JP2012504084A - ガラスシートを搬送するための液体噴出ベアリング - Google Patents
ガラスシートを搬送するための液体噴出ベアリング Download PDFInfo
- Publication number
- JP2012504084A JP2012504084A JP2011529299A JP2011529299A JP2012504084A JP 2012504084 A JP2012504084 A JP 2012504084A JP 2011529299 A JP2011529299 A JP 2011529299A JP 2011529299 A JP2011529299 A JP 2011529299A JP 2012504084 A JP2012504084 A JP 2012504084A
- Authority
- JP
- Japan
- Prior art keywords
- orifice
- bearing
- sheet
- range
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
- B65G49/064—Transporting devices for sheet glass in a horizontal position
- B65G49/065—Transporting devices for sheet glass in a horizontal position supported partially or completely on fluid cushions, e.g. a gas cushion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G51/00—Conveying articles through pipes or tubes by fluid flow or pressure; Conveying articles over a flat surface, e.g. the base of a trough, by jets located in the surface
- B65G51/02—Directly conveying the articles, e.g. slips, sheets, stockings, containers or workpieces, by flowing gases
- B65G51/03—Directly conveying the articles, e.g. slips, sheets, stockings, containers or workpieces, by flowing gases over a flat surface or in troughs
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
-
- G—PHYSICS
- G02—OPTICS
- G02F—OPTICAL DEVICES OR ARRANGEMENTS FOR THE CONTROL OF LIGHT BY MODIFICATION OF THE OPTICAL PROPERTIES OF THE MEDIA OF THE ELEMENTS INVOLVED THEREIN; NON-LINEAR OPTICS; FREQUENCY-CHANGING OF LIGHT; OPTICAL LOGIC ELEMENTS; OPTICAL ANALOGUE/DIGITAL CONVERTERS
- G02F1/00—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics
- G02F1/01—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour
- G02F1/13—Devices or arrangements for the control of the intensity, colour, phase, polarisation or direction of light arriving from an independent light source, e.g. switching, gating or modulating; Non-linear optics for the control of the intensity, phase, polarisation or colour based on liquid crystals, e.g. single liquid crystal display cells
- G02F1/1303—Apparatus specially adapted to the manufacture of LCDs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/67—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere
- H01L21/677—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations
- H01L21/67784—Apparatus specially adapted for handling semiconductor or electric solid state devices during manufacture or treatment thereof; Apparatus specially adapted for handling wafers during manufacture or treatment of semiconductor or electric solid state devices or components ; Apparatus not specifically provided for elsewhere for conveying, e.g. between different workstations using air tracks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0214—Articles of special size, shape or weigh
- B65G2201/022—Flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/02—Controlled or contamination-free environments or clean space conditions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/04—Arrangements of vacuum systems or suction cups
- B65G2249/045—Details of suction cups suction cups
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- General Physics & Mathematics (AREA)
- Nonlinear Science (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Condensed Matter Physics & Semiconductors (AREA)
- Chemical & Material Sciences (AREA)
- Computer Hardware Design (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Optics & Photonics (AREA)
- Fluid Mechanics (AREA)
- Mechanical Engineering (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Surface Treatment Of Glass (AREA)
- Coating Apparatus (AREA)
Abstract
Description
(a)シート(13)のエッジと接触してシート(13)を搬送速度で移動させるように構成された、移動コンベヤ(2)を提供するステップ、
(b)液体(40)をシート(13)の主表面の一部に対して噴出するように構成された、非接触ベアリング(3)を提供するステップ、および、
(c)シート(13)のエッジを移動コンベヤ(2)に接触させ、かつこのシート(13)を搬送速度で移動させると同時に、非接触ベアリング(3)からシート(13)の主表面の一部に対して液体(40)を噴出するステップ、を含み、
非接触ベアリング(3)が、シート(13)の主表面の一部に対して液体(40)を噴出する複数のオリフィス(22)を備え、さらに以下の特性、すなわち、
(i)非接触ベアリング(3)から噴出される液体(40)の、オリフィス(22)全体に亘って平均された流量が、100〜800mL/min/オリフィスの範囲内である、または、
(ii)オリフィス(22)の平均水平ピッチ(P)が、20〜55mmの範囲内である、または、
(iii)オリフィス(22)の平均サイズ(D0)が、1.0〜4.5mmの範囲内である、
という特性のうち、少なくとも1つを有する方法を提供する。
(a)シート(13)のエッジと接触してこのシート(13)を搬送速度で移動させるように構成された、移動コンベヤ(2)を提供するステップ、
(b)ガラスシート(13)の主表面の上方部分に対して液体(40)を噴出するステップ、および、
(c)ガラスシート(13)の主表面の下方部分に対して液体(40)を噴出するステップ、を含み、
(i)上方部分が下方部分の鉛直上方にあり、かつ、
(ii)上方部分に対して噴出された単位時間当たりの液体(40)の量が、下方部分に対して噴出された単位時間当たりの液体(40)の量よりも多いことを特徴とする方法を提供する。
(a)オリフィス(22)が、ベアリング(3)の使用中に水平に配向される、少なくとも1つの列(23、24、25)を形成するように前面(20)上に分布され、さらに、
(b)オリフィス(22)が、20≦P≦55の関係を満たす平均水平ピッチPを有し、このPがmmで表したものであることを特徴とする、非接触ベアリングを提供する。
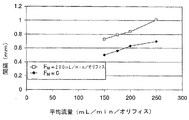
図16は、2つのベアリングシステム、例えば図15のベアリング3Mおよび3Lに関する影響を定量化したものである。図16の水平軸はベアリング3Lを通る平均流量を示し、一方垂直軸はベアリング3Lの前面とガラスシートとの間の間隔を示したものである。塗りつぶし菱形のデータ点は、ベアリング3Mを通る流量がゼロ、すなわちFM=0の場合の間隔を示すものである。図示のように、シートとの間隔はベアリング3Lを通る平均流量が増加するにつれて増加する。
異なった流量を用いる代わりに、ベアリングの物理的性質を異なったものとしてもよい。例えば、下方のベアリングの平均水平ピッチを上方のベアリングよりも大きく作製してもよいし、および/または平均オリフィスサイズを上方のベアリングより小さく作製してもよい。多くの用途では、物理的性質によるアプローチでは個々のベアリングを通る液体の流れを個別に制御/監視する必要性を避けることができるため、流量によるアプローチよりも好まれる可能性がある。
(a)前記シートのエッジと接触して該シートを搬送速度で移動させるように構成された、移動コンベヤを提供するステップ、
(b)液体を前記シートの主表面の一部に対して噴出するように構成された、非接触ベアリングを提供するステップ、および、
(c)前記シートの前記エッジを前記移動コンベヤと接触させ、かつ該シートを前記搬送速度で移動させると同時に、前記非接触ベアリングから前記シートの主表面の前記一部に対して液体を噴出するステップ、を含み、
前記非接触ベアリングが、前記シートの主表面の前記一部に対して前記液体を噴出する複数のオリフィスを備え、さらに以下の特性:
(i)前記非接触ベアリングから噴出される前記液体の、前記オリフィス全体に亘って平均された流量が、100〜800mL/min/オリフィスの範囲内であること、
(ii)前記オリフィスの平均水平ピッチが、20〜55mmの範囲内であること、および
(iii)前記オリフィスの平均サイズが、1.0〜4.5mmの範囲内であること、
のうち、少なくとも1つを有することを特徴とする方法。
(a)前記シートのエッジと接触して該シートを搬送速度で移動させるように構成された、移動コンベヤを提供するステップ、
(b)前記ガラスシートの主表面の上方部分に対して液体を噴出するステップ、および、
(c)前記ガラスシートの前記主表面の下方部分に対して液体を噴出するステップ、を含み、
(i)前記上方部分が前記下方部分の鉛直上方にあり、かつ、
(ii)前記上方部分に対して噴出された単位時間当たりの液体の量が、前記下方部分に対して噴出された単位時間当たりの液体の量よりも多いことを特徴とする方法。
(b)前記液体が、平均水平ピッチPLを有する複数のオリフィスを備えた下方非接触ベアリングを用いて前記下方部分に対して噴出され、さらに、
(c)PUおよびPLが、PL>PUの関係を満たすことを特徴とする態様16記載の方法。
(a)前記オリフィスが、前記ベアリングの使用中に水平に配向される、少なくとも1つの列を形成するように前記前面上に分布され、さらに、
(b)前記オリフィスが、20≦P≦55の関係を満たす平均水平ピッチPを有し、該Pがmmで表したものであることを特徴とする非接触ベアリング。
3 非接触液体噴出ベアリング
13 ガラスシート
20 前面
22 オリフィス
40 液体
Claims (9)
- ガラスシートを実質的に鉛直向きで搬送する方法であって、
(a)前記シートのエッジと接触して該シートを搬送速度で移動させるように構成された、移動コンベヤを提供するステップ、
(b)液体を前記シートの主表面の一部に対して噴出するように構成された、非接触ベアリングを提供するステップ、および、
(c)前記シートの前記エッジを前記移動コンベヤに接触させ、かつ該シートを前記搬送速度で移動させると同時に、前記非接触ベアリングから前記シートの主表面の前記一部に対して液体を噴出するステップ、を含み、
前記非接触ベアリングが、前記シートの主表面の前記一部に対して前記液体を噴出する複数のオリフィスを備え、さらに以下の特性:
(i)前記非接触ベアリングから噴出される前記液体の、前記オリフィス全体に亘って平均された流量が、100〜800mL/min/オリフィスの範囲内であること、
(ii)前記オリフィスの平均水平ピッチが、20〜55mmの範囲内であること、および、
(iii)前記オリフィスの平均サイズが、1.0〜4.5mmの範囲内であること、
のうち、少なくとも1つを有することを特徴とする方法。 - 前記特性(i)を有する場合、前記非接触ベアリングから噴出される前記液体の、前記オリフィス全体に亘って平均された前記流量が125〜300mL/min/オリフィスの範囲内であり、
前記特性(ii)を有する場合、前記オリフィスの平均水平ピッチが25〜50mmの範囲内であり、さらに、
前記特性(iii)を有する場合、前記オリフィスの平均サイズが1.0〜3.5mmの範囲内であることを特徴とする請求項1記載の方法。 - 前記特性(i)を有する場合、前記非接触ベアリングから噴出される前記液体の、前記オリフィス全体に亘って平均された前記流量が150〜190mL/min/オリフィスの範囲内であり、
前記特性(ii)を有する場合、前記オリフィスの平均水平ピッチが30〜40mmの範囲内であり、さらに、
前記特性(iii)を有する場合、前記オリフィスの平均サイズが1.25〜2.25mmの範囲内であることを特徴とする請求項1記載の方法。 - 特性(i)および(ii)を有することを特徴とする請求項1から3いずれか1項記載の方法。
- 特性(i)および(iii)を有することを特徴とする請求項1から3いずれか1項記載の方法。
- 特性(i)、(ii)、および(iii)を有することを特徴とする請求項1から3いずれか1項記載の方法。
- 前記シートの前記主表面に加えられる合力が−0.6Nから+0.6Nの範囲内であるという特性をさらに有することを特徴とする請求項1から6いずれか1項記載の方法。
- その係数が73GPaでありかつその大きさが長さ2m、高さ2m、および厚さ0.7mmであるガラスシートを搬送するときに、15m/minの搬送速度に対し、前記シートと前記ベアリングの前面との間の時間平均の間隔が、該前面上の全ての点で500〜1000μmの範囲内であり、かつ、前記間隔の時間平均の最大変動が、前記前面上の全ての点で100μm以下であるという特性をさらに有することを特徴とする請求項1から7いずれか1項記載の方法。
- (d)前記ガラスシートの主表面の上方部分に対して液体を噴出するステップ、および、
(e)前記ガラスシートの前記主表面の下方部分に対して液体を噴出するステップ、をさらに含み、
(iv)前記上方部分が前記下方部分の鉛直上方にあり、かつ、
(v)前記上方部分に対して噴出された単位時間当たりの液体の量が、前記下方部分に対して噴出された単位時間当たりの液体の量よりも多い、ことを特徴とする請求項1から8いずれか1項記載の方法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10048608P | 2008-09-26 | 2008-09-26 | |
| US61/100,486 | 2008-09-26 | ||
| US12/428,672 US8047354B2 (en) | 2008-09-26 | 2009-04-23 | Liquid-ejecting bearings for transport of glass sheets |
| US12/428,672 | 2009-04-23 | ||
| PCT/US2009/058537 WO2010036993A1 (en) | 2008-09-26 | 2009-09-28 | Liquid-ejecting bearings for transport of glass sheets |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014094502A Division JP6031063B2 (ja) | 2008-09-26 | 2014-05-01 | ガラスシートを搬送するための液体噴出ベアリング |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012504084A true JP2012504084A (ja) | 2012-02-16 |
| JP2012504084A5 JP2012504084A5 (ja) | 2014-01-09 |
| JP5539995B2 JP5539995B2 (ja) | 2014-07-02 |
Family
ID=42056217
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011529299A Active JP5539995B2 (ja) | 2008-09-26 | 2009-09-28 | ガラスシートを搬送するための液体噴出ベアリング |
| JP2014094502A Active JP6031063B2 (ja) | 2008-09-26 | 2014-05-01 | ガラスシートを搬送するための液体噴出ベアリング |
| JP2016087771A Active JP6353483B2 (ja) | 2008-09-26 | 2016-04-26 | ガラスシートを搬送するための液体噴出ベアリング |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014094502A Active JP6031063B2 (ja) | 2008-09-26 | 2014-05-01 | ガラスシートを搬送するための液体噴出ベアリング |
| JP2016087771A Active JP6353483B2 (ja) | 2008-09-26 | 2016-04-26 | ガラスシートを搬送するための液体噴出ベアリング |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US8047354B2 (ja) |
| JP (3) | JP5539995B2 (ja) |
| KR (5) | KR101581985B1 (ja) |
| CN (1) | CN102224089B (ja) |
| WO (1) | WO2010036993A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699788A (zh) * | 2012-05-11 | 2012-10-03 | 李富业 | 一种平板玻璃磨边的夹紧传送机构 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005077594A1 (ja) * | 2004-02-18 | 2005-08-25 | Kawasaki Plant Systems Kabushiki Kaisha | 板材の縦型加工ライン |
| US8047354B2 (en) * | 2008-09-26 | 2011-11-01 | Corning Incorporated | Liquid-ejecting bearings for transport of glass sheets |
| CN106654030A (zh) * | 2016-12-14 | 2017-05-10 | 上海天马有机发光显示技术有限公司 | 一种有机发光显示面板及装置 |
| WO2019105604A1 (de) * | 2017-11-30 | 2019-06-06 | Lisec Austria Gmbh | Vorrichtung zum teilen von werkstoffplatten |
| CN114433588B (zh) * | 2022-01-13 | 2023-01-31 | 深圳市汉东玻璃设备制造有限公司 | 一种超薄玻璃清洗机水刀过片支撑装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5027941A (en) * | 1985-10-16 | 1991-07-02 | Lenhardt Maschinenbau Gmbh | Apparatus for conveying glass plates standing on edge |
| JP2002308422A (ja) * | 2001-04-13 | 2002-10-23 | Takehide Hayashi | フラットパネル搬送システム |
| JP2003063643A (ja) * | 2001-08-30 | 2003-03-05 | Nippon Sekkei Kogyo:Kk | 薄板の搬送方法及び装置 |
| JP2004196435A (ja) * | 2002-12-16 | 2004-07-15 | Nippon Sekkei Kogyo:Kk | 大型薄板状材の搬送方法及び装置 |
| JP2004273574A (ja) * | 2003-03-05 | 2004-09-30 | Wakomu Denso:Kk | 基板浮上装置および同方法 |
| JP2006513117A (ja) * | 2003-04-30 | 2006-04-20 | アプライド フィルムズ ゲーエムベーハー アンド コンパニー カーゲー | 真空チャンバ内で平らな基板を移送するための装置 |
| JP2006312511A (ja) * | 2005-05-06 | 2006-11-16 | Kyokuhei Glass Kako Kk | ガラス支持枠体 |
| JP2007246287A (ja) * | 2007-05-28 | 2007-09-27 | Kawasaki Plant Systems Ltd | 板材の縦型搬送装置 |
| JP2008202146A (ja) * | 2008-04-21 | 2008-09-04 | Ulvac Japan Ltd | 縦型化学気相成長装置及び該装置を用いた成膜方法 |
| JP2008270818A (ja) * | 2007-04-24 | 2008-11-06 | Applied Materials Inc | 非接触ウエットウエハホルダ |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL302621A (ja) * | 1962-12-28 | |||
| US3346360A (en) * | 1964-05-06 | 1967-10-10 | Libbey Owens Ford Glass Co | Apparatus for heat treating and conveying glass sheets vertically oriented |
| US3485616A (en) * | 1966-08-12 | 1969-12-23 | Permaglas Inc | Glass sheet conveying and treating apparatus |
| US3734567A (en) * | 1971-01-25 | 1973-05-22 | Bangor Punta Operations Inc | Air conveyor for flat thin articles |
| US4010981A (en) * | 1973-09-20 | 1977-03-08 | Hodge Trevor A | Air conveyor with tunnel guide |
| US4828434A (en) * | 1987-08-31 | 1989-05-09 | Goldco Industries, Inc. | Device, apparatus and method for distribution of fluid and selective movement of articles thereby |
| DE4029669C1 (ja) * | 1990-09-19 | 1991-07-18 | Lenhardt Maschinenbau Gmbh, 7531 Neuhausen, De | |
| JPH0536658A (ja) | 1991-07-30 | 1993-02-12 | Tokyo Electron Ltd | 基板洗浄・乾燥装置 |
| JPH05235507A (ja) * | 1992-02-25 | 1993-09-10 | Hitachi Chem Co Ltd | プリント配線板の製造方法および製造装置 |
| US5483984A (en) | 1992-07-10 | 1996-01-16 | Donlan, Jr.; Fraser P. | Fluid treatment apparatus and method |
| JP2850118B2 (ja) | 1996-12-03 | 1999-01-27 | 東京化工機株式会社 | 搬送処理装置 |
| JP2001213517A (ja) | 1999-11-24 | 2001-08-07 | Daiichi Shisetsu Kogyo Kk | 板状部材の搬送装置 |
| JP2002308423A (ja) * | 2001-04-18 | 2002-10-23 | Corning Japan Kk | 板材搬送方法および板材搬送装置 |
| TWI222423B (en) | 2001-12-27 | 2004-10-21 | Orbotech Ltd | System and methods for conveying and transporting levitated articles |
| RU2266263C2 (ru) * | 2002-10-04 | 2005-12-20 | Текнопат Аг | Способ перемещения и позиционирования листов стекла и устройство для его осуществления |
| JP3611122B2 (ja) | 2002-11-20 | 2005-01-19 | 川重プラント株式会社 | 板材のスクライブユニットおよび分断設備 |
| EP1567433B1 (de) | 2002-12-05 | 2007-08-01 | Peter Lisec | Vorrichtung zum festhalten von werkstoffplatten, wie glasscheiben während ihrer bearbeitung |
| SG141425A1 (en) | 2003-04-10 | 2008-04-28 | Nikon Corp | Environmental system including vacuum scavange for an immersion lithography apparatus |
| US7077019B2 (en) | 2003-08-08 | 2006-07-18 | Photon Dynamics, Inc. | High precision gas bearing split-axis stage for transport and constraint of large flat flexible media during processing |
| US20050126605A1 (en) | 2003-12-15 | 2005-06-16 | Coreflow Scientific Solutions Ltd. | Apparatus and method for cleaning surfaces |
| WO2005077594A1 (ja) * | 2004-02-18 | 2005-08-25 | Kawasaki Plant Systems Kabushiki Kaisha | 板材の縦型加工ライン |
| DE102004014779A1 (de) * | 2004-03-26 | 2005-10-13 | Grenzebach Maschinenbau Gmbh | Berührungsfreier Plattenförderer, insbesondere für Glasplatten |
| WO2006012551A1 (en) | 2004-07-23 | 2006-02-02 | Nextech Solutions, Inc. | Large substrate flat panel inspection system |
| WO2006052919A1 (en) | 2004-11-08 | 2006-05-18 | New Way Machine Components, Inc. | Non-contact porous air bearing and glass flattening device |
| KR101234442B1 (ko) * | 2005-06-20 | 2013-02-18 | 엘지디스플레이 주식회사 | 비접촉 반송 장치에서의 지지플랫폼 |
| KR101234475B1 (ko) * | 2005-06-20 | 2013-02-18 | 엘지디스플레이 주식회사 | 비접촉 반송 장치에서의 지지플랫폼 |
| KR20070092648A (ko) * | 2006-03-09 | 2007-09-13 | 세이코 엡슨 가부시키가이샤 | 워크 반송 장치 및 워크 반송 방법 |
| JP4629007B2 (ja) | 2006-08-08 | 2011-02-09 | 株式会社日本設計工業 | 薄板状材料搬送用エアテーブル及び薄板状材料搬送装置 |
| US7722256B2 (en) * | 2006-11-17 | 2010-05-25 | Corning Incorporated | Flat surface air bearing assembly |
| JP4753313B2 (ja) | 2006-12-27 | 2011-08-24 | 東京エレクトロン株式会社 | 基板処理装置 |
| US8047354B2 (en) * | 2008-09-26 | 2011-11-01 | Corning Incorporated | Liquid-ejecting bearings for transport of glass sheets |
-
2009
- 2009-04-23 US US12/428,672 patent/US8047354B2/en not_active Expired - Fee Related
- 2009-09-28 KR KR1020117009036A patent/KR101581985B1/ko not_active Expired - Fee Related
- 2009-09-28 KR KR1020147033177A patent/KR101642631B1/ko not_active Expired - Fee Related
- 2009-09-28 WO PCT/US2009/058537 patent/WO2010036993A1/en not_active Ceased
- 2009-09-28 JP JP2011529299A patent/JP5539995B2/ja active Active
- 2009-09-28 KR KR1020187008313A patent/KR20180032694A/ko not_active Ceased
- 2009-09-28 KR KR1020167016097A patent/KR102045610B1/ko not_active Expired - Fee Related
- 2009-09-28 KR KR1020157033103A patent/KR20150138403A/ko not_active Ceased
- 2009-09-28 CN CN200980147768.9A patent/CN102224089B/zh not_active Expired - Fee Related
-
2011
- 2011-09-13 US US13/231,124 patent/US9708136B2/en not_active Expired - Fee Related
-
2014
- 2014-05-01 JP JP2014094502A patent/JP6031063B2/ja active Active
-
2016
- 2016-04-26 JP JP2016087771A patent/JP6353483B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5027941A (en) * | 1985-10-16 | 1991-07-02 | Lenhardt Maschinenbau Gmbh | Apparatus for conveying glass plates standing on edge |
| JP2002308422A (ja) * | 2001-04-13 | 2002-10-23 | Takehide Hayashi | フラットパネル搬送システム |
| JP2003063643A (ja) * | 2001-08-30 | 2003-03-05 | Nippon Sekkei Kogyo:Kk | 薄板の搬送方法及び装置 |
| JP2004196435A (ja) * | 2002-12-16 | 2004-07-15 | Nippon Sekkei Kogyo:Kk | 大型薄板状材の搬送方法及び装置 |
| JP2004273574A (ja) * | 2003-03-05 | 2004-09-30 | Wakomu Denso:Kk | 基板浮上装置および同方法 |
| JP2006513117A (ja) * | 2003-04-30 | 2006-04-20 | アプライド フィルムズ ゲーエムベーハー アンド コンパニー カーゲー | 真空チャンバ内で平らな基板を移送するための装置 |
| JP2006312511A (ja) * | 2005-05-06 | 2006-11-16 | Kyokuhei Glass Kako Kk | ガラス支持枠体 |
| JP2008270818A (ja) * | 2007-04-24 | 2008-11-06 | Applied Materials Inc | 非接触ウエットウエハホルダ |
| JP2007246287A (ja) * | 2007-05-28 | 2007-09-27 | Kawasaki Plant Systems Ltd | 板材の縦型搬送装置 |
| JP2008202146A (ja) * | 2008-04-21 | 2008-09-04 | Ulvac Japan Ltd | 縦型化学気相成長装置及び該装置を用いた成膜方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102699788A (zh) * | 2012-05-11 | 2012-10-03 | 李富业 | 一种平板玻璃磨边的夹紧传送机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100078295A1 (en) | 2010-04-01 |
| CN102224089B (zh) | 2014-07-02 |
| JP5539995B2 (ja) | 2014-07-02 |
| KR101642631B1 (ko) | 2016-07-25 |
| US8047354B2 (en) | 2011-11-01 |
| KR101581985B1 (ko) | 2015-12-31 |
| KR20150138403A (ko) | 2015-12-09 |
| JP6353483B2 (ja) | 2018-07-04 |
| KR20180032694A (ko) | 2018-03-30 |
| CN102224089A (zh) | 2011-10-19 |
| JP6031063B2 (ja) | 2016-11-24 |
| JP2016167617A (ja) | 2016-09-15 |
| KR20160075841A (ko) | 2016-06-29 |
| KR20150003884A (ko) | 2015-01-09 |
| US9708136B2 (en) | 2017-07-18 |
| WO2010036993A1 (en) | 2010-04-01 |
| US20120000749A1 (en) | 2012-01-05 |
| KR102045610B1 (ko) | 2019-11-15 |
| KR20110058894A (ko) | 2011-06-01 |
| JP2014193773A (ja) | 2014-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6353483B2 (ja) | ガラスシートを搬送するための液体噴出ベアリング | |
| KR101493532B1 (ko) | 유리 시트의 이송을 위한 가스-배출 베어링 | |
| JP6180486B2 (ja) | フュージョンガラス板 | |
| JP5820593B2 (ja) | 流体散布器およびガラス清浄化処理 | |
| TWI472467B (zh) | 玻璃片運送之液體射出軸承 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130510 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130514 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130813 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130820 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20131112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5539995 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140501 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |