JP5390538B2 - 車両ボディを処理するための浸漬処理設備 - Google Patents
車両ボディを処理するための浸漬処理設備 Download PDFInfo
- Publication number
- JP5390538B2 JP5390538B2 JP2010547074A JP2010547074A JP5390538B2 JP 5390538 B2 JP5390538 B2 JP 5390538B2 JP 2010547074 A JP2010547074 A JP 2010547074A JP 2010547074 A JP2010547074 A JP 2010547074A JP 5390538 B2 JP5390538 B2 JP 5390538B2
- Authority
- JP
- Japan
- Prior art keywords
- vehicle body
- carriage
- immersion
- transfer
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/02—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid
- B65G49/04—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction
- B65G49/0409—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length
- B65G49/0436—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath
- B65G49/044—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit
- B65G49/045—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed
- B65G49/0454—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed by means of containers -or workpieces- carriers
- B65G49/0459—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed by means of containers -or workpieces- carriers movement in a vertical direction is caused by self-contained means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/02—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid
- B65G49/04—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/02—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid
- B65G49/04—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction
- B65G49/0409—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length
- B65G49/0436—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath
- B65G49/044—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit
- B65G49/045—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed
- B65G49/0454—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed by means of containers -or workpieces- carriers
- B65G49/0463—Conveying systems characterised by their application for specified purposes not otherwise provided for for conveying workpieces through baths of liquid the workpieces being immersed and withdrawn by movement in a vertical direction specially adapted for workpieces of definite length arrangements for conveyance from bath to bath along a continuous circuit the circuit being fixed by means of containers -or workpieces- carriers movement in a vertical direction is caused by lifting means or fixed or adjustable guiding means located at the bath area
Description
a)固定装置を有し、その固定装置に少なくとも1つの対象が固定可能である、少なくとも1つの移送キャリッジと、
b)移送キャリッジを支持する少なくとも1つのレールと、
c)レールに沿って移送キャリッジを走行させる、少なくとも1つの駆動手段と、
を有する、表面処理設備内で対象を移送するため、特に車両ボディを移送するためのオーバーヘッド移送システムに関する。
a)処理液で充填することができ、その処理液内に処理すべき対象、特に車両ボディを浸漬することができる、少なくとも1つの浸漬槽と、
b)処理すべき対象を浸漬槽へ近づけ、浸漬槽の内部空間内へ移動させ、浸漬槽から取り出して、その浸漬槽から離れるように移動させることができる、移送設備と、
を有する、浸漬処理設備に関する。
d)固定装置が、垂直の回転軸を中心に回転可能に軸承されている、
ことによって解決される。
c)移送設備が、請求項1から7のいずれか1項に記載のオーバーヘッド移送システムである、
ことによって解決される。
Claims (6)
- 車両ボディを処理するための浸漬処理設備であって、
a)処理液によって充填可能であって、前記処理液内に処理すべき車両ボディ(204)を完全に浸漬することができる、少なくとも1つの浸漬槽(202)と、
b)処理すべき車両ボディ(204)を浸漬槽(202)へ運び、浸漬槽(202)の内部に侵し、浸漬槽(202)から取り出して、その浸漬槽から離れるように移動させることができる、オーバーヘッド移送システム(206)と、を有し、
オーバーヘッド移送システム(206)が、
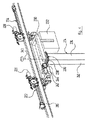
ba)固定装置(212、272)を有し、前記固定装置に少なくとも1つの車両ボディ(204)が固定可能である、少なくとも1つの移送キャリッジ(208)と、
bb)移送キャリッジ(208)を支持する少なくとも1本のレール(216)と、
bc)レール(216)に沿って移送キャリッジ(208)を走行させるための、少なくとも1つの駆動手段(222;224)と、を具備し、
bd)固定装置(212、272)が、垂直の回転軸(240)を中心に回転可能に軸承されているものにおいて、
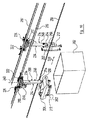
c)オーバーヘッド移送システム(206)が、少なくとも1つの車両ボディ(204)のために、水平の直線運動と垂直の回転軸(240)を中心とする回転運動の重ね合わせとなる、運動シーケンスが得られるように整えられており、
d)運動シークエンスが少なくとも1つの自動車ボディが少なくとも1つの浸漬槽を通過する間に達成される、
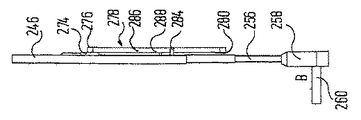
ことを特徴とする車両ボディを処理するための浸漬処理設備。 - 移送キャリッジ(208)が、垂直に走行可能なキャリッジ(256)を有しており、前記キャリッジによって固定装置(212、272)が連動される、
ことを特徴とする請求項1に記載の車両ボディを処理するための浸漬処理設備。 - 移送キャリッジ(208)が、垂直方向に伸縮可能な伸縮装置(214)を有しており、前記伸縮装置がキャリッジ(256)を案内する、
ことを特徴とする請求項2に記載の車両ボディを処理するための浸漬処理設備。 - 移送キャリッジ(208)が、駆動手段(210)として、レール(216)上で動力で走行可能な駆動キャリッジ(210)を有している、
ことを特徴とする請求項1から3のいずれか1項に記載の車両ボディを処理するための浸漬処理設備。 - 伸縮装置(214)が、垂直の回転軸(240)を中心に回転可能に移送キャリッジ(208)の駆動キャリッジ(210)に軸承されている、
ことを特徴とする請求項3に帰属する、請求項4に記載の車両ボディを処理するための浸漬処理設備。 - 固定装置(212、272)が、さらに、水平の回転軸(262)を中心に回転可能に軸承されている、
ことを特徴とする請求項1から5のいずれか1項に記載の車両ボディを処理するための浸漬処理設備。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008010400A DE102008010400A1 (de) | 2008-02-21 | 2008-02-21 | Hängebahnsystem und Tauchbehandlungsanlage mit einem solchen |
| DE102008010400.0 | 2008-02-21 | ||
| PCT/EP2009/000497 WO2009103401A1 (de) | 2008-02-21 | 2009-01-27 | Hängebahnsystem und tauchbehandlungsanlage mit einem solchen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011516361A JP2011516361A (ja) | 2011-05-26 |
| JP5390538B2 true JP5390538B2 (ja) | 2014-01-15 |
Family
ID=40474745
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010547074A Active JP5390538B2 (ja) | 2008-02-21 | 2009-01-27 | 車両ボディを処理するための浸漬処理設備 |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US8522957B2 (ja) |
| EP (1) | EP2242711B2 (ja) |
| JP (1) | JP5390538B2 (ja) |
| KR (1) | KR101629036B1 (ja) |
| CN (1) | CN101952185B (ja) |
| AT (1) | ATE521558T1 (ja) |
| BR (1) | BRPI0907581A2 (ja) |
| CA (1) | CA2715405C (ja) |
| DE (1) | DE102008010400A1 (ja) |
| ES (1) | ES2371734T3 (ja) |
| MX (1) | MX2010009041A (ja) |
| PL (1) | PL2242711T3 (ja) |
| RU (1) | RU2518128C2 (ja) |
| UA (1) | UA99179C2 (ja) |
| WO (1) | WO2009103401A1 (ja) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010004974B4 (de) * | 2010-01-18 | 2021-06-10 | Eisenmann Se | Fördersystem zum Transport von Gegenständen und Tauchbehandlungsanlage mit einem solchen |
| DE102010001366A1 (de) * | 2010-01-29 | 2011-08-04 | Dürr Systems GmbH, 74321 | Anlage und Verfahren zur Oberflächenbehandlung von Werkstücken |
| JP5560974B2 (ja) * | 2010-07-06 | 2014-07-30 | 株式会社ダイフク | 走行型浸漬処理装置 |
| DE102011101278B4 (de) | 2011-05-12 | 2017-01-26 | Eisenmann Se | Anlage zum Behandeln, insbesondere zum kataphoretischen Tauchlackieren von Gegenständen, insbesondere von Fahrzeugkarosserien |
| US9534311B2 (en) * | 2012-08-03 | 2017-01-03 | Fanuc America Corporation | Robotic pretreatment and primer electrodeposition system |
| CN103041952B (zh) * | 2012-12-10 | 2016-08-03 | 上海通领汽车科技股份有限公司 | 汽车内饰件用阻镀机 |
| ITMI20132152A1 (it) * | 2013-12-20 | 2015-06-21 | Geico Spa | Impianto per il trattamento ad immersione di scocche |
| DE102014219764A1 (de) * | 2014-09-30 | 2016-03-31 | Dürr Systems GmbH | Fördervorrichtung, Trocknungsanlage und Verfahren zum Fördern von Werkstücken |
| ES2565561B2 (es) * | 2015-11-26 | 2016-08-17 | Pablo Germade Castiñeiras | Sistema de transporte para máquina envasadora |
| AT520118B1 (de) * | 2017-06-30 | 2021-06-15 | Alex Fehberger | Transportvorrichtung und Verfahren zum Tauchlackieren |
| CN111196474A (zh) * | 2018-11-16 | 2020-05-26 | 北汽福田汽车股份有限公司 | 旋转移行输送系统和滑撬输送方法 |
| CN109653040B (zh) * | 2018-11-21 | 2021-07-06 | 中车青岛四方机车车辆股份有限公司 | 一种转换线路的轨道梁 |
| CN110000061A (zh) * | 2019-05-08 | 2019-07-12 | 太仓卡兰平汽车零部件有限公司 | 一种锌铝微片涂层弹簧生产线设备组合 |
| US11072501B2 (en) * | 2019-06-27 | 2021-07-27 | Sst Systems, Inc. | Finishing system and method of operating |
| CN114313804B (zh) * | 2022-03-07 | 2022-05-27 | 常州市达力塑料机械有限公司 | 一种卷用转运机构 |
Family Cites Families (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE759998A (fr) | 1970-01-05 | 1971-05-17 | Garrison William H | Procede et appareil de galvanisation |
| US3658197A (en) * | 1970-06-01 | 1972-04-25 | Lockheed Aircraft Corp | Programmable apparatus for conveying articles through successive process steps |
| US3861352A (en) * | 1972-11-24 | 1975-01-21 | Thorvald F Hammer | Automatic galvanizing machines |
| DE2306851C3 (de) † | 1973-02-12 | 1979-06-28 | Otto Duerr Anlagenbau Gmbh, 7000 Stuttgart | Verfahren und Vorrichtung zum Fördern von Fahrzeugkarosserien oder ähnlichen bemessenen Werkstücken zur Durchführung eines Beschichtens derselben |
| DE2737917C2 (de) | 1977-08-23 | 1984-04-26 | Hübers & Meier, 4190 Bocholt | Mit Schleuder versehene Imprägnierungseinrichtung |
| DE2902352C3 (de) | 1979-01-22 | 1982-05-19 | Kruse, Karl-Hermann, 2400 Lübeck | Verfahren und Vorrichtung zum Tauchbeschichten von Werkstücken, insbesondere von Containern |
| FR2450672B1 (fr) | 1979-03-06 | 1986-02-21 | Alpasonic Sa | Dispositif de manoeuvre de pieces a traiter pour installations de traitement |
| ES517663A0 (es) | 1982-11-16 | 1983-12-01 | Agullo Negui Miguel | Perfeccionamientos en maquinas de lavado y-o acabado de piezas mecanizadas. |
| US4772374A (en) † | 1983-11-14 | 1988-09-20 | Prime-Coat Technology, Inc. | Electrodeposition system and method therefor |
| DE3612485C2 (de) † | 1986-04-14 | 1995-01-05 | Roland Hantsch | Horizontalschwinghebelantrieb für ein Liegefahrrad |
| DE8810999U1 (ja) | 1988-08-31 | 1989-07-06 | Hestermann, Gerhard, 7990 Friedrichshafen, De | |
| CA2026174C (en) * | 1989-09-26 | 2000-01-18 | Kiyohiro Ichinose | Surface treatment apparatus |
| TW237435B (ja) * | 1992-01-21 | 1995-01-01 | Nakanishi Kinzoku Kogyo Kk | |
| JPH0625220U (ja) * | 1992-09-01 | 1994-04-05 | 株式会社椿本チエイン | 搬送物の向きが換わるキャリヤの車間距離検出装置 |
| DE9408846U1 (de) | 1994-05-30 | 1994-09-01 | Ehrenleitner Franz | Tragvorrichtung |
| DE4326563A1 (de) * | 1993-08-07 | 1995-02-09 | Rainer F Tracksdorf | Fördereinrichtung für Fahrzeugkarosserien |
| JP3776166B2 (ja) | 1996-06-24 | 2006-05-17 | セントラル自動車株式会社 | 表面処理装置及び表面処理方法 |
| DE19641048C2 (de) * | 1996-10-04 | 2000-07-20 | Flaekt Ab | Verfahren zum Ein- und Ausbringen von Werkstücken, insbesondere Fahrzeugkarosserien, Vorrichtung und Anlage zur Oberflächenbehandlung von Werkstücken im Durchlauf |
| US5972112A (en) * | 1997-10-03 | 1999-10-26 | Acco Systems, Inc. | Dip tank workpiece carrier with rocking frame |
| JP4058884B2 (ja) † | 2000-05-23 | 2008-03-12 | スズキ株式会社 | 自動二輪車の後輪懸架装置 |
| DE10103837B4 (de) | 2001-01-29 | 2005-09-29 | EISENMANN Fördertechnik GmbH & Co. KG | Anlage zum Behandeln, insbesondere zum Lackieren von Gegenständen, insbesondere von Fahrzeugkarosserien |
| DE10161086B4 (de) | 2001-12-12 | 2005-06-02 | Wmv Apparatebau Gmbh & Co Kg | Anlage zum Behandeln von Massenteilen |
| AU2003205625A1 (en) | 2002-01-21 | 2003-07-30 | Epv-Tec Gmbh | Device and method for the surface treatment of parts |
| CA2475925C (en) † | 2002-02-20 | 2009-11-03 | Durr Systems Gmbh | A device and method for handling workpieces, in particular vehicle chassis |
| DE10261337B4 (de) * | 2002-12-28 | 2020-01-23 | Volkswagen Ag | Verfahren zur Durchführung von Montagevorgängen oder Bearbeitungsvorgängen in verschiedenen Teilbereichen einer Karosserie in einer Montagelinie |
| JP4225066B2 (ja) | 2003-01-24 | 2009-02-18 | 株式会社ダイフク | 搬送設備 |
| DE10306826B4 (de) | 2003-02-19 | 2007-06-14 | Manz Galvanotechnik Gmbh | Vorrichtung zur oberflächentechnischen Behandlung von Schüttgütern in Flüssigkeiten |
| DE10309328A1 (de) † | 2003-03-04 | 2004-09-16 | Bayerische Motoren Werke Ag | Crashsensorik für Motorräder |
| JP2004315837A (ja) * | 2003-04-11 | 2004-11-11 | Trinity Ind Corp | ワークの処理システム |
| DE10318933A1 (de) | 2003-04-26 | 2004-11-18 | Basf Coatings Ag | Elektrotauchlackierverfahren und Durchlaufanlage zu seiner Durchführung |
| JP4557683B2 (ja) * | 2003-12-26 | 2010-10-06 | 株式会社大気社 | 搬送設備 |
| JP4925615B2 (ja) * | 2005-06-29 | 2012-05-09 | 株式会社大気社 | 搬送設備 |
| DE102006042632A1 (de) * | 2006-08-31 | 2008-03-20 | Holder, Jochen | Verfahren zur Beschichtung von Bauteilen mit einem Lack |
| BRPI0821810B1 (pt) † | 2007-12-28 | 2018-10-09 | Eisenmann Ag | instalação de tratamento por imersão |
| DE102007063061A1 (de) † | 2007-12-28 | 2009-07-09 | Eisenmann Anlagenbau Gmbh & Co. Kg | Tauchbehandlungsanlage |
-
2008
- 2008-02-21 DE DE102008010400A patent/DE102008010400A1/de not_active Withdrawn
-
2009
- 2009-01-27 PL PL09713204T patent/PL2242711T3/pl unknown
- 2009-01-27 WO PCT/EP2009/000497 patent/WO2009103401A1/de active Application Filing
- 2009-01-27 ES ES09713204T patent/ES2371734T3/es active Active
- 2009-01-27 EP EP09713204.7A patent/EP2242711B2/de active Active
- 2009-01-27 RU RU2010138642/11A patent/RU2518128C2/ru not_active IP Right Cessation
- 2009-01-27 JP JP2010547074A patent/JP5390538B2/ja active Active
- 2009-01-27 MX MX2010009041A patent/MX2010009041A/es active IP Right Grant
- 2009-01-27 AT AT09713204T patent/ATE521558T1/de active
- 2009-01-27 KR KR1020107018720A patent/KR101629036B1/ko active IP Right Grant
- 2009-01-27 BR BRPI0907581-0A patent/BRPI0907581A2/pt not_active IP Right Cessation
- 2009-01-27 CN CN200980105939.1A patent/CN101952185B/zh active Active
- 2009-01-27 US US12/918,104 patent/US8522957B2/en active Active
- 2009-01-27 UA UAA201011126A patent/UA99179C2/ru unknown
- 2009-01-27 CA CA2715405A patent/CA2715405C/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| UA99179C2 (ru) | 2012-07-25 |
| CA2715405C (en) | 2016-08-23 |
| EP2242711B2 (de) | 2021-12-08 |
| MX2010009041A (es) | 2010-10-25 |
| ATE521558T1 (de) | 2011-09-15 |
| RU2010138642A (ru) | 2012-03-27 |
| US20100319617A1 (en) | 2010-12-23 |
| US8522957B2 (en) | 2013-09-03 |
| ES2371734T3 (es) | 2012-01-09 |
| RU2518128C2 (ru) | 2014-06-10 |
| EP2242711A1 (de) | 2010-10-27 |
| DE102008010400A1 (de) | 2009-10-29 |
| CA2715405A1 (en) | 2009-08-27 |
| JP2011516361A (ja) | 2011-05-26 |
| WO2009103401A1 (de) | 2009-08-27 |
| CN101952185A (zh) | 2011-01-19 |
| PL2242711T3 (pl) | 2012-01-31 |
| BRPI0907581A2 (pt) | 2015-07-21 |
| CN101952185B (zh) | 2015-03-04 |
| KR20100126320A (ko) | 2010-12-01 |
| EP2242711B1 (de) | 2011-08-24 |
| KR101629036B1 (ko) | 2016-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5390538B2 (ja) | 車両ボディを処理するための浸漬処理設備 | |
| JP5848007B2 (ja) | 浸漬処理装置 | |
| JP2011517306A (ja) | オーバーヘッド移送システムとそれを有する浸漬処理設備 | |
| JP2011508082A5 (ja) | ||
| KR102044571B1 (ko) | 침지 처리 설비 | |
| SK286970B6 (sk) | Zariadenie na spracovanie, najmä na lakovanie, predmetov, najmä karosérií vozidiel | |
| KR20030038567A (ko) | 가공 소재의 표면 처리용 장치 및 방법 | |
| RU2612464C2 (ru) | Установка для обработки окунанием предметов | |
| JP2008280590A (ja) | 電着塗装方法 | |
| SK286117B6 (sk) | Zariadenie na úpravu, predovšetkým na lakovanie predmetov, a to najmä karosérií vozidiel | |
| JP2014514457A (ja) | 対象、特に車両ボディ、を処理する、特に電気泳動浸漬塗装する、ための設備 | |
| JP2008280589A (ja) | 電着塗装方法 | |
| JP5053704B2 (ja) | 電着塗装のための水洗方法 | |
| CN112272644A (zh) | 用于浸渍处理物体、特别是车辆车身的浸渍处理系统和方法 | |
| BRPI0907581B1 (pt) | Sistema de transporte suspenso e unidade de tratamento por imersão, que compreende o dito sistema |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131010 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5390538 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |