JP6037908B2 - 次元性文書切断用媒体供給システムおよびその製造と使用の方法 - Google Patents
次元性文書切断用媒体供給システムおよびその製造と使用の方法 Download PDFInfo
- Publication number
- JP6037908B2 JP6037908B2 JP2013060301A JP2013060301A JP6037908B2 JP 6037908 B2 JP6037908 B2 JP 6037908B2 JP 2013060301 A JP2013060301 A JP 2013060301A JP 2013060301 A JP2013060301 A JP 2013060301A JP 6037908 B2 JP6037908 B2 JP 6037908B2
- Authority
- JP
- Japan
- Prior art keywords
- media
- cutting
- sheet
- feeder
- cutting machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images












Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D5/00—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D5/20—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed
- B26D5/30—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier
- B26D5/34—Arrangements for operating and controlling machines or devices for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting with interrelated action between the cutting member and work feed having the cutting member controlled by scanning a record carrier scanning being effected by a photosensitive device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/01—Means for holding or positioning work
- B26D7/015—Means for holding or positioning work for sheet material or piles of sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/20—Controlling associated apparatus
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H9/00—Registering, e.g. orientating, articles; Devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/3806—Cutting-out; Stamping-out wherein relative movements of tool head and work during cutting have a component tangential to the work surface
- B26F1/3813—Cutting-out; Stamping-out wherein relative movements of tool head and work during cutting have a component tangential to the work surface wherein the tool head is moved in a plane parallel to the work in a coordinate system fixed with respect to the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/50—Occurence
- B65H2511/51—Presence
- B65H2511/514—Particular portion of element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/131—Edges
- B65H2701/1311—Edges leading edge
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Handling Of Sheets (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Machines For Manufacturing Corrugated Board In Mechanical Paper-Making Processes (AREA)
- Sheets, Magazines, And Separation Thereof (AREA)
- Control Of Cutting Processes (AREA)
- Details Of Cutting Devices (AREA)
Description
Claims (15)
- 媒体供給および切断システムであって、
切断面およびデジタル切断装置を含む媒体切断機と、
媒体のシートを支持するように構成された媒体インフィード容器と、
前記切断面に隣接して配置されるまたは接続される第1のフィーダであって、前記第1のフィーダは前記媒体切断機に向かって前記インフィード容器から個々の媒体のシートを自動的に搬送するように構成された第1のフィード装置を含む、前記第1のフィーダと、
前記切断面に媒体の個々のシートを位置決めするように構成されたポジショナであって、前記媒体切断機内に配置される第1のフィードニップを含む第2のフィード装置を含む前記ポジショナと、
切断された媒体のシートを受け取るように構成されたアウトフィード容器と、
前記切断面に隣接して配置されたまたは接続された第2のフィーダであって、前記第2のフィーダは切断された媒体のシートを前記媒体切断機から前記アウトフィード容器へ自動的に搬送するように構成された、前記第2のフィーダと、
前記媒体切断機、前記第1のフィーダ、前記ポジショナおよび前記第2のフィーダを動作するように構成されたプロセッサと、
前記シートのデータを読み取るように構成されたセンサをさらに含み、
自動モードでは、電源がオンされた後、前記センサは、スタックの一番上の前記シートにおける前記データに含まれる情報コードを読みとり、読みとった前記情報コードに対応して切断に使用されるべきファイルに関する信号を前記媒体切断機に送信し、
他方、一部手動モードでは、前記媒体切断機が、オペレータが識別した切断プログラムに対応する切断ファイルを受信する、媒体供給および切断システム。 - 前記ポジショナは媒体のシートの最初の縁端を検知する第1のセンサを含み、
さらに、前記媒体切断機の内側に第2のセンサを備え、
前記シートは、前記シートの前記最初の縁端が前記第1のセンサで検知されるまで前方方向に移動した後、前記第1のフィードニップに入ってその最初の縁端が前記第2のセンサで検知されるまで前進しつづけ、
その最初の縁端が前記第2のセンサで検知された後、前記シートの移動方向が反転して、前記シートは、前記第2のセンサよる検知によって正しく位置あわせされるまで逆方向に移動し、
前記シートが正しく位置あわせされて、前記第1のフィードニップが停止した時点で、前記情報コードが存在するか否かが判定される、
請求項1に記載の媒体供給および切断システム。 - 前記第1のフィードニップは前記媒体切断機内で媒体のシートを前後方向に移動するように構成された請求項1に記載の媒体供給および切断システム。
- 前記第2のフィード装置は前記ポジショナの一部、および前記第2のフィーダの両方として動作する請求項1に記載の媒体供給および切断システム。
- 前記プロセッサは前記第1のフィーダを動作するように構成された第1のプロセッサ、および前記ポジショナ、前記媒体切断機、および前記第2のフィーダを動作するように構成された第2のプロセッサを含む請求項1に記載の媒体供給および切断システム。
- 前記プロセッサは、前記第1のフィーダ、前記ポジショナ、前記媒体切断機、および前記第2のフィーダを動作するように構成された1つのプロセッサである請求項1に記載の媒体供給および切断システム。
- 媒体のシートは事前に印刷されている請求項1に記載の媒体供給および切断システム。
- 前記第1のフィード装置および前記切断面の間に位置し、前記媒体切断機に向かって媒体の個々のシートを移動させる第1のバッフルおよび第2のバッフルをさらに含む請求項1に記載の媒体供給および切断システム。
- 媒体の個々のシートを前記切断面上に移動させる第4のバッフルをさらに含む請求項8に記載の媒体供給および切断システム。
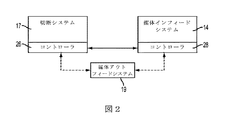
- 媒体供給システムであって、
媒体インフィード容器と、
デジタル切断機と、
前記デジタル切断機の一次側に後付けされるように構成された第1のフィーダであって、前記第1のフィーダは媒体の個々のシートを前記媒体インフィード容器から前記デジタル切断機に前方フィード方向に自動的に搬送するように構成された第1のフィード装置を含む、第1のフィーダと、
媒体アウトフィード容器と、
媒体の個々のシートを前記デジタル切断機から前記媒体アウトフィード容器に自動的に搬送するように構成された第2のフィーダと、
前記第1のフィーダ、前記第2のフィーダ、および前記デジタル切断機を動作するように構成されたプロセッサであって、前記プロセッサは、前記第1のフィーダを動作するように構成されたフィーダプロセッサを含み、前記フィーダプロセッサは、データ転送サブシステムにより前記切断機を動作するように構成された切断機プロセッサに接続された、前記プロセッサと、を備え、
前記媒体としてのシートのデータを読み取るように構成されたセンサをさらに含み、
自動モードでは、電源がオンされた後、前記センサは、スタックの一番上の前記シートにおける前記データに含まれる情報コードを読みとり、読みとった前記情報コードに対応して切断に使用されるべきファイルに関する信号を前記デジタル切断機に送信し、
他方、一部手動モードでは、前記デジタル切断機が、オペレータが識別した切断プログラムに対応する切断ファイルを受信する、媒体供給システム。 - デジタル切断機の切断面に、および前記切断面から媒体を供給する方法であって、
第1のフィード装置を含む自動第1のフィーダを使用して個々のシートを保持するように構成されたインフィード容器から媒体のシートを取得するステップと、
前記第1のフィーダを使用して媒体のシートを前方フィード方向に第1および第2のバッフルとの間で前記切断面に自動的に移動するステップと、
前記切断面に媒体のシートを自動的に配置するステップと、
前記切断面上に所望の位置で媒体のシートを位置決めするために第2のフィード装置を使用して後方フィード方向に媒体のシートを移動するステップと、
媒体のシートを切断するステップと、
切断された媒体のシートを自動的に前記切断機外に供給するステップと、
アウトフィード容器に媒体のシートを放出するステップと、
センサで前記シートのデータを読み取るステップと、
自動モードでは、電源がオンされた後、前記センサが、スタックの一番上の前記シートにおける前記データに含まれる情報コードを読みとって、読みとった前記情報コードに対応して切断に使用されるべきファイルに関する信号を前記デジタル切断機に送信する一方、一部手動モードでは、前記デジタル切断機が、オペレータが識別した切断プログラムに対応する切断ファイルを受信するステップと、
を含む方法。 - 前記第1のフィード装置および前記第2のフィード装置との間に配置される第3のフィード装置を用いて、前記第1のフィード装置から媒体のシートを自動的に移動させるステップをさらに含む請求項11に記載の方法。
- 前記切断機プロセッサは、前記第2のフィーダを動作するように構成された請求項10に記載の媒体供給システム。
- 前記フィーダプロセッサは、前記第2のフィーダを動作するように構成された請求項10に記載の媒体供給システム。
- 前記第2のフィード装置は、フィードニップを含む請求項12に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/439,369 | 2012-04-04 | ||
| US13/439,369 US8827580B2 (en) | 2012-04-04 | 2012-04-04 | Media feeding system for cutting dimensional documents and methods of making and using same |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013216096A JP2013216096A (ja) | 2013-10-24 |
| JP2013216096A5 JP2013216096A5 (ja) | 2016-04-21 |
| JP6037908B2 true JP6037908B2 (ja) | 2016-12-07 |
Family
ID=49210087
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013060301A Expired - Fee Related JP6037908B2 (ja) | 2012-04-04 | 2013-03-22 | 次元性文書切断用媒体供給システムおよびその製造と使用の方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8827580B2 (ja) |
| JP (1) | JP6037908B2 (ja) |
| CN (1) | CN103358346B (ja) |
| BR (1) | BR102013007910A2 (ja) |
| DE (1) | DE102013205515A1 (ja) |
| MX (1) | MX2013003601A (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10245803B2 (en) * | 2013-03-13 | 2019-04-02 | Xerox Corporation | Apparatus, system and method for cutting and creasing media |
| JP6218595B2 (ja) * | 2013-12-25 | 2017-10-25 | キヤノン株式会社 | シート処理装置及び画像形成装置 |
| JP6913478B2 (ja) * | 2017-02-20 | 2021-08-04 | 株式会社Screenホールディングス | 印刷装置及び印刷方法 |
| CN108098920B (zh) * | 2018-01-16 | 2024-07-02 | 宁波沃瑞印刷技术有限公司 | 一种数码页式标签模切机 |
| JP7322582B2 (ja) * | 2019-08-09 | 2023-08-08 | 株式会社リコー | シート加工装置、画像形成システム |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3866901A (en) | 1973-10-01 | 1975-02-18 | Xerox Corp | Reverse buckle feeder |
| US4368881A (en) | 1979-06-27 | 1983-01-18 | Savin Corporation | Friction paper feeder |
| JPH01101171A (ja) * | 1987-10-09 | 1989-04-19 | Internatl Business Mach Corp <Ibm> | 連続紙・カット紙供給装置 |
| US5275077A (en) | 1991-02-27 | 1994-01-04 | Mimaki Engineering Co., Ltd. | Method of forming perforated cut line by cutting plotter |
| JPH05132198A (ja) * | 1991-11-06 | 1993-05-28 | Brother Ind Ltd | 手差し給紙装置 |
| JPH0544592U (ja) | 1991-11-26 | 1993-06-15 | 武藤工業株式会社 | プロツタにおける用紙自動切断装置 |
| JP3289153B2 (ja) | 1992-11-11 | 2002-06-04 | 武藤工業株式会社 | プロッタのシート切断方法 |
| AU5611394A (en) * | 1992-11-19 | 1994-06-08 | Dana-Farber Cancer Institute | Antibodies for gm-csf receptor and uses thereof |
| US5435538A (en) | 1994-01-03 | 1995-07-25 | Xerox Corporation | Retard roll with integral torque limiting slip clutch with reversing bias |
| US5829898A (en) * | 1995-08-29 | 1998-11-03 | Dynetics Engineering Corporation | Printing assembly with discrete load enhancement apparatus and method |
| US6109745A (en) * | 1998-07-17 | 2000-08-29 | Eastman Kodak Company | Borderless ink jet printing on receivers |
| JP4366547B2 (ja) * | 1999-12-28 | 2009-11-18 | ブラザー工業株式会社 | ラミネート装置 |
| US6664995B2 (en) | 2002-02-06 | 2003-12-16 | Brady Worldwide, Inc. | Label media-specific plotter cutter depth control |
| US6863273B2 (en) * | 2002-02-12 | 2005-03-08 | Bowe Bell & Howell Company | Document handling apparatus with dynamic infeed mechanism and related method |
| JP4107261B2 (ja) * | 2003-11-14 | 2008-06-25 | セイコーエプソン株式会社 | カッタ機構を備えたプリンタ |
| JP4238811B2 (ja) * | 2004-10-21 | 2009-03-18 | コニカミノルタビジネステクノロジーズ株式会社 | 用紙断裁装置及び用紙後処理装置 |
| US7934718B2 (en) | 2005-03-24 | 2011-05-03 | Xerox Corporation | Sheet feeding of faster rate printing systems with plural slower rate sheet feeders |
| US7588245B2 (en) | 2005-11-03 | 2009-09-15 | Xerox Corporation | Friction retard sheet feeder |
| US7746524B2 (en) | 2005-12-23 | 2010-06-29 | Xerox Corporation | Bi-directional inverter printing apparatus and method |
| US7559549B2 (en) | 2006-12-21 | 2009-07-14 | Xerox Corporation | Media feeder feed rate |
| US8056897B2 (en) | 2007-03-29 | 2011-11-15 | Xerox Corporation | Moving sensor for sheet edge position measurement |
| JP4990001B2 (ja) | 2007-03-30 | 2012-08-01 | 株式会社ミマキエンジニアリング | プリンタ・プロッタ装置 |
| US7731188B2 (en) | 2007-07-18 | 2010-06-08 | Xerox Corporation | Sheet registration system with auxiliary nips |
| US9132599B2 (en) | 2008-09-05 | 2015-09-15 | Xerox Corporation | System and method for image registration for packaging |
| JP2010188427A (ja) | 2009-02-13 | 2010-09-02 | Mimaki Engineering Co Ltd | カッティングプロッタおよびそのカット方法 |
| EP2470461B1 (en) * | 2009-08-26 | 2019-10-02 | Provo Craft & Novelty, Inc. | Crafting apparatus including a workpiece feed path bypass assembly and workpiece feed path analyzer |
| JP2011121777A (ja) * | 2009-12-14 | 2011-06-23 | Ricoh Elemex Corp | 給紙搬送装置 |
| US8328706B2 (en) | 2009-12-17 | 2012-12-11 | Xerox Corporation | System and method for converting a printed substrate |
| US8316749B2 (en) * | 2010-05-13 | 2012-11-27 | Eastman Kodak Company | Finisher for cutting or scoring receiver |
-
2012
- 2012-04-04 US US13/439,369 patent/US8827580B2/en active Active
-
2013
- 2013-03-22 JP JP2013060301A patent/JP6037908B2/ja not_active Expired - Fee Related
- 2013-03-27 MX MX2013003601A patent/MX2013003601A/es not_active Application Discontinuation
- 2013-03-27 DE DE102013205515A patent/DE102013205515A1/de not_active Withdrawn
- 2013-04-02 BR BRBR102013007910-3A patent/BR102013007910A2/pt not_active Application Discontinuation
- 2013-04-03 CN CN201310115982.4A patent/CN103358346B/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20130266358A1 (en) | 2013-10-10 |
| US8827580B2 (en) | 2014-09-09 |
| DE102013205515A1 (de) | 2013-10-10 |
| CN103358346B (zh) | 2019-01-22 |
| MX2013003601A (es) | 2014-05-09 |
| CN103358346A (zh) | 2013-10-23 |
| JP2013216096A (ja) | 2013-10-24 |
| BR102013007910A2 (pt) | 2015-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9802330B2 (en) | Document production system and method with automated die exchange | |
| JP6037908B2 (ja) | 次元性文書切断用媒体供給システムおよびその製造と使用の方法 | |
| US10245803B2 (en) | Apparatus, system and method for cutting and creasing media | |
| JP5410354B2 (ja) | シート処理装置 | |
| TWI534751B (zh) | 票券發行裝置及票券發行方法 | |
| US10087035B2 (en) | Sheet post-processing device which folds a conveyed sheet at two or more positions | |
| CN107107465A (zh) | 集成桌面3d打印设备 | |
| JP2007091369A (ja) | シート処理装置、および画像形成装置 | |
| JP4478397B2 (ja) | 印刷装置及び印刷方法 | |
| JP4861215B2 (ja) | シート処理装置及び画像形成装置 | |
| US11299365B2 (en) | Variable rotation of paddle for finisher | |
| US8313187B2 (en) | Modular RFID imaging device option | |
| JP4391216B2 (ja) | 非接触icタグを利用した乱丁検知機、増落丁検知機、製本機、乱丁検知方法、増落丁検知方法 | |
| JP2007084269A (ja) | シート処理装置および画像形成装置 | |
| JP2023148900A (ja) | 丁合装置 | |
| JP5176630B2 (ja) | 3帳票型ランダム製本機 | |
| JP5586643B2 (ja) | 用紙処理装置及び用紙搬送方法 | |
| JP5571723B2 (ja) | 用紙処理装置及び用紙搬送方法 | |
| JP3028968U (ja) | 用紙格納装置 | |
| JP2006188292A (ja) | 給紙装置及びプリンティングシステム | |
| JP2007084159A (ja) | シート処理装置および画像形成装置 | |
| JP2006212959A (ja) | 画像形成システム | |
| JP2015006747A (ja) | 丁合機及び該丁合機を備える製本システム | |
| JP2014019099A (ja) | 画像形成システム及び画像形成システム通信制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160303 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160303 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20160303 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20160328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161011 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161101 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6037908 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |