-01 | 2012-10-10 | 주식회사 엘지화학 | 이차전지용 전극 집전체 및 이를 포함하는 리튬 이차전지 |
| JP2013016321A (ja) * | 2011-07-01 | 2013-01-24 | Sharp Corp | 集電体および非水系二次電池 |
| WO2013137206A1 (ja) * | 2012-03-12 | 2013-09-19 | ダイワボウホールディングス株式会社 | 導電性繊維構造物、金属多孔構造物、電池用電極材、及び電池 |
| US20140093760A1 (en) * | 2012-09-28 | 2014-04-03 | Quantumscape Corporation | Battery control systems |
-
2013
- 2013-05-03 KR KR1020130050054A patent/KR101516225B1/ko active IP Right Grant
-
2014
- 2014-04-30 JP JP2016506265A patent/JP6188914B2/ja not_active Expired - Fee Related
- 2014-04-30 ES ES14792275.1T patent/ES2686339T3/es active Active
- 2014-04-30 EP EP14792275.1A patent/EP2975681B1/en not_active Not-in-force
- 2014-04-30 WO PCT/KR2014/003850 patent/WO2014178646A1/ko active Application Filing
- 2014-04-30 CN CN201480020698.1A patent/CN105340114B/zh not_active Expired - Fee Related
- 2014-04-30 US US14/782,311 patent/US9935316B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2975681A4 (en) | 2016-11-09 |
| JP2016519399A (ja) | 2016-06-30 |
| WO2014178646A1 (ko) | 2014-11-06 |
| CN105340114B (zh) | 2019-08-02 |
| CN105340114A (zh) | 2016-02-17 |
| US20160049662A1 (en) | 2016-02-18 |
| EP2975681B1 (en) | 2018-06-06 |
| EP2975681A1 (en) | 2016-01-20 |
| ES2686339T3 (es) | 2018-10-17 |
| US9935316B2 (en) | 2018-04-03 |
| KR101516225B1 (ko) | 2015-05-04 |
| KR20140131115A (ko) | 2014-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6188914B2 (ja) | 不織布集電体、これを用いた電池の製造方法及びその製造システム | |
| JP6625593B2 (ja) | 電極の製造方法 | |
| JP6395820B2 (ja) | 二次電池用集電体及びこれを用いた電極 | |
| JP5721845B2 (ja) | 金属長纎維を含む電極構造を有する電池及びその製造方法 | |
| JP6165157B2 (ja) | 電極組立体、その製造方法、並びに電池の充電及び放電方法 | |
| CN105493322B (zh) | 二次电池用集电体及利用其的电极 | |
| KR20120114117A (ko) | 금속 섬유를 포함하는 전극 구조체를 갖는 전지 및 상기 전극 구조의 제조 방법 | |
| JP2020109773A (ja) | 電極組立体の分離膜 | |
| KR20130116420A (ko) | 리튬 이차 전지용 음극 조립체 및 이의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161004 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20161227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170614 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170711 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170801 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6188914 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |