JP4969103B2 - ハニカム構造体 - Google Patents
ハニカム構造体 Download PDFInfo
- Publication number
- JP4969103B2 JP4969103B2 JP2005506903A JP2005506903A JP4969103B2 JP 4969103 B2 JP4969103 B2 JP 4969103B2 JP 2005506903 A JP2005506903 A JP 2005506903A JP 2005506903 A JP2005506903 A JP 2005506903A JP 4969103 B2 JP4969103 B2 JP 4969103B2
- Authority
- JP
- Japan
- Prior art keywords
- hole
- honeycomb structure
- volume
- holes
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000919 ceramic Substances 0.000 claims abstract description 111
- 230000003746 surface roughness Effects 0.000 claims abstract description 35
- 239000003566 sealing material Substances 0.000 claims description 62
- 238000000746 purification Methods 0.000 claims description 6
- 238000000034 method Methods 0.000 abstract description 23
- 230000008569 process Effects 0.000 abstract description 13
- 230000001172 regenerating effect Effects 0.000 abstract 1
- 239000007789 gas Substances 0.000 description 45
- 239000010410 layer Substances 0.000 description 33
- 239000002956 ash Substances 0.000 description 28
- 238000005192 partition Methods 0.000 description 28
- 239000002245 particle Substances 0.000 description 27
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 21
- 239000011230 binding agent Substances 0.000 description 19
- 239000000463 material Substances 0.000 description 16
- 239000011148 porous material Substances 0.000 description 13
- 238000010304 firing Methods 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 11
- 239000000843 powder Substances 0.000 description 11
- 239000000203 mixture Substances 0.000 description 10
- 239000002994 raw material Substances 0.000 description 10
- 238000007789 sealing Methods 0.000 description 10
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 10
- 238000004519 manufacturing process Methods 0.000 description 9
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 8
- 239000003054 catalyst Substances 0.000 description 8
- 238000002485 combustion reaction Methods 0.000 description 8
- 229920000609 methyl cellulose Polymers 0.000 description 8
- 239000001923 methylcellulose Substances 0.000 description 8
- 235000010981 methylcellulose Nutrition 0.000 description 8
- 239000004071 soot Substances 0.000 description 8
- 229910010271 silicon carbide Inorganic materials 0.000 description 7
- 238000001125 extrusion Methods 0.000 description 6
- 239000000835 fiber Substances 0.000 description 6
- 230000005484 gravity Effects 0.000 description 6
- 230000008929 regeneration Effects 0.000 description 6
- 238000011069 regeneration method Methods 0.000 description 6
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 5
- 239000001768 carboxy methyl cellulose Substances 0.000 description 5
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 5
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical group OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 4
- 238000009825 accumulation Methods 0.000 description 4
- 238000011001 backwashing Methods 0.000 description 4
- 238000005238 degreasing Methods 0.000 description 4
- 239000002612 dispersion medium Substances 0.000 description 4
- 239000012784 inorganic fiber Substances 0.000 description 4
- 239000010954 inorganic particle Substances 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 229910052574 oxide ceramic Inorganic materials 0.000 description 4
- 239000011224 oxide ceramic Substances 0.000 description 4
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 4
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- 230000003197 catalytic effect Effects 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- KZHJGOXRZJKJNY-UHFFFAOYSA-N dioxosilane;oxo(oxoalumanyloxy)alumane Chemical compound O=[Si]=O.O=[Si]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O.O=[Al]O[Al]=O KZHJGOXRZJKJNY-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 229910052863 mullite Inorganic materials 0.000 description 3
- 150000004767 nitrides Chemical class 0.000 description 3
- 229910000510 noble metal Inorganic materials 0.000 description 3
- 230000008646 thermal stress Effects 0.000 description 3
- 238000007088 Archimedes method Methods 0.000 description 2
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- 229910052581 Si3N4 Inorganic materials 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- -1 alumina Chemical compound 0.000 description 2
- 229910010293 ceramic material Inorganic materials 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 229910052878 cordierite Inorganic materials 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 2
- 239000010881 fly ash Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 238000007788 roughening Methods 0.000 description 2
- HQVNEWCFYHHQES-UHFFFAOYSA-N silicon nitride Chemical compound N12[Si]34N5[Si]62N3[Si]51N64 HQVNEWCFYHHQES-UHFFFAOYSA-N 0.000 description 2
- 229910000505 Al2TiO5 Inorganic materials 0.000 description 1
- 239000004375 Dextrin Substances 0.000 description 1
- 229920001353 Dextrin Polymers 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 1
- 229910026551 ZrC Inorganic materials 0.000 description 1
- OTCHGXYCWNXDOA-UHFFFAOYSA-N [C].[Zr] Chemical compound [C].[Zr] OTCHGXYCWNXDOA-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 239000002671 adjuvant Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 239000012300 argon atmosphere Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000013329 compounding Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- 235000019425 dextrin Nutrition 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229920001249 ethyl cellulose Polymers 0.000 description 1
- 235000019325 ethyl cellulose Nutrition 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000010439 graphite Substances 0.000 description 1
- 229910002804 graphite Inorganic materials 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 229910052753 mercury Inorganic materials 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 1
- 229910021426 porous silicon Inorganic materials 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- AABBHSMFGKYLKE-SNAWJCMRSA-N propan-2-yl (e)-but-2-enoate Chemical compound C\C=C\C(=O)OC(C)C AABBHSMFGKYLKE-SNAWJCMRSA-N 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 229910052715 tantalum Inorganic materials 0.000 description 1
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
- B01D46/2429—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material of the honeycomb walls or cells
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/247—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure of the cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2476—Monolithic structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2478—Structures comprising honeycomb segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2484—Cell density, area or aspect ratio
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2486—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure characterised by the shapes or configurations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2486—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure characterised by the shapes or configurations
- B01D46/249—Quadrangular e.g. square or diamond
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2451—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure
- B01D46/2486—Honeycomb filters characterized by the geometrical structure, shape, pattern or configuration or parameters related to the geometry of the structure characterised by the shapes or configurations
- B01D46/2494—Octagonal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2498—The honeycomb filter being defined by mathematical relationships
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/66—Regeneration of the filtering material or filter elements inside the filter
- B01D46/80—Chemical processes for the removal of the retained particles, e.g. by burning
- B01D46/84—Chemical processes for the removal of the retained particles, e.g. by burning by heating only
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
- F01N3/022—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous
- F01N3/0222—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters characterised by specially adapted filtering structure, e.g. honeycomb, mesh or fibrous the structure being monolithic, e.g. honeycombs
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2825—Ceramics
- F01N3/2828—Ceramic multi-channel monoliths, e.g. honeycombs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
- B01D46/2403—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies characterised by the physical shape or structure of the filtering element
- B01D46/2418—Honeycomb filters
- B01D46/2425—Honeycomb filters characterized by parameters related to the physical properties of the honeycomb structure material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/06—Ceramic, e.g. monoliths
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/34—Honeycomb supports characterised by their structural details with flow channels of polygonal cross section
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/48—Honeycomb supports characterised by their structural details characterised by the number of flow passages, e.g. cell density
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2350/00—Arrangements for fitting catalyst support or particle filter element in the housing
- F01N2350/02—Fitting ceramic monoliths in a metallic housing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T10/00—Road transport of goods or passengers
- Y02T10/10—Internal combustion engine [ICE] based vehicles
- Y02T10/12—Improving ICE efficiencies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24149—Honeycomb-like
Description
本発明は、ディーゼルエンジン等の内燃機関から排出される排気ガス中のパティキュレート等を除去するフィルタとしての用途等に用いられるハニカム構造体に関する。
この排気ガスを多孔質セラミックを通過させ、排気ガス中のパティキュレートを捕集して、排気ガスを浄化することができるセラミックフィルタが種々提案されている。
上記多数の貫通孔は、長手方向に垂直な断面における面積の総和が相対的に大きくなるように、上記ハニカム構造体の一方の端部で封止されてなる大容積貫通孔群と、上記断面における面積の総和が相対的に小さくなるように、上記ハニカム構造体の他方の端部で封止されてなる小容積貫通孔群とからなり、
上記貫通孔壁面の表面粗さRyは、10〜100μmであることを特徴とするハニカム構造体。
以下、本発明のハニカム構造体について説明する。
本発明のハニカム構造体は、大容積貫通孔群と小容積貫通孔群とを有しており、その両端面における開口率が異なるものである。このようなハニカム構造体においては、構造上、大容積貫通孔群を構成する貫通孔同士の間に位置する隔壁の占める割合が多くなる。逆にいうと、大容積貫通孔群を構成する貫通孔と小容積貫通孔群を構成する貫通孔との間に位置する隔壁の占める割合が小さくなる。従って、直接、大容積貫通孔群を構成する貫通孔から小容積貫通孔群を構成する貫通孔へガスが流入しにくくなる。そのため、両端面の開口率が同一のハニカム構造体と比較すると、エンジンの排気量が同一であれば、隔壁内に流入するガスの流れが早くなり、その結果、パティキュレートや、アッシュが高密度となって隔壁の深くまで浸透しやすくなると考えられる。
そのため、本発明のハニカム構造体では、部分的には煤やアッシュの蓄積量が増すこととなるが、煤やアッシュの剥離が可能であるため、結果的には、圧力損失が小さくなると考えられる。
また、ハニカム構造体が緻密な状態に近づくため、少量のパティキュレートの堆積により急激な圧力損失の上昇が発生し、エンジンに大きな負荷がかかり、パティキュレートの排出量が不安定になる。これに伴い、パティキュレートの捕集状態も不均一になり、再生を行った際にアッシュがブリッジを形成し、気孔への目詰まりが発生しやすくなり、これがまた圧力損失上昇の原因となるとも考えられる。
また、本発明のハニカム構造体では、アッシュの堆積に起因する圧力損失を長時間に渡って低い状態に保つことができ、大容積貫通孔の容積を有効に利用することが可能となり、エンジンへの負荷を低減することができるとともに、長寿命のハニカム構造体を提供することができる。このため、逆洗浄等のメンテナンス費用を低く抑えることができる。
上記多数の貫通孔は、長手方向に垂直な断面における面積の総和が相対的に大きくなるように、上記ハニカム構造体の一方の端部で封止されてなる大容積貫通孔群と、上記断面における面積の総和が相対的に小さくなるように、上記ハニカム構造体の他方の端部で封止されてなる小容積貫通孔群とからなり、
上記貫通孔壁面の表面粗さRyは、10〜100μmであることを特徴とする。
さらには、上記多孔質セラミックブロックを含み、その周囲部にシール材層が形成されているものであってもよい。
ここで、各貫通孔は、それぞれの貫通孔の長手方向に垂直な断面における面積が同一で、大容積貫通孔群を構成する一方の端部が封止された貫通孔の数が、小容積貫通孔群を構成する他方の端部が封止された貫通孔の数よりも多くなるように構成されていてもよいし、また、大容積貫通孔群を構成する貫通孔の長手方向に垂直な断面における面積が相対的に大きく、小容積貫通孔群を構成する貫通孔の長手方向に垂直な断面における面積が相対的に小さくなるように構成されていてもよい。
また、後者の場合、大容積貫通孔群を構成する貫通孔の数と、小容積貫通孔群を構成する貫通孔の数とは特に限定されず、大容積貫通孔群を構成する貫通孔の長手方向に垂直な断面における面積の総和が、小容積貫通孔群を構成する貫通孔の長手方向に垂直な断面における面積の総和よりも大きければ、同一であってもよいし、異なっていてもよい。
なお、上記気孔率は、例えば、水銀圧入法、アルキメデス法及び走査型電子顕微鏡(SEM)による測定等、従来公知の方法により測定することができる。
一方、平均気孔径が100μmを超えると、パティキュレートが気孔を通り抜けてしまい、該パティキュレートを捕集することができず、フィルタとして機能することができないことがある。
また、上記2種類の粉末の粒径、特に大きい方の粉末の粒径を調製することにより、貫通孔壁面の粗度を調整することができる。一体型ハニカム構造体を製造する場合においても、同様の方法をとることができる。
本発明のハニカム構造体において、上記封止材により一端部が封止された多孔質セラミック部材は、多孔質セラミックからなるものであるため、上記封止材を上記多孔質セラミック部材と同じ多孔質セラミックとすることで、両者の接着強度を高くすることができるとともに、封止材の気孔率を上述した多孔質セラミック部材と同様に調整することで、上記多孔質セラミック部材の熱膨張率と封止材の熱膨張率との整合を図ることができ、製造時や使用時の熱応力によって封止材と隔壁との間に隙間が生じたり、封止材や封止材に接触する部分の隔壁にクラックが発生したりすることを防止することができる。
なお、上述した通り、本発明のハニカム構造体において、シール材層は、多孔質セラミック部材間、及び、セラミックブロックの外周に形成されているが、これらのシール材層は、同じ材料からなるものであってもよく、異なる材料からなるものであってもよい。
さらに、上記シール材層が同じ材料からなるものである場合、その材料の配合比は同じものであってもよく、異なるものであってもよい。
図3には示していないが、多孔質セラミックブロック35の周囲には、図1に示したハニカム構造体10と同様に、シール材層が形成されていてもよい。
長手方向に垂直な断面における貫通孔の密度が62個/cm2を超えると、個々の貫通孔の断面積が小さくなりすぎるので、アッシュがブリッジを形成し、目詰まりを起こしやすくなることがあり、一方、上記貫通孔の密度が15.5個/cm2未満であると、ハニカム構造体全体としての濾過面積が減少してしまうため、パティキュレート捕集時の圧力損失が大きくなり、エンジンに大きな負荷がかかり、パティキュレートの排出量が不安定になりやすい。これに伴い、パティキュレートの捕集状態も不均一になり、再生を行った際にアッシュがブリッジを形成し、気孔への目詰まりが発生しやすくなり、これがまた圧力損失上昇の原因となることがある。
上記面積の比(大容積貫通孔群/小容積貫通孔群)が6を超えると、小容積貫通孔群の容積が小さくなりすぎて、貫通孔出口側を通過する際の摩擦及び隔壁を通過する際の抵抗に起因する圧力損失が増大し、初期の圧力損失が大きくなってしまう。上記面積の比(大容積貫通孔群/小容積貫通孔群)は、1.2〜5がより好ましい。さらに、上記面積の比(大容積貫通孔群/小容積貫通孔群)は、1.2〜3.0がより一層好ましい。
上記開口比率が6を超えると、小容積貫通孔の容積が小さくなりすぎて、貫通孔出口側を通過する際の摩擦及び隔壁を通過する際の抵抗に起因する圧力損失が増大し、初期の圧力損失が大きくなってしまう。上記開口比率は、1.2〜5がより好ましい。
さらに、上記開口比率は、1.2〜3.0がより一層好ましい。
「隣り合う上記大容積貫通孔の上記断面の重心間距離」とは、一の大容積貫通孔の長手方向に垂直な断面における重心と、隣り合う大容積貫通孔の長手方向に垂直な断面における重心との最小の距離をいい、一方、「隣り合う上記小容積貫通孔の上記断面の重心間距離」とは、一の小容積貫通孔の長手方向に垂直な断面における重心と、隣り合う小容積貫通孔の重心との最小の距離のことをいう。
本発明では、貫通孔壁面のJIS B 0601に基づく表面粗さ(最大高さ)Ryを10〜100μmとしているため、貫通孔壁面の気孔と粒子も適切に配置されて適切な凹凸を形成しており、このような凹凸に起因してパティキュレートが貫通孔壁面に均一に堆積しやすいため、パティキュレートを捕集した際の圧力損失を低く抑えることができる。
パティキュレート中には、燃焼して消滅する炭素等のほかに、燃焼により酸化物となる金属等が含まれており、パティキュレートを燃焼させても、これら金属の酸化物等がフィルタ中にアッシュとして残留する。
本発明のハニカム構造体の構造が図3に示したような、その全体が一の焼結体から構成された一体型ハニカム構造体である場合、まず、上述したようなセラミックを主成分とする原料ペーストを用いて押出成形を行い、図3に示したハニカム構造体30と略同形状のセラミック成形体を作製する。
上記バインダーの配合量は、通常、セラミック粉末100重量部に対して、1〜10重量部が望ましい。
上記分散媒液は、原料ペーストの粘度が一定範囲内となるように、適量配合される。
上記成形助剤としては特に限定されず、例えば、エチレングリコール、デキストリン、脂肪酸石鹸、ポリアルコール等を挙げることができる。
上記バルーンとしては特に限定されず、例えば、アルミナバルーン、ガラスマイクロバルーン、シラスバルーン、フライアッシュバルーン(FAバルーン)及びムライトバルーン等を挙げることができる。これらのなかでは、フライアッシュバルーンが望ましい。
下記の乾燥工程で乾燥条件を変化させることにより、表面粗度を変化させることもできるが、条件によっては、生成形体にクラックが形成されてしまうため、乾燥条件は、従来の製造方法から余り変化させない方が望ましい。
なお、上記セラミック乾燥体の脱脂及び焼成の条件等は、従来から多孔質セラミックからなるハニカム構造体を製造する際に用いられている条件を適用することができる。
上記貫通孔の壁面の粗度は、得られたハニカム構造体の貫通孔にサンドブラスト処理等の粗化処理を施すことにより調整してもよい。
なお、上記封止材ペーストは、上述した一体型ハニカム構造体において説明した封止材ペーストと同様のものを挙げることができ、上記封止処理は、封止材ペーストを充填する対象が異なるほかは、上述した一体型ハニカム構造体の場合と同様の方法を挙げることができる。
なお、上記生成形体の脱脂及び焼成の条件等は、従来から多孔質セラミック部材がシール材層を介して複数個結束されて構成されたハニカム構造体を製造する際に用いられている条件等を適用することができる。
なお、上記シール材ペーストを構成する材料としては、上述した本発明のハニカム構造体において説明した通りであるのでここではその説明を省略する。
図7は、本発明のハニカム構造体が設置された車両の排気ガス浄化装置の一例を模式的に示した断面図である。
また、図7において、ハニカム構造体80は、図1に示したハニカム構造体10であってもよく、図3に示したハニカム構造体30であってもよい。
上記再生処理では、加熱手段810を用いて加熱されたガスをハニカム構造体80の貫通孔の内部へ流入させることで、ハニカム構造体80を加熱し、壁部(隔壁)に堆積したパティキュレートを燃焼除去させるのである。
本発明では、上記方法のほか、ポストインジェクション方式を用いてパティキュレートを燃焼除去してもよい。
このような触媒が担持されていることで、本発明のハニカム構造体は、排気ガス中のパティキュレートを捕集するハニカム構造体として機能するとともに、排気ガスに含有される上記CO、HC及びNOx等を浄化するための触媒コンバータとして機能する。
また、場合によっては、パティキュレートの燃焼温度を低下させることができる。
但し、本発明のハニカム構造体に担持させることができる触媒は、上記貴金属に限定されることはなく、排気ガス中のCO、HC及びNOx等を浄化することができる触媒であれば、任意のものを担持させることができる。
なお、得られた多孔質セラミック部材20の一方の端面においては、大容積貫通孔21aのみを封止材により封止し、他方の端面においては、小容積貫通孔21bのみを封止材により封止した。
このとき、上記多孔質セラミック部材を結束するシール材層の厚さが1.0mmとなるように調整した。
得られたハニカム構造体の貫通孔を構成する壁面の面粗度、ハニカム構造体の気孔率を表1に示す。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とし、壁厚を表1に示す値となるように設定したほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とし、壁厚を表1に示す値となるように設定したほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
なお、比較例1に係るハニカム構造体は、図8に示すハニカム構造体400であり、壁部402を隔てて形成された貫通孔401の断面積は、端部を除いて、全て同じ値となっている。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とするとともに、平均粒径11μmのα型炭化珪素粉末60重量%と、平均粒径0.5μmのβ型炭化珪素粉末40重量%とからなる混合物100重量部、有機バインダー(メチルセルロース)5重量部、及び、水20重量部を用いて混合組成物を得、焼成条件を1800℃、3時間としたほかは、実施例1と同様にして、多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とするとともに、平均粒径50μmのα型炭化珪素粉末80重量%と、平均粒径0.5μmのβ型炭化珪素粉末20重量%とからなる混合物100重量部、有機バインダー(メチルセルロース)15重量部、及び、水20重量部を用いて混合組成物を得、焼成条件を2300℃、12時間としたほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とするとともに、平均粒径50μmのα型炭化珪素粉末80重量%と、平均粒径0.5μmのβ型炭化珪素粉末20重量%とからなる混合物100重量部、有機バインダー(メチルセルロース)15重量部、及び、水20重量部を用いて混合組成物を得、焼成条件を2300℃、24時間としたほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。
得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を図9に示す形状としたほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
なお、参考例1に係るハニカム構造体は、図9に示すハニカム構造体200であり、貫通孔は、その断面が六角形の大容積貫通孔201と三角形の小容積貫通孔202とからなり、小容積貫通孔202の数が大容積貫通孔201の約2倍となっている。
(1)の工程において、大容積貫通孔及び小容積貫通孔の断面形状を表1に示す形状とし、壁厚を表1に示す値となるように設定したほかは、実施例1と同様にして多孔質セラミック部材を製造し、続いて、ハニカム構造体を製造した。得られたハニカム構造体の壁厚、貫通孔壁面の面粗度Ry、貫通孔の密度、気孔率を表1に示す。
(1)貫通孔壁面の面粗度の測定
各実施例、比較例及び参考例に係るハニカム構造体を、貫通孔が露出するように貫通孔に平行に切断し、表面粗さ測定機(東京精密社製 サーフコム 920A)を用いて貫通孔表面の粗度を測定し、その結果からJIS B 0601に基づく表面粗さRyを決定した。その結果を表1に示す。
(2)圧力損失変化
図7に示したように、各実施例、比較例及び参考例に係るハニカム構造体をエンジンの排気通路に配設して排気ガス浄化装置とし、上記エンジンを回転数3000min−1、トルク50Nmで所定の時間運転し、パティキュレート捕集量を測定するとともに、圧力損失を測定した。そのときの初期圧力損失の値及びパティキュレート6(g/L)捕集時の圧力損失を表1に示す。
図7に示したように、各実施例、比較例及び参考例に係るハニカム構造体をエンジンの排気通路に配設して排気ガス浄化装置とし、上記エンジンを回転数3000min−1、トルク50Nmで所定の時間運転し、その後に再生処理を繰り返す実験を行い、ハニカム構造体を構成する貫通孔に充填されたアッシュ重量を測定するとともに、ハニカム構造体の圧力損失を測定した。アッシュ150g堆積時の圧力損失の値を表1に示す。
図10は、貫通孔密度と圧力損失との関係を示したグラフであり、図11は、貫通孔壁面の面粗度と圧力損失との関係を示すグラフである。
アルキメデス法により気孔率を測定した。その結果を表1に示す。

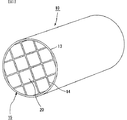
[図2](a)は、図1に示したハニカム構造体を構成する多孔質セラミック部材の一例を模式的に示した斜視図であり、(b)は、(a)に示した多孔質セラミック部材のA−A線断面図である。
[図3](a)は、本発明のハニカム構造体の別の一例を模式的に示した斜視図であり、(b)は、(a)に示したハニカム構造体のB−B線断面図である。
[図4](a)〜(d)は、本発明のハニカム構造体を構成する多孔質セラミック部材の長さ方向に垂直な断面を模式的に示した断面図である。
[図5](a)〜(f)は、本発明のハニカム構造体の一例を模式的に示した縦断面図である。
[図6]本発明のハニカム構造体の他の一例を模式的に示した縦断面図である。
[図7]本発明のハニカム構造体を用いた排気ガス浄化装置の一例を模式的に示した断面図である。
[図8]従来のハニカム構造体の一例を模式的に示した断面図である。
[図9]ハニカム構造体の一例を模式的に示した断面図である。
[図10]実施例、比較例及び参考例に係るハニカム構造体の貫通孔密度と圧力損失との関係を示したグラフである。
[図11]実施例、比較例及び参考例に係るハニカム構造体の貫通孔壁面の面粗度と圧力損失との関係を示すグラフである。
13、14 シール材層
15 セラミックブロック
20、40、50、70 多孔質セラミック部材
21a、31a、41a、51a、71a 大容積貫通孔
21b、31b、41b、51b、71b 小容積貫通孔
22 封止材
23、43、53、73 隔壁
33 壁部
160、170、180、260、270、280 多孔質セラミック部材
161a、171a、181a、261a、271a、281a 大容積貫通孔
161b、171b、181b、261b、271b、281b 小容積貫通孔
163、173、183、263、273、283 壁部
60 多孔質セラミック部材
61a 大容積貫通孔
61b 小容積貫通孔
62a、62b 壁部
Claims (5)
- 多数の貫通孔が壁部を隔てて長手方向に並設された柱状の多孔質セラミック部材が、シール材層を介して複数個結束された柱状の多孔質セラミックブロックからなるハニカム構造体であって、
前記多数の貫通孔は、長手方向に垂直な断面の面積が相対的に大きく、排気ガス流出側の端部が封止された大容積貫通孔、及び、長手方向に垂直な断面の面積が相対的に小さく、排気ガス流入側の端部が封止された小容積貫通孔からなり、
前記貫通孔の長手方向に垂直な断面の形状は、八角形及び四角形であり、
前記多数の貫通孔において、隣り合う前記大容積貫通孔の長手方向に垂直な断面の重心間距離と、隣り合う前記小容積貫通孔の長手方向に垂直な断面の重心間距離とが等しく、
長手方向に垂直な断面における単位面積当たりの貫通孔の数は、23.3〜54.3個/cm 2 であり、
前記貫通孔壁面の表面粗さRyは、10〜100μmであることを特徴とするハニカム構造体。 - 大容積貫通孔と小容積貫通孔との断面の面積の比(大容積貫通孔/小容積貫通孔)は、1.01〜6である請求項1に記載のハニカム構造体。
- 長手方向に垂直な断面における前記一の大容積貫通孔が隣り合う大容積貫通孔と共有する壁部と、前記一の大容積貫通孔が隣り合う前記小容積貫通孔と共有する壁部との交わる角の少なくとも1つが鈍角である請求項1又は2に記載のハニカム構造体。
- 大容積貫通孔及び/又は小容積貫通孔の長手方向に垂直な断面の角部の近傍が曲線により構成されている請求項1〜3のいずれか1に記載のハニカム構造体。
- 車両の排気ガス浄化装置に使用される請求項1〜4のいずれか1に記載のハニカム構造体を用いたフィルタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005506903A JP4969103B2 (ja) | 2003-06-05 | 2004-06-07 | ハニカム構造体 |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003161261 | 2003-06-05 | ||
| JP2003161261 | 2003-06-05 | ||
| JP2005506903A JP4969103B2 (ja) | 2003-06-05 | 2004-06-07 | ハニカム構造体 |
| PCT/JP2004/007942 WO2004111398A1 (ja) | 2003-06-05 | 2004-06-07 | ハニカム構造体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2004111398A1 JPWO2004111398A1 (ja) | 2006-07-20 |
| JP4969103B2 true JP4969103B2 (ja) | 2012-07-04 |
Family
ID=33549172
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005506903A Active JP4969103B2 (ja) | 2003-06-05 | 2004-06-07 | ハニカム構造体 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US8246710B2 (ja) |
| EP (2) | EP1541817B1 (ja) |
| JP (1) | JP4969103B2 (ja) |
| KR (1) | KR100692355B1 (ja) |
| CN (1) | CN100360768C (ja) |
| AT (2) | ATE349605T1 (ja) |
| DE (3) | DE602004003885T2 (ja) |
| ES (2) | ES2278332T3 (ja) |
| PL (2) | PL1541817T3 (ja) |
| WO (1) | WO2004111398A1 (ja) |
Families Citing this family (57)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003078026A1 (fr) | 2002-03-15 | 2003-09-25 | Ibiden Co., Ltd. | Filtre de ceramique destine au controle de l'emission de gaz d'echappement |
| US7314496B2 (en) * | 2002-09-13 | 2008-01-01 | Ibiden Co., Ltd. | Honeycomb structure |
| CN100345611C (zh) * | 2002-09-13 | 2007-10-31 | 揖斐电株式会社 | 蜂窝状结构体 |
| US7534482B2 (en) | 2002-10-07 | 2009-05-19 | Ibiden Co., Ltd. | Honeycomb structural body |
| JP4437084B2 (ja) | 2002-10-07 | 2010-03-24 | イビデン株式会社 | ハニカム構造体 |
| WO2004076027A1 (ja) | 2003-02-28 | 2004-09-10 | Ibiden Co., Ltd. | セラミックハニカム構造体 |
| US20050050870A1 (en) * | 2003-03-03 | 2005-03-10 | Cheng Shi-Wai S. | Method and apparatus for filtering exhaust particulates |
| WO2004106702A1 (ja) * | 2003-05-06 | 2004-12-09 | Ibiden Co. Ltd. | ハニカム構造体 |
| KR100679190B1 (ko) | 2003-06-23 | 2007-02-06 | 이비덴 가부시키가이샤 | 벌집형 구조체 |
| US20060051556A1 (en) * | 2003-09-12 | 2006-03-09 | Ibiden Co., Ltd. | Sintered ceramic compact and ceramic filter |
| DE602004011971T3 (de) * | 2003-10-20 | 2012-10-18 | Ibiden Co., Ltd. | Wabenstruktur |
| JP4439236B2 (ja) * | 2003-10-23 | 2010-03-24 | イビデン株式会社 | ハニカム構造体 |
| US7387829B2 (en) | 2004-01-13 | 2008-06-17 | Ibiden Co., Ltd. | Honeycomb structure, porous body, pore forming material for the porous body, and methods for manufacturing the pore forming material, the porous body and the honeycomb structure |
| KR100680097B1 (ko) * | 2004-02-23 | 2007-02-09 | 이비덴 가부시키가이샤 | 허니콤 구조체 및 배기 가스 정화 장치 |
| JP4666390B2 (ja) * | 2004-04-05 | 2011-04-06 | イビデン株式会社 | ハニカム構造体、ハニカム構造体の製造方法及び排気ガス浄化装置 |
| PL1626037T3 (pl) * | 2004-05-06 | 2008-11-28 | Ibiden Co Ltd | Struktura ulowa i sposób jej wytwarzania |
| CN101249350B (zh) * | 2004-05-18 | 2012-02-22 | 揖斐电株式会社 | 蜂窝结构体及废气净化装置 |
| US7759276B2 (en) | 2004-07-23 | 2010-07-20 | Helsa-Automotive Gmbh & Co. Kg | Adsorptive formed body having an inorganic amorphous supporting structure, and process for the production thereof |
| DE102004037706A1 (de) * | 2004-08-04 | 2006-03-16 | Purem Abgassysteme Gmbh & Co. Kg | Filterplatte für einen Partikelfilter |
| WO2006013652A1 (ja) * | 2004-08-04 | 2006-02-09 | Ibiden Co., Ltd. | 連続焼成炉及びこれを用いた多孔質セラミック部材の製造方法 |
| DE602005019182D1 (de) | 2004-09-30 | 2010-03-18 | Ibiden Co Ltd | Wabenstruktur |
| DE102004063434B4 (de) | 2004-12-23 | 2009-03-19 | Mann+Hummel Innenraumfilter Gmbh & Co. Kg | Aktivkohleformkörper, Verfahren zu dessen Herstellung und dessen Verwendung |
| WO2006112052A1 (ja) * | 2005-03-30 | 2006-10-26 | Ibiden Co., Ltd. | 炭化珪素含有粒子、炭化珪素質焼結体を製造する方法、炭化珪素質焼結体、及びフィルター |
| EP1741685B1 (de) * | 2005-07-05 | 2014-04-30 | MANN+HUMMEL Innenraumfilter GmbH & Co. KG | Poröser beta-SiC-haltiger keramischer Formkörper und Verfahren zu dessen Herstellung. |
| US7867313B2 (en) | 2005-07-05 | 2011-01-11 | Helsa-Automotive Gmbh & Co. Kg | Porous β-SiC-containing ceramic molded article comprising an aluminum oxide coating, and method for the production thereof |
| JP4572762B2 (ja) * | 2005-07-08 | 2010-11-04 | 日産自動車株式会社 | エンジンの排気浄化装置 |
| DE102005055073A1 (de) * | 2005-11-18 | 2007-05-24 | Robert Bosch Gmbh | Filterelement und Filter zur Abgasnachbehandlung |
| WO2007096986A1 (ja) * | 2006-02-24 | 2007-08-30 | Ibiden Co., Ltd. | 端面加熱装置、ハニカム集合体の端面乾燥方法、及び、ハニカム構造体の製造方法 |
| JP4890903B2 (ja) | 2006-03-28 | 2012-03-07 | 日本碍子株式会社 | ハニカム構造体 |
| CN101400626B (zh) * | 2006-05-01 | 2012-03-28 | 揖斐电株式会社 | 蜂窝结构体、蜂窝结构体的制造方法、蜂窝过滤器和蜂窝过滤器的制造方法 |
| DE202006007876U1 (de) * | 2006-05-15 | 2007-09-20 | Bauer Technologies Gmbh | Optimierung von zellulären Strukturen, insbesondere für die Abgasreinigung von Verbrennungsaggregaten und andere Anwendungsbereiche |
| FR2906159B1 (fr) * | 2006-09-27 | 2008-10-31 | Saint Gobain Ct Recherches | Element monolithique a coins renforces pour la filtration de particules |
| CN101374590B (zh) * | 2006-10-05 | 2011-12-21 | 揖斐电株式会社 | 蜂窝结构体 |
| FR2910468B1 (fr) | 2006-12-21 | 2009-02-06 | Saint Gobain Ct Recherches | Procede d'obtention d'une structure poreuse a base de carbure de silicium |
| WO2008129691A1 (ja) * | 2007-03-30 | 2008-10-30 | Ibiden Co., Ltd. | ハニカムフィルタ |
| WO2008129671A1 (ja) * | 2007-04-17 | 2008-10-30 | Ibiden Co., Ltd. | 触媒担持ハニカムおよびその製造方法 |
| CA2683133A1 (en) * | 2007-05-04 | 2008-11-13 | Dow Global Technologies Inc. | Improved honeycomb filters |
| EP2176188B1 (en) * | 2007-07-31 | 2020-09-02 | Corning Incorporated | Methods for manufacturing porous ceramic filters and compositions for applying to ceramic honeycomb bodies |
| KR101621983B1 (ko) | 2008-02-05 | 2016-05-31 | 바스프 코포레이션 | 미립자 트랩을 갖는 가솔린 엔진 배출물 처리 시스템 |
| WO2009141883A1 (ja) | 2008-05-20 | 2009-11-26 | イビデン株式会社 | ハニカム構造体 |
| DE202008007224U1 (de) * | 2008-05-29 | 2009-10-29 | Mann+Hummel Gmbh | Filtereinrichtung zur Entfernung von Partikeln aus einem Gasstrom |
| EP2368619B1 (en) * | 2010-03-26 | 2014-06-25 | Imerys | Ceramic honeycomb structures |
| JP5687505B2 (ja) * | 2010-03-23 | 2015-03-18 | イビデン株式会社 | ハニカム構造体 |
| US8815189B2 (en) | 2010-04-19 | 2014-08-26 | Basf Corporation | Gasoline engine emissions treatment systems having particulate filters |
| JP5791391B2 (ja) * | 2010-06-28 | 2015-10-07 | 京セラ株式会社 | ハニカム構造体およびこれを用いたガス処理装置 |
| JP2013039513A (ja) * | 2011-08-12 | 2013-02-28 | Sumitomo Chemical Co Ltd | ハニカムフィルタ |
| WO2014083642A1 (ja) * | 2012-11-28 | 2014-06-05 | トヨタ自動車株式会社 | 排気浄化フィルタ |
| JP6140509B2 (ja) | 2013-04-04 | 2017-05-31 | 日本碍子株式会社 | ウォールフロー型排ガス浄化フィルタ |
| CN105617771A (zh) * | 2014-10-29 | 2016-06-01 | 世源科技工程有限公司 | 空气过滤器,空气过滤装置及空气过滤系统 |
| DE102014225629A1 (de) | 2014-12-11 | 2016-06-16 | Hug Engineering Ag | Wabenkörper, Extrusionswerkzeug, Verfahren zur Herstellung eines Wabenkörpers und Verfahren zur Herstellung eines Extrusionswerkzeugs |
| CN107848898B (zh) * | 2015-07-16 | 2020-11-06 | 日本碍子株式会社 | 多孔质陶瓷粒子 |
| EP3377202A4 (en) * | 2015-11-20 | 2019-08-28 | 1934612 Ontario Inc. | DEVICE, SYSTEMS AND METHOD FOR CLEANING A FLUID COMPRISING A SILICON CARBONMEMBRANE |
| US10633297B2 (en) * | 2018-03-16 | 2020-04-28 | Ngk Insulators, Ltd. | Method of manufacturing honeycomb structure |
| JP7155292B2 (ja) | 2018-05-04 | 2022-10-18 | コーニング インコーポレイテッド | 高いアイソスタティック強度のハニカム構造およびハニカム構造用の押出ダイ |
| DE112019005955T5 (de) * | 2018-11-30 | 2021-08-12 | Ngk Insulators, Ltd. | Wabenstruktur, Abgasreinigungsvorrichtung und Auspuffsystem |
| US20200386134A1 (en) * | 2019-06-04 | 2020-12-10 | Ngk Insulators, Ltd. | Filter and method for manufacturing same |
| JP7385511B2 (ja) * | 2020-03-19 | 2023-11-22 | 日本碍子株式会社 | ハニカムフィルタ |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56124418A (en) * | 1979-12-03 | 1981-09-30 | Gen Motors Corp | Ceramic filter for particle in diesel exhaust |
| JPS5881420A (ja) * | 1981-11-10 | 1983-05-16 | Nippon Denso Co Ltd | セラミツクフイルタ |
| JPS58196820A (ja) * | 1982-02-22 | 1983-11-16 | コ−ニング・グラス・ワ−クス | ハニカムフイルタ− |
| JPS63185425A (ja) * | 1987-01-28 | 1988-08-01 | Ngk Insulators Ltd | 排ガス浄化用セラミツクハニカムフイルタ |
| JPH0568828A (ja) * | 1991-09-17 | 1993-03-23 | Ibiden Co Ltd | 排気ガス浄化装置のハニカムフイルタ |
| JP2001327818A (ja) * | 2000-03-13 | 2001-11-27 | Ngk Insulators Ltd | セラミックフィルター及びフィルター装置 |
| JP2001334114A (ja) * | 2000-05-29 | 2001-12-04 | Ngk Insulators Ltd | フィルターエレメントおよびその製造方法 |
| JP2003001029A (ja) * | 2001-06-18 | 2003-01-07 | Hitachi Metals Ltd | 多孔質セラミックハニカムフィルタ |
| WO2003020407A2 (en) * | 2001-08-30 | 2003-03-13 | Corning Incorporated | Honeycomb with varying channel size and die for manufacturing |
| JP2003154223A (ja) * | 2001-07-18 | 2003-05-27 | Ibiden Co Ltd | 触媒つきフィルタ、その製造方法及び排気ガス浄化システム |
Family Cites Families (73)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US44572A (en) * | 1864-10-04 | rloyd wiegam | ||
| CA1145270A (en) * | 1979-12-03 | 1983-04-26 | Morris Berg | Ceramic filters for diesel exhaust particulates and methods of making |
| CA1224422A (en) | 1980-07-03 | 1987-07-21 | Irwin M. Lachman | Particulate filter and material for producing the same |
| JPS5892409A (ja) | 1981-11-27 | 1983-06-01 | Asahi Glass Co Ltd | 選択性透過膜 |
| US4419108A (en) * | 1982-02-22 | 1983-12-06 | Corning Glass Works | Filter apparatus and method of filtering |
| US4420316A (en) * | 1982-02-22 | 1983-12-13 | Corning Glass Works | Filter apparatus and method of making it |
| US4416676A (en) * | 1982-02-22 | 1983-11-22 | Corning Glass Works | Honeycomb filter and method of making it |
| JPS58150015A (ja) | 1982-03-01 | 1983-09-06 | Mazda Motor Corp | デイ−ゼルエンジンの排気浄化装置 |
| JPS61424A (ja) * | 1984-06-12 | 1986-01-06 | Nippon Denso Co Ltd | セラミツクフイルタ |
| JPS6220613A (ja) * | 1985-07-19 | 1987-01-29 | Cataler Kogyo Kk | パテイキユレ−ト除去用触媒フイルタ |
| DE3923985C1 (ja) * | 1989-07-20 | 1990-06-28 | Daimler-Benz Aktiengesellschaft, 7000 Stuttgart, De | |
| JP2619291B2 (ja) | 1989-09-18 | 1997-06-11 | キヤノン株式会社 | 自動給紙装置 |
| JPH03130587A (ja) | 1989-10-13 | 1991-06-04 | Honda Motor Co Ltd | 電歪振動子式オイルポンプの作動不良検知装置 |
| JP2926432B2 (ja) * | 1990-06-11 | 1999-07-28 | 株式会社林原生物化学研究所 | 養毛剤 |
| JP3102016B2 (ja) | 1990-06-26 | 2000-10-23 | 井関農機株式会社 | 移植機 |
| JPH0647620A (ja) | 1991-10-11 | 1994-02-22 | Isuzu Motors Ltd | 歯車類の加工方法 |
| JP2590943Y2 (ja) * | 1992-10-22 | 1999-02-24 | イビデン株式会社 | 排気ガス浄化装置 |
| JP2726616B2 (ja) * | 1993-12-15 | 1998-03-11 | 日本碍子株式会社 | 多孔質セラミックハニカムフィルタ |
| US5396764A (en) * | 1994-02-14 | 1995-03-14 | Ford Motor Company | Spark ignition engine exhaust system |
| EP0761279B1 (en) | 1995-08-22 | 2002-11-20 | Denki Kagaku Kogyo Kabushiki Kaisha | Honeycomb structure |
| DK1270202T3 (da) | 1996-01-12 | 2006-08-07 | Ibiden Co Ltd | Filter til rensning af udstödningsgas |
| US5930994A (en) * | 1996-07-02 | 1999-08-03 | Ibiden Co., Ltd. | Reverse cleaning regeneration type exhaust emission control device and method of regenerating the same |
| JP3060539B2 (ja) * | 1996-08-07 | 2000-07-10 | 株式会社デンソー | セラミックハニカム構造体およびその製造方法 |
| EP0884457B1 (en) | 1997-06-12 | 2003-09-03 | Kabushiki Kaisha Toyota Chuo Kenkyusho | Particulate filter |
| JP2000167329A (ja) * | 1998-09-30 | 2000-06-20 | Ibiden Co Ltd | 排気ガス浄化装置の再生システム |
| JP2002530175A (ja) * | 1998-11-20 | 2002-09-17 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | コードレス走査ヘッドの充電器を備える超音波診断イメージングシステム |
| FR2789327B1 (fr) | 1999-02-09 | 2001-04-20 | Ecia Equip Composants Ind Auto | Structure de filtration poreuse et dispositif de depollution la comportant |
| JP4642955B2 (ja) * | 1999-06-23 | 2011-03-02 | イビデン株式会社 | 触媒担体およびその製造方法 |
| DE60033977T2 (de) * | 1999-09-29 | 2007-12-20 | Ibiden Co., Ltd., Ogaki | Wabenförmiger Filter und Anordnung von keramischen Filtern |
| JP4051163B2 (ja) | 1999-09-29 | 2008-02-20 | イビデン株式会社 | セラミックフィルタ集合体 |
| JP4455708B2 (ja) * | 2000-01-17 | 2010-04-21 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| JP4049501B2 (ja) | 2000-01-24 | 2008-02-20 | 日本碍子株式会社 | セラミックス構造体 |
| JP2001329830A (ja) * | 2000-03-15 | 2001-11-30 | Ibiden Co Ltd | 排気ガス浄化フィルタの再生装置及びフィルタ再生方法、排気ガス浄化フィルタの再生プログラム及びそのプログラムを格納する記録媒体 |
| DE10037403A1 (de) | 2000-08-01 | 2002-02-14 | Daimler Chrysler Ag | Partikelfilter |
| JP2002070531A (ja) * | 2000-08-24 | 2002-03-08 | Ibiden Co Ltd | 排気ガス浄化装置、排気ガス浄化装置のケーシング構造 |
| JP4392984B2 (ja) | 2000-12-11 | 2010-01-06 | イビデン株式会社 | セラミック構造体 |
| DE60212351T2 (de) * | 2001-03-22 | 2007-05-24 | Ibiden Co., Ltd., Ogaki | Abgasreinigungsvorrichtung |
| JP4167814B2 (ja) | 2001-03-22 | 2008-10-22 | イビデン株式会社 | セラミックフィルタ集合体 |
| EP1403231B1 (en) * | 2001-05-31 | 2012-11-21 | Ibiden Co., Ltd. | Method of producing a porous ceramic sintered body |
| KR100518112B1 (ko) * | 2001-08-08 | 2005-10-04 | 도요타지도샤가부시키가이샤 | 배기가스 정화장치 |
| JP3826265B2 (ja) | 2001-08-08 | 2006-09-27 | トヨタ自動車株式会社 | 排気浄化装置 |
| JP3893049B2 (ja) * | 2001-11-20 | 2007-03-14 | 日本碍子株式会社 | ハニカム構造体及びその製造方法 |
| EP1479881B1 (en) * | 2002-02-05 | 2017-05-10 | Ibiden Co., Ltd. | Honeycomb filter for exhaust gas decontamination, adhesive, coating material and process for producing honeycomb filter for exhaust gas decontamination |
| EP1479882B2 (en) * | 2002-02-05 | 2012-08-22 | Ibiden Co., Ltd. | Honeycomb filter for exhaust gas decontamination |
| ES2300563T3 (es) | 2002-03-04 | 2008-06-16 | Ibiden Co., Ltd. | Filtro de tipo para purificacion de gas de escape y aparato de purificacion de gas de escape. |
| WO2003081001A1 (fr) * | 2002-03-22 | 2003-10-02 | Ibiden Co., Ltd. | Filtre en nid d'abeille pour clarification de gaz d'echappement |
| US20050169818A1 (en) * | 2002-03-25 | 2005-08-04 | Ibiden Co., Ltd. | Filter for exhaust gas decontamination |
| JP2004000896A (ja) | 2002-03-25 | 2004-01-08 | Ngk Insulators Ltd | ハニカムフィルター |
| ATE411095T1 (de) * | 2002-03-29 | 2008-10-15 | Ibiden Co Ltd | Keramikfilter und abgasdekontaminierungseinheit |
| JPWO2003084640A1 (ja) * | 2002-04-09 | 2005-08-11 | イビデン株式会社 | 排気ガス浄化用ハニカムフィルタ |
| CN100371562C (zh) * | 2002-04-10 | 2008-02-27 | 揖斐电株式会社 | 废气净化用蜂窝状过滤器 |
| ATE376617T1 (de) * | 2002-04-11 | 2007-11-15 | Ibiden Co Ltd | Wabenfilter zur reinigung von abgas |
| FR2840545B1 (fr) | 2002-06-07 | 2008-07-04 | Saint Gobain Ct Recherches | Corps filtrant pour la filtration de particules contenues dans les gaz d'echappement d'un moteur a combustion interne |
| US7314496B2 (en) | 2002-09-13 | 2008-01-01 | Ibiden Co., Ltd. | Honeycomb structure |
| CN100345611C (zh) * | 2002-09-13 | 2007-10-31 | 揖斐电株式会社 | 蜂窝状结构体 |
| JP4437084B2 (ja) * | 2002-10-07 | 2010-03-24 | イビデン株式会社 | ハニカム構造体 |
| US7534482B2 (en) * | 2002-10-07 | 2009-05-19 | Ibiden Co., Ltd. | Honeycomb structural body |
| WO2004076027A1 (ja) | 2003-02-28 | 2004-09-10 | Ibiden Co., Ltd. | セラミックハニカム構造体 |
| US8192376B2 (en) * | 2003-08-18 | 2012-06-05 | Cardiac Pacemakers, Inc. | Sleep state classification |
| US7247184B2 (en) * | 2003-09-25 | 2007-07-24 | Corning Incorporated | Asymmetric honeycomb wall-flow filter having improved structural strength |
| PL1790623T3 (pl) * | 2003-11-12 | 2009-11-30 | Ibiden Co Ltd | Sposób wytwarzania struktury ceramicznej |
| WO2005064128A1 (ja) * | 2003-12-25 | 2005-07-14 | Ibiden Co., Ltd. | 排気ガス浄化装置および排気ガス浄化装置の再生方法 |
| US7387829B2 (en) * | 2004-01-13 | 2008-06-17 | Ibiden Co., Ltd. | Honeycomb structure, porous body, pore forming material for the porous body, and methods for manufacturing the pore forming material, the porous body and the honeycomb structure |
| KR100680097B1 (ko) * | 2004-02-23 | 2007-02-09 | 이비덴 가부시키가이샤 | 허니콤 구조체 및 배기 가스 정화 장치 |
| JP4666390B2 (ja) * | 2004-04-05 | 2011-04-06 | イビデン株式会社 | ハニカム構造体、ハニカム構造体の製造方法及び排気ガス浄化装置 |
| PL1626037T3 (pl) * | 2004-05-06 | 2008-11-28 | Ibiden Co Ltd | Struktura ulowa i sposób jej wytwarzania |
| CN101249350B (zh) * | 2004-05-18 | 2012-02-22 | 揖斐电株式会社 | 蜂窝结构体及废气净化装置 |
| ATE405804T1 (de) | 2004-07-01 | 2008-09-15 | Ibiden Co Ltd | Verfahren zur herstellung von porösen keramischen körpern |
| KR100844250B1 (ko) * | 2004-08-04 | 2008-07-07 | 이비덴 가부시키가이샤 | 소성로 및 이것을 이용한 다공질 세라믹 부재의 제조 방법 |
| WO2006013652A1 (ja) * | 2004-08-04 | 2006-02-09 | Ibiden Co., Ltd. | 連続焼成炉及びこれを用いた多孔質セラミック部材の製造方法 |
| US8793584B2 (en) * | 2006-05-24 | 2014-07-29 | International Business Machines Corporation | Customizable user interface wrappers for web applications |
| CN101374590B (zh) * | 2006-10-05 | 2011-12-21 | 揖斐电株式会社 | 蜂窝结构体 |
| WO2008129671A1 (ja) * | 2007-04-17 | 2008-10-30 | Ibiden Co., Ltd. | 触媒担持ハニカムおよびその製造方法 |
-
2004
- 2004-06-07 ES ES04745652T patent/ES2278332T3/es active Active
- 2004-06-07 CN CNB2004800018103A patent/CN100360768C/zh active Active
- 2004-06-07 WO PCT/JP2004/007942 patent/WO2004111398A1/ja active IP Right Grant
- 2004-06-07 DE DE602004003885T patent/DE602004003885T2/de active Active
- 2004-06-07 EP EP04745652A patent/EP1541817B1/en not_active Revoked
- 2004-06-07 AT AT04745652T patent/ATE349605T1/de not_active IP Right Cessation
- 2004-06-07 JP JP2005506903A patent/JP4969103B2/ja active Active
- 2004-06-07 ES ES06123526T patent/ES2302299T3/es active Active
- 2004-06-07 KR KR1020057009848A patent/KR100692355B1/ko active IP Right Grant
- 2004-06-07 AT AT06123526T patent/ATE386874T1/de not_active IP Right Cessation
- 2004-06-07 PL PL04745652T patent/PL1541817T3/pl unknown
- 2004-06-07 PL PL06123526T patent/PL1752630T3/pl unknown
- 2004-06-07 DE DE202004021448U patent/DE202004021448U1/de not_active Expired - Lifetime
- 2004-06-07 EP EP06123526A patent/EP1752630B1/en not_active Revoked
- 2004-06-07 US US10/515,181 patent/US8246710B2/en active Active
- 2004-06-07 DE DE602004011997T patent/DE602004011997T2/de active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56124418A (en) * | 1979-12-03 | 1981-09-30 | Gen Motors Corp | Ceramic filter for particle in diesel exhaust |
| JPS5881420A (ja) * | 1981-11-10 | 1983-05-16 | Nippon Denso Co Ltd | セラミツクフイルタ |
| JPS58196820A (ja) * | 1982-02-22 | 1983-11-16 | コ−ニング・グラス・ワ−クス | ハニカムフイルタ− |
| JPS63185425A (ja) * | 1987-01-28 | 1988-08-01 | Ngk Insulators Ltd | 排ガス浄化用セラミツクハニカムフイルタ |
| JPH0568828A (ja) * | 1991-09-17 | 1993-03-23 | Ibiden Co Ltd | 排気ガス浄化装置のハニカムフイルタ |
| JP2001327818A (ja) * | 2000-03-13 | 2001-11-27 | Ngk Insulators Ltd | セラミックフィルター及びフィルター装置 |
| JP2001334114A (ja) * | 2000-05-29 | 2001-12-04 | Ngk Insulators Ltd | フィルターエレメントおよびその製造方法 |
| JP2003001029A (ja) * | 2001-06-18 | 2003-01-07 | Hitachi Metals Ltd | 多孔質セラミックハニカムフィルタ |
| JP2003154223A (ja) * | 2001-07-18 | 2003-05-27 | Ibiden Co Ltd | 触媒つきフィルタ、その製造方法及び排気ガス浄化システム |
| WO2003020407A2 (en) * | 2001-08-30 | 2003-03-13 | Corning Incorporated | Honeycomb with varying channel size and die for manufacturing |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE386874T1 (de) | 2008-03-15 |
| DE602004011997D1 (de) | 2008-04-03 |
| JPWO2004111398A1 (ja) | 2006-07-20 |
| KR20050116793A (ko) | 2005-12-13 |
| CN100360768C (zh) | 2008-01-09 |
| ES2302299T3 (es) | 2008-07-01 |
| KR100692355B1 (ko) | 2007-03-12 |
| EP1541817A4 (en) | 2005-08-24 |
| ES2278332T3 (es) | 2007-08-01 |
| DE602004011997T2 (de) | 2009-02-26 |
| DE602004003885T2 (de) | 2007-08-30 |
| EP1752630A1 (en) | 2007-02-14 |
| PL1752630T3 (pl) | 2008-07-31 |
| EP1752630B1 (en) | 2008-02-20 |
| EP1541817A1 (en) | 2005-06-15 |
| CN1723339A (zh) | 2006-01-18 |
| EP1541817B1 (en) | 2006-12-27 |
| PL1541817T3 (pl) | 2007-05-31 |
| DE602004003885D1 (de) | 2007-02-08 |
| US20060032203A1 (en) | 2006-02-16 |
| DE202004021448U1 (de) | 2008-04-10 |
| ATE349605T1 (de) | 2007-01-15 |
| US8246710B2 (en) | 2012-08-21 |
| WO2004111398A1 (ja) | 2004-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4969103B2 (ja) | ハニカム構造体 | |
| JP4553737B2 (ja) | ハニカム構造体 | |
| KR100679190B1 (ko) | 벌집형 구조체 | |
| US7517502B2 (en) | Honeycomb structural body | |
| US7316722B2 (en) | Honeycomb structure | |
| JP6219796B2 (ja) | ハニカムフィルタ | |
| JP5270879B2 (ja) | ハニカム構造体 | |
| WO2005079165A2 (ja) | ハニカム構造体及び排気ガス浄化装置 | |
| JP2006223983A (ja) | ハニカム構造体 | |
| JP6246683B2 (ja) | ハニカムフィルタ | |
| JP2004270569A (ja) | ハニカム構造体 | |
| WO2008044269A1 (fr) | Structure en nid d'abeilles | |
| JP4471621B2 (ja) | ハニカム構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070201 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100409 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100409 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20101130 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120223 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20120229 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120403 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120403 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150413 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4969103 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |