JP5820593B2 - 流体散布器およびガラス清浄化処理 - Google Patents
流体散布器およびガラス清浄化処理 Download PDFInfo
- Publication number
- JP5820593B2 JP5820593B2 JP2011031859A JP2011031859A JP5820593B2 JP 5820593 B2 JP5820593 B2 JP 5820593B2 JP 2011031859 A JP2011031859 A JP 2011031859A JP 2011031859 A JP2011031859 A JP 2011031859A JP 5820593 B2 JP5820593 B2 JP 5820593B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- fluid
- glass sheet
- banks
- glass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B3/00—Cleaning by methods involving the use or presence of liquid or steam
- B08B3/02—Cleaning by the force of jets or sprays
- B08B3/022—Cleaning travelling work
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C23/00—Other surface treatment of glass not in the form of fibres or filaments
- C03C23/0075—Cleaning of glass
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Surface Treatment Of Glass (AREA)
- Physics & Mathematics (AREA)
- Cleaning By Liquid Or Steam (AREA)
- General Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- Computer Hardware Design (AREA)
- Manufacturing & Machinery (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Power Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Optics & Photonics (AREA)
- Cleaning In General (AREA)
Description
ガラスシートを支持するステップ、
ノズルからガラスシートに向けて流体を噴出するステップであって、この流体が10〜80kg/cm2(980.7〜7845kPa)の圧力および1〜20L/分の流量でノズルに送り込まれるステップ、および、
ガラスシートとノズルとの間に、搬送方向における相対運動を生じさせるステップ、
を含む。
オリフィスの直径が0.3mm〜0.5mmであるときに流量は1〜5L/分であり、
オリフィスの直径が0.9mm〜1.1mmであるときに流量は3〜20L/分である。
ノズルから噴出される流体は30°〜90°の扇角度を形成し、かつ、
ノズルから噴出される流体は、ガラスシートに対して30°〜90°の傾斜角度を有している。
ガラスシートを支持するコンベヤ、
ガラスシートがコンベヤによって搬送されるときに、該ガラスシートの主表面が配置されるとともに前記コンベヤに隣接して設けられた搬送面、
縦軸を有するノズルであって、この縦軸が搬送面に対して30°〜90°の角度で配置され、かつこのノズルが搬送面から100mm以下の距離に配置される、ノズル、
を備えている。
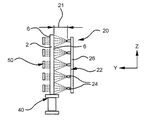
20 流体散布器
22 ノズルバンク
24 ノズル
26 パイプ
30 流体源
32 流体
40 コンベヤ
50 シート支持部材
Claims (7)
- ガラスシートから粒子を洗い落とすための装置において、
前記ガラスシートを支持するコンベヤ、
前記ガラスシートが前記コンベヤによって搬送されるときに、該ガラスシートの主表面が配置されるとともに前記コンベヤに隣接して設けられた搬送面、
互いに対して30°〜150°の角度で配置された2つのバンク、
前記搬送面に対して30°〜90°の角度で配置された縦軸を有し、かつ前記搬送面から100mm以下の距離に配置されるとともに、前記2つのバンクに配置された複数のノズル、
を備え、
前記2つのバンクの中心線が前記搬送方向と位置合わせされているか平行であり、
前記2つのバンクのうちの一方のノズルから、前記中心線の一方の側にかつ前記中心線から離れて流体を噴出するように、また、前記2つのバンクのうちの他方のノズルから、前記中心線の前記一方の側とは反対の側にかつ前記中心線から離れて流体を噴出するように、前記複数のノズルが配列されていることを特徴とする装置。 - 前記ノズルがさらにオリフィスを有し、かつ該オリフィスの直径が0.2〜1.0mmの範囲であり、
前記ノズルが、30°〜90°の扇角度を形成する流体を噴出するよう構成されており、
前記コンベヤが前記ガラスシートを搬送方向に搬送するよう構成されていることを特徴とする請求項1記載の装置。 - 前記ノズルがさらに溝を備えていることを特徴とする請求項1または2記載の装置。
- 前記バンクが前記搬送面の両側にそれぞれ2つずつ配置されることを特徴とする請求項1から3いずれか1項記載の装置。
- 請求項1から4いずれか1項記載の装置を用いて、ガラスシートから粒子を洗い落とす方法において、
前記ガラスシートを支持するステップ、
前記ノズルから前記ガラスシートに向けて流体を噴出させるステップであって、該流体が10〜80kg/cm2(980.7〜7845kPa)の圧力および1〜20L/分の流量で前記ノズルに送り込まれるステップ、
前記ガラスシートと前記ノズルとの間に、搬送方向における相対運動を生じさせるステップ、および、
前記2つのバンクのうちの一方のノズルから、前記中心線の一方の側にかつ前記中心線から離れて流体を噴出するように、また、前記2つのバンクのうちの他方のノズルから、前記中心線の前記一方の側とは反対の側に前記中心線から離れて流体を噴出するように、前記複数のノズルから流体を噴出させるステップを含み、
前記相対運動により、前記ガラスシートを前記ノズルに対し搬送速度4〜6m/分で相対的に移動させることを特徴とする方法。 - 前記ノズルがオリフィスを有し、
前記オリフィスの直径が0.3mm〜0.5mmであるときに前記流量が1〜5L/分であり、
前記オリフィスの直径が0.9mm〜1.1mmであるときに前記流量が3〜20L/分であることを特徴とする請求項5記載の方法。 - フラットパネルディスプレイ用ガラス基板を製造する方法であって、ガラスリボンを生成するステップ、該リボンからシートを切断するステップ、および請求項5または6記載の方法に従って該シートから粒子を洗い落とすステップ、を含むことを特徴とする方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US30525010P | 2010-02-17 | 2010-02-17 | |
| US61/305,250 | 2010-02-17 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2011190167A JP2011190167A (ja) | 2011-09-29 |
| JP2011190167A5 JP2011190167A5 (ja) | 2015-04-16 |
| JP5820593B2 true JP5820593B2 (ja) | 2015-11-24 |
Family
ID=44368676
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011031859A Active JP5820593B2 (ja) | 2010-02-17 | 2011-02-17 | 流体散布器およびガラス清浄化処理 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US9032759B2 (ja) |
| JP (1) | JP5820593B2 (ja) |
| KR (1) | KR101720349B1 (ja) |
| CN (2) | CN202070433U (ja) |
| TW (1) | TWI522183B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101720349B1 (ko) * | 2010-02-17 | 2017-03-27 | 코닝 인코포레이티드 | 유체 도포기와 유리 세정 공정 |
| FR2975914B1 (fr) * | 2011-06-06 | 2014-07-11 | Soluscope Sas | Machine de traitement d'un appareil medical |
| CN102601091B (zh) * | 2012-04-12 | 2015-05-20 | 上海千山远东制药机械有限公司 | 一种可调节喷针水压平衡的洗瓶机喷针架 |
| KR20150055655A (ko) * | 2013-11-13 | 2015-05-22 | 삼성디스플레이 주식회사 | 기판 세정 장치 |
| WO2016176074A1 (en) * | 2015-04-29 | 2016-11-03 | Corning Incorporated | Apparatus and method for cleaning a glass sheet |
| CN111655643B (zh) * | 2017-10-06 | 2022-08-19 | 康宁公司 | 用于处理玻璃板的设备和方法 |
| CN109530296B (zh) * | 2018-09-10 | 2022-03-22 | 惠科股份有限公司 | 一种清洗方法和清洗装置 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2357695A (en) | 1943-08-17 | 1944-09-05 | Woodings Verona Tool Works | Splice bar descaling method and apparatus |
| US3543775A (en) | 1968-03-25 | 1970-12-01 | Bodnar Ernest R | Apparatus for cleaning hot rolled steel |
| US3793054A (en) | 1971-07-06 | 1974-02-19 | Ppg Industries Inc | Angled crossfire rinses |
| US3760824A (en) * | 1972-05-08 | 1973-09-25 | Moffitt Co Roy M | High pressure plate washer |
| JPS6247492A (ja) | 1985-08-27 | 1987-03-02 | Sumitomo Special Metals Co Ltd | 金属板の洗浄液 |
| US4832752A (en) * | 1988-01-19 | 1989-05-23 | Perlick Corporation | Cleaning and deliming glass washer spray nozzles |
| JP3121867B2 (ja) | 1991-07-05 | 2001-01-09 | 株式会社ブリヂストン | 高グリップ性トレッドゴム組成物 |
| JPH08182971A (ja) | 1994-11-04 | 1996-07-16 | Toray Ind Inc | 光学材料の洗浄方法 |
| CN1087665C (zh) | 1996-03-04 | 2002-07-17 | 三菱重工业株式会社 | 热轧设备 |
| JPH1133506A (ja) * | 1997-07-24 | 1999-02-09 | Tadahiro Omi | 流体処理装置及び洗浄処理システム |
| DE69818541T2 (de) * | 1997-04-30 | 2004-08-05 | Agfa-Gevaert | Verfahren zur Herstellung von dünnem Glas auf einer Rolle |
| JPH1144877A (ja) * | 1997-07-24 | 1999-02-16 | Nec Kagoshima Ltd | 基板洗浄装置 |
| JP3590711B2 (ja) | 1997-08-05 | 2004-11-17 | シャープ株式会社 | 基板洗浄装置 |
| US5924305A (en) | 1998-01-14 | 1999-07-20 | Hill; Craig | Thermodynamic system and process for producing heat, refrigeration, or work |
| US6161874A (en) * | 1999-04-01 | 2000-12-19 | Formosa Saint Jose Corp. | Water spray hose rolling device |
| US6301930B1 (en) * | 1999-06-14 | 2001-10-16 | Guardian Industries Corporation | Apparatus for washing curved sheets of glass and corresponding method |
| US6405399B1 (en) | 1999-06-25 | 2002-06-18 | Lam Research Corporation | Method and system of cleaning a wafer after chemical mechanical polishing or plasma processing |
| JP2001246331A (ja) * | 2000-03-08 | 2001-09-11 | Sharp Corp | 洗浄装置 |
| JP2003124285A (ja) | 2001-10-17 | 2003-04-25 | Dainippon Printing Co Ltd | ウエット処理装置及び搬送方法 |
| JP2003238174A (ja) * | 2002-02-15 | 2003-08-27 | Asahi Glass Co Ltd | フロートガラスの製造方法 |
| US20030217762A1 (en) * | 2002-02-18 | 2003-11-27 | Lam Research Corporation | Water supply apparatus and method thereof |
| JP2003320321A (ja) | 2002-04-25 | 2003-11-11 | Mitsubishi Rayon Co Ltd | ガラス板洗浄乾燥装置及び洗浄乾燥方法 |
| JP3901635B2 (ja) | 2002-12-25 | 2007-04-04 | カワサキプラントシステムズ株式会社 | 板材の酸処理設備 |
| DE10319379A1 (de) | 2003-04-30 | 2004-11-25 | Applied Films Gmbh & Co. Kg | Vorrichtung zum Transportieren eines flachen Substrats in einer Vakuumkammer |
| JP4045214B2 (ja) | 2003-08-12 | 2008-02-13 | 株式会社 日立ディスプレイズ | 表示素子の製造方法及び製造装置 |
| US7232493B2 (en) | 2003-09-11 | 2007-06-19 | Ged Integrated Solutions, Inc. | Glass washing machine with conveyor and brush speed control |
| JP2005205397A (ja) * | 2003-12-24 | 2005-08-04 | Matsushita Electric Ind Co Ltd | 流体供給ノズル、基板処理装置及び基板処理方法 |
| US20070095108A1 (en) * | 2005-10-31 | 2007-05-03 | Kirby Thomas E | Methods and apparatus for reducing stress variations in glass sheets produced from a glass ribbon |
| JP4621996B2 (ja) | 2007-04-24 | 2011-02-02 | 日本電気硝子株式会社 | ガラス板製造方法およびガラス板製造設備 |
| KR101720349B1 (ko) * | 2010-02-17 | 2017-03-27 | 코닝 인코포레이티드 | 유체 도포기와 유리 세정 공정 |
-
2011
- 2011-02-14 KR KR1020110012823A patent/KR101720349B1/ko active IP Right Grant
- 2011-02-15 TW TW100104952A patent/TWI522183B/zh active
- 2011-02-15 US US13/027,508 patent/US9032759B2/en not_active Expired - Fee Related
- 2011-02-17 CN CN 201120056638 patent/CN202070433U/zh not_active Expired - Lifetime
- 2011-02-17 CN CN201110053371.2A patent/CN102218409B/zh active Active
- 2011-02-17 JP JP2011031859A patent/JP5820593B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20110095157A (ko) | 2011-08-24 |
| JP2011190167A (ja) | 2011-09-29 |
| KR101720349B1 (ko) | 2017-03-27 |
| US9032759B2 (en) | 2015-05-19 |
| CN102218409B (zh) | 2016-04-06 |
| TWI522183B (zh) | 2016-02-21 |
| CN102218409A (zh) | 2011-10-19 |
| US20110197632A1 (en) | 2011-08-18 |
| CN202070433U (zh) | 2011-12-14 |
| TW201143918A (en) | 2011-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5820593B2 (ja) | 流体散布器およびガラス清浄化処理 | |
| KR100339716B1 (ko) | 판상부재의 반송 및 세정장치 | |
| KR101118394B1 (ko) | 판재의 세정설비 | |
| TW200916210A (en) | Two-fluid jet nozzle for cleaning substrate | |
| CN100446177C (zh) | 基板处理方法以及基板处理装置 | |
| JP2010155771A (ja) | ガラスシート輸送のためのガス噴射ベアリング | |
| JP4975169B1 (ja) | ガラス基板の製造方法及びその装置 | |
| TWI344398B (ja) | ||
| JP2012504084A (ja) | ガラスシートを搬送するための液体噴出ベアリング | |
| JP3180143U (ja) | 塗布ノズル洗浄装置 | |
| JP2012232269A (ja) | 基板浮上型搬送機構用スリットコート式塗布装置 | |
| CN104668217B (zh) | 基板处理装置 | |
| JP4620573B2 (ja) | 板材の洗浄設備およびその高圧液スプレー洗浄装置 | |
| JP3901635B2 (ja) | 板材の酸処理設備 | |
| JP2504916B2 (ja) | 基板洗浄装置 | |
| CN101823215B (zh) | 板材的立式加工生产线 | |
| JP2014038914A (ja) | 基板の乾燥装置、及びその方法 | |
| JP5917610B2 (ja) | 基板処理装置 | |
| JP5202400B2 (ja) | 基板処理装置および基板処理方法 | |
| JP4036818B2 (ja) | 洗浄装置および洗浄方法 | |
| JP2010131485A (ja) | 基板の液切り装置および液切り方法 | |
| JP2009198676A (ja) | ガラス基板の乾燥方法および乾燥装置 | |
| US20190179178A1 (en) | Substrate processing device | |
| KR100809596B1 (ko) | 기판 세정 장치 | |
| US20190201939A1 (en) | Fluid supply device of supplying fluid in curtain form |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140214 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20150130 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20150302 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151005 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5820593 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |