JP4989909B2 - 電極板の塗工幅制御システム及び制御方法 - Google Patents
電極板の塗工幅制御システム及び制御方法 Download PDFInfo
- Publication number
- JP4989909B2 JP4989909B2 JP2006083163A JP2006083163A JP4989909B2 JP 4989909 B2 JP4989909 B2 JP 4989909B2 JP 2006083163 A JP2006083163 A JP 2006083163A JP 2006083163 A JP2006083163 A JP 2006083163A JP 4989909 B2 JP4989909 B2 JP 4989909B2
- Authority
- JP
- Japan
- Prior art keywords
- coating
- core material
- coating layer
- width
- electrode plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/10—Storage, supply or control of liquid or other fluent material; Recovery of excess liquid or other fluent material
- B05C11/1002—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves
- B05C11/1005—Means for controlling supply, i.e. flow or pressure, of liquid or other fluent material to the applying apparatus, e.g. valves responsive to condition of liquid or other fluent material already applied to the surface, e.g. coating thickness, weight or pattern
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0404—Methods of deposition of the material by coating on electrode collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/02—Electrodes composed of, or comprising, active material
- H01M4/04—Processes of manufacture in general
- H01M4/0402—Methods of deposition of the material
- H01M4/0419—Methods of deposition of the material involving spraying
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8825—Methods for deposition of the catalytic active composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
- H01M4/8878—Treatment steps after deposition of the catalytic active composition or after shaping of the electrode being free-standing body
- H01M4/8882—Heat treatment, e.g. drying, baking
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Battery Electrode And Active Subsutance (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
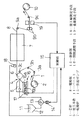
5 塗工手段
7 乾燥炉
8 電極板
11 ペースト
13 供給ポンプ
15 制御部
16 間隙調整手段
18 塗工幅測定手段
19 重量測定手段
20 スリットノズル
21 塗工層
Claims (3)
- 帯状の芯材に活物質を含有するペーストを塗工してストライプ状の塗工層を形成する電極板の製造工程において、芯材をその長手方向に移送する移送手段と、移送される芯材に向けて複数のスリットノズルからそれぞれ所定幅でペーストを吐出して芯材の表面に塗工層を形成する塗工手段と、塗工手段のスリットノズルと芯材との間の間隙を調整する間隙調整手段と、芯材の表面の塗工層の幅を測定する塗工幅測定手段と、測定した塗工幅と所定の塗工幅とを比較した結果に基づいて間隙調整手段を動作制御する制御部とを備えたことを特徴とする電極板の塗工幅制御システム。
- 塗工手段はスリットノズルに向けてペーストを供給する供給ポンプを備え、塗工層の単位面積当たりの重量を測定する重量測定手段を、塗工層を乾燥させる乾燥炉の後段に設け、制御部は重量測定手段による測定結果と所定の重量とを比較した結果に基づいて供給ポンプを動作制御することを特徴とする請求項1記載の電極板の塗工幅制御システム。
- 帯状の芯材をその長手方向に移送し、その移送される芯材に向けて複数のスリットノズルからそれぞれ所定幅でペーストを吐出して芯材の表面にストライプ状の塗工層を形成する工程と、芯材上の塗工層の単位面積当たりの重量を塗工層の乾燥後に測定する工程と、重量の測定結果と所定の重量とを比較した結果に基づいてスリットノズルへのペーストの供給量を制御する工程と、芯材の表面の塗工層の幅を測定する工程と、測定した塗工幅と所定の塗工幅とを比較した結果に基づいてスリットノズルと芯材との間の間隙を調整する工程とを有し、塗工層の単位面積当たりの重量と塗工幅が所定値になるようにペーストの供給量とスリットノズルと芯材との間の間隙を調整することを特徴とする電極板の塗工幅制御方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006083163A JP4989909B2 (ja) | 2006-03-24 | 2006-03-24 | 電極板の塗工幅制御システム及び制御方法 |
| US11/727,207 US7690326B2 (en) | 2006-03-24 | 2007-03-23 | System and method for controlling coating width of electrode plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006083163A JP4989909B2 (ja) | 2006-03-24 | 2006-03-24 | 電極板の塗工幅制御システム及び制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007258078A JP2007258078A (ja) | 2007-10-04 |
| JP4989909B2 true JP4989909B2 (ja) | 2012-08-01 |
Family
ID=38619784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006083163A Expired - Fee Related JP4989909B2 (ja) | 2006-03-24 | 2006-03-24 | 電極板の塗工幅制御システム及び制御方法 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7690326B2 (ja) |
| JP (1) | JP4989909B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10026951B2 (en) | 2013-04-26 | 2018-07-17 | Yokogawa Electric Corporation | Control system and control method |
| KR20190101872A (ko) * | 2018-02-23 | 2019-09-02 | 가부시키가이샤 스크린 홀딩스 | 도공 장치 및 도공 방법 |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009075155A1 (en) * | 2007-12-10 | 2009-06-18 | Toyota Jidosha Kabushiki Kaisha | Coating apparatus and method of applying coating liquid |
| JP5581850B2 (ja) * | 2010-06-25 | 2014-09-03 | トヨタ自動車株式会社 | 電池の製造方法および電極製造装置 |
| CN103119756A (zh) * | 2010-09-13 | 2013-05-22 | 丰田自动车株式会社 | 电池的电极的制造方法以及电池的电极的制造装置 |
| JP5566827B2 (ja) * | 2010-09-15 | 2014-08-06 | 株式会社ヒラノテクシード | 塗工装置 |
| JP2012074201A (ja) * | 2010-09-28 | 2012-04-12 | Dainippon Screen Mfg Co Ltd | リチウムイオン二次電池、車両、電子機器およびリチウムイオン二次電池の製造方法 |
| JP2012075980A (ja) * | 2010-09-30 | 2012-04-19 | Hirano Tecseed Co Ltd | 塗工装置 |
| EP2637237A1 (en) * | 2010-11-02 | 2013-09-11 | Toyota Jidosha Kabushiki Kaisha | Coating method and coating apparatus |
| JP5321644B2 (ja) | 2011-06-08 | 2013-10-23 | トヨタ自動車株式会社 | 塗工方法 |
| JP5929681B2 (ja) * | 2012-10-08 | 2016-06-08 | トヨタ自動車株式会社 | 電池の製造方法及びペースト塗工装置 |
| WO2015019711A1 (ja) * | 2013-08-06 | 2015-02-12 | Necエナジーデバイス株式会社 | 間欠塗布電池電極製造方法 |
| JP6428096B2 (ja) * | 2014-09-26 | 2018-11-28 | 日本電気株式会社 | 塗布装置および塗布方法 |
| JP6477236B2 (ja) * | 2015-05-20 | 2019-03-06 | 株式会社豊田自動織機 | 塗工装置及び塗工方法 |
| US10985355B2 (en) * | 2015-10-23 | 2021-04-20 | Sumitomo Chemical Company, Limited | Method for producing functional film, control device, and control method |
| CN107328359B (zh) * | 2017-07-03 | 2021-12-03 | 京东方科技集团股份有限公司 | 用于检测墨滴的装置和方法 |
| JP6885272B2 (ja) * | 2017-09-12 | 2021-06-09 | トヨタ自動車株式会社 | 電極板の製造方法 |
| JP6835696B2 (ja) * | 2017-10-24 | 2021-02-24 | 株式会社ヒラノテクシード | 塗工装置 |
| US20200266418A1 (en) * | 2018-03-23 | 2020-08-20 | EnPower, Inc. | Gap section multilayer electrode profile |
| WO2022102179A1 (ja) * | 2020-11-11 | 2022-05-19 | パナソニックIpマネジメント株式会社 | 電極合剤スラリーの塗工装置 |
| JP7463337B2 (ja) * | 2021-12-13 | 2024-04-08 | プライムアースEvエナジー株式会社 | 二次電池の製造方法 |
| CN114618741B (zh) * | 2022-03-16 | 2024-03-19 | 江苏纹创科技有限公司 | 一种可适配不同宽度的离型纸加工用涂胶设备 |
| US20230317913A1 (en) * | 2022-03-29 | 2023-10-05 | Rivian Ip Holdings, Llc | Battery cell and components thereof |
| CN116213203B (zh) * | 2023-05-08 | 2023-10-20 | 宁德时代新能源科技股份有限公司 | 一种双面涂布方法、装置、电子设备及存储介质 |
| DE102023113291A1 (de) * | 2023-05-22 | 2024-11-28 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Beschichtungsanlage zum Herstellen einer Beschichtung mit verbessertem Höhenprofil |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3324343B2 (ja) * | 1994-07-28 | 2002-09-17 | 松下電器産業株式会社 | ペーストの塗着装置および方法 |
| JP3680985B2 (ja) * | 1999-06-11 | 2005-08-10 | トヨタ自動車株式会社 | 電池用シート電極の製造方法 |
| JP3680984B2 (ja) * | 1999-06-11 | 2005-08-10 | トヨタ自動車株式会社 | 電池用シート電極の製造方法 |
| JP2001327906A (ja) * | 2000-05-24 | 2001-11-27 | Matsushita Electric Ind Co Ltd | ストライプ塗布装置 |
| JP4828683B2 (ja) * | 2000-07-07 | 2011-11-30 | パナソニック株式会社 | 電池用電極板の製造方法および製造装置 |
| JP2002075335A (ja) * | 2000-08-25 | 2002-03-15 | Toshiba Battery Co Ltd | ペースト状電極活物質塗布装置 |
| JP2005183181A (ja) | 2003-12-19 | 2005-07-07 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
| JP2005216722A (ja) | 2004-01-30 | 2005-08-11 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
| JP2005216723A (ja) | 2004-01-30 | 2005-08-11 | Dainippon Ink & Chem Inc | 非水電解質二次電池用電極板およびその製造方法 |
-
2006
- 2006-03-24 JP JP2006083163A patent/JP4989909B2/ja not_active Expired - Fee Related
-
2007
- 2007-03-23 US US11/727,207 patent/US7690326B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10026951B2 (en) | 2013-04-26 | 2018-07-17 | Yokogawa Electric Corporation | Control system and control method |
| KR20190101872A (ko) * | 2018-02-23 | 2019-09-02 | 가부시키가이샤 스크린 홀딩스 | 도공 장치 및 도공 방법 |
| KR102219719B1 (ko) * | 2018-02-23 | 2021-02-23 | 가부시키가이샤 스크린 홀딩스 | 도공 장치 및 도공 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7690326B2 (en) | 2010-04-06 |
| US20070248745A1 (en) | 2007-10-25 |
| JP2007258078A (ja) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4989909B2 (ja) | 電極板の塗工幅制御システム及び制御方法 | |
| CN111295550B (zh) | 片材涂覆和压延系统及方法 | |
| JP6942654B2 (ja) | 塗工装置および塗工方法 | |
| JP2007117973A (ja) | 薄膜の間欠塗工方法 | |
| JP6525936B2 (ja) | 巻回装置 | |
| CN108987821B (zh) | 卷绕装置 | |
| JP2023527639A (ja) | リチウム補充機器 | |
| JP6184819B2 (ja) | ノズル調整方法および両面塗工装置 | |
| EP2578405A1 (en) | Film transfer apparatus | |
| JP5423209B2 (ja) | 帯状材の搬送装置及び搬送制御方法 | |
| KR20190124053A (ko) | 양면 코팅장치 | |
| JP5217732B2 (ja) | 電子部品製造装置及び電子部品の製造方法 | |
| CN115999850B (zh) | 一种锂电池极片斑马涂布设备及涂布方法 | |
| TW202422007A (zh) | 厚度測定方法及厚度測定裝置 | |
| CN114762864A (zh) | 用于轧制金属锂带的装置 | |
| JP2022155714A (ja) | 塗布装置 | |
| JP5493545B2 (ja) | ウエブ搬送装置及びその方法と電極板の製造方法,電池の製造方法 | |
| JP7080909B2 (ja) | 電気エネルギー貯蔵デバイスを製造する装置 | |
| JP2019018356A (ja) | ディスペンサ塗工式転写装置、及び、ディスペンサ塗工式転写方法 | |
| TWI865961B (zh) | 凹版印刷裝置 | |
| JP7377499B2 (ja) | シート材製造方法、塗膜形成方法、シート材製造装置及びコーター | |
| US20260008262A1 (en) | Device for coating a carrier substrate with a powdered material | |
| CN104890367A (zh) | 图像记录装置以及薄片输送方法 | |
| WO1995023031A1 (en) | Intermittent coating method and apparatus therefor | |
| US20260009140A1 (en) | Device for coating a carrier substrate with a powdered material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090316 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090522 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20091027 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20091228 |
|
| RD05 | Notification of revocation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7425 Effective date: 20100120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111228 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20120118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120403 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120501 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150511 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |