JP6053751B2 - 金属繊維を含む電極構造体を有する電池、及び前記電極構造体の製造方法 - Google Patents
金属繊維を含む電極構造体を有する電池、及び前記電極構造体の製造方法 Download PDFInfo
- Publication number
- JP6053751B2 JP6053751B2 JP2014503593A JP2014503593A JP6053751B2 JP 6053751 B2 JP6053751 B2 JP 6053751B2 JP 2014503593 A JP2014503593 A JP 2014503593A JP 2014503593 A JP2014503593 A JP 2014503593A JP 6053751 B2 JP6053751 B2 JP 6053751B2
- Authority
- JP
- Japan
- Prior art keywords
- active material
- electrode structure
- battery
- electrical active
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4234—Metal fibres
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
- H01M10/0525—Rocking-chair batteries, i.e. batteries with lithium insertion or intercalation in both electrodes; Lithium-ion batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/043—Processes of manufacture in general involving compressing or compaction
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/13—Electrodes for accumulators with non-aqueous electrolyte, e.g. for lithium-accumulators; Processes of manufacture thereof
- H01M4/139—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/62—Selection of inactive substances as ingredients for active masses, e.g. binders, fillers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/62—Selection of inactive substances as ingredients for active masses, e.g. binders, fillers
- H01M4/624—Electric conductive fillers
- H01M4/626—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/66—Selection of materials
- H01M4/661—Metal or alloys, e.g. alloy coatings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/64—Carriers or collectors
- H01M4/70—Carriers or collectors characterised by shape or form
- H01M4/80—Porous plates, e.g. sintered carriers
- H01M4/806—Nonwoven fibrous fabric containing only fibres
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/052—Li-accumulators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M2004/021—Physical characteristics, e.g. porosity, surface area
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0416—Methods of deposition of the material involving impregnation with a solution, dispersion, paste or dry powder
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0419—Methods of deposition of the material involving spraying
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/60—Other road transportation technologies with climate change mitigation effect
- Y02T10/70—Energy storage systems for electromobility, e.g. batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49108—Electric battery cell making
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Secondary Cells (AREA)
Description
、充放電効率及びサイクル特性が向上した電池を提供することができる。
Claims (11)
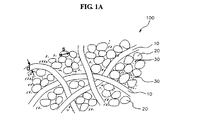
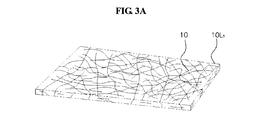
- 一つ以上の金属繊維により形成された導電性ネットワークと、
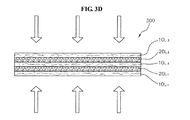
前記導電性ネットワークに束縛された、粒子状の第1電気的活物質および前記金属繊維の一部または全部の表面上にプリコーティングされた第2電気的活物質、並びに第1の結着粒子を含む粒子組成物と、を含み、
前記第1の結着粒子は、前記一つ以上の金属繊維と前記第1電気的活物質との間、及び複数の前記第1電気的活物質の間に、点結着の形態で提供され、
前記第2電気的活物質は、前記第1電気的活物質と同一であるか、または化学的親和度を有する他の種類の活物質であり、第2の結着粒子を用いてプリコーティングされていることを特徴とする電極構造体を有する電池。 - 前記金属繊維は、ランダムに互いに物理的にのみ接触して、互いに結合され、前記導電性ネットワークは、不織布構造を有することを特徴とする請求項1に記載の電極構造体を有する電池。
- 前記粒子組成物は、導電材及び多孔性セラミック粒子のうちいずれか一つまたは全てをさらに含むことを特徴とする請求項1に記載の電極構造体を有する電池。
- 前記金属繊維は、2μmないし20μmの範囲内の直径を有することを特徴とする請求項1に記載の電極構造体を有する電池。
- 前記金属繊維は、ステンレス鋼、アルミニウム、ニッケル、チタン及び銅、またはそれらの合金のうちいずれか一つまたはそれらの組み合わせを含むことを特徴とする請求項1に記載の電極構造体を有する電池。
- 前記金属繊維の平均直径dに対する前記粒子状の電気的活物質の平均サイズsの比s/dは、0.01ないし10であることを特徴とする請求項1に記載の電極構造体を有する電池。
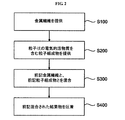
- 導電性ネットワークを形成する一つ以上の金属繊維をランダムに配列して、互いにもつれさせて互いに物理的に接触させて、不織布構造を有する繊維層を提供するステップと、前記金属繊維の一部または全部の表面上に、第2電気的活物質をプリコーティングするステップと、
粒子状の第1電気的活物質および第1の結着粒子を含む粒子組成物を提供するステップと、
前記繊維層の、前記第2電気的活物質がプリコーティングされた前記金属繊維と、前記粒子組成物とを混合するステップと、
混合された前記繊維層の前記金属繊維と、前記粒子組成物とを圧着するステップと、を含み、
前記金属繊維の一部または全部の表面上に、前記第2電気的活物質をプリコーティングするステップは、前記金属繊維の表面上に、第2の結着粒子を用いて、前記第2電気的活物質がプリコーティングされるステップを含み、
前記粒子組成物は、粒子状の前記第1電気的活物質および前記第1の結着粒子を用いる乾式ミキシング工程を通じて、前記繊維層上に、無溶媒の乾式粉体状に提供され、
前記圧着するステップと同時に、前記粒子組成物に加熱または紫外線を適用することにより、前記第1の結着粒子は、溶解されて、前記一つ以上の金属繊維と前記第1電気的活物質との間に点結着の形態で提供され、
前記第2電気的活物質は、前記第1電気的活物質と同一であるか、または化学的親和度を有する他の種類の活物質であることを特徴とする電極構造体の製造方法。 - 前記混合するステップは、前記繊維層内に、前記粒子組成物を振り掛けることによって、前記繊維層の前記金属繊維と前記粒子組成物とを混合することを特徴とする請求項7に記載の電極構造体の製造方法。
- 前記第1の結着粒子と前記第1電気的活物質とは、乾式ミキシング工程を通じて混合されることを特徴とする請求項7に記載の電極構造体の製造方法。
- 前記粒子組成物は、前記粒子状の第1電気的活物質と共に混合される導電材粒子、及び多孔性セラミック粒子のうちいずれか一つ、またはそれらの組み合わせから選択された外添剤をさらに含み、
前記外添剤と前記第1電気的活物質とは、乾式ミキシング工程を通じて混合されることを特徴とする請求項7に記載の電極構造体の製造方法。 - 前記加熱は、50℃ないし400℃で行われることを特徴とする請求項7に記載の電極構造体の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2011-0031917 | 2011-04-06 | ||
| KR1020110031917A KR101806547B1 (ko) | 2011-04-06 | 2011-04-06 | 금속 섬유를 포함하는 전극 구조체를 갖는 전지 및 상기 전극 구조의 제조 방법 |
| PCT/KR2012/002517 WO2012138115A2 (ko) | 2011-04-06 | 2012-04-04 | 금속 섬유를 포함하는 전극 구조체를 갖는 전지 및 상기 전극 구조의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014510386A JP2014510386A (ja) | 2014-04-24 |
| JP6053751B2 true JP6053751B2 (ja) | 2016-12-27 |
Family
ID=46969669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014503593A Expired - Fee Related JP6053751B2 (ja) | 2011-04-06 | 2012-04-04 | 金属繊維を含む電極構造体を有する電池、及び前記電極構造体の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9929409B2 (ja) |
| EP (1) | EP2696399B1 (ja) |
| JP (1) | JP6053751B2 (ja) |
| KR (1) | KR101806547B1 (ja) |
| CN (1) | CN103620828B (ja) |
| ES (1) | ES2719268T3 (ja) |
| WO (1) | WO2012138115A2 (ja) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104241597A (zh) * | 2013-06-14 | 2014-12-24 | 上海绿孚新能源科技有限公司 | 二次电池及用于二次电池的电极 |
| KR101586251B1 (ko) * | 2013-06-24 | 2016-01-18 | 주식회사 제낙스 | 이차 전지용 집전체 및 이를 이용한 전극 |
| KR101666699B1 (ko) * | 2013-06-24 | 2016-10-14 | 주식회사 제낙스 | 이차 전지용 집전체 및 이를 이용한 전극 |
| JP2015011776A (ja) * | 2013-06-26 | 2015-01-19 | 株式会社東芝 | 二次電池電極およびリチウムイオン二次電池 |
| KR101592355B1 (ko) * | 2013-08-05 | 2016-02-11 | 주식회사 아모그린텍 | 플렉시블 집전체를 이용한 이차전지 및 플렉시블 집전체의 제조방법 |
| KR101784739B1 (ko) * | 2013-12-10 | 2017-10-12 | 삼성에스디아이 주식회사 | 이차전지 및 그 제조방법 |
| WO2015088007A1 (ja) * | 2013-12-13 | 2015-06-18 | 株式会社三徳 | 正極活物質粉末、該粉末を有する正極及び二次電池 |
| KR101603134B1 (ko) * | 2014-05-16 | 2016-03-14 | 한국교통대학교 산학협력단 | 구형분말과 나노섬유가 블렌딩된 양극활물질 및 그 제조방법 |
| CN104096833B (zh) * | 2014-07-09 | 2017-01-04 | 徐梓辰 | 一种用于井下施工用的可溶解金属材料 |
| CN104057081B (zh) * | 2014-07-09 | 2017-02-15 | 徐梓辰 | 一种用于井下施工用的可溶解金属材料 |
| KR102290853B1 (ko) * | 2014-11-05 | 2021-08-19 | 삼성에스디아이 주식회사 | 리튬 이차 전지용 전극 및 이를 포함하는 리튬 이차 전지 |
| CN107112596B (zh) * | 2014-12-26 | 2019-06-28 | 日产自动车株式会社 | 非水电解质二次电池及其制造方法 |
| KR20160139617A (ko) * | 2015-05-28 | 2016-12-07 | 주식회사 엘지화학 | 금속 폼 필터, 이를 포함하는 리튬 슬러리 흐름 전지 및 이의 제조 방법 |
| JP6209706B2 (ja) * | 2015-10-20 | 2017-10-04 | 蓮尾 俊治 | 蓄電デバイスの集電体用のアルミニウム不織繊維材、その製造方法、前記アルミニウム不織繊維材を用いた電極、およびその製造方法 |
| US11005087B2 (en) | 2016-01-15 | 2021-05-11 | 24M Technologies, Inc. | Systems and methods for infusion mixing a slurry based electrode |
| KR101774683B1 (ko) | 2016-01-26 | 2017-09-19 | 현대자동차주식회사 | 전극 활물질 슬러리, 이의 제조 방법 및 이를 포함하는 전고체 이차전지 |
| KR101860996B1 (ko) * | 2016-04-07 | 2018-05-25 | 주식회사 제낙스 | 전극 조립체 및 전극 조립체와 전지의 제조 방법 |
| EP3507242B1 (en) | 2016-09-01 | 2021-07-14 | COMPOSITE MATERIALS TECHNOLOGY, Inc. | Nano-scale/nanostructured si coating on valve metal substrate for lib anodes |
| KR102098154B1 (ko) * | 2016-09-09 | 2020-04-08 | 주식회사 엘지화학 | 3차원 망상 구조의 전극 집전체를 포함하는 전극 |
| JP6857731B2 (ja) * | 2016-12-06 | 2021-04-14 | ナショナル インスティテュート オブ フォレスト サイエンスNational Institute Of Forest Science | 紙集電体、その製造方法およびこれを含む電気化学素子 |
| JP6927012B2 (ja) * | 2017-12-15 | 2021-08-25 | トヨタ自動車株式会社 | 蓄電デバイス用電極の製造方法、蓄電デバイス用電極および蓄電デバイス |
| KR101954134B1 (ko) * | 2017-12-19 | 2019-03-05 | 주식회사 제낙스 | 분리막 및 분리막의 제조 방법 |
| DE102018112641A1 (de) * | 2018-05-25 | 2019-11-28 | Volkswagen Aktiengesellschaft | Lithiumanode und Verfahren zu deren Herstellung |
| KR102355101B1 (ko) | 2018-10-18 | 2022-02-04 | 주식회사 엘지에너지솔루션 | 삼차원 구조 전극 및 이를 포함하는 전기화학소자 |
| CN109713215B (zh) * | 2018-12-25 | 2022-03-11 | 深圳市倍特力电池有限公司 | 补锂负极片及其制备方法、锂离子电池 |
| CN110544761B (zh) * | 2019-09-09 | 2021-03-09 | 广州鹏辉能源科技股份有限公司 | 电极片的制备和评价方法、柔性多孔正极片的制备方法 |
| WO2022237967A1 (en) * | 2021-05-11 | 2022-11-17 | MAX-PLANCK-Gesellschaft zur Förderung der Wissenschaften e.V. | Electrode and battery |
| KR20230018802A (ko) * | 2021-07-30 | 2023-02-07 | 주식회사 엘지에너지솔루션 | 이차 전지용 전극, 이의 제조방법, 및 상기 전극을 포함하는 이차 전지 |
| EP4368314A1 (en) * | 2022-11-11 | 2024-05-15 | batene GmbH | Three-dimensional network of metal fibers and production method |
| EP4368384A1 (en) * | 2022-11-11 | 2024-05-15 | batene GmbH | Composite network structure |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61110966A (ja) | 1984-11-05 | 1986-05-29 | Sanyo Electric Co Ltd | アルカリ蓄電池用電極の製造方法 |
| JPH10321216A (ja) * | 1997-05-15 | 1998-12-04 | Nippon Glass Fiber Co Ltd | リチウム二次電池正極体およびこれを用いた二次電池 |
| JP3863689B2 (ja) | 1999-09-17 | 2006-12-27 | 三洋電機株式会社 | アルカリ蓄電池用水素吸蔵合金電極及びアルカリ蓄電池 |
| JP4630432B2 (ja) | 2000-08-09 | 2011-02-09 | キヤノン株式会社 | 光電変換装置 |
| FR2822296A1 (fr) * | 2001-03-19 | 2002-09-20 | Atofina | Elements de batteries lithium-ion fabriques a partir d'une poudre microcomposite a base d'une charge et d'un fluoropolymere |
| JP3992529B2 (ja) * | 2002-04-12 | 2007-10-17 | 日立マクセル株式会社 | 非水電解質二次電池 |
| US7227737B2 (en) | 2004-04-02 | 2007-06-05 | Maxwell Technologies, Inc. | Electrode design |
| JP2006120437A (ja) * | 2004-10-21 | 2006-05-11 | Matsushita Electric Ind Co Ltd | 固体電解質電池 |
| JP4182060B2 (ja) * | 2005-01-17 | 2008-11-19 | シャープ株式会社 | リチウム二次電池 |
| JP4877475B2 (ja) | 2005-11-17 | 2012-02-15 | ソニー株式会社 | 負極および電池 |
| JP5200339B2 (ja) * | 2006-06-16 | 2013-06-05 | パナソニック株式会社 | 非水電解質二次電池 |
| JP5398962B2 (ja) * | 2006-06-30 | 2014-01-29 | 三洋電機株式会社 | リチウム二次電池及びその製造方法 |
| JP4778034B2 (ja) | 2008-01-30 | 2011-09-21 | パナソニック株式会社 | 非水系二次電池の製造方法 |
| JP2009212113A (ja) * | 2008-02-29 | 2009-09-17 | Nippon Zeon Co Ltd | 電気化学素子電極用シートの製造方法 |
| JP4844849B2 (ja) * | 2008-04-23 | 2011-12-28 | ソニー株式会社 | リチウムイオン二次電池用負極およびリチウムイオン二次電池 |
| US8936874B2 (en) * | 2008-06-04 | 2015-01-20 | Nanotek Instruments, Inc. | Conductive nanocomposite-based electrodes for lithium batteries |
| JP5258499B2 (ja) * | 2008-10-15 | 2013-08-07 | 日立マクセル株式会社 | 非水二次電池 |
| JP5499532B2 (ja) | 2009-07-02 | 2014-05-21 | 日本ゼオン株式会社 | リチウムイオン二次電池用電極の製造方法及び複合粒子 |
| KR101088073B1 (ko) * | 2010-10-16 | 2011-12-01 | 주식회사 샤인 | 금속 장섬유를 포함하는 전극 구조를 갖는 전지 및 이의 제조 방법 |
-
2011
- 2011-04-06 KR KR1020110031917A patent/KR101806547B1/ko active IP Right Grant
-
2012
- 2012-04-04 WO PCT/KR2012/002517 patent/WO2012138115A2/ko active Application Filing
- 2012-04-04 CN CN201280017338.7A patent/CN103620828B/zh not_active Expired - Fee Related
- 2012-04-04 EP EP12768144.3A patent/EP2696399B1/en not_active Not-in-force
- 2012-04-04 JP JP2014503593A patent/JP6053751B2/ja not_active Expired - Fee Related
- 2012-04-04 ES ES12768144T patent/ES2719268T3/es active Active
- 2012-04-04 US US14/110,180 patent/US9929409B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP2696399A4 (en) | 2014-10-01 |
| KR101806547B1 (ko) | 2018-01-10 |
| EP2696399A2 (en) | 2014-02-12 |
| KR20120114117A (ko) | 2012-10-16 |
| WO2012138115A3 (ko) | 2013-01-10 |
| EP2696399B1 (en) | 2019-01-16 |
| JP2014510386A (ja) | 2014-04-24 |
| US20140030605A1 (en) | 2014-01-30 |
| US9929409B2 (en) | 2018-03-27 |
| ES2719268T3 (es) | 2019-07-09 |
| CN103620828B (zh) | 2017-01-25 |
| CN103620828A (zh) | 2014-03-05 |
| WO2012138115A2 (ko) | 2012-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6053751B2 (ja) | 金属繊維を含む電極構造体を有する電池、及び前記電極構造体の製造方法 | |
| KR101088073B1 (ko) | 금속 장섬유를 포함하는 전극 구조를 갖는 전지 및 이의 제조 방법 | |
| JP6625593B2 (ja) | 電極の製造方法 | |
| EP3016187B1 (en) | Current collector for secondary battery and electrode using same | |
| JP6188914B2 (ja) | 不織布集電体、これを用いた電池の製造方法及びその製造システム | |
| JP6165157B2 (ja) | 電極組立体、その製造方法、並びに電池の充電及び放電方法 | |
| WO2010137415A1 (ja) | リチウムイオン二次電池用負極及びこれを用いた電池 | |
| CA2771969A1 (en) | High performance electrodes | |
| KR101817418B1 (ko) | 음극 활물질 및 이의 제조방법 | |
| KR20130116420A (ko) | 리튬 이차 전지용 음극 조립체 및 이의 제조 방법 | |
| JP2023511234A (ja) | リチウム二次電池用電極の製造方法 | |
| JP2011029136A (ja) | 二次電池用電極、二次電池、及び二次電池用電極の製造方法 | |
| JP2011029135A (ja) | 二次電池用電極、二次電池、及び二次電池用電極の製造方法 | |
| US20230378441A1 (en) | Positive Electrode Active Material for Secondary Battery, Manufacturing Method Thereof, Freestanding Film Comprising the Same, Dry Electrode and Secondary Battery Comprising Dry Electrode | |
| WO2015111195A1 (ja) | 電気デバイス用負極およびこれを用いた電気デバイス | |
| KR20120054143A (ko) | 이차전지용 전극, 그 제조방법 및 이를 포함한 이차전지 | |
| KR20130124257A (ko) | 전극 조립체, 이의 제조 방법, 및 전지의 충전 및 방전 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131004 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20131129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140930 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141226 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150130 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150227 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150721 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151021 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160315 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160726 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6053751 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |