JP4854875B2 - バリア性に優れた成形物の製造方法 - Google Patents
バリア性に優れた成形物の製造方法 Download PDFInfo
- Publication number
- JP4854875B2 JP4854875B2 JP2001198707A JP2001198707A JP4854875B2 JP 4854875 B2 JP4854875 B2 JP 4854875B2 JP 2001198707 A JP2001198707 A JP 2001198707A JP 2001198707 A JP2001198707 A JP 2001198707A JP 4854875 B2 JP4854875 B2 JP 4854875B2
- Authority
- JP
- Japan
- Prior art keywords
- barrier material
- polyolefin
- barrier
- fuel
- acid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- GBBSAMQTQCPOBF-UHFFFAOYSA-N CB1OB(C)OB(C)O1 Chemical compound CB1OB(C)OB(C)O1 GBBSAMQTQCPOBF-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
- B05D1/08—Flame spraying
- B05D1/10—Applying particulate materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/52—Two layers
- B05D7/54—No clear coat specified
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1379—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1379—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
- Y10T428/1383—Vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit is sandwiched between layers [continuous layer]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/26—Web or sheet containing structurally defined element or component, the element or component having a specified physical dimension
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31938—Polymer of monoethylenically unsaturated hydrocarbon
Landscapes
- Laminated Bodies (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Coating Of Shaped Articles Made Of Macromolecular Substances (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Paints Or Removers (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Description
【発明の属する技術分野】
本発明は、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布することを特徴とする成形物の製造方法に関する。また、本発明は、ポリオレフィン(A)からなる基材の表面の少なくとも一部に、バリア材(B)からなる粉体が、溶射法によって塗布されてなる成形物に関する。
【0002】
【従来の技術】
ポリオレフィンは耐水性、機械強度に優れ、良好な成形性を有する樹脂であり、フィルムやボトルなど種々の形態に溶融成形されて、さまざまな用途に用いられている。一方、かかるポリオレフィンからなる成形物にバリア性や耐油性等を付与する目的で、ポリオレフィンにバリア材を積層し、多層成形物として使用する実施態様が好ましく用いられる。しかしながら、エチレン−ビニルアルコール共重合体(以下、EVOHと略記することがある)などに代表されるバリア材は必ずしもポリオレフィンとの接着性を充分に有さず、積層したポリオレフィンとバリア材との層間において界面剥離を起こしやすい。
【0003】
上記の問題を改善するために無水マレイン酸変性ポリオレフィン(ポリエチレン、ポリプロピレン、エチレン−酢酸ビニル共重合体)、エチレン−エチルアクリレート−無水マレイン酸共重合体等の各種接着性樹脂が開発されている。これらの接着性樹脂を用い、共押出成形などの成形方法を用いて、バリア材とポリオレフィンが、前記接着性樹脂を介して積層されてなる多層成形物が広く用いられている。
【0004】
しかしながら、上述した接着性樹脂を用いると、生産工程が増えるためにコストアップにつながるという問題がある。また、形状が複雑な成形物の場合は、射出成形が好ましく用いられるが、多層射出成形は必ずしも容易ではなく、バリア材とポリオレフィンが、前記接着性樹脂を介して積層されてなる多層射出成形物を得ることが難しい場合があり、多層射出成形物の形状が制限されることがあった。
【0005】
このように形状が複雑な成形品をバリア化する手法として、溶液コートなどでバリア材を塗布する方法が挙げられる。このような例として、USP4487789には、EVOHをアルコール−水混合溶媒に溶解した溶液を基材に塗布した後に、乾燥させて塗膜を形成する技術が開示されている。しかしながら、このような手法においては一般に基材とEVOHとの間に充分な層間接着強度を得るために、煩雑なプライマー処理を行う必要や、接着剤を使用する必要があることが多く、コストアップの要因となっていた。
【0006】
また、特開平3−115472号公報には、EVOHからなる粉体塗装用樹脂が開示されており、前記粉体塗装用樹脂が塗装される基材の一例としてプラスチックが挙げられている。しかしながら、該公報にはポリオレフィンにEVOHからなる粉体塗装用樹脂を塗布する旨の記載は無い。
【0007】
各種燃料、例えばガソリンを保存するための容器として、プラスチック製の共押出ブロー成形容器が近年好適に用いられており、その一例として自動車用燃料タンクが挙げられる。このような容器の材料に用いられるプラスチックとしてはポリエチレン(特に超高密度ポリエチレン)が経済性、成形加工性、機械的強度等の点で期待されている。しかし、ポリエチレン製燃料タンクは、保存されるガソリンの気体または液体が容器のポリエチレンの壁を通して大気中に揮散しやすいという欠点を有することが知られている。
【0008】
かかる欠点を解消するため、ポリエチレン製容器にハロゲンガス(フッ素、塩素、臭素)あるいは三酸化硫黄(SO3)などを容器に吹き込み、容器内面をハロゲン化あるいはスルホン化する方法が開示されている。また、ポリアミド樹脂とポリエチレン樹脂とを多層化する方法が開示されている(特開平6−134947号公報、USP5441781)。この他、EVOH樹脂とポリエチレン樹脂とを多層化する方法も知られている(USP5849376、EP759359)。さらに、ガソリンバリア性を向上させるために、バリア層を内層寄りにした多層燃料タンクも知られている(特開平9−29904号公報、EP742096)。
【0009】
【発明が解決しようとする課題】
しかしながら上記の方法で製造した燃料容器においてもガソリン透過量の抑制は必ずしも充分なものではない。近年では、ガソリンの消費量節約、地球環境保護のために、より透過量を低減する方法が望まれている。
【0010】
以上のように、ポリオレフィンからなる基材が複雑な形状を有するような場合においても、煩雑なプライマー処理等を必要とすることなく、バリア性に優れた成形物を製造する方法の開発が望まれている。また、バリア性に優れた成形物の中でも、特に、ガソリンの透過量が効果的に抑制された、ポリオレフィンおよびバリア材からなる多層成形物の開発が強く望まれている。
【0011】
【課題を解決するための手段】
本発明は、ポリオレフィンからなる基材が複雑な形状を有するような場合においても、煩雑なプライマー処理等を必要とすることなく、バリア性に優れた成形物を製造する方法を提供するものである。すなわち、本発明は、ポリオレフィン(A)からなる基材に、エチレン含有量5〜60モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体であるバリア材(B)からなる粉体を溶射法によって塗布することを特徴とする成形物の製造方法である。
【0012】
好適な実施態様では、本発明の成形物の製造方法は、ポリオレフィン(A)からなる基材に、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる粉体を、溶射法によって塗布し、得られたカルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層に、バリア材(B)からなる粉体を溶射法によって塗布する方法である。別の好適な実施態様では、本発明の成形物の製造方法は、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布し、得られたバリア材(B)からなる層に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布する方法である。
【0013】
また、本発明は、ポリオレフィン(A)からなる基材に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布し、得られた熱可塑性樹脂(C)からなる層に、エチレン含有量5〜60モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体であるバリア材(B)からなる粉体を溶射法によって塗布することを特徴とする成形物の製造方法である。
【0014】
好適な実施態様では、本発明に用いられるポリオレフィン(A)が高密度ポリエチレンである。
【0015】
好適な実施態様では、本発明に用いられるバリア材(B)が、ガソリン透過量が100g・20μm/m2・day(40℃−65%RHで測定した値)および/または酸素透過量が100cc・20μm/m2・day・atm(20℃−65%RHで測定した値)である熱可塑性樹脂である。
【0016】
好適な実施態様では、本発明に用いられるバリア材(B)が、エチレン−ビニルアルコール共重合体50〜95重量%およびボロン酸変性ポリオレフィン5〜50重量%からなる樹脂組成物である。また、別の好適な実施態様では、本発明に用いられるバリア材(B)が、エチレン−ビニルアルコール共重合体50〜95重量%および多層構造重合体粒子5〜50重量%からなる樹脂組成物である。
【0017】
また、本発明はポリオレフィン(A)からなる基材の表面の少なくとも一部に、エチレン含有量5〜60モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体であるバリア材(B)からなる粉体が、溶射法によって塗布されてなる成形物である。好適な実施態様では、本発明の成形物はポリオレフィン(A)からなる基材が、射出成形法により成形されて得られる成形物である。すなわち、好適な実施態様では、本発明の成形物は射出成形品である。
【0018】
好適な実施態様では、成形物が、チューブ状容器の口頭部である。また、別の好適な実施態様では、成形物が、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する多層パイプである。
【0019】
好適な実施態様では、成形物が、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する多層容器である。より好ましい実施態様では、多層容器が、多層燃料容器である。さらに好ましい実施態様では、多層燃料容器が、共押出ブロー成形燃料容器または共押出熱成形多層燃料容器である。
【0020】
好ましい実施態様では、多層燃料容器が、高密度ポリエチレンからなる内外層と、バリア性樹脂(D)からなる中間層とが、カルボン酸変性ポリオレフィンからなる接着性樹脂層を介して積層されてなる積層体からなる。
【0021】
好ましい実施態様では、前記バリア性樹脂(D)がエチレン−ビニルアルコール共重合体、ポリアミドおよび脂肪族ポリケトンからなる群より選ばれる少なくとも1種である。また、好ましい実施態様では、前記バリア性樹脂(D)のガソリン透過量が100g・20μm/m2・day(40℃−65%RHで測定した値)および/または酸素透過量が100cc・20μm/m2・day・atm(20℃−65%RHで測定した値)である熱可塑性樹脂である。
【0022】
また、本発明は、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有してなる多層燃料容器であって、かつ、バリア性が不足している部分に、エチレン含有量5〜60モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体であるバリア材(B)からなる粉体が溶射法によって塗布されてなる多層燃料容器である。好適な実施態様では、多層燃料容器が、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有してなる多層燃料容器であって、共押出ブロー成形容器のピンチオフ部、共押出熱成形容器のヒートシール部、容器胴部の開口部の切断面、容器壁の厚みが薄くなった部分、および燃料容器用付属部品からなる群より選ばれる少なくとも一種に、バリア材(B)からなる粉体が溶射法によって塗布されてなる多層燃料容器である。
【0023】
【発明の実施の形態】
本発明に用いられるポリオレフィン(A)としては、直鎖状低密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−プロピレン共重合体、ポリプロピレン、プロピレン−α−オレフィン共重合体(炭素数4〜20のα−オレフィン)、ポリブテン、ポリペンテン等のオレフィンの単独またはその共重合体、カルボン酸変性ポリオレフィン、ボロン酸変性ポリオレフィンなどが好ましく用いられる。本発明の成形物が、燃料容器用付属部品または多層燃料容器(好ましくは、共押出ブロー成形燃料容器または共押出熱成形燃料容器)である場合は、剛性、耐衝撃性、成形性、耐ドローダウン性、耐ガソリン性の観点から、ポリオレフィン(A)として高密度ポリエチレンを用いることが特に好ましい。
【0024】
また、本発明で用いられるポリオレフィン(A)のメルトフローレート(MFR=190℃−2160g荷重下で測定)の下限は0.01g/10分以上であり、より好適には0.05g/10分以上であり、さらに好適には0.1g/10分以上である。また、MFRの上限は50g/10分以下であることが好ましく、より好適には30g/10分以下であり最適には10g/10分以下である。
【0025】
本発明における、ポリオレフィン(A)からなる基材は、単層であっても良いし、複数種の樹脂を積層した積層体であっても良い。バリア材(B)とポリオレフィン(A)からなる基材の接着性を向上させる観点からは、ポリオレフィン(A)からなる基材が、実質的に未変性のポリオレフィンと、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンの積層体からなることが好ましい。かかる積層体の、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層に、バリア材(B)からなる粉体を溶射法によって塗布することにより、より強固な接着性を得ることができる。特に好ましい実施態様では、前記積層体が、高密度ポリエチレンからなる層と、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層からなる。
【0026】
本発明に用いられるカルボン酸変性ポリオレフィンとは、オレフィン、特にα−オレフィンと、不飽和カルボン酸、不飽和カルボン酸エステルおよび不飽和カルボン酸無水物からなる群より選ばれる少なくとも一種より選ばれる共重合成分からなる共重合体のことをいい、分子中にカルボキシル基を有するポリオレフィンおよびポリオレフィン中に含有されるカルボキシル基の全部あるいは一部が金属塩の形で存在しているものも含まれる。カルボン酸変性ポリオレフィンのベースとなるポリオレフィンとしては、ポリエチレン(例えば、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、直鎖状低密度ポリエチレン(LLDPE)、超低密度ポリエチレン(VLDPE)など)、ポリプロピレン、共重合ポリプロピレン、エチレン−酢酸ビニル共重合体等の各種ポリオレフィンが好適なものとして例示される。
【0027】
不飽和カルボン酸としてはアクリル酸、メタクリル酸、マレイン酸、マレイン酸モノメチル、マレイン酸モノエチル、イタコン酸などが例示され、特にアクリル酸あるいはメタクリル酸が好ましい。不飽和カルボン酸の含有量は、好ましくは0.5〜20モル%、より好ましくは2〜15モル%、さらに好ましくは3〜12モル%である。
【0028】
不飽和カルボン酸エステルとしては、アクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸イソブチル、アクリル酸n−ブチル、アクリル酸2−エチルヘキシル、メタクリル酸メチル、メタクリル酸イソブチル、マレイン酸ジエチルなどが好適なものとして例示され、特にメタクリル酸メチルが好ましい。不飽和カルボン酸エステルの含有量は、好ましくは0.5〜30モル%、より好ましくは1〜25モル%、さらに好ましくは2〜20モル%である。
【0029】
不飽和カルボン酸無水物としては無水イタコン酸、無水マレイン酸等が例示され、特に無水マレイン酸が好適である。不飽和カルボン酸無水物の含有量としては、好ましくは0.0001〜5モル%、より好ましくは0.0005〜3モル%、更に好ましくは0.001〜1モル%である。また、共重合体に含有されても良い他の単量体としてはプロピオン酸ビニルのようなビニルエステル、一酸化炭素などが例示される。
【0030】
カルボン酸変性ポリオレフィンの金属塩における金属イオンとしては、リチウム、ナトリウム、カリウムなどのアルカリ金属、マグネシウム、カルシウムなどのアルカリ土類金属、亜鉛などの遷移金属が例示される。カルボン酸変性ポリオレフィンの金属塩における中和度は、100%以下、特に90%以下、さらに70%以下の範囲が望ましい。中和度の下限値については、通常5%以上、特に10%以上、さらには30%以上が望ましい。
【0031】
上記に示されるカルボン酸変性ポリオレフィンの中でも、バリア材(B)との接着性の観点から、エチレン−メタクリル酸共重合体(EMAA)、エチレン−アクリル酸共重合体(EAA)、エチレン−メタクリル酸メチル共重合体(EMMA)、無水マレイン酸変性ポリエチレン、無水マレイン酸変性ポリプロピレンおよびこれらの金属塩が好ましく、特に好ましくはエチレン−メタクリル酸共重合体(EMAA)およびその金属塩である。
【0032】
本発明に用いられるカルボン酸変性ポリオレフィンのメルトフローレート(MFR)(190℃、2160g荷重下)の下限は0.01g/10分であり、好適には0.05g/分以上であり、より好適には0.1g/10分以上である。また、MFRの上限は50g/10分以下、より好適には30g/10分以下、最適には10g/10分以下であることが望ましい。これらのカルボン酸変性ポリオレフィンは、それぞれ単独で用いることもできるし、2種以上を混合して用いることもできる。
【0033】
本発明で用いられるボロン酸変性ポリオレフィンとは、ボロン酸基、ボリン酸基および水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基から選ばれる少なくとも一つの官能基を有するポリオレフィンである。
【0034】
本発明に使用するボロン酸基、ボリン酸基および水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基から選ばれる少なくとも一つの官能基を有するポリオレフィンとは、ボロン酸基、ボリン酸基あるいは水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基からなる群より選ばれる少なくとも一つの官能基がホウ素−炭素結合により主鎖、側鎖または末端に結合したポリオレフィンである。このうち前記官能基が側鎖または末端に結合したポリオレフィンが好ましい。ここで末端とは片末端または両末端を意味する。バリア材(B)との接着性の観点からは、前記官能基が、側鎖に結合したポリオレフィンを用いることが特に好ましい。
【0035】
またホウ素−炭素結合の炭素は後述するポリオレフィンのベースポリマーに由来するもの、あるいはベースポリマーに反応させるホウ素化合物に由来するものである。ホウ素−炭素結合の好適な例としては、ホウ素と主鎖あるいは末端あるいは側鎖のアルキレン基との結合が挙げられる。本発明においてはボロン酸基を有するポリオレフィンが好適であるので、以下この点について説明する。本発明において、ボロン酸基とは、下記式(I)で示されるものである。
【0036】
【化1】

また水の存在下でボロン酸基に転化しうるホウ素含有基(以下単にホウ素含有基と略記する)としては、水の存在下で加水分解を受けて上記式(I)で示されるボロン酸基に転化しうるホウ素含有基であれば、どのようなものでも良い。が、代表例として下記一般式(II)で示されるボロンエステル基、下記一般式(III)で示されるボロン酸無水物基、下記一般式(IV)で示されるボロン酸塩基が挙げられる。
【0038】
【化2】
【化3】
【化4】
式中、X,Yは水素原子、脂肪族炭化水素基(炭素数1〜20の直鎖状、または分岐状アルキル基、またはアルケニル基など)、脂環式炭化水素基(シクロアルキル基、シクロアルケニル基など)、芳香族炭化水素基(フェニル基、ビフェニル基など)を表し、X,Yは同じ基でも良い。し、異なっていても良い。またXとYは結合していても良い。ただしX,Yがともに水素原子である場合は除かれる。またR1,R2,R3は上記X,Yと同様の水素原子、脂肪族炭化水素基、脂環式炭化水素基、芳香族炭化水素基を表し、 R1,R2,R3は同じ基でも良い。し、異なっていても良い。またMはアルカリ金属またはアルカリ土類金属を表わす。また上記のX,Y,R1,R2,R3には他の基、たとえばカルボキシル基、ハロゲン原子などを有していても良い。
【0042】
一般式(II)〜(IV)で示されるボロン酸エステルの具体例としては、ボロン酸ジメチルエステル基、ボロン酸ジエチルエステル基、ボロン酸ジプロピルエステル基、ボロン酸ジイソプロピルエステル基、ボロン酸ジブチルエステル基、ボロン酸ジヘキシルエステル基、ボロン酸ジシクロヘキシル基、ボロン酸エチレングリコールエステル基、ボロン酸プロピレングリコールエステル基(ボロン酸1,2−プロパンジオールエステル基、ボロン酸1,3−プロパンジオールエステル基)、ボロン酸トリメチレングリコールエステル基、ボロン酸ネオペンチルグリコールエステル基、ボロン酸カテコールエステル基、ボロン酸グリセリンエステル基、ボロン酸トリメチロールエタンエステル基等のボロン酸エステル基;ボロン酸無水物基;ボロン酸のアルカリ金属塩基、ボロン酸のアルカリ土類金属塩基等が挙げられる。なお前記の水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基とは、ポリオレフィンを、水または水と有機溶媒(トルエン、キシレン、アセトンなど)との混合液体中で、反応時間10分〜2時間、反応温度25℃〜150℃の条件下に加水分解した場合に、ボロン酸基またはボリン酸基に転化しうる基を意味する。
前記官能基の含有量は特に制限はないが、0.0001〜1meq/g(ミリ当量/g)が好ましく、特に、0.001〜0.1meq/gが好ましい。
【0043】
ホウ素含有基を有するポリオレフィンのベースポリマーとしてはエチレン、プロピレン、1−ブテン、イソブテン、3−メチルペンテン、1−ヘキセン、1−オクテン等のα−オレフィン類で代表されるオレフィン系単量体等が挙げられる。
ベースポリマーはこれらの単量体の一種または二種あるいは三種以上からなる重合体として使用される。これらのベースポリマーのうち、特にエチレン系重合体{超低密度ポリエチレン、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、エチレン−酢酸ビニル共重合体、エチレン−アクリル酸エステル共重合体、エチレン−アクリル酸共重合体の金属塩(Na,K,Zn系アイオノマー)、エチレン−プロピレン共重合体}が好適なものとして挙げられる。
【0044】
次に本発明に用いるボロン酸基およびホウ素含有基を有するオレフィン系重合体の代表的製法について述べる。ボロン酸基あるいは水の存在によりボロン酸基に転化しうるホウ素含有基を有するオレフィン系重合体は、窒素雰囲気下で炭素−炭素二重結合を有するオレフィン系重合体にボラン錯体およびホウ酸トリアルキルエステルを反応させることによって、ボロン酸ジアルキルエステル基を有するオレフィン系重合体を得た後、水あるいはアルコール類を反応させることによって得られる。この製法において原料として末端に二重結合を有するオレフィン系重合体を使用すれば、末端にボロン酸基あるいは水の存在によりボロン酸基に転化しうるホウ素含有基を有するオレフィン系重合体が得られ、側鎖または主鎖に二重結合を有するオレフィン系重合体を原料として使用すれば、側鎖にボロン酸基あるいは水の存在によりボロン酸基に転化しうるホウ素含有基を有するオレフィン系重合体を得られる。
【0045】
原料の二重結合を有するオレフィン系重合体の代表的製法としては、(1)通常のオレフィン系重合体の末端に微量に存在する二重結合を利用する方法;(2)通常のオレフィン系重合体を無酸素条件下、熱分解し、末端に二重結合を有するオレフィン系重合体を得る製法;(3)オレフィン系単量体とジエン系重合体の共重合によりオレフィン系単量体とジエン系単量体との共重合体を得る製法;が挙げられる。(1)については、公知のオレフィン系重合体の製法を用いることができるが、特に、連鎖移動剤として水素を用いず、重合触媒としてメタロセン系重合触媒を用いる製法(例えば、DE4030399)が好ましい。(2)については、公知の方法(例えば、USP2835659,3087922)によりオレフィン系重合体を窒素雰囲気下や真空条件下等の無酸素条件下で300℃〜500℃の温度で熱分解することによって得られる。(3)については公知のチーグラー系触媒を用いたオレフィン−ジエン系重合体の製法(例えば、特開昭50−44281、DE3021273)を用いることができる。
【0046】
上記の(1)および(2)の方法で得られた二重結合を有するオレフィン系重合体を原料とすることで、末端にボロン酸基、ボリン酸基および水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基から選ばれる少なくとも一つの官能基が結合したポリオレフィンが得られる。また、(3)の方法で得られた二重結合を有するオレフィン系重合体を原料とすることで、前記官能基が側鎖に結合したポリオレフィンが得られる。
ボラン錯体としては、ボラン−テトラヒドロフラン錯体、ボラン−ジメチルスルフィド錯体、ボラン−ピリジン錯体、ボラン−トリメチルアミン錯体、ボラン−トリエチルアミン等が好ましい。これらのなかで、ボラン−トリエチルアミン錯体およびボラン−トリメチルアミン錯体がより好ましい。ボラン錯体の仕込み量はオレフィン系重合体の二重結合に対し、1/3当量から10当量の範囲が好ましい。ホウ酸トリアルキルエステルとしては、トリメチルボレート、トリエチルボレート、トリプロピルボレート、トリブチルボレート等のホウ酸低級アルキルエステルが好ましい。ホウ酸トリアルキルエステルの仕込み量はオレフィン系重合体の二重結合に対し1から100当量の範囲が好ましい。溶媒は特に使用する必要はないが、使用する場合は、ヘキサン、ヘブタン、オクタン、デカン、ドデカン、シクロヘキサン、エチルシクロヘキサン、デカリン等の飽和炭化水素系溶媒が好ましい。
【0047】
導入する反応は、反応温度25℃〜300℃、好ましくは100〜250℃、反応時間1分〜10時間、好ましくは5分〜5時間行うのが良い。
水あるいはアルコール類を反応させる条件としては通常、トルエン、キシレン、アセトン、酢酸エチル等の有機溶媒を反応溶媒として用い、水またはメタノール、エタノール、ブタノール等のアルコール類;エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンテルグリコール、グリセリン、トリメチロールエタン、ペンタエリスリトール、ジペンタエリスリトール等の多価アルコール類をボロン酸基に対し、1〜100等量以上の大過剰量を用い、25℃〜150℃の温度で1分〜1日程度反応を行うことによって得られる。なお、前記の官能基の中でボロン酸基に転化しうるホウ素含有基とは、水または水と有機溶媒(トルエン、キシレン、アセトンなど)との混合溶媒中で、反応時間10分〜2時間、反応温度25℃〜150℃の条件下に加水分解した場合に、ボロン酸基に転化しうる基を意味する。
【0048】
また、バリア材(B)からなる塗膜の衝撃強度を向上させる観点からは、ポリオレフィン(A)からなる基材に、バリア材(B)および20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布することが好ましい。ポリオレフィン(A)からなる基材に、前記(B)および(C)からなる粉体を、溶射法によって塗布する順序は特に限定されない。ポリオレフィン(A)からなる基材に、前記(B)および(C)を塗布して得られた積層体の層構成としては、A/B/C、A/B/C/B、A/C/B、A/C/B/Cなどが好適なものとして例示されるが、これらに限定されない。
【0049】
バリア材(B)からなる塗膜の衝撃強度を向上させる観点からは、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布し、得られたバリア材(B)からなる層に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布することが好ましい。また、ポリオレフィン(A)からなる基材に、前記熱可塑性樹脂(C)からなる粉体を溶射法によって塗布し、得られた熱可塑性樹脂(C)からなる層に、バリア材(B)からなる粉体を溶射法によって塗布することによっても、バリア材(B)からなる塗膜の衝撃強度を改善することが可能である。
【0050】
本発明に用いられる20℃における弾性モジュラス(ASTM D882に準拠して測定)が500kg/cm2以下である熱可塑性樹脂(C)としては、EPDM(エチレン−プロピレン−ジエン系ゴム)、NR(天然ゴム)、イソプレンゴム、ブタジエンゴム、IIR(ブチルゴム)等のゴム、超低密度ポリエチレン(VLDPE)、エチレン−酢酸ビニル共重合体(EVA)、ビニル芳香族化合物と共役ジエン化合物の共重合体、エチレン−プロピレン共重合体エラストマー(EPR)などが好適なものとして例示されるが、これらに限定されない。中でも、ビニル芳香族化合物と共役ジエン化合物の共重合体およびエチレン−プロピレン共重合体エラストマー(EPR)が好適である。前記エチレン−プロピレン共重合体エラストマーとしては特に限定されるものではなく、エチレンとプロピレンのランダム共重合体、ブロック共重合体を例示することができる。またエチレン−プロピレン共重合体エラストマーとしては、柔軟性を充分持つ観点から、エチレン含有量およびプロピレン含有量のいずれもが、少なくとも20重量%以上であることが好ましい。
【0051】
また、本発明で用いられるビニル芳香族化合物と共役ジエン化合物からなる共重合体に使用されるビニル芳香族としては特に限定されるものではない。該ビニル芳香族としては、例えば、スチレン、α―メチルスチレン、2−メチルスチレン、4−メチルスチレン、4−プロピルスチレン、4−t−ブチルスチレン、4−シクロヘキシルスチレン、4−ドデシルスチレン、2−エチル−4−ベンジルスチレン、4−(フェニルブチル)スチレン、2,4,6−トリメチルスチレン、モノフルオロスチレン、ジフルオロスチレン、モノクロロスチレン、ジクロロスチレン、メトキシスチレン、t−ブトキシスチレン等のスチレン類;1−ビニルナフタレン、2−ビニルナフタレン等のビニルナフタレン類などのビニル基含有芳香族化合物;インデン、アセナフチレン等のビニレン基含有芳香族化合物などを挙げることができる。ビニル芳香族モノマー単位は1種のみでも良く、2種以上であっても良い。但し、スチレンから誘導される単位であることが好ましい。
【0052】
また本発明で用いられるビニル芳香族化合物と共役ジエン化合物からなる共重合体に使用される共役ジエン化合物も特に限定されるものではない。該共役ジエン化合物としてはブタジエン、イソプレン、2,3−ジメチルブタジエン、ペンタジエン、ヘキサジエン等を挙げることができる。このとき、該共役ジエン化合物が部分的または完全に水素添加されていても良い。部分的に水素添加されたビニル芳香族化合物と共役ジエン化合物からなる共重合体の例としては、スチレン−エチレン・ブチレン−スチレントリブロック共重合体(SEBS)、スチレン−エチレン・プロピレン−スチレントリブロック共重合体(SEPS)、スチレン−共役ジエン系共重合体の水素添加物等が挙げられる。
【0053】
本発明に用いられるバリア材(B)としては、ガソリン透過量が100g・20μm/m2・day以下(40℃−65%RHで測定した値)および/または酸素透過量が100cc・20μm/m2・day・atm以下(20℃−65%RHで測定した値)である熱可塑性樹脂であることが好ましい。ガソリン透過量の上限はより好適には10g・20μm/m2・day以下であり、さらに好適には1g・20μm/m2・day以下であり、特に好適には0.5g・20μm/m2・day以下であり、最適には0.1g・20μm/m2・day以下である。ここでガソリン透過量の測定に用いられるガソリンは、Ref.fuel.Cと呼ばれるトルエン/イソオクタン=50/50の体積分率で混合されるモデルガソリンである。
【0054】
また、酸素透過量の上限は、より好適には50cc・20μm/m2・day・atm以下であり、さらに好ましくは10cc・20μm/m2・day・atm以下であり、最適には5cc・20μm/m2・day・atm以下である。
【0055】
本発明においては、バリア材(B)からなる粉体を、ポリオレフィン(A)からなる基材に溶射法によって塗布する方法が、溶射法(flame spray coating)であるため、バリア材(B)は熱可塑性樹脂であることが好ましい。また、良好なガソリンバリア性を得る観点からは、バリア材(B)として、溶解性パラメーター(Fedorsの式より算出)が11を超える熱可塑性樹脂を用いることが好ましい。
【0056】
また、本発明に用いられるバリア材(B)がエチレン−ビニルアルコール共重合体(EVOH)、ポリアミド、脂肪族ポリケトンおよびポリエステルからなる群より選ばれる少なくとも1種であることが好ましい。酸素バリア性の観点からは、バリア材(B)がポリアミドまたはEVOHであることがより好ましく、最適にはEVOHである。また、ガソリンバリア性の観点からは、ポリアミド、ポリエステル、EVOHがより好ましく、最適にはEVOHである。
【0057】
本発明のバリア材(B)として用いられるEVOHとしては、エチレン−ビニルエステル共重合体をケン化して得られる樹脂が好ましく、エチレン含有量は5〜60モル%である。エチレン含有量の下限は好適には15モル%以上であり、より好適には25モル%以上であり、さらに好適には30モル%以上であり、特に好適には35モル%以上であり、最適には40モル%以上である。エチレン含有量の上限は好適には55モル%以下であり、より好適には50モル%以下である。エチレン含有量が5モル%未満の場合は、溶融成形性が不足し、EVOHをポリオレフィン(A)からなる基材に溶射法によって塗布する際に、均一に塗布することが難しい。一方、60モル%を超えるとガソリンバリア性および酸素バリア性が不足する。
【0058】
さらに、本発明に用いられるEVOHのビニルエステル成分のケン化度は85%以上である。ビニルエステル成分のケン化度は、好ましくは90%以上であり、より好ましくは95%以上であり、特に好ましくは98%以上であり、最適には99%以上である。ケン化度が85%未満では、ガソリンバリア性、酸素バリア性、熱安定性が不充分となる。
【0059】
EVOH製造時に用いるビニルエステルとしては酢酸ビニルが代表的なものとして挙げられるが、その他の脂肪酸ビニルエステル(プロピオン酸ビニル、ピバリン酸ビニルなど)も使用できる。また、EVOHは共重合成分としてビニルシラン化合物0.0002〜0.2モル%を含有することができる。ここで、ビニルシラン系化合物としては、たとえば、ビニルトリメトキシシラン、ビニルトリエトキシシラン、ビニルトリ(β−メトキシ−エトキシ)シラン、γ−メタクリルオキシプロピルメトキシシランが挙げられる。なかでも、ビニルトリメトキシシラン、ビニルトリエトキシシランが好適に用いられる。さらに、本発明の目的が阻害されない範囲で、他の共単量体、例えば、プロピレン、ブチレン、あるいは、(メタ)アクリル酸、(メタ)アクリル酸メチルもしくは(メタ)アクリル酸エチルなどの不飽和カルボン酸またはそのエステル、および、N−ビニルピロリドンなどのビニルピロリドンを共重合することもできる。
【0060】
さらに、本発明の目的を阻外しない範囲でEVOHにホウ素化合物をブレンドすることもできる。ここでホウ素化合物としては、ホウ酸類、ホウ酸エステル、ホウ酸塩、水素化ホウ素類等が挙げられる。具体的には、ホウ酸類としては、オルトホウ酸、メタホウ酸、四ホウ酸などが挙げられ、ホウ酸エステルとしてはホウ酸トリエチル、ホウ酸トリメチルなどが挙げられ、ホウ酸塩としては上記の各種ホウ酸類のアルカリ金属塩、アルカリ土類金属塩、ホウ砂などが挙げられる。これらの化合物の中でもオルトホウ酸が好ましい。ホウ素化合物をブレンドする場合、ホウ素化合物の含有量は好ましくはホウ素元素換算で20〜2000ppm、より好ましくは50〜1000ppmである。
【0061】
また、本発明に用いられるEVOHに対し、アルカリ金属塩をアルカリ金属元素換算で5〜5000ppm含有させることも、EVOHとポリオレフィン(A)からなる基材との、層間接着性等の改善のために効果的であることから好ましい。
【0062】
アルカリ金属塩のより好適な含有量はアルカリ金属元素換算で20〜1000ppm、さらには30〜500ppmである。ここでアルカリ金属としては、リチウム、ナトリウム、カリウムなどが挙げられ、アルカリ金属塩としては、一価金属の脂肪族カルボン酸塩、芳香族カルボン酸塩、燐酸塩、金属錯体等が挙げられる。例えば、酢酸ナトリウム、酢酸カリウム、燐酸ナトリウム、燐酸リチウム、ステアリン酸ナトリウム、ステアリン酸カリウム、エチレンジアミン四酢酸のナトリウム塩等が挙げられる。中でも酢酸ナトリウム、酢酸カリウムが好適である。
【0063】
また、本発明に用いられるEVOHに対しリン酸化合物を、リン酸根換算で20〜500ppm、より好適には30〜300ppm、最適には50〜200ppm含有させることも好ましい。EVOHに含まれるリン酸化合物の含有量が20ppmに満たない場合や500ppmを超える場合には、熱安定性が低下する虞がある。すなわちEVOHからなる粉体を、ポリオレフィン(A)からなる基材に溶射法によって塗布する際に、ゲル等が発生し、塗膜部に厚みムラを生じることがある。
【0064】
EVOH中に配合するリン酸化合物の種類は特に限定されるものではない。リン酸、亜リン酸等の各種の酸やその塩等を用いることができる。リン酸塩としては第1リン酸塩、第2リン酸塩、第3リン酸塩のいずれの形で含まれていても良く、そのカチオン種も特に限定されるものではないが、アルカリ金属塩、アルカリ土類金属塩であることが好ましい。中でもリン酸2水素ナトリウム、リン酸2水素カリウム、リン酸水素2ナトリウム、リン酸水素2カリウムの形でリン酸化合物を添加することが好ましい。
【0065】
本発明に用いられるEVOHからなる粉体は、溶射法によってポリオレフィン(A)からなる基材に塗布される。このため、溶融時に充分な流動性を得ることが必要である。本発明のバリア材(B)として用いられるEVOHの好適なメルトフローレート(MFR)(190℃−2160g荷重下)は0.1〜50g/10分、より好適には1〜40g/10分、更に好適には5〜30g/10分である。但し、融点が190℃付近あるいは190℃を超えるものは2160g荷重下、融点以上の複数の温度で測定し、片対数グラフで絶対温度の逆数を横軸、MFRの対数を縦軸にプロットし、190℃に外挿した値で表す。これらのEVOH樹脂は、それぞれ単独で用いることもできるし、2種以上を混合して用いることもできる。
【0066】
また本発明の目的を阻外しない範囲で熱安定剤、紫外線吸収剤、酸化防止剤、着色剤、他の樹脂(ポリアミド、ポリオレフィンなど)、グリセリンやグリセリンモノステアレートなどの可塑剤をEVOHにブレンドすることもできる。また、高級脂肪族カルボン酸の金属塩またはハイドロタルサイト化合物などを添加することは、EVOHの熱による劣化を防ぐという観点から有効である。
【0067】
ここで、ハイドロタルサイト化合物としては、特に、MxAly(OH)2x+3y−2z(A)z・aH2O(MはMg、CaまたはZn、AはCO3またはHPO4、x、y、z、aは正数)で示される複塩であるハイドロタルサイト化合物を挙げることができる。特に好適なものとして以下のハイドロタルサイト化合物が例示される。
Mg6Al2(OH)16CO3・4H2O
Mg8Al2(OH)20CO3・5H2O
Mg5Al2(OH)14CO3・4H2O
Mg10Al2(OH)22(CO3)2・4H2O
Mg6Al2(OH)16HPO4・4H2O
Ca6Al2(OH)16CO3・4H2O
Zn6Al6(OH)16CO3・4H2O
Mg4 . 5Al2(OH)13CO3・3.5H2O
また、ハイドロタルサイト化合物として、特開平1−308439号(USP4954557)に記載されているハイドロタルサイト系固溶体である、[Mg0.75Zn0.25]0.67Al0.33(OH)2(CO3)0.167・0.45H2Oのようなものも用いることができる。
【0068】
高級脂肪族カルボン酸の金属塩とは、炭素数8〜22の高級脂肪酸の金属塩をいう。炭素数8〜22の高級脂肪酸としては、ラウリン酸、ステアリン酸、ミリスチン酸などが挙げられる。金属としては、ナトリウム、カリウム、マグネシウム、カルシウム、亜鉛、バリウム、アルミニウムなどが挙げられる。このうちマグネシウム、カルシウム、バリウム等のアルカリ土類金属が好適である。
【0069】
これらの高級脂肪族カルボン酸の金属塩、またはハイドロタルサイト化合物の含有量は、EVOH100重量部に対して0.01〜3重量部が好ましく、より好適には0.05〜2.5重量部である。
【0070】
本発明のバリア材(B)として用いられるポリアミドは、アミド結合を有する重合体であって、例えば、ポリカプロアミド(ナイロン−6)、ポリウンデカンアミド(ナイロン−11)、ポリラウリルラクタム(ナイロン−12)、ポリヘキサメチレンアジパミド(ナイロン−6,6)、ポリヘキサメチレンセバカミド(ナイロン−6,12)の如き単独重合体、カプロラクタム/ラウリルラクタム共重合体(ナイロン−6/12)、カプロラクタム/アミノウンデカン酸重合体(ナイロン−6/11)、カプロラクタム/ω−アミノノナン酸重合体(ナイロン−6,9)、カプロラクタム/ヘキサメチレンジアンモニウムアジペート共重合体(ナイロン−6/6,6)、カプロラクタム/ヘキサメチレンジアンモニウムアジペート/ヘキサメチレンジアンモニウムセバケート共重合体(ナイロン−6/6,6/6,12)、アジピン酸とメタキシレンジアミンとの共重合体(以下、MXD−6と略記することがある)、あるいはヘキサメチレンジアミンとm,p−フタル酸との共重合体である芳香族系ナイロンなどが挙げられる。これらのポリアミドは、それぞれ単独で用いることもできるし、2種以上を混合して用いることもできる。
【0071】
これらのポリアミドの中でも、ガソリンバリア性の観点からはナイロン−6およびナイロン−12が好ましい。また、酸素バリア性の観点からは、アジピン酸とメタキシレンジアミンとの共重合体(MXD−6)を用いることが好ましい。
【0072】
本発明のバリア材(B)として用いられる脂肪族ポリケトンとは、一酸化炭素−エチレン系共重合体であり、一酸化炭素−エチレン共重合体としては、一酸化炭素とエチレンとを共重合して得たもの、または一酸化炭素とエチレンを主体とし、これにエチレン以外の不飽和化合物を共重合して得たものが挙げられる。ここで、エチレン以外の不飽和化合物としては、炭素数3以上のα−オレフィン、スチレン、ジエン、ビニルエステル、脂肪族不飽和カルボン酸エステルなどが挙げられる。共重合体としては、ランダム共重合体、交互共重合体などが挙げられるが、結晶性が高くなる交互共重合体がバリア性の面で好ましい。
【0073】
交互共重合体のなかでは、一酸化炭素あるいはエチレン以外の第3成分による共重合が施されている方が、融点が低下するので、溶融安定性の観点から好ましい。共重合される単量体のうち好適なものとしてα−オレフィンが挙げられ、プロピレン、ブテン−1、イソブテン、ペンテン−1、4−メチルペンテン−1、ヘキセン−1、オクテン−1、ドデセン−1などが挙げられるが、なかでも炭素数3〜8個のα−オレフィンが好ましく、特にプロピレンが好適である。これらα−オレフィンの共重合量はポリケトンに対して0.5〜7重量%であることが、適当な結晶性とを確保できる観点から好ましい。また、ポリケトンからなる粉体を溶融して塗布する際の塗装性の観点からも好ましい。
【0074】
また、共重合されるジエンとしては炭素数4〜12個のものが好ましく、ブタジエン、イソプレン、1,5−ヘキサジエン、1,7−オクタジエン、1,9−デカジエンなどが挙げられる。ビニルエステルとしては、酢酸ビニル、プロピオン酸ビニル、ピバリン酸ビニル、などが挙げられる。脂肪族不飽和カルボン酸、その塩およびそのエステルとしては、アクリル酸、メタクリル酸、無水マレイン酸、マレイン酸、イタコン酸、アクリル酸エステル、メタクリル酸エステル、マレイン酸モノエステル、マレイン酸ジエステル、フマル酸モノエステル、フマル酸ジエステル、イタコン酸モノエステル、イタコン酸ジエステル(これらのエステルとしてはメチルエステル、エチルエステルなどのアルキルエステルなど)、アクリル酸塩、マレイン酸塩、イタコン酸塩(これらの塩としては1価または2価の金属塩など)が挙げられる。これらの共重合単量体は一種のみでなく、二種類以上を組み合わせて用いても良い。
【0075】
ポリケトンの製造方法としては、公知の方法、例えば、USP2495286および特開昭53−128690号、特開昭59−197427号、特開昭61−91226号、特開昭62−232434号、特開昭62−53332号、特開昭63−3025号、特開昭63−105031号、特開昭63−154737号、特開平1−149829号、特開平1−201333号、特開平2−67319号などに記載されている方法が挙げられるが、特にそれに制限されるものではない。
【0076】
本発明に用いられるポリケトンの好適なメルトフローレート(MFR)は、0.01〜50g/10分(230℃−2160g荷重下)、最適には0.1〜30g/10分である。MFRが前記範囲にある場合、樹脂の流動性は優れ、ポリケトンからなる粉体を溶融して塗布する際の塗装性が良好となる。
【0077】
本発明のバリア材(B)として用いられるポリエステルとしては、熱可塑性ポリエステル樹脂が好ましい。熱可塑性ポリエステル樹脂としては、芳香族ジカルボン酸またはそれらのアルキルエステルとジオールを主成分とする縮合重合体が用いられるが、特に本発明の目的を達成するには、エチレンテレフタレート成分を主成分とするポリエステル樹脂が好ましい。本発明に用いられるポリエステル樹脂では、テレフタル酸単位とエチレングリコール単位との合計割合(モル%)が、ポリエステルを構成する全構造単位の合計モル数に対して、70モル%以上であるのが好ましく、90モル%以上であるのがより好ましい。バリア材(B)としてポリエステルを用いた場合、ガソリンバリア性に優れる点で好適であり、特に、ガソリンがメタノール、エタノールなどのアルコール類を含むアルコール含有ガソリンや、MTBE(メチルターシャリーブチルエーテル)含有ガソリンなどの、いわゆる含酸素ガソリンである場合においても良好なガソリンバリア性を発揮する観点から好適である。
【0078】
上述のバリア材(B)の中でも、本発明に用いられるバリア材(B)としては、ガソリンバリア性および酸素バリア性の観点から、EVOHを用いることが特に好適である。
【0079】
また、バリア材(B)として、エチレン−ビニルアルコール共重合体50〜95重量%およびボロン酸変性ポリオレフィン5〜50重量%からなる樹脂組成物を用いることも好ましい。前記樹脂組成物をバリア材(B)として用いた場合、ポリオレフィン(A)からなる基材にバリア材(B)からなる粉体を溶射法によって塗布してなる成形物において、バリア材(B)からなる塗膜の衝撃強度を向上させることができる。ボロン酸変性ポリオレフィンの含有量としては、5重量%以上50重量%以下である。かかるボロン酸変性ポリオレフィンの含有量が5重量%未満である場合、バリア材(B)の衝撃強度を充分向上することが出来ない。また、当該ボロン酸変性ポリオレフィンの含有量が50重量%を超える場合、バリア性能を十分発揮することが出来ない。バリア性能と衝撃強度を両立させる観点からは、前記樹脂組成物は、エチレン−ビニルアルコール共重合体60〜95重量%およびボロン酸変性ポリオレフィン5〜40重量%からなることがより好ましく、エチレン−ビニルアルコール共重合体70〜95重量%およびボロン酸変性ポリオレフィン5〜30重量%からなることが特に好ましい。EVOHに配合されるボロン酸変性ポリオレフィンとしては、バリア材(B)からなる塗膜の耐衝撃強度の観点から、末端にボロン酸基、ボリン酸基および水の存在下でボロン酸基またはボリン酸基に転化しうるホウ素含有基から選ばれる少なくとも一つの官能基が結合したポリオレフィンを用いることが好ましい。
【0080】
バリア材(B)としてEVOHおよびボロン酸変性ポリオレフィンからなる樹脂組成物を用いる場合、当該樹脂組成物はEVOHからなる粉体と、ボロン酸変性ポリオレフィンからなる粉末をドライブレンドしたものであっても良い。しかしながら、EVOHおよびボロン酸変性ポリオレフィンからなる樹脂組成物が安定したモルフォロジーを得ることができ、バリア材(B)からなる塗膜の厚みムラ等が低減できる観点からは、両者を溶融混練により混合することが好ましい。
【0081】
また、バリア材(B)として、エチレン−ビニルアルコール共重合体50〜95重量%および多層構造重合体粒子5〜50重量%からなる樹脂組成物を用いることも好ましい。前記樹脂組成物をバリア材(B)として用いた場合も、ポリオレフィン(A)からなる基材にバリア材(B)からなる粉体を溶射法によって塗布してなる成形物において、バリア材(B)からなる塗膜の衝撃強度を向上させることができる。多層構造重合体粒子の含有量としては、5重量%以上50重量%以下である。かかる多層構造重合体粒子の含有量が5重量%未満である場合、バリア材(B)の衝撃強度を充分向上することが出来ない。また、当該多層構造重合体粒子の含有量が50重量%を超える場合、バリア性能を十分発揮することが出来ない。バリア性能と衝撃強度を両立させる観点からは、前記樹脂組成物は、エチレン−ビニルアルコール共重合体60〜95重量%および多層構造重合体粒子5〜40重量%からなることがより好ましく、エチレン−ビニルアルコール共重合体70〜95重量%および多層構造重合体粒子5〜30重量%からなることが特に好ましい。
【0082】
本発明に用いられる多層構造重合体粒子は、少なくとも硬質層とゴム層とを有する粒子である。どちらの層が最外層にきても良い。が、硬質層を最外層として有し、かつゴム層を内部に有することが好ましい。ここでいうゴム層とは、ガラス転移温度(以下、Tgと称することがある)が25℃以下の重合体層、硬質層とはTgが25℃より高い重合体層を意味する。多層構造重合体粒子は2層で構成されていてもよく、3層で構成されていてもよく、また、4層以上で構成されていても良い。2層構造の場合は、ゴム層(中心層)/硬質層(最外層)の構成であり、3層構造の場合は、硬質層(中心層)/ゴム層(中間層)/硬質層(最外層)、ゴム層(中心層)/ゴム層(中間層)/硬質層(最外層)またはゴム層(中心層)/硬質層(中間層)/硬質層(最外層)の構成であり、4層構造の場合には、例えば、ゴム層(中心層)/硬質層(中間層)/ゴム層(中間層)/硬質層(最外層)の構成である。
【0083】
本発明に用いられる多層構造重合体粒子のゴム層の組成については、特に制限がないが、構成するのに好ましい重合体としては、例えば、ポリブタジエン、ポリイソプレン、ブタジエン−イソプレン共重合体、ポリクロロプレン、スチレン−ブタジエン共重合体、アクリロニトリル−ブタジエン共重合体、アクリル酸エステル−ブタジエン共重合体などの共役ジエン系重合体、この共役ジエン系重合体の水素添加物、エチレン−プロピレン共重合体などのオレフィン系ゴム、ポリアクリル酸エステルなどのアクリル系ゴム、ポリオルガノシロキサン、熱可塑性エラストマ−、エチレン系アイオノマ−共重合体などが挙げられ、これらは1種または2種以上で使用される。中でも、アクリル系ゴム、共役ジエン系重合体または共役ジエン系重合体の水素添加物が好ましい。
【0084】
アクリル系ゴムは、アクリル酸エステルを重合させて形成される。アクリル酸エステルとしては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸オクチル等のアクリル酸アルキルエステルなどが挙げられる。中でも、アクリル酸ブチルまたはアクリル酸エチルが好ましい。
【0085】
アクリル系ゴムまたは共役ジエン系重合体は、主として、アクリル酸アルキルエステルおよび/または共役ジエン系化合物からなる単量体系を重合して製造される。このアクリル系ゴムまたは共役ジエン系重合体は、必要に応じて、上記単量体に加えて、他の単官能の重合性単量体を共重合させて得ることもできる。共重合させ得る他の単官能の単量体としては、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル、メタクリル酸アミル、メタクリル酸ヘキシル、メタクリル酸2−エチルヘキシル、メタクリル酸シクロヘキシル、メタクリル酸オクチル、メタクリル酸デシル、メタクリル酸ドデシル、メタクリル酸オクタデシル、メタクリル酸フェニル、メタクリル酸ベンジル、メタクリル酸ナフチル、メタクリル酸イソボルニル等のメタクリル酸エステル;スチレン、α−メチルスチレン等の芳香族ビニル化合物;アクリロニトリル等が挙げられる。他の単官能の重合性単量体は、ゴム層を形成する重合性単量体全体の20重量%以下が望ましい。
【0086】
本発明で用いられる多層構造重合体粒子の一部を形成するゴム層は、ゴム弾性を発現させるために架橋した分子鎖構造を有していることが好ましく、また、ゴム層の分子鎖とそれに隣接する層中の分子鎖が化学結合によりグラフトされていることが好ましい。そのためには、ゴム層を形成させるための単量体系の重合において、少量の多官能の重合性単量体を架橋剤またはグラフト剤として併用することが好ましい場合がある。
【0087】
多官能の重合性単量体は、分子内に炭素−炭素間二重結合を2個以上有する単量体をいい、例えば、アクリル酸、メタクリル酸、桂皮酸等の不飽和カルボン酸とアリルアルコ−ル、メタリルアルコ−ル等の不飽和アルコ−ルまたはエチレングリコ−ル、ブタンジオ−ル等のグリコ−ルとのエステル;フタル酸、テレフタル酸、イソフタル酸、マレイン酸等のジカルボン酸と前記の不飽和アルコールとのエステルなどが包含される。多官能の重合性単量体の具体的な例は、アクリル酸アリル、アクリル酸メタリル、メタクリル酸アリル、メタクリル酸メタリル、桂皮酸アリル、桂皮酸メタリル、マレイン酸ジアリル、フタル酸ジアリル、テレフタル酸ジアリル、イソフタル酸ジアリル、ジビニルベンゼン、エチレングリコ−ルジ(メタ)アクリレ−ト、ブタンジオ−ルジ(メタ)アクリレ−ト、ヘキサンジオ−ルジ(メタ)アクリレ−ト等が例示される。なお、前記の用語「ジ(メタ)アクリレ−ト」は、「ジアクリレ−ト」と「ジメタクリレ−ト」との総称を意味する。これらは、単独でも用いられ、複数種を組み合わせても用いられる。中でも、メタクリル酸アリルが好適に用いられる。
【0088】
多官能の重合性単量体の使用量は、ゴム層を形成する重合性単量体全体の10重量%以下に止めることが好ましい。これは、多官能の重合性単量体の量が多すぎると、ゴムとしての性能を低下させ、ひいては熱可塑性樹脂組成物の柔軟性を低下させると考えられるからである。なお、共役ジエン系化合物を主成分とする単量体系を用いる場合には、それ自体が架橋あるいはグラフト点として機能するため、必ずしも多官能の重合性多量体を併用しなくても良い。
【0089】
本発明において硬質層を形成させるために使用され得るラジカル重合性単量体としては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸ブチル等のメタクリル酸アルキル;メタクリル酸シクロヘキシル、メタクリル酸イソボルニル、メタクリル酸アダマンチル等の脂環骨格を有するメタクリル酸エステル;メタクリル酸フェニル等の芳香環を有するメタクリル酸エステル;スチレン、α−メチルスチレン等の芳香族ビニル化合物;アクリロニトリル等が例示される。これらのラジカル重合性単量体は、単独でも、複数種を組み合わせても用いられる。好ましいラジカル重合性単量体系としては、メタクリル酸メチルまたはスチレンの単独もしくはそれを主成分とする2種以上のラジカル重合性単量体の組み合わせが挙げられる。
【0090】
本発明において多層構造重合体粒子が水酸基に対して反応性または親和性を有する少なくとも1種の官能基を有する場合、EVOH中への多層構造重合体粒子の分散性が向上し、得られるバリア材(B)からなる塗膜の衝撃強度がより良好となる。従って、多層構造重合体粒子を製造するための重合反応において、単量体の一部として、水酸基に対して反応性もしくは親和性を有する官能基またはそれが保護された形の官能基を有するラジカル重合性化合物を使用することが好ましい。
【0091】
多層構造重合体粒子の上記官能基を形成させるために好ましく用られ、水酸基との反応性もしくは親和性を有する共重合可能な化合物としては、下記の混和条件下で、EVOH中の水酸基と反応して化学結合を生ずることのできる基もしくは水酸基と水素結合のような分子間結合を生ずることのできる基を有する不飽和化合物などが挙げられる。上記の水酸基に対して反応性もしくは親和性を有する官能基としては、例えば、水酸基、エポキシ基、イソシアネ−ト基(−NCO)、カルボキシル基などの酸基、無水マレイン酸から誘導されるような酸無水物基、下記の混和条件で保護基がはずれ、前記のいずれかの基に変化するような基などが挙げられる。
【0092】
その具体例は、(メタ)アクリル酸2−ヒドロキシエチル、(メタ)アクリル酸3−ヒドロキシプロピル、クロトン酸2−ヒドロキシエチル、3−ヒドロキシ−1−プロペン、4−ヒドロキシ−1−ブテン、シス−4−ヒドロキシ−2−ブテン、トランス−4−ヒドロキシ−2−ブテン等の水酸基を有する重合性化合物;アクリル酸グリシジル、メタクリル酸グリシジル、アリルグリシジルエ−テル、3,4−エポキシブテン、4,5−エポキシペンチル(メタ)アクリレ−ト、10,11−エポキシウンデシルメタクリレ−ト、p−グリシジルスチレン等のエポキシ基含有重合性化合物;アクリル酸、メタクリル酸、クロトン酸、桂皮酸、イタコン酸、マレイン酸、シトラコン酸、アコニチン酸、メザコン酸、メチレンマロン酸等のカルボン酸等である。なお、前記の用語「ジ(メタ)アクリレ−ト」は、「ジアクリレ−ト」と「ジメタクリレ−ト」との総称を意味し、「(メタ)アクリル酸」は「アクリル酸」と「メタクリル酸」との総称を意味する。
【0093】
上記の水酸基に対して反応性もしくは親和性を有する官能基の中でも、カルボキシル基などの酸基、無水マレイン酸から誘導される酸無水物基、エポキシ基が好ましい。中でもカルボキシル基などの酸基またはエポキシ基が特に好ましい。カルボキシル基などの酸基としては、メタクリル酸、アクリル酸が例示され、エポキシ基としてはメタクリル酸グリシジル、アクリル酸グリシジルなどが挙げられる。
【0094】
水酸基に対して反応性もしくは親和性を有する官能基またはそれが保護された形の官能基を有するラジカル重合性化合物の使用量は、多層構造重合体粒子を製造するための単量体全体に対して0.01〜75重量%であることが好ましく、0.1〜40重量%であることがより好ましい。なお、上記の保護基は、後述するようなEVOHとの混和条件ではずれ、前記官能基を与えるような基であり、本発明の目的が阻害されない基であれば良い。保護された官能基を有するラジカル重合性化合物としては、メタクリルカルバミン酸t−ブチル等が挙げられる。
【0095】
多層構造重合体粒子が水酸基に対して反応性または親和性を有する官能基を有するものである場合、この官能基は最外層である硬質層中の分子鎖上に存在するのが好ましい。しかし、EVOHとの樹脂組成物の形において、この官能基がEVOH中の水酸基と実質的に反応し得るか、または分子間結合を形成し得る限りにおいて、多層構造重合体粒子の各層(最外層、中間層、内層)のいずれに存在しても良い。
【0096】
多層構造重合体粒子におけるゴム層の含量は50〜90重量%の範囲内であることが好ましい。ゴム層を形成する重合体部分の量が少なすぎると柔軟性が不足し、最外層を形成する重合体部分の量が少なすぎると多層構造重合体粒子のハンドリング性が低下する。
本発明に用いられる多層構造重合体粒子を製造するための重合法については、特に制限がなく、例えば、通常の乳化重合法に準じることにより、球状の多層構造重合体粒子を容易に得ることができる。乳化重合は、当業者が通常用いる手段に従って行われ、必要に応じて、オクチルメルカプタン、ラウリルメルカプタン等の連鎖移動剤を用いることができる。なお、乳化重合後、当業者が通常用いる方法(例えば、凝固、乾燥などの方法)に従って、ポリマーラテックスから多層構造重合体粒子が分離され、取得される。
【0097】
この際、得られる多層構造重合体粒子の個々の平均粒子径については、特に制限はないが、平均粒子径が小さすぎると多層構造重合体粒子のハンドリング性が低下し、逆に大きすぎると、バリア材(B)からなる塗膜の衝撃強度の改善効果が少なくなる。従って、個々の多層構造重合体粒子の平均粒子径は0.02〜2μmの範囲内とすることが好ましく、0.05〜1.0μmの範囲内とすることがより好ましい。また、製造される多層構造重合体粒子の形態についても特に制限されることはなく、例えば、多層構造重合体粒子が相互に最外層部分で融着あるいは凝集した状態のペレット状、パウダー状またはグラニュー状などの形態(以下、集合粒子ということがある)でも良い。完全に独立した形態および集合粒子のいずれの形態であっても良い。
【0098】
バリア材(B)として、EVOHおよび多層構造重合体からなる樹脂組成物を用いる場合、EVOH中における多層構造重合体粒子の分散状態には、特に制限はない。個々の多層構造重合体粒子が完全に独立した形態で均一に分散している状態、複数個の多層構造重合体粒子が相互に融着あるいは凝集してなる集合粒子の形態で均一に分散している状態、あるいは、完全に独立した粒子と集合粒子とが均一に分散している状態などのいずれの状態でも良い。分散された状態の多層構造重合体粒子は、完全に独立した形態および集合粒子の形態を含めて、平均粒子径が10μm以下であることが好ましく、5μm以下であることがより好ましく、2μm以下であることがさらに好ましい。0.03〜1μmの範囲内の平均粒子径を有する粒子の状態でEVOH中に均一に分散していることが特に好ましい。分散する粒子の粒径が10μmを超えると、多層構造重合体粒子がEVOHのマトリックス中に均一に分散しにくくなり、結果としてバリア材(B)からなる塗膜の衝撃強度が低下する。また、バリア材(B)としてEVOHおよび多層構造重合体粒子からなる樹脂組成物を用いる場合、当該樹脂組成物はEVOHからなる粉体と、多層構造重合体粒子をドライブレンドしたものであっても良い。しかしながら、EVOHおよび多層構造重合体粒子からなる樹脂組成物が安定したモルフォロジーを得ることができ、バリア材(B)からなる塗膜の厚みムラ等が低減できる観点からは、両者を溶融混練により混合することが好ましい。
【0099】
また、本発明は、バリア材(B)からなる粉体が表面の少なくとも一部に溶射法によって塗布されてなるポリオレフィンからなる成形物に関するものである。前記成形物の好適な実施態様の一つとして、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する、多層容器または多層パイプが挙げられる。
【0100】
本発明に用いられるバリア性樹脂(D)は、好適には、ガソリン透過量が100g・20μm/m2・day以下(40℃−65%RHで測定した値)および/または酸素透過量が100cc・20μm/m2・day・atm以下(20℃−65%RHで測定した値)である熱可塑性樹脂である。
【0101】
また、好ましくは、本発明に用いられるバリア性樹脂(D)は、エチレン−ビニルアルコール共重合体、ポリアミドおよび脂肪族ポリケトンからなる群より選ばれる少なくとも1種である。上記のエチレン−ビニルアルコール共重合体、ポリアミドおよび脂肪族ポリケトンとしては、バリア材(B)として用いられるものと、同様なものを使用することができる。
【0102】
ポリオレフィン(A)が多層燃料容器(好ましくは、多層共押出ブロー成形燃料容器または多層共押出熱成形燃料容器)の内外層として用いられる場合は、ポリオレフィン(A)として高密度ポリエチレンを用いることが好ましい。高密度ポリエチレンは通常市販品の中から適宜選択して使用することができるが、中でも剛性、耐衝撃性、成形性、耐ドローダウン性、耐ガソリン性等の観点から、高密度ポリエチレンの密度は0.95〜0.98g/cm3であることが好ましく、さらに好ましくは0.96〜0.98g/cm3である。また、多層燃料容器の内外層として用いられる高密度ポリエチレンのメルトフローレート(MFR)は、0.01〜0.5g/10分(190℃−2160g荷重下)であることが好ましく、さらに好ましくは0.01〜0.1g/10分(190℃−2160g荷重下)である。
【0103】
また、多層燃料容器の中間層として用いられるバリア性樹脂(D)がEVOHである場合、エチレン含有量は5〜60モル%である。エチレン含有量の下限は好適には15モル%以上であり、より好適には25モル%以上である。エチレン含有量の上限は好適には55モル%以下であり、より好適には50モル%以下である。エチレン含有量が5モル%未満の場合は、溶融成形性が不足する。一方、60モル%を超えるとガソリンバリア性および酸素バリア性が不足する。さらに、バリア性樹脂(D)として用いられるEVOHのビニルエステル成分のケン化度は85%以上である。ビニルエステル成分のケン化度は、好ましくは90%以上であり、より好ましくは95%以上であり、特に好ましくは98%以上であり、最適には99%以上である。ケン化度が85%未満では、ガソリンバリア性、酸素バリア性、熱安定性が不充分となる。さらに、共押出ブロー成形容器の中間層として用いられるバリア性樹脂(D)がEVOHである場合、EVOHの好適なメルトフローレート(MFR;190℃、2160g荷重下で測定)は0.01〜100g/10分であり、より好適には0.05〜50g/10分であり、さらに好適には0.1〜10g/10分である。
【0104】
本発明の特に重要な実施態様は、バリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する多層燃料容器(好ましくは、多層共押出ブロー成形燃料容器または多層共押出熱成形燃料容器)において、ガソリンバリア性の不足する部分に、バリア材(B)からなる粉体が溶射法によって塗布された燃料容器である。具体的には、バリア性が不足する部分としては、前記容器のピンチオフ部、前記容器のヒートシール部、前記容器の胴部に設けられた開口部の切断面、前記容器壁の厚みが薄くなった部分、および燃料容器に装着された燃料容器用付属部品などが挙げられる。
【0105】
より好ましい実施態様では、前記多層燃料容器は、高密度ポリエチレンからなる内外層が、バリア性樹脂(D)からなる中間層と、カルボン酸変性ポリオレフィンからなる接着性樹脂層を介して積層された積層体からなる。さらに好ましい実施態様では、前記多層燃料容器が、自動車用ガソリンタンクとして用いられる。
【0106】
ブロー成形によるプラスチック容器の製造法においては、溶融押出によりパリソンを形成し、このパリソンを一対のブロー成形用金型で挟持し、パリソンの喰切を行うと共に対抗する喰切部を融着させ、ついで喰切が行われたパリソンを前記金型内で膨張させることにより容器の形に成形する。ただし、自動車用燃料タンクなど、容器の大きさが大きくなる場合は金型によりパリソンを挟持し、圧着を行うが、金型で喰切は行わず、容器表面からはみ出た部分を任意の高さでカッターなどで切断することが多い。上記の融着させて結合された部分がピンチオフ部であり、上記に示した金型で喰切られた切断面またはカッターなどで切断された面がピンチオフ部の切断面である。ピンチオフ部は容器壁の厚さ方向に突出した先細り状の突条を形成する。
【0107】
パリソンがバリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する多層パリソンである場合、ガソリンなどの燃料に対するバリア性が不満足なものとなる。ピンチオフの切断面、つまり金型で喰い切られた切断面またはカッターなどで切断された面は、バリア性樹脂で覆われていないためである。すなわち、図1に示されるように、ポリオレフィン(A)からなる内外層11およびバリア性樹脂(D)12からなる中間層を有する積層体からなる、共押出ブロー成形容器のピンチオフ部の切断面において、対向するバリア性樹脂(D)からなる層の間に存在する、ポリオレフィン(A)からなる層から、容器内の燃料が透過する。
【0108】
一方、熱成形によって多層プラスチック製容器を作製する場合は、まず、多層シートが共押出成形で作製される。好適な実施態様では、前記多層シートが、高密度ポリエチレンからなる内外層と、バリア性樹脂(D)からなる中間層とが、カルボン酸変性ポリオレフィンからなる接着性樹脂層を介して積層されてなる積層体からなる。前記多層シートは加熱された後、熱成形により任意の形状に成形され、熱成形多層燃料容器の上底面および下底面に相当する部分が得られる。
【0109】
本発明でいう熱成形とは、フィルム等を加熱して軟化させた後に、金型形状に成形することをいう。成形方法としては、真空あるいは圧空を用い、必要により、さらにプラグを併せ用いて金型形状に成形する方法(例えば、ストレート法、ドレープ法、エアスリップ法、スナップバック法、プラグアシスト法など)やプレス成形する方法などが挙げられる。成形温度、真空度、圧空の圧力または成形速度等の各種成形条件は、プラグ形状や金型形状または原料フィルムの性質により、適切に設定される。
【0110】
以上のようにして得られた、熱成形されたシートからなる多層熱成形容器の上底面および下底面から、その端部(=ヒートシール部)をヒートシールによって溶着することにより、多層熱成形容器が得られる。良好なヒートシール強度を得るためには、ヒートシール部(フランジ)を大きめに作製し、ヒートシールを行った後に、溶着後のヒートシール部の不要な部分を切断することが好ましい。溶着後のヒートシール部の不要な部分を切断することにより、多層熱成形容器の落下衝撃強度を改善することが可能である。
【0111】
多層熱成形容器からなる燃料容器は、ヒートシール部(フランジ)の切断面がバリア材(B)で被覆されていないために、必ずしも満足なガソリンバリア性が得られないことがある。この状況は、共押出ブロー成形燃料容器のピンチオフ部と類似している。
【0112】
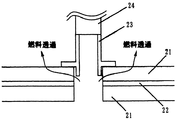
また、自動車用燃料タンクは、給油口、エンジン、キャニスター等と配管を介して接続されている。このため、タンクと各種配管とを接続するためにタンク本体の胴部に開口部を設け、タンクと各種配管を接合させるための燃料容器用付属部品(燃料容器用コネクタなど)が装着される。ここで、自動車用燃料タンクがバリア性樹脂からなる中間層と、ポリオレフィンからなる内外層と有する共押出ブロー成形容器または共押出熱成形燃料容器である場合、前記開口部の切断面はバリア性樹脂で覆われていないため、前記切断面の内、バリア性樹脂からなる中間層より外側に存在する層の切断面からの燃料の透過が発生する。すなわち、図2で示されるように、ポリオレフィン(A)からなる内外層21と、バリア性樹脂(D)からなる中間層22を有する積層体からなる、共押出ブロー成形容器の容器胴部の開口部には、例えば燃料容器用コネクタ23などの燃料容器用付属部品が装着され、前記コネクタ23には、さらに燃料パイプ24が装着される。ここで、コネクタ23および燃料パイプ24として、燃料の透過が抑制されたものを用いたとしても、図2に示すように、前記容器胴部の開口部の切断面において、バリア性樹脂(D)より外側に存在する層から、燃料が透過する。
【0113】
また、近年では、自動車の車内の居住空間を拡大することが重要になってきている。そのため、自動車用燃料タンクは、しばしば、限られたスペースに他の自動車の構成部品(例えば変速機など)と共に押し込められる。それゆえ、自動車用燃料タンクは、限られたスペースを有効に活用するために、複雑な形状になることが多い。
【0114】
ブロー成形により複雑な形状の容器を作製する場合、容器の各部位における容器壁の厚みは、ブローアップ比によって大きく左右され、容器壁の厚みが相対的に薄くなった部分を生じることがある。前記の容器壁の厚みが薄くなる部分としては、容器の角部や、凸状に突出した部位などが挙げられる。このように容器壁の厚みが薄くなった部分では、燃料容器からの燃料透過量が大きくなる虞がある。
【0115】
ポリオレフィン(A)からなる内外層と、バリア性樹脂(D)からなる中間層を有する多層熱成形燃料容器においても、同様の問題が生じることがある。すなわち、多層シートを熱成形する工程において、前記多層シートの角部等において、局所偏肉が発生し、容器壁の厚みが薄くなった部分が生じることがある。この場合、熱成形多層燃料容器の耐衝撃性が低下する虞がある。さらに、燃料容器からの燃料透過量が大きくなる虞がある。特に、バリア性樹脂(D)としてEVOHが用いられた場合に、この傾向が顕著になる。
【0116】
以上のことから、多層燃料容器のバリア性が不足している部分(共押出ブロー成形容器のピンチオフ部、共押出熱成形容器のヒートシール部、容器胴部の開口部の切断面、容器壁の厚みが薄くなった部分、および燃料容器用付属部品からなる群より選ばれる少なくとも一種など)を被覆することにより、燃料容器全体のバリア性が向上することが推測される。しかしながら、その実現には問題が残されていた。
【0117】
問題の一つは、多層燃料容器のバリア性が不足している部分(共押出ブロー成形容器のピンチオフ部、共押出熱成形容器のヒートシール部、容器胴部の開口部の切断面、容器壁の厚みが薄くなった部分、および燃料容器用付属部品からなる群より選ばれる少なくとも一種など)をバリア材で被覆することが、必ずしも容易でないことである。上述の通り、自動車用燃料タンクは限られたスペースに効率的に設置するために、複雑な形状をしているものが多い。さらに、かかる複雑な形状を得るために、多層共押出ブロー成形燃料容器は複数のピンチオフ部を有することが多い。また、容器開口部も、通常は複数箇所に設けられる。
【0118】
このような複雑な形状を有する多層燃料容器の、バリア性が不足している部分を被覆するにあたり、溶液コート法またはエマルジョンコート法によりさまざまなバリア材を用いて被覆する方法が考えられた。しかしながら、これらバリア材は必ずしも良溶媒を有するものではなく、溶液またはエマルジョンを作製することが困難な場合がある。このため、使用可能なバリア材が限定される虞があった。
【0119】
さらに、良好なガソリンバリア性を有するバリア材として用いられる樹脂は、通常、大きな溶解度パラメータを有する。具体的には、良好なバリア材であるEVOHの溶解性パラメーター(Fedorsの式より算出)は11を超える。これに対して、共押出ブロー成形容器の内外層に用いられる高密度ポリエチレンの溶解性パラメーター(Fedorsの式より算出)は、6.7である。このため、EVOHと高密度ポリエチレンでは樹脂同士の親和性が低く、両者を積層した場合、通常、充分な層間接着性は得られない。例えば、EVOHと高密度ポリエチレンを共押出成形法で積層する場合には、層間剥離を抑制するために、通常は接着性樹脂を介して積層される。
【0120】
それゆえ、EVOHを用いて、多層燃料容器のバリア性が不足する部分を溶液コートまたはエマルジョンコートする場合は、ポリオレフィンとEVOHとの間に充分な層間接着強度を得るために、煩雑なプライマー処理または接着剤の使用が必要であった。
【0121】
そこで本発明者等が鋭意検討を行った結果、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布することにより、何ら特別なプライマー処理等を行う必要なく、バリア材(B)からなる塗膜が、ポリオレフィン(A)からなる基材に強固に接着されることを見出し、本発明を完成させるに至った。本発明においては、好適な実施態様ではポリオレフィン(A)としては高密度ポリエチレンが用いられ、バリア材(B)としてはEVOHが用いられる。上記のように、溶液コート法ではEVOHと高密度ポリエチレンとの間には充分な層間接着性が得られない。また、樹脂同士を溶融して積層する共押出成形法によっても、EVOHと高密度ポリエチレンは充分な層間接着性が得られない。それにもかかわらず、高密度ポリエチレンからなる基材にEVOHからなる粉体を溶射法によって塗布した場合には、高密度ポリエチレンとEVOHとの間に、優れた層間接着性を発揮することは極めて意外な事実である。
【0122】
本発明の成形物の製造方法は、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布することを特徴とする。溶射法によってバリア材(B)からなる粉体を溶射法によって塗布することにより、ポリオレフィン(A)とバリア材(B)が強固に接着する理由は不明であるが、ノズルにより粉体樹脂を火炎と共に基材に噴射し、粉体を溶融して基材に融着させる際に、前記火炎により、ポリオレフィン(A)からなる基材の表面が火炎処理されることにより、ポリオレフィン(A)とバリア材(B)との優れた層間接着性が向上するものと考えられる。
【0123】
ポリオレフィン(A)からなる基材の表面を、バリア材(B)を溶射法によって塗布する前に、予め加熱しておくことにより、ポリオレフィン(A)とバリア材(B)との接着強度をさらに改善することができる。ポリオレフィン(A)からなる基材の表面の予熱温度は特に限定されないが、40〜160℃であることが好ましく、80〜150℃であることがより好ましく、100〜150℃であることがさらに好ましい。
【0124】
ポリオレフィン(A)からなる基材の表面を予熱する方法は特に限定されない。ポリオレフィン(A)からなる成形物全体を加熱する方法を採用しても良いし、バリア材(B)によって被覆される部分のみを選択的に加熱する方法を採用しても良い。前記成形物が小さい場合(例えば、前記成形物が、燃料容器用成形部品またはフロアヒーティングパイプ同士のコネクタ部分である場合)は、成形物全体を加熱することが好ましい場合もあるが、一般的には、加熱による成形物の形状の変形を抑制できる観点から、バリア材(B)によって被覆される部分のみを選択的に加熱する方法を採用することが好ましい。
【0125】
例えば、多層共押出ブロー成形燃料容器のピンチオフ部または多層共押出熱成形燃料容器のヒートシール部を、バリア材(B)によって被覆する場合は、これらの部分のみを予熱することが、エネルギーの節約の観点から好ましい。さらに、容器全体を予熱する場合、多くの時間とエネルギーが必要であり、加熱の際に容器が変形する虞がある。
【0126】
ポリオレフィン(A)からなる成形物の表面を予熱する具体的な方法としては、前記成形物を恒温槽を用いて加熱する方法や、さまざまなヒーターを使って加熱する方法などが挙げられる。特に、本発明者らが推奨する方法は、火炎によって成形物の表面を加熱する方法である。
【0127】
上記方法の好適な実施態様としては、ポリオレフィン(A)からなる成形物の表面を、目的とする温度まで火炎により加熱し、表面が冷却する前に、バリア材(B)からなる粉体を溶射法によって塗布する方法が挙げられる。特に、ポリオレフィン(A)からなる成形物の表面を、バリア材(B)の吹き付けを行わずにスプレーガンを用いて火炎によって加熱し、目的の温度に達したところで、前記スプレーガンを用いてバリア材(B)からなる粉体を溶射法によって塗布する方法が好ましい。前記方法は簡便であり、かつ、予熱と塗布を同一の機械で行うため、予熱後の表面の冷却を効果的に抑制することができる。
【0128】
予熱およびバリア材(B)の塗布を行う際の、スプレーガンのノズルと成形物の表面との距離は、10〜30インチであることが好ましく、より好ましくは15〜20インチである。また、スプレーガンのノズルの移動速度は、1〜4インチ/秒であることが好ましく、より好ましくは2〜3インチ/秒である。
【0129】
溶射法にてバリア材(B)を塗装する際のバリア材(B)からなる粉体の粒径は20〜100メッシュ(JISK−8801)(すなわち20メッシュ篩を通過するもので、100メッシュ篩を通過しないもの)であることが好ましい。更に好ましくは30〜100メッシュである。かかる粉体が20メッシュを通過しない粒径のものを大量に使用した場合、溶射法においてノズル部に閉塞が生じたり、塗膜平面が凹凸になりやすく、平滑な面が得にくい。一方、粉体の粒径が100メッシュ篩を通過するような小さい粒径のものを大量に使用した場合、溶射時の火炎によって燃焼しやすくなり、かつ微粉体化にコストがかかる。
【0130】
バリア材(B)からなる塗膜の厚みは特に限定されないが、1〜500μmであることが好ましい。バリア材(B)からなる塗膜の厚みの下限はより好ましくは5μm以上であり、さらに好ましくは10μm以上である。また、バリア材(B)からなる塗膜の厚みの上限はより好ましくは300μm以下であり、さらに好ましくは250μm以下である。バリア材(B)からなる塗膜の厚みが1μmに満たない場合は、ガソリンバリア性および酸素バリア性が不満足になる虞がある。また、バリア材(B)からなる塗膜の厚みが500μmを超える場合は、塗膜が剥がれやすくなる虞がある。
【0131】
また、バリア材(B)からなる塗膜の接着強度の観点からは、特に好ましい実施態様では、本発明の成形物は、ポリオレフィン(A)からなる基材に、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる粉体を溶射法によって塗布した後、得られたカルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層に、バリア材(B)からなる粉体を溶射法によって塗布することによって製造される。
【0132】
前記のカルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンの塗膜厚みは、ポリオレフィン(A)とバリア材(B)の両方に対し、充分接着されるだけの厚みがあれば良く、特に限定されないが、1〜500μmであることが好ましい。カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる塗膜の厚みの下限はより好ましくは5μm以上であり、更に好ましくは10μm以上である。また、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる塗膜の厚みの上限はより好ましくは250μm以下である。カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる塗膜の厚みが1μm以下である場合、ポリオレフィン(A)とバリア材(B)層間の接着剤としての機能を充分発揮することが出来ない。また、塗膜厚みが500μmを超える場合、塗膜が剥がれやすくなることがある。さらに、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層に、バリア材(B)からなる粉体を溶射法によって塗布する際には、前記カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層が露出する部分がないようにバリア材(B)で被覆することが、得られる成形物のガソリンバリア性および酸素バリア性の観点から好ましい。
【0133】
一方、バリア材(B)からなる塗膜の衝撃強度の観点からは、本発明の成形物は、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布し、得られたバリア材(B)からなる層に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布することにより製造される。同様に、バリア材(B)からなる塗膜の衝撃強度を改善するために、ポリオレフィン(A)からなる基材に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布し、得られた熱可塑性樹脂(C)からなる層に、バリア材(B)からなる粉体を溶射法によって塗布することも好ましい。
【0134】
熱可塑性樹脂(C)からなる塗膜の厚みは限定されないが、1〜500μmであることが好ましい。熱可塑性樹脂(C)からなる塗膜の厚みの下限はより好ましくは5μm以上であり、更に好ましくは10μm以上である。また、熱可塑性樹脂(C)からなる塗膜の厚みの上限はより好ましくは250μm以下である。熱可塑性樹脂(C)からなる塗膜の厚みが1μm以下である場合、バリア材(B)層の耐衝撃性の改善効果が不充分になる虞がある。また、熱可塑性樹脂(C)からなる塗膜の厚みが500μmを超える場合、塗膜が剥がれやすくなることがある。さらに、熱可塑性樹脂(C)からなる層に、バリア材(B)からなる粉体を溶射法によって塗布する際には、前記(C)層が露出する部分がないようにバリア材(B)で被覆することが、得られる成形物のガソリンバリア性および酸素バリア性の観点から好ましい。
【0135】
本発明は、ポリオレフィン(A)からなる基材の表面の少なくとも一部に、バリア材(B)からなる粉体が、溶射法によって塗布されてなる成形物に関する。特に、前記成形物が射出成形によって得られる複雑な形状を有する成形物である場合、本発明の効果を充分に発揮することができる。かかる複雑な形状を有する成形物においても、容易にバリア材(B)を被覆し、バリア性を付与できる観点からも、本発明の意義は大きい。上記の射出成形されて得られる成形物としては、具体的には、チューブ状容器の口頭部や、燃料容器用付属部品が好適なものとして例示される。
【0136】
前記燃料容器用付属部品とは、燃料容器に装着されて用いられる部品であり、燃料容器用コネクタ、燃料容器用キャップ、燃料容器用圧抜きバルブなどが挙げられるが、これらに限定されない。また、前記燃料容器用付属部品は単層成形物であっても良く、ポリオレフィン(A)からなる層およびバリア性樹脂(D)からなるバリア層を有する多層成形物であっても良い。
【0137】
燃料容器用コネクタの好適な実施態様としては、燃料タンク本体に装着された燃料容器用コネクタに、さらにフレキシブルな燃料輸送用のパイプが装着される態様などが挙げられるが、これらに限定されない。該コネクタを燃料タンク本体に装着させる方法としては、ねじ込み式、填め込み式、熱融着による接合などが例示されるが、組み付け工数の減少および接合部分からの燃料漏れの抑制という観点から、熱融着により装着されることが好ましい。
【0138】
燃料容器用キャップは、給油口の閉蓋具として用いられる。その接合方法は特に限定されないが、ねじ込み式、填め込み式などが例示され、好ましくはねじ込み式である。現在、多くの燃料容器用キャップは金属製であるが、軽量化、リサイクルなどの観点から熱可塑性樹脂製のキャップが近年注目を集めている。また、給油口は給油管、燃料容器用コネクタを経て燃料タンク本体と繋がっているが、従来、金属製の燃料容器用キャップから発生する錆による金属酸化物のタンクへの混入が問題となっている。かかる観点からも、熱可塑性樹脂からなるキャップの存在意義は大きい。
【0139】
ポリオレフィン(A)からなる燃料容器用付属部品をバリア化するにあたっては、当該部品を燃料容器本体に装着した後に、バリア材(B)からなる粉体を溶射法によって塗布しても良く、前記燃料容器用付属部品にバリア材(B)からなる粉体を溶射法によって塗布した後に、燃料容器本体に装着しても良い。後者の場合、燃料容器用付属部品は、好ましくは熱融着によって装着されるため、当該融着面以外の部分をバリア材(B)によって被覆する実施態様が好ましい。
【0140】
ポリオレフィン(A)からなる基材にバリア材(B)からなる粉体を溶射法によって塗布して得られることを特徴とする、本発明の多層成形物は、燃料パイプや床暖房パイプとしても好適に用いられる。燃料パイプは、自動車用の燃料パイプなどの他、油田などから燃料を輸送する、所謂フューエルラインとしても使用可能である。さらに、上記のパイプはしばしば接合具を用いてパイプ同士で接合される。かかる接合具は形状が複雑であり(好適には、前記接合具は射出成形により成形される)、かつガソリンバリア性および/または酸素バリア性が要求されるため、前記接合具として、本発明の多層成形物を用いることも好ましい。
【0141】
前記の燃料パイプまたは床暖房用パイプは、好適にはバリア性樹脂(D)からなる中間層と、ポリオレフィン(A)からなる内外層を有する積層体からなる多層パイプである。このような多層パイプ同士を接合具を用いて接合するにあたっては、パイプを特殊な拡大治具にてまずパイプ端部の径を数回に分けてゆっくりと拡大することが多い。かかる工程において、前記多層パイプの径が拡大された部分において、バリア性樹脂(D)にクラックが生じることがある。特に、床暖房パイプが設置される地域など、外気温が非常に低い環境下での作業の際には、バリア性樹脂(D)からなる層に大きなクラックが生じるケースがある。このクラックにより、多層パイプの接合部分におけるガソリンバリア性および/または酸素バリア性が低下する。
【0142】
しかしながら、前記多層パイプの径が拡大された部分に、バリア材(B)からなる粉体を溶融して塗布することにより、かかる接合部分のガソリンバリア性および/または酸素バリア性を顕著に改善することができる。
【0143】
【実施例】
以下、実施例により本発明を更に詳細に説明するが、本発明はこの実施例に限定されるものではない。
【0144】
(1−1)バリア材(B)の燃料透過量の測定
以下に示すように、検体のバリア材(B)からなる層を含む積層体を調製し、この積層体の燃料透過量を調べ、これを所定の厚みのバリア材(B)における透過量に換算した。
高密度ポリエチレン(HDPE)としてPaxon製BA46−055(密度0.970g/cm3、190℃−2160gにおけるMFR=0.03g/10分)を、接着性樹脂(Tie)として三井化学製ADMER GT−6A(190℃−2160gにおけるMFR=0.94g/10分)を用いた。検体のバリア材(B)、上記高密度ポリエチレン、および上記接着性樹脂を別々の押出機に仕込み、高密度ポリエチレン/接着性樹脂/バリア材(B)/接着性樹脂/高密度ポリエチレン(膜厚み50μm/5μm/10μm/5μm/50μm)の構成を有する全層厚み120μmの共押出シートを成形装置により得た。上記押出成形においては、高密度ポリエチレンを直径65mm、L/D=24の一軸スクリューを備えた押出機(バレル温度170〜210℃)から、接着性樹脂を直径40mm、L/D=22mmの一軸スクリューを備えた押出機(バレル温度160〜210℃)から、そしてバリア材(B)を直径40mm、L/D=22の一軸スクリューを備えた押出機(バレル温度170〜210℃)からフィードブロック型ダイ(幅600mm;設定温度210℃)に導き、共押出シート(a1)を得た。
【0145】
上記共押出シート(a1)の片面をアルミテープ(エフピー化工株式会社製、商品名アルミシール;ガソリンバリア性=0g・20μm/m2・day)を用いて被覆し、アルミニウム被覆シート(b1)を得た。
【0146】
共押出シート(a1)およびアルミニウム被覆シート(b1)をそれぞれ210mm×300mmの大きさにカットした。カットしたそれぞれのシートを、サイズが210mm×150mmとなるように中央で折り曲げ、富士インパルス製ヒートシーラーT−230を使用し、ダイヤル6にてシール幅10mmになるように任意の二辺をヒートシールして、パウチを作製した。このようにして、共押出シートのみでなるパウチ(a2)およびアルミニウム被覆パウチ(b2)を得た。アルミニウム被覆パウチについては、アルミニウム層が外側となるように作製された。
【0147】
それぞれのパウチの開口部からモデルガソリンとしてRef.fuel C(トルエン/イソオクタン=50/50体積%)を200ml入れ、開口部を上述した方法と同様にシール幅10mmとなるようにヒートシールした。
【0148】
ガソリンを含む各パウチを防爆型恒温恒湿槽(40℃−65%RH)内に放置し、7日置きに3ヶ月間パウチの重量を測定した。このような試験を、共押出シートのみでなるパウチ(a2)およびアルミニウム被覆パウチ(b2)のそれぞれ5個について行い、放置前と各放置時間後の該パウチの重量変化を読みとり、放置時間とパウチの重量変化量の傾きからガソリン透過量(燃料透過量)を算出した。
【0149】
共押出シートのみでなるパウチ(a2)の燃料透過量はパウチ表面とヒートシール部の双方からの燃料透過量の和を示し、アルミニウム被覆パウチ(b2)の燃料透過量はヒートシール部分からの燃料透過量を示す。
{(a2)からの透過量}−{(b2)からの透過量}をバリア材(B)の層厚み10μmあたりの燃料透過量とした。これをバリア材(B)の層厚み20μmあたりの透過量に換算し、得られた値をバリア材(B)の燃料透過量(g・20μm/m2・day)とした。
【0150】
(1−2)ポリオレフィン(A)の燃料透過量の測定
直径20mm、L/D=22の一軸スクリューを備えた、東洋精機製ラボプラストミルを使用し、300mm幅のコートハンガーダイを用い、ポリオレフィン(A)の融点+20℃にて押し出し、100μmシート東洋精機製ラボプラストミル(直径20mm、L/D=22)を使用し、100μmシートを作製した。
当該シートを210mm×300mmの大きさにカットした。
【0151】
カットしたシートを、サイズが210mm×150mmとなるように中央で折り曲げ、富士インパルス製ヒートシーラーT−230を使用し、ダイヤル6にてシール幅10mmになるように任意の二辺をヒートシールしてパウチを作製した。
【0152】
得られたパウチの開口部からモデルガソリンとしてRef.fuel C(トルエン/イソオクタン=50/50体積%)を200ml入れ、開口部を上述した方法と同様にシール幅10mmとなるようにヒートシールした。
【0153】
ガソリンを含むパウチを防爆型恒温恒湿槽(40℃−65%RH)内に放置し、6時間置きに3日間パウチの重量を測定した。このような試験を5個のパウチについて行い、放置前と各放置時間後の該パウチの重量変化を読みとり、放置時間とパウチの重量変化量の傾きから該パウチのガソリン透過量(燃料透過量)を求め、厚み換算によりポリオレフィン(A)の燃料透過量(g・20μm/m2・day)を算出した。
【0154】
(1−3)バリア性樹脂(D)の燃料透過量の測定
バリア材(B)と同様の方法を用いて、燃料透過量を測定した。
【0155】
(2)バリア材(B)の酸素バリア性の測定
直径20mm、L/D=22の一軸スクリューを備えた、東洋精機製ラボプラストミルを使用し、300mm幅のコートハンガーダイを用い、バリア材(B)の融点+20℃にて押し出し、厚さ25μmのフィルムを作成した。このフィルムを用いてモダン・コントロール社製のOx−Tran100型酸素透過率測定装置を用いて、20℃−65%RHの条件下で酸素透過量を測定した。結果を表1に示す。
【0156】
【表1】
実施例1
MFR0.3g/10分(190℃−2160g荷重下 )、密度0.952g/cm3のポリエチレン(以下、HDPEと略記することがある)を用いて10cm×10cm、厚さ1mmの射出成形片を作製した。一方、バリア材(B)として、(b−1){エチレン含有量48モル%、ケン化度99.6%、MFR=13.1g/10分(190℃−2160g荷重)のEVOH}からなるペレットを、低温粉砕機(液体窒素使用)を用いて粉砕し、粉体を得た。得られた粉体を篩にかけ、40メッシュ篩は通過するが、100メッシュ篩は通過しない粉体のみを採取した。得られた粉体バリア材(b−1)を、上記の射出成形片の片面に、スプレーガン(Innotex社製)を用いて溶射法にて塗布厚みが50μmとなるように吹き付け、大気中で放冷した。
【0158】
(3)シートの酸素透過量測定
上記の、バリア材(B)が粉体塗装されたHDPE射出片を、バリア材(B)が塗布された面が酸素側になるようにして、モダン・コントロール社製のOx−Tran100型酸素透過率測定装置を用いて、20℃−65%RHの条件下で酸素透過量を測定した。結果を表2に示す。
【0159】
(4)衝撃試験
上記のバリア材(B)が粉体塗装されたHDPE射出片に対し、JISK7124に準拠して、ダート衝撃試験を行った。このとき用いたダートと分銅の重さの合計は320gであり、試験高さは150cmであった。また、上記試験片の、バリア材(B)が塗布された面のほぼ中央にダートが当たるようにサンプルを装着した。破壊状態を目視にて観察し、上記ダート衝撃試験後の、バリア材(B)からなる塗膜の破壊状態を目視で観察し、以下に示す判定基準にしたがって耐衝撃性と接着性を評価した。結果を表2に示す。
実施例2
実施例1において、バリア材(B)として、(b−2){エチレン含有量32モル%、ケン化度99.5%、MFR=4.6g/10分(190℃−2160g荷重)のEVOH}を用いた以外は、実施例1と同様に評価した。結果を表2に示す。
【0161】
比較例6
実施例1において、バリア材(B)として、(b−3){ナイロン−12;宇部興産製「ナイロン3014U」}を用いた以外は、実施例1と同様に評価を行った。結果を表2に示す。
【0162】
実施例4
MFR0.3g/10分(190℃−2160g荷重下 )、密度0.952g/cm3のポリエチレンを用いて10cm×10cm、厚さ1mmの射出成形片を作製した。この射出成形片の片面に、実施例1と同様の方法で粉体化された、エチレン−メタクリル酸共重合体(以下EMAAと略記することがある){メタクリル酸(MAA)含有量:9重量%、三井デュポンポリケミカル「ニュクレル0903HC、MFR=5.7g/10分(210℃−2160g荷重)」}を溶射法によって、厚みが50μmとなるように塗布した。続いて、得られたEMMAからなる塗膜の上に、実施例1と同様に粉体化されたバリア材(b−1)を溶射法によって、厚みが50μmとなるように塗布した。以上のようにして得られた、EMAAおよびバリア材(B)が粉体塗装されたHDPE射出片を用いて、実施例1と同様にして評価を行った。結果を表2に示す。
【0163】
実施例5
実施例1で得られた、厚み50μmのバリア材(b−1)が粉体塗装されたHDPE射出成形片に対し、バリア材(b−1)からなる塗膜の上に、実施例1と同様の方法で粉体化された、エチレン−プロピレン共重合体(以下、EPRと略記することがある;三井化学製「タフマーP0280」、弾性モジュラス500kg/cm2未満)を、溶射法によって厚さ50μmとなるように塗布した。以上のようにして得られた、バリア材(B)およびEPRが粉体塗装されたHDPE射出片を用いて、実施例1と同様に評価した。結果を表2に示す。
【0164】
合成例1
冷却器、撹拌機および滴下ロート付きセパラブルフラスコに超低密度ポリエチレン{MFR7g/10分(210℃−荷重2160g)密度0.89g/cm3、末端二重結合量0.048meq/g}1000g、デカリン2500gを仕込み、室温で減圧することにより脱気を行った後、窒素置換を行った。これにホウ酸トリメチル78g、ボラン−トリエチルアミン錯体5.8gを添加し、200℃で4時間反応後、蒸留器具を取り付けさらにメタノール100mlをゆっくり滴下した。メタノール滴下終了後、減圧蒸留により、メタノール、ホウ酸トリメチル、トリエチルアミン等の低沸点の不純物を留去した。さらにエチレングリコール31gを添加し、10分間撹拌後、アセトンに再沈し、乾燥することにより、ボロン酸エチレングリコールエステル基量0.027meq/g、MFR5g/10分(210℃−荷重2160g)のボロン酸変性超低密度ポリエチレンを得た。
【0165】
実施例6
合成例1で得られた、ボロン酸変性超低密度ポリエチレン10重量部およびバリア材(b−1)90重量部とを二軸スクリュータイプのベント式押出機に入れ、窒素の存在下220℃で押出しペレット化を行い、バリア材(b−4)からなるペレットを得た。前記ペレットを実施例1と同様の方法で粉砕した。
実施例1において、バリア材(B)として上記作製した粉体バリア材(b−4)を用いた以外は、実施例1と同様に評価した。結果を表2に示す。
【0166】
合成例2
窒素雰囲気下、攪拌翼、冷却管および滴下ロートを装着した重合器に、蒸留水600重量部、乳化剤としてのラウリルザルコシン酸ナトリウム0.136重量部およびステアリン酸ナトリウム1.7重量部を加え、70℃に加熱して均一に溶解させた。次いで、同温度において、アクリル酸ブチル100重量部、アクリル酸エチル60重量部および多官能の重合性単量体としてのメタクリル酸アリル2.0重量部を加え、30分攪拌した後、ペルオキソ二硫酸カリウム0.15重量部を加えて重合を開始した。4時間後、ガスクロマトグラフィーで各単量体がすべて消費されたことを確認した。
次いで、得られた共重合体ラテックスにペルオキソ二硫酸カリウム0.3重量部を加えた後、メタクリル酸メチル60重量部、メタクリル酸20重量部および連鎖移動剤としてのn−オクチルメルカプタン0.1重量部の混合物を滴下ロートより2時間かけて滴下した。滴下終了後、70℃で、さらに30分間反応を続け、各単量体が消費されたことを確認して重合を終了した。得られたラテックスの平均粒子径は0.20μmであった。これを−20℃に24時間冷却して凝集させた後、凝集物を取り出し、80℃の熱水で3回洗浄した。さらに、50℃で2日間減圧乾燥して、アクリル酸ブチルを主成分とするアクリル系ゴム(Tg=−44℃)の内層を有し、メタクリル酸メチルとメタクリル酸からなる硬質最外層(Tg=128℃)を有する2層構造の重合体粒子を得た。このようにして得られたラテックスにおける多層構造重合体粒子の粒子径の測定をレーザー粒径解析システムPAR−III(大塚電子株式会社)を用いて、動的光散乱法で行った結果、この多層構造重合体粒子の平均粒子径は、0.20μmであった。
【0167】
実施例7
上記多層構造重合体粒子10重量部およびバリア材(b−1)90重量部とを二軸スクリュータイプのベント式押出機に入れ、窒素の存在下220℃で押出しペレット化を行いバリア材(b−5)を得た。前記ペレットを実施例1と同様の方法で粉砕した。実施例1において、バリア材(B)として上記作製した粉体バリア材(b−4)を用いた以外は、実施例1と同様に評価した。結果を表2に示す。
【0168】
比較例1
MFR0.3g/10分(190℃−2160g荷重下 )、密度0.952g/cm3のポリエチレンを用いて10cm×10cm、厚さ1mmの射出成形片を作製した。この射出成形品の酸素透過量は、50cc/m2・day・atmであった。
【0169】
比較例2
バリア材(b−1)を、水/イソプロピルアルコール=35重量部/65重量部の混合溶媒に10重量部になるように80℃に加熱、溶解し、EVOH溶液を得た。
上記EVOH溶液を用いて、実施例1と同様にして作製したMFR0.3g/10分(190℃−2160g荷重下 )、密度0.952g/cm3のポリエチレンを用いて10cm×10cm、厚さ1mmの射出成形片の表面に、平均厚みが20μmとなるように溶液コートした。得られたEVOH溶液がコートされた射出成形品を、直ちに80℃、5分間熱風乾燥機で乾燥したが、乾燥途中にバリア材(b−2)からなる塗膜が剥離してしまった。
【0170】
【表2】
以上のように、ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体が溶射法によって塗布されてなる、実施例1〜7に記載された本発明の成形物は、優れた酸素バリア性を示した。また、ポリオレフィン(A)からなる基材に対して、なんら特殊なプライマー処理を施していないにも関わらず、バリア材(B)からなる塗膜は、優れた層間接着性を有していた。
【0172】
バリア材(B)として、EVOH90重量%およびボロン酸変性ポリオレフィン10重量%からなる樹脂組成物を用いた実施例6の多層成形物、ならびに、バリア材(B)として、EVOH90重量%および多層構造重合体粒子10重量%からなる樹脂組成物を用いた実施例7の多層成形物では、実施例1と比較して、バリア材(B)からなる塗膜の衝撃強度が改善された。
【0173】
また、高密度ポリエチレンからなる射出成形片に、バリア材(b−1)からなる粉体を溶射法によって塗布し、得られたバリア材(b−1)からなる層に、EPRからなる粉体を溶射法によって塗布して得られた実施例5の多層成形物においても、バリア材(B)からなる塗膜の衝撃強度が改善された。
【0174】
さらに、高密度ポリエチレンからなる射出成形片に、EMAAからなる粉体を溶射法によって塗布し、得られたEMAAからなる層に、バリア材(b−1)からなる粉体を溶射法によって塗布して得られた実施例4の多層成形物においては、バリア材(b−1)からなる塗膜が、衝撃強度および接着力のいずれにおいても優れた性能を有していた。
【0175】
これに対し、高密度ポリエチレンからなる射出成形片に、バリア材(b−1)を溶液コートした比較例2の成形物の場合は、バリア材(b−1)と高密度ポリエチレンが全く接着せず、前記射出成形片にバリア性を付与することができなかった。
【0176】
実施例8
高密度ポリエチレン(HDPE)としてPaxon製BA46−055(密度0.970g/cm3、190℃−2160gにおけるMFR=0.03g/10分、ガソリンバリア性=4000g・20μm/m2・day)を、接着性樹脂(Tie)として三井化学製ADMER GT−6A(190℃−2160gにおけるMFR=0.94g/10分)を、バリア性樹脂(D)としてエチレン含量32mol%、けん化度99.5mol%、190℃−2160gにおけるMFR=1.3g/10分のエチレン−ビニルアルコール共重合体(ガソリンバリア性=0.003g・20μm/m2・day)を用い、鈴木製工所製ブロー成形機TB−ST−6Pにて210℃で(内側)HDPE/Tie/Barrier/Tie/HDPE(外側)3種5層パリソンを押し出し、15℃の金型内でブローし、20秒冷却して(外)HDPE/接着性樹脂/EVOH(D)/接着性樹脂/HDPE(内)=2500/100/150/100/2500(μm)全層厚み5350μmの35Lタンクを成形した。該タンクのピンチオフ部の長さは920mm、幅5mm、高さ5mmであった。
【0177】
前記ピンチオフ部の一部を、バリア材(b−1)の吹き付け無しにスプレーガン(Innotex社製)を用いて、表面温度が約130℃になるまで火炎により加熱した。なお、加熱時の表面温度は、Cole-parmer instrument社製thermometer J typeにより測定した。予熱が完了した後、実施例1と同様にして粉体化されたバリア材(b−1)を、予熱に用いたのと同じスプレーガンを用いて、前記燃料容器のピンチオフ部に溶射法によって塗布した。溶射法によりバリア材(b−1)からなる粉体を塗布する際の、スプレーガンのノズルと、前記ピンチオフ部との距離は約17インチであり、スプレーガンのノズルの移動速度は約2〜3インチ/秒であった。上記の方法により、粉体の塗布を繰り返し、ピンチオフ部を完全に被覆した後、大気中で放冷した。
【0178】
バリア材(b−1)からなる塗膜層の厚みは50μmであり、ピンチオフ部の周囲25mm範囲内の部分を完全に被覆するように塗布した。以上のようにして得られた燃料容器のピンチオフ部平滑性は良好であった。上記燃料用タンクを用いてピンチオフ部燃料透過量、落下衝撃強度を測定した。結果を表3に示す。
【0179】
(5)ピンチオフ部燃料透過量
成形して得られた35Lのタンクの、ピンチオフ部を除く表面に、ポリエチレン60μm/アルミ箔12μm/ポリエチレン60μm構成のフィルムを温度170℃のアイロンで熱ラミネートし、ピンチオフ部以外からのガソリンの透過を防止する処置を行った。該タンクにモデルガソリンとしてRef.fuel C(トルエン/イソオクタン=50/50体積%)30Lを燃料タンク作製時のブロー吹き込み口から入れ、該吹き込み口部をアルミテープ(エフピー化工株式会社製、商品名アルミシール:ガソリンバリア性=0g・20μm/m2・day)を用いて封止した。このタンクを40℃−65%RHに放置することにより、3ヶ月保存した。このような試験を3個の35Lタンクについて行い、放置前と放置後の該タンクの重量変化を求め、その平均値をピンチオフ部からの燃料の透過量とした。
(6)落下衝撃強度
ピンチオフ部にバリア材(B)が塗布されたタンク容器に水30Lを封入し、開口部をアルミテープ(エフピー化工株式会社製、商品名アルミシール:ガソリンバリア性=0g・20μm/m2・day)を用いて封止した。該タンクを、ピンチオフ部が落下面にならないようにして、10mの高さから落下しピンチオフ部の状態を観察した。
実施例9
実施例8において、バリア材として(b−2)を用いた以外は、実施例8と同様にしてピンチオフ部がバリア材(B)で被覆された燃料タンクを作成し、実施例8と同様に評価した。結果を表3に示す。
【0181】
実施例10
実施例8において、まず、上記燃料容器のピンチオフ部に、実施例4と同様にして粉体化されたEMAA{メタクリル酸(MAA)含有量:9重量%、三井デュポンポリケミカル「ニュクレル0903HC、MFR=5.7g/10分(210℃、2160g荷重)」}を、塗膜厚みが50μmとなるように溶射法によって塗布し、ピンチオフ部の周囲20mm範囲内の部分を被覆するように塗布した。続いて実施例8に記載のバリア材(b−1)を同様に50μmとなるように溶射法によって塗布し、ピンチオフ部の周囲20mm範囲内の部分を完全に被覆するように塗布した。以上のようにして得られた燃料容器を用い、実施例8と同様に評価を行った。結果を表3に示す。
【0182】
比較例7
実施例8において、バリア材として(b−3)を用いた以外は、実施例8と同様にしてピンチオフ部がバリア材(B)で被覆された燃料タンクを作成し、実施例8と同様に評価した。結果を表3に示す。
【0183】
比較例3
実施例8においてピンチオフ部にバリア材(B)を塗布しなかったこと以外は実施例8と同様に燃料タンクを作成し、当該燃料タンクのピンチオフ部からの燃料透過量を測定した。結果を表3に示す。
【0184】
【表3】
実施例12
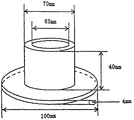
MFR0.3g/10分(190℃−2160g荷重下 )、密度0.952g/cm3のポリエチレンを射出成形機に仕込み、内径63mm、外径70mm、高さ40mmの円筒状単層射出成形品(図3)を作製した。この成形品は、燃料容器用コネクタ類似の形状(以下、コネクタ様成形品という)を有する。図4に示されるように、コネクタ様成形品41は、容器本体42に取り付けられ、コネクタ様成形品1の口部にパイプ43が取り付けられる。
【0186】
一方、実施例8で得られた、ピンチオフ部がバリア材(b−1)によって粉体塗装された多層燃料タンクの胴部に直径50mmの穴を1箇所開けた後、その部分および上記作製したコネクタ様成形品の双方を250℃の鉄板で40秒融解させた後に圧着して熱融着させて、1個のコネクタ様成形品が装着された多層タンクを得た。
【0187】
燃料タンクに装着されたコネクタ様成形品の、上底面(すなわち、外径70mm、内径63mmの輪形の平面部分)を除く総ての外表面を、実施例1と同様にして粉体化されたバリア材(b−1)を用いて、溶射法によって、塗膜厚さが50μmとなるように被覆した。
以上のようにして得られた、コネクタ様成形品が装着された燃料用タンクを用いて、コネクタ部からのガソリン透過量を測定した。結果を表4に示す。
【0188】
(7)コネクタ部からのガソリン透過量の測定
上記方法で作製された、コネクタ様成形品が装着された燃料用タンクに、モデルガソリンとしてRef.fuel C(トルエン:イソオクタン=50/50体積%)を30L、燃料タンク作製時のブロー吹き込み口から入れ、該吹き込み口部をアルミテープ(エフピー化工株式会社製、商品名アルミシール:ガソリンバリア性=0g・20μm/m2・day)を用いて封止した。次いで、上記コネクタ様成形品の、バリア材(b−1)が溶射法によって塗布されていない上底面に、直径80mm、厚さ0.5mmのアルミ板をエポキシ系接着剤にて強固に接着させた。得られたガソリンを含む前記燃料タンクを、防爆型恒温恒湿槽(40℃−65%RH)内に放置することにより、3ヶ月保存した。このような試験を3個の35Lタンクについて行い、放置前と放置後の重量変化(W)の平均値を求めた。
【0189】
対照として、容器胴部に開けられた、1ヶ所の開口部に多層タンクに使用した樹脂と同じ樹脂を用いて得られた多層シート(HDPE/接着性樹脂/EVOH/接着性樹脂/HDPE=2100/100/600/100/200μm)を、コネクタ様成形品と同様にして熱融着させたタンク(厚み200μmのHDPE層側をタンク本体に熱融着)を3個用意し、同様に防爆型恒温恒湿槽(40℃−65%RH)内に3ヶ月放置することで、放置前と放置後の重量変化(w)の平均値を求めた。
本コネクタ部からのガソリン透過量は以下の式(1)から算出した。
コネクタ部からのガソリン透過量 = W−w (1)
【0190】
実施例13
実施例12において、1個のコネクタ様成形品が装着された多層タンクの、当該コネクタ様成形品の上底面以外を、バリア材(B)によって被覆するにあたり、まず、実施例1と同様にして粉体化されたEMAA{メタクリル酸(MAA)含有量:9重量%、三井デュポンポリケミカル「ニュクレル0903HC、MFR=5.7g/10分(210℃、2160g荷重)」}を塗膜厚みが50μmとなるように溶射法によって塗布した。引き続き、得られたEMMAからなる層が露出しないように、燃料タンクに装着されたコネクタ様成形品の、上底面(すなわち、外径70mm、内径63mmの輪形の平面部分)を除く総ての外表面を、実施例1と同様にして粉体化されたバリア材(b−1)を用いて、溶射法によって粉体塗装した。以上のようにして得られた、コネクタ様成形品がバリア材(b−1)およびEMAAで被覆された多層燃料タンクを用いて、実施例12と同様にしてコネクタ部からのガソリン透過量を測定した。結果を表4に示す。
【0191】
比較例4
実施例12において、コネクタ様成形品をバリア材(B)で被覆しなかった以外は、実施例12と同様にしてコネクタ部からのガソリン透過量を測定した。結果を表4に示す。
【0192】
【表4】
実施例14
低密度ポリエチレン(LDPE、三井石油化学、ウルトゼックス3520L)を用いて、特開昭56−25411号公報(特公昭64−7850号)に開示されている射出成形法によるチューブ状容器成形機を用い、射出成形法によりチューブ状容器の口頭部を作製した。このとき、該低密度ポリエチレンを射出成形機に供給しつつ、一方で同成形機の金型には、あらかじめ作製した胴部となる筒状チューブを供給した。
【0194】
ここで、射出成形機として35mmφインラインスクリュータイプ射出成形機を使用し、シリンダー温度240℃、ノズル温度235℃の条件で口頭部を成形した。また得られたチューブ状容器は、外径35mmφ、口頭部絞り出し口の外径12mmφ、内径7mmφ、口頭部の肉厚は2mmであった。筒状チューブは、低密度ポリエチレン(LDPE、三井石油化学、ウルトゼックス3520L、厚み150μ)/接着性樹脂(三井石油化学、アドマーNF500、厚み20μ)/EVOH(エチレン含有量32モル%、ケン化度99.5%、 MFR1.6g/10分(190℃−2160g荷重下)、厚み20μ)/接着性樹脂(三井石油化学、アドマーNF500、厚み20μ)/LDPE(三井石油化学、ウルトゼックス3520L、厚み150μ)の構成で、環状ダイを用いて共押出法にて作成した。
【0195】
以上のようにして得られたツーピースチューブ状容器の、口頭部に対し、実施例1と同様にして粉体化されたバリア材(b−1)を用い、溶射法によって、塗膜厚さが50μmとなるように粉体塗装を行った。バリア材(b−1)で被覆されたチューブ状容器を用いて、以下の方法で内容物の保存性の試験を行った。
【0196】
(8)内容物の保存性
上記作製した、バリア材(b−1)で口頭部が被覆されたチューブ状容器の底部開口部より味噌を充填し、チューブ底部を熱接着にてシールした。ついで、アルミ箔(厚さ25μ)を押出口部のみに装着後、キャップ締めした。かかる味噌が充填されたチューブ状容器を、40℃−50%RHの恒温高湿槽に放置し、24時間後にチューブ状容器を取り出し、チューブ状容器の口頭部内面に接触していた味噌の変色状態を目視にて観察し、以下のA〜Dの基準で評価した。結果はAであった。
比較例5
実施例14において、チューブ状容器の口頭部をバリア材(b−1)で被覆しなかったこと以外は実施例14と同様にチューブ状容器を作製し、内容物の保存性を評価した。結果はDであった。
【0198】
【発明の効果】
本発明の成形物の製造方法を用いることにより、複雑な形状を有するポリオレフィンからなる基材を、煩雑なプライマー処理等を必要とすることなく、バリア材を用いて被覆することが可能であり、例えば、ガソリンの透過量が効果的に抑制された、ポリオレフィンおよびバリア材からなる多層成形物を提供することができる。特に、本発明により、形状が複雑な成形品に対してもバリア性が容易に付与できることから、本発明の成形物は、燃料容器用付属部品、自動車用燃料タンク、燃料パイプなどに用いることが好適である。
【図面の簡単な説明】
【図1】共押出ブロー成形燃料容器のピンチオフ部からの、燃料の透過を示す図である。
【図2】燃料容器用付属部品が装着された、共押出ブロー成形燃料容器の容器胴部の開口部からの、燃料の透過を示す図である。
【図3】円筒状単層射出成形品(コネクタ様成形品)を示す図である。
【図4】コネクタ様成形品の使用形態を示す図である。
【符号の説明】
11:ポリオレフィン(A)
12:バリア性樹脂(D)
21:ポリオレフィン(A)
22:バリア性樹脂(D)
23:燃料容器用コネクタ
24:燃料パイプ
41:コネクタ様成形品
42:容器本体
43:パイプ
Claims (7)
- ポリオレフィン(A)からなる基材に、エチレン含有量5〜60モル%、ケン化度85%以上のエチレン−ビニルアルコール共重合体であるバリア材(B)からなる粉体を溶射法によって塗布することを特徴とする成形物の製造方法。
- ポリオレフィン(A)からなる基材に、カルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる粉体を、溶射法によって塗布し、得られたカルボン酸変性ポリオレフィンまたはボロン酸変性ポリオレフィンからなる層に、バリア材(B)からなる粉体を溶射法によって塗布することを特徴とする請求項1に記載の成形物の製造方法。
- ポリオレフィン(A)からなる基材に、バリア材(B)からなる粉体を溶射法によって塗布し、得られたバリア材(B)からなる層に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布することを特徴とする請求項1に記載の成形物の製造方法。
- ポリオレフィン(A)からなる基材に、20℃における弾性モジュラスが500kg/cm2以下である熱可塑性樹脂(C)からなる粉体を溶射法によって塗布し、得られた熱可塑性樹脂(C)からなる層に、バリア材(B)からなる粉体を溶射法によって塗布することを特徴とする請求項1に記載の成形物の製造方法。
- ポリオレフィン(A)が、高密度ポリエチレンである請求項1〜4のいずれかに記載の成形物の製造方法。
- バリア材(B)が、エチレン−ビニルアルコール共重合体50〜95重量%およびボロン酸変性ポリオレフィン5〜50重量%からなる樹脂組成物である請求項1〜5のいずれかに記載の成形物の製造方法。
- バリア材(B)が、エチレン−ビニルアルコール共重合体50〜95重量%および多層構造重合体粒子5〜50重量%からなる樹脂組成物である請求項1〜5のいずれかに記載の成形物の製造方法。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US60801100A | 2000-06-30 | 2000-06-30 | |
| US09/813,890 US20020172788A1 (en) | 2001-03-22 | 2001-03-22 | Method of producing a shaped article having excellent barrier properties |
| US813890 | 2001-03-22 | ||
| US608011 | 2001-03-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002096016A JP2002096016A (ja) | 2002-04-02 |
| JP4854875B2 true JP4854875B2 (ja) | 2012-01-18 |
Family
ID=27085647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001198707A Expired - Lifetime JP4854875B2 (ja) | 2000-06-30 | 2001-06-29 | バリア性に優れた成形物の製造方法 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US20040076780A1 (ja) |
| EP (1) | EP1166892B1 (ja) |
| JP (1) | JP4854875B2 (ja) |
| KR (1) | KR100686485B1 (ja) |
| CN (1) | CN1213851C (ja) |
| AT (1) | ATE340653T1 (ja) |
| BR (1) | BR0106836B1 (ja) |
| CA (1) | CA2349939C (ja) |
| DE (1) | DE60123333T2 (ja) |
| ES (1) | ES2270963T3 (ja) |
| GB (1) | GB2366221B (ja) |
| MX (1) | MXPA01006750A (ja) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050233086A1 (en) * | 2000-06-30 | 2005-10-20 | Kuraray Co., Ltd | Method of producing a shaped article having excellent barrier properties |
| US6884482B2 (en) | 2001-03-27 | 2005-04-26 | Kuraray Co., Ltd. | Fuel container having excellent gasoline barrier properties |
| US6884483B2 (en) * | 2002-04-30 | 2005-04-26 | Kuraray Co., Ltd. | Multilayer blow molded container |
| JP2005185889A (ja) * | 2003-12-24 | 2005-07-14 | Mitsubishi Gas Chem Co Inc | ガソリンバリア性の優れた燃料容器、燃料系統部品および/または接合部の製造方法 |
| US8381928B2 (en) * | 2004-06-04 | 2013-02-26 | Ti Group Automotive Systems, L.L.C. | Multilayer fuel tank with a seam having an overlay for reducing vapor permeation |
| DE102007016348A1 (de) * | 2007-04-03 | 2008-10-09 | Basell Polyolefine Gmbh | Polyethylen Formmasse zum Herstellen von Hohlkörpern durch Thermoformen und damit hergestellte Kraftstoffbehälter |
| JP2011178207A (ja) * | 2010-02-26 | 2011-09-15 | Tokai Rubber Ind Ltd | 自動車燃料用インタンクチューブおよびその製法 |
| EP3069871B1 (de) * | 2015-03-17 | 2017-07-19 | Evonik Degussa GmbH | Mehrschichtverbund mit einer evoh-schicht |
| DE102017119708A1 (de) * | 2017-08-28 | 2019-02-28 | Kautex Textron Gmbh & Co. Kg | Flüssigkeitsbehälter für ein Kraftfahrzeug und Verfahren zum Herstellen eines Flüssigkeitsbehälters |
| JP6966711B2 (ja) * | 2018-01-29 | 2021-11-17 | ダイキン工業株式会社 | 積層体 |
| WO2020122226A1 (ja) * | 2018-12-14 | 2020-06-18 | 株式会社クラレ | 燃料パイプ及びそれを用いた燃料輸送方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2716075A (en) * | 1954-03-17 | 1955-08-23 | Randolph A Wiese | Polyethylene coating and method of applying the same |
| JPS5141157B2 (ja) * | 1972-08-08 | 1976-11-08 | ||
| DE2610263A1 (de) * | 1974-03-13 | 1977-06-02 | Korel Korrosionsschutz Elektro | Elektrisch leitfaehige beschichtung sowie verfahren zur herstellung derselben |
| JPS5266580A (en) * | 1975-11-29 | 1977-06-02 | Sumitomo Chemical Co | Method of powder coating of plastic article |
| JPS55133920A (en) * | 1979-04-06 | 1980-10-18 | Dainippon Ink & Chem Inc | Large-sized container |
| US4247584A (en) * | 1979-05-22 | 1981-01-27 | American Can Company | Composition comprising a blend of EVA polymers having differing VA contents; films and laminates made therefrom by extrusion; and heat-sealed food bags made from the laminates |
| NL8006094A (nl) * | 1980-11-07 | 1982-06-01 | Landbouw Hogeschool | Werkwijze voor het zuiveren van afvalwater en/of afvalwaterslib. |
| US4710413A (en) * | 1984-09-24 | 1987-12-01 | Dow Chemical Handels-Und Vertriebsgesellschaft Mbh | Coating composition and its use for the preparation of oxygen barrier coatings on plastic articles |
| US4824618A (en) * | 1987-12-21 | 1989-04-25 | E. I. Du Pont De Nemours And Company | Coextrusion blowmolding process |
| US4861675A (en) * | 1988-04-25 | 1989-08-29 | Shell Oil Company | Coating process |
| US5362531A (en) * | 1988-06-29 | 1994-11-08 | W. R. Grace & Co.-Conn. | Container closures, sealed containers and sealing compositions for them |
| US5134036A (en) * | 1990-05-15 | 1992-07-28 | Kuraray Co., Ltd. | Ethylene-vinyl alcohol copolymers, moldings and laminates |
| EP0504808B1 (en) * | 1991-03-20 | 1998-09-09 | Kuraray Co., Ltd. | Multi-layer construction film and method for producing same |
| US5196469A (en) * | 1991-03-28 | 1993-03-23 | Mica Corporation | Ethylene/vinyl alcohol coatings |
| US5211990A (en) * | 1991-08-01 | 1993-05-18 | The Dow Chemical Company | Polyolefin flame spraying method |
| DE69311403T2 (de) * | 1992-03-05 | 1997-12-04 | Nitta Moore Co Ltd | Brennstoffübertragendes Rohr |
| KR100335874B1 (ko) * | 1993-07-19 | 2002-11-20 | 미츠이 다께다 케미칼 가부시키가이샤 | 단열재및그것의제조방법 |
| JP3400131B2 (ja) * | 1994-09-14 | 2003-04-28 | 株式会社クラレ | 樹脂組成物およびその用途 |
| DE19507026A1 (de) * | 1995-03-01 | 1996-09-05 | Huels Chemische Werke Ag | Thermoplastische Mehrschichtverbunde |
| CA2175609C (en) * | 1995-05-12 | 2004-06-22 | Hata, Nobuhiko | Fuel tank |
| JP3512918B2 (ja) * | 1995-08-21 | 2004-03-31 | 日本合成化学工業株式会社 | 積層構造体及びその用途 |
| JP3516366B2 (ja) * | 1995-12-28 | 2004-04-05 | 日本合成化学工業株式会社 | 積層構造体及びその用途 |
| JP3512924B2 (ja) * | 1995-10-18 | 2004-03-31 | 日本合成化学工業株式会社 | 積層構造体及びその用途 |
| US5849376A (en) * | 1995-08-21 | 1998-12-15 | Nippon Gohsei Kagaku Kogyo Kabushiki Kaisha | Multi-layered laminate comprising hydrolyzed EVOH and use thereof |
| JP3565635B2 (ja) * | 1995-10-16 | 2004-09-15 | 日本合成化学工業株式会社 | 積層構造体及びその用途 |
| JP3565644B2 (ja) * | 1995-12-28 | 2004-09-15 | 日本合成化学工業株式会社 | 積層構造体及びその用途 |
| US6054044A (en) * | 1997-06-19 | 2000-04-25 | Hoffland Environmental, Inc. | Apparatus and methods for wastewater treatment from high volume livestock production |
| TWI250934B (en) * | 1997-10-17 | 2006-03-11 | Advancsd Plastics Technologies | Barrier-coated polyester articles and the fabrication method thereof |
| JP3417282B2 (ja) * | 1998-01-13 | 2003-06-16 | トヨタ自動車株式会社 | 中空樹脂容器 |
| JP2000035196A (ja) * | 1998-05-15 | 2000-02-02 | Toray Ind Inc | 圧力容器およびその製造方法 |
| US7182986B1 (en) * | 1998-07-09 | 2007-02-27 | Kuraray Co., Ltd. | Container cap |
| US6146709A (en) * | 1998-07-15 | 2000-11-14 | Institute Of Gas Technolgy | Method for application of protective polymer coating |
| US6333087B1 (en) * | 1998-08-27 | 2001-12-25 | Chevron Chemical Company Llc | Oxygen scavenging packaging |
| JP2000248205A (ja) * | 1999-03-04 | 2000-09-12 | Kuraray Co Ltd | 粉体塗料 |
| CA2314480C (en) * | 1999-07-29 | 2007-01-02 | Kuraray Co., Ltd. | Fuel container |
| EP1108599A3 (en) * | 1999-12-18 | 2003-10-15 | Delphi Technologies, Inc. | Permeation barrier fuel tank |
| US20050233086A1 (en) * | 2000-06-30 | 2005-10-20 | Kuraray Co., Ltd | Method of producing a shaped article having excellent barrier properties |
| US6884482B2 (en) * | 2001-03-27 | 2005-04-26 | Kuraray Co., Ltd. | Fuel container having excellent gasoline barrier properties |
-
2001
- 2001-06-08 CA CA 2349939 patent/CA2349939C/en not_active Expired - Fee Related
- 2001-06-26 BR BR0106836A patent/BR0106836B1/pt not_active IP Right Cessation
- 2001-06-28 ES ES01305612T patent/ES2270963T3/es not_active Expired - Lifetime
- 2001-06-28 GB GB0115842A patent/GB2366221B/en not_active Expired - Fee Related
- 2001-06-28 AT AT01305612T patent/ATE340653T1/de not_active IP Right Cessation
- 2001-06-28 KR KR1020010037416A patent/KR100686485B1/ko not_active IP Right Cessation
- 2001-06-28 EP EP20010305612 patent/EP1166892B1/en not_active Expired - Lifetime
- 2001-06-28 DE DE2001623333 patent/DE60123333T2/de not_active Expired - Lifetime
- 2001-06-29 MX MXPA01006750A patent/MXPA01006750A/es active IP Right Grant
- 2001-06-29 CN CNB011218789A patent/CN1213851C/zh not_active Expired - Lifetime
- 2001-06-29 JP JP2001198707A patent/JP4854875B2/ja not_active Expired - Lifetime
-
2003
- 2003-03-24 US US10/394,571 patent/US20040076780A1/en not_active Abandoned
-
2009
- 2009-02-25 US US12/392,180 patent/US20100003437A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CA2349939C (en) | 2008-04-15 |
| KR100686485B1 (ko) | 2007-02-23 |
| EP1166892A2 (en) | 2002-01-02 |
| CA2349939A1 (en) | 2001-12-30 |
| US20100003437A1 (en) | 2010-01-07 |
| GB2366221A (en) | 2002-03-06 |
| MXPA01006750A (es) | 2004-07-30 |
| ES2270963T3 (es) | 2007-04-16 |
| BR0106836B1 (pt) | 2010-11-16 |
| DE60123333T2 (de) | 2007-05-24 |
| CN1332080A (zh) | 2002-01-23 |
| DE60123333D1 (de) | 2006-11-09 |
| KR20020003090A (ko) | 2002-01-10 |
| ATE340653T1 (de) | 2006-10-15 |
| CN1213851C (zh) | 2005-08-10 |
| EP1166892A3 (en) | 2004-04-21 |
| BR0106836A (pt) | 2002-04-23 |
| JP2002096016A (ja) | 2002-04-02 |
| GB2366221B (en) | 2004-07-14 |
| US20040076780A1 (en) | 2004-04-22 |
| GB0115842D0 (en) | 2001-08-22 |
| EP1166892B1 (en) | 2006-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20100003437A1 (en) | Method of producing a shaped article having excellent barrier properties | |
| US6398059B1 (en) | Fuel container | |
| US6884482B2 (en) | Fuel container having excellent gasoline barrier properties | |
| US6294602B1 (en) | Resin composition | |
| US20100003419A1 (en) | Method of producing a shaped article having excellent barrier properties | |
| JP3265299B2 (ja) | ガソリンバリア性に優れた燃料容器 | |
| US20020172788A1 (en) | Method of producing a shaped article having excellent barrier properties | |
| JP4772194B2 (ja) | ガソリンバリア性に優れた樹脂組成物 | |
| JP4652514B2 (ja) | 燃料容器 | |
| JPH11140244A (ja) | 樹脂組成物 | |
| JP4566362B2 (ja) | ガソリンバリア性に優れた燃料容器用多層成形部品 | |
| JP3624164B2 (ja) | ガソリンバリア性に優れた燃料容器 | |
| JP4566361B2 (ja) | ガソリンバリア性に優れた燃料容器用多層成形部品 | |
| JP3375724B2 (ja) | 容器およびその用途 | |
| JP4727016B2 (ja) | ガソリンバリア性に優れた燃料容器 | |
| JP4955074B2 (ja) | ガソリンバリア性に優れた燃料容器 | |
| JP2004262451A (ja) | ガソリンバリア性に優れた燃料容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080122 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100816 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110726 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110922 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111018 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111026 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4854875 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| EXPY | Cancellation because of completion of term |