JP2015143753A - 係止ピン材及びその成形方法と成形された係止ピン材の使用方法 - Google Patents
係止ピン材及びその成形方法と成形された係止ピン材の使用方法 Download PDFInfo
- Publication number
- JP2015143753A JP2015143753A JP2014016793A JP2014016793A JP2015143753A JP 2015143753 A JP2015143753 A JP 2015143753A JP 2014016793 A JP2014016793 A JP 2014016793A JP 2014016793 A JP2014016793 A JP 2014016793A JP 2015143753 A JP2015143753 A JP 2015143753A
- Authority
- JP
- Japan
- Prior art keywords
- locking pin
- pin material
- molding method
- peek
- gate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
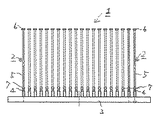
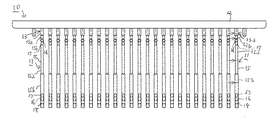
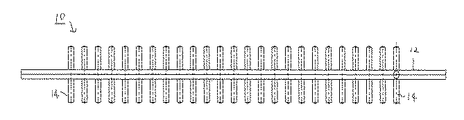
【解決手段】 直線的なランナーバーに連結部を介して連結され、所定の間隔ピッチで列設され、両端に抜け防止用部を一体に備えたプラスチックピン材であって、前記した連結部(ゲート)を専用の装着具のカッターで切断し、スリットを有する中空ニードルを通して、装着具のピストンで対象物に装着される係止ピン材において、前記連結部(ゲート)の径を0.3〜0.8mmとしてあることとする。
【選択図】 図2
Description
また、ホルマリン漬け生物標本に管理用タグを装着する適切な方法が無かった。

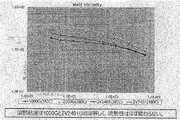
表1には4種の材料種別のフィラメント破断、パドル抜け、分子量比、分子量Mwを示し、比較しているもので、このうち1000GとZV2401は特性も近く、図6、図7として示す強度、粘性も目的と適合しているが、2000Gは硬性が強くなり過ぎ、本発明の目的への使用はあまり好ましくない。尚、破断荷重は一般的に付加される負荷である。この表1や図6、図7の記載は2000Gについては実施例ではなく、他との比較のための参考例として示してある。
2,11 係止ピン材
3,12 ランナーバー
4,13 連結部(ゲート)
13a 第一段部
13b 第二段部
5,15 ファイバー部
6 抑止部
7,14 係止部
15a 第一段部
15b 第二段部
16 パドル部
17 肉盛り
18 コア部
Claims (11)
- 直線的なランナーバーに連結部を介して連結され、所定の間隔ピッチで列設され、両端に抜け防止用部を一体に備えたプラスチックピン材であって、前記した連結部(ゲート)を専用の装着具のカッターで切断し、スリットを有する中空ニードルを通して、装着具のピストンで対象物に装着される係止ピン材において、前記連結部(ゲート)の径を0.3〜0.8mmとしてあることを特徴とする係止ピン材。
- 両端の抜け防止用部をつなぐ糸状部は金型原形長さの1.5〜3.5倍延伸して、径は0.2mm〜0.8mmとしてあることを特徴とする請求項1に記載の係止ピン材。
- 前記した係止ピン材の素材はポリエーテルエーテルケトン(PEEK)であることを特徴とする請求項1または2に記載の係止ピン材。
- ポリエーテルエーテルケトン(PEEK)の溶融粘度挙動においてシェアレイトが300〜400にあって溶融粘度が200Mpa以下であることを特徴とする請求項3に記載の係止ピン材。
- 前記したポリエーテルエーテルケトン(PEEK)の重量平均分子量は70000〜84000であることを特徴とする請求項3または4に記載の係止ピン材。
- 請求項1から5のうち1項に記載された係止ピン材を射出成形するについて、充填ピーク圧力は50〜150Mpa、速度は150〜280mm/secで行なうことを特徴とする係止ピン材の成形方法。
- 請求項6の成形方法で成形された請求項1から5のうち1項に記載された係止ピン材を断熱材や防音材の取り付け用に使用することを特徴とする係止ピン材の使用方法。
- 請求項6の成形方法で成形された請求項1から5のうち1項に記載された係止ピン材を手術で摘出された臓器検体の観察固定用として使用することを特徴とする係止ピン材の使用方法。
- 請求項6の成形方法で成形された請求項1から5のうち1項に記載された係止ピン材を屠体あるいは食肉用ブロックへの管理用タグの装着用として使用することを特徴とする係止ピン材の使用方法。
- 請求項6の成形方法で成形された請求項1から5のうち1項に記載された係止ピン材を生物標本の管理用タグの装着用として使用することを特徴とする係止ピン材の使用方法。
- 請求項6の成形方法で成形された請求項1から5のうち1項に記載された係止ピン材を傷口の閉塞止着用として使用することを特徴とする係止ピン材の使用方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014016793A JP6338384B2 (ja) | 2014-01-31 | 2014-01-31 | 係止ピン材のアッセンブリの成形方法及び係止ピン材の使用方法と係止ピン材のアッセンブリ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014016793A JP6338384B2 (ja) | 2014-01-31 | 2014-01-31 | 係止ピン材のアッセンブリの成形方法及び係止ピン材の使用方法と係止ピン材のアッセンブリ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015143753A true JP2015143753A (ja) | 2015-08-06 |
| JP6338384B2 JP6338384B2 (ja) | 2018-06-06 |
Family
ID=53888839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014016793A Active JP6338384B2 (ja) | 2014-01-31 | 2014-01-31 | 係止ピン材のアッセンブリの成形方法及び係止ピン材の使用方法と係止ピン材のアッセンブリ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6338384B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017078470A (ja) * | 2015-10-21 | 2017-04-27 | 株式会社トスカバノック | 断熱材の構造と断熱材の止着固定方法及びその構造 |
| JP2019200368A (ja) * | 2018-05-18 | 2019-11-21 | 株式会社トスカバノック | ロック用係止ピン材のアッセンブリとロック用係止ピン材 |
| JP2020124849A (ja) * | 2019-02-05 | 2020-08-20 | 株式会社トスカバノック | プラスチック製品の成形方法 |
| KR102230742B1 (ko) * | 2019-11-20 | 2021-03-23 | 김현승 | 결착용 행거 유니트 및 그 제조 방법 |
Citations (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51130091A (en) * | 1975-04-23 | 1976-11-12 | Ethicon Inc | Surgical method |
| JPS57104541A (en) * | 1980-12-12 | 1982-06-29 | Japan Banok Shokai Kk | Device for mounting connecting piece |
| JPS57191322A (en) * | 1981-05-11 | 1982-11-25 | Toray Ind Inc | Aromatic polyether ketone fiber and its preparation |
| JPS5878751A (ja) * | 1981-11-05 | 1983-05-12 | 星子 幸男 | 積層断熱材の積層方法 |
| JPS5974039A (ja) * | 1982-10-06 | 1984-04-26 | 株式会社日本バノツク | 係止片取付装置 |
| JPS6137419A (ja) * | 1984-07-31 | 1986-02-22 | Sumitomo Bakelite Co Ltd | 二軸配向熱可塑性ポリエ−テルエ−テルケトンフイルム |
| JPS6164439A (ja) * | 1984-09-07 | 1986-04-02 | 日本電信電話株式会社 | 多層断熱材 |
| JPH05185540A (ja) * | 1992-01-10 | 1993-07-27 | Honda Motor Co Ltd | 構造用熱可塑性複合材の成形体及びその製造方法 |
| JP3012491U (ja) * | 1994-11-04 | 1995-06-20 | 富士システムズ株式会社 | 臓器の病変切除部固定板 |
| JPH0939926A (ja) * | 1995-07-26 | 1997-02-10 | J Ii Kk | タグ吊持用ピン体の取付具 |
| JPH1061777A (ja) * | 1996-05-30 | 1998-03-06 | Ntn Corp | 合成樹脂製シールリング |
| US5983540A (en) * | 1997-05-02 | 1999-11-16 | Ashley; Roger D. | Method and tagging system for marking and identifying birds |
| US6047823A (en) * | 1998-09-09 | 2000-04-11 | Deschenes; Charles L. | Method of maintaining an article of clothing in a folded condition and plastic fastener well-suited for use in said method |
| JP2004043143A (ja) * | 2002-07-12 | 2004-02-12 | Matsushita Electric Ind Co Ltd | 食肉流通用非接触型icタグ管理システムおよび食肉流通用非接触型icタグ管理方法 |
| JP2004514462A (ja) * | 2000-03-03 | 2004-05-20 | シー・アール・バード・インク | 複数吸引ポート付き内視鏡用組織癒着装置 |
| JP2004144527A (ja) * | 2002-10-22 | 2004-05-20 | Genetic Id Kk | 組織検体採取器具、組織保存容器一体型識別票及び固有識別票装着方法 |
| JP2004184774A (ja) * | 2002-12-04 | 2004-07-02 | Toska Co Ltd | 表示札等取付具 |
| EP1548640A2 (en) * | 2003-12-25 | 2005-06-29 | Itochu Corporation | IC tag with sealing tool |
| JP2008240225A (ja) * | 2007-03-01 | 2008-10-09 | Toray Ind Inc | ポリエーテルエーテルケトンモノフィラメントおよびその製造法、およびポリエーテルエーテルケトンモノフィラメントからなるフィルター |
| EP2022721A2 (en) * | 2007-08-10 | 2009-02-11 | Kabushiki-Kaisya TOSKA | Device for attaching fasteners |
| JP2009094070A (ja) * | 2007-10-09 | 2009-04-30 | Sungkyunkwan Univ Foundation For Corporate Collaboration | 有機溶媒乾燥法による均一に硫酸基が付着されたpeek電解質膜の製造方法 |
| JP2009530061A (ja) * | 2006-03-20 | 2009-08-27 | スミス アンド ネフュー インコーポレーテッド | 移植組織片の固定 |
| WO2010070857A1 (ja) * | 2008-12-17 | 2010-06-24 | Komatsu Michio | 発泡成形品の製造方法 |
| JP2010224511A (ja) * | 2009-02-24 | 2010-10-07 | Toska Co Ltd | 表示タグ及びその成形用型枠 |
| JP2012207327A (ja) * | 2011-03-29 | 2012-10-25 | Kuraray Co Ltd | 難燃性モノフィラメント及びその製造方法 |
-
2014
- 2014-01-31 JP JP2014016793A patent/JP6338384B2/ja active Active
Patent Citations (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51130091A (en) * | 1975-04-23 | 1976-11-12 | Ethicon Inc | Surgical method |
| JPS57104541A (en) * | 1980-12-12 | 1982-06-29 | Japan Banok Shokai Kk | Device for mounting connecting piece |
| US4482087A (en) * | 1980-12-12 | 1984-11-13 | Japan Bano'k Co., Ltd. | Tag attaching device |
| JPS57191322A (en) * | 1981-05-11 | 1982-11-25 | Toray Ind Inc | Aromatic polyether ketone fiber and its preparation |
| JPS5878751A (ja) * | 1981-11-05 | 1983-05-12 | 星子 幸男 | 積層断熱材の積層方法 |
| JPS5974039A (ja) * | 1982-10-06 | 1984-04-26 | 株式会社日本バノツク | 係止片取付装置 |
| JPS6137419A (ja) * | 1984-07-31 | 1986-02-22 | Sumitomo Bakelite Co Ltd | 二軸配向熱可塑性ポリエ−テルエ−テルケトンフイルム |
| JPS6164439A (ja) * | 1984-09-07 | 1986-04-02 | 日本電信電話株式会社 | 多層断熱材 |
| JPH05185540A (ja) * | 1992-01-10 | 1993-07-27 | Honda Motor Co Ltd | 構造用熱可塑性複合材の成形体及びその製造方法 |
| JP3012491U (ja) * | 1994-11-04 | 1995-06-20 | 富士システムズ株式会社 | 臓器の病変切除部固定板 |
| JPH0939926A (ja) * | 1995-07-26 | 1997-02-10 | J Ii Kk | タグ吊持用ピン体の取付具 |
| JPH1061777A (ja) * | 1996-05-30 | 1998-03-06 | Ntn Corp | 合成樹脂製シールリング |
| US5983540A (en) * | 1997-05-02 | 1999-11-16 | Ashley; Roger D. | Method and tagging system for marking and identifying birds |
| US6047823A (en) * | 1998-09-09 | 2000-04-11 | Deschenes; Charles L. | Method of maintaining an article of clothing in a folded condition and plastic fastener well-suited for use in said method |
| JP2004514462A (ja) * | 2000-03-03 | 2004-05-20 | シー・アール・バード・インク | 複数吸引ポート付き内視鏡用組織癒着装置 |
| JP2004043143A (ja) * | 2002-07-12 | 2004-02-12 | Matsushita Electric Ind Co Ltd | 食肉流通用非接触型icタグ管理システムおよび食肉流通用非接触型icタグ管理方法 |
| JP2004144527A (ja) * | 2002-10-22 | 2004-05-20 | Genetic Id Kk | 組織検体採取器具、組織保存容器一体型識別票及び固有識別票装着方法 |
| JP2004184774A (ja) * | 2002-12-04 | 2004-07-02 | Toska Co Ltd | 表示札等取付具 |
| US20060185208A1 (en) * | 2002-12-04 | 2006-08-24 | Mikio Kubota | Attaching tool of display tag or the like |
| EP1548640A2 (en) * | 2003-12-25 | 2005-06-29 | Itochu Corporation | IC tag with sealing tool |
| JP2005190173A (ja) * | 2003-12-25 | 2005-07-14 | Itochu Corp | 封緘具付きicタグ |
| JP2009530061A (ja) * | 2006-03-20 | 2009-08-27 | スミス アンド ネフュー インコーポレーテッド | 移植組織片の固定 |
| JP2008240225A (ja) * | 2007-03-01 | 2008-10-09 | Toray Ind Inc | ポリエーテルエーテルケトンモノフィラメントおよびその製造法、およびポリエーテルエーテルケトンモノフィラメントからなるフィルター |
| EP2022721A2 (en) * | 2007-08-10 | 2009-02-11 | Kabushiki-Kaisya TOSKA | Device for attaching fasteners |
| JP2009040487A (ja) * | 2007-08-10 | 2009-02-26 | Toska Co Ltd | 係止ピン材の装着装置 |
| JP2009094070A (ja) * | 2007-10-09 | 2009-04-30 | Sungkyunkwan Univ Foundation For Corporate Collaboration | 有機溶媒乾燥法による均一に硫酸基が付着されたpeek電解質膜の製造方法 |
| WO2010070857A1 (ja) * | 2008-12-17 | 2010-06-24 | Komatsu Michio | 発泡成形品の製造方法 |
| JP2010224511A (ja) * | 2009-02-24 | 2010-10-07 | Toska Co Ltd | 表示タグ及びその成形用型枠 |
| JP2012207327A (ja) * | 2011-03-29 | 2012-10-25 | Kuraray Co Ltd | 難燃性モノフィラメント及びその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017078470A (ja) * | 2015-10-21 | 2017-04-27 | 株式会社トスカバノック | 断熱材の構造と断熱材の止着固定方法及びその構造 |
| JP2019200368A (ja) * | 2018-05-18 | 2019-11-21 | 株式会社トスカバノック | ロック用係止ピン材のアッセンブリとロック用係止ピン材 |
| JP7102225B2 (ja) | 2018-05-18 | 2022-07-19 | 株式会社トスカバノック | ロック用係止ピン材のアッセンブリとロック用係止ピン材 |
| JP2020124849A (ja) * | 2019-02-05 | 2020-08-20 | 株式会社トスカバノック | プラスチック製品の成形方法 |
| JP7257802B2 (ja) | 2019-02-05 | 2023-04-14 | 株式会社トスカバノック | プラスチック製品の成形方法 |
| KR102230742B1 (ko) * | 2019-11-20 | 2021-03-23 | 김현승 | 결착용 행거 유니트 및 그 제조 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6338384B2 (ja) | 2018-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6338384B2 (ja) | 係止ピン材のアッセンブリの成形方法及び係止ピン材の使用方法と係止ピン材のアッセンブリ | |
| KR101865978B1 (ko) | 봉합 실 | |
| KR102401230B1 (ko) | 고분자 결찰 클립 | |
| US3119391A (en) | Non-coring needle | |
| US6092551A (en) | Duckbill valve | |
| CN104135949A (zh) | 具有软芯的外科缝合线 | |
| US842594A (en) | Fish-hook. | |
| US20120265150A1 (en) | Injector device for administering multiple doses in a single delivery, and methods of manufacture | |
| JP6862430B2 (ja) | 創閉鎖デバイス用の改良エンドエフェクタ | |
| ES2630153T3 (es) | Elementos de enganche moldeados y su procedimiento de fabricación | |
| CN206745401U (zh) | 一种手术缝合线 | |
| US10589006B2 (en) | Microneedle and method for producing same | |
| US20090259252A1 (en) | Apparatus For The Joining Of Tissue Having Integral Penetrating End | |
| KR102719521B1 (ko) | 수액백용 배액 포트 | |
| JP2014100134A (ja) | ソフトルアー | |
| Nishitani et al. | Thermal properties of hemp fiber filled polyamide 1010 biomass composites and the blend of these composites and polyamide 11 elastomer | |
| JP7257802B2 (ja) | プラスチック製品の成形方法 | |
| EP3251815A1 (en) | Injection molding method using peek material and molded items | |
| CN107595339A (zh) | 一种带加固型倒刺的手术缝合线 | |
| JP2011101734A (ja) | ブラシ用平線およびブラシ | |
| CN213697182U (zh) | 一种皮下血管导引打结组件 | |
| US9486265B2 (en) | Orthopedic bonding agent application tool | |
| US583427A (en) | Trocar | |
| CN204601348U (zh) | 一种颅内动脉瘤夹闭术中的瘤内减压装置 | |
| CN222840313U (zh) | 一种鱼钩钩身凸起制作模具以及一种钩身具有凸起的鱼钩 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170119 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171002 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180425 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180508 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6338384 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |