JP4854692B2 - 射出成形樹脂フェースギヤ - Google Patents
射出成形樹脂フェースギヤ Download PDFInfo
- Publication number
- JP4854692B2 JP4854692B2 JP2008035918A JP2008035918A JP4854692B2 JP 4854692 B2 JP4854692 B2 JP 4854692B2 JP 2008035918 A JP2008035918 A JP 2008035918A JP 2008035918 A JP2008035918 A JP 2008035918A JP 4854692 B2 JP4854692 B2 JP 4854692B2
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical portion
- web
- end side
- tooth
- face gear
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000011347 resin Substances 0.000 title claims description 58
- 229920005989 resin Polymers 0.000 title claims description 58
- 238000002347 injection Methods 0.000 title claims description 21
- 239000007924 injection Substances 0.000 title claims description 21
- 230000002093 peripheral effect Effects 0.000 claims description 38
- 238000001746 injection moulding Methods 0.000 description 18
- 238000000465 moulding Methods 0.000 description 14
- 230000005540 biological transmission Effects 0.000 description 12
- 239000000463 material Substances 0.000 description 4
- 230000008602 contraction Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- -1 polybutylene terephthalate Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920006324 polyoxymethylene Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
Images









Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/06—Use of materials; Use of treatments of toothed members or worms to affect their intrinsic material properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/17—Toothed wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2015/00—Gear wheels or similar articles with grooves or projections, e.g. control knobs
- B29L2015/003—Gears
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16H—GEARING
- F16H55/00—Elements with teeth or friction surfaces for conveying motion; Worms, pulleys or sheaves for gearing mechanisms
- F16H55/02—Toothed members; Worms
- F16H55/17—Toothed wheels
- F16H2055/173—Crown gears, i.e. gears have axially arranged teeth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S74/00—Machine element or mechanism
- Y10S74/10—Polymer digest - plastic gears
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/19642—Directly cooperating gears
- Y10T74/1966—Intersecting axes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/19949—Teeth
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Gears, Cams (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
Claims (2)
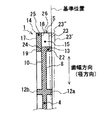
- ボスと、このボスの外周側から径方向外方へ向かって形成された円板状のウェブと、このウェブの外周端に形成された歯部と、を備えた射出成形樹脂フェースギヤであって、
前記歯部は、前記ウェブの外周端に接続された円筒状部分と、この円筒状部分の一端側から径方向外方へ向けて形成された円板状部分と、この円板状部分の一側面が歯底になるように前記円筒状部分の外周側に等間隔で複数形成された歯と、を備えており、
前記ウェブの肉厚をt1とし、前記円筒状部分の肉厚をt2とし、前記円板状部分の肉厚をt3とした場合、0.7・t1≦t2≦1.3・t1、0.7・t1≦t3≦1.3・t1となるように、前記ウェブ、前記円筒状部分及び前記円板状部分が形成され、
前記ウェブと前記円筒状部分との接続部分の全体は、前記円筒状部分の前記一端側の端面とこの一端側の反対側である他端側の端面との間に位置し、且つ、前記円板状部分の他側面と前記円筒状部分の前記他端側の端面に対して回転中心軸が延びる方向に沿ってずれて位置する、
ことを特徴とする射出成形樹脂フェースギヤ。 - 前記円板状部分の前記他側面と前記円筒状部分の前記一端側の端面とが同一平面上に位置し、前記円板状部分の外周面と前記歯の外周面とが同一周面上に位置し、前記歯の歯先面が前記円筒状部分の前記他端側の端面と同一平面上に位置するようになっており、
前記ウェブの肉厚をt1とすると、前記円筒状部分の前記一端側の端面から前記他端側の端面までの前記回転中心軸が延びる方向に沿った長さが3・t1であって、
前記ウェブと前記円筒状部分との接続部分から前記円筒状部分の前記一端側の端面までの前記回転中心軸が延びる方向に沿った長さがt1であり、
前記ウェブと前記円筒状部分との接続部分から前記円筒状部分の前記他端側の端面までの前記回転中心軸が延びる方向に沿った長さがt1である、
ことを特徴とする請求項1に記載の射出成形樹脂フェースギヤ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008035918A JP4854692B2 (ja) | 2007-02-19 | 2008-02-18 | 射出成形樹脂フェースギヤ |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007037599 | 2007-02-19 | ||
| JP2007037599 | 2007-02-19 | ||
| JP2008035918A JP4854692B2 (ja) | 2007-02-19 | 2008-02-18 | 射出成形樹脂フェースギヤ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008232432A JP2008232432A (ja) | 2008-10-02 |
| JP2008232432A5 JP2008232432A5 (ja) | 2010-09-16 |
| JP4854692B2 true JP4854692B2 (ja) | 2012-01-18 |
Family
ID=39323064
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008035918A Expired - Fee Related JP4854692B2 (ja) | 2007-02-19 | 2008-02-18 | 射出成形樹脂フェースギヤ |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US8011263B2 (ja) |
| EP (1) | EP1959167B1 (ja) |
| JP (1) | JP4854692B2 (ja) |
| CN (1) | CN101251180B (ja) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5299967B2 (ja) * | 2008-08-06 | 2013-09-25 | 株式会社エンプラス | 射出成形樹脂フェースギヤ |
| JP5284145B2 (ja) * | 2009-03-12 | 2013-09-11 | タイガースポリマー株式会社 | 円環状外周部を有する樹脂成形品 |
| GB0906392D0 (en) * | 2009-04-15 | 2009-05-20 | Goodrich Actuation Systems Ltd | Thrust reverser actuator system |
| DE102009047519A1 (de) * | 2009-12-04 | 2011-06-09 | Robert Bosch Gmbh | Getriebe-Antriebseinheit |
| JP6565537B2 (ja) * | 2015-09-24 | 2019-08-28 | アイシン精機株式会社 | ギヤ伝動装置 |
| JP6632921B2 (ja) * | 2016-03-23 | 2020-01-22 | 株式会社エンプラス | 樹脂製歯車、樹脂製歯車の射出成形方法、樹脂製歯付きベルト用プーリ、及び樹脂製回転体 |
| CN109114169A (zh) * | 2018-10-08 | 2019-01-01 | 天津工业大学 | 航空螺旋面齿轮传动系统 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS56148140A (en) * | 1980-04-21 | 1981-11-17 | Hitachi Ltd | System stabilization control device |
| US6343418B1 (en) * | 1997-11-20 | 2002-02-05 | Shimano Inc. | Spinning reel face gear manufacturing method |
| JP3926939B2 (ja) * | 1998-12-09 | 2007-06-06 | 株式会社エンプラス | 合成樹脂製の成形歯車 |
| JP3688555B2 (ja) * | 2000-05-30 | 2005-08-31 | 株式会社エンプラス | 樹脂製ギヤ、画像形成装置及び樹脂製回転伝達手段 |
| JP2002223673A (ja) * | 2001-02-01 | 2002-08-13 | Daiwa Seiko Inc | フェースギヤ及びその製造方法 |
| JP2002295643A (ja) * | 2001-03-30 | 2002-10-09 | Fuji Photo Film Co Ltd | 駆動力伝達車 |
| JP2004019774A (ja) * | 2002-06-14 | 2004-01-22 | Enplas Corp | 射出成形樹脂フェースギヤ及びこの射出成形樹脂フェースギヤを使用したロボットハンドの指駆動機構 |
| JP4190248B2 (ja) * | 2002-10-09 | 2008-12-03 | 株式会社エンプラス | クラッチ機構及びロボットハンドの指駆動機構 |
| JP4492842B2 (ja) * | 2003-04-04 | 2010-06-30 | 株式会社エンプラス | 樹脂ギヤ及び樹脂製回転動力伝達部材 |
| JP2004340160A (ja) * | 2003-05-12 | 2004-12-02 | Polyplastics Co | 樹脂成形歯車の使用方法及び歯車列 |
| JP2006070914A (ja) * | 2004-08-31 | 2006-03-16 | Nidec Nissin Corp | プラスチック歯車 |
| JP4618808B2 (ja) * | 2006-09-14 | 2011-01-26 | 株式会社エンプラス | 樹脂製フェースギヤ及びこの樹脂製フェースギヤの射出成形用金型 |
-
2008
- 2008-01-22 EP EP08150490A patent/EP1959167B1/en not_active Not-in-force
- 2008-01-30 US US12/011,881 patent/US8011263B2/en not_active Ceased
- 2008-02-18 CN CN2008100095383A patent/CN101251180B/zh not_active Expired - Fee Related
- 2008-02-18 JP JP2008035918A patent/JP4854692B2/ja not_active Expired - Fee Related
-
2013
- 2013-08-21 US US13/972,578 patent/USRE45516E1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20090007711A1 (en) | 2009-01-08 |
| EP1959167B1 (en) | 2012-06-06 |
| EP1959167A2 (en) | 2008-08-20 |
| EP1959167A3 (en) | 2008-08-27 |
| JP2008232432A (ja) | 2008-10-02 |
| CN101251180B (zh) | 2012-03-21 |
| CN101251180A (zh) | 2008-08-27 |
| USRE45516E1 (en) | 2015-05-19 |
| US8011263B2 (en) | 2011-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4854692B2 (ja) | 射出成形樹脂フェースギヤ | |
| JP5299967B2 (ja) | 射出成形樹脂フェースギヤ | |
| JP4925292B2 (ja) | 射出成形樹脂かさ歯車 | |
| JP5005422B2 (ja) | 射出成形ギヤ | |
| US11592099B2 (en) | Gear | |
| US20100232733A1 (en) | Fluid dynamic bearing device | |
| JP5465391B2 (ja) | モータ | |
| JP2006070914A (ja) | プラスチック歯車 | |
| JP3907887B2 (ja) | 円周流ポンプ用インペラ | |
| JP2009040013A (ja) | 回転伝達手段及び回転伝達手段の射出成形金型 | |
| JP4846631B2 (ja) | 樹脂製ヘリカル歯車の成形金型及びこの成形金型を用いて成形された樹脂製ヘリカル歯車 | |
| JP2003035355A (ja) | 樹脂製多段歯車及び樹脂製歯車 | |
| JP5904822B2 (ja) | 樹脂歯車および樹脂歯車の製造方法 | |
| JP2002347081A (ja) | 環状樹脂成形品 | |
| JP2019195937A (ja) | 歯車、歯車の製造方法、および歯車の製造に用いる射出成形金型 | |
| JP2002235835A (ja) | 局部加圧成形方法及び樹脂成形歯車 | |
| JP2006308107A (ja) | 射出成形プラスチックギヤ | |
| JP5948748B2 (ja) | 可変ガイドベーン及びその製造方法並びに車両用過給機 | |
| JP2008057665A (ja) | 軸受 | |
| JP5627996B2 (ja) | 流体動圧軸受装置用ハウジング及びその製造方法、並びにこれを備えた流体動圧軸受装置 | |
| JP2016075221A (ja) | ギアポンプ | |
| JPH0596564A (ja) | 無機材質歯車 | |
| JP4931147B2 (ja) | プラスチック製フェースギヤ | |
| JP6569179B2 (ja) | 小凹部付き焼結部品の製造方法 | |
| JP6819962B2 (ja) | インペラの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100729 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100729 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111024 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111027 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111025 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141104 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4854692 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |