JP4587172B2 - 回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 - Google Patents
回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 Download PDFInfo
- Publication number
- JP4587172B2 JP4587172B2 JP2005106205A JP2005106205A JP4587172B2 JP 4587172 B2 JP4587172 B2 JP 4587172B2 JP 2005106205 A JP2005106205 A JP 2005106205A JP 2005106205 A JP2005106205 A JP 2005106205A JP 4587172 B2 JP4587172 B2 JP 4587172B2
- Authority
- JP
- Japan
- Prior art keywords
- optical element
- diffractive optical
- plane
- shape
- grating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Description
従来において、このような回折光学素子、あるいは回折光学素子成形用金型の製造に際しては、ダイヤモンド工具等の切削工具を使用し、格子形状に倣って並進させながら回折面形状を切削加工する製造方法が知られている。
例えば、特許文献1では、刃先形状を微小な面取りを設けた切削工具を用い、格子形状に倣って切削加工する方法が提案されている。また、特許文献2では、刃先形状を微小なRとした切削工具を用いて製造する方法が提案されている。
これに対し、上記従来例の特許文献3のものでは、上記の課題を解決して回折格子面の切削加工を可能としているが、垂直面加工において光軸方向に切り込む際に、格子頂点にバリが発生するという不具合が生じる。すなわち、このバリに光が乱反射してフレアを発生させ、回折効率の低下を招く原因となる。また、このようなバリを有する回折光学素子成形用金型を用いて回折光学素子を製造した場合には、このバリが成形時にアンダーカットとなり、金型から回折光学素子の成形品を離型する際に、その妨げとなり正確な回折面形状を得ることができないこととなる。
すなわち、本発明の回折光学素子は、表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子であって、
前記回折格子は、前記格子面と垂直面の間の格子頂点にバリ除去形状面を有し、前記バリ除去形状面は、光軸と垂直方向に1.0μm以下の幅で、前記格子面に対して10°以下の角度をなす平面であることを特徴としている。
また、本発明の回折光学素子の製造方法は、表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子を切削工具を用いて切削加工する回折光学素子の製造方法であって、
格子面を加工した後、垂直面を荒加工し、
前記荒加工した後、前記格子面に対して10°以下の角度をなすように前記切削工具を前記格子面側から垂直面側に移動して、格子頂点にバリ除去形状面を加工し、
前記バリ除去形状面を加工した後、前記垂直面を仕上げ面形状に加工することを特徴としている。
また、本発明の回折光学素子成形用金型の製造方法は、表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子の成形をする回折光学素子成形用金型を、切削工具を用いて切削加工する回折光学素子成形用金型の製造方法であって、
格子面を加工した後、垂直面を荒加工し、
前記荒加工した後、前記格子面に対して10°以下の角度をなすように前記切削工具を前記格子面側から垂直面側に移動して、格子頂点にバリ除去形状面を加工し、
前記バリ除去形状面を加工した後、前記垂直面を仕上げ面形状に加工することを特徴としている。
図4に本実施の形態に用いるXYCの3軸NC制御加工機の構成を示す。
図4において、5は加工すべき金型、7は回転軸、8は切削工具、9はXYCステージである。なお、このような加工機において、図4とは逆に切削工具8を回転軸7に取り付け、金型5をXYCステージに取り付けるようにしてもよいが、本実施の形態では図4のように構成したもの用いた。その際、金型6を取り付けた加工機の回転軸7を毎分3000回転で回転させると共に、XYCステージ9をプログラム制御により、毎分0.3mmの速度で移動させ、図1に示す切削加工工程により格子面を加工した。
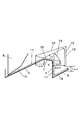
図1に示された11〜18の符号は上記切削加工における各工程(以下、これを工程11〜工程18という)を示すものであり、各工程に示された矢印位置まで工具刃先が移動される。本発明の実施の形態における回折光学素子の製造方法においては、これらの工程を経て、格子頂点にバリのない、所望の正確な回折格子形状を有する回折光学素子が切削加工される。
図1において、1はバリが除去された平面による格子頂点形状面(以下、これをバリ除去形状面という)、2及び4は回折格子における回折機能を有する斜面(以下、これを格子面という)、3は垂直面である。また、10は切削工具8の刃先の横切刃である。
ここで、バリ除去形状は、格子面2と垂直面3との間の光軸と垂直方向の幅dと、バリ除去形状面と格子面とのなす角度αで定義する。
(1)まず、工程11において、横切刃10によって角度αが10°以下の格子面2を加工しながら、格子面2を延長した線上における垂直面3から2μmだけ離れた位置(工程11の矢印で示された位置)まで、工具刃先を移動させる。
(2)つぎに、工程12において、上記垂直面3から2μm離れた位置を平行に切り込みながら次の格子面4まで1μmだけ残す位置まで荒加工形状を切削加工しながら、工具刃先を移動させる(工程12の矢印で示された位置)。なお、ここでの荒加工においては次の格子面4まで1μmだけ残すように加工したが、この距離は1μmに限られるものではなく、5μm以下であればよい。
(3)つぎに、工程13において、前記工程12において移動させた位置から工程12の切り込み開始点まで工具刃先を戻す。(工程13の矢印で示された位置)。
(4)つぎに、工程14において、上記工程12の開始点からバリ除去形状面1を延長した直線上を格子面2側に1μmだけ離れた位置まで、工具刃先を移動させる(工程14の矢印で示された位置)。
(5)つぎに、工程15において、上記工具刃先を移動させた格子面側から上記垂直面3側に、前記バリ除去形状面1を延長した直線上を進み、幅1.0μm以下のバリ除去形状1を加工し、垂直面3から1μmだけ離れた位置まで切削しながら、工具刃先を移動させる(工程15の矢印で示された位置)。
(6)つぎに、工程16において、前記工程15において切削した位置から格子頂点が切削される以前において本来あるべき点まで、工具刃先を移動させる(工程16の矢印で示された位置)。
(7)つぎに、工程17において、前記工程16において工具刃先を移動させた位置から垂直面3の底部まで切り込みながら、前記工程15で切削加工したバリ除去加工面1を経て、前記工程12の垂直面の荒加工形状をさらに仕上面形状に切削加工しながら、つぎのの格子面4の加工開始位置まで、工具刃先を移動させる(工程17の矢印で示された位置)。
(8)つぎに、工程18において、前記工程11と同様につぎの格子面4を切削加工し(工程18の矢印で示された位置)、このような一連の工程を繰り返し、表面に光軸を中心とする回転対称形状の回折格子を有する回折光学素子成形用金型を製造する。
なお、以上では回折光学素子成形用金型の製造方法について説明したが、加工すべき回折光学素子の素材6に対して、工具8によって直接回折格子を切削加工して、回折光学素子を形成することができることは、説明するまでもないことである。
また、本実施の形態の製造方法によれば、非光学有効部面積を最小限に抑えることができ、また、バリ除去加工方法は工具刃先にかかる負荷が少ないため工具の寿命を縮めることがない。
また、バリ除去加工面粗さは、格子面粗さと比べて20%以下に抑えることができる。
また、積層型回折格子を構成するに際して、本実施の形態による回折格子を適用し、複数積層した回折格子の全てを、上記したバリの除去された同じ形状とすることで、設計値次数以外の回折光を低減させ、フレアの発生を抑制することが可能となる。
また、前記格子面の加工に際し、前記横切刃の長さ方向が前記格子面に対し30°以下になるように取り付け、切削すべき回折面と切削工具とを相対的に回転させると共に並進移動させながら、前記格子面の低所から高所に向けて格子形状に沿って加工することで、工具刃先の磨耗に影響を受けない正確な格子面の加工が可能となる。
本実施例においては、図4に示す3軸NC制御加工機を用い、上記実施の形態の回折光学素子成形用金型の製造方法によって、回折光学素子成形用金型を製造した。その際、加工すべき金型6には、金型6の表面には加工層として無電解ニッケルメッキを施し、母材としてプラスチック金型用鋼材を用いた。
ここで、金型6を取り付けた加工機の回転軸7を毎分3000回転で回転させると共に、XYCステージ9をプログラム制御により、毎分0.3mmの速度で移動させ、上記実施の形態の回折光学素子成形用金型の製造方法で説明した工程11〜工程18の手順にしたがって、本実施例の金型と比較例の金型とを製造した。
図2に本実施例で製造した金型の格子頂点におけるバリ除去形状を、また、図3に比較例として製造した金型の格子頂点におけるバリ除去形状を示す。
その結果をつぎの表1に示す。

2:格子面
3:垂直面
4:格子面
10:切削工具刃先の横切刃
11〜18:切削加工における各工程
d:バリ除去形状における格子面2と垂直面3との間の幅
α:バリ除去形状面と格子面とのなす角度
Claims (5)
- 表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子であって、
前記回折格子は、前記格子面と垂直面の間の格子頂点にバリ除去形状面を有し、前記バリ除去形状面は、光軸と垂直方向に1.0μm以下の幅で、前記格子面に対して10°以下の角度をなす平面であることを特徴とする回折光学素子。 - 複数の回折光学素子を積層した回折光学素子において、前記複数の回折光学素子の各々が請求項1に記載の回折光学素子によって構成されていることを特徴とする回折光学素子。
- 表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子を切削工具を用いて切削加工する回折光学素子の製造方法であって、
格子面を加工した後、垂直面を荒加工し、
前記荒加工した後、前記格子面に対して10°以下の角度をなすように前記切削工具を前記格子面側から垂直面側に移動して、格子頂点にバリ除去形状面を加工し、
前記バリ除去形状面を加工した後、前記垂直面を仕上げ面形状に加工することを特徴とする回折光学素子の製造方法。 - 表面に光軸を中心とする回転対称形状の、格子面及び垂直面を持つ回折格子を有する回折光学素子の成形をする回折光学素子成形用金型を、切削工具を用いて切削加工する回折光学素子成形用金型の製造方法であって、
格子面を加工した後、垂直面を荒加工し、
前記荒加工した後、前記格子面に対して10°以下の角度をなすように前記切削工具を前記格子面側から垂直面側に移動して、格子頂点にバリ除去形状面を加工し、
前記バリ除去形状面を加工した後、前記垂直面を仕上げ面形状に加工することを特徴とする回折光学素子成形用金型の製造方法。 - 前記回折光学素子成形用金型は、母材としてプラスチック金型用鋼材が用いられることを特徴とする請求項4に記載の回折光学素子成形用金型の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005106205A JP4587172B2 (ja) | 2005-04-01 | 2005-04-01 | 回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005106205A JP4587172B2 (ja) | 2005-04-01 | 2005-04-01 | 回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006285011A JP2006285011A (ja) | 2006-10-19 |
| JP2006285011A5 JP2006285011A5 (ja) | 2008-05-15 |
| JP4587172B2 true JP4587172B2 (ja) | 2010-11-24 |
Family
ID=37406996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005106205A Expired - Fee Related JP4587172B2 (ja) | 2005-04-01 | 2005-04-01 | 回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4587172B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5010377B2 (ja) * | 2007-07-20 | 2012-08-29 | 株式会社東芝 | 回折光学素子、回折光学素子成形用金型、および回折光学素子成形用金型の製造方法 |
| JP6173077B2 (ja) * | 2013-07-08 | 2017-08-02 | キヤノン株式会社 | ブレーズ型回折格子の製造方法およびそのための型の製造方法 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5548561A (en) * | 1978-09-28 | 1980-04-07 | Hashimoto Forming Co Ltd | Cutting method of foreign material produced in level different surface part and its device |
| JPS5667822A (en) * | 1979-11-07 | 1981-06-08 | Canon Inc | Focal diaphragm |
| JPS57161843A (en) * | 1981-03-31 | 1982-10-05 | Canon Inc | Focusing glass |
| JPH081403A (ja) * | 1994-06-22 | 1996-01-09 | Fukui Seisakusho:Kk | Nc装置付き工作機械によるネジ端部バリ取り方法 |
| JPH09127322A (ja) * | 1995-08-29 | 1997-05-16 | Olympus Optical Co Ltd | 回折光学素子 |
| JPH1110401A (ja) * | 1997-04-21 | 1999-01-19 | Asahi Optical Co Ltd | 輪帯レンズ成形用金型の加工方法及びそのバイト |
| JPH11188502A (ja) * | 1997-12-24 | 1999-07-13 | Isuzu Motors Ltd | 異種金属複合製品の切削方法 |
| JPH11197902A (ja) * | 1997-12-29 | 1999-07-27 | Canon Inc | 回折面形状の製造方法 |
| JP2000263310A (ja) * | 1999-03-19 | 2000-09-26 | Canon Inc | 光学素子の加工方法及び成形用型の加工方法 |
| JP2002189114A (ja) * | 2000-10-02 | 2002-07-05 | Konica Corp | 光学素子、金型及び工具 |
| JP2002350622A (ja) * | 2001-05-25 | 2002-12-04 | Canon Inc | 回折光学素子及びその旋削加工方法 |
| JP2005040912A (ja) * | 2003-07-24 | 2005-02-17 | Takamatsu Machinery Co Ltd | 加工装置 |
-
2005
- 2005-04-01 JP JP2005106205A patent/JP4587172B2/ja not_active Expired - Fee Related
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5548561A (en) * | 1978-09-28 | 1980-04-07 | Hashimoto Forming Co Ltd | Cutting method of foreign material produced in level different surface part and its device |
| JPS5667822A (en) * | 1979-11-07 | 1981-06-08 | Canon Inc | Focal diaphragm |
| JPS57161843A (en) * | 1981-03-31 | 1982-10-05 | Canon Inc | Focusing glass |
| JPH081403A (ja) * | 1994-06-22 | 1996-01-09 | Fukui Seisakusho:Kk | Nc装置付き工作機械によるネジ端部バリ取り方法 |
| JPH09127322A (ja) * | 1995-08-29 | 1997-05-16 | Olympus Optical Co Ltd | 回折光学素子 |
| JPH1110401A (ja) * | 1997-04-21 | 1999-01-19 | Asahi Optical Co Ltd | 輪帯レンズ成形用金型の加工方法及びそのバイト |
| JPH11188502A (ja) * | 1997-12-24 | 1999-07-13 | Isuzu Motors Ltd | 異種金属複合製品の切削方法 |
| JPH11197902A (ja) * | 1997-12-29 | 1999-07-27 | Canon Inc | 回折面形状の製造方法 |
| JP2000263310A (ja) * | 1999-03-19 | 2000-09-26 | Canon Inc | 光学素子の加工方法及び成形用型の加工方法 |
| JP2002189114A (ja) * | 2000-10-02 | 2002-07-05 | Konica Corp | 光学素子、金型及び工具 |
| JP2002350622A (ja) * | 2001-05-25 | 2002-12-04 | Canon Inc | 回折光学素子及びその旋削加工方法 |
| JP2005040912A (ja) * | 2003-07-24 | 2005-02-17 | Takamatsu Machinery Co Ltd | 加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2006285011A (ja) | 2006-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5864920B2 (ja) | 回折格子の製造方法 | |
| JP5010377B2 (ja) | 回折光学素子、回折光学素子成形用金型、および回折光学素子成形用金型の製造方法 | |
| JP5731811B2 (ja) | ブレーズ型回折格子の製造方法及びそのための型の製造方法 | |
| JP4587172B2 (ja) | 回折光学素子、回折光学素子の製造方法、及び回折光学素子成形用金型の製造方法 | |
| JP4158837B2 (ja) | 金型、光学素子、光学素子成形用の金型及びその製造方法 | |
| JP4313686B2 (ja) | 輪帯光学素子用金型の製造方法 | |
| JP4339573B2 (ja) | 単結晶ダイヤモンドを用いたエンドミル | |
| JP2004219494A (ja) | 光学素子の製造方法 | |
| JP4556676B2 (ja) | プレス金型の抜き刃の二番逃がし部加工方法 | |
| JP5445128B2 (ja) | 光学素子及び光学素子用金型の加工方法 | |
| JP6566618B2 (ja) | 金型の製造方法、光学部材の製造方法、および光学機器の製造方法 | |
| JP5035763B2 (ja) | 加工方法 | |
| JP4582496B2 (ja) | 加工方法 | |
| JP6602056B2 (ja) | 光学素子の製造方法、金型、レンズアレイ、画像形成装置、および画像読み取り装置 | |
| JP2004188511A (ja) | 微細溝加工方法及び微細溝形状加工品並びに成形品 | |
| JP4582495B2 (ja) | 加工方法 | |
| US11433606B2 (en) | Three-dimensional shape processing method | |
| JP2011147983A (ja) | 成形工具とその加工方法 | |
| US9372289B2 (en) | Method of manufacturing a diffraction grating | |
| JP2009025655A (ja) | 回折光学素子、回折光学素子成形用金型、および回折光学素子成形用金型の製造方法 | |
| JP2006285011A5 (ja) | ||
| JP2002350622A (ja) | 回折光学素子及びその旋削加工方法 | |
| JPWO2019163630A1 (ja) | 金型の製造方法 | |
| JP2003136541A (ja) | タイヤ成形用金型に埋設する三次元ブレード板の製造方法及びその三次元ブレード板の製造用金型 | |
| JPH10244560A (ja) | 射出成形用金型およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080401 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100830 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100831 Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100906 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4587172 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130917 Year of fee payment: 3 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D03 |
|
| LAPS | Cancellation because of no payment of annual fees |