JP4940044B2 - 車両の樹脂製外装部品 - Google Patents
車両の樹脂製外装部品 Download PDFInfo
- Publication number
- JP4940044B2 JP4940044B2 JP2007194897A JP2007194897A JP4940044B2 JP 4940044 B2 JP4940044 B2 JP 4940044B2 JP 2007194897 A JP2007194897 A JP 2007194897A JP 2007194897 A JP2007194897 A JP 2007194897A JP 4940044 B2 JP4940044 B2 JP 4940044B2
- Authority
- JP
- Japan
- Prior art keywords
- main body
- vehicle
- rib
- parallel
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0043—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks preventing shrinkage by reducing the wall thickness of the moulded article
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Body Structure For Vehicles (AREA)
Description
車両の樹脂製外装部品として、フロントフェンダ、バンパや若しくはガーニッシュなど
が実用に供されている。
この種の車両の樹脂製外装部品は、樹脂成形品の成形時に発生する「ひけ」や「ウエルド」発生を最小にするように設計される。ここで、「ひけ」とは、射出成形の行程で、成形品の表面にできる「くぼみ」であり、「ウエルド」とは、射出成形の行程で、溶融樹脂の合流部分に発生する線状の「しま」を言う。
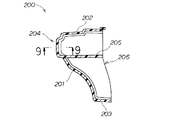
図8は従来の車両の樹脂製外装部品の基本構成を説明する図であり、図9は図8の9−9線断面図である。
車両の樹脂製外装部品200は、車両の前方を覆うバンパフェースであり、縦面201及びその上下にそれぞれ接続する横面202,203とからなる断面視ほぼコ字形の本体部204と、この本体部204の内側に横面202,203と平行に形成され、本体部204を補強する横リブ205と、本体部204の内側に横面202,203に垂直に形成され、本体部204を補強する縦リブ206とから構成され、縦リブ206の根本にあたる基端部207の肉厚を縦リブ206の他の部分よりも薄く形成した肉抜き部208を設けた樹脂製の自動車用バンパであり、本体部204の内側に設けた補強用リブ(縦リブ)206の基端部207を薄く成形することによって、本体部204の表面へのひけを防止したものである。
すなわち、車両の樹脂製外装部品200において、補強用リブの基端部207を薄く形成してひけを防止して強度が低下した分、何らかの方法で強度を補完できる技術が望まれる。
請求項2に係る発明では、平行部の基端部に薄肉部にて形成された肉抜き部が設けられるので、ひけ等による外観への影響を防止することができる。
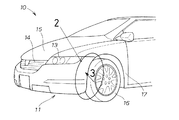
図1は本発明に係る車両の樹脂製外装部品を採用した車両の前部の斜視図であり、図2は図1の2部拡大図であり、図3は図1の3矢視図である。
図1に示された車両10の前部は、下部前方を覆うバンパフェース11と、このバンパフェース11の上部左右に配置されるヘッドライト13,13(一方不図示)と、これらのヘッドライト13,13の中央に配置され、車体前方上部を覆うフロントグリル14と、これらのヘッドライト13,13及びフロントグリル14から後方に延ばされ、車体上部を覆うボンネット15と、このボンネット15の左右に配置され、車体前部側方を覆うとともに前輪16,16(一方不図示)を車体外方に臨ますフロントフェンダ17,17(一方不図示)とが配置される。
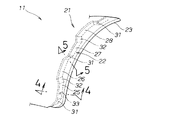
第1の平行部25は、車体側に取付けるための取付孔33が形成される。第2〜第4の平行部26〜28は、取付孔33を除き第1の平行部25に同一形状の部分である。
すなわち、第1・第2の傾斜部31,32は、互いに指向する(傾斜する)方向が異なるリブであり、第1〜第4の平行部25〜28に対して交互に形成される。
第1の平行部25は、リブ22の根本である基端部35に、薄肉(薄肉部)にて形成された肉抜き部36が設けられ、先にも説明したように、第1の平行部25は、車体側に取付ける取付孔33が形成される。第2〜第3の平行部26〜27にも、第1の平行部25と同様に、薄肉(薄肉部)にて形成された肉抜き部が設けられる。
バンパフェース51は、樹脂製の部品であり、車両の表面を形成する本体部61と、この本体部61の裏面に面方向に延在して突出され本体部61を補強するリブ62とを備えた車両の樹脂製外装部品若しくは樹脂製のガーニッシュである。
本体部61は、表面に平行部65に沿って稜線69が形成される。平行部65は、薄肉部とした肉抜き部66が形成される。平行部65が形成される本体部61の表面に、稜線69が形成されることで、さらに、ひけ等による外観への影響を改善することができる。
バンパフェース71は、樹脂製の部品であり、車両の表面を形成する本体部81と、この本体部81の裏面に面方向に延在して突出され本体部81を補強するリブ82とを備えた車両の樹脂製外装部品若しくは樹脂製のガーニッシュである。
本体部81は、表面に平行部85に沿って突起状の稜線89が形成される。平行部85は、薄肉部とした肉抜き部86が形成される。平行部85が形成される本体部81の表面に、突起状の稜線89が形成されることで、さらに、ひけ等による外観への影響を改善することができる。
また、図2に示すように、バンパフェースの左右側端部にリブが設けられているが、ヘッドライト、フロントグリル又はボンネットに隣接する上側端部や下側端部にリブが設けられてもよい。
また、リブの深さは延在方向に渡って同じ深さで形成されているが、延在方向のおいて異なる深さ寸法で形成されてもよい。
Claims (3)
- 車両の表面を形成する本体部と、この本体部の裏面に面方向に延在して突出され本体部を補強するリブとを備えた車両の樹脂製外装部品において、
前記リブは、前記本体部の外形形状に沿って延在する平行部と、前記本体部の外形形状に対し交差する方向に延在する傾斜部と、を有し、該傾斜部は前記リブの根本である基端部に貫通孔にて形成された肉抜き部が設けられるとともに、前記平行部が形成される前記本体部の表面に、稜線が形成されていることを特徴とする車両の樹脂製外装部品。 - 前記平行部は、前記基端部に薄肉部にて形成された肉抜き部が設けられることを特徴とする請求項1記載の車両の樹脂製外装部品。
- 前記リブの深さは、延在方向にわたって同じ深さ寸法で形成されていることを特徴とする請求項1又は請求項2記載の車両の樹脂製外装部品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007194897A JP4940044B2 (ja) | 2007-07-26 | 2007-07-26 | 車両の樹脂製外装部品 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007194897A JP4940044B2 (ja) | 2007-07-26 | 2007-07-26 | 車両の樹脂製外装部品 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009029252A JP2009029252A (ja) | 2009-02-12 |
| JP4940044B2 true JP4940044B2 (ja) | 2012-05-30 |
Family
ID=40400254
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007194897A Expired - Fee Related JP4940044B2 (ja) | 2007-07-26 | 2007-07-26 | 車両の樹脂製外装部品 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4940044B2 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5578858B2 (ja) | 2010-01-13 | 2014-08-27 | キヤノン株式会社 | 樹脂成形部品およびその製造方法 |
| JP2012030629A (ja) * | 2010-07-29 | 2012-02-16 | Suzuki Motor Corp | バンパー装置およびその設計方法 |
| US20140050906A1 (en) * | 2011-03-01 | 2014-02-20 | Keter Plastic Ltd. | Injection molded panel, a mold and a method for its manufacture |
| JP6080852B2 (ja) | 2011-09-23 | 2017-02-15 | サン−ゴバン グラス フランスSaint−Gobain Glass France | 自動車用のピラーカバー |
| ES2586772T3 (es) * | 2011-09-23 | 2016-10-18 | Saint-Gobain Glass France | Cubierta de larguero para vehículos |
| EP2758277B3 (de) | 2011-09-23 | 2022-07-20 | Saint-Gobain Glass France | Säulenabdeckung für kraftfahrzeuge |
| SE1250876A1 (sv) * | 2012-07-18 | 2014-01-19 | Scania Cv Ab | Panelparti |
| JP6011434B2 (ja) | 2013-04-22 | 2016-10-19 | トヨタ車体株式会社 | 車両用樹脂部品及びその製造方法 |
| JP6247839B2 (ja) * | 2013-05-29 | 2017-12-13 | サンデンホールディングス株式会社 | 圧縮機 |
| JP7120986B2 (ja) * | 2019-12-20 | 2022-08-17 | 本田技研工業株式会社 | 外装部材の接続構造 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1482154A (en) * | 1973-07-27 | 1977-08-10 | Du Pont | Energy absorbing devices |
| JPH0769145A (ja) * | 1993-09-06 | 1995-03-14 | Toyota Motor Corp | 自動車のバンパ |
| JPH09104298A (ja) * | 1995-10-12 | 1997-04-22 | Honda Motor Co Ltd | 分割されたバンパー構造体 |
| JP2892627B2 (ja) * | 1996-12-12 | 1999-05-17 | 西川化成株式会社 | バンパー構造 |
| JP3812923B2 (ja) * | 1998-05-26 | 2006-08-23 | 富士重工業株式会社 | 自動車用バンパ表皮の補強構造 |
| JP2003127809A (ja) * | 2001-10-19 | 2003-05-08 | Suzuki Motor Corp | バンパーの取付構造 |
-
2007
- 2007-07-26 JP JP2007194897A patent/JP4940044B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2009029252A (ja) | 2009-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4940044B2 (ja) | 車両の樹脂製外装部品 | |
| JP2012214153A (ja) | 車両用バンパ取付構造 | |
| JP5672614B2 (ja) | バックドア補強構造 | |
| JP6412528B2 (ja) | 車両用バンパーリインフォースメント | |
| JP4253674B2 (ja) | プラスチック製ヘッドレストフレーム | |
| CN107010123B (zh) | 车轮罩结构 | |
| JP5201403B2 (ja) | インストルメントパネル構造 | |
| JP2006056288A (ja) | 自動二輪車および車両カバー取付方法 | |
| JP6540529B2 (ja) | 車両用内装部品 | |
| US7520562B2 (en) | Supporting member for a fender | |
| JP5141194B2 (ja) | 車両の前部構造 | |
| JP4796449B2 (ja) | 自動車用フード | |
| US20220410820A1 (en) | Rocker molding | |
| JP3624551B2 (ja) | 自動車のフロントバンパー構造 | |
| JP6489897B2 (ja) | フロントピラー補強構造 | |
| JP2021147003A (ja) | 空力特性を改善する車両 | |
| JP5606204B2 (ja) | 自動車のフロア前部構造 | |
| JP2010115985A (ja) | 自動車のシール部材 | |
| JP6370690B2 (ja) | 車両用バンパ装置 | |
| JP2017007511A (ja) | 衝撃吸収部材 | |
| JP6769681B2 (ja) | 装飾部品取付構造 | |
| JP7616044B2 (ja) | 外装部品および外装部品ユニット | |
| JP2008201367A (ja) | バンパリインフォース構造及びその製造方法 | |
| JP6368702B2 (ja) | 車両用樹脂成形品 | |
| JP2009035019A (ja) | 車両用バンパ構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110825 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120221 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120227 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150302 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4940044 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |