JP2009515729A - 複合材料 - Google Patents
複合材料 Download PDFInfo
- Publication number
- JP2009515729A JP2009515729A JP2008539487A JP2008539487A JP2009515729A JP 2009515729 A JP2009515729 A JP 2009515729A JP 2008539487 A JP2008539487 A JP 2008539487A JP 2008539487 A JP2008539487 A JP 2008539487A JP 2009515729 A JP2009515729 A JP 2009515729A
- Authority
- JP
- Japan
- Prior art keywords
- panel
- core layer
- layer
- composite sheet
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 50
- 239000010410 layer Substances 0.000 claims abstract description 100
- 239000012792 core layer Substances 0.000 claims abstract description 59
- 239000000835 fiber Substances 0.000 claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 claims abstract description 20
- 238000000034 method Methods 0.000 claims abstract description 19
- 229910052751 metal Inorganic materials 0.000 claims abstract description 17
- 239000002184 metal Substances 0.000 claims abstract description 17
- 229920001169 thermoplastic Polymers 0.000 claims abstract description 16
- 239000004416 thermosoftening plastic Substances 0.000 claims abstract description 15
- 239000000463 material Substances 0.000 claims description 22
- 238000005728 strengthening Methods 0.000 claims description 10
- 230000002787 reinforcement Effects 0.000 claims description 7
- 229920005989 resin Polymers 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- 208000027418 Wounds and injury Diseases 0.000 claims description 5
- 230000006378 damage Effects 0.000 claims description 5
- 208000014674 injury Diseases 0.000 claims description 5
- 229920003031 santoprene Polymers 0.000 claims description 3
- 239000000758 substrate Substances 0.000 description 13
- 239000012815 thermoplastic material Substances 0.000 description 10
- 229920003002 synthetic resin Polymers 0.000 description 4
- 239000000057 synthetic resin Substances 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000001747 exhibiting effect Effects 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 239000002861 polymer material Substances 0.000 description 2
- -1 polypropylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000007977 PBT buffer Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000003116 impacting effect Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/001—Superstructures, understructures, or sub-units thereof, characterised by the material thereof characterised by combining metal and synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/08—Front or rear portions
- B62D25/10—Bonnets or lids, e.g. for trucks, tractors, busses, work vehicles
- B62D25/105—Bonnets or lids, e.g. for trucks, tractors, busses, work vehicles for motor cars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
- B62D29/043—Superstructures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R21/00—Arrangements or fittings on vehicles for protecting or preventing injuries to occupants or pedestrians in case of accidents or other traffic risks
- B60R21/34—Protecting non-occupants of a vehicle, e.g. pedestrians
- B60R2021/343—Protecting non-occupants of a vehicle, e.g. pedestrians using deformable body panel, bodywork or components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/23—Sheet including cover or casing
Abstract
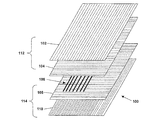
【解決手段】積層構造を有する成形熱可塑性複合シート(100)において、前記積層構造は少なくとも第1のカバー層(112)と第2のカバー層(114)を含み、前記カバー層(112、114)はそれぞれ繊維強化され、前記カバー層(112、114)の間には少なくとも、前記複合シート(100)の一部に変形可能な金属製の部材から成るコア層(106)が設けられ、前記変形可能な部材を含まない複合シートに比べ、前記複合シート(100)の弾性的挙動が低減されるように前記変形可能な部材が配置されている。
【選択図】図1
Description
i.少なくとも、変形可能な部材から成るコア層と、そのいずれかの側にカバー層とを配置する工程と、
ii.熱と圧力を加えることにより、これらの層を強化する工程、とから成る。
i.少なくとも、変形可能な部材から成るコア層と、そのいずれかの側にカバー層とを配置する工程。
ii.熱と圧力を加えることにより、これらの層を強化する工程、とから成る。
102 下位層
104 下位層
106 コア層
108 下位層
110 下位層
112 第1のカバー層
114 第2のカバー層
200 コア層
202 充てんコア層
204 充てんコア層
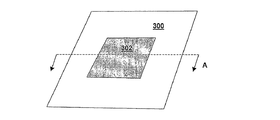
300 車体パネル
302 車体パネル中央部
400 充てんコア層
500 ワイヤ
502 熱可塑性基材
Claims (33)
- 積層構造を有する成形熱可塑性複合シートであって、前記積層構造は少なくとも第1と第2のカバー層を含み、前記カバー層はそれぞれ繊維強化され、前記カバー層の間には少なくとも、前記複合シートの一部に変形可能な金属製の部材から成るコア層が設けられ、前記変形可能な部材を含まない複合シートに比べ、弾性的挙動が低減されるように前記変形可能な部材が配置されていることを特徴とする複合シート。
- 前記複合シートの厚さは約1mmから5mmの間であることを特徴とする請求項1に記載の複合シート。
- 前記金属製の部材は、編み線、ワイヤ、穴開き板、網、シートのいずれかの形状で設けられていることを特徴とする請求項1又は2に記載の複合シート。
- 複数の変形可能な金属製の部材が設けられていることを特徴とする請求項1から3のいずれか一に記載の複合シート。
- 前記カバー層それぞれの内部は実質的に一方向に繊維強化されていることを特徴とする請求項1から4のいずれか一に記載の複合シート。
- 前記カバー層はそれぞれ、複数の下位層から成り、前記下位層それぞれの内部は実質的に一方向に繊維強化されていることを特徴とする請求項1から4のいずれか一に記載の複合シート。
- 前記カバー層はそれぞれ、少なくとも第1と第2の下位層から成り、第1の下位層の内部は、第2の下位層の繊維強化に対し実質的に90°を成す方向に繊維強化されるように配置されていることを特徴とする請求項6に記載の複合シート。
- 少なくとも1つの充てんコア層が設けられ、前記充てんコア層は前記コア層の前記変形可能な金属製の部材のない部分に配置されていることを特徴とする請求項1から7のいずれか一に記載の複合シート。
- 少なくとも第1と第2のカバー層を有し、樹脂材料による積層構造から成るパネルであって、前記カバー層はそれぞれ繊維強化され、前記カバー層の間には、少なくとも、前記パネルの一部に少なくとも1つの変形可能な金属製の部材から成るコア層が設けられ、前記変形可能な部材を採用することにより、前記樹脂材料による構造の弾性的挙動が、前記変形可能な部材を含まないパネルよりも低減されるようになされており、前記パネルは衝撃を受けた際、永久変形するようになっていることを特徴とするパネル。
- 前記パネルの厚さは約1mmから5mmの間であることを特徴とする請求項9に記載のパネル。
- 前記金属製の部材は、編み線、ワイヤ、穴開き板、網、シートのいずれかの形状で設けられていることを特徴とする請求項10に記載のパネル。
- 複数の変形可能な金属製の部材が設けられていることを特徴とする請求項9から11のいずれか一に記載のパネル。
- 少なくとも1つの充てんコア層が設けられ、前記充てんコア層は前記コア層の前記変形可能な部材のない部分に配置されていることを特徴とする請求項9から12のいずれか一に記載のパネル。
- 前記パネルはボンネット(すなわち車両のフード)であることを特徴とする請求項9から13のいずれか一に記載のパネル。
- 前記カバー層はそれぞれ、実質的に一方向を向いている繊維を有する少なくとも1つの繊維強化された下位層から成ることを特徴とする請求項9から14のいずれか一に記載のパネル。
- 前記カバー層はそれぞれ、少なくとも第1と第2の下位層から成り、第1の下位層の内部は、第2の下位層の繊維強化に対し実質的に90°を成す方向に繊維強化されるように配置されていることを特徴とする請求項9から15のいずれか一に記載のパネル。
- 前記カバー層はそれぞれ、コア層と同一、もしくは少なくとも混合可能な基材から成ることを特徴とする請求項9から16のいずれか一に記載のパネル。
- 前記パネルは車体パネルであることを特徴とする請求項9から17のいずれか一に記載のパネル。
- パネルの製造方法であって、
i.少なくとも、変形可能な部材から成るコア層と、前記コア層のいずれかの側に繊維強化されたカバー層とを配置する工程と、
ii.熱と圧力を加えることにより、前記コア層とカバー層を強化する工程と、から成ることを特徴とするパネルの製造方法。 - 前記コア層は実質的に前記パネルの全域に渡っていることを特徴とする請求項19に記載のパネルの製造方法。
- 前記コア層は前記パネルの全域に満たない領域に渡っていることを特徴とする請求項19に記載のパネルの製造方法。
- 充てんコア層が、前記コア層が及んでいない領域に設けられていることを特徴とする請求項21に記載のパネルの製造方法。
- 前記充てんコア層を使用して前記パネルの厚さを調節することにより、前記パネルを厚くしたり薄くしたりすることを特徴とする請求項21又は22に記載のパネルの製造方法。
- 前記コア層は樹脂材料による基材に前記変形可能な部材を収容したものとして設けられていることを特徴とする請求項19から23のいずれか一に記載のパネルの製造方法。
- 前記変形可能な部材を収容した前記樹脂材料による基材はBekaert社の登録商標Santopreneにより設けられていることを特徴とする請求項24に記載のパネルの製造方法。
- 前記パネルの製造方法は車体パネルの製造に使用されることを特徴とする請求項19から25のいずれか一に記載のパネルの製造方法。
- 複合材料の製造方法であって、
i.少なくとも、変形可能な部材から成るコア層と、前記コア層のいずれかの側に繊維強化されたカバー層とを配置する工程と、
ii.熱と圧力を加えることにより、前記コア層とカバー層を強化する工程と、から成ることを特徴とする複合材料の製造方法。 - ここに付属の図面を参照して、実質的に説明、例示された熱可塑性複合材料。
- ここに付属の図面を参照して、実質的に説明、例示されたパネル。
- ここに付属の図面を参照して、実質的に説明、例示された複合材料を形成する方法。
- ここに付属の図面を参照して、実質的に説明、例示されたパネルを形成する方法。
- 少なくとも第1と第2のカバー層を有する強化構造から成るボンネット等の車体パネルであって、前記カバー層はそれぞれ繊維強化され、前記カバー層の間で前記パネルの中央部に、前記車体パネルが受けた衝撃を軽減するように配置された複数の金属線を含むコア層が設けられ、前記パネルは衝撃を受けた際、永久変形するようになっていることを特徴とする車体パネル。
- 請求項9から18、または32のいずれか一に記載の車体パネルを車両に設けることを含む、歩行者の負傷を軽減する方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0522960.4A GB0522960D0 (en) | 2005-11-10 | 2005-11-10 | Composite material |
| PCT/GB2006/004118 WO2007054671A1 (en) | 2005-11-10 | 2006-11-06 | Composite material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009515729A true JP2009515729A (ja) | 2009-04-16 |
| JP2009515729A5 JP2009515729A5 (ja) | 2011-12-08 |
Family
ID=35516713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008539487A Pending JP2009515729A (ja) | 2005-11-10 | 2006-11-06 | 複合材料 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20090053458A1 (ja) |
| EP (1) | EP1945496B1 (ja) |
| JP (1) | JP2009515729A (ja) |
| KR (1) | KR20080069237A (ja) |
| CN (1) | CN101309826B (ja) |
| AT (1) | ATE477162T1 (ja) |
| DE (1) | DE602006016152D1 (ja) |
| GB (1) | GB0522960D0 (ja) |
| WO (1) | WO2007054671A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014529536A (ja) * | 2011-08-29 | 2014-11-13 | サイテク・テクノロジー・コーポレーシヨン | 熱可塑性樹脂の層間補強 |
| JP2016539826A (ja) * | 2013-11-22 | 2016-12-22 | コンパニ・プラステイツク・オムニウム | プリプレグで作られている半製品、3次元プリフォームおよびオーバーモールド部分 |
| JP2017505244A (ja) * | 2013-11-22 | 2017-02-16 | コンパニ・プラステイツク・オムニウム | プリプレグで作られている半製品、3次元プリフォームおよびオーバーモールド部分 |
| KR20190080493A (ko) * | 2017-12-28 | 2019-07-08 | 주식회사 성우하이텍 | 섬유 강화 플라스틱의 성형방법 |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USRE44893E1 (en) | 2004-03-26 | 2014-05-13 | Hanwha Azdel, Inc. | Fiber reinforced thermoplastic sheets with surface coverings |
| US8568853B2 (en) * | 2007-12-14 | 2013-10-29 | Hanwha Azdel, Inc. | Lightweight thermoplastic composite including bi-directional fiber tapes |
| KR100971873B1 (ko) * | 2008-01-31 | 2010-07-22 | 주식회사 한국화이바 | 운송차량용 일체형 복합소재 차체 및 그 제조방법 |
| WO2010116677A1 (ja) * | 2009-03-30 | 2010-10-14 | 川崎重工業株式会社 | 鉄道車両構体及びその製造方法 |
| CA2820253C (en) * | 2012-08-08 | 2020-10-27 | Shrenik Shah | System and method for improving impact safety |
| DE102012018801B4 (de) | 2012-09-22 | 2018-11-29 | Daimler Ag | Beplankungsbauteil für einen Kraftwagen und Verfahren zum Herstellen eines Beplankungsbauteils |
| JP5959558B2 (ja) * | 2014-03-13 | 2016-08-02 | アイシン高丘株式会社 | 複合構造体及びその製造方法 |
| JP6070670B2 (ja) | 2014-10-06 | 2017-02-01 | トヨタ自動車株式会社 | 車両用フード構造 |
| US9409607B2 (en) * | 2014-12-31 | 2016-08-09 | Impact Guard Llc | Composite panel |
| CN104590397B (zh) * | 2015-01-12 | 2017-05-10 | 湖南湖大艾盛汽车技术开发有限公司 | 一种轻量化的车身断面结构使用方法 |
| US9724895B2 (en) * | 2015-02-11 | 2017-08-08 | Strongman Products Corp. | Composite laminate with reinforcement of metal mesh |
| KR101836710B1 (ko) | 2016-10-04 | 2018-03-09 | 현대자동차주식회사 | 차량용 후드 및 그 제조방법 |
| EP3636517B1 (de) * | 2018-10-11 | 2023-02-22 | ELDA Entwicklungsgesellschaft mbH | Sicherheitskabine für ein wohn- bzw. reisemobil mit deformationselementen |
| CN111098939B (zh) * | 2020-01-02 | 2021-08-06 | 中车青岛四方机车车辆股份有限公司 | 一种复合材料车体、复合材料铺层结构及铺层方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02134244A (ja) * | 1988-11-15 | 1990-05-23 | Toray Ind Inc | 軽量複合材料 |
| JPH03199045A (ja) * | 1989-12-28 | 1991-08-30 | Taiyo Kagaku Kogyo Kk | 積層体 |
| JPH04234635A (ja) * | 1991-01-07 | 1992-08-24 | Sekisui Chem Co Ltd | 繊維強化複合体の成形方法 |
| JPH04249144A (ja) * | 1991-02-05 | 1992-09-04 | Toyobo Co Ltd | 自動車用パネル |
| JPH06115007A (ja) * | 1992-10-02 | 1994-04-26 | Sumitomo Chem Co Ltd | 多層積層板 |
| JP2002284038A (ja) * | 2001-03-29 | 2002-10-03 | Toray Ind Inc | 自動車用パネル |
| WO2004048157A1 (en) * | 2002-11-28 | 2004-06-10 | N.V. Bekaert S.A. | Impact beam comprising elongated metal elements |
| JP2005193628A (ja) * | 2004-01-09 | 2005-07-21 | Nippon Steel Composite Co Ltd | 耐衝撃、飛散防止複合材 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1444478A (en) * | 1923-02-06 | Calculating machine | ||
| GB305694A (en) | 1927-11-08 | 1929-02-08 | British Celanese | New or improved composite material, and articles made with same |
| US4007724A (en) | 1975-11-21 | 1977-02-15 | Outboard Marine Corporation | C. D. ignition system with noise rejection means |
| JPS5950870A (ja) * | 1982-09-14 | 1984-03-24 | Mazda Motor Corp | 自動車の複合外板 |
| GB8400290D0 (en) * | 1984-01-06 | 1984-02-08 | Wiggins Teape Group Ltd | Fibre reinforced plastics structures |
| DE3741669A1 (de) * | 1987-12-09 | 1989-06-22 | Basf Ag | Faserverstaerktes, thermoplastisches halbzeug |
| FR2645493A1 (fr) * | 1989-04-11 | 1990-10-12 | Renault | Piece de carrosserie automobile a structure composite notamment capot |
| US5866051A (en) * | 1997-04-23 | 1999-02-02 | Industrial Technology Research Institute | Method of making continuous glass fiber-reinforced thermoplastic foam sandwich composites |
| JP2002517339A (ja) * | 1998-06-12 | 2002-06-18 | アベリー・デニソン・コーポレイション | 多層熱可塑性フィルムおよびそれを用いるサインカット方法 |
| DE10114553A1 (de) * | 2001-03-24 | 2002-09-26 | Quadrant Plastic Composites Ag | Verfahren zur Herstellung eines dicken, thermoplastisch verformbaren, faserverstärkten Halbzeugs |
| DE10221582B4 (de) | 2002-05-15 | 2005-02-10 | Webasto Vehicle Systems International Gmbh | Fahrzeug-Karosserieteil |
| US6699427B2 (en) * | 2002-07-26 | 2004-03-02 | Ucar Carbon Company Inc. | Manufacture of carbon/carbon composites by hot pressing |
| NL1022706C2 (nl) * | 2003-02-17 | 2004-08-19 | Stichting Fmlc | Laminaat uit metaalplaten en elkaar kruisende dradenlagen uit verschillende materialen in kunststof. |
| EP1512613B1 (de) * | 2003-09-06 | 2008-04-23 | Dr.Ing. h.c.F. Porsche Aktiengesellschaft | Deckel für ein Kraftfahrzeug |
| US20050153120A1 (en) * | 2004-01-14 | 2005-07-14 | General Electric Company | Multilayer product made out of a substrate and on either side at least one cover layer; process for the manufacture of a multilayer product and painted multilayer product and process for painting a multilayer product |
| JP4051052B2 (ja) * | 2004-07-09 | 2008-02-20 | 本田技研工業株式会社 | 車両のボンネットフード構造 |
-
2005
- 2005-11-10 GB GBGB0522960.4A patent/GB0522960D0/en not_active Ceased
-
2006
- 2006-11-06 JP JP2008539487A patent/JP2009515729A/ja active Pending
- 2006-11-06 KR KR1020087013788A patent/KR20080069237A/ko not_active Application Discontinuation
- 2006-11-06 AT AT06808415T patent/ATE477162T1/de not_active IP Right Cessation
- 2006-11-06 EP EP06808415A patent/EP1945496B1/en not_active Not-in-force
- 2006-11-06 WO PCT/GB2006/004118 patent/WO2007054671A1/en active Application Filing
- 2006-11-06 US US12/093,058 patent/US20090053458A1/en not_active Abandoned
- 2006-11-06 DE DE602006016152T patent/DE602006016152D1/de active Active
- 2006-11-06 CN CN200680041667.XA patent/CN101309826B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02134244A (ja) * | 1988-11-15 | 1990-05-23 | Toray Ind Inc | 軽量複合材料 |
| JPH03199045A (ja) * | 1989-12-28 | 1991-08-30 | Taiyo Kagaku Kogyo Kk | 積層体 |
| JPH04234635A (ja) * | 1991-01-07 | 1992-08-24 | Sekisui Chem Co Ltd | 繊維強化複合体の成形方法 |
| JPH04249144A (ja) * | 1991-02-05 | 1992-09-04 | Toyobo Co Ltd | 自動車用パネル |
| JPH06115007A (ja) * | 1992-10-02 | 1994-04-26 | Sumitomo Chem Co Ltd | 多層積層板 |
| JP2002284038A (ja) * | 2001-03-29 | 2002-10-03 | Toray Ind Inc | 自動車用パネル |
| WO2004048157A1 (en) * | 2002-11-28 | 2004-06-10 | N.V. Bekaert S.A. | Impact beam comprising elongated metal elements |
| JP2005193628A (ja) * | 2004-01-09 | 2005-07-21 | Nippon Steel Composite Co Ltd | 耐衝撃、飛散防止複合材 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014529536A (ja) * | 2011-08-29 | 2014-11-13 | サイテク・テクノロジー・コーポレーシヨン | 熱可塑性樹脂の層間補強 |
| JP2016539826A (ja) * | 2013-11-22 | 2016-12-22 | コンパニ・プラステイツク・オムニウム | プリプレグで作られている半製品、3次元プリフォームおよびオーバーモールド部分 |
| JP2017505244A (ja) * | 2013-11-22 | 2017-02-16 | コンパニ・プラステイツク・オムニウム | プリプレグで作られている半製品、3次元プリフォームおよびオーバーモールド部分 |
| US10427386B2 (en) | 2013-11-22 | 2019-10-01 | Compagnie Plastic Omnium | Semi-finished product manufactured from prepreg, three-dimensional preformed body and overmolded part |
| KR20190080493A (ko) * | 2017-12-28 | 2019-07-08 | 주식회사 성우하이텍 | 섬유 강화 플라스틱의 성형방법 |
| KR102349669B1 (ko) | 2017-12-28 | 2022-01-12 | 주식회사 성우하이텍 | 섬유 강화 플라스틱의 성형방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20090053458A1 (en) | 2009-02-26 |
| GB0522960D0 (en) | 2005-12-21 |
| CN101309826B (zh) | 2013-05-15 |
| WO2007054671A1 (en) | 2007-05-18 |
| EP1945496B1 (en) | 2010-08-11 |
| DE602006016152D1 (de) | 2010-09-23 |
| CN101309826A (zh) | 2008-11-19 |
| EP1945496A1 (en) | 2008-07-23 |
| ATE477162T1 (de) | 2010-08-15 |
| KR20080069237A (ko) | 2008-07-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009515729A (ja) | 複合材料 | |
| DE112006002960B4 (de) | Kraftfahrzeughalterungen mit abstimmbarer Eigenschaft auf der Basis aktiven Materials | |
| JP6752860B2 (ja) | 高い曲げ剛性を有する複合材サンドイッチ | |
| JP2009515729A5 (ja) | ||
| DE102008013148B4 (de) | Selbstpräsentierende Griffanordnung | |
| DE102009052716A1 (de) | Einsätze mit aktivem Material zur Verwendung mit hohlen Strukturen | |
| DE102008040001B4 (de) | Abdeckanordnungen auf der Basis eines aktiven Materials | |
| DE112005003048T5 (de) | Abstimmbare Fahrzeugstrukturelemente und Verfahren zum selektiven Ändern ihrer mechanischen Eigenschaften | |
| DE112004002393T5 (de) | Luftströmungssteuervorrichtungen auf der Basis von aktiven Materialien | |
| US10525659B2 (en) | Vehicle component with at least one sandwich part | |
| DE112006000418T5 (de) | Nach Bedarf morphbare Karosserieformteile und -Oberflächen von Kraftfahrzeugen | |
| US20150343742A1 (en) | Composite component | |
| JP2005238837A (ja) | Frp積層構造体 | |
| KR101994147B1 (ko) | 섬유보강 복합재 및 이의 제조방법 | |
| US20100275765A1 (en) | Shape-effect composite armor system | |
| JP2006027435A (ja) | 衝撃吸収部材 | |
| CN104841790A (zh) | 制造用于储氢的无缝压力容器的方法 | |
| CN107635856B (zh) | 具有复合纤维子框架的金属横向构件 | |
| EP1725397A1 (de) | Hitzegeschütztes thermoplastisches bauteil, insbesondere fah rzeug-unterbodenkomponente mit integriertem hitzeschutz | |
| EP2992240B1 (en) | Shock-absorbing device | |
| JP2009107408A (ja) | クラッシュボックスとその製造方法 | |
| US20190077465A1 (en) | Method for producing a lower part of a rear spoiler | |
| US20040086705A1 (en) | Polymer composite structure reinforced with shape memory alloy and method of manufacturing same | |
| US11453446B2 (en) | Fiber-reinforced plastics component with plastics foam structure | |
| JP2004076805A (ja) | 衝撃エネルギー吸収用複合材料及び衝撃エネルギー吸収方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090928 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100811 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110719 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20111019 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111212 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20120305 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20120312 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20120817 |