JP6000322B2 - ダイ供給装置 - Google Patents
ダイ供給装置 Download PDFInfo
- Publication number
- JP6000322B2 JP6000322B2 JP2014244337A JP2014244337A JP6000322B2 JP 6000322 B2 JP6000322 B2 JP 6000322B2 JP 2014244337 A JP2014244337 A JP 2014244337A JP 2014244337 A JP2014244337 A JP 2014244337A JP 6000322 B2 JP6000322 B2 JP 6000322B2
- Authority
- JP
- Japan
- Prior art keywords
- pot
- push
- die
- dicing sheet
- clamp
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Die Bonding (AREA)
- Dicing (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Description
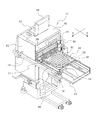
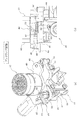
図1に示すように、本実施例のダイ供給装置11は、マガジン保持部12(トレイタワー)、パレット引き出しテーブル13、パレット引き出し機構14、サブロボット15、シャトル機構16、反転機構17、突き上げ機構18(図3参照)、NGコンベア19、ノズルチェンジャー20等を備えた構成となっている。このダイ供給装置11は、図2に示すように、部品実装機25のフィーダセット用スロットにパレット引き出しテーブル13を差し込んだ状態にセットされる。
小さいダイ21の場合は、サブロボット15→シャトルノズル26→部品実装機25の吸着ノズルへのダイ21のつかみ替えが困難であるので、マガジン保持部12からウエハパレット22を部品実装機用引き出し位置に引き出して、当該ウエハパレット22のダイシングシート上のダイ21を部品実装機25の吸着ノズルで直接ピックアップする。
ダイ21のつかみ替えが可能なサイズのダイ21の場合は、実装時間を短縮することを目的として、マガジン保持部12内のマガジンからウエハパレット22をサブロボット用引き出し位置に引き出して、サブロボット15の吸着ノズルで当該ウエハパレット22のダイシングシート上のダイ21をピックアップし、当該ダイ21をシャトル機構16のシャトルノズル26で受け取って所定のピックアップ位置まで移送し、このピックアップ位置で、シャトル機構16のシャトルノズル26からダイ21を部品実装機25の吸着ノズルでピックアップする。
トレイ部品の場合は、マガジン保持部12内のマガジンからトレイパレットを部品実装機用引き出し位置に引き出して、当該トレイパレット上のトレイ部品を部品実装機25の吸着ノズルで直接ピックアップする。
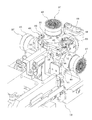
突き上げポット27は、ベース部材41と、該ベース部材41に複数本(例えば2本)のスライド軸42を介して上下動可能に組み付けられたポット本体43とから構成され、各スライド軸42の上端部にポット本体43が固定され、各スライド軸42がベース部材41に設けられたスプリングケース44内のスプリング等の第1の付勢手段で上方に付勢されることで、ポット本体43が上方に付勢されている。
ポット取付部55に取り付けた突き上げポット27を取り外す場合は、まず、作業者の指先でクランプレバー52を図7に示すクランプ位置から図6に示すアンクランプ位置に回動させる。これにより、クランプ軸50の下端部の係合ピン51が逃げ溝61の真下に位置し、クランプ軸50をクランプ孔60から抜き出し可能な状態になるため、突き上げポット27をそのまま真上に引き上げれば、クランプ軸50がクランプ孔60から抜き出されて突き上げポット27がポット取付部55から取り外される。
その他、本発明は、ダイ供給装置11の構成を適宜変更しても良い等、要旨を逸脱しない範囲内で種々変更して実施できることは言うまでもない。
Claims (4)
- 碁盤目状にダイシングされたウエハが貼着された伸縮可能なダイシングシートを張ったウエハパレットと、前記ダイシングシートの下方に配置された突き上げポットを上下動させる突き上げ機構と、前記ダイシングシート上のウエハから分割されたダイを吸着する吸着ノズルとを備え、前記吸着ノズルで前記ダイシングシート上のダイを吸着してピックアップする際に、前記ダイシングシートのうちの吸着しようとするダイの貼着部分をその真下から前記突き上げポットで突き上げて該ダイの貼着部分をダイシングシートから部分的に剥離させながら、前記吸着ノズルで該ダイを吸着して前記ダイシングシートからピックアップするダイ供給装置において、
前記突き上げポットは、ベース部材と、該ベース部材上に複数本のスライド軸を介して上下動可能に組み付けられたポット本体とから構成されていると共に、該ポット本体を上方に付勢する第1の付勢手段が設けられ、
前記ポット本体には、前記突き上げポットの突き上げ動作時に該ポット本体の上端面が前記ダイシングシートに接触する位置で該ポット本体の上昇を停止させるためのストッパが設けられ、
前記突き上げ機構のポット取付部に、前記突き上げポットを、少なくとも、前記ポット本体の径又は該ポット本体内に設けられた突き上げピンの径が異なる複数種類の他の突き上げポットと交換可能に係合保持するクランプ機構を備え、
前記ベース部材には、前記クランプ機構のクランプ軸が上下方向に貫通されて回動可能且つ上下動可能に支持され、
前記クランプ軸の上端部には、該クランプ軸の回動位置を前記クランプ機構により前記突き上げポットを係合する係合位置とその係合を解除する係合解除位置との間で切り換える着脱操作部が設けられていると共に、該クランプ軸のうちの前記着脱操作部と前記ベース部材との間には、該クランプ軸を上方に付勢して前記クランプ機構による前記突き上げポットの係合状態を保持する第2の付勢手段が設けられていることを特徴とするダイ供給装置。 - 前記突き上げ機構は、前記突き上げポットの突き上げ動作時に前記ポット本体の上端面が前記ダイシングシートに接触する位置で前記ストッパが固定壁に当接して該ポット本体の上昇を停止した後も前記ポット取付部を所定量上昇させることで、該ポット本体内に設けられた突き上げピンを該ポット本体の上端面の孔から上方に突出させて前記ダイシングシートを突き上げることを特徴とする請求項1に記載のダイ供給装置。
- 前記クランプ機構は、前記ベース部材に1箇所のみに設けられていることを特徴とする請求項1又は2に記載のダイ供給装置。
- 前記突き上げ機構には、複数のポット取付部が設けられ、
前記複数のポット取付部に係合保持された複数の突き上げポットの中から前記ダイシングシート上のダイのサイズ又は種類に応じた突き上げポットを突き上げ動作位置に位置させるように前記複数のポット取付部の位置を移動させるポット移動機構を備えていることを特徴とする請求項1乃至3のいずれかに記載のダイ供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014244337A JP6000322B2 (ja) | 2014-12-02 | 2014-12-02 | ダイ供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014244337A JP6000322B2 (ja) | 2014-12-02 | 2014-12-02 | ダイ供給装置 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011026790A Division JP5825706B2 (ja) | 2011-02-10 | 2011-02-10 | ダイ供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015062253A JP2015062253A (ja) | 2015-04-02 |
| JP6000322B2 true JP6000322B2 (ja) | 2016-09-28 |
Family
ID=52821480
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014244337A Active JP6000322B2 (ja) | 2014-12-02 | 2014-12-02 | ダイ供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6000322B2 (ja) |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0625963Y2 (ja) * | 1988-07-29 | 1994-07-06 | 松下電器産業株式会社 | 電子部品実装装置 |
| JPH0625964Y2 (ja) * | 1988-11-10 | 1994-07-06 | 松下電器産業株式会社 | ダイエジェクタ装置 |
| GB9006035D0 (en) * | 1990-03-16 | 1990-05-09 | Emhart Deutschland | Die eject system for die bonder |
| JP3245961B2 (ja) * | 1992-05-21 | 2002-01-15 | ソニー株式会社 | チップ突き上げ装置 |
| JP3817894B2 (ja) * | 1998-04-06 | 2006-09-06 | 三菱電機株式会社 | チップ突き上げ装置及びそれを用いたダイボンディング装置 |
| JP2003264203A (ja) * | 2002-03-11 | 2003-09-19 | Hitachi Ltd | 半導体装置の製造方法 |
| US7470120B2 (en) * | 2005-12-01 | 2008-12-30 | Asm Assembly Automation, Ltd. | Configurable die detachment apparatus |
| JP2007220905A (ja) * | 2006-02-16 | 2007-08-30 | Shibuya Kogyo Co Ltd | 板状物品のピックアップ装置 |
| KR20070120319A (ko) * | 2006-06-19 | 2007-12-24 | 삼성전자주식회사 | 한 쌍의 이젝터들을 구비하는 반도체 칩의 탈착 장치 및이를 이용한 반도체 칩의 탈착 방법 |
| JP4987400B2 (ja) * | 2006-09-14 | 2012-07-25 | 芝浦メカトロニクス株式会社 | 半導体チップの突き上げ装置 |
| JP4333769B2 (ja) * | 2007-04-09 | 2009-09-16 | パナソニック株式会社 | チップ実装装置およびチップ実装装置における剥離促進ヘッドの交換方法 |
| JP2010045296A (ja) * | 2008-08-18 | 2010-02-25 | Ueno Seiki Kk | 突上げ装置の突上げステージ |
| JP2010129949A (ja) * | 2008-12-01 | 2010-06-10 | Fuji Mach Mfg Co Ltd | 部品供給装置 |
-
2014
- 2014-12-02 JP JP2014244337A patent/JP6000322B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015062253A (ja) | 2015-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5825706B2 (ja) | ダイ供給装置 | |
| CN101286461B (zh) | 芯片安装设备及芯片安装设备中的剥离促进头更换方法 | |
| JP5669137B2 (ja) | ダイピックアップ装置 | |
| JP2010129949A (ja) | 部品供給装置 | |
| JP5686469B2 (ja) | ダイ供給装置 | |
| JP5941701B2 (ja) | ダイボンダ | |
| JP6037412B2 (ja) | バックアップピン及びバックアップピン自動交換システム | |
| JP2013004895A (ja) | 部品実装機 | |
| JP2012174742A (ja) | ダイピックアップ装置 | |
| JP5174432B2 (ja) | 部品供給装置 | |
| JP6049221B2 (ja) | ダイ供給装置 | |
| JP5769349B2 (ja) | 部品供給装置 | |
| JP6499768B2 (ja) | 部品実装機、部品保持部材撮像方法 | |
| JP6103745B2 (ja) | 突き上げ高さ計測システム | |
| JP6000322B2 (ja) | ダイ供給装置 | |
| JP5652868B2 (ja) | ウエハパレット及び部品実装機並びにダイシングシートの取付方法 | |
| JPH06216596A (ja) | 実装機におけるノズル交換装置 | |
| JP5777202B2 (ja) | ダイピックアップ装置 | |
| JP5871953B2 (ja) | ノズル取出装置、部品実装システム | |
| JP7657922B2 (ja) | 部品突上げ装置及び部品実装装置 | |
| JP3507279B2 (ja) | 電子部品装着方法および装着装置 | |
| KR20230163406A (ko) | 콜릿 교환 기구 | |
| JP6334972B2 (ja) | 部品装着装置 | |
| JP5773490B2 (ja) | ダイ突き上げ動作管理システム | |
| JP5627362B2 (ja) | ダイ供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150807 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150817 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160426 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160829 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160830 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6000322 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |