JP2010030070A - 液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 - Google Patents
液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 Download PDFInfo
- Publication number
- JP2010030070A JP2010030070A JP2008192205A JP2008192205A JP2010030070A JP 2010030070 A JP2010030070 A JP 2010030070A JP 2008192205 A JP2008192205 A JP 2008192205A JP 2008192205 A JP2008192205 A JP 2008192205A JP 2010030070 A JP2010030070 A JP 2010030070A
- Authority
- JP
- Japan
- Prior art keywords
- metal member
- metal
- diaphragm
- discharge head
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000007788 liquid Substances 0.000 title claims abstract description 179
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 230000015572 biosynthetic process Effects 0.000 title description 3
- 229910052751 metal Inorganic materials 0.000 claims abstract description 172
- 239000002184 metal Substances 0.000 claims abstract description 172
- 238000005530 etching Methods 0.000 claims abstract description 56
- 239000011347 resin Substances 0.000 claims abstract description 39
- 229920005989 resin Polymers 0.000 claims abstract description 39
- 229910052739 hydrogen Inorganic materials 0.000 claims abstract description 33
- 239000001257 hydrogen Substances 0.000 claims abstract description 33
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims abstract description 19
- 150000002431 hydrogen Chemical class 0.000 claims abstract description 14
- 239000007769 metal material Substances 0.000 claims abstract description 6
- 239000000463 material Substances 0.000 abstract description 24
- 238000000034 method Methods 0.000 abstract description 16
- 238000012545 processing Methods 0.000 abstract description 6
- 238000007599 discharging Methods 0.000 abstract description 5
- 238000013461 design Methods 0.000 abstract description 3
- 239000010410 layer Substances 0.000 description 24
- 238000006073 displacement reaction Methods 0.000 description 9
- 238000005304 joining Methods 0.000 description 9
- 238000005192 partition Methods 0.000 description 9
- 239000002585 base Substances 0.000 description 8
- 230000001965 increasing effect Effects 0.000 description 8
- 229910052802 copper Inorganic materials 0.000 description 7
- 239000010949 copper Substances 0.000 description 7
- 238000011084 recovery Methods 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 6
- 229920001721 polyimide Polymers 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 239000012530 fluid Substances 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000004642 Polyimide Substances 0.000 description 4
- 239000004734 Polyphenylene sulfide Substances 0.000 description 4
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 229910044991 metal oxide Inorganic materials 0.000 description 4
- 150000004706 metal oxides Chemical class 0.000 description 4
- 229920000069 polyphenylene sulfide Polymers 0.000 description 4
- 239000003513 alkali Substances 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 230000000873 masking effect Effects 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 229910021578 Iron(III) chloride Inorganic materials 0.000 description 2
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 235000011114 ammonium hydroxide Nutrition 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 2
- 230000002238 attenuated effect Effects 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 238000005338 heat storage Methods 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 229910010272 inorganic material Inorganic materials 0.000 description 2
- 239000011147 inorganic material Substances 0.000 description 2
- RBTARNINKXHZNM-UHFFFAOYSA-K iron trichloride Chemical compound Cl[Fe](Cl)Cl RBTARNINKXHZNM-UHFFFAOYSA-K 0.000 description 2
- 229910052451 lead zirconate titanate Inorganic materials 0.000 description 2
- 230000007774 longterm Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 229910017604 nitric acid Inorganic materials 0.000 description 2
- 239000011368 organic material Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000010287 polarization Effects 0.000 description 2
- 239000009719 polyimide resin Substances 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- -1 thread Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 229910000599 Cr alloy Inorganic materials 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- 241001272720 Medialuna californiensis Species 0.000 description 1
- 229910000990 Ni alloy Inorganic materials 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 210000000078 claw Anatomy 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004070 electrodeposition Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229960002089 ferrous chloride Drugs 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- NMCUIPGRVMDVDB-UHFFFAOYSA-L iron dichloride Chemical compound Cl[Fe]Cl NMCUIPGRVMDVDB-UHFFFAOYSA-L 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- HFGPZNIAWCZYJU-UHFFFAOYSA-N lead zirconate titanate Chemical compound [O-2].[O-2].[O-2].[O-2].[O-2].[Ti+4].[Zr+4].[Pb+2] HFGPZNIAWCZYJU-UHFFFAOYSA-N 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 230000005499 meniscus Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002210 silicon-based material Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1607—Production of print heads with piezoelectric elements
- B41J2/1612—Production of print heads with piezoelectric elements of stacked structure type, deformed by compression/extension and disposed on a diaphragm
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1606—Coating the nozzle area or the ink chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1623—Manufacturing processes bonding and adhesion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1626—Manufacturing processes etching
- B41J2/1629—Manufacturing processes etching wet etching
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/1631—Manufacturing processes photolithography
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J2/00—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed
- B41J2/005—Typewriters or selective printing mechanisms characterised by the printing or marking process for which they are designed characterised by bringing liquid or particles selectively into contact with a printing material
- B41J2/01—Ink jet
- B41J2/135—Nozzles
- B41J2/16—Production of nozzles
- B41J2/1621—Manufacturing processes
- B41J2/164—Manufacturing processes thin film formation
- B41J2/1643—Manufacturing processes thin film formation thin film formation by plating
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Particle Formation And Scattering Control In Inkjet Printers (AREA)
Abstract
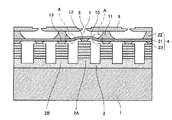
【解決手段】液滴を吐出する複数のノズル6が連通する複数の加圧液室7の壁面を形成する振動板10を形成する振動板部材4と、振動板部材4の振動板10を変位させる圧電素子部材2とを有し、振動板部材4は、振動板10を形成する樹脂部材21と、樹脂部材21の両面に設けられた第1、第2の金属部材22、23とを含む少なくとも3層の積層部材20からなり、第1、第2の金属部材22、23は異なる種類の金属材料から形成され、第1の金属部材22はイオン化傾向が水素よりも大きい材料で形成され、第2の金属部材23はイオン化傾向が水素よりも小さい材料で形成されている。
【選択図】図2
Description
液滴を吐出する複数のノズルが連通する複数の流路の少なくとも1つの壁面を形成する振動板を形成する振動板部材と、
前記振動板部材の振動板を変位させる駆動手段と、を有し、
前記振動板部材は、前記振動板を形成する樹脂部材と、前記樹脂部材の両面に設けられた第1、第2の金属部材と、を含む少なくとも3層の積層部材からなり、
前記第1、第2の金属部材は異なる種類の金属材料から形成され、前記第1の金属部材のイオン化傾向が水素よりも大きく、前記第2の金属部材のイオン化傾向が水素よりも小さい
構成とした。
前記第1の金属部材で形成された流路間隔壁の少なくとも一部を形成するパターンの平面形状における面積が前記第2の金属部材で形成された前記対応部分のパターンの平面形状における面積より大きく、
前記駆動手段によって前記振動板を前記流路側に変形変位させて前記液滴を吐出させる
構成とできる。
前記第1の金属部材で形成された前記対応部分のパターンの平面形状における面積が前記第1の金属部材で形成された前記流路間隔壁の少なくとも一部を形成するパターンの平面形状における面積より大きく、
前記駆動手段によって前記振動板を前記流路側と反対側に変形変位させて前記液滴を吐出させる
構成とできる。
本実施形態では、前記第1実施形態と同様に、第1の金属部材22で液室間隔壁(流路間隔壁)11が形成され、第2の金属部材23で流路間隔壁11に対応する駆動手段(圧電素子部材2)側の対応部分である厚肉部13が形成されている。
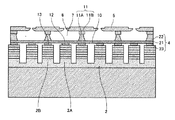
本実施形態では、前記第1実施形態とは逆に、第2の金属部材23で液室間隔壁(流路間隔壁)11が形成され、第1の金属部材22で流路間隔壁11に対応する駆動手段側の支柱となる非駆動圧電素子柱32Bと接合する対応部分である厚肉部13が形成されている。
本実施形態では、振動板部材4の第1の金属部材22で液室間隔壁11の一部(隔壁部分)11Aを形成し、この振動板部材4上に液室間隔壁11の残部(隔壁部分)11Bを形成する液室部材20を接合することで、液室間隔壁11を2層構造としたものである。
この画像形成装置はシリアル型画像形成装置であり、左右の側板201A、201Bに横架したガイド部材である主従のガイドロッド231、232でキャリッジ233を主走査方向に摺動自在に保持し、図示しない主走査モータによってタイミングベルトを介して矢示方向(キャリッジ主走査方向)に移動走査する。
2…圧電素子部材
2A,2B…圧電素子柱
3…フレーム部材
4…振動板部材
5…ノズル板
6…ノズル
7…加圧液室(流路)
10…振動板
11…液室間隔壁(流路間隔壁)
20…液室部材
21…樹脂部材
22…第1の金属部材
23…第2の金属部材
234…記録ヘッド(液体吐出ヘッド)
Claims (7)
- 液滴を吐出する複数のノズルが連通する複数の流路の少なくとも1つの壁面を形成する振動板を形成する振動板部材と、
前記振動板部材の振動板を変位させる駆動手段と、を有し、
前記振動板部材は、前記振動板を形成する樹脂部材と、前記樹脂部材の両面に設けられた第1、第2の金属部材と、を含む少なくとも3層の積層部材からなり、
前記第1、第2の金属部材は異なる種類の金属材料から形成され、前記第1の金属部材のイオン化傾向が水素よりも大きく、前記第2の金属部材のイオン化傾向が水素よりも小さい
ことを特徴とする液体吐出ヘッド。 - 請求項1に記載の液体吐出ヘッドにおいて、前記振動板部材の前記第1の金属部材は流路間隔壁の少なくとも一部を形成していることを特徴とする液体吐出ヘッド。
- 請求項1に記載の液体吐出ヘッドにおいて、
前記第1の金属部材で流路間隔壁の少なくとも一部が形成され、前記第2の金属部材で前記流路間隔壁に対応する前記駆動手段側の対応部分が形成され、
前記第1の金属部材で形成された流路間隔壁の少なくとも一部を形成するパターンの平面形状における面積が前記第2の金属部材で形成された前記対応部分のパターンの平面形状における面積より大きく、
前記駆動手段によって前記振動板を前記流路側に変形変位させて前記液滴を吐出させる
ことを特徴とする液体吐出ヘッド。 - 請求項1に記載の液体吐出ヘッドにおいて、
前記第2の金属部材で流路間隔壁の少なくとも一部が形成され、前記第1の金属部材で前記流路間隔壁に対応する前記駆動手段側の対応部分が形成され、
前記第1の金属部材で形成された前記対応部分のパターンの平面形状における面積が前記第1の金属部材で形成された前記流路間隔壁の少なくとも一部を形成するパターンの平面形状における面積より大きく、
前記駆動手段によって前記振動板を前記流路側と反対側に変形変位させて前記液滴を吐出させる
ことを特徴とする液体吐出ヘッド。 - 請求項1ないし3のいずれかに記載の液体吐出ヘッドを製造する製造方法であって、前記振動板部材の前記第1の金属部材と前記第2の金属部材とを異なるエッチング液でエッチングして所要のパターンを形成することを特徴とする液体吐出ヘッドの製造方法。
- 請求項4に記載の液体吐出ヘッドを製造する製造方法であって、前記振動板部材の前記第1の金属部材と前記第2の金属部材とを第1のエッチング液でエッチングを行い、その後、前記第1又は第2の金属部材を第2のエッチング液でエッチングを行うことを特徴とする液体吐出ヘッドの製造方法。
- 請求項1ないし4のいずれかに記載の液体吐出ヘッドを備えていることを特徴とする画像形成装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192205A JP5332375B2 (ja) | 2008-07-25 | 2008-07-25 | 液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 |
| US12/508,719 US8118413B2 (en) | 2008-07-25 | 2009-07-24 | Liquid ejecting head, image forming apparatus, and method for manufacturing liquid ejecting head |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008192205A JP5332375B2 (ja) | 2008-07-25 | 2008-07-25 | 液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010030070A true JP2010030070A (ja) | 2010-02-12 |
| JP5332375B2 JP5332375B2 (ja) | 2013-11-06 |
Family
ID=41568246
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008192205A Expired - Fee Related JP5332375B2 (ja) | 2008-07-25 | 2008-07-25 | 液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US8118413B2 (ja) |
| JP (1) | JP5332375B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011173319A (ja) * | 2010-02-24 | 2011-09-08 | Ricoh Co Ltd | 液体吐出ヘッド及び画像形成装置 |
| CN109895501A (zh) * | 2017-12-08 | 2019-06-18 | 松下知识产权经营株式会社 | 喷墨头以及喷墨印刷装置 |
| KR20190068444A (ko) * | 2017-12-08 | 2019-06-18 | 파나소닉 아이피 매니지먼트 가부시키가이샤 | 잉크젯 헤드 및 잉크젯 인쇄 장치 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6098099B2 (ja) | 2011-12-13 | 2017-03-22 | 株式会社リコー | 液体吐出ヘッド及び画像形成装置 |
| JP5943292B2 (ja) | 2012-03-19 | 2016-07-05 | 株式会社リコー | 液体吐出ヘッド、画像形成装置、液体吐出ヘッドの製造方法 |
| US9809024B2 (en) | 2015-06-11 | 2017-11-07 | Ricoh Company, Ltd. | Image forming apparatus |
| US10144213B2 (en) | 2016-06-08 | 2018-12-04 | Ricoh Company, Ltd. | Printing apparatus, recording medium storing program, and printing method |
| US10759175B2 (en) * | 2018-03-02 | 2020-09-01 | Ricoh Company, Ltd. | Liquid discharge head, head module, liquid discharge device, and liquid discharge apparatus |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09314734A (ja) * | 1996-05-29 | 1997-12-09 | Mitsubishi Chem Corp | 難燃性金属樹脂複合板 |
| JP2002264346A (ja) * | 2001-03-14 | 2002-09-18 | Ricoh Co Ltd | インクジェットヘッド |
| JP2005125798A (ja) * | 1996-04-04 | 2005-05-19 | Sony Corp | プリンタ装置 |
| JP2008166479A (ja) * | 2006-12-28 | 2008-07-17 | Kobe Steel Ltd | 配線基板、および、配線の形成方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10202856A (ja) * | 1997-01-20 | 1998-08-04 | Minolta Co Ltd | インクジェット記録ヘッド |
| JP3596586B2 (ja) | 1998-03-05 | 2004-12-02 | セイコーエプソン株式会社 | インクジェット式記録ヘッド、及びインク供給口形成基板の製造方法 |
| US6367914B1 (en) * | 1999-04-15 | 2002-04-09 | Ricoh Company, Ltd. | Electrostatic ink-jet head and method of production of the same |
| JP2002292868A (ja) * | 2001-03-28 | 2002-10-09 | Ricoh Co Ltd | 液滴吐出ヘッド、インクカートリッジ及びインクジェット記録装置 |
| US7090325B2 (en) * | 2001-09-06 | 2006-08-15 | Ricoh Company, Ltd. | Liquid drop discharge head and manufacture method thereof, micro device ink-jet head ink cartridge and ink-jet printing device |
| CN100340405C (zh) * | 2002-08-06 | 2007-10-03 | 株式会社理光 | 静电激励器及其制造方法以及包括该静电激励器的设备 |
| JP2005219426A (ja) * | 2004-02-09 | 2005-08-18 | Ricoh Co Ltd | 液体吐出ヘッド、液体カートリッジ、液体吐出装置、画像形成装置及び液体吐出ヘッドの製造方法 |
| JP4439319B2 (ja) * | 2004-04-14 | 2010-03-24 | 株式会社リコー | 液体吐出ヘッド、液体カートリッジ、液体吐出装置及び画像形成装置 |
| JP2006088400A (ja) | 2004-09-21 | 2006-04-06 | Fuji Xerox Co Ltd | インクジェット記録ヘッド及びその製造方法、並びに、それを備えたインクジェット記録装置 |
| JP2006175845A (ja) * | 2004-11-29 | 2006-07-06 | Ricoh Co Ltd | 液体吐出ヘッド、液体吐出装置及び画像形成装置 |
| JP4726159B2 (ja) * | 2006-03-14 | 2011-07-20 | 株式会社リコー | 液体吐出ヘッド、液体吐出装置、画像形成装置 |
| JP5233130B2 (ja) * | 2006-04-14 | 2013-07-10 | 株式会社リコー | 圧電アクチュエータ、液体吐出ヘッド、液体吐出装置、画像形成装置 |
| US8197048B2 (en) * | 2006-04-26 | 2012-06-12 | Ricoh Company, Ltd. | Image forming apparatus |
-
2008
- 2008-07-25 JP JP2008192205A patent/JP5332375B2/ja not_active Expired - Fee Related
-
2009
- 2009-07-24 US US12/508,719 patent/US8118413B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005125798A (ja) * | 1996-04-04 | 2005-05-19 | Sony Corp | プリンタ装置 |
| JPH09314734A (ja) * | 1996-05-29 | 1997-12-09 | Mitsubishi Chem Corp | 難燃性金属樹脂複合板 |
| JP2002264346A (ja) * | 2001-03-14 | 2002-09-18 | Ricoh Co Ltd | インクジェットヘッド |
| JP2008166479A (ja) * | 2006-12-28 | 2008-07-17 | Kobe Steel Ltd | 配線基板、および、配線の形成方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011173319A (ja) * | 2010-02-24 | 2011-09-08 | Ricoh Co Ltd | 液体吐出ヘッド及び画像形成装置 |
| CN109895501A (zh) * | 2017-12-08 | 2019-06-18 | 松下知识产权经营株式会社 | 喷墨头以及喷墨印刷装置 |
| KR20190068444A (ko) * | 2017-12-08 | 2019-06-18 | 파나소닉 아이피 매니지먼트 가부시키가이샤 | 잉크젯 헤드 및 잉크젯 인쇄 장치 |
| CN109895501B (zh) * | 2017-12-08 | 2020-10-16 | 松下知识产权经营株式会社 | 喷墨头以及喷墨印刷装置 |
| KR102584915B1 (ko) | 2017-12-08 | 2023-10-05 | 파나소닉 아이피 매니지먼트 가부시키가이샤 | 잉크젯 헤드 및 잉크젯 인쇄 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100020130A1 (en) | 2010-01-28 |
| JP5332375B2 (ja) | 2013-11-06 |
| US8118413B2 (en) | 2012-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4869108B2 (ja) | 液体吐出ヘッド、液体カートリッジ、画像形成装置 | |
| JP5332375B2 (ja) | 液体吐出ヘッド、液体吐出ヘッドの製造方法、画像形成装置 | |
| JP5954565B2 (ja) | 液体吐出ヘッド、画像形成装置 | |
| JP4938574B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5754188B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5068063B2 (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置、液体吐出ヘッドの製造方法 | |
| JP5633200B2 (ja) | 圧電アクチュエータ、液体吐出ヘッド及び画像形成装置 | |
| JP2007307774A (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置 | |
| JP2008114561A (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置 | |
| JP5359129B2 (ja) | 圧電アクチュエータ、液体吐出ヘッド及び画像形成装置 | |
| JP2009172969A (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2011056922A (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP4876046B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5943292B2 (ja) | 液体吐出ヘッド、画像形成装置、液体吐出ヘッドの製造方法 | |
| JP5549163B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5668382B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2007176153A (ja) | 液滴吐出装置及び画像形成装置 | |
| JP5338585B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP4961373B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5857559B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP2009066890A (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5310414B2 (ja) | 液体吐出ヘッド及び画像形成装置 | |
| JP5065845B2 (ja) | 液体吐出ヘッド、液体吐出装置、画像形成装置 | |
| JP2013065663A (ja) | 圧電アクチュエータ、液体吐出ヘッド及び画像形成装置 | |
| JP5609461B2 (ja) | 液体吐出ヘッド及び画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110408 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120925 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121120 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130702 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130715 |
|
| LAPS | Cancellation because of no payment of annual fees |