JP5753374B2 - 編地の接合方法、および編地 - Google Patents
編地の接合方法、および編地 Download PDFInfo
- Publication number
- JP5753374B2 JP5753374B2 JP2010269034A JP2010269034A JP5753374B2 JP 5753374 B2 JP5753374 B2 JP 5753374B2 JP 2010269034 A JP2010269034 A JP 2010269034A JP 2010269034 A JP2010269034 A JP 2010269034A JP 5753374 B2 JP5753374 B2 JP 5753374B2
- Authority
- JP
- Japan
- Prior art keywords
- knitted fabric
- bind
- stitch
- knitted
- yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/246—Upper torso garments, e.g. sweaters, shirts, leotards
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/10—Patterned fabrics or articles
- D04B1/102—Patterned fabrics or articles with stitch pattern
- D04B1/106—Patterned fabrics or articles with stitch pattern at a selvedge, e.g. hems or turned welts
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Knitting Of Fabric (AREA)
- Treatment Of Fiber Materials (AREA)
Description
[1]第一編地において前記境界側端部に並ぶ二つの編目のうち、境界側の編目が第一編地に形成される第一伏目となるように、これら二つの編目を重ね合わせ、その重ね目に続いて次の第一伏目となる新たな編目を形成すること。
[2]第二編地において前記境界側端部に並ぶ二つの編目のうち、境界側の編目が第二編地に形成される第二伏目となるように、これら二つの編目を重ね合わせ、その重ね目に続いて次の第二伏目となる新たな編目を形成する。
そして、本発明編地の接合方法では、その繰り返しの過程で第一伏目の形成と第二伏目の形成との間に、前後いずれかの針床の空針に掛け目を形成し、その掛け目を後に針床から外すことで、第一伏目と第二伏目との間を繋ぐ糸長を稼ぐ。
[工程A]給糸口を第二編地の側に逃がした状態としてから、第二編地が係止される針床に対向する針床で、第一編地における前記境界側端部の二つの編目を重ね合わせる。
[工程B]第二編地の側に逃がしておいた給糸口を第一編地の側に向かって、工程Aで形成した重ね目を超える位置まで移動させ、再び給糸口を第二編地の側に向かって移動させる間に重ね目に続く第一伏目を形成する。
[工程C]給糸口を第二編地の側に配置したまま、第二編地が係止される針床に対向する針床で、第二編地における前記境界側端部の二つの編目を重ね合わせる。
[工程D]給糸口を第一編地の側に向かって移動させる間に工程Cで形成した重ね目に続く第二伏目を形成する。
[工程A´]給糸口を第二編地の側に逃がした状態としてから、第一編地が係止される針床で、第一編地における前記境界側端部の二つの編目を重ね合わせる。
[工程B´]第二編地の側に逃がしておいた給糸口を第一編地の側に向かって、工程A´で形成した重ね目を超える位置まで移動させ、再び給糸口を第二編地の側に向かって移動させる間に重ね目に続く第一伏目を形成する。
[工程C´]給糸口を第一編地の側に向かって移動させ、給糸口を第一編地の側に逃がした状態としてから、第二編地が係止される針床で、第二編地における前記境界側端部の二つの編目を重ね合わせる。
[工程D´]給糸口を第二編地の側に向かって、工程C´で形成した重ね目を超える位置まで移動させ、再び給糸口を第一編地の側に向かって移動させる間に重ね目に続く第二伏目を形成する。
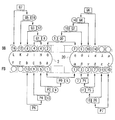
第一実施形態では、FBの編幅方向に隣接して係止される編目α〜ζからなる衿部20の前側編地(以下、第一編地100とする)と、編目A〜Fからなる身頃2の前側編地(以下、第二編地200とする)とを、裏目からなる伏目により接合する例を図2〜4に基づいて説明する。図2〜4の「S+数字」は編成工程の番号を、矢印は給糸口の移動方向や目移しの方向を、「K」は給糸口の移動に伴いニットを行うことを示す。また、図中の○は針床に係止される編目を、V字は掛け目を、●は各編成工程において編成される編目を、◎は重ね目を、▼は給糸口を、×は掛け目を針床から外すことを意味する。また、図中の重ね目に対する符合は、『A/α』のように表す。この場合、編目AがBB側に、編目αがFB側となるように重ねられた重ね目を示す。なお、説明の便宜上、編地は天竺とした。
第一実施形態では、第一伏目P1を形成した後、第二伏目P2を形成する間に、掛け目Rにより渡り糸の糸長を稼いだ。これに対して、図5の白抜き矢印に示すように、第二伏目P2を形成した後、次の第一伏目P3を形成する間に、掛け目Rにより渡り糸の糸長を稼いでも良い。その場合、例えば図3のS5(図4のS12)で給糸口を紙面右方向に移動させる間にFBの空針に掛け目を形成し、図3のS7やS8(図4のS14やS15)で掛け目を針床から外せば良い。その他、図3のS5(図4のS12)ではなくS6(図4のS13)で給糸口を紙面左方向に移動させるときに、編目P1の編成前にFBの空針に掛け目Rを形成しても良い。その場合、掛け目Rは捻られることになるが、その掛け目Rは後工程で針床から外されるため、捻られた掛け目Rであっても何ら問題ない。
第二実施形態では、表目からなる伏目により第一編地と第二編地とを繋ぐ編地の接合方法を図6,7に基づいて説明する。なお、第一実施形態では、第一編地の編目と第二編地の編目とを重ね合わせて両編地の接合を開始したが、第二実施形態では、本発明編地の接合方法を利用して第一編地の境界側端部の2目を重ね合わせると共に、第二編地の境界側端部の2目を重ね合わせて、両編地の接合を開始する。そのため、本実施形態では、紙面左側の編目A〜Fを第一編地100とし、紙面右側の編目α〜ζを第二編地200として説明を行う。
A〜L,α〜μ,P0〜P8,Q0〜Q7 編目
R 掛け目
100 第一編地
200 第二編地
1 セーター
2 身頃 20 衿部
3 右袖 30 右袖口部
4 左袖 40 左袖口部
5 伏目処理部
Claims (7)
- 少なくとも前後一対の針床を有し、前後の針床の少なくとも一方が左右にラッキング可能で、前後の針床間で編目の目移しが可能な横編機を用いて、独立して編成された編幅方向に並ぶ第一編地と第二編地のウエール方向端部同士を突き合わせた状態で伏目処理により繋ぎ合わせる編地の接合方法であって、
第一編地と第二編地との境界から両編地の接合を開始するにあたり、
第一編地において前記境界側端部に並ぶ二つの編目のうち、境界側の編目が第一編地に形成される第一伏目となるように、これら二つの編目を重ね合わせ、その重ね目に続いて次の第一伏目となる新たな編目を形成することと、
第二編地において前記境界側端部に並ぶ二つの編目のうち、境界側の編目が第二編地に形成される第二伏目となるように、これら二つの編目を重ね合わせ、その重ね目に続いて次の第二伏目となる新たな編目を形成することと、
を同一の編糸を利用して交互に繰り返し、
その繰り返しの過程で第一伏目の形成と第二伏目の形成との間に、前後いずれかの針床の空針に掛け目を形成し、その掛け目を後に針床から外すことで、第一伏目と第二伏目との間を繋ぐ糸長を稼ぐことを特徴とする編地の接合方法。 - 第一編地と第二編地との接合に弾性糸を用いることを特徴とする請求項1に記載の編地の接合方法。
- 前記繰り返しの過程で、第一伏目と第二伏目を裏目として形成すると共に、
第一伏目または第二伏目を形成した後、次の伏目を形成する前に、給糸口を移動させることで、先に形成した伏目から給糸口に延びる編糸を、その先に形成した伏目の表側に交差させてから次の伏目を形成することを特徴とする請求項1または2に記載の編地の接合方法。 - 前記繰り返しの過程は、
給糸口を第二編地の側に逃がした状態としてから、第二編地が係止される針床に対向する針床で、第一編地における前記境界側端部の二つの編目を重ね合わせる工程Aと、
第二編地の側に逃がしておいた給糸口を第一編地の側に向かって、工程Aで形成した重ね目を超える位置まで移動させ、再び給糸口を第二編地の側に向かって移動させる間に重ね目に続く第一伏目を形成する工程Bと、
給糸口を第二編地の側に配置したまま、第二編地が係止される針床に対向する針床で、第二編地における前記境界側端部の二つの編目を重ね合わせる工程Cと、
給糸口を第一編地の側に向かって移動させる間に工程Cで形成した重ね目に続く第二伏目を形成する工程Dと、
を備えることを特徴とする請求項3に記載の編地の接合方法。 - 前記繰り返しの過程で、第一伏目と第二伏目を表目として形成すると共に、
第一伏目または第二伏目を形成した後、次の伏目を形成する前に、給糸口を移動させることで、先に形成した伏目から給糸口に延びる編糸を、その先に形成した伏目の裏側に交差させてから次の伏目を形成することを特徴とする請求項1または2に記載の編地の接合方法。 - 前記繰り返しの過程は、
給糸口を第二編地の側に逃がした状態としてから、第一編地が係止される針床で、第一編地における前記境界側端部の二つの編目を重ね合わせる工程A´と、
第二編地の側に逃がしておいた給糸口を第一編地の側に向かって、工程A´で形成した重ね目を超える位置まで移動させ、再び給糸口を第二編地の側に向かって移動させる間に重ね目に続く第一伏目を形成する工程B´と、
給糸口を第一編地の側に向かって移動させ、給糸口を第一編地の側に逃がした状態としてから、第二編地が係止される針床で、第二編地における前記境界側端部の二つの編目を重ね合わせる工程C´と、
給糸口を第二編地の側に向かって、工程C´で形成した重ね目を超える位置まで移動させ、再び給糸口を第一編地の側に向かって移動させる間に重ね目に続く第二伏目を形成する工程D´と、
を備えることを特徴とする請求項5に記載の編地の接合方法。 - 少なくとも前後一対の針床を有し、前後の針床の少なくとも一方が左右にラッキング可能で、前後の針床間で編目の目移しが可能な横編機を用いて編成された編地であって、
独立して編成された編地からなる第一編地および第二編地と、
両編地を伏目処理にて接合する伏目処理部と、を備え、
前記伏目処理部は、同じ編糸で交互に連続して形成される第一伏目と第二伏目とからなり、
前記第一伏目は、前記第一編地のウエール方向端部の編目に重ねられ、
前記第二伏目は、前記第二編地のウエール方向端部の編目に重ねられ、
前記第一伏目と前記第二伏目とを繋ぐ渡り糸により前記第一編地と前記第二編地のウエール方向端部同士が突き合わせた状態で接合されており、
前記第一伏目と前記第二伏目とが互いに交差していないことを特徴とする編地。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010269034A JP5753374B2 (ja) | 2010-12-02 | 2010-12-02 | 編地の接合方法、および編地 |
| CN201110372054.7A CN102485994B (zh) | 2010-12-02 | 2011-11-22 | 编织物的接合方法及编织物 |
| EP11009402.6A EP2460919B1 (en) | 2010-12-02 | 2011-11-28 | Method of joining a knitted fabric |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010269034A JP5753374B2 (ja) | 2010-12-02 | 2010-12-02 | 編地の接合方法、および編地 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012117175A JP2012117175A (ja) | 2012-06-21 |
| JP2012117175A5 JP2012117175A5 (ja) | 2014-01-09 |
| JP5753374B2 true JP5753374B2 (ja) | 2015-07-22 |
Family
ID=45315385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010269034A Expired - Fee Related JP5753374B2 (ja) | 2010-12-02 | 2010-12-02 | 編地の接合方法、および編地 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2460919B1 (ja) |
| JP (1) | JP5753374B2 (ja) |
| CN (1) | CN102485994B (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5939031B2 (ja) | 2012-05-23 | 2016-06-22 | スズキ株式会社 | 内燃機関の燃料噴射制御装置 |
| JP2014025159A (ja) * | 2012-07-25 | 2014-02-06 | Shima Seiki Mfg Ltd | 編地の編成方法 |
| JP6025484B2 (ja) * | 2012-10-03 | 2016-11-16 | 株式会社島精機製作所 | 伏目方法、および編地 |
| TWI585255B (zh) * | 2013-04-02 | 2017-06-01 | 島精機製作所股份有限公司 | 編織物之編織方法、及編織物 |
| TWI585254B (zh) * | 2013-04-23 | 2017-06-01 | 島精機製作所股份有限公司 | 編織物之編織方法 |
| JP2015063765A (ja) * | 2013-09-24 | 2015-04-09 | 株式会社島精機製作所 | 横編機での編出し方法 |
| JP2015124445A (ja) * | 2013-12-25 | 2015-07-06 | 株式会社島精機製作所 | 編地の編成方法、および編地の製造方法 |
| JP2015161053A (ja) * | 2014-02-28 | 2015-09-07 | 株式会社島精機製作所 | 編地の解れ止め方法 |
| EP3330420A4 (en) * | 2015-07-30 | 2019-04-03 | Shima Seiki Mfg., Ltd. | MESHWARE AND METHOD FOR CONNECTING MESHWARE |
| JP6501824B2 (ja) * | 2017-05-29 | 2019-04-17 | 株式会社島精機製作所 | 編地の接合方法 |
| JP6738788B2 (ja) * | 2017-11-27 | 2020-08-12 | 株式会社島精機製作所 | ニットウェアの編成方法 |
| CN113818129B (zh) * | 2021-11-08 | 2023-01-13 | 嘉兴市蒂维时装有限公司 | 一种全成型侧缝开口镂空组织及其编织方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2538406B2 (ja) * | 1990-09-19 | 1996-09-25 | 株式会社島精機製作所 | 筒状編み地の接続編成方法及び端部が編成された状態に連結された筒状編み地 |
| EP0781880B1 (en) * | 1995-12-28 | 2001-12-05 | Shima Seiki Manufacturing, Ltd. | Binding-off method, bound knitted fabric, and CAD apparatus therefor |
| JP3010480B2 (ja) * | 1996-08-01 | 2000-02-21 | 株式会社島精機製作所 | 筒状編地にダブルジャージー組織からなる編込みジャカードを編成する方法 |
| DE19709695A1 (de) * | 1997-03-10 | 1998-09-17 | Stoll & Co H | Verfahren zur Herstellung eines Gestrickes auf einer Flachstrickmaschine |
| JP3047008B1 (ja) * | 1998-11-26 | 2000-05-29 | 株式会社島精機製作所 | 連結部が形成されたニット衣類の編成方法 |
| JP2000336559A (ja) * | 1999-05-31 | 2000-12-05 | Precision Fukuhara Works Ltd | パイル、鹿の子及び天竺を含む編地とその製造方法 |
| JP4503428B2 (ja) * | 2004-12-14 | 2010-07-14 | 株式会社島精機製作所 | 編地の編成方法およびその編成方法で編成された編地 |
| JP4814078B2 (ja) * | 2006-12-29 | 2011-11-09 | 株式会社島精機製作所 | 編地の端部を伏せ目処理する方法および伏せ目処理された編地 |
| JP5032872B2 (ja) * | 2007-03-29 | 2012-09-26 | 株式会社島精機製作所 | 編地の編成方法および横編された編地 |
-
2010
- 2010-12-02 JP JP2010269034A patent/JP5753374B2/ja not_active Expired - Fee Related
-
2011
- 2011-11-22 CN CN201110372054.7A patent/CN102485994B/zh not_active Expired - Fee Related
- 2011-11-28 EP EP11009402.6A patent/EP2460919B1/en not_active Not-in-force
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012117175A (ja) | 2012-06-21 |
| EP2460919A3 (en) | 2013-07-17 |
| CN102485994B (zh) | 2015-07-01 |
| EP2460919A2 (en) | 2012-06-06 |
| EP2460919B1 (en) | 2016-05-18 |
| CN102485994A (zh) | 2012-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5753374B2 (ja) | 編地の接合方法、および編地 | |
| JP5414538B2 (ja) | 編地の編成方法、および編地 | |
| JP5619008B2 (ja) | 編地の編成方法、および編地 | |
| KR101384195B1 (ko) | 편성포 종단부의 파이핑 처리방법 | |
| JP5580407B2 (ja) | 隣接する編地部の接合方法、および編地 | |
| JP2012117175A5 (ja) | ||
| WO2002070800A1 (en) | Knitted fabric having opening portion and knitting method therefor | |
| JP5349268B2 (ja) | 編地の編成方法、および編地 | |
| JPH10226947A (ja) | 横編機による編地の接合編成方法 | |
| JP3967922B2 (ja) | 分岐部を有する編地およびその編成方法 | |
| JP5567565B2 (ja) | 袖と身頃を有するニットウェアおよびその編成方法 | |
| JP4002891B2 (ja) | 筒状編地の編成方法 | |
| WO2001057299A1 (fr) | Procede de tricotage de vetements tricotes | |
| JP3541191B2 (ja) | 伸縮性に優れた伏目処理方法 | |
| WO2001094671A1 (en) | Method of joining knitted fabrics and joined knitted fabrics | |
| KR101449504B1 (ko) | 편성포의 편성방법 및 편성포 | |
| WO2006070764A1 (ja) | 筒状編地の編成方法 | |
| JP5905221B2 (ja) | 編地の接合方法、および編地 | |
| JP3251521B2 (ja) | 二層構造を有するニット衣類およびその編成方法 | |
| WO2003057958A1 (fr) | Procede de formation de col | |
| JP5543927B2 (ja) | V首剣先部を有する衿付きニットウェアの編成方法および編地 | |
| JP3798062B2 (ja) | 横編機を用いた伏せ目方法とこの方法で伏せ目された編地 | |
| WO2003102284A1 (fr) | Procede de tricotage de vetements tricotes a col devant et vetement tricote a col devant | |
| WO2004072344A1 (ja) | ニットウェアおよび、ニットウェアの編成方法 | |
| WO2007020829A1 (ja) | パイピング部を有する編地の編成方法およびその編地 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131114 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131114 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140912 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140929 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150522 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5753374 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |