JP2012173374A - 熱線反射部材 - Google Patents
熱線反射部材 Download PDFInfo
- Publication number
- JP2012173374A JP2012173374A JP2011032905A JP2011032905A JP2012173374A JP 2012173374 A JP2012173374 A JP 2012173374A JP 2011032905 A JP2011032905 A JP 2011032905A JP 2011032905 A JP2011032905 A JP 2011032905A JP 2012173374 A JP2012173374 A JP 2012173374A
- Authority
- JP
- Japan
- Prior art keywords
- heat ray
- film
- ray reflective
- polyester
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Abstract
【解決手段】透明基材、中間膜、熱線反射フィルムの順に積層された熱線反射部材であって、かつ前記熱線反射フィルムがポリエステルAからなるA層とポリエステルBからなるB層とが交互にそれぞれ50層以上積層されてなり、かつ波長850〜1200nmにおける平均反射率が70%以上であることを特徴とする熱線反射部材。
【選択図】なし
Description
|(na・da)/(nb・db)|=k 式2
na:A層の面内平均屈折率
nb:B層の面内平均屈折率
da:A層の層厚み(nm)
db:B層の層厚み(nm)
λ:主反射波長(1次反射波長)
k:光学厚みの比
本発明の熱線反射部材においては、熱線反射フィルムの中間膜が設けられた面とは反対側の面にさらに樹脂層が設けられてなることも好ましい。樹脂層を設けることにより、熱線反射フィルムのみでは発現できない機能を熱線反射部材に付加することが可能となる。
本発明に用いる熱線反射フィルムを得る方法の例を以下に説明する。また、本発明に用いる熱線反射フィルムの積層構造は、特開2007−307893号公報の〔0053〕〜〔0063〕段に記載の内容と同様の方法により簡便に実現できるものである。
[物性の測定方法ならびに効果の評価方法]
特性値の評価方法ならびに効果の評価方法は次のとおりである。
フィルムの層構成は、ミクロトームを用いて断面を切り出したサンプルについて、透過型電子顕微鏡(TEM)観察により求めた。すなわち、透過型電子顕微鏡H−7100FA型((株)日立製作所製)を用い、加速電圧75kVの条件でフィルムの断面を10000〜40000倍に拡大観察し、断面写真を撮影、層構成および各層厚みを測定した。尚、場合によっては、コントラストを高く得るために、公知のRuO4やOsO4などを使用した染色技術を用いた。
(1)項で得られた約4万倍のTEM写真画像を、CanonScanD123Uを用いて画像サイズ720dpiで取り込んだ。画像をビットマップファイル(BMP)もしくは、圧縮画像ファイル(JPEG)でパーソナルコンピューターに保存し、次に、画像処理ソフト Image−Pro Plus ver.4(販売元 プラネトロン(株))を用いて、このファイルを開き、画像解析を行った。画像解析処理は、垂直シックプロファイルモードで、厚み方向位置と幅方向の2本のライン間で挟まれた領域の平均明るさとの関係を、数値データとして読み取った。表計算ソフト(Excel2003)を用いて、位置(nm)と明るさのデータに対してサンプリングステップ6(間引き6)でデータ採用した後に、3点移動平均の数値処理を施した。さらに、この得られた周期的に明るさが変化するデータを微分し、VBA(Visual Basic for Applications)プログラムにより、その微分曲線の極大値と極小値を読み込み、隣り合うこれらの間隔を1層の層厚みとして層厚みを算出した。この操作を写真毎に行い、全ての層の層厚みを算出した。得られた層厚みのうち、1μm以上の厚みの層を厚膜層とした。また、薄膜層は500nm以下の厚みの層とした。
サンプルを5cm×5cmで切り出した。日立製作所製 分光光度計(U−4100 Spectrophotomater)に付属の積分球を用いた基本構成で反射率および透過率測定を行った。測定は装置付属の酸化アルミニウムの副白板を基準とし、測定条件としてスリットは2nm(可視)/自動制御(赤外)とし、ゲインは2と設定し、走査速度を600nm/min.で測定した。また、光の入射面が透明基材側となるようにサンプルを配置して測定を実施した。
熱線反射フィルムからサンプル質量5gを採取し、示差走査熱量分析計(DSC) セイコー電子工業(株)製ロボットDSC−RDC220を用い、JIS−K−7122(1987年)に従って測定、算出した。測定は25℃から290℃まで5℃/minで昇温しこのときのベースラインからの積分値を結晶融解エンタルピーとした。
熱線反射フィルムまたは樹脂層を構成する樹脂の層を幅4mmに幅方向にサンプリングし、試長15mmになるように、熱機械測定装置TMA/SS6100(セイコーインスツルメンツ社製)にセットした。2gの荷重をフィルムにかけて、温度を室温(23℃)から50℃まで上昇させた。その時の、30℃から40℃までのフィルムの変位量絶対値(ΔLμm)を測定し、次式から温度膨張係数を算出した。
温度膨張係数(ppm/℃)={ΔL/(15×1000)}/(10)×106
(6)ヘイズ
23℃、相対湿度65%において、日本電色工業(株)製濁度計NDH−5000を用いて行った。3回測定した平均値をヘイズ値とした。
ポリエステルAとして、固有粘度が0.65のポリエチレンテレフタレート(PET)を用いた。このポリエステルAは結晶性樹脂であり、フィルム化した後の面内平均屈折率は1.66であった。またポリエステルBとしてスピログリコール25mol%、シクロヘキサンジカルボン酸30mol%共重合ポリエチレンテレフタレート(PE/SPG・T/CHDC)を用いた。なお、このポリエステルBの固有粘度は0.72の非晶性樹脂で、フィルム化した後の面内平均屈折率は1.55であった。準備したポリエステルAおよびポリエステルBをそれぞれ、2台の単軸押出機に投入し、280℃で溶融させて、混練した。次いで、それぞれ、FSSタイプのリーフディスクフィルタを5枚介した後、ギアポンプにて、ポリエステル厚膜層部分を除いた光学厚みの比がポリエステルA/ポリエステルB=1になるように計量しながら、スリット数201個のスリットプレートを計2枚を用いた構成である401層積層装置にて合流させて、厚み方向に交互に401層積層された積層体とした。積層体とする方法は、特開2007−307893号公報〔0053〕〜〔0056〕段の記載に従って行った。なお、A層同士を重ね合わせて形成する層があるため、スリットプレート内の間隙数は、401となる。ここでは、スリット長さは全て一定として、スリット間隙のみ変化させることにより、層厚み分布を傾斜構造とした。得られた積層体は、ポリエステルAが201層、ポリエステルBが200層であり、厚み方向に交互に積層された傾斜構造を有していた。また、厚膜層は、隣接層の20倍の厚みとなるようにスリット間隙を調整した。また、口金内部での拡幅比である口金リップのフィルム幅方向長さを口金の流入口部でのフィルム幅方向の長さで割った値を2.5となるようにした。
熱線反射フィルムを製造する工程において、縦延伸倍率を3.8倍、横延伸倍率を4.0倍としたこと以外は、実施例1と同様の製造方法にて熱線反射部材を得た。
熱線反射フィルム上に、樹脂層として以下の組成からなる塗剤を用いて厚み10μmのハードコート層を形成した後合わせガラス化を施した以外は、実施例2と同様の製造方法にて熱線反射部材を得た。
M350(東亞合成) 20部
ブロック化イソシアネート
スミジュールN3300(住化バイエルウレタン) 7部
UP1000(東亞合成) 0.2部
メチルエチルケトン 110部
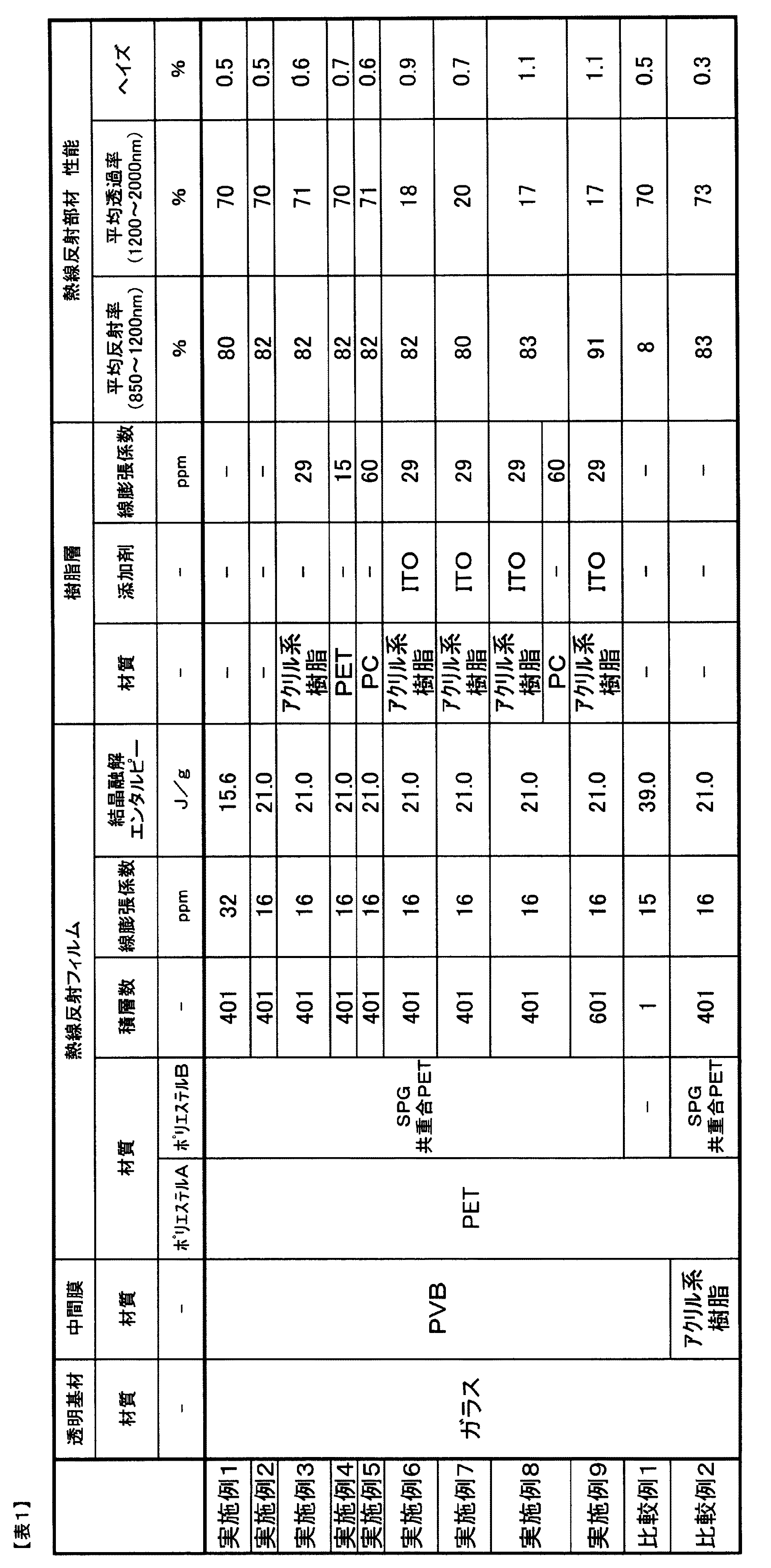
得られた熱線反射部材は、実施例2同様にしわや剥離などの問題もなく、外観の良好なものであったが、加えて、実施例2と比較して耐傷性に優れたものであった。また、その波長850〜1200nmにおける平均反射率は、82%であった。結果を表1に示す。
実施例2で得た熱線反射フィルム上に、樹脂層として厚み100μmのポリエステルフィルムをラミネートした後透明基材、中間膜と一体化し熱線反射部材を得た以外は、実施例2と同様の製造方法にて熱線反射部材を得た。
実施例2で得た熱線反射フィルム上に、樹脂層として厚み5mmのポリカーボネート(PC)シート上をラミネートし、ガラス、中間膜、熱線反射フィルム、PCシートの順に積層されるように一体化し熱線反射部材を得た以外は、実施例2と同様の製造方法にて熱線反射部材を得た。
実施例3で用いた塗剤にインジウム・スズ酸化物(ITO)粒子を含有せしめて厚み10μmのハードコート層を形成した以外は、実施例3と同様の製造方法にて熱線反射部材を得た。
ハードコート層の表面に、さらにフッ素系樹脂である旭硝子製サイトップをコーティングして反射防止層を形成した以外は、実施例6と同様の製造方法にて熱線反射部材を得た。
実施例6と同様に熱線反射フィルム上にITO粒子を含有させた塗剤を用いて厚み10μmのハードコート層を形成した後、厚み5mmのポリカーボネート(PC)シート上をラミネートし、ガラス、中間膜、熱線反射フィルム、PCシートの順に積層されるように一体化し熱線反射部材を得た。得られた熱線反射部材は、耐衝撃性や飛散防止性に優れ、かつその波長850〜1200nmにおける平均反射率は83%と高い熱線カット性能を示すものの、一方で、若干の反りや剥離のみられるものであった。結果を表1に示す。
積層装置として、スリット数201個のスリットプレート3枚を用い、601層とした積層装置を用いた以外は、実施例6と同様の製造方法にて熱線反射部材を得た。
得られた熱線反射部材は、その波長850〜1200nmにおける平均反射率は91%と実施例6と比較しても高い熱線カット性能に示すものであった。結果を表1に示す。
熱線カットフィルムの代わりに、PET樹脂からなる単層フィルムを用いた以外は、実施例2と同様に熱線反射部材を得た。得られた熱線反射部材は熱線カットを示さないものであった。結果を表1に示す。
中間膜の代わりに、厚み5μmに塗られたアクリル系接着剤を用いた以外は請求項2と同様に熱線反射部材を得た。得られた熱線反射部材は、熱線カット性能を示すものの、衝撃により容易にガラスが破損し、破片が飛散するなど安全性に乏しいもので、合わせガラスの中間膜に必要な物性を有するものではなかった。
Claims (8)
- 透明基材、中間膜、熱線反射フィルムの順に積層された熱線反射部材であって、かつ前記熱線反射フィルムがポリエステルAからなるA層とポリエステルBからなるB層とが交互にそれぞれ50層以上積層されてなり、かつ波長850〜1200nmにおける平均反射率が70%以上であることを特徴とする熱線反射部材。
- 前記熱線反射フィルムの前記中間膜が設けられた面とは反対側の面にさらに樹脂層が設けられてなることを特徴とする請求項1に記載の熱線反射部材。
- 前記熱線反射フィルムまたは前記樹脂層の線膨張係数が30ppm以下であることを特徴とする請求項1または2に記載の熱線反射部材。
- ヘイズ値が1%以下であることを特徴とする請求項1〜3のいずれかに記載の熱線反射部材。
- 前記樹脂層が熱線吸収粒子を含んでなり、かつ、熱線反射部材の波長1200〜2000nmの範囲において平均吸収率が30%以下であることを特徴とする請求項2〜4のいずれかに記載の熱線反射部材。
- 表面に反射防止加工が施されていることを特徴とする請求項1〜5のいずれかに記載の熱線反射部材。
- 前記ポリエステルAが結晶性ポリエステルからなり、かつ前記熱線反射フィルムの最表層はA層であることを特徴とする請求項1〜6のいずれかに記載の熱線反射部材。
- 前記熱線反射フィルムの結晶融解エンタルピーが10J/g以上であることを特徴とする請求項7に記載の熱線反射部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032905A JP2012173374A (ja) | 2011-02-18 | 2011-02-18 | 熱線反射部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011032905A JP2012173374A (ja) | 2011-02-18 | 2011-02-18 | 熱線反射部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012173374A true JP2012173374A (ja) | 2012-09-10 |
Family
ID=46976358
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011032905A Pending JP2012173374A (ja) | 2011-02-18 | 2011-02-18 | 熱線反射部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012173374A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014104643A (ja) * | 2012-11-27 | 2014-06-09 | Toray Ind Inc | 積層フィルムならびに遮熱部材 |
| JP2014228837A (ja) * | 2013-05-27 | 2014-12-08 | 帝人デュポンフィルム株式会社 | 二軸延伸積層ポリエステルフィルム |
| JP2015152631A (ja) * | 2014-02-10 | 2015-08-24 | コニカミノルタ株式会社 | 光学フィルム |
| JP2016101707A (ja) * | 2014-11-28 | 2016-06-02 | 東レ株式会社 | 積層フィルム |
| JPWO2015159647A1 (ja) * | 2014-04-17 | 2017-04-13 | コニカミノルタ株式会社 | 光反射フィルムロール及び光反射フィルムロール包装体 |
| JP2017129861A (ja) * | 2016-01-18 | 2017-07-27 | 東レ株式会社 | ヘッドアップディスプレイ |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03200101A (ja) * | 1989-12-20 | 1991-09-02 | Monsanto Co | 太陽光遮蔽アセンブリ |
| JP2006030944A (ja) * | 2004-06-18 | 2006-02-02 | Jsr Corp | 近赤外線カットフィルター |
| JP2007524864A (ja) * | 2003-07-16 | 2007-08-30 | スリーエム イノベイティブ プロパティズ カンパニー | 積層物およびその製造方法 |
| JP2007293316A (ja) * | 2006-03-31 | 2007-11-08 | Toyobo Co Ltd | 光拡散性フィルム |
| JP2008528313A (ja) * | 2005-01-07 | 2008-07-31 | スリーエム イノベイティブ プロパティズ カンパニー | 太陽光制御多層フィルム |
| JP2008200924A (ja) * | 2007-02-19 | 2008-09-04 | Toray Ind Inc | 積層フィルム |
| JP2010504873A (ja) * | 2006-09-27 | 2010-02-18 | スリーエム イノベイティブ プロパティズ カンパニー | 耐引裂き性太陽光制御多層フィルム |
| JP2010180089A (ja) * | 2009-02-05 | 2010-08-19 | Central Glass Co Ltd | プラスチックフィルム挿入合わせガラス |
| JP2010258462A (ja) * | 2010-06-14 | 2010-11-11 | Hitachi Chem Co Ltd | 配線板用複合材料とその製造方法 |
-
2011
- 2011-02-18 JP JP2011032905A patent/JP2012173374A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03200101A (ja) * | 1989-12-20 | 1991-09-02 | Monsanto Co | 太陽光遮蔽アセンブリ |
| JP2007524864A (ja) * | 2003-07-16 | 2007-08-30 | スリーエム イノベイティブ プロパティズ カンパニー | 積層物およびその製造方法 |
| JP2006030944A (ja) * | 2004-06-18 | 2006-02-02 | Jsr Corp | 近赤外線カットフィルター |
| JP2008528313A (ja) * | 2005-01-07 | 2008-07-31 | スリーエム イノベイティブ プロパティズ カンパニー | 太陽光制御多層フィルム |
| JP2007293316A (ja) * | 2006-03-31 | 2007-11-08 | Toyobo Co Ltd | 光拡散性フィルム |
| JP2010504873A (ja) * | 2006-09-27 | 2010-02-18 | スリーエム イノベイティブ プロパティズ カンパニー | 耐引裂き性太陽光制御多層フィルム |
| JP2008200924A (ja) * | 2007-02-19 | 2008-09-04 | Toray Ind Inc | 積層フィルム |
| JP2010180089A (ja) * | 2009-02-05 | 2010-08-19 | Central Glass Co Ltd | プラスチックフィルム挿入合わせガラス |
| JP2010258462A (ja) * | 2010-06-14 | 2010-11-11 | Hitachi Chem Co Ltd | 配線板用複合材料とその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014104643A (ja) * | 2012-11-27 | 2014-06-09 | Toray Ind Inc | 積層フィルムならびに遮熱部材 |
| JP2014228837A (ja) * | 2013-05-27 | 2014-12-08 | 帝人デュポンフィルム株式会社 | 二軸延伸積層ポリエステルフィルム |
| JP2015152631A (ja) * | 2014-02-10 | 2015-08-24 | コニカミノルタ株式会社 | 光学フィルム |
| JPWO2015159647A1 (ja) * | 2014-04-17 | 2017-04-13 | コニカミノルタ株式会社 | 光反射フィルムロール及び光反射フィルムロール包装体 |
| JP2016101707A (ja) * | 2014-11-28 | 2016-06-02 | 東レ株式会社 | 積層フィルム |
| JP2017129861A (ja) * | 2016-01-18 | 2017-07-27 | 東レ株式会社 | ヘッドアップディスプレイ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5807466B2 (ja) | 積層フィルムおよびそれを用いた自動車用窓ガラス | |
| JP6007903B2 (ja) | 多層積層フィルム | |
| JP6304028B2 (ja) | 積層フィルム | |
| JP5867393B2 (ja) | 積層フィルムおよびそれを用いた自動車用窓ガラス | |
| JP6427925B2 (ja) | ウインドウフィルム | |
| JP2012173374A (ja) | 熱線反射部材 | |
| JP7006270B2 (ja) | フィルムおよび積層体 | |
| JP2012030563A (ja) | 積層フィルムおよびそれを用いた自動車用窓ガラス | |
| TW201609392A (zh) | 多層積層薄膜 | |
| JP6225495B2 (ja) | 多層積層フィルムおよびこれを用いたガラス窓部材 | |
| JP2005313586A (ja) | 積層フィルム | |
| JP2015068996A (ja) | 画面保護用基材フィルムおよびそれを用いた画面保護シート | |
| JP6015382B2 (ja) | 積層フィルムならびに遮熱部材 | |
| JP2018127607A (ja) | フィルム | |
| JP2018205615A (ja) | フィルム | |
| JP2019139228A (ja) | フィルム及びその製造方法 | |
| JP6291830B2 (ja) | 多層積層フィルム | |
| JP2017052273A (ja) | 積層フィルム | |
| JP2018054800A (ja) | 熱可塑性樹脂フィルム | |
| JP2017177350A (ja) | 積層フィルム | |
| JP2019014836A (ja) | フィルム | |
| JP6848561B2 (ja) | 積層フィルム | |
| JP2023082674A (ja) | 調光ウインドウ | |
| WO2024062961A1 (ja) | フィルムおよびその製造方法、積層構成体、合わせガラス、自動車 | |
| JP2018104536A (ja) | フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140123 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141008 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141021 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150403 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150512 |