JP4602691B2 - 独自にシールされた構成要素を有する密封ランプのシール技術及びランプ - Google Patents
独自にシールされた構成要素を有する密封ランプのシール技術及びランプ Download PDFInfo
- Publication number
- JP4602691B2 JP4602691B2 JP2004127506A JP2004127506A JP4602691B2 JP 4602691 B2 JP4602691 B2 JP 4602691B2 JP 2004127506 A JP2004127506 A JP 2004127506A JP 2004127506 A JP2004127506 A JP 2004127506A JP 4602691 B2 JP4602691 B2 JP 4602691B2
- Authority
- JP
- Japan
- Prior art keywords
- lamp
- arc
- seal
- end structure
- fill
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



























Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/32—Sealing leading-in conductors
- H01J9/323—Sealing leading-in conductors into a discharge lamp or a gas-filled discharge device
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/10—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminium oxide
- C04B35/111—Fine ceramics
- C04B35/117—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/44—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/01—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics
- C04B35/48—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on oxide ceramics based on zirconium or hafnium oxides, zirconates, zircon or hafnates
- C04B35/486—Fine ceramics
- C04B35/488—Composites
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/001—Joining burned ceramic articles with other burned ceramic articles or other articles by heating directly with other burned ceramic articles
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B37/00—Joining burned ceramic articles with other burned ceramic articles or other articles by heating
- C04B37/02—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles
- C04B37/021—Joining burned ceramic articles with other burned ceramic articles or other articles by heating with metallic articles in a direct manner, e.g. direct copper bonding [DCB]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/30—Vessels; Containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
- H01J61/361—Seals between parts of vessel
- H01J61/363—End-disc seals or plug seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/26—Sealing together parts of vessels
- H01J9/265—Sealing together parts of vessels specially adapted for gas-discharge tubes or lamps
- H01J9/266—Sealing together parts of vessels specially adapted for gas-discharge tubes or lamps specially adapted for gas-discharge lamps
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/38—Exhausting, degassing, filling, or cleaning vessels
- H01J9/395—Filling vessels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/40—Closing vessels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/02—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3206—Magnesium oxides or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3205—Alkaline earth oxides or oxide forming salts thereof, e.g. beryllium oxide
- C04B2235/3208—Calcium oxide or oxide-forming salts thereof, e.g. lime
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/404—Refractory metals
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/343—Alumina or aluminates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/32—Ceramic
- C04B2237/34—Oxidic
- C04B2237/345—Refractory metal oxides
- C04B2237/348—Zirconia, hafnia, zirconates or hafnates
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2237/00—Aspects relating to ceramic laminates or to joining of ceramic articles with other articles by heating
- C04B2237/30—Composition of layers of ceramic laminates or of ceramic or metallic articles to be joined by heating, e.g. Si substrates
- C04B2237/40—Metallic
- C04B2237/403—Refractory metals
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Organic Chemistry (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
- Non-Portable Lighting Devices Or Systems Thereof (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
- Examining Or Testing Airtightness (AREA)
- Fastening Of Light Sources Or Lamp Holders (AREA)
Description
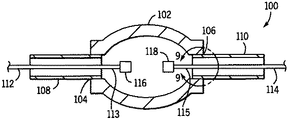
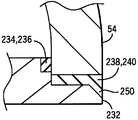
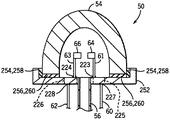
12 アークエンベロープ
14 充填構造体
16 充填管
18 端部構造体
20 端部構造体
21、23 アーク電極
22、24 リード線
Claims (8)
- セラミック・アークエンベロープ(12)と、
前記開口端において、前記アークエンベロープ(12)に中間シール材料なしで直接に拡散結合されて密閉シールを形成する端部構造体(18)であって、モリブデンを含む耐食性コーティングを有するニオブプレートを含む端部構造体(18)と、
前記端部構造体(18)に結合され、前記アークエンベロープ(12)への充填通路を形成する延性の充填管と、
を含み、
前記延性の充填管の一部は、機械的に圧縮されてシール材料なしで密閉シールされる
高圧放電ランプ。 - 前記延性の充填管は、含むモリブデン−レニウム組成物である、請求項1に記載の高圧放電ランプ。
- 前記延性の充填管は、35から55重量パーセントのレニウムを含むとリブデン−レニウム合金を含む、請求項1に記載の高圧放電ランプ。
- 前記延性の充填管は、44から48重量パーセントのレニウムを含むとリブデン−レニウム合金を含む、請求項1に記載の高圧放電ランプ。
- 前記密閉シールは、前記アークエンベロープと前記端部構造体との間の単一の接続平面に延びる、請求項1に記載の高圧放電ランプ。
- 前記充填管を通り、前記アークエンベロープ(12)内に延びるリード線を更に含み、前記延性の充填管の前記一部は、前記リード線の周りで機械的に圧縮されて、シール材料なしで密閉シールされる、請求項1に記載の高圧放電ランプ。
- 前記リード線は、タングステン又はモリブデンを含み、前記延性の充填管は、モリブデン及びレニウムを含み、前記前記延性の充填管の前記部分は、前記リード線と拡散結合している、請求項6に記載の高圧放電ランプ。
- 前記リード線のモリブデンは、前記延性の充填管に熱的に拡散された、請求項7に記載の高圧放電ランプ。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/738,261 US7839089B2 (en) | 2002-12-18 | 2003-12-17 | Hermetical lamp sealing techniques and lamp having uniquely sealed components |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005183356A JP2005183356A (ja) | 2005-07-07 |
| JP2005183356A5 JP2005183356A5 (ja) | 2007-06-07 |
| JP4602691B2 true JP4602691B2 (ja) | 2010-12-22 |
Family
ID=34523165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004127506A Expired - Fee Related JP4602691B2 (ja) | 2003-12-17 | 2004-04-23 | 独自にシールされた構成要素を有する密封ランプのシール技術及びランプ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7839089B2 (ja) |
| EP (1) | EP1544889B1 (ja) |
| JP (1) | JP4602691B2 (ja) |
| CN (1) | CN1630020B (ja) |
| AT (1) | ATE526676T1 (ja) |
| PL (1) | PL1544889T3 (ja) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7215081B2 (en) * | 2002-12-18 | 2007-05-08 | General Electric Company | HID lamp having material free dosing tube seal |
| US7132797B2 (en) * | 2002-12-18 | 2006-11-07 | General Electric Company | Hermetical end-to-end sealing techniques and lamp having uniquely sealed components |
| US7839089B2 (en) | 2002-12-18 | 2010-11-23 | General Electric Company | Hermetical lamp sealing techniques and lamp having uniquely sealed components |
| KR101120515B1 (ko) * | 2004-06-14 | 2012-02-29 | 코닌클리즈케 필립스 일렉트로닉스 엔.브이. | 세라믹 금속 할로겐화 방전 램프 |
| US9166214B2 (en) | 2004-07-15 | 2015-10-20 | General Electric Company | Seal ring and associated method |
| KR100638613B1 (ko) * | 2004-09-02 | 2006-10-26 | 삼성전기주식회사 | 레이저 조사를 이용한 웨이퍼 레벨 패키지 제작 방법 |
| US7358666B2 (en) * | 2004-09-29 | 2008-04-15 | General Electric Company | System and method for sealing high intensity discharge lamps |
| US7901110B2 (en) * | 2005-04-12 | 2011-03-08 | General Electric Company | System and method for forced cooling of lamp |
| US20090267475A1 (en) * | 2005-05-11 | 2009-10-29 | Koninklijke Philips Electronics, N.V. | High-pressure gas discharge lamp |
| US7852006B2 (en) * | 2005-06-30 | 2010-12-14 | General Electric Company | Ceramic lamp having molybdenum-rhenium end cap and systems and methods therewith |
| US7615929B2 (en) * | 2005-06-30 | 2009-11-10 | General Electric Company | Ceramic lamps and methods of making same |
| US7432657B2 (en) * | 2005-06-30 | 2008-10-07 | General Electric Company | Ceramic lamp having shielded niobium end cap and systems and methods therewith |
| DE102005047006A1 (de) * | 2005-09-30 | 2007-04-05 | Schott Ag | Verbundsystem, Verfahren zur Herstellung eines Verbundsystems und Leuchtkörper |
| US7378799B2 (en) * | 2005-11-29 | 2008-05-27 | General Electric Company | High intensity discharge lamp having compliant seal |
| DE102006029719A1 (de) * | 2006-06-28 | 2008-01-03 | Patent-Treuhand-Gesellschaft für elektrische Glühlampen mbH | Einrollteller mit Stromzuführung und Zündhilfe für die LINEX |
| JP2008108713A (ja) * | 2006-09-25 | 2008-05-08 | Toshiba Lighting & Technology Corp | 高圧放電ランプ、高圧放電ランプ点灯装置および照明装置 |
| US8299709B2 (en) * | 2007-02-05 | 2012-10-30 | General Electric Company | Lamp having axially and radially graded structure |
| US8102121B2 (en) * | 2007-02-26 | 2012-01-24 | Osram Sylvania Inc. | Single-ended ceramic discharge lamp |
| US8053990B2 (en) * | 2007-09-20 | 2011-11-08 | General Electric Company | High intensity discharge lamp having composite leg |
| US7795814B2 (en) * | 2008-06-16 | 2010-09-14 | Resat Corporation | Interconnection feedthroughs for ceramic metal halide lamps |
| US9421648B2 (en) * | 2013-10-31 | 2016-08-23 | Asia Vital Components Co., Ltd. | Manufacturing method of heat pipe structure |
| JP6657559B2 (ja) * | 2014-12-24 | 2020-03-04 | 日亜化学工業株式会社 | 発光装置およびその製造方法 |
Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3519406A (en) * | 1967-08-23 | 1970-07-07 | Gen Electric | Discharge tube seal |
| JPS5172187A (ja) * | 1974-11-14 | 1976-06-22 | Philips Nv | |
| JPS5721061A (en) * | 1980-06-03 | 1982-02-03 | Philips Nv | High voltage discharge lamp |
| JPH0186061U (ja) * | 1987-11-27 | 1989-06-07 | ||
| JPH05198285A (ja) * | 1991-08-20 | 1993-08-06 | Ngk Insulators Ltd | 高圧放電灯及びその製造方法 |
| JPH05205701A (ja) * | 1991-08-20 | 1993-08-13 | Patent Treuhand Ges Elektr Gluehlamp Mbh | 高圧放電ランプ |
| JPH0696734A (ja) * | 1992-09-10 | 1994-04-08 | Toshiba Lighting & Technol Corp | 反射鏡付セラミック放電灯 |
| JPH06299280A (ja) * | 1993-01-28 | 1994-10-25 | Sandvik Ab | モリブデン−レニウム合金 |
| JPH06318435A (ja) * | 1992-12-14 | 1994-11-15 | Patent Treuhand Ges Elektr Gluehlamp Mbh | セラミック部品と金属部品との間の気密結合方法 |
| JPH06511592A (ja) * | 1991-10-11 | 1994-12-22 | パテント−トロイハント−ゲゼルシヤフト フユア エレクトリツシエ グリユーランペン ミツト ベシユレンクテル ハフツング | セラミック製発光管を備えたメタルハライド放電ランプの製造方法 |
| JPH07228940A (ja) * | 1994-02-15 | 1995-08-29 | Tokyo Tungsten Co Ltd | レニウム−モリブデン合金管状部品 |
| JPH1031978A (ja) * | 1996-05-16 | 1998-02-03 | Ngk Insulators Ltd | 高圧放電灯およびその製造方法 |
| JPH10144257A (ja) * | 1996-11-14 | 1998-05-29 | Ushio Inc | 希ガス放電ランプ |
| JPH1145682A (ja) * | 1997-07-26 | 1999-02-16 | Toto Ltd | ランプ、導電性材料及びその製造方法 |
| JPH1167157A (ja) * | 1997-06-27 | 1999-03-09 | Osram Sylvania Inc | セラミックエンベロープ装置、セラミックエンベロープ装置を有するランプ及びセラミックエンベロープ装置を製造するための方法 |
| JP2001256919A (ja) * | 1999-12-23 | 2001-09-21 | General Electric Co <Ge> | 単端式セラミックアーク放電ランプ及び製造方法 |
| JP2002180106A (ja) * | 2000-10-03 | 2002-06-26 | Ngk Insulators Ltd | 金属製シームレスパイプ及びその製造方法 |
| JP2004214194A (ja) * | 2002-12-27 | 2004-07-29 | General Electric Co <Ge> | 高圧ショートアーク放電ランプ用の封止管材料 |
| JP2006092946A (ja) * | 2004-09-24 | 2006-04-06 | Toshiba Lighting & Technology Corp | 管球および封止部材 |
Family Cites Families (81)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1257964B (de) * | 1965-03-11 | 1968-01-04 | Patra Patent Treuhand | Elektrische Lampe, insbesondere Alkalimetalldampfentladungslampe, mit einem Gefaess aus transparentem Aluminiumoxyd |
| US3363134A (en) * | 1965-12-08 | 1968-01-09 | Gen Electric | Arc discharge lamp having polycrystalline ceramic arc tube |
| US3693007A (en) * | 1970-05-25 | 1972-09-19 | Egyesuelt Izzolampa | Oxide cathode for an electric discharge device |
| US3659138A (en) * | 1970-11-06 | 1972-04-25 | Gen Electric | Alumina-metal sealed lamp apparatus |
| US3662455A (en) * | 1970-12-10 | 1972-05-16 | Sanders Associates Inc | Method for preparing an anti-oxidizing, active alloy brazing composition |
| US3953177A (en) * | 1971-01-20 | 1976-04-27 | Schwarzkopf Development Corporation | Cermet materials with metal free surface zones |
| GB1401293A (en) * | 1972-04-19 | 1975-07-16 | Gen Electric Co Ltd | Electric discharge lamps |
| US3882346A (en) * | 1973-11-05 | 1975-05-06 | Gen Electric | Ceramic arc tube mounting structure |
| US3882344A (en) * | 1974-03-04 | 1975-05-06 | Westinghouse Electric Corp | Tubular electrode support for ceramic discharge lamp |
| US3872341A (en) * | 1974-03-04 | 1975-03-18 | Westinghouse Electric Corp | Electrode support element for ceramic discharge lamp |
| US3974410A (en) * | 1975-04-04 | 1976-08-10 | General Electric Company | Alumina ceramic lamp having enhanced heat conduction to the amalgam pool |
| GB1571084A (en) * | 1975-12-09 | 1980-07-09 | Thorn Electrical Ind Ltd | Electric lamps and components and materials therefor |
| US4065691A (en) * | 1976-12-06 | 1977-12-27 | General Electric Company | Ceramic lamp having electrodes supported by crimped tubular inlead |
| US4103200A (en) * | 1977-05-13 | 1978-07-25 | Westinghouse Electric Corp. | Arc tube end seal and method of forming |
| US4291250A (en) * | 1979-05-07 | 1981-09-22 | Westinghouse Electric Corp. | Arc discharge tube end seal |
| DE3174149D1 (en) * | 1980-12-20 | 1986-04-24 | Emi Plc Thorn | Discharge lamp arc tubes |
| EP0074720B1 (en) * | 1981-09-15 | 1986-01-08 | THORN EMI plc | Discharge lamps |
| US4464603A (en) * | 1982-07-26 | 1984-08-07 | General Electric Company | Ceramic seal for high pressure sodium vapor lamps |
| US4545799A (en) * | 1983-09-06 | 1985-10-08 | Gte Laboratories Incorporated | Method of making direct seal between niobium and ceramics |
| US4707636A (en) * | 1984-06-18 | 1987-11-17 | General Electric Company | High pressure sodium vapor lamp with PCA arc tube and end closures |
| JPH0719565B2 (ja) * | 1986-07-07 | 1995-03-06 | ウエスト電気株式会社 | 閃光放電管 |
| DE3636110A1 (de) * | 1986-10-23 | 1988-04-28 | Patent Treuhand Ges Fuer Elektrische Gluehlampen Mbh | Einschmelzung fuer eine hochdruckentladungslampe |
| JPS6486061A (en) | 1987-08-21 | 1989-03-30 | Gasukuro Kogyo Kk | Injection port flashing back apparatus for separation column of gas chromatography |
| US4804889A (en) * | 1987-12-18 | 1989-02-14 | Gte Products Corporation | Electrode feedthrough assembly for arc discharge lamp |
| US5057048A (en) * | 1989-10-23 | 1991-10-15 | Gte Laboratories Incorporated | Niobium-ceramic feedthrough assembly and ductility-preserving sealing process |
| US5321335A (en) * | 1992-08-03 | 1994-06-14 | General Electric Company | Alumina, calcia, yttria sealing composition |
| ES2150433T3 (es) * | 1992-09-08 | 2000-12-01 | Koninkl Philips Electronics Nv | Lampara de descarga de alta presion. |
| US5426343A (en) * | 1992-09-16 | 1995-06-20 | Gte Products Corporation | Sealing members for alumina arc tubes and method of making the same |
| JP3507179B2 (ja) * | 1995-01-13 | 2004-03-15 | 日本碍子株式会社 | 高圧放電灯 |
| JP3264189B2 (ja) * | 1996-10-03 | 2002-03-11 | 松下電器産業株式会社 | 高圧金属蒸気放電ランプ |
| TW343348B (en) * | 1996-12-04 | 1998-10-21 | Philips Electronics Nv | Metal halide lamp |
| JPH11238488A (ja) * | 1997-06-06 | 1999-08-31 | Toshiba Lighting & Technology Corp | メタルハライド放電ランプ、メタルハライド放電ランプ点灯装置および照明装置 |
| DE19731168A1 (de) * | 1997-07-21 | 1999-01-28 | Patent Treuhand Ges Fuer Elektrische Gluehlampen Mbh | Beleuchtungssystem |
| JP4316699B2 (ja) | 1997-07-25 | 2009-08-19 | ハリソン東芝ライティング株式会社 | 高圧放電ランプおよび照明装置 |
| US6126889A (en) * | 1998-02-11 | 2000-10-03 | General Electric Company | Process of preparing monolithic seal for sapphire CMH lamp |
| DE69940721D1 (de) * | 1998-02-20 | 2009-05-28 | Panasonic Corp | Quecksilberfreie metallhalogenidlampe |
| DE69920373T2 (de) * | 1998-03-05 | 2005-11-17 | Ushio Denki K.K. | Stromzuführungskörper für birne und verfahren zu seiner herstellung |
| US6583563B1 (en) * | 1998-04-28 | 2003-06-24 | General Electric Company | Ceramic discharge chamber for a discharge lamp |
| US6635993B1 (en) * | 1998-08-26 | 2003-10-21 | Ngk Insulators, Ltd. | Joined bodies, high-pressure discharge lamps and a method for manufacturing the same |
| JP2000228170A (ja) * | 1998-12-04 | 2000-08-15 | Toshiba Lighting & Technology Corp | 高圧放電ランプ、高圧放電ランプ装置、高圧放電ランプ点灯装置および照明装置 |
| US6294871B1 (en) * | 1999-01-22 | 2001-09-25 | General Electric Company | Ultraviolet and visible filter for ceramic arc tube body |
| CN1171279C (zh) * | 1999-04-29 | 2004-10-13 | 皇家菲利浦电子有限公司 | 金属卤化物灯 |
| US6216889B1 (en) * | 2000-01-26 | 2001-04-17 | Tien-Tsai Chang | Rod rack supporting structure |
| DE60130204T2 (de) * | 2000-04-19 | 2008-05-21 | Koninklijke Philips Electronics N.V. | Hochdruckentladungslampe |
| EP1150337A1 (en) | 2000-04-28 | 2001-10-31 | Toshiba Lighting & Technology Corporation | Mercury-free metal halide lamp and a vehicle lighting apparatus using the lamp |
| US6608444B2 (en) | 2000-05-26 | 2003-08-19 | Matsushita Electric Industrial Co., Ltd. | Mercury-free high-intensity discharge lamp operating apparatus and mercury-free metal halide lamp |
| US6781312B1 (en) * | 2000-06-19 | 2004-08-24 | Advance Lighting Technologies, Inc. | Horizontal burning hid lamps and arc tubes |
| US6812642B1 (en) * | 2000-07-03 | 2004-11-02 | Ngk Insulators, Ltd. | Joined body and a high-pressure discharge lamp |
| US6642654B2 (en) * | 2000-07-03 | 2003-11-04 | Ngk Insulators, Ltd. | Joined body and a high pressure discharge lamp |
| CN1333547A (zh) | 2000-07-14 | 2002-01-30 | 松下电器产业株式会社 | 无水银金属卤化物灯 |
| US6639343B2 (en) | 2000-07-14 | 2003-10-28 | Matsushita Electric Industrial Co., Ltd. | Mercury-free metal halide lamp |
| US6596100B2 (en) * | 2000-10-03 | 2003-07-22 | Ngk Insulators, Ltd. | Metal-made seamless pipe and process for production thereof |
| JP2002245971A (ja) | 2000-12-12 | 2002-08-30 | Toshiba Lighting & Technology Corp | 高圧放電ランプ、高圧放電ランプ点灯装置および照明装置 |
| US6528945B2 (en) * | 2001-02-02 | 2003-03-04 | Matsushita Research And Development Laboratories Inc | Seal for ceramic metal halide discharge lamp |
| US20020117965A1 (en) * | 2001-02-23 | 2002-08-29 | Osram Sylvania Inc. | High buffer gas pressure ceramic arc tube and method and apparatus for making same |
| US6641449B2 (en) | 2001-04-24 | 2003-11-04 | Osram Sylvania Inc. | High pressure lamp bulb and method of induction sealing |
| US6873108B2 (en) | 2001-09-14 | 2005-03-29 | Osram Sylvania Inc. | Monolithic seal for a sapphire metal halide lamp |
| JP2003168391A (ja) * | 2001-09-20 | 2003-06-13 | Koito Mfg Co Ltd | 放電ランプ装置用水銀フリーアークチューブ |
| JP2003100251A (ja) * | 2001-09-27 | 2003-04-04 | Koito Mfg Co Ltd | 放電ランプ装置用水銀フリーアークチューブ |
| US6791267B2 (en) * | 2001-10-02 | 2004-09-14 | Ngk Insulators, Ltd. | High pressure discharge lamps, lighting systems, head lamps for automobiles and light emitting vessels for high pressure discharge lamps |
| EP1466344A1 (en) | 2002-01-08 | 2004-10-13 | Philips Electronics N.V. | High-pressure discharge lamp and method of manufacturing an electrode feedthrough for such a lamp |
| JP2003297289A (ja) * | 2002-01-30 | 2003-10-17 | Toshiba Lighting & Technology Corp | 高圧放電ランプおよび多重管形高圧放電ランプならびに照明装置 |
| US6853140B2 (en) | 2002-04-04 | 2005-02-08 | Osram Sylvania Inc. | Mercury free discharge lamp with zinc iodide |
| CA2422433A1 (en) | 2002-05-16 | 2003-11-16 | Walter P. Lapatovich | Electric lamp with condensate reservoir and method of operation thereof |
| SG107103A1 (en) | 2002-05-24 | 2004-11-29 | Ntu Ventures Private Ltd | Process for producing nanocrystalline composites |
| KR101044711B1 (ko) | 2002-09-06 | 2011-06-28 | 코닌클리케 필립스 일렉트로닉스 엔.브이. | 무 수은 메탈 할라이드 램프 |
| JP2004103461A (ja) * | 2002-09-11 | 2004-04-02 | Koito Mfg Co Ltd | 放電バルブ用アークチューブ |
| US20060033438A1 (en) | 2002-11-25 | 2006-02-16 | Koninklijke Philips Electronics N.V. | Coated ceramic discharge vessel for improved gas tightness |
| WO2004049391A2 (en) | 2002-11-25 | 2004-06-10 | Philips Intellectual Property & Standards Gmbh | High-pressure discharge lamp, and method of manufacture thereof |
| EP1579474A2 (en) | 2002-12-02 | 2005-09-28 | Koninklijke Philips Electronics N.V. | Vehicle headlamp |
| US20060171158A1 (en) | 2002-12-02 | 2006-08-03 | Hendricx Josephus Christiaan M | Vehicle headlamp |
| US7215081B2 (en) * | 2002-12-18 | 2007-05-08 | General Electric Company | HID lamp having material free dosing tube seal |
| US7132797B2 (en) * | 2002-12-18 | 2006-11-07 | General Electric Company | Hermetical end-to-end sealing techniques and lamp having uniquely sealed components |
| US7839089B2 (en) | 2002-12-18 | 2010-11-23 | General Electric Company | Hermetical lamp sealing techniques and lamp having uniquely sealed components |
| JP2004220867A (ja) * | 2003-01-10 | 2004-08-05 | Koito Mfg Co Ltd | 放電バルブ |
| DE10312290A1 (de) * | 2003-03-19 | 2004-09-30 | Patent-Treuhand-Gesellschaft für elektrische Glühlampen mbH | Hochdruckentladungslampe für Fahrzeugscheinwerfer |
| WO2004102614A1 (en) | 2003-05-16 | 2004-11-25 | Philips Intellectual Property & Standards Gmbh | Mercury-free high-pressure gas discharge lamp with a burner design for increasing the arc diffuseness and reducing the arc curvature |
| JP4229437B2 (ja) * | 2003-06-05 | 2009-02-25 | 株式会社小糸製作所 | 自動車用放電バルブおよび自動車前照灯 |
| US20060001346A1 (en) * | 2004-06-30 | 2006-01-05 | Vartuli James S | System and method for design of projector lamp |
| US20060008677A1 (en) * | 2004-07-12 | 2006-01-12 | General Electric Company | Ceramic bonding composition, method of making, and article of manufacture incorporating the same |
| US7329979B2 (en) * | 2004-07-15 | 2008-02-12 | General Electric Company | Electrically conductive cermet and devices made thereof |
-
2003
- 2003-12-17 US US10/738,261 patent/US7839089B2/en not_active Expired - Fee Related
-
2004
- 2004-04-23 JP JP2004127506A patent/JP4602691B2/ja not_active Expired - Fee Related
- 2004-04-27 PL PL04252440T patent/PL1544889T3/pl unknown
- 2004-04-27 AT AT04252440T patent/ATE526676T1/de not_active IP Right Cessation
- 2004-04-27 EP EP04252440A patent/EP1544889B1/en not_active Expired - Lifetime
- 2004-05-27 CN CN2004100457992A patent/CN1630020B/zh not_active Expired - Fee Related
Patent Citations (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3519406A (en) * | 1967-08-23 | 1970-07-07 | Gen Electric | Discharge tube seal |
| JPS5172187A (ja) * | 1974-11-14 | 1976-06-22 | Philips Nv | |
| JPS5721061A (en) * | 1980-06-03 | 1982-02-03 | Philips Nv | High voltage discharge lamp |
| JPH0186061U (ja) * | 1987-11-27 | 1989-06-07 | ||
| JPH05198285A (ja) * | 1991-08-20 | 1993-08-06 | Ngk Insulators Ltd | 高圧放電灯及びその製造方法 |
| JPH05205701A (ja) * | 1991-08-20 | 1993-08-13 | Patent Treuhand Ges Elektr Gluehlamp Mbh | 高圧放電ランプ |
| JPH06511592A (ja) * | 1991-10-11 | 1994-12-22 | パテント−トロイハント−ゲゼルシヤフト フユア エレクトリツシエ グリユーランペン ミツト ベシユレンクテル ハフツング | セラミック製発光管を備えたメタルハライド放電ランプの製造方法 |
| JPH0696734A (ja) * | 1992-09-10 | 1994-04-08 | Toshiba Lighting & Technol Corp | 反射鏡付セラミック放電灯 |
| JPH06318435A (ja) * | 1992-12-14 | 1994-11-15 | Patent Treuhand Ges Elektr Gluehlamp Mbh | セラミック部品と金属部品との間の気密結合方法 |
| JPH06299280A (ja) * | 1993-01-28 | 1994-10-25 | Sandvik Ab | モリブデン−レニウム合金 |
| JPH07228940A (ja) * | 1994-02-15 | 1995-08-29 | Tokyo Tungsten Co Ltd | レニウム−モリブデン合金管状部品 |
| JPH1031978A (ja) * | 1996-05-16 | 1998-02-03 | Ngk Insulators Ltd | 高圧放電灯およびその製造方法 |
| JPH10144257A (ja) * | 1996-11-14 | 1998-05-29 | Ushio Inc | 希ガス放電ランプ |
| JPH1167157A (ja) * | 1997-06-27 | 1999-03-09 | Osram Sylvania Inc | セラミックエンベロープ装置、セラミックエンベロープ装置を有するランプ及びセラミックエンベロープ装置を製造するための方法 |
| JPH1145682A (ja) * | 1997-07-26 | 1999-02-16 | Toto Ltd | ランプ、導電性材料及びその製造方法 |
| JP2001256919A (ja) * | 1999-12-23 | 2001-09-21 | General Electric Co <Ge> | 単端式セラミックアーク放電ランプ及び製造方法 |
| JP2002180106A (ja) * | 2000-10-03 | 2002-06-26 | Ngk Insulators Ltd | 金属製シームレスパイプ及びその製造方法 |
| JP2004214194A (ja) * | 2002-12-27 | 2004-07-29 | General Electric Co <Ge> | 高圧ショートアーク放電ランプ用の封止管材料 |
| JP2006092946A (ja) * | 2004-09-24 | 2006-04-06 | Toshiba Lighting & Technology Corp | 管球および封止部材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005183356A (ja) | 2005-07-07 |
| EP1544889A3 (en) | 2008-11-26 |
| EP1544889B1 (en) | 2011-09-28 |
| US20040135510A1 (en) | 2004-07-15 |
| CN1630020A (zh) | 2005-06-22 |
| ATE526676T1 (de) | 2011-10-15 |
| CN1630020B (zh) | 2010-06-23 |
| EP1544889A2 (en) | 2005-06-22 |
| US7839089B2 (en) | 2010-11-23 |
| PL1544889T3 (pl) | 2012-02-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4602691B2 (ja) | 独自にシールされた構成要素を有する密封ランプのシール技術及びランプ | |
| US7215081B2 (en) | HID lamp having material free dosing tube seal | |
| US7438621B2 (en) | Hermetical end-to-end sealing techniques and lamp having uniquely sealed components | |
| JP2008505442A (ja) | プロジェクタ用ランプを設計するためのシステムおよび方法 | |
| US4780646A (en) | High pressure discharge lamp structure | |
| WO1996021940A1 (fr) | Lampe a decharge haute pression et procede de production correspondant | |
| US7615929B2 (en) | Ceramic lamps and methods of making same | |
| JP2019164994A (ja) | レーザ維持プラズマランプ用の機械的密封管及びその製造方法 | |
| JP5214445B2 (ja) | モリブデン−レニウム端部キャップを有するセラミックランプ、並びに該ランプを備えるシステム及び方法 | |
| KR20050071705A (ko) | 고압 방전 램프 및 그 제조 방법 | |
| US7432657B2 (en) | Ceramic lamp having shielded niobium end cap and systems and methods therewith | |
| US8053990B2 (en) | High intensity discharge lamp having composite leg | |
| JP4696163B2 (ja) | セラミック製の放電管を備えた高圧放電ランプ | |
| JP4741843B2 (ja) | フィードスルーを有する、隙間のない端閉鎖部材 | |
| JP2698537B2 (ja) | 加熱装置 | |
| US8299709B2 (en) | Lamp having axially and radially graded structure | |
| CN100538993C (zh) | 高压放电灯 | |
| JP2001243918A (ja) | セラミックス放電ランプ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070416 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070416 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091222 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100318 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100408 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100408 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100401 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100907 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100930 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131008 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |