JP5925060B2 - 粉体粒子の熱処理装置及びトナーの製造方法 - Google Patents
粉体粒子の熱処理装置及びトナーの製造方法 Download PDFInfo
- Publication number
- JP5925060B2 JP5925060B2 JP2012133571A JP2012133571A JP5925060B2 JP 5925060 B2 JP5925060 B2 JP 5925060B2 JP 2012133571 A JP2012133571 A JP 2012133571A JP 2012133571 A JP2012133571 A JP 2012133571A JP 5925060 B2 JP5925060 B2 JP 5925060B2
- Authority
- JP
- Japan
- Prior art keywords
- powder particles
- particles
- heat treatment
- powder
- processing chamber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images










Classifications
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0812—Pretreatment of components
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0804—Preparation methods whereby the components are brought together in a liquid dispersing medium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B17/00—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement
- F26B17/10—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed by fluid currents, e.g. issuing from a nozzle, e.g. pneumatic, flash, vortex or entrainment dryers
- F26B17/101—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed by fluid currents, e.g. issuing from a nozzle, e.g. pneumatic, flash, vortex or entrainment dryers the drying enclosure having the shape of one or a plurality of shafts or ducts, e.g. with substantially straight and vertical axis
- F26B17/103—Machines or apparatus for drying materials in loose, plastic, or fluidised form, e.g. granules, staple fibres, with progressive movement with movement performed by fluid currents, e.g. issuing from a nozzle, e.g. pneumatic, flash, vortex or entrainment dryers the drying enclosure having the shape of one or a plurality of shafts or ducts, e.g. with substantially straight and vertical axis with specific material feeding arrangements, e.g. combined with disintegrating means
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0804—Preparation methods whereby the components are brought together in a liquid dispersing medium
- G03G9/0806—Preparation methods whereby the components are brought together in a liquid dispersing medium whereby chemical synthesis of at least one of the toner components takes place
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0808—Preparation methods by dry mixing the toner components in solid or softened state
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/081—Preparation methods by mixing the toner components in a liquefied state; melt kneading; reactive mixing
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03G—ELECTROGRAPHY; ELECTROPHOTOGRAPHY; MAGNETOGRAPHY
- G03G9/00—Developers
- G03G9/08—Developers with toner particles
- G03G9/0802—Preparation methods
- G03G9/0815—Post-treatment
Description
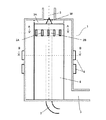
該熱処理装置が、
(1)内部で該粉体粒子の熱処理が行われる円筒形状の処理室と、
(2)該処理室の中心軸上に、該処理室の下端部から上端部に向けて突出するように配置されている、断面が略円形状である柱状部材と、
(3)該柱状部材の外周面に設けられた複数の粉体粒子供給口によって構成されている、該処理室の内部に該粉体粒子を吐出し、供給するための粉体粒子供給手段と、
(4)該処理室の内部に供給された該粉体粒子を熱処理するための熱風を供給するための熱風供給手段と、
(5)該処理室の下端部側に設けられている粉体粒子排出口から、該処理室の内部で熱処理された該粉体粒子を該処理室の外に排出し、回収するための回収手段と、
を有し、
該熱風供給手段が、該熱風が該処理室の内周面に沿って回転しながら該処理室の内部に供給されるように設けられており、
該粉体粒子排出口が、該処理室の内部において回転する該粉体粒子の回転を維持するように、該処理室の外周部に設けられている
ことを特徴とする粉体粒子の熱処理装置に関する。
粉体粒子及びトナーの、重量平均粒径(D4)および個数平均粒径(D1)は、100μmのアパーチャーチューブを備えた細孔電気抵抗法による精密粒度分布測定装置「コールター・カウンター Multisizer 3」(登録商標、ベックマン・コールター社製)と、測定条件設定及び測定データ解析をするための付属の専用ソフト「ベックマン・コールター Multisizer 3 Version3.51」(ベックマン・コールター社製)を用いて、実効測定チャンネル数2万5千チャンネルで測定し、測定データの解析を行い、算出した。
(1)Multisizer 3専用のガラス製250ml丸底ビーカーに前記電解水溶液約200mlを入れ、サンプルスタンドにセットし、スターラーロッドの撹拌を反時計回りで24回転/秒にて行う。そして、解析ソフトの「アパーチャーのフラッシュ」機能により、アパーチャーチューブ内の汚れと気泡を除去しておく。
(2)ガラス製の100ml平底ビーカーに前記電解水溶液約30mlを入れ、この中に分散剤として「コンタミノンN」(非イオン界面活性剤、陰イオン界面活性剤、有機ビルダーからなるpH7の精密測定器洗浄用中性洗剤の10質量%水溶液、和光純薬工業社製)をイオン交換水で3質量倍に希釈した希釈液を約0.3ml加える。
(3)発振周波数50kHzの発振器2個を位相を180度ずらした状態で内蔵し、電気的出力120Wの超音波分散器「Ultrasonic Dispersion System Tetora150」(日科機バイオス社製)の水槽内に所定量のイオン交換水を入れ、この水槽中に前記コンタミノンNを約2ml添加する。
(4)前記(2)のビーカーを前記超音波分散器のビーカー固定穴にセットし、超音波分散器を作動させる。そして、ビーカー内の電解水溶液の液面の共振状態が最大となるようにビーカーの高さ位置を調整する。
(5)前記(4)のビーカー内の電解水溶液に超音波を照射した状態で、トナー約10mgを少量ずつ前記電解水溶液に添加し、分散させる。そして、さらに60秒間超音波分散処理を継続する。尚、超音波分散にあたっては、水槽の水温が10℃以上40℃以下となる様に適宜調節する。
(6)サンプルスタンド内に設置した前記(1)の丸底ビーカーに、ピペットを用いてトナーを分散した前記(5)の電解質水溶液を滴下し、測定濃度が約5%となるように調整する。そして、測定粒子数が50000個になるまで測定を行う。
(7)測定データを装置付属の前記専用ソフトにて解析を行ない、重量平均粒径(D4)および個数平均粒径(D1)を算出する。尚、専用ソフトでグラフ/体積%と設定したときの、分析/体積統計値(算術平均)画面の「平均径」が重量平均粒径(D4)であり、専用ソフトでグラフ/個数%と設定したときの、分析/個数統計値(算術平均)画面の「平均径」が個数平均粒径(D1)である。
粉体粒子又はトナー中の個数基準の微粉量(個数%)は、以下のようにして算出する。
粉体粒子又はトナー中の体積基準の粗粉量(体積%)は、以下のようにして算出する。
粉体粒子又はトナーの平均円形度は、フロー式粒子像分析装置「FPIA−3000型」(シスメックス社製)によって、校正作業時の測定・解析条件で測定する。
粉体粒子又はトナー中における、円形度が0.990以上の粒子の割合は、頻度(%)で表わされる。具体的には、FPIA−3000によって測定した粉体粒子又はトナーの円形度において、頻度テーブルの範囲1.00の頻度(%)の値と、0.990−>1.000の頻度(%)の値を足した値を用いる。
冷却管、撹拌機、及び、窒素導入管のついた反応槽中に、以下の材料を秤量して加えた。
テレフタル酸 17.6質量部
ポリオキシエチレン(2.2)−2,2−ビス(4−ヒドロキシフェニル)プロパン
76.2質量部
チタニウムジヒドロキシビス(トリエタノールアミネート) 0.2質量部
ポリエステル樹脂1:100質量部
パラフィンワックス:6質量部
(最大吸熱ピークのピーク温度:78℃)
3,5−ジ−t−ブチルサリチル酸アルミニウム化合物:1.0質量部
C.I.ピグメントブルー15:3:5質量部
上記の材料を、ヘンシェルミキサー(FM−75型、日本コークス社製)でよく混合した後、2軸混練機(PCM−30型、池貝鉄鋼(株)製)にて混練した。得られた混練物を冷却し、ハンマーミルで粗砕した後、機械式粉砕機(T−250:ターボ工業(株)製)にて微粉砕し、トナー微粉砕品B−1を得た。
トナー粒子a:100質量部
シリカ:3.5質量部
(ゾルゲル法で作製したシリカ微粒子にヘキサメチルジシラザン処理1.5質量%で表面処理した後、分級によって所望の粒度分布に調整したもの。)
酸化チタン:0.5質量部
(アナターゼ形の結晶性を有するメタチタン酸を表面処理したもの。)
本実施例では、図1に示した熱処理装置を用い、トナー粒子a及びトナー粒子Aを熱処理した。
得られた表面改質粒子における、円形度が0.990以上の粒子の頻度b(%)を以下の基準で評価した。
A:25.0<b
B:25.0≦b<30.0
C:30.0≦b<35.0
D:35.0≦b<40.0
E:b≦40.0
また、このとき得られた表面改質粒子について、表面改質粒子中の10.0μm以上の粒子の増加割合s(体積%)を下記の基準で判断した。
s=熱処理後の10.0μm以上の粒子の割合(体積%)−熱処理前の10.0μm以上の粒子の割合(体積%)
A:5.0<s
B:5.0≦s<10.0
C:10.0≦s<15.0
D:15.0≦s<20.0
E:s≦20.0
1時間運転後、母体粒子の供給を止め、工業用ビデオスコープ「IPLEX SA II R」(オリンパス社製)のスコープ部を熱処理装置側面の点検口(不図示)から挿入し、装置内の融着状況を確認し、下記の基準で判断した。
A:融着物が全く認められないレベル
B:融着物が僅かに認められるが、運転上支障のないレベル
C:融着が認められるが、運転上支障のないレベル
D:融着が認められ、運転を中止する必要があるレベル
E:大きな融着物が認められ、運転を中止する必要があるレベル
本実施例では、図2に示した熱処理装置を用いた。
本実施例では、図3に示した熱処理装置を用いた。
本実施例では、図4−1に示した熱処理装置を用い、トナー粒子Aを熱処理した。
本実施例では、図4−2に示す様に、図4−1において熱風供給手段と粉体粒子供給手段との位置を逆にした構成の装置を用い、トナー粒子Aを熱処理した。
本比較例では、図6に示した熱処理装置を用い、トナー粒子Aを熱処理した。
本比較例では、図7に示した熱処理装置を用い、トナー粒子Aを熱処理した。

Claims (8)
- 結着樹脂及び着色剤を含有する粉体粒子を熱処理するための粉体粒子の熱処理装置であって、
該熱処理装置が、
(1)内部で該粉体粒子の熱処理が行われる円筒形状の処理室と、
(2)該処理室の中心軸上に、該処理室の下端部から上端部に向けて突出するように配置されている、断面が略円形状である柱状部材と、
(3)該柱状部材の外周面に設けられた複数の粉体粒子供給口によって構成されている、該処理室の内部に該粉体粒子を吐出し、供給するための粉体粒子供給手段と、
(4)該処理室の内部に供給された該粉体粒子を熱処理するための熱風を供給するための熱風供給手段と、
(5)該処理室の下端部側に設けられている粉体粒子排出口から、該処理室の内部で熱処理された該粉体粒子を該処理室の外に排出し、回収するための回収手段と、
を有し、
該熱風供給手段が、該熱風が該処理室の内周面に沿って回転しながら該処理室の内部に供給されるように設けられており、
該粉体粒子排出口が、該処理室の内部において回転する該粉体粒子の回転を維持するように、該処理室の外周部に設けられている
ことを特徴とする粉体粒子の熱処理装置。 - 前記粉体粒子排出口よりも上流側に、前記処理室の内部に冷風を供給するための冷風供給手段が設けられている請求項1に記載の粉体粒子の熱処理装置。
- 前記冷風供給手段が、前記処理室の内部への冷風を供給する方向と、前記処理室の内部における前記粉体粒子の回転方向と、が同方向となるように設けられている請求項2に記載の粉体粒子の熱処理装置。
- 前記粉体粒子供給手段が、前記処理室の内部への熱風を供給する方向と、前記粉体粒子供給口から前記処理室の内部に吐出される前記粉体粒子の方向と、が同方向となるように設けられており、かつ、下流側に向けられるように設けられている請求項1〜3のいずれか1項に記載の粉体粒子の熱処理装置。
- 前記熱風供給手段が、前記処理室の外周部から、前記熱処理装置の水平面の接線方向に熱風が供給されるように設けられており、
前記粉体粒子の熱処理装置が、前記熱風供給手段を複数有する
請求項1〜4のいずれか1項に記載の粉体粒子の熱処理装置。 - 前記粉体粒子が、粉砕法で得られた粉体粒子である請求項1〜5のいずれか1項に記載の粉体粒子の熱処理装置。
- 請求項1〜5のいずれか1項に記載の熱処理装置を用いて、結着樹脂及び着色剤を含有する粉体粒子を熱処理し、トナーを得ることを特徴とするトナーの製造方法。
- 前記粉体粒子が、粉砕法で得られた粉体粒子である請求項7に記載のトナーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012133571A JP5925060B2 (ja) | 2011-06-13 | 2012-06-13 | 粉体粒子の熱処理装置及びトナーの製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011130923 | 2011-06-13 | ||
| JP2011130923 | 2011-06-13 | ||
| JP2012133571A JP5925060B2 (ja) | 2011-06-13 | 2012-06-13 | 粉体粒子の熱処理装置及びトナーの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013020246A JP2013020246A (ja) | 2013-01-31 |
| JP2013020246A5 JP2013020246A5 (ja) | 2015-07-30 |
| JP5925060B2 true JP5925060B2 (ja) | 2016-05-25 |
Family
ID=47357149
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012133571A Expired - Fee Related JP5925060B2 (ja) | 2011-06-13 | 2012-06-13 | 粉体粒子の熱処理装置及びトナーの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9671707B2 (ja) |
| JP (1) | JP5925060B2 (ja) |
| KR (1) | KR101547779B1 (ja) |
| CN (1) | CN103620504B (ja) |
| WO (1) | WO2012173165A1 (ja) |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9075328B2 (en) * | 2011-02-21 | 2015-07-07 | Canon Kabushiki Kaisha | Heat treatment apparatus and method for manufacturing toner |
| CN103608731B (zh) * | 2011-06-13 | 2016-10-12 | 佳能株式会社 | 粉末颗粒的热处理设备和调色剂的生产方法 |
| US9665021B2 (en) | 2011-06-13 | 2017-05-30 | Canon Kabushiki Kaisha | Heat treating apparatus for powder particles and method of producing toner |
| JP6000799B2 (ja) * | 2012-10-19 | 2016-10-05 | キヤノン株式会社 | トナーの製造方法 |
| JP6418992B2 (ja) | 2015-03-13 | 2018-11-07 | キヤノン株式会社 | 磁性キャリアおよびその製造方法 |
| JP6700909B2 (ja) | 2015-03-31 | 2020-05-27 | キヤノン株式会社 | 磁性キャリア |
| US9915885B2 (en) | 2015-05-13 | 2018-03-13 | Canon Kabushiki Kaisha | Toner |
| JP6740014B2 (ja) | 2015-06-15 | 2020-08-12 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| US10082743B2 (en) | 2015-06-15 | 2018-09-25 | Canon Kabushiki Kaisha | Toner |
| US9969834B2 (en) | 2015-08-25 | 2018-05-15 | Canon Kabushiki Kaisha | Wax dispersant for toner and toner |
| JP6584225B2 (ja) | 2015-08-25 | 2019-10-02 | キヤノン株式会社 | 磁性キャリア、二成分系現像剤、補給用現像剤、及び画像形成方法 |
| JP6403816B2 (ja) | 2016-02-08 | 2018-10-10 | キヤノン株式会社 | 磁性キャリア、二成分系現像剤、補給用現像剤、及び画像形成方法 |
| US10012918B2 (en) | 2016-02-19 | 2018-07-03 | Canon Kabushiki Kaisha | Toner and method for producing toner |
| JP6700878B2 (ja) | 2016-03-16 | 2020-05-27 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| JP6750849B2 (ja) | 2016-04-28 | 2020-09-02 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| JP6921609B2 (ja) | 2016-05-02 | 2021-08-18 | キヤノン株式会社 | トナーの製造方法 |
| JP6815753B2 (ja) | 2016-05-26 | 2021-01-20 | キヤノン株式会社 | トナー |
| US10036970B2 (en) | 2016-06-08 | 2018-07-31 | Canon Kabushiki Kaisha | Magenta toner |
| US10133201B2 (en) | 2016-08-01 | 2018-11-20 | Canon Kabushiki Kaisha | Toner |
| JP6921678B2 (ja) | 2016-08-16 | 2021-08-18 | キヤノン株式会社 | トナー製造方法及び重合体 |
| JP6750871B2 (ja) | 2016-08-25 | 2020-09-02 | キヤノン株式会社 | トナー |
| US10197936B2 (en) | 2016-11-25 | 2019-02-05 | Canon Kabushiki Kaisha | Toner |
| JP6849409B2 (ja) | 2016-11-25 | 2021-03-24 | キヤノン株式会社 | トナー |
| US10409188B2 (en) | 2017-02-10 | 2019-09-10 | Canon Kabushiki Kaisha | Magnetic carrier, two-component developer, replenishing developer, and image forming method |
| JP6833570B2 (ja) | 2017-03-10 | 2021-02-24 | キヤノン株式会社 | トナー |
| JP6965130B2 (ja) | 2017-12-05 | 2021-11-10 | キヤノン株式会社 | マゼンタトナー及びトナーキット |
| JP7034780B2 (ja) | 2018-03-16 | 2022-03-14 | キヤノン株式会社 | 液体現像剤 |
| JP7237688B2 (ja) | 2018-05-01 | 2023-03-13 | キヤノン株式会社 | トナー |
| JP7293009B2 (ja) | 2018-08-08 | 2023-06-19 | キヤノン株式会社 | 磁性キャリア、二成分系現像剤、補給用現像剤、及び画像形成方法 |
| JP7293010B2 (ja) | 2018-08-08 | 2023-06-19 | キヤノン株式会社 | 磁性キャリア、二成分系現像剤、補給用現像剤、及び画像形成方法 |
| US10877386B2 (en) | 2018-08-14 | 2020-12-29 | Canon Kabushiki Kaisha | Toner |
| JP7341781B2 (ja) | 2018-08-23 | 2023-09-11 | キヤノン株式会社 | トナー及び画像形成方法 |
| JP7286471B2 (ja) | 2018-08-28 | 2023-06-05 | キヤノン株式会社 | トナー |
| JP7130518B2 (ja) | 2018-09-28 | 2022-09-05 | キヤノン株式会社 | 磁性キャリア、二成分系現像剤、補給用現像剤、及び画像形成方法 |
| US10955765B2 (en) | 2018-11-22 | 2021-03-23 | Canon Kabushiki Kaisha | Magnetic carrier and two-component developer |
| US10935902B2 (en) | 2018-12-05 | 2021-03-02 | Canon Kabushiki Kaisha | Toner |
| US10775710B1 (en) | 2019-04-22 | 2020-09-15 | Canon Kabushiki Kaisha | Toner |
| JP7350565B2 (ja) | 2019-08-21 | 2023-09-26 | キヤノン株式会社 | トナー |
| JP7391572B2 (ja) | 2019-08-29 | 2023-12-05 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| CN114556229A (zh) | 2019-10-07 | 2022-05-27 | 佳能株式会社 | 调色剂 |
| JP2021081711A (ja) | 2019-11-13 | 2021-05-27 | キヤノン株式会社 | 磁性キャリア、二成分現像剤、及び磁性キャリアの製造方法 |
| US11809131B2 (en) | 2020-03-05 | 2023-11-07 | Canon Kabushiki Kaisha | Toner |
| JP2021140031A (ja) | 2020-03-05 | 2021-09-16 | キヤノン株式会社 | トナー及びトナーの製造方法 |
| JP7475982B2 (ja) | 2020-06-19 | 2024-04-30 | キヤノン株式会社 | トナー |
| CN112387237A (zh) * | 2020-11-19 | 2021-02-23 | 中国矿业大学 | 一种复合相变材料的自动制备装置及其控制方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5712292A (en) * | 1980-06-24 | 1982-01-22 | Sakata Shokai Ltd | Heat treating apparatus |
| JPS59125740A (ja) | 1982-12-31 | 1984-07-20 | Konishiroku Photo Ind Co Ltd | トナー粒子球形化用の熱処理装置 |
| US4736527A (en) | 1982-12-13 | 1988-04-12 | Konishiroku Photo Industry Co., Ltd. | Apparatus for the heat treatment of powdery material |
| JPS59127662A (ja) * | 1982-12-31 | 1984-07-23 | Konishiroku Photo Ind Co Ltd | 粉体又は粒体の処理方法及びその装置 |
| JPS62132533A (ja) * | 1985-12-05 | 1987-06-15 | Konishiroku Photo Ind Co Ltd | 粉粒体の熱処理装置 |
| JPS62132534A (ja) * | 1985-12-06 | 1987-06-15 | Konishiroku Photo Ind Co Ltd | 粉粒体の熱処理装置 |
| JPH04126534A (ja) | 1990-09-19 | 1992-04-27 | Nkk Corp | 無機質球状化粒子の製造方法及びその装置 |
| JP2000029241A (ja) | 1998-07-08 | 2000-01-28 | Sharp Corp | 電子写真用トナーの製造方法 |
| JP2000140661A (ja) | 1998-11-17 | 2000-05-23 | Canon Inc | トナー粒子の製造方法 |
| JP2004189845A (ja) | 2002-12-10 | 2004-07-08 | Seiko Epson Corp | 樹脂粒子の熱処理装置および熱処理方法 |
| JP4603800B2 (ja) | 2003-02-24 | 2010-12-22 | 日本ニューマチック工業株式会社 | 球形化処理装置 |
| CN100524047C (zh) * | 2003-08-01 | 2009-08-05 | 佳能株式会社 | 调色剂 |
| US7273686B2 (en) | 2003-08-01 | 2007-09-25 | Canon Kabushiki Kaisha | Toner |
| JP5366524B2 (ja) * | 2008-12-05 | 2013-12-11 | キヤノン株式会社 | トナーの熱処理装置及びトナーの製造方法 |
| WO2011074060A1 (ja) * | 2009-12-14 | 2011-06-23 | キヤノン株式会社 | トナー、二成分系現像剤及び画像形成方法 |
| JP5414507B2 (ja) * | 2009-12-21 | 2014-02-12 | キヤノン株式会社 | トナーの熱処理装置及びトナーの製造方法 |
| JP5479072B2 (ja) | 2009-12-21 | 2014-04-23 | キヤノン株式会社 | トナーの熱処理装置及びトナーの製造方法 |
| JP5641959B2 (ja) * | 2011-02-01 | 2014-12-17 | キヤノン株式会社 | 樹脂粒子の熱処理装置及びトナーの製造方法 |
| US9075328B2 (en) | 2011-02-21 | 2015-07-07 | Canon Kabushiki Kaisha | Heat treatment apparatus and method for manufacturing toner |
| US9665021B2 (en) | 2011-06-13 | 2017-05-30 | Canon Kabushiki Kaisha | Heat treating apparatus for powder particles and method of producing toner |
| US20140137428A1 (en) | 2011-06-13 | 2014-05-22 | Canon Kabushiki Kaisha | Heat treatment apparatus and method of obtaining toner |
| JP5773769B2 (ja) * | 2011-06-13 | 2015-09-02 | キヤノン株式会社 | 粉体粒子の熱処理方法及びトナーの製造方法 |
| CN103608731B (zh) | 2011-06-13 | 2016-10-12 | 佳能株式会社 | 粉末颗粒的热处理设备和调色剂的生产方法 |
| WO2014091519A1 (ja) * | 2012-12-11 | 2014-06-19 | ViewSend ICT株式会社 | 医療支援システムおよびその方法 |
-
2012
- 2012-06-07 US US14/125,573 patent/US9671707B2/en not_active Expired - Fee Related
- 2012-06-07 KR KR1020147000110A patent/KR101547779B1/ko active IP Right Grant
- 2012-06-07 WO PCT/JP2012/065178 patent/WO2012173165A1/en active Application Filing
- 2012-06-07 CN CN201280029261.5A patent/CN103620504B/zh not_active Expired - Fee Related
- 2012-06-13 JP JP2012133571A patent/JP5925060B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013020246A (ja) | 2013-01-31 |
| CN103620504A (zh) | 2014-03-05 |
| CN103620504B (zh) | 2016-08-17 |
| KR101547779B1 (ko) | 2015-09-04 |
| US20140101966A1 (en) | 2014-04-17 |
| WO2012173165A1 (en) | 2012-12-20 |
| KR20140019862A (ko) | 2014-02-17 |
| US9671707B2 (en) | 2017-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5925060B2 (ja) | 粉体粒子の熱処理装置及びトナーの製造方法 | |
| JP5917309B2 (ja) | 粉体粒子の熱処理装置及びトナーの製造方法 | |
| JP5917308B2 (ja) | 粉体粒子の熱処理装置及びトナーの製造方法 | |
| JP2013020243A (ja) | 熱処理装置及びトナーの製造方法 | |
| JP5773769B2 (ja) | 粉体粒子の熱処理方法及びトナーの製造方法 | |
| JP2015079166A (ja) | トナーの製造方法 | |
| JP5053739B2 (ja) | トナー製造装置及びトナー製造方法 | |
| JP2012171160A (ja) | 粉体粒子の熱処理装置及び粉体粒子の製造方法 | |
| JP5366510B2 (ja) | トナーの熱処理装置及びトナーの製造方法 | |
| JP5264109B2 (ja) | 粉砕機及びトナーの製造方法 | |
| JP5366524B2 (ja) | トナーの熱処理装置及びトナーの製造方法 | |
| JP6021358B2 (ja) | トナーの熱処理装置及びトナーの製造方法 | |
| JP2009262003A (ja) | 粉砕機及びトナー製造装置 | |
| JP4143574B2 (ja) | トナーの製造方法及び表面改質装置 | |
| JP2014085359A (ja) | トナーの製造方法 | |
| JP6957303B2 (ja) | 熱処理装置及び粉体粒子の製造方法 | |
| JP5366509B2 (ja) | トナーの熱処理装置及びトナーの製造方法 | |
| JP5235442B2 (ja) | トナーの製造方法 | |
| JP2016032782A (ja) | 粉体粒子の熱処理装置及び粉体粒子の製造方法 | |
| JP5409176B2 (ja) | トナー粒子の製造方法 | |
| JP2016032783A (ja) | 粉体粒子の熱処理装置及び粉体粒子の製造方法 | |
| US20220197174A1 (en) | Toner | |
| JP2017047352A (ja) | 熱処理装置及びトナーの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150611 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150611 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160322 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160323 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160419 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5925060 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| LAPS | Cancellation because of no payment of annual fees |