JP2006016079A - フィルム・ストリップからフィルム・チューブを作成する装置 - Google Patents
フィルム・ストリップからフィルム・チューブを作成する装置 Download PDFInfo
- Publication number
- JP2006016079A JP2006016079A JP2005193744A JP2005193744A JP2006016079A JP 2006016079 A JP2006016079 A JP 2006016079A JP 2005193744 A JP2005193744 A JP 2005193744A JP 2005193744 A JP2005193744 A JP 2005193744A JP 2006016079 A JP2006016079 A JP 2006016079A
- Authority
- JP
- Japan
- Prior art keywords
- film
- film tube
- tube
- filling
- sensor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000007246 mechanism Effects 0.000 claims abstract description 39
- 238000007789 sealing Methods 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 13
- 230000008859 change Effects 0.000 claims description 5
- 238000011144 upstream manufacturing Methods 0.000 claims description 5
- 239000007788 liquid Substances 0.000 claims description 3
- 230000003287 optical effect Effects 0.000 claims description 3
- 238000007599 discharging Methods 0.000 abstract 2
- 239000000945 filler Substances 0.000 abstract 2
- 238000005259 measurement Methods 0.000 description 7
- 238000006243 chemical reaction Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000008901 benefit Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 235000013580 sausages Nutrition 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images

Classifications
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C11/00—Sausage making ; Apparatus for handling or conveying sausage products during manufacture
- A22C11/02—Sausage filling or stuffing machines
- A22C11/0245—Controlling devices
- A22C11/0272—Controlling devices for casing depletion
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C11/00—Sausage making ; Apparatus for handling or conveying sausage products during manufacture
- A22C11/02—Sausage filling or stuffing machines
- A22C11/0245—Controlling devices
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C13/0003—Apparatus for making sausage casings, e.g. simultaneously with stuffing artificial casings
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Zoology (AREA)
- Food Science & Technology (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Package Closures (AREA)
Abstract
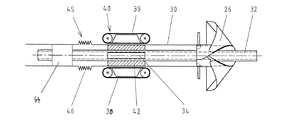
【解決手段】充填機構に接続されることができる充填チューブ32と、フィルム・ストリップ12をフィルム・チューブ30に変形させるために、充填チューブ32を包囲している変形機構と、変形操作のすぐ後にフィルム・ストリップ12の長手状エッジをシールするために、充填物放出方向における変形機構の下流側に配されているシール機構34と、フィルム・チューブ30のための前進駆動手段40と、シール機構34を備えているフィルム・チューブ作成装置において、シール機構34によってフィルム・チューブ供給物46へと送られるフィルム・チューブ30の長さを検出する第1のセンサ28と、フィルム・チューブ供給物46から充填物放出方向36に引き出されるフィルム・チューブ30の長さを検出する第2のセンサ48からなる測定機構を設けた。
【選択図】 図1
Description
12 フィルム・ストリップ
14 方向変換ローラ
16 方向変換ローラ
18 方向変換ローラ
20 方向変換ローラ
22 方向変換ローラ
24 方向変換ローラ
28 計数ホイール(ローラ、第1のセンサ)
30 フィルム・チューブ
32 充填チューブ
34 シール・ステーション(シール機構)
36 充填物放出方向(矢印)
40 前進駆動手段
44 保持リング
46 フィルム・チューブ(予備)供給物
48 第2のセンサ
Claims (12)
- 液状、粘性または粒状の充填材料で充填されることができるフィルム・チューブをフィルム・ストリップ(12)から作成する装置であって、
充填機械に接続されることができる充填チューブ(32)と、
上記フィルム・ストリップを上記フィルム・チューブ(30)に変形させるために、上記充填チューブ(32)を包囲している変形機構と、
上記変形操作のすぐ後に上記フィルム・ストリップ(12)の長手状エッジをシールするために、充填物放出方向における上記変形機構の下流側に配されているシール機構(34)と、
上記フィルム・チューブ(30)のための前進駆動手段(40)と、
上記シール機構(34)によって送られる上記フィルム・チューブ(30)の供給物(46)を決定するための測定機構とを備えているフィルム・チューブ作成装置において、
上記測定機構が、上記シール機構によって上記フィルム・チューブ供給物(46)へと送られる上記フィルム・チューブ(30)の長さを検出する第1のセンサと、上記フィルム・チューブ供給物から上記充填物放出方向(36)に引き出される上記フィルム・チューブ(30)の長さを検出する第2のセンサ(48)とを含むことを特徴とするフィルム・チューブ作成装置。 - 保持リング(44)が、上記充填物放出方向(36)における上記前進駆動手段(40)の下流側で上記充填チューブに配され、そして、上記フィルム・チューブ(30)を上記充填物放出方向(36)に引き出すときに上記前進駆動手段(40)と上記保持リング(44)との間に形成される上記フィルム・チューブ供給物(46)を規制するように構成されていることを特徴とする請求項1に記載の装置。
- 上記第1のセンサが、上記充填物放出方向(36)における上記フィルム・チューブ供給物(46)の上流側で上記フィルム・チューブ(30)または上記フィルム・ストリップ(12)を支持しているローラ(28)と、上記フィルム・チューブまたは上記フィルム・ストリップを支持している上記ローラ(28)の回転を検出するように構成された回転角ピックアップとを有することを特徴とする請求項1または2に記載の装置。
- 上記第1のセンサが、上記フィルム・ストリップ(12)を供給するロール(10)の回転を検出するように構成された回転角ピックアップを有することを特徴とする請求項1または2に記載の装置。
- 上記第1のセンサが、上記フィルム・ストリップ(12)の方向を変換するローラ(14、16、18、20、22、24)の回転を検出するように構成された回転角ピックアップを有することを特徴とする請求項1または2に記載の装置。
- 上記第1のセンサが、上記前進駆動手段(40)の前進行程を検出するように構成された回転角ピックアップを有していることを特徴とする請求項1または2に記載の装置。
- 上記第1のセンサが、上記フィルム・チューブ(30)または上記フィルム・ストリップ(12)と隣接する関係でもって上記充填物放出方向(36)における上記フィルム・チューブ供給物(46)の上流側に配され、そして、上記フィルム・ストリップ(12)または上記フィルム・チューブ(30)の表面に対して非接触な感知構造に構成されていることを特徴とする請求項1または2に記載の装置。
- 上記第1のセンサが光センサであることを特徴とする請求項7に記載の装置。
- 上記第2のセンサ(48)が上記保持リング(44)のレベルで配されていることを特徴とする請求項2に記載の装置。
- 上記第2のセンサ(48)が、上記充填チューブ(32)に沿った上記充填物放出方向における上記フィルム・チューブ供給物(46)の下流側で上記フィルム・チューブ(30)を支持するローラと、上記フィルム・チューブを支持する上記ローラの回転を検出するように構成された回転角測定手段とを有することを特徴とする請求項1、2または9に記載の装置。
- 上記第2のセンサ(48)が、上記フィルム・チューブ(30)と隣接する関係でもって上記充填物放出方向(36)における上記フィルム・チューブ供給物(46)の下流側に配され、そして、上記フィルム・チューブ(30)の表面に対して非接触な感知構造に構成されていることを特徴とする請求項1、2または9に記載の装置。
- 上記第2のセンサ(48)が光センサであることを特徴とする請求項11に記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004032183.3 | 2004-07-02 | ||
| DE102004032183A DE102004032183B4 (de) | 2004-07-02 | 2004-07-02 | Vorrichtung zum Herstellen von Folienschlauch aus einem Folienband |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2006016079A true JP2006016079A (ja) | 2006-01-19 |
| JP2006016079A6 JP2006016079A6 (ja) | 2006-04-06 |
| JP4694901B2 JP4694901B2 (ja) | 2011-06-08 |
Family
ID=34982368
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005193744A Expired - Fee Related JP4694901B2 (ja) | 2004-07-02 | 2005-07-01 | フィルム・ストリップからフィルム・チューブを作成する装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7310926B2 (ja) |
| EP (2) | EP1797764B1 (ja) |
| JP (1) | JP4694901B2 (ja) |
| CN (1) | CN100532204C (ja) |
| BR (1) | BRPI0502538A (ja) |
| DE (2) | DE102004032183B4 (ja) |
| ES (2) | ES2398288T3 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7310926B2 (en) * | 2004-07-02 | 2007-12-25 | Poly-Clip System Gmbh & Co. Kg | Apparatus for producing film tube from film strip |
| JP2009001339A (ja) * | 2007-04-03 | 2009-01-08 | Poly Clip Syst Gmbh & Co Kg | インビジブル印刷マーキング |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202004007711U1 (de) * | 2004-05-13 | 2004-08-12 | Tipper Tie Technopack Gmbh | Wurstverpackungsvorrichtung zum Befüllen von pastösem Füllgut in schlauchförmiges Hüllenmaterial |
| JP4563166B2 (ja) * | 2004-12-17 | 2010-10-13 | 日本テトラパック株式会社 | 充填機及び充填監視方法 |
| CA2626671C (en) * | 2005-10-19 | 2013-07-09 | Orihiro Engineering Co., Ltd. | A packaging apparatus having a mechanism for bonding films together |
| US7544118B2 (en) * | 2006-10-25 | 2009-06-09 | Poly-Clip System Corp. | Hybrid filling system |
| DE102006052023A1 (de) * | 2006-11-03 | 2008-05-08 | Poly-Clip System Gmbh & Co. Kg | Abfüllvorrichtung und Verfahren zum Abfüllen von viskosem Füllgut |
| DE102011075431A1 (de) * | 2011-05-06 | 2012-11-08 | Robert Bosch Gmbh | Verfahren zum Optimieren der Förderung einer Packstoffbahn im Bereich einer Schlauchformeinrichtung einer Schlauchbeutelmaschine |
| DE102011076922A1 (de) * | 2011-06-03 | 2012-12-06 | Robert Bosch Gmbh | Verfahren zur Erfassung der Querposition von einem Packstoff, insbesondere einer Folienverpackung |
| CN102424153B (zh) * | 2011-08-30 | 2013-06-12 | 长沙琦清机械设备有限公司 | 合膜机 |
| US9999233B1 (en) | 2012-04-13 | 2018-06-19 | Viskase Companies, Inc. | Low moisture barrier film |
| US20150119217A1 (en) * | 2013-10-31 | 2015-04-30 | Tipper Tie, Inc. | Systems with film speed control and related devices, methods and computer program products |
| US20150119218A1 (en) * | 2013-10-31 | 2015-04-30 | Tipper Tie, Inc. | Systems with pre-heaters for producing seamed encased products and related devices, methods and computer program products |
| US10821703B1 (en) | 2014-06-27 | 2020-11-03 | Vikase Companies, Inc. | Additive transferring film |
| US9669952B2 (en) | 2014-10-31 | 2017-06-06 | Tipper Tie, Inc. | Systems with wheel saddles that can cooperate with wheels of encoders and related devices and methods |
| CN105173161A (zh) * | 2015-07-29 | 2015-12-23 | 深圳市金奥博科技有限公司 | 智能化塑膜成型热封机 |
| EP3141488B1 (en) * | 2015-09-09 | 2020-04-22 | Tetra Laval Holdings & Finance S.A. | Packaging machine for producing packages from a sheet of packaging material |
| WO2017055556A1 (en) | 2015-09-30 | 2017-04-06 | Poly-Clip System Gmbh & Co. Kg | Sealable casing material |
| ES2706273T3 (es) * | 2015-12-22 | 2019-03-28 | Poly Clip System Gmbh & Co Kg | Conjunto de freno de envoltura |
| US11110666B2 (en) | 2018-02-12 | 2021-09-07 | Tipper Tie, Inc. | Systems with external heat-seal assembly height adjustment control and related seal assemblies |
| CN110015451B (zh) * | 2019-04-22 | 2024-05-10 | 湖南金能自动化设备有限公司 | 民爆药卷中包机 |
| CN110435953A (zh) * | 2019-09-03 | 2019-11-12 | 汕头市乐甜糖果食品有限公司 | 一种果冻灌装封装一体机 |
| DE102021121988B4 (de) | 2021-08-25 | 2024-06-06 | Roland Wolf | Vorrichtung zum Herstellen von Folienschlauch aus einem Folienband im Formschulter-Schweißverfahren |
| CN114084448B (zh) * | 2021-11-23 | 2023-03-24 | 安徽荣冠管业科技有限公司 | 一种排水管生产用烘干覆膜装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63283534A (ja) * | 1987-04-16 | 1988-11-21 | ヴィスカス コーポレーション | 詰め物の直径を自動的に制御する方法および装置 |
| JPH04239426A (ja) * | 1990-12-28 | 1992-08-27 | Nippon Seiki Co Ltd | 包装機等のフィルム供給装置 |
| JPH11189207A (ja) * | 1997-10-06 | 1999-07-13 | Poly Clip Syst Gmbh & Co Kg | 管状包装外被を作成及び充填する方法並びに装置 |
| JPH11342913A (ja) * | 1998-05-28 | 1999-12-14 | Nippon Seiki Kk | 充填包装機 |
| JP2000171235A (ja) * | 1998-12-09 | 2000-06-23 | Omori Mach Co Ltd | 原反フィルム径測定装置及び測定方法 |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4479283A (en) * | 1982-01-18 | 1984-10-30 | H-Worth, Inc. | Method of and apparatus for stuffing foodstuff into a casing |
| DE3236553A1 (de) * | 1982-10-02 | 1984-04-12 | Herbert Dipl.-Ing. 6240 Königstein Niedecker | Verfahren zum herstellen von schlauchfoermigen verpackungshuellen von einer endlosen folienbahn |
| DE3244085C1 (de) * | 1982-11-29 | 1984-03-22 | Günter 6080 Groß-Gerau Kollross | Verfahren und Vorrichtung zum OEffnen,axialen Raffen und Abtrennen von duennwandigem Schlauchhuellenmaterial und zum anschliessenden UEberfuehren der dadurch gebildeten Raupen an eine Weiterverarbeitungsstelle |
| US4640083A (en) * | 1983-05-31 | 1987-02-03 | Tokyo Automatic Machinery Works, Ltd. | Apparatus for producing bags and packing articles therein |
| DE3435948A1 (de) * | 1984-09-29 | 1986-04-03 | Herbert Dipl.-Ing. 6240 Königstein Niedecker | Verfahren zum herstellen von verpackungsschlaeuchen aus kunststoffolien |
| US4570301A (en) * | 1984-10-29 | 1986-02-18 | Union Carbide Corporation | Stuffing horn clean out |
| JPS6245633A (ja) * | 1985-08-26 | 1987-02-27 | Nikka Jushi Kk | フイルムの表面処理方法 |
| US4734956A (en) * | 1986-01-08 | 1988-04-05 | Viskase Corporation | Food casing article |
| DE3608983A1 (de) * | 1986-03-18 | 1987-10-01 | Niedecker Herbert | Verfahren zum verschliessen einer gefuellten verpackungshuelle |
| IT1240311B (it) * | 1989-12-29 | 1993-12-07 | Cavanna Spa | Procedimento per controllare l'avanzamento del film di avvolgimento in macchine incartatrici e relativa macchina incartatrice |
| IT1251148B (it) * | 1991-08-05 | 1995-05-04 | Sitma Spa | Apparecchiatura di sigillatura con materiale collante di carta o similare di confezionamento in una macchina confezionatrice di prodotti grafici editoriali |
| DE9400771U1 (de) * | 1994-01-18 | 1994-03-03 | Poly-Clip System GmbH, 60489 Frankfurt | Vorrichtung zum Verschließen von gefüllten Verpackungshüllen |
| DE4412697C1 (de) * | 1994-04-13 | 1995-07-06 | Poly Clip System Gmbh | Verfahren und Vorrichtung zum Kontrollieren des Füllvorgangs beim Füllen von Verpackungshüllen |
| US5485712A (en) * | 1995-01-27 | 1996-01-23 | Hayssen Manufacturing Company | Method of handling film on a vertical form, fill and seal machine |
| DE19517127A1 (de) * | 1995-05-10 | 1996-11-14 | Frey Heinrich Maschinenbau | Vorrichtung zum Portionieren von pastösem Gut |
| DE19519394C2 (de) * | 1995-05-26 | 1997-03-13 | Poly Clip System Gmbh & Co Kg | Verfahren zum Herstellen von Würsten |
| US5600308A (en) * | 1995-06-23 | 1997-02-04 | Devro-Teepak, Inc. | Method for detecting a position on a product |
| IT1299965B1 (it) * | 1998-04-08 | 2000-04-04 | Gd Spa | Metodo ed unita' per l'alimentazione di un nastro di materiale in foglio. |
| JP2000190907A (ja) * | 1998-08-31 | 2000-07-11 | Nippon Seiki Co Ltd | 充填包装機 |
| US6131373A (en) * | 1999-02-18 | 2000-10-17 | Hayssen, Inc. | Vertical form, fill and seal machine having constant film pull length |
| EP1095570A1 (de) * | 1999-10-29 | 2001-05-02 | Tipper Tie Alpina AG | Doppelklipvorrichtung und Verwendung derselben |
| PT1177976E (pt) * | 2000-07-03 | 2004-04-30 | Tetra Laval Holdings & Finance | Maquina de embalagem para produzir continuamente embalagens seladas de um produto alimentar que se pode vazar e celulas fotoelectricas de caracterizacao que se podem programar |
| NL1016524C2 (nl) * | 2000-11-01 | 2002-05-07 | Aquarius Bv | Vorm-, vul- en sluitmachine. |
| JP2003199486A (ja) * | 2002-01-07 | 2003-07-15 | Terada Trading Kk | ソーセージの製造装置及び製造方法 |
| US6659853B1 (en) * | 2002-05-31 | 2003-12-09 | Townsend Engineering Company | Method and means for stuffing natural casings with sausage emulsion |
| US6669545B1 (en) * | 2002-08-23 | 2003-12-30 | Townsend Engineering Company | Method and means for stuffing natural casings with a food emulsion |
| DE102004024419B4 (de) * | 2004-05-14 | 2008-10-09 | Kalle Gmbh | Nahrungsmittelprodukt, insbesondere ein Wurstprodukt, Anordnung und Verfahren zu dessen Herstellung sowie Hülle des Produktes |
| DE102004032183B4 (de) * | 2004-07-02 | 2007-04-12 | Poly-Clip System Gmbh & Co Kg | Vorrichtung zum Herstellen von Folienschlauch aus einem Folienband |
| JP2006030000A (ja) * | 2004-07-16 | 2006-02-02 | Fuji Photo Film Co Ltd | 測長装置 |
-
2004
- 2004-07-02 DE DE102004032183A patent/DE102004032183B4/de not_active Expired - Fee Related
-
2005
- 2005-06-21 ES ES07007000T patent/ES2398288T3/es active Active
- 2005-06-21 DE DE502005000543T patent/DE502005000543D1/de active Active
- 2005-06-21 EP EP07007000A patent/EP1797764B1/de active Active
- 2005-06-21 ES ES05013358T patent/ES2285607T3/es active Active
- 2005-06-21 EP EP05013358A patent/EP1611792B1/de active Active
- 2005-06-28 US US11/160,540 patent/US7310926B2/en active Active
- 2005-06-30 BR BRPI0502538-9A patent/BRPI0502538A/pt active Search and Examination
- 2005-07-01 JP JP2005193744A patent/JP4694901B2/ja not_active Expired - Fee Related
- 2005-07-04 CN CNB2005100913735A patent/CN100532204C/zh not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63283534A (ja) * | 1987-04-16 | 1988-11-21 | ヴィスカス コーポレーション | 詰め物の直径を自動的に制御する方法および装置 |
| JPH04239426A (ja) * | 1990-12-28 | 1992-08-27 | Nippon Seiki Co Ltd | 包装機等のフィルム供給装置 |
| JPH11189207A (ja) * | 1997-10-06 | 1999-07-13 | Poly Clip Syst Gmbh & Co Kg | 管状包装外被を作成及び充填する方法並びに装置 |
| JPH11342913A (ja) * | 1998-05-28 | 1999-12-14 | Nippon Seiki Kk | 充填包装機 |
| JP2000171235A (ja) * | 1998-12-09 | 2000-06-23 | Omori Mach Co Ltd | 原反フィルム径測定装置及び測定方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7310926B2 (en) * | 2004-07-02 | 2007-12-25 | Poly-Clip System Gmbh & Co. Kg | Apparatus for producing film tube from film strip |
| JP2009001339A (ja) * | 2007-04-03 | 2009-01-08 | Poly Clip Syst Gmbh & Co Kg | インビジブル印刷マーキング |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100532204C (zh) | 2009-08-26 |
| DE102004032183A1 (de) | 2006-01-26 |
| EP1611792A2 (de) | 2006-01-04 |
| ES2285607T3 (es) | 2007-11-16 |
| EP1797764A3 (de) | 2007-07-04 |
| EP1797764A2 (de) | 2007-06-20 |
| JP4694901B2 (ja) | 2011-06-08 |
| EP1797764B1 (de) | 2012-12-05 |
| US20060000188A1 (en) | 2006-01-05 |
| DE102004032183B4 (de) | 2007-04-12 |
| US7310926B2 (en) | 2007-12-25 |
| DE502005000543D1 (de) | 2007-05-16 |
| CN1736800A (zh) | 2006-02-22 |
| EP1611792A3 (de) | 2006-04-12 |
| EP1611792B1 (de) | 2007-04-04 |
| ES2398288T3 (es) | 2013-03-15 |
| BRPI0502538A (pt) | 2006-02-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4694901B2 (ja) | フィルム・ストリップからフィルム・チューブを作成する装置 | |
| JP2006016079A6 (ja) | フィルム・ストリップからフィルム・チューブを作成する装置 | |
| JP2940537B1 (ja) | 包装装置 | |
| EP1967451B1 (en) | Packaging-container manufacturing apparatus and packaging-container manufacturing method | |
| JP5588094B2 (ja) | 弁シート材等をチューブ状のピースの各構成要素に対して位置決めする方法および装置 | |
| JP2951951B2 (ja) | 薬剤分包装置 | |
| CN1198744C (zh) | 填充包装机 | |
| US7500337B2 (en) | Medicine packaging device | |
| JP2009001339A (ja) | インビジブル印刷マーキング | |
| JPH07237796A (ja) | 製袋充填包装機における原反送出し方法及び装置 | |
| JP5427514B2 (ja) | シート終端検出装置 | |
| JP2002019713A (ja) | ヒートシール装置及び薬剤分包装置 | |
| JP2007111861A (ja) | ジッパー片供給装置 | |
| JP5156568B2 (ja) | 製袋包装機 | |
| JP2015048136A (ja) | ブリスターパックのポケット部形成装置及び包装装置 | |
| US20200108959A1 (en) | Bag-making and packaging machine | |
| JP6898761B2 (ja) | 製袋充填包装機のフィルム接続装置 | |
| US20010047638A1 (en) | Process and device for the positioning of printed images on package troughs | |
| JP2010083536A (ja) | 製袋包装機 | |
| JP2003170918A (ja) | 上包み機 | |
| JP2927500B2 (ja) | 包装機における駆動制御方法 | |
| JPH07315644A (ja) | シート体巻き出し装置 | |
| JP2004345690A (ja) | 充填シール装置 | |
| JP2004067375A (ja) | フィルム供給装置、ptpシートの製造装置、及びフィルム供給方法 | |
| JPH0872807A (ja) | 製袋充填包装装置のフィルム蛇行制御装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080331 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100707 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101006 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101012 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101105 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101110 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101112 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110126 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110224 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4694901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140304 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |