JP2017150077A - 塗装めっき金属板 - Google Patents
塗装めっき金属板 Download PDFInfo
- Publication number
- JP2017150077A JP2017150077A JP2017032492A JP2017032492A JP2017150077A JP 2017150077 A JP2017150077 A JP 2017150077A JP 2017032492 A JP2017032492 A JP 2017032492A JP 2017032492 A JP2017032492 A JP 2017032492A JP 2017150077 A JP2017150077 A JP 2017150077A
- Authority
- JP
- Japan
- Prior art keywords
- film
- coating
- metal plate
- inorganic
- coated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 109
- 239000002184 metal Substances 0.000 title claims abstract description 108
- 239000011248 coating agent Substances 0.000 claims abstract description 130
- 238000000576 coating method Methods 0.000 claims abstract description 130
- 238000007747 plating Methods 0.000 claims abstract description 71
- -1 inorganic acid amine salt Chemical class 0.000 claims abstract description 37
- 239000000049 pigment Substances 0.000 claims abstract description 26
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 claims abstract description 10
- 230000003449 preventive effect Effects 0.000 claims abstract description 10
- 229910000831 Steel Inorganic materials 0.000 claims description 162
- 239000010959 steel Substances 0.000 claims description 162
- 239000012528 membrane Substances 0.000 claims description 13
- NHFDKKSSQWCEES-UHFFFAOYSA-N dihydrogen phosphate;tris(2-hydroxyethyl)azanium Chemical compound OP(O)(O)=O.OCCN(CCO)CCO NHFDKKSSQWCEES-UHFFFAOYSA-N 0.000 claims description 12
- ZFAKTZXUUNBLEB-UHFFFAOYSA-N dicyclohexylazanium;nitrite Chemical compound [O-]N=O.C1CCCCC1[NH2+]C1CCCCC1 ZFAKTZXUUNBLEB-UHFFFAOYSA-N 0.000 claims description 5
- HYYHQASRTSDPOD-UHFFFAOYSA-N hydroxylamine;phosphoric acid Chemical compound ON.OP(O)(O)=O HYYHQASRTSDPOD-UHFFFAOYSA-N 0.000 claims description 4
- 150000001875 compounds Chemical class 0.000 claims description 2
- 230000037452 priming Effects 0.000 abstract 2
- 239000007788 liquid Substances 0.000 description 83
- 239000000126 substance Substances 0.000 description 79
- 239000010410 layer Substances 0.000 description 76
- 238000006243 chemical reaction Methods 0.000 description 69
- 238000004519 manufacturing process Methods 0.000 description 44
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 27
- 238000000034 method Methods 0.000 description 25
- 238000005260 corrosion Methods 0.000 description 23
- 230000007797 corrosion Effects 0.000 description 23
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical group O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 21
- 238000010438 heat treatment Methods 0.000 description 21
- 229920005989 resin Polymers 0.000 description 21
- 239000011347 resin Substances 0.000 description 21
- 238000001035 drying Methods 0.000 description 19
- 239000003973 paint Substances 0.000 description 16
- 239000000243 solution Substances 0.000 description 16
- 238000002360 preparation method Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 14
- 238000003860 storage Methods 0.000 description 13
- 238000005238 degreasing Methods 0.000 description 12
- 150000001412 amines Chemical class 0.000 description 11
- 239000007921 spray Substances 0.000 description 11
- 238000007739 conversion coating Methods 0.000 description 10
- 238000005406 washing Methods 0.000 description 9
- 239000000377 silicon dioxide Chemical group 0.000 description 8
- 229910001335 Galvanized steel Inorganic materials 0.000 description 7
- 238000001816 cooling Methods 0.000 description 7
- 230000000694 effects Effects 0.000 description 7
- 239000008397 galvanized steel Substances 0.000 description 7
- 238000005507 spraying Methods 0.000 description 6
- 239000004606 Fillers/Extenders Substances 0.000 description 5
- 229910019142 PO4 Inorganic materials 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 5
- 239000010452 phosphate Substances 0.000 description 5
- 238000001179 sorption measurement Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 239000011651 chromium Substances 0.000 description 4
- 239000010941 cobalt Substances 0.000 description 4
- 229910017052 cobalt Inorganic materials 0.000 description 4
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 4
- 239000008119 colloidal silica Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000003112 inhibitor Substances 0.000 description 4
- 238000010422 painting Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000001846 repelling effect Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 4
- 229920000877 Melamine resin Polymers 0.000 description 3
- 239000004480 active ingredient Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- ZCDOYSPFYFSLEW-UHFFFAOYSA-N chromate(2-) Chemical compound [O-][Cr]([O-])(=O)=O ZCDOYSPFYFSLEW-UHFFFAOYSA-N 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 3
- 230000001771 impaired effect Effects 0.000 description 3
- 150000007522 mineralic acids Chemical class 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000010935 stainless steel Substances 0.000 description 3
- 229910001220 stainless steel Inorganic materials 0.000 description 3
- 229910052719 titanium Inorganic materials 0.000 description 3
- 239000010936 titanium Substances 0.000 description 3
- FWLHAQYOFMQTHQ-UHFFFAOYSA-N 2-N-[8-[[8-(4-aminoanilino)-10-phenylphenazin-10-ium-2-yl]amino]-10-phenylphenazin-10-ium-2-yl]-8-N,10-diphenylphenazin-10-ium-2,8-diamine hydroxy-oxido-dioxochromium Chemical compound O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.O[Cr]([O-])(=O)=O.Nc1ccc(Nc2ccc3nc4ccc(Nc5ccc6nc7ccc(Nc8ccc9nc%10ccc(Nc%11ccccc%11)cc%10[n+](-c%10ccccc%10)c9c8)cc7[n+](-c7ccccc7)c6c5)cc4[n+](-c4ccccc4)c3c2)cc1 FWLHAQYOFMQTHQ-UHFFFAOYSA-N 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 229910018137 Al-Zn Inorganic materials 0.000 description 2
- 229910018573 Al—Zn Inorganic materials 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 229920000298 Cellophane Polymers 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910011214 Ti—Mo Inorganic materials 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 125000003277 amino group Chemical group 0.000 description 2
- 239000007864 aqueous solution Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- JOPOVCBBYLSVDA-UHFFFAOYSA-N chromium(6+) Chemical compound [Cr+6] JOPOVCBBYLSVDA-UHFFFAOYSA-N 0.000 description 2
- 239000010960 cold rolled steel Substances 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 239000001023 inorganic pigment Substances 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 229910000734 martensite Inorganic materials 0.000 description 2
- 239000012860 organic pigment Substances 0.000 description 2
- IEQIEDJGQAUEQZ-UHFFFAOYSA-N phthalocyanine Chemical compound N1C(N=C2C3=CC=CC=C3C(N=C3C4=CC=CC=C4C(=N4)N3)=N2)=C(C=CC=C2)C2=C1N=C1C2=CC=CC=C2C4=N1 IEQIEDJGQAUEQZ-UHFFFAOYSA-N 0.000 description 2
- 238000005554 pickling Methods 0.000 description 2
- 229920000767 polyaniline Polymers 0.000 description 2
- 229910000859 α-Fe Inorganic materials 0.000 description 2
- OSNILPMOSNGHLC-UHFFFAOYSA-N 1-[4-methoxy-3-(piperidin-1-ylmethyl)phenyl]ethanone Chemical compound COC1=CC=C(C(C)=O)C=C1CN1CCCCC1 OSNILPMOSNGHLC-UHFFFAOYSA-N 0.000 description 1
- LVOJOIBIVGEQBP-UHFFFAOYSA-N 4-[[2-chloro-4-[3-chloro-4-[(5-hydroxy-3-methyl-1-phenylpyrazol-4-yl)diazenyl]phenyl]phenyl]diazenyl]-5-methyl-2-phenylpyrazol-3-ol Chemical compound CC1=NN(C(O)=C1N=NC1=CC=C(C=C1Cl)C1=CC(Cl)=C(C=C1)N=NC1=C(O)N(N=C1C)C1=CC=CC=C1)C1=CC=CC=C1 LVOJOIBIVGEQBP-UHFFFAOYSA-N 0.000 description 1
- IYHIFXGFKVJNBB-UHFFFAOYSA-N 5-chloro-2-[(2-hydroxynaphthalen-1-yl)diazenyl]-4-methylbenzenesulfonic acid Chemical compound C1=C(Cl)C(C)=CC(N=NC=2C3=CC=CC=C3C=CC=2O)=C1S(O)(=O)=O IYHIFXGFKVJNBB-UHFFFAOYSA-N 0.000 description 1
- GZVHEAJQGPRDLQ-UHFFFAOYSA-N 6-phenyl-1,3,5-triazine-2,4-diamine Chemical compound NC1=NC(N)=NC(C=2C=CC=CC=2)=N1 GZVHEAJQGPRDLQ-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- VVAVKBBTPWYADW-UHFFFAOYSA-L Biebrich scarlet Chemical compound [Na+].[Na+].OC1=CC=C2C=CC=CC2=C1N=NC(C(=C1)S([O-])(=O)=O)=CC=C1N=NC1=CC=C(S([O-])(=O)=O)C=C1 VVAVKBBTPWYADW-UHFFFAOYSA-L 0.000 description 1
- BHPQYMZQTOCNFJ-UHFFFAOYSA-N Calcium cation Chemical group [Ca+2] BHPQYMZQTOCNFJ-UHFFFAOYSA-N 0.000 description 1
- 108091005944 Cerulean Proteins 0.000 description 1
- 229910002515 CoAl Inorganic materials 0.000 description 1
- 229910000684 Cobalt-chrome Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229910002555 FeNi Inorganic materials 0.000 description 1
- 229910000604 Ferrochrome Inorganic materials 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 1
- 229920001807 Urea-formaldehyde Polymers 0.000 description 1
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- AUNAPVYQLLNFOI-UHFFFAOYSA-L [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O Chemical compound [Pb++].[Pb++].[Pb++].[O-]S([O-])(=O)=O.[O-][Cr]([O-])(=O)=O.[O-][Mo]([O-])(=O)=O AUNAPVYQLLNFOI-UHFFFAOYSA-L 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 1
- QPLNUHHRGZVCLQ-UHFFFAOYSA-K aluminum;[oxido(phosphonooxy)phosphoryl] phosphate Chemical compound [Al+3].OP([O-])(=O)OP([O-])(=O)OP(O)([O-])=O QPLNUHHRGZVCLQ-UHFFFAOYSA-K 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- QBLDFAIABQKINO-UHFFFAOYSA-N barium borate Chemical compound [Ba+2].[O-]B=O.[O-]B=O QBLDFAIABQKINO-UHFFFAOYSA-N 0.000 description 1
- HEQCHSSPWMWXBH-UHFFFAOYSA-L barium(2+) 1-[(2-carboxyphenyl)diazenyl]naphthalen-2-olate Chemical compound [Ba++].Oc1ccc2ccccc2c1N=Nc1ccccc1C([O-])=O.Oc1ccc2ccccc2c1N=Nc1ccccc1C([O-])=O HEQCHSSPWMWXBH-UHFFFAOYSA-L 0.000 description 1
- 229910001424 calcium ion Inorganic materials 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- PZTQVMXMKVTIRC-UHFFFAOYSA-L chembl2028348 Chemical compound [Ca+2].[O-]S(=O)(=O)C1=CC(C)=CC=C1N=NC1=C(O)C(C([O-])=O)=CC2=CC=CC=C12 PZTQVMXMKVTIRC-UHFFFAOYSA-L 0.000 description 1
- ZLFVRXUOSPRRKQ-UHFFFAOYSA-N chembl2138372 Chemical compound [O-][N+](=O)C1=CC(C)=CC=C1N=NC1=C(O)C=CC2=CC=CC=C12 ZLFVRXUOSPRRKQ-UHFFFAOYSA-N 0.000 description 1
- 229910000423 chromium oxide Inorganic materials 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 239000010952 cobalt-chrome Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- XCJYREBRNVKWGJ-UHFFFAOYSA-N copper(II) phthalocyanine Chemical compound [Cu+2].C12=CC=CC=C2C(N=C2[N-]C(C3=CC=CC=C32)=N2)=NC1=NC([C]1C=CC=CC1=1)=NC=1N=C1[C]3C=CC=CC3=C2[N-]1 XCJYREBRNVKWGJ-UHFFFAOYSA-N 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- SUXCALIDMIIJCK-UHFFFAOYSA-L disodium;4-amino-3-[[4-[4-[(1-amino-4-sulfonatonaphthalen-2-yl)diazenyl]-3-methylphenyl]-2-methylphenyl]diazenyl]naphthalene-1-sulfonate Chemical compound [Na+].[Na+].C1=CC=CC2=C(N)C(N=NC3=CC=C(C=C3C)C=3C=C(C(=CC=3)N=NC=3C(=C4C=CC=CC4=C(C=3)S([O-])(=O)=O)N)C)=CC(S([O-])(=O)=O)=C21 SUXCALIDMIIJCK-UHFFFAOYSA-L 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- UCNNJGDEJXIUCC-UHFFFAOYSA-L hydroxy(oxo)iron;iron Chemical compound [Fe].O[Fe]=O.O[Fe]=O UCNNJGDEJXIUCC-UHFFFAOYSA-L 0.000 description 1
- 125000001841 imino group Chemical group [H]N=* 0.000 description 1
- 229910017053 inorganic salt Inorganic materials 0.000 description 1
- 239000011229 interlayer Substances 0.000 description 1
- 230000009545 invasion Effects 0.000 description 1
- 238000005342 ion exchange Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 235000010187 litholrubine BK Nutrition 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 238000004020 luminiscence type Methods 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- GVALZJMUIHGIMD-UHFFFAOYSA-H magnesium phosphate Chemical group [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O GVALZJMUIHGIMD-UHFFFAOYSA-H 0.000 description 1
- 239000004137 magnesium phosphate Chemical group 0.000 description 1
- 229910000157 magnesium phosphate Inorganic materials 0.000 description 1
- 229960002261 magnesium phosphate Drugs 0.000 description 1
- 235000010994 magnesium phosphates Nutrition 0.000 description 1
- IJPPOBHVBIMQFD-UHFFFAOYSA-K magnesium;zinc;phosphate Chemical group [Mg+2].[Zn+2].[O-]P([O-])([O-])=O IJPPOBHVBIMQFD-UHFFFAOYSA-K 0.000 description 1
- 229910052748 manganese Inorganic materials 0.000 description 1
- 239000011572 manganese Substances 0.000 description 1
- 150000007974 melamines Chemical class 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- MEFBJEMVZONFCJ-UHFFFAOYSA-N molybdate Chemical compound [O-][Mo]([O-])(=O)=O MEFBJEMVZONFCJ-UHFFFAOYSA-N 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- WOTPFVNWMLFMFW-ISLYRVAYSA-N para red Chemical compound OC1=CC=C2C=CC=CC2=C1\N=N\C1=CC=C(N(=O)=O)C=C1 WOTPFVNWMLFMFW-ISLYRVAYSA-N 0.000 description 1
- 235000012736 patent blue V Nutrition 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000011342 resin composition Substances 0.000 description 1
- 229920003987 resole Polymers 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 229910052712 strontium Inorganic materials 0.000 description 1
- NVKTUNLPFJHLCG-UHFFFAOYSA-N strontium chromate Chemical compound [Sr+2].[O-][Cr]([O-])(=O)=O NVKTUNLPFJHLCG-UHFFFAOYSA-N 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 230000002195 synergetic effect Effects 0.000 description 1
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 description 1
- 230000002123 temporal effect Effects 0.000 description 1
- VMFOHNMEJNFJAE-UHFFFAOYSA-N trimagnesium;diphosphite Chemical group [Mg+2].[Mg+2].[Mg+2].[O-]P([O-])[O-].[O-]P([O-])[O-] VMFOHNMEJNFJAE-UHFFFAOYSA-N 0.000 description 1
- AUTOISGCBLBLBA-UHFFFAOYSA-N trizinc;diphosphite Chemical group [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])[O-].[O-]P([O-])[O-] AUTOISGCBLBLBA-UHFFFAOYSA-N 0.000 description 1
- 235000013799 ultramarine blue Nutrition 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- LRXTYHSAJDENHV-UHFFFAOYSA-H zinc phosphate Chemical group [Zn+2].[Zn+2].[Zn+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LRXTYHSAJDENHV-UHFFFAOYSA-H 0.000 description 1
- 229910000165 zinc phosphate Inorganic materials 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C28/00—Coating for obtaining at least two superposed coatings either by methods not provided for in a single one of groups C23C2/00 - C23C26/00 or by combinations of methods provided for in subclasses C23C and C25C or C25D
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Laminated Bodies (AREA)
- Chemical Treatment Of Metals (AREA)
Abstract
Description
板厚0.5mmの冷間圧延鋼板の両面に、溶融55%Al−Zn合金のめっき層を作製することにより、めっき鋼板を作製した。当該めっき鋼板の片面でのめっき付着量は、80g/m2である。
濃度が0.5質量%となるようにリン酸トリエタノールアミンを水と混合し、0.5質量%リン酸トリエタノールアミン水溶液を得た。こうして、無機処理液を調製した。これを処理液1とする。
リン酸トリエタノールアミンに代えてアミン系有機インヒビター「キレスライト W−530」(キレスト株式会社製、「キレスライト」は同社の登録商標)を用いた以外は無機処理液の調製例1と同様にして、比較用処理液を調製した。これを処理液C1とする。
日本ペイント株式会社製の「NRC300」を用意し、これを化成処理液1とした。化成処理液1は、無機系成分を主体とする化成処理液である。
日本ペイント・インダストリアルコーティングス株式会社製の「ファインタフC 700Pプライマー」を用意し、これを下塗り塗料とした。当該下塗り塗料は、エポキシ樹脂系のプライマー塗料である。
ポリエステル系クリア塗料(「NSC250HQ」、日本ペイント・インダストリアルコーティングス株式会社製)に酸化チタン(「タイペークWHITE R−930」、石原産業株式会社製、「タイペーク」は同社の登録商標)を樹脂固形分100質量部に対して5質量部添加し、混合して均一に分散させた。こうして、上塗り塗料を調製した。
25℃、50%RHの恒温恒湿室にて、上記めっき鋼板を10〜30日間保管した。10日間保管しためっき鋼板を原板1、20日間保管しためっき鋼板を原板2、30日間保管しためっき鋼板を原板3とする。
めっき鋼板を処理液1に5秒間浸漬し、次いで、リン(P)換算での付着量が0.01mg/m2となるように、めっき鋼板における処理液1の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に処理液1の膜を乾燥させた。こうして、めっき層の表面に無機酸アミン塩を含有する層(無機皮膜)を有するめっき鋼板を得た。
処理液1の付着量を0.01mg/m2から0.05mg/m2に変える以外は塗装めっき鋼板4〜6の製造と同様にして、塗装めっき鋼板7〜9を製造した。
処理液1の付着量を0.01mg/m2から0.1mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板10、11を製造した。また、処理液1の付着量を0.01mg/m2から0.3mg/m2に変える以外は塗装めっき鋼板4、6の製造と同様にして、塗装めっき鋼板12、13を製造した。
処理液1の付着量を0.01mg/m2から0.5mg/m2、1.0mg/m2、2.0mg/m2にそれぞれ変える以外は塗装めっき鋼板6の製造と同様にして、塗装めっき鋼板14〜16をそれぞれ製造した。
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板14の製造と同様にして、塗装めっき鋼板17を製造した。
処理液1に代えて処理液C1を用い、アミン換算付着量が0.5mg/m2となるように、めっき鋼板における処理液C1の量を絞りロールにて調整し、到達板温70℃で15秒間加熱して、めっき層鋼板のめっき層の表面に処理液C1の膜を乾燥させた。こうして、めっき層の表面に有機アミンを含有する層を有するめっき鋼板を得た。一部を原板18とし、一部を25℃、50%RHの恒温恒湿室にて30日間保管して原板19とした。
化成処理液1に代えて化成処理液2を用いる以外は塗装めっき鋼板18、19の製造と同様にして、塗装めっき鋼板20、21をそれぞれ製造した。
(1)塗布性の安定性
塗装めっき鋼板1〜21のそれぞれの製造において、原板1〜21のそれぞれに化成処理液を塗布した後の外観を目視にて観察し、全くはじきがない(はじき部分の面積率Srが0%である)ものを「A」、Srが0%超5%未満のものを「B」、Srが5%以上30%未満のものを「C」、Srが30%以上のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
塗装めっき鋼板1〜21のそれぞれを、塗膜が外側になるように180°折り曲げ加工した(1t曲げ)。次いで、曲げ稜線部にセロハンテープを貼り付け、曲げ稜線上の塗装面に対して垂直方向にセロハンテープを剥がし、塗膜の剥離状態を目視で観察し、加工部の塗膜残存率を評価した。具体的には、塗膜残存率Rrが100%のものを「A」、Rrが90%以上100%未満のものを「B」、Rrが80%以上90%未満のものを「C」、Rrが80%未満のものを「D」、と評価した。「A」、「B」または「C」であれば実用上問題ない。
塗装めっき鋼板1〜21のそれぞれから、70mm×150mmのサンプルを切り出し、上下の切断端面及び裏面を塗料で補修して試験片1〜21を作製した。次いで、試験片1〜21のそれぞれについて、60サイクルの複合腐食試験を行った後、補修していない切断端面から発生した塗膜の最大膨れ幅を測定した。上記複合腐食試験における1サイクルは、1)5%NaCl腐食液噴霧(温度:35℃×1時間)、2)乾燥(温度:50℃×4時間)、3)湿潤(温度:50℃×3時間、相対湿度:98%)の3工程である。上記最大膨れ幅とは、(切断端面部からの膨れの侵入深さが最大になっている幅)を言う。最大膨れ幅Wmが3mm未満の場合を「A」、Wmが3mm以上5mm未満の場合を「B」、Wmが5mm以上7mm未満の場合を「C」、Wmが7mm以上の場合を「D」として評価した。「A」、「B」または「C」であれば実用上問題ない。

リン酸トリエタノールアミンに代えてリン酸ヒドロキシアミンを用いた以外は無機処理液の調製例1と同様にして無機処理液を調製した。これを処理液2とする。
リン酸トリエタノールアミンに代えて亜硝酸ジシクロヘキシルアミンを用いた以外は無機処理液の調製例1と同様にして無機処理液を調製した。これを処理液3とする。
処理液1に代えて処理液2を用いる以外は塗装めっき鋼板9、11、13の製造と同様にして、塗装めっき鋼板22〜24をそれぞれ製造した。また、処理液1に代えて処理液3を用いる以外は塗装めっき鋼板9、11、13の製造と同様にして、塗装めっき鋼板25〜27をそれぞれ製造した。なお、塗装めっき鋼板25〜27の製造における処理液3の付着量は、アミノ基換算の値である。
0.5質量%リン酸トリエタノールアミン水溶液にコロイダルシリカ「アデライト AT−30A」(株式会社ADEKA製、「アデライト」は同社の登録商標)を0.8質量%となる量で添加、混合、分散させて無機処理液を調製した。これを処理液C2とする。また、コロイダルシリカの添加量を0.6質量%となる量に変更する以外は無機処理液の調製例4と同様にして、無機処理液をそれぞれ調製した。これを処理液C3とする。
コロイダルシリカの添加量をそれぞれ、0.4質量%、0.2質量%および0.12質量%となる量に変更する以外は無機処理液の調製例4と同様にして、無機処理液をそれぞれ調製した。シリカの含有量が0.4質量%の無機処理液を処理液4とし、シリカの含有量が0.2質量%の無機処理液を処理液5とし、シリカの含有量が0.12質量%の無機処理液を処理液6とする。
処理液1に代えて処理液C2、C3および4〜6のそれぞれを用いる以外は塗装めっき鋼板11の製造と同様にして、塗装めっき鋼板28〜32をそれぞれ製造した。
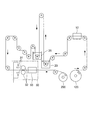
20 めっき浴
25 水冷装置
30 無機皮膜製造装置
31 塗布装置
32 拭き取り装置
33、52 乾燥装置
40 水洗装置
41 水噴霧装置
42 水除去装置
50 化成処理装置
51 化成処理液塗布装置
60 下塗り装置
61 第1塗布装置
62 第1加熱装置
70 上塗り装置
71 第2塗布装置
72 第2加熱装置
100 鋼帯コイル
200 めっき鋼帯コイル
300 塗装めっき鋼帯コイル
R ローラ
Claims (5)
- 金属板およびその表面に配置されているめっき層を有するめっき金属板と、前記めっき層の表面に配置されている、無機酸アミン塩を含む無機皮膜と、前記無機皮膜上に配置されている、防錆顔料を含む下塗り塗膜と、前記下塗り塗膜上に配置されている上塗り塗膜と、を有し、
前記無機皮膜における前記無機酸アミン塩の含有量は、50質量%以上である、塗装めっき金属板。 - 前記無機皮膜は、前記無機酸アミン塩のみからなる、請求項1に記載の塗装めっき金属板。
- 前記無機皮膜における前記無機酸アミン塩の付着量は、0.1mg/m2以上である、請求項1または2に記載の塗装めっき金属板。
- 前記無機酸アミン塩は、リン酸トリエタノールアミン、リン酸ヒドロキシルアミンおよび亜硝酸ジシクロヘキシルアミンからなる群から選ばれる一以上の化合物である、請求項1〜3のいずれか一項に記載の塗装めっき金属板。
- 前記めっき金属板は、めっき鋼板である、請求項1〜4のいずれか一項に記載の塗装めっき金属板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| TW106106312A TW201800611A (zh) | 2016-02-25 | 2017-02-24 | 塗裝鍍覆金屬板 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034374 | 2016-02-25 | ||
| JP2016034374 | 2016-02-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017150077A true JP2017150077A (ja) | 2017-08-31 |
Family
ID=59685939
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017032492A Pending JP2017150077A (ja) | 2016-02-25 | 2017-02-23 | 塗装めっき金属板 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2017150077A (ja) |
| TW (1) | TW201800611A (ja) |
| WO (1) | WO2017145201A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021011612A (ja) * | 2019-07-08 | 2021-02-04 | 日本製鉄株式会社 | 化成処理鋼板 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4824135B1 (ja) * | 1968-12-20 | 1973-07-19 | ||
| JPS49128838A (ja) * | 1973-04-02 | 1974-12-10 | ||
| JPS5039646A (ja) * | 1973-08-15 | 1975-04-11 | ||
| JPS58163477A (ja) * | 1982-03-19 | 1983-09-28 | Sumitomo Electric Ind Ltd | 金属板の処理方法 |
| JP2003105556A (ja) * | 2001-09-25 | 2003-04-09 | Nisshin Kako Kk | 耐食性が向上したステンレス鋼成型体 |
| JP2004176173A (ja) * | 2002-09-30 | 2004-06-24 | Jfe Steel Kk | 環境調和性、摺動部耐塗膜剥離性及び加工部耐食性に優れたプレコート鋼板 |
| JP2004218071A (ja) * | 2002-12-24 | 2004-08-05 | Nippon Paint Co Ltd | 脱脂兼化成処理剤及び表面処理金属 |
| JP2006192717A (ja) * | 2005-01-13 | 2006-07-27 | Nippon Steel Corp | 表面処理金属,その製造方法および表面処理液 |
| JP2013249389A (ja) * | 2012-05-31 | 2013-12-12 | National Institute Of Advanced Industrial Science & Technology | 透明ハイブリッド皮膜とその製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10140366A (ja) * | 1996-11-12 | 1998-05-26 | Nippon Parkerizing Co Ltd | 中温リン酸マンガン化成処理液および化成処理方法 |
-
2016
- 2016-03-16 WO PCT/JP2016/001510 patent/WO2017145201A1/ja active Application Filing
-
2017
- 2017-02-23 JP JP2017032492A patent/JP2017150077A/ja active Pending
- 2017-02-24 TW TW106106312A patent/TW201800611A/zh unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4824135B1 (ja) * | 1968-12-20 | 1973-07-19 | ||
| JPS49128838A (ja) * | 1973-04-02 | 1974-12-10 | ||
| JPS5039646A (ja) * | 1973-08-15 | 1975-04-11 | ||
| JPS58163477A (ja) * | 1982-03-19 | 1983-09-28 | Sumitomo Electric Ind Ltd | 金属板の処理方法 |
| JP2003105556A (ja) * | 2001-09-25 | 2003-04-09 | Nisshin Kako Kk | 耐食性が向上したステンレス鋼成型体 |
| JP2004176173A (ja) * | 2002-09-30 | 2004-06-24 | Jfe Steel Kk | 環境調和性、摺動部耐塗膜剥離性及び加工部耐食性に優れたプレコート鋼板 |
| JP2004218071A (ja) * | 2002-12-24 | 2004-08-05 | Nippon Paint Co Ltd | 脱脂兼化成処理剤及び表面処理金属 |
| JP2006192717A (ja) * | 2005-01-13 | 2006-07-27 | Nippon Steel Corp | 表面処理金属,その製造方法および表面処理液 |
| JP2013249389A (ja) * | 2012-05-31 | 2013-12-12 | National Institute Of Advanced Industrial Science & Technology | 透明ハイブリッド皮膜とその製造方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021011612A (ja) * | 2019-07-08 | 2021-02-04 | 日本製鉄株式会社 | 化成処理鋼板 |
| JP7299489B2 (ja) | 2019-07-08 | 2023-06-28 | 日本製鉄株式会社 | 化成処理鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017145201A1 (ja) | 2017-08-31 |
| TW201800611A (zh) | 2018-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9765223B2 (en) | Coated steel sheet and exterior building material | |
| JP5055822B2 (ja) | 塗膜密着性に優れた塗装鋼板 | |
| JP3911160B2 (ja) | 耐食性、塗装性に優れたリン酸塩処理亜鉛系メッキ鋼板 | |
| JP2017150077A (ja) | 塗装めっき金属板 | |
| WO2016020961A1 (ja) | 塗装鋼板および外装建材 | |
| CN100430519C (zh) | 表面处理的金属板和表面处理剂 | |
| JP4291022B2 (ja) | 金属材料用表面処理剤及び表面処理方法 | |
| JP6697298B2 (ja) | 表面処理された溶融めっき鋼板およびその製造方法 | |
| JP2018162508A (ja) | めっき鋼板および塗装めっき鋼板の製造方法 | |
| US4120996A (en) | Method of providing corrosion resistance to metal surfaces | |
| JP5442346B2 (ja) | 化成処理鋼板の製造方法 | |
| JP6772943B2 (ja) | 塗装鋼板 | |
| JPS6013068B2 (ja) | 鋼材用耐食性被覆組成物 | |
| JPH1180973A (ja) | アルミニウムまたはアルミニウム合金用クロメート系表面処理剤および表面処理方法 | |
| JP2003268563A (ja) | 亜鉛又は亜鉛系合金メッキ用表面処理組成物 | |
| JP2006263597A (ja) | プレコート鋼板の切断端面防食方法 | |
| JPH0716982A (ja) | 有機複層被覆鋼板 | |
| JP2005153337A (ja) | 耐汚染性と耐溶剤性に優れるプレコート金属板 | |
| JPH08302489A (ja) | 高耐食性表面処理鋼板とその製造方法 | |
| JPH07126856A (ja) | 有機複合被覆鋼板 | |
| JPS63296870A (ja) | 金属表面処理鋼板の高性能クロム含有樹脂被膜形成方法 | |
| JPS6240398A (ja) | 高耐食性二層めつき鋼板 | |
| JP2753666B2 (ja) | 電着塗装性にすぐれる樹脂塗装鋼板 | |
| JPH01210088A (ja) | クロメート処理メッキ鋼板とその製造方法 | |
| WO2023017668A1 (ja) | 6価クロムフリー水性表面処理液、表面処理金属および表面処理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20190617 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190705 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20191030 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200714 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210126 |