JP6077886B2 - めっき装置 - Google Patents
めっき装置 Download PDFInfo
- Publication number
- JP6077886B2 JP6077886B2 JP2013041493A JP2013041493A JP6077886B2 JP 6077886 B2 JP6077886 B2 JP 6077886B2 JP 2013041493 A JP2013041493 A JP 2013041493A JP 2013041493 A JP2013041493 A JP 2013041493A JP 6077886 B2 JP6077886 B2 JP 6077886B2
- Authority
- JP
- Japan
- Prior art keywords
- substrate holder
- substrate
- transporter
- lifter
- plating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


















Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/001—Apparatus specially adapted for electrolytic coating of wafers, e.g. semiconductors or solar cells
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1619—Apparatus for electroless plating
- C23C18/1628—Specific elements or parts of the apparatus
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1619—Apparatus for electroless plating
- C23C18/1628—Specific elements or parts of the apparatus
- C23C18/163—Supporting devices for articles to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1619—Apparatus for electroless plating
- C23C18/1632—Features specific for the apparatus, e.g. layout of cells and of its equipment, multiple cells
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1633—Process of electroless plating
- C23C18/1675—Process conditions
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/06—Suspending or supporting devices for articles to be coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/12—Process control or regulation
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/67005—Apparatus not specifically provided for elsewhere
- H01L21/67011—Apparatus for manufacture or treatment
- H01L21/67155—Apparatus for manufacturing or treating in a plurality of work-stations
- H01L21/67207—Apparatus for manufacturing or treating in a plurality of work-stations comprising a chamber adapted to a particular process
- H01L21/6723—Apparatus for manufacturing or treating in a plurality of work-stations comprising a chamber adapted to a particular process comprising at least one plating chamber
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67739—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber
- H01L21/67751—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations into and out of processing chamber vertical transfer of a single workpiece
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/683—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping
- H01L21/687—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches
- H01L21/68714—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support
- H01L21/68721—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for supporting or gripping using mechanical means, e.g. chucks, clamps or pinches the wafers being placed on a susceptor, stage or support characterised by edge clamping, e.g. clamping ring
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/74—Apparatus for manufacturing arrangements for connecting or disconnecting semiconductor or solid-state bodies
- H01L24/741—Apparatus for manufacturing means for bonding, e.g. connectors
- H01L24/743—Apparatus for manufacturing layer connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L24/00—Arrangements for connecting or disconnecting semiconductor or solid-state bodies; Methods or apparatus related thereto
- H01L24/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L24/83—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a layer connector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Computer Hardware Design (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Electrochemistry (AREA)
- Physics & Mathematics (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- General Physics & Mathematics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Automation & Control Theory (AREA)
- Electroplating Methods And Accessories (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Chemically Coating (AREA)
Description
本発明の好ましい態様は、前記処理槽を複数有し、前記処理槽のうち少なくとも1つは、共通の処理を行う複数のセルを有し、前記リフタは、前記基板ホルダを上下動させる昇降アクチュエータと、前記昇降アクチュエータを複数の前記セル間で水平方向に移動させる横移動アクチュエータを備えることを特徴とする。
本発明の好ましい態様は、前記制御部は、基板を保持して前記処理槽の内部に投入する前記基板ホルダを前記トランスポータから前記リフタに渡す時、前記トランスポータが前記処理槽に到達する前に前記リフタが待機位置で待機するように、前記リフタの動作開始タイミングを制御することを特徴とする。
本発明の好ましい態様は、前記基板ホルダ起倒機構は、前記昇降アクチュエータを水平方向に移動させる横移動アクチュエータをさらに備えていることを特徴とする。
本発明の好ましい態様は、前記基板ホルダ起倒機構は、前記基板ホルダの先端に接触し、水平方向にスライド可能なスライダーをさらに備えていることを特徴とする。
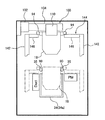
14 アライナ
16 スピン・リンス・ドライヤ
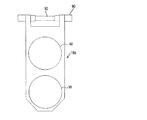
18 基板ホルダ
20 テーブル
24 基板ホルダ開閉機構
26 基板ホルダ起倒機構
30 ストッカ
32 前水洗槽
32a 前水洗セル
34 めっき槽
34a めっきセル
36 リンス槽
36a リンスセル
38 ブロー槽
54 第1保持部材
58 第2保持部材
62 シールホルダ
64 押えリング
66,68 シール部材
70a,70b 固定リング
74 クランパ
90 ホルダハンガ
92 ハンドレバー
100 トランスポータ
102 固定ベース
104 横移動アーム
106 チャック爪
110 把持機構
112,120,130 アクチュエータ
114 前水洗槽用固定リフタ
116,124,134,146 昇降アーム
118,126,136,148 受台
122 リンス槽用固定リフタ
132 ブロー槽用固定リフタ
140,150 横移動アクチュエータ
142,152 昇降アクチュエータ
144 めっき槽用移動リフタ
154 ストッカ用移動リフタ
Claims (9)
- 基板を鉛直方向に保持する基板ホルダと、
前記基板ホルダで保持した基板を処理する処理槽と、
前記基板を保持した基板ホルダを把持して水平方向に搬送するトランスポータと、
前記基板を保持した基板ホルダを前記トランスポータから受取り下降させて前記処理槽の内部に投入し、処理後の基板を保持した前記基板ホルダを上昇させて前記トランスポータに渡すリフタと、
前記トランスポータ及び前記リフタの動作を制御する制御部を有することを特徴とするめっき装置。 - 前記処理槽および前記リフタを複数有し、前記リフタは各処理槽ごとに設けられていることを特徴とする請求項1に記載のめっき装置。
- 前記処理槽を複数有し、前記処理槽のうち少なくとも1つは、共通の処理を行う複数のセルを有し、
前記リフタは、前記基板ホルダを上下動させる昇降アクチュエータと、前記昇降アクチュエータを複数の前記セル間で水平方向に移動させる横移動アクチュエータを備えることを特徴とする請求項1に記載のめっき装置。 - 前記制御部は、基板を保持して前記処理槽の内部に投入した前記基板ホルダを上昇させて前記リフタから前記トランスポータに渡す時、前記リフタが上昇を終了するタイミングが、前記トランスポータが前記処理槽に到着するタイミングと一致するように、前記リフタの動作開始タイミングを制御することを特徴とする請求項1乃至3のいずれか一項に記載のめっき装置。
- 前記制御部は、基板を保持して前記処理槽の内部に投入する前記基板ホルダを前記トランスポータから前記リフタに渡す時、前記トランスポータが前記処理槽に到達する前に前記リフタが待機位置で待機するように、前記リフタの動作開始タイミングを制御することを特徴とする請求項1乃至4のいずれか一項に記載のめっき装置。
- 基板を鉛直方向に保持する複数の基板ホルダと、
前記複数の基板ホルダの各々で保持した基板を処理する処理槽と、
前記複数の基板ホルダのうちの1つを把持して水平方向に搬送するトランスポータと、
前記複数の基板ホルダを保管しておくストッカと、
前記ストッカに保管している前記複数の基板ホルダのうちの1つを上昇させて前記トランスポータに渡すリフタとを備え、
前記リフタは、前記複数の基板ホルダのうちの1つを上下動させる昇降アクチュエータと、前記昇降アクチュエータを前記ストッカ内の複数の基板ホルダ保管位置の間で水平移動させる横移動アクチュエータを有することを特徴とするめっき装置。 - 基板を鉛直方向に保持する基板ホルダと、
前記基板ホルダで保持した基板を処理する処理槽と、
前記基板ホルダを把持して水平方向に搬送するトランスポータと、
前記基板ホルダを前記トランスポータに渡し、前記トランスポータから受け取る基板ホルダ起倒機構を有し、
前記基板ホルダ起倒機構は、前記基板ホルダを回動可能に支持する支持部材と、前記支持部材を昇降可能に支持する昇降アクチュエータとを備えており、
前記基板ホルダ起倒機構は、前記昇降アクチュエータによって前記支持部材を下降させることによって前記基板ホルダを鉛直姿勢から水平姿勢に転換し、前記昇降アクチュエータによって前記支持部材を上昇させることによって前記基板ホルダを水平姿勢から鉛直姿勢に転換するように構成されていることを特徴とするめっき装置。 - 前記基板ホルダ起倒機構は、前記昇降アクチュエータを水平方向に移動させる横移動アクチュエータをさらに備えていることを特徴とする請求項7に記載のめっき装置。
- 前記基板ホルダ起倒機構は、前記基板ホルダの先端に接触し、水平方向にスライド可能なスライダーをさらに備えていることを特徴とする請求項7または8に記載のめっき装置。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013041493A JP6077886B2 (ja) | 2013-03-04 | 2013-03-04 | めっき装置 |
| US14/194,514 US9624594B2 (en) | 2013-03-04 | 2014-02-28 | Plating apparatus |
| KR1020140025107A KR102080207B1 (ko) | 2013-03-04 | 2014-03-03 | 도금 장치 |
| TW103107008A TWI598472B (zh) | 2013-03-04 | 2014-03-03 | 鍍敷裝置 |
| US15/450,873 US10077504B2 (en) | 2013-03-04 | 2017-03-06 | Plating apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013041493A JP6077886B2 (ja) | 2013-03-04 | 2013-03-04 | めっき装置 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014169475A JP2014169475A (ja) | 2014-09-18 |
| JP2014169475A5 JP2014169475A5 (ja) | 2015-11-19 |
| JP6077886B2 true JP6077886B2 (ja) | 2017-02-08 |
Family
ID=51420276
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013041493A Expired - Fee Related JP6077886B2 (ja) | 2013-03-04 | 2013-03-04 | めっき装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US9624594B2 (ja) |
| JP (1) | JP6077886B2 (ja) |
| KR (1) | KR102080207B1 (ja) |
| TW (1) | TWI598472B (ja) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6239417B2 (ja) | 2014-03-24 | 2017-11-29 | 株式会社荏原製作所 | 基板処理装置 |
| US10024613B2 (en) * | 2014-07-24 | 2018-07-17 | Stoneage, Inc. | Flexible tube cleaning lance positioner frame apparatus |
| NZ728258A (en) | 2014-07-24 | 2019-08-30 | Stoneage Inc | Flexible tube cleaning lance positioner frame apparatus |
| JP2016089204A (ja) * | 2014-10-31 | 2016-05-23 | ダイハツ工業株式会社 | 電着塗装設備 |
| JP6675257B2 (ja) * | 2016-04-14 | 2020-04-01 | 株式会社荏原製作所 | めっき装置及びめっき方法 |
| US11384447B2 (en) * | 2016-09-08 | 2022-07-12 | Ebara Corporation | Substrate holder, plating apparatus, method for manufacturing substrate holder, and method for holding substrate |
| WO2018063257A1 (en) * | 2016-09-29 | 2018-04-05 | Intel Corporation | Methods & apparatus for electroless plating dispense |
| WO2018113671A1 (en) * | 2016-12-19 | 2018-06-28 | P2I Ltd | A jig for surface modification processes |
| JP6727117B2 (ja) * | 2016-12-22 | 2020-07-22 | 株式会社荏原製作所 | 基板着脱装置、めっき装置、基板着脱装置の制御装置、基板着脱装置の制御方法をコンピュータに実行させるためのプログラムを格納した記憶媒体 |
| JP6860406B2 (ja) | 2017-04-05 | 2021-04-14 | 株式会社荏原製作所 | 半導体製造装置、半導体製造装置の故障予知方法、および半導体製造装置の故障予知プログラム |
| JP6979900B2 (ja) * | 2018-02-13 | 2021-12-15 | 株式会社荏原製作所 | 基板保持部材、基板処理装置、基板処理装置の制御方法、プログラムを格納した記憶媒体 |
| JP7100556B2 (ja) * | 2018-10-05 | 2022-07-13 | 株式会社荏原製作所 | 基板ホルダに基板を保持させるためおよび/又は基板ホルダによる基板の保持を解除するための装置、および同装置を有するめっき装置 |
| CN109706510B (zh) * | 2019-03-12 | 2020-10-02 | 苏州台祥机电设备有限公司 | 一种电镀挂具的自动搬运方法 |
| CN110066981B (zh) * | 2019-06-17 | 2023-11-28 | 浙江晶驰光电科技有限公司 | 正装基片定位装置及基片装载方法 |
| EP3758049B8 (en) * | 2019-06-26 | 2022-03-23 | Atotech Deutschland GmbH & Co. KG | Device and method for moving an object into a processing station, conveying system and processing apparatus |
| EP3761348B1 (en) * | 2019-07-05 | 2024-03-27 | Atotech Deutschland GmbH & Co. KG | System for conveying a substrate between processing stations of a processing apparatus, processing apparatus and methods of handling a substrate |
| CN114342569A (zh) | 2019-08-19 | 2022-04-12 | 德国艾托特克有限两合公司 | 高密度互连印刷电路板的制造顺序及高密度互连印刷电路板 |
| CN110408981A (zh) * | 2019-09-11 | 2019-11-05 | 河南理工大学 | 一种微导线的电镀连接装置 |
| US11713932B2 (en) | 2020-08-18 | 2023-08-01 | Stoneage, Inc. | Flexible tube cleaning lance positioner frame apparatus |
| CN112259493A (zh) * | 2020-10-19 | 2021-01-22 | 绍兴同芯成集成电路有限公司 | 一种超薄晶圆电镀、化镀整合工艺 |
| CN112442725B (zh) * | 2020-11-27 | 2024-05-24 | 京东方科技集团股份有限公司 | 电化学沉积设备组和电化学沉积方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3979847A (en) | 1975-04-25 | 1976-09-14 | Y-Tex Corporation | Method for installing identification tag and tool therefor |
| JPS5811420A (ja) * | 1981-07-14 | 1983-01-22 | Hitachi Ltd | めつき装置 |
| JP2528942B2 (ja) * | 1988-06-30 | 1996-08-28 | 株式会社中央製作所 | めっき装置のハンガ―移送機構 |
| JPH07299427A (ja) | 1995-03-09 | 1995-11-14 | Seiko Epson Corp | ワーク洗浄方法および洗浄装置 |
| US5976198A (en) * | 1995-06-09 | 1999-11-02 | Dainippon Screen Mfg. Co., Ltd. | Substrate transfer and bath apparatus |
| US6068002A (en) * | 1997-04-02 | 2000-05-30 | Tokyo Electron Limited | Cleaning and drying apparatus, wafer processing system and wafer processing method |
| US20020027080A1 (en) * | 2000-03-17 | 2002-03-07 | Junichiro Yoshioka | Plating apparatus and method |
| JP4124327B2 (ja) * | 2002-06-21 | 2008-07-23 | 株式会社荏原製作所 | 基板ホルダ及びめっき装置 |
| JP3827627B2 (ja) * | 2002-08-13 | 2006-09-27 | 株式会社荏原製作所 | めっき装置及びめっき方法 |
| US8655472B2 (en) * | 2010-01-12 | 2014-02-18 | Ebara Corporation | Scheduler, substrate processing apparatus, and method of transferring substrates in substrate processing apparatus |
| TWI580814B (zh) * | 2010-10-21 | 2017-05-01 | 荏原製作所股份有限公司 | 基板處理裝置,以及鍍覆裝置及鍍覆方法 |
| JP5750327B2 (ja) * | 2010-10-21 | 2015-07-22 | 株式会社荏原製作所 | めっき装置、めっき処理方法及びめっき装置用基板ホルダの姿勢変換方法 |
| JP5795965B2 (ja) * | 2011-05-30 | 2015-10-14 | 株式会社荏原製作所 | めっき装置 |
| TWI485286B (zh) * | 2011-11-16 | 2015-05-21 | Ebara Corp | Electroless plating and electroless plating |
-
2013
- 2013-03-04 JP JP2013041493A patent/JP6077886B2/ja not_active Expired - Fee Related
-
2014
- 2014-02-28 US US14/194,514 patent/US9624594B2/en active Active
- 2014-03-03 TW TW103107008A patent/TWI598472B/zh not_active IP Right Cessation
- 2014-03-03 KR KR1020140025107A patent/KR102080207B1/ko active IP Right Grant
-
2017
- 2017-03-06 US US15/450,873 patent/US10077504B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US10077504B2 (en) | 2018-09-18 |
| US9624594B2 (en) | 2017-04-18 |
| KR20140109319A (ko) | 2014-09-15 |
| KR102080207B1 (ko) | 2020-02-24 |
| TW201447048A (zh) | 2014-12-16 |
| JP2014169475A (ja) | 2014-09-18 |
| US20140245954A1 (en) | 2014-09-04 |
| TWI598472B (zh) | 2017-09-11 |
| US20170175285A1 (en) | 2017-06-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6077886B2 (ja) | めっき装置 | |
| US8864965B2 (en) | Substrate holder and plating apparatus | |
| KR102192513B1 (ko) | 기판 처리 장치 및 기판 반송 방법 | |
| US10837119B2 (en) | Microelectronic substrate electro processing system | |
| US9175416B2 (en) | Substrate holder and plating apparatus | |
| JP6383450B2 (ja) | めっき装置 | |
| TWI657165B (zh) | 鍍覆裝置 | |
| JP2008156758A (ja) | 基板ホルダ及びめっき装置 | |
| US20150090584A1 (en) | Plating apparatus and cleaning device used in the plating apparatus | |
| JP6223199B2 (ja) | めっき装置およびめっき方法 | |
| JP6018961B2 (ja) | めっき装置およびめっき方法 | |
| JP2015179747A (ja) | 湿式処理装置 | |
| JP6204832B2 (ja) | めっき装置およびめっき方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151002 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20151002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160930 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161018 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161205 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170104 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170113 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6077886 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |