JP2010047801A - 焼結鉱の製造方法および焼結機 - Google Patents
焼結鉱の製造方法および焼結機 Download PDFInfo
- Publication number
- JP2010047801A JP2010047801A JP2008212760A JP2008212760A JP2010047801A JP 2010047801 A JP2010047801 A JP 2010047801A JP 2008212760 A JP2008212760 A JP 2008212760A JP 2008212760 A JP2008212760 A JP 2008212760A JP 2010047801 A JP2010047801 A JP 2010047801A
- Authority
- JP
- Japan
- Prior art keywords
- gaseous fuel
- gas
- sintering
- charging layer
- diluted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B19/00—Combinations of different kinds of furnaces that are not all covered by any single one of main groups F27B1/00 - F27B17/00
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
- C22B1/205—Sintering; Agglomerating in sintering machines with movable grates regulation of the sintering process
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B1/00—Preliminary treatment of ores or scrap
- C22B1/14—Agglomerating; Briquetting; Binding; Granulating
- C22B1/16—Sintering; Agglomerating
- C22B1/20—Sintering; Agglomerating in sintering machines with movable grates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B21/00—Open or uncovered sintering apparatus; Other heat-treatment apparatus of like construction
- F27B21/06—Endless-strand sintering machines
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Geochemistry & Mineralogy (AREA)
- Geology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Materials Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Furnace Details (AREA)
Abstract
【解決手段】循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する装入工程と、上記装入層表面の炭材に点火炉で点火する点火工程と、上記装入層上方で大気中に気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給工程と、上記希釈気体燃料と空気とをパレット下に配設されたウインドボックスで吸引して装入層内に導入し、装入層内において希釈気体燃料と炭材を燃焼させて焼結ケーキを生成する焼結工程とを有する焼結鉱の製造方法において、上記気体燃料供給工程は、気体燃料を気体燃料供給手段の噴出口から吹き消え現象が起こる流速で噴出させることを特徴とする焼結鉱の製造方法。
【選択図】図19
Description
以上説明したように、これまで提案された従来の技術はいずれも、実用化には大きな問題を抱えており、実施可能な可燃性ガス吹込み技術の開発が切望されていた。
(a)気体燃料を開口径が3mmφ未満の噴出口から噴出させること、
(b)気体燃料を開口径が0.8〜1.5mmφの噴出口から噴出させること、を特徴とする。
(a)装入層内の高温域保持時間および最高到達温度のいずれか一方または両方を制御する工程であること、
(b)希釈気体燃料の供給量および/または濃度を調整して装入層内の高温域保持時間を制御する工程であること、
(c)希釈気体燃料の供給量および/または濃度を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であること、
(d)焼結原料中の炭材量を調整して装入層内の最高到達温度を制御する工程であること、
(e)焼結原料中の炭材量を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であること、
(f)希釈気体燃料の供給量、濃度および焼結原料中の炭材量のいずれか1以上を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であること、
(g)希釈気体燃料の供給量、濃度もしくは焼結原料中の炭材量に応じて、装入層内の高温域保持時間を制御する工程であること、
(h)焼結原料中の炭材量に応じて希釈気体燃料の供給量もしくは濃度を調整して、装入層内の高温域保持時間を制御する工程であること、を特徴とする。
(a)装入層の上から導入した希釈気体燃料の少なくとも一部を未燃焼のまま上記装入層内の燃焼・溶融帯に到達させ、燃焼させる工程であること、
(b)装入層の上から導入した希釈気体燃料を燃焼させ、装入層内の燃焼・溶融帯の形態を制御する工程であること、
(c)燃焼・溶融帯の高さ方向の厚みおよび/またはパレット進行方向の幅を調節する工程であること、
(d)装入層内において希釈気体燃料を燃焼させ、燃焼・溶融帯の高温域保持時間を延長して焼結鉱の冷間強度を制御する工程であること、を特徴とする。
(a)希釈気体燃料の装入層内への導入位置を制御する工程であること、
(b)希釈気体燃料の装入層内への導入を、点火炉以降の位置で行うこと、
(c)希釈気体燃料の装入層内への導入を、装入層表層部に焼結ケーキが生成されてから焼結が完了するまでの間に行うこと、
(d)希釈気体燃料の装入層内への導入を、燃焼・溶融帯の厚みが15mm以上となる領域において行うこと、
(e)焼結鉱の冷間強度を制御する工程であること、を特徴とする。
(a)燃焼下限濃度の75%以下かつ2%以上の濃度に希釈された気体燃料であること、
(b)燃焼下限濃度の60%以下かつ2%以上の濃度に希釈された気体燃料であること、
(c)燃焼下限濃度の25%以下かつ2%以上の濃度に希釈された気体燃料であること、(d)高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天然ガス、メタンガス、エタンガス、プロパンガスおよびそれらの混合ガスのうちから選ばれるいずれかの可燃性ガスであること、を特徴とする。
(a)気体燃料を、その気体燃料の燃焼速度を超える速度で噴出口から空気中に噴出させるものであること、
(b)気体燃料を、開口径が3mmφ未満の噴出口から噴出させること、
(c)気体燃料を、開口径が0.8〜1.5mmφの噴出口から噴出させること、を特徴とする。
(a)パレット進行方向の点火炉下流側に設置されていること、
(b)パレットの幅方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を噴出する噴出口を設けてなる気体燃料供給手段を有するものであること、
(c)パレットの進行方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を噴出する噴出口を設けてなる気体燃料供給手段を有するものであること、を特徴とする。
(a)パレット幅方向における気体燃料の供給量を制御するものであること、
(b)パレット幅方向の吸引速度の大きい部分には気体燃料の供給量を多くし、吸引速度の小さい部分には気体燃料の供給量を少なくして、吸引空気量当りの気体燃料供給量の分布を均一化するものであること、を特徴とする。
(a)気体燃料を装入層表面に対して垂直方向に噴出するものであること、
(b)気体燃料を装入層表面に対して平行方向に噴出するものであること、
(c)気体燃料を装入層の上方に設けられた反射板に向かって噴出するものであること、
(d)気体燃料供給パイプに設けられた気体燃料の噴出方向を装入層表面に対して±90度の範囲に分散させたものであること、
(e)気体燃料供給パイプを回転させ、気体燃料の噴出方向を装入層表面に対して±90度の範囲で揺動させるものであること、
(f)気体燃料の大気中への噴出を、装入層表面上方300mm以上の高さで行うものであること、
(g)気体燃料の噴出高さ位置を調整可能な昇降機構を有すること、を特徴とする。
(a)点火炉の下流側に少なくとも1以上配設されてなること、
(b)着火された燃焼・溶融帯の燃焼前線が装入層表層下に進行した段階から焼結が完了するまでの間のいずれかの位置に配設されてなること、を特徴とする。
(a)気体燃料を燃焼下限濃度の75%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであること、
(b)気体燃料を燃焼下限濃度の60%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであること、
(c)気体燃料を燃焼下限濃度の25%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであること、を特徴とする。
(a)高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天延ガス、メタンガス、エタンガス、プロパンガスおよびそれらの混合ガスのうちから選ばれるいずれかであること、
(b)CO含有量が50massppm以下であること、
(c)都市ガス13A、プロパンガスのいずれかであること、を特徴とする。
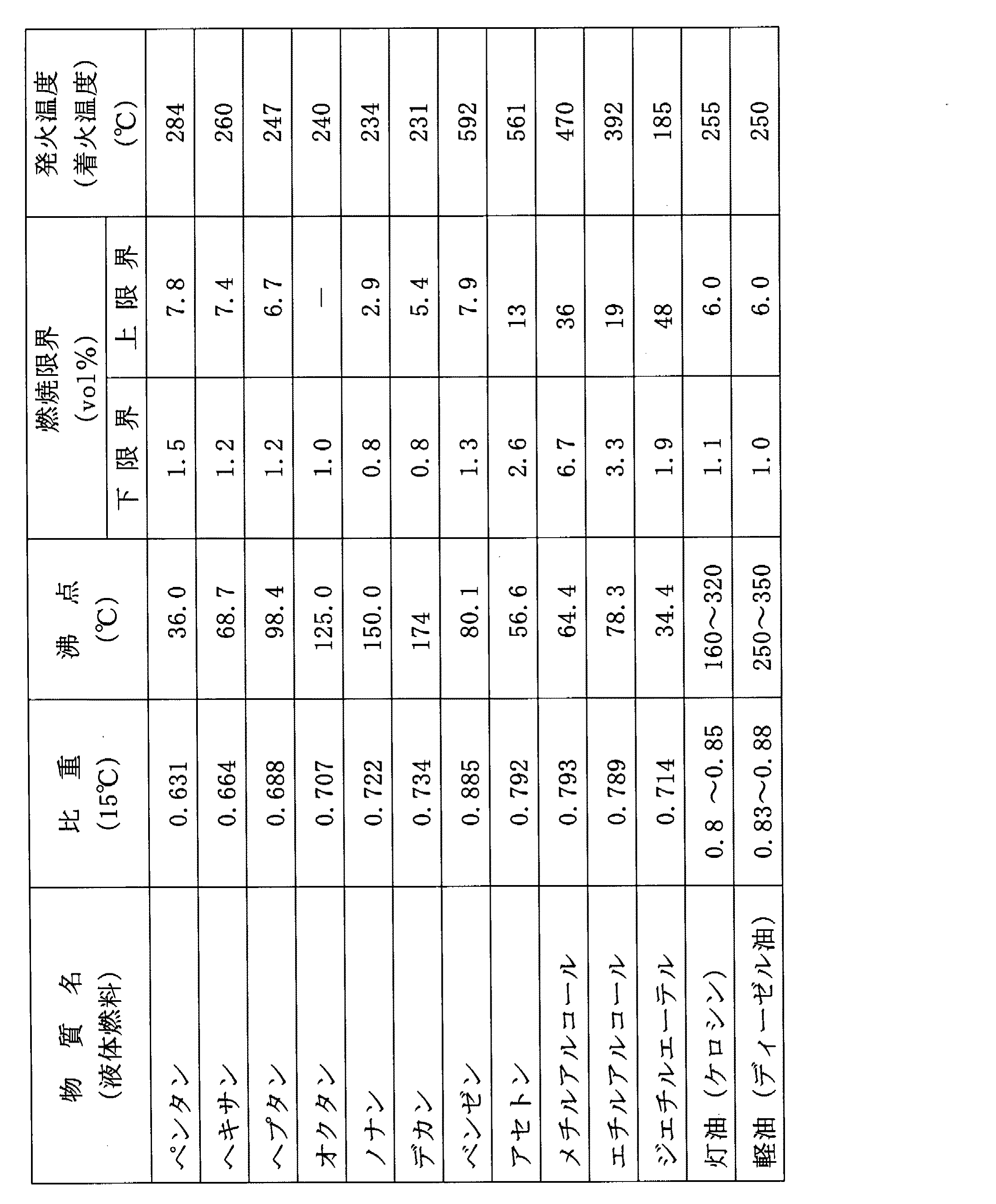
表1は、本発明で用いることができる代表的な気体燃料の燃焼下限濃度、供給濃度等を示したものである。焼結原料中に気体燃料を供給する時のガス濃度は、爆発や火災(着火)を防止するには、燃焼下限濃度より低いほど安全である。都市ガスは、Cガス(コークス炉ガス)と燃焼下限濃度が近似しているが、熱量がCガスよりも高いことから、供給濃度を低くできる。したがって、安全性を確保する観点からは、供給濃度を低くできる都市ガスの方がCガスよりも優位である。
この実験では、図8に示したように25Aの配管に、開口径が1mmφ、2mmφおよび3mmφの噴出口を加工し、この配管にLNGガスを供給して上記噴出口からLNGガスを噴出させ、その噴出したLNGガスに点火源を用いて点火し、その後、上記点火源を引き離したときに吹き消えが起こる噴出速度を測定した。ここで、上記噴出速度は、LNGガスのヘッダー圧を変えることにより制御した。
ところで、上記説明では、噴出口の形状を円とし、その直径で大きさを説明してきたが、開噴出口の形状は、同一の開口面積を有するものであれば特に円に限定されるものではなく、例えば、楕円形状のものや溝状(スリット)としたものでもよい。
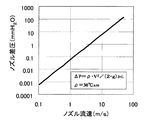
ΔP=ρ・V2/(2・g)
ここで、ΔP:ノズル差圧(mmH2O)、ρ:30℃における気体燃料の密度(kg/m3)、V:ノズル流速(m/s)、g:重力加速度(m/s2)である。
を用いてノズル流速を求めることができる。
また、LNGガスを開口径が1mmφの孔から噴出させる場合には300mmH2Oで70m/s、1.5mmφの孔から噴出させる場合には700mmH2Oで100m/sの速度で噴出させることが可能で、吹き消しを起こさせることができる。
(a)配管内の断面積を徐々に小さくしたテーパー状配管を用いる
(b)燃料供給元ヘッダーより遠ざかるほど、開口断面積を大きくする
(c)燃料供給元ヘッダーより遠ざかるほど、開口部やノズルのピッチを狭め、単位配管長さ当りの開口部ないしノズル断面積の和が大きくする、
のいずれか1つを適用するか、これらを組み合わせて適用することにより、均等に燃料を供給することができる。
図16に示したような、気体燃料の噴出方向が水平方向となるよう25Aの配管の両側面に開口径が1mmφの噴出口を112mmピッチで開けた気体供給配管を、焼結ベッド(装入層)の上の500mm位置に、400mmの間隔をもたせてパレット進行方向に平行に配列し、上記噴出口から200m/sの速度でLNGを大気中に噴出して周囲の空気と混合し、LNGを目標濃度0.8%に希釈させたときの均一化状況をシミュレーションした。なお、上記気体供給配管は、隣接する配管の噴出口が互いに56mmずつずれ、噴出した気体燃料が衝突しないように配列した。また、実焼結機を模して、焼結ベッドの上表面では、下方に0.9m/sの吸引速度で空気が吸引されているものとした。
(a)装入層上部への高濃度の可燃性ガスの供給は、時として、爆発的燃焼を招くおそれがあり、少なくとも常温では、火種があっても燃焼しない状態としておく必要がある。
(b)装入層中で完全に燃焼せず、未燃焼のままウインドボックスの下流にある電気集塵器等に到達したとしても、電気集塵器の放電によって燃焼するおそれがないことが必要である。
好ましい範囲(1): 2.2vol%〜0.05vol%
好ましい範囲(2): 1.7vol%〜0.05vol%
好ましい範囲(3): 1.3vol%〜0.05vol%
好ましい範囲(4): 0.6vol%〜0.05vol%
好ましい範囲(4): 0.6vol%〜0.05vol%
好ましい範囲(1): 5.0vol%〜0.24vol%
好ましい範囲(2): 3.8vol%〜0.24vol%
好ましい範囲(3): 3.0vol%〜0.24vol%
好ましい範囲(4): 1.3vol%〜0.24vol%
好ましい範囲(1): 4.8vol%〜0.1vol%
好ましい範囲(2): 3.6vol%〜0.1vol%
好ましい範囲(3): 2.9vol%〜0.1vol%
好ましい範囲(4): 1.2vol%〜0.1vol%
好ましい範囲(4): 1.2vol%〜0.1vol%
好ましい範囲(1): 40.0vol%〜1.25vol%
好ましい範囲(2): 30.0vol%〜1.25vol%
好ましい範囲(3): 24.0vol%〜1.25vol%
好ましい範囲(4): 10.0vol%〜1.25vol%
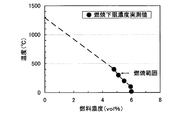
この実験は、図20に示す実験装置、即ち、透明石英製窓付き竪型管状の試験鍋(150mmφ×400mmH)を用い、使用する気体燃料として、高炉ガス・コークス炉ガスの混合ガス(Mガス)を用い、出願人会社の焼結工場で使用しているのと同じ焼結原料、即ち、表10に示す焼結原料を使って、下方吸引圧力11.8kPa一定の条件で焼結鍋試験を行った例である。ここで、前記Mガスの燃焼成分の濃度は、空気で希釈して、0.5vol〜15vol%の範囲内で変動させた。なお、この実験に用いたMガスの燃焼下限濃度は12vol%である。
図中の高炉ガスに含まれる燃焼成分(可燃性ガス)とその他の成分(イナート:不活性ガス)の割合については、H2とCO2およびCOとN2との組み合わせで検討すると以下のとおりである。
(1)「H2とCO2」部分の組み合わせについての、(イナートガス)/(可燃性ガス)の比は、20.0/3.5=5.7である。
そこで、この燃焼限界図の(イナートガス)/(可燃性ガス)の比を示す横軸の、5.7の軸と交差するH2+CO2曲線の交わる部分(燃焼限界)を求めると、下限は32vol%、上限は64vol%となる。即ち、H2+CO2の燃焼限界の下限濃度は32vol%、上限濃度は64vol%となる。
(2)一方、残りの燃焼成分である「COとN2」の組み合わせの場合における、(イナートガス)/(可燃性ガス)の比は、53.5/23.0=2.3であるから、同様にして、同図から横軸2.3と、CO+N2の曲線と交わる点から下限:44vol%、上限:74vol%が求まる。従って、この場合の燃焼限界の下限濃度は44vol%、上限濃度は74vol%である。
(3)さらに、両燃焼成分を含む高炉ガスの燃焼下限濃度は、図22中左方最下段の式で求めることができる。また、同式で前記(1)、(2)の上限値をあてはめれば燃焼上限濃度が求まる。このようにして高炉ガスの燃焼下限濃度ならびに燃焼上限濃度を求めることができる。
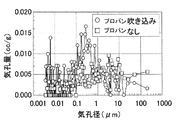
図25は、数種類の気体燃料を燃焼下限濃度以下に希釈した希釈気体燃料を使用した本発明焼結法と、気体燃料の吹き込みを行わない従来焼結法とを比較した実験結果を示すものである。なお、希釈気体燃料の吹き込みを行わない従来焼結例では、粉コークスの添加量を5mass%とし、一方、粉コークス0.8mass%相当の希釈気体燃料を吹き込む本発明例では、総熱量を一定とするため、粉コークスの添加量を4.2mass%とした。図25からわかるように、希釈気体燃料を使用した場合は、いずれの例においても、シャッター強度、成品歩留、生産性の向上が認められた。このように、希釈気体燃料の使用例において、シャッター強度、成品歩留等が向上した理由は、燃焼・溶融帯の拡大と、それによる高温域保持時間の延長によるものと考えられる。
一方、図31(b)は、中層、下層部分に気体燃料を供給した場合である。中層、下層域では燃焼帯が上層から下方へ移行するのに伴って装入層内の温度が上昇することから、燃焼帯の幅が拡大しており、希釈気体燃料は、図31(a)の場合よりも粉コークスの燃焼位置から離れた位置で燃焼するようになる。その結果、図31(b)の右側に示すような温度分布となる。即ち、気体燃料の燃焼点は、ハッチングして示す固体燃料(コークス)燃焼点より離れているため、合成された温度分布曲線はすそ野の広い温度分布になる。従って、T3、T4で示される固体燃料と気体燃料の燃焼に基づく高温域保持時間が延長されるので、得られる焼結鉱のシャッター強度が向上するのである。
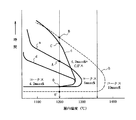
上記サーモビュアの結果を基に、焼結時の温度履歴をまとめて示したのが図35である。粉コークスのみで焼結した場合と比較して、LNGを吹き込むことで、最高温度が1400℃、好ましくは1380℃を超えることなく、1200℃以上の温度領域を約2倍に増加することができている。また、観察される2つのピークからなる温度パターンは、最初のピーク(原料層の上層側のピーク)がコークス燃焼帯上部で吹き込んだLNGの燃焼によるもので、2つ目のピーク(原料層の下層側のピーク)がコークスの燃焼によるもので、それらの燃焼による温度変化が組み合わされて生じたもの推察される。すなわち、コークス(炭材)燃焼と吹き込まれた都市ガスの燃焼が異なる位置で複合して起こることにより、コークス燃焼による最高到達温度が制御され(2つ目のピーク)、引き続くLNGの燃焼(1つ目のピーク)により、この両領域を結ぶ間は1200℃以上に保たれ、焼結鉱を生成するのに有効な燃焼・溶融帯を形成する1200℃以上の高温保持領域が大きく拡大し、その結果、燃焼・溶融帯の高温域保持時間が連続して延長されて、成品焼結鉱の強度が大幅に向上できたものと考えられる。
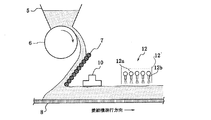
2 ドラムミキサー
3 ロータリーキルン
4、5 サージホッパー
6 ドラムフィーダー
7 切り出しシュート
8 パレット
9 装入層
10 点火炉
11 ウインドボックス
12 気体燃料供給装置
Claims (52)
- 循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する装入工程と、
上記装入層表面の炭材に点火炉で点火する点火工程と、
上記装入層上方で大気中に気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給工程と、
上記希釈気体燃料と空気とをパレット下に配設されたウインドボックスで吸引して装入層内に導入し、装入層内において希釈気体燃料と炭材を燃焼させて焼結ケーキを生成する焼結工程とを有する焼結鉱の製造方法において、
上記気体燃料供給工程は、気体燃料を気体燃料供給手段の噴出口から吹き消え現象が起こる流速で噴出させることを特徴とする焼結鉱の製造方法。 - 上記吹き消え現象が起こる流速は、気体燃料の燃焼速度を超える速度であることを特徴とする請求項1に記載の焼結鉱の製造方法。
- 上記気体燃料供給手段は、気体燃料を開口径が3mmφ未満の噴出口から噴出させることを特徴とする請求項1または2に記載の焼結鉱の製造方法。
- 上記気体燃料供給手段は、気体燃料を開口径が0.8〜1.5mmφの噴出口から噴出させることを特徴とする請求項1〜3のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、装入層内の高温域保持時間および最高到達温度のいずれか一方または両方を制御する工程であることを特徴とする請求項1〜4のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の供給量および/または濃度を調整して装入層内の高温域保持時間を制御する工程であることを特徴とする請求項1〜5のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の供給量および/または濃度を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であることを特徴とする請求項1〜6のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、焼結原料中の炭材量を調整して装入層内の最高到達温度を制御する工程であることを特徴とする請求項1〜7のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、焼結原料中の炭材量を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であることを特徴とする請求項1〜8のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の供給量、濃度および焼結原料中の炭材量のいずれか1以上を調整して装入層内の最高到達温度を1200〜1380℃の範囲に制御する工程であることを特徴とする請求項1〜9のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の供給量、濃度もしくは焼結原料中の炭材量に応じて、装入層内の高温域保持時間を制御する工程であることを特徴とする請求項1〜10のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、焼結原料中の炭材量に応じて希釈気体燃料の供給量もしくは濃度を調整して、装入層内の高温域保持時間を制御する工程であることを特徴とする請求項1〜11のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、装入層の上から導入した希釈気体燃料の少なくとも一部を未燃焼のまま上記装入層内の燃焼・溶融帯に到達させ、燃焼させる工程であることを特徴とする請求項1〜12のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、装入層の上から導入した希釈気体燃料を燃焼させ、装入層内の燃焼・溶融帯の形態を制御する工程であることを特徴とする請求項1〜13のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、燃焼・溶融帯の高さ方向の厚みおよび/またはパレット進行方向の幅を調節する工程であることを特徴とする請求項1〜14のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、装入層内において希釈気体燃料を燃焼させ、燃焼・溶融帯の高温域保持時間を延長して焼結鉱の冷間強度を制御する工程であることを特徴とする請求項1〜15のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の装入層内への導入位置を制御する工程であることを特徴とする請求項1〜16のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の装入層内への導入を、点火炉以降の位置で行うことを特徴とする請求項1〜17のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の装入層内への導入を、装入層表層部に焼結ケーキが生成されてから焼結が完了するまでの間に行うことを特徴とする請求項1〜18のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、希釈気体燃料の装入層内への導入を、燃焼・溶融帯の厚みが15mm以上となる領域において行うことを特徴とする請求項1〜19のいずれかに記載の焼結鉱の製造方法。
- 上記焼結工程は、焼結鉱の冷間強度を制御する工程であることを特徴とする請求項1〜20のいずれかに記載の焼結鉱の製造方法。
- 上記希釈気体燃料は、燃焼下限濃度の75%以下かつ2%以上の濃度に希釈された気体燃料であることを特徴とする請求項1〜21のいずれかに記載の焼結鉱の製造方法。
- 上記希釈気体燃料は、燃焼下限濃度の60%以下かつ2%以上の濃度に希釈された気体燃料であることを特徴とする請求項1〜21のいずれかに記載の焼結鉱の製造方法。
- 上記希釈気体燃料は、燃焼下限濃度の25%以下かつ2%以上の濃度に希釈された気体燃料であることを特徴とする請求項1〜21のいずれかに記載の焼結鉱の製造方法。
- 上記気体燃料は、高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天然ガス、メタンガス、エタンガス、プロパンガスおよびそれらの混合ガスのうちから選ばれるいずれかの可燃性ガスであることを特徴とする請求項1〜24のいずれかに記載の焼結鉱の製造方法。
- 循環移動するパレット上に粉鉱石と炭材を含む焼結原料を装入して装入層を形成する原料供給装置と、
上記装入層表面の炭材に点火する点火炉と、
上記装入層上辺の空気中に、気体燃料を噴出して燃焼下限濃度以下の希釈気体燃料とする気体燃料供給装置と、
上記希釈気体燃料と空気とをパレット下で吸引して装入層内に導入するウインドボックスとを備える焼結機において、
上記気体燃料供給装置は、気体燃料を気体燃料供給手段の噴出口から吹き消え現象が起こる流速で噴出するものであることを特徴とする焼結機。 - 上記気体燃料供給手段は、気体燃料を、その気体燃料の燃焼速度を超える速度で噴出口から空気中に噴出させるものであることを特徴とする請求項26に記載の焼結機。
- 上記気体燃料供給手段は、気体燃料を、開口径が3mmφ未満の噴出口から噴出させることを特徴とする請求項26または27に記載の焼結機。
- 上記気体燃料供給手段は、気体燃料を、開口径が0.8〜1.5mmφの噴出口から噴出させることを特徴とする請求項26〜28のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、パレット進行方向の点火炉下流側に設置されていることを特徴とする請求項26〜29のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、パレットの幅方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を噴出する噴出口を設けてなる気体燃料供給手段を有するものであることを特徴とする請求項26〜30のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、パレットの進行方向に沿って、複数の気体燃料供給パイプを配設し、そのパイプには、気体燃料を噴出する噴出口を設けてなる気体燃料供給手段を有するものであることを特徴とする請求項26〜30のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、パレット幅方向における気体燃料の供給量を制御するものであることを特徴とする請求項26〜32のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、パレット幅方向の吸引速度の大きい部分には気体燃料の供給量を多くし、吸引速度の小さい部分には気体燃料の供給量を少なくして、吸引空気量当りの気体燃料供給量の分布を均一化するものであることを特徴とする請求項26〜33に記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を装入層表面に対して垂直方向に噴出するものであることを特徴とする請求項26〜34のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を装入層表面に対して平行方向に噴出するものであることを特徴とする請求項26〜34のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を装入層の上方に設けられた反射板に向かって噴出するものであることを特徴とする請求項26〜34のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料供給パイプに設けられた気体燃料の噴出方向を装入層表面に対して±90度の範囲に分散させたものであることを特徴とする請求項26〜34のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料供給パイプを回転させ、気体燃料の噴出方向を装入層表面に対して±90度の範囲で揺動させるものであることを特徴とする請求項26〜34のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料の大気中への噴出を、装入層表面上方300mm以上の高さで行うものであることを特徴とする請求項26〜39のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料の噴出高さ位置を調整可能な昇降機構を有することを特徴とする請求項26〜40のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、点火炉の下流側に少なくとも1以上配設されてなることを特徴とする請求項26〜41のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、着火された燃焼・溶融帯の燃焼前線が装入層表層下に進行した段階から焼結が完了するまでの間のいずれかの位置に配設されてなることを特徴とする請求項26〜42のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を燃焼下限濃度の75%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであることを特徴とする請求項26〜43のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を燃焼下限濃度の60%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであることを特徴とする請求項26〜43のいずれかに記載の焼結機。
- 上記気体燃料供給装置は、気体燃料を燃焼下限濃度の25%以下かつ2%以上の濃度に希釈した希釈気体燃料として装入層に導入するものであることを特徴とする請求項26〜43のいずれかに記載の焼結機。
- 上記気体燃料は、高炉ガス、コークス炉ガス、高炉・コークス炉混合ガス、都市ガス、天延ガス、メタンガス、エタンガス、プロパンガスおよびそれらの混合ガスのうちから選ばれるいずれかであることを特徴とする請求項26〜46のいずれかに記載の焼結機。
- 上記気体燃料は、CO含有量が50massppm以下であることを特徴とする請求項26〜47のいずれかに記載の焼結機。
- 上記気体燃料は、都市ガス13A、プロパンガスのいずれかであることを特徴とする請求項26〜48のいずれかに記載の焼結機。
- 上記気体燃料は、気体状態での着火温度が、気体燃料供給開始時の焼結ベッド表層温度より高い液体燃料を気化させたものであることを特徴とする請求項26〜49のいずれかに記載の焼結機。
- 上記液体燃料は、アルコール類、エーテル類、石油類、その他の炭化水素系化合物類であることを特徴とする請求項50に記載の焼結機。
- 上記液体燃料を気化させた気体燃料の供給配管は、液体燃料の沸点以上着火温度未満の温度に保持されてなることを特徴とする請求項50または51に記載の焼結機。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212760A JP4735682B2 (ja) | 2008-08-21 | 2008-08-21 | 焼結鉱の製造方法および焼結機 |
| KR1020117005604A KR101387811B1 (ko) | 2008-08-21 | 2008-12-02 | 소결광의 제조방법 및 소결기 |
| CN2008801308309A CN102131941B (zh) | 2008-08-21 | 2008-12-02 | 烧结矿的制造方法及烧结机 |
| TW097146732A TWI409339B (zh) | 2008-08-21 | 2008-12-02 | Sintering method and sintering machine |
| BRPI0823086A BRPI0823086A2 (pt) | 2008-08-21 | 2008-12-02 | método para produção de minério sinterizado e máquina de sinterização |
| EP08876783.5A EP2322675B1 (en) | 2008-08-21 | 2008-12-02 | Process for producing sintered ore and sintering machine |
| AU2008360794A AU2008360794B8 (en) | 2008-08-21 | 2008-12-02 | Method for producing sintered ore and sintering machine |
| PCT/JP2008/072223 WO2010021065A1 (ja) | 2008-08-21 | 2008-12-02 | 焼結鉱の製造方法および焼結機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008212760A JP4735682B2 (ja) | 2008-08-21 | 2008-08-21 | 焼結鉱の製造方法および焼結機 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2010047801A true JP2010047801A (ja) | 2010-03-04 |
| JP2010047801A5 JP2010047801A5 (ja) | 2011-01-20 |
| JP4735682B2 JP4735682B2 (ja) | 2011-07-27 |
Family
ID=41706959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008212760A Active JP4735682B2 (ja) | 2008-08-21 | 2008-08-21 | 焼結鉱の製造方法および焼結機 |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP2322675B1 (ja) |
| JP (1) | JP4735682B2 (ja) |
| KR (1) | KR101387811B1 (ja) |
| CN (1) | CN102131941B (ja) |
| AU (1) | AU2008360794B8 (ja) |
| BR (1) | BRPI0823086A2 (ja) |
| TW (1) | TWI409339B (ja) |
| WO (1) | WO2010021065A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011252665A (ja) * | 2010-06-02 | 2011-12-15 | Jfe Steel Corp | 焼結機および焼結鉱の製造方法 |
| WO2013186950A1 (ja) | 2012-06-13 | 2013-12-19 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| WO2014013776A1 (ja) | 2012-07-18 | 2014-01-23 | Jfeスチール株式会社 | 焼結機の気体燃料供給装置 |
| WO2014013775A1 (ja) | 2012-07-18 | 2014-01-23 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| WO2014080450A1 (ja) | 2012-11-20 | 2014-05-30 | Jfeスチール株式会社 | 焼結機の酸素-気体燃料供給装置 |
| JP2020002457A (ja) * | 2018-06-25 | 2020-01-09 | 日本製鉄株式会社 | Dl焼結機およびdl焼結機を用いた焼結鉱の製造方法 |
Families Citing this family (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4009851B2 (ja) | 2002-05-20 | 2007-11-21 | セイコーエプソン株式会社 | 投写型画像表示システム、プロジェクタ、プログラム、情報記憶媒体および画像投写方法 |
| KR101633210B1 (ko) * | 2012-03-29 | 2016-06-23 | 제이에프이 스틸 가부시키가이샤 | 소결기의 점화 장치 및 소결기 |
| KR101461580B1 (ko) * | 2013-12-23 | 2014-11-17 | 주식회사 포스코 | 소결광 제조 설비 및 이를 이용한 소결광 제조 방법 |
| CN104006403B (zh) * | 2014-05-29 | 2016-08-17 | 马钢(集团)控股有限公司 | 一种气体稀释装置及其方法 |
| CN106468431A (zh) * | 2015-08-21 | 2017-03-01 | 上海梅山钢铁股份有限公司 | 解决可燃气体辅助烧结着火及气体喷嘴堵塞的方法 |
| CN107782145B (zh) * | 2016-08-29 | 2019-11-29 | 中冶长天国际工程有限责任公司 | 一种喷吹辅助烧结法用多向管排式喷吹装置及其喷吹方法 |
| CN107796222B (zh) * | 2016-08-29 | 2019-09-13 | 中冶长天国际工程有限责任公司 | 一种辅助烧结用多排同步旋转喷吹装置及其喷吹方法 |
| CN107782144B (zh) * | 2016-08-29 | 2019-08-13 | 中冶长天国际工程有限责任公司 | 一种内腔式喷吹装置和烧结装置 |
| DE102016116645A1 (de) * | 2016-09-06 | 2017-10-26 | Outotec (Finland) Oy | Sinterkühler |
| CN108085482A (zh) * | 2016-11-23 | 2018-05-29 | 中冶长天国际工程有限责任公司 | 一种强化边部烧结的喷吹装置及其烧结工艺 |
| CN108088398B (zh) * | 2016-11-23 | 2020-03-17 | 中冶长天国际工程有限责任公司 | 一种喷吹辅助烧结法用燃烧测量装置及测量方法 |
| CN106403607B (zh) * | 2016-11-29 | 2018-12-14 | 安徽工业大学 | 一种冷床台车底部内侧动密封装置 |
| WO2018151024A1 (ja) * | 2017-02-16 | 2018-08-23 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| EP3372935A1 (en) * | 2017-03-08 | 2018-09-12 | Paul Wurth S.A. | Conveying device for bulk material |
| WO2018198980A1 (ja) * | 2017-04-27 | 2018-11-01 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| CN109207739B (zh) * | 2018-09-17 | 2019-12-24 | 中南大学 | 一种资源化利用含锌冶金粉尘生产炼铁炉料的方法 |
| CN109526305B (zh) * | 2018-11-21 | 2021-05-04 | 广东海洋大学 | 一种水稻耐盐碱性种质筛选用实验台 |
| CN110055361B (zh) * | 2019-06-10 | 2020-12-01 | 成渝钒钛科技有限公司 | 焦丁高炉应用技术方法 |
| EP3904544A1 (de) * | 2020-04-30 | 2021-11-03 | Primetals Technologies Austria GmbH | Verfahren zur einstellung einer permeabilität eines sintergutes |
| CN111860240B (zh) * | 2020-07-07 | 2022-08-02 | 内蒙古科技大学 | 链篦机台车侧板偏移故障的检测方法及系统 |
| CN112048617B (zh) * | 2020-09-08 | 2021-08-31 | 中南大学 | 一种液气两相介质耦合分区喷吹烧结方法及喷吹装置 |
| CN115216625B (zh) * | 2021-11-22 | 2023-06-23 | 中冶长天国际工程有限责任公司 | 一种燃气周期间隔喷吹辅助烧结的方法 |
| JP7643558B2 (ja) * | 2022-03-28 | 2025-03-11 | Jfeスチール株式会社 | 焼結鉱組織の予測方法およびそれを用いた焼結鉱の製造方法 |
| CN120225699A (zh) * | 2022-12-02 | 2025-06-27 | 杰富意钢铁株式会社 | 烧结矿的制造方法 |
| CN115896447B (zh) * | 2022-12-02 | 2025-07-04 | 中冶长天国际工程有限责任公司 | 一种粗颗粒燃料梯级分加的低排放烧结方法 |
| JP7568174B1 (ja) * | 2023-05-30 | 2024-10-16 | Jfeスチール株式会社 | 焼結鉱の製造装置、焼結鉱の製造方法及び、プログラム |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05311257A (ja) * | 1992-05-11 | 1993-11-22 | Nippon Steel Corp | 焼結鉱の製造方法 |
| JP2008095170A (ja) * | 2005-10-31 | 2008-04-24 | Jfe Steel Kk | 焼結鉱の製造方法および焼結機 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4627126B1 (ja) | 1967-05-17 | 1971-08-06 | ||
| FR2195688A1 (en) * | 1972-08-11 | 1974-03-08 | Siderurgie Fse Inst Rech | Introducing gaseous fuel into sinter mixt - without danger of igniting the fuel before it reaches the sinter bed |
| JPS5518585A (en) | 1978-07-27 | 1980-02-08 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| JPS5651536A (en) * | 1979-09-29 | 1981-05-09 | Sumitomo Metal Ind Ltd | Manufacture of sintered ore |
| FR2515686A1 (fr) * | 1981-11-02 | 1983-05-06 | Siderurgie Fse Inst Rech | Procede d'agglomeration sur grille de minerai de fer et installation de mise en oeuvre |
| JPS60155626A (ja) | 1984-01-24 | 1985-08-15 | Sumitomo Metal Ind Ltd | 焼結機の排ガス処理方法 |
| JP4650106B2 (ja) * | 2005-05-31 | 2011-03-16 | Jfeスチール株式会社 | 焼結装置および焼結方法 |
| WO2007052776A1 (ja) * | 2005-10-31 | 2007-05-10 | Jfe Steel Corporation | 焼結鉱の製造方法および焼結機 |
| CN101004261A (zh) * | 2007-01-10 | 2007-07-25 | 王梓骥 | 烧结料床内实行局部多点连续点火工艺方法 |
| JP4735660B2 (ja) * | 2007-04-27 | 2011-07-27 | Jfeスチール株式会社 | 焼結鉱の製造方法および焼結機 |
| CN101144117A (zh) * | 2007-10-15 | 2008-03-19 | 莱芜钢铁集团有限公司 | 一种富氧烧结技术 |
-
2008
- 2008-08-21 JP JP2008212760A patent/JP4735682B2/ja active Active
- 2008-12-02 KR KR1020117005604A patent/KR101387811B1/ko active Active
- 2008-12-02 TW TW097146732A patent/TWI409339B/zh active
- 2008-12-02 AU AU2008360794A patent/AU2008360794B8/en active Active
- 2008-12-02 WO PCT/JP2008/072223 patent/WO2010021065A1/ja not_active Ceased
- 2008-12-02 CN CN2008801308309A patent/CN102131941B/zh active Active
- 2008-12-02 BR BRPI0823086A patent/BRPI0823086A2/pt active IP Right Grant
- 2008-12-02 EP EP08876783.5A patent/EP2322675B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05311257A (ja) * | 1992-05-11 | 1993-11-22 | Nippon Steel Corp | 焼結鉱の製造方法 |
| JP2008095170A (ja) * | 2005-10-31 | 2008-04-24 | Jfe Steel Kk | 焼結鉱の製造方法および焼結機 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011252665A (ja) * | 2010-06-02 | 2011-12-15 | Jfe Steel Corp | 焼結機および焼結鉱の製造方法 |
| WO2013186950A1 (ja) | 2012-06-13 | 2013-12-19 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| US9574251B2 (en) | 2012-06-13 | 2017-02-21 | Jfe Steel Corporation | Method of producing sintered ore |
| WO2014013776A1 (ja) | 2012-07-18 | 2014-01-23 | Jfeスチール株式会社 | 焼結機の気体燃料供給装置 |
| WO2014013775A1 (ja) | 2012-07-18 | 2014-01-23 | Jfeスチール株式会社 | 焼結鉱の製造方法 |
| KR20150016635A (ko) | 2012-07-18 | 2015-02-12 | 제이에프이 스틸 가부시키가이샤 | 소결광의 제조 방법 |
| US9534272B2 (en) | 2012-07-18 | 2017-01-03 | Jfe Steel Corporation | Method for producing sintered ore |
| KR20170082664A (ko) | 2012-07-18 | 2017-07-14 | 제이에프이 스틸 가부시키가이샤 | 소결기의 기체 연료 공급 장치 |
| US9821381B2 (en) | 2012-07-18 | 2017-11-21 | Jfe Steel Corporation | Gaseous fuel supply apparatus for sintering machine |
| WO2014080450A1 (ja) | 2012-11-20 | 2014-05-30 | Jfeスチール株式会社 | 焼結機の酸素-気体燃料供給装置 |
| JP2020002457A (ja) * | 2018-06-25 | 2020-01-09 | 日本製鉄株式会社 | Dl焼結機およびdl焼結機を用いた焼結鉱の製造方法 |
| JP7099258B2 (ja) | 2018-06-25 | 2022-07-12 | 日本製鉄株式会社 | Dl式焼結機およびdl式焼結機を用いた焼結鉱の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101387811B1 (ko) | 2014-04-21 |
| EP2322675B1 (en) | 2018-03-07 |
| AU2008360794A1 (en) | 2010-02-25 |
| TW201009090A (en) | 2010-03-01 |
| KR20110042353A (ko) | 2011-04-26 |
| AU2008360794B2 (en) | 2013-03-07 |
| JP4735682B2 (ja) | 2011-07-27 |
| CN102131941B (zh) | 2013-07-17 |
| AU2008360794B8 (en) | 2013-03-28 |
| EP2322675A4 (en) | 2016-07-27 |
| EP2322675A1 (en) | 2011-05-18 |
| CN102131941A (zh) | 2011-07-20 |
| BRPI0823086A2 (pt) | 2016-11-08 |
| WO2010021065A1 (ja) | 2010-02-25 |
| TWI409339B (zh) | 2013-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4735682B2 (ja) | 焼結鉱の製造方法および焼結機 | |
| JP4735660B2 (ja) | 焼結鉱の製造方法および焼結機 | |
| JP5458560B2 (ja) | 焼結機 | |
| JP5544784B2 (ja) | 焼結機 | |
| JP4605142B2 (ja) | 焼結鉱の製造方法および焼結機 | |
| JP5359011B2 (ja) | 焼結機 | |
| JP5428193B2 (ja) | 焼結鉱の製造方法および焼結機 | |
| JP5499462B2 (ja) | 焼結鉱の製造方法および焼結機 | |
| JP2008291362A (ja) | 焼結機への希釈気体燃料吹込み操業時の操業解析プログラムおよび焼結機への希釈気体燃料吹込み時の操業解析・制御装置 | |
| JP5544792B2 (ja) | 焼結機 | |
| JP5444957B2 (ja) | 焼結鉱の製造方法及び焼結機 | |
| JP5691250B2 (ja) | 焼結鉱の製造方法 | |
| JP5359012B2 (ja) | 焼結機およびその運転方法 | |
| JP5439981B2 (ja) | 焼結鉱の製造方法 | |
| JP5428195B2 (ja) | 焼結機 | |
| JP2010047812A (ja) | 希釈気体燃料吹込み用焼結機の操業方法および希釈気体燃料吹込み用焼結機 | |
| JP2011168826A (ja) | 焼結機及び焼結機の操業方法 | |
| JP5504619B2 (ja) | 焼結鉱の製造方法 | |
| JP5614012B2 (ja) | 焼結機 | |
| JP5581582B2 (ja) | 焼結機 | |
| JP2010078303A (ja) | 焼結機 | |
| JP5428194B2 (ja) | 焼結機 | |
| JP5453788B2 (ja) | 焼結鉱の製造方法 | |
| JP5682099B2 (ja) | 焼結鉱の製造方法 | |
| JP5428196B2 (ja) | 焼結鉱の製造方法および焼結機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101027 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20101027 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101115 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20101118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110301 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110307 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110411 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4735682 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140513 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |