JP2005294460A - 塗布、現像装置 - Google Patents
塗布、現像装置 Download PDFInfo
- Publication number
- JP2005294460A JP2005294460A JP2004106132A JP2004106132A JP2005294460A JP 2005294460 A JP2005294460 A JP 2005294460A JP 2004106132 A JP2004106132 A JP 2004106132A JP 2004106132 A JP2004106132 A JP 2004106132A JP 2005294460 A JP2005294460 A JP 2005294460A
- Authority
- JP
- Japan
- Prior art keywords
- time
- unit
- transfer
- coating
- wafer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/06—Apparatus for monitoring, sorting, marking, testing or measuring
- H10P72/0612—Production flow monitoring, e.g. for increasing throughput
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10P—GENERIC PROCESSES OR APPARATUS FOR THE MANUFACTURE OR TREATMENT OF DEVICES COVERED BY CLASS H10
- H10P72/00—Handling or holding of wafers, substrates or devices during manufacture or treatment thereof
- H10P72/04—Apparatus for manufacture or treatment
- H10P72/0448—Apparatus for applying a liquid, a resin, an ink or the like
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S414/00—Material or article handling
- Y10S414/135—Associated with semiconductor wafer handling
Landscapes
- Exposure Of Semiconductors, Excluding Electron Or Ion Beam Exposure (AREA)
- Coating Apparatus (AREA)
Abstract
【課題】 実際に塗布、現像装置にて基板を処理することなく、塗布ユニットでのレジストの塗布処理が終了してから次工程の第1の加熱ユニットにて加熱処理が開始されるまでの第1の時間(PCD時間)時間等を演算して、回路線幅等のバラツキを予測すること。
【解決手段】 オペレータが搬送レシピを作成したときに、この搬送レシピに基づいて、前記PCD時間や、前記第1の加熱ユニットにて第1の加熱処理が終了してから次工程の露光装置で露光処理が開始されるまでの第2の時間(PAD時間)、前記露光装置で露光処理が終了してから次工程の第2の加熱ユニットで第2の加熱処理が開始されるまでの第3の時間(PED時間)を予測演算して表示する。実際に塗布、現像装置にて基板を処理することなく、前記PCD時間等を把握でき、これにより回路線幅等のバラツキを予測できる。
【選択図】 図1
Description
オペレータが前記モジュール群の各モジュールに対して基板の搬送の順番を指定して搬送レシピを作成する手段と、この搬送レシピに基づいて、前記塗布ユニットにて行われるレジスト液の塗布処理が終了してから、第1の加熱ユニットにて第1の加熱処理が開始されるまでの第1の時間を予測演算する手段と、予測演算された予測時間を表示する手段と、を備えることを特徴とする。
第2の加熱ユニットにて第2の加熱処理が開始されるまでの第3の時間を予測演算する手段と、予測演算された予測時間を表示する手段と、を備えることを特徴とする。
の時間のいずれか一つ又はいずれか二つを予測演算してもよいし、全てを予測演算して、予測時間を表示するようにしてもよい。
1. 塗布ユニット(COT1)の後待機時間:後待機時間は、塗布ユニット(COT1)における処理が終了してから、当該ユニット(COT1)からウエハW1が搬出されるまでの時間をいい、サイクルタイムコントロールがある場合にはその設定時間であり、ない場合には0秒となる。ここでサイクルタイムコントロールとは、既述のように、各モジュール間のウエハの搬送時間を全て同一にするというものである。
2. 塗布ユニット(COT1)からのウエハW1の搬出時間:次の時間の合計時間であり、全て設計時間を用いて計算される。
・メイン搬送機構25A,25Bの一方のアームを塗布ユニット(COT1)内に進入させる時間
・塗布ユニット(COT1)内のウエハW1を昇降ピン206により持ち上げる時間
・メイン搬送機構25A,25Bの一方のアームにて塗布ユニット(COT1)内のウエハW1を保持して退出させることにより当該塗布ユニット(COT1)内からウエハW1を搬出し、同時にウエハW2を保持した他方のアームを進入させる時間
・前記他方のアーム上のウエハW2を昇降ピン206上に置く時間
・前記他方のアームを塗布ユニット(COT1)内から退出させる時間
3. 塗布ユニット(COT1)から次工程の第1の加熱ユニット(PAB)までのメイン搬送機構25A,25Bの移動時間(設計値)
4. 加熱ユニット(PAB)へウエハW1を搬入する時間(設計値):次の時間の合計時間であり、全て設計時間を用いて計算される。
・メイン搬送機構25A,25BのウエハW1を保持した一方のアームを加熱ユニット(PAB)内に進入させる時間
・前記一方のアーム上のウエハW1を加熱ユニット(PAB)の冷却プレート303に置く時間
・前記一方のアームを加熱ユニット(PAB)から退出させる時間
・ プロセス前準備動作時間
5. 加熱ユニット(PAB)の前待機時間:前待機時間は、加熱ユニット(PAB)にウエハW1を搬入してから、加熱ユニット(PAB)にて処理が開始されるまでの時間をいい、サイクルタイムコントロールがある場合には、その設定時間であり、ない場合には0秒となる。
1. 第1の塗布ユニット(COT1)の後待機時間:サイクルタイムコントロールがある場合には、その設定時間であり、ない場合には0秒となる。
2. 第1の塗布ユニット(COT1)からのウエハW1の搬出時間:次の時間の合計時間であり、全て設計時間を用いて計算される。
・メイン搬送機構25A,25Bの一方のアームを塗布ユニット(COT1)内に進入させる時間
・塗布ユニット(COT1)内のウエハW1を昇降ピン206により持ち上げる時間
・メイン搬送機構25A,25Bの一方のアームにウエハW1を保持させて塗布ユニット(COT1)内から退出させ、同時にウエハW2を保持する他方のアームを進入させる時間
・前記他方のアーム上のウエハW2を昇降ピン206に置く時間
・ 前記他方のアームを塗布ユニット(COT1)内から退出させる時間
3. 第1の塗布ユニット(COT1)の次工程の受け渡しユニット(TRS)までのメイン搬送機構25A,25Bの移動時間(設計値)
4. 受け渡しユニット(TRS)へウエハW1を搬入する時間(設計値):次の時間の合計時間であり、全て設計時間を用いて計算される。
・メイン搬送機構25A,25BのウエハW1を保持する一方のアームを受け渡しユニット(TRS)内に進入させる時間
・前記一方のアーム上のウエハW1を受け渡しユニット(TRS)の受け渡し台に置く時間
・前記一方のアームを受け渡しユニット(TRS)内から退出させる時間
5.受け渡しユニット(TRS)での滞在時間:この滞在時間は、「滞在時間=(サイクルタイム)ー(AOT)」により算出される。ここでサイクルタイムとは、後述するレジストパターン形成装置のサイクルタイムであり、AOTとは、塗布ユニット(COT1)と受け渡しユニット(TRS)までのウエハの搬送時間であって、このAOTは以下の合計時間である。
・前記前工程のモジュールから塗布ユニット(COT1)までのメイン搬送機構25A,25Bの移動時間(設計値)
・塗布ユニット(COT1)でのウエハの入れ替え動作時間(設計値)
・塗布ユニット(COT1)から次工程の受け渡しユニット(TRS)までのメイン搬送機構25A,25Bの移動時間(設計値)
・ 受け渡しユニット(TRS)へのウエハW1の搬入時間(設計値)
6.受け渡しユニット(TRS)からのウエハW1の搬出時間(設計値):次の時間の合計時間であり、全て設計時間を用いて計算される。
・メイン搬送機構25A,25Bの一方のアームを受け渡しユニット(TRS)内に進入させる時間
・受け渡しユニット(TRS)の昇降ピンを上昇させて、ウエハW1を持ち上げる時間
・ 前記一方のアームにウエハW1を保持させて、受け渡しユニット(TRS)内から退出させる時間
7. 受け渡しユニット(TRS)から次工程の加熱ユニット(PAB)までの搬送アーム移動時間(設計時間)
8. 前記加熱ユニット(PAB)へウエハを搬入する時間:以下の動作の合計時間であり、全て設計値上の時間を使用して計算される。
・メイン搬送機構25A,25Bのウエハを保持していない他方のアームを加熱ユニット(PAB)内に進入させる時間
・加熱ユニット(PAB)内のウエハW2を持ち上げる時間
・前記他方のアームにより前記ウエハW2を受け取って、当該アームを退出させ、同時にウエハW1を保持している前記一方のアームを進入させる時間
・前記一方のアーム上のウエハW1を加熱ユニット(PAB)の冷却プレート303に載置する時間
・ 前記一方のアームを加熱ユニット(PAB)内から退出させる時間
・ プロセス前準備動作時間
9.加熱ユニット(PAB)の前待機時間:サイクルタイムコントロールがある場合には、その設定時間であり、ない場合には0秒となる。
1.塗布ユニット(COT1)後待機時間:サイクルタイムコントロールがない場合を想定して0秒
2.塗布ユニット(COT1)からのウエハW1の搬出時間:2.5秒
3.塗布ユニット(COT1)から受け渡しユニット(TRS)までのメイン搬送機構25A,25Bの移動時間:1.0秒
4.受け渡しユニット(TRS)へのウエハW1の搬入時間:1.5秒
5.受け渡しユニット(TRS)での滞在時間:「滞在時間=(サイクルタイム)ー(AOT)=30.5−[AOT=(2.5+3.5+2.5)]=22.0秒
6.受け渡しユニット(TRS)からのウエハW1の搬出時間:1.5秒
7.受け渡しユニット(TRS)から次工程の加熱ユニット(PAB)までの搬送アーム移動時間:1.0秒
8.前記加熱ユニット(PAB)へのウエハW1の搬入時間:3.5秒
9.加熱ユニット(PAB)の前待機時間:サイクルタイムコントロールがない場合を想定して0秒
であるので、これらより、PCD時間は、0.0+2.5+1.0+1.5+0.0+22.0+1.5+1.0+3.5+0.0=33.0秒となる
このようにして計算されたPCD時間は、例えば図11に示すように、搬送レシピ情報画面に表示される(ステップS29)。図11は、前記レジストパターン形成装置のサイクルタイム(図では第1のサイクルタイムとする)、塗布・現像装置のサイクルタイム(図では第2のサイクルタイムとする)、露光装置B4のサイクルタイム(図では第3のサイクルタイムとする)と、PCD時間、PAD時間、PED時間が同じ画面に表示される例である。ここでサイクルタイムとは、搬送レシピとプロセスレシピとを参照して演算された、夫々の装置内において1枚のウエハWが全てのモジュールに搬送されて、一連の処理を行うときに必要な時間である。従って前記第2のサイクルタイムが律速である場合には、第1のサイクルタイムは第2のサイクルタイムと同じ値になり、前記第3のサイクルタイムが律速である場合には、第1のサイクルタイムは第3のサイクルタイムと同じ値になる。
1.露光装置B4からウエハW1を搬出できる状態になってから、実際に補助搬送部31BがウエハWを搬出するまでの遅れ時間(第1の遅れ時間):この時間は、露光装置B4のアウトステージ35からウエハW1が搬出できる状態になった時点で、補助搬送部31Bが他の搬送(温調ユニット(CPL10)から露光装置B4のインステージ34へのウエハW2の搬送)をしようとしていて、待たされる時間をいう。この時間は、次の設計値の合計時間により算出される。
・ 露光装置B4から温調ユニット(CPL10)までの補助搬送部31Bの移動時間(設計値)
・ 補助搬送部31Bで温調ユニット(CPL10)内のウエハW2を搬出する時間
・ 温調ユニット(CPL10)から露光装置B4までの補助搬送部31Bの移動時間(設計値)
・ 補助搬送部31Bにて露光装置B4にウエハW2を搬入する時間(設計値)
2. 露光装置B4からウエハW1を搬出して、受け渡しユニット(TRS7)に搬入を完了するまでの時間:この時間は、露光装置B4のアウトステージ35から受け渡しユニット(TRS7)へのウエハW1の搬送に要する時間の設計値であり、1の工程と同じ動作を行うので、同じ時間になる。
3. 受け渡しユニット(TRS7)からウエハW1を搬出できる状態になってから、実際に主搬送部31AがウエハW1を搬出するまでの遅れ時間(第2の遅れ時間):この時間は、受け渡しユニット(TRS7)からウエハW1が搬出できる状態になった時点で、主搬送部31Aが他の搬送をしようとしていて、待たされる時間であり、主搬送部31Aが他の搬送を行うための所要時間に相当する。
(b)受け渡しユニット(TRS7)→周縁露光装置(WEE)
(c)周縁露光装置(WEE)→バッファカセット(SBU1,2)
(d)受け渡しユニット(TRS7)→バッファカセット(SBU1,2)
(e)バッファカセット(SBU1,2)→温調ユニット(CPL10,11)
これらの中で最も時間を要するのが(a)の搬送であり、この時間が第2の遅れ時間となる。この時間も設計値より算出し、以下の時間の合計時間となる。
・受け渡しユニット(TRS7)から最も遠いポイントから受け渡しユニット(TRS7)までの主搬送部31Aの移動時間
・受け渡しユニット(TRS7)から主搬送部31AがウエハW2を搬出する時間
・受け渡しユニット(TRS7)から周縁露光装置(WEE)までの主搬送部31Aの移動時間
・周縁露光装置(WEE)へ主搬送部31AのウエハW2を搬入する時間
・周縁露光装置(WEE)から主搬送部31AがウエハW2を搬出する時間
・周縁露光装置(WEE)からバッファカセット(SBU1,2)までの主搬送部31Aの移動時間
4. 受け渡しユニット(TRS7)からウエハW1を搬出して第2の加熱ユニット(PEB)へ搬入を完了するまでの時間:この時間は、受け渡しユニット(TRS7)から加熱ユニット(PEB)への搬送に要する時間であり、以下の時間(設計値)の合計時間である。
・受け渡しユニット(TRS7)から最も遠いポイントから受け渡しユニット(TRS7)までの主搬送部31Aの移動時間
・受け渡しユニット(TRS7)から主搬送部31AがウエハW1を搬出する時間
・受け渡しユニット(TRS7)から加熱ユニット(PEB)までの主搬送部31Aの移動時間
・加熱ユニット(PEB)へ主搬送部31AのウエハW1を搬入する時間
以上により、上述の場合には、上記1〜4の合計時間がPED時間の予測時間最大時間として演算され、
1.第1の遅れ時間の設計値=7.0秒、
2.露光装置B4からウエハWを搬出して、受け渡しユニット(TRS7)に搬入を完了するまでの時間の設計値=7.0秒
3.第2の遅れ時間の設計値=11.8秒
4.加熱ユニット(PEB)へ搬入完了するまでの時間の設計値=6.0秒
であるので、これらより、PED時間の最大時間は、7.0+7.0+11.8+6.0=31.8秒となる。
1. 加熱ユニット(PAB)から露光装置B4のインステージ34までに通過するモジュールのウエハの搬出入動作の時間(設計値)の合計時間:以下の時間の合計である。
・ 加熱ユニット(PAB)の入れ替え動作時間
・ 温調ユニット(CPL7)へのウエハ搬入動作時間
・ 温調ユニット(CPL7)へのウエハ搬出動作時間
・ 周縁露光装置(WEE)の入れ替え動作時間
・ 温調ユニット(CPL10,11)へのウエハ搬入動作時間
・ 温調ユニット(CPL10,11)からのウエハ搬出動作時間
・ 露光装置B4へのウエハ搬入動作時間
2. 加熱ユニット(PAB)から露光装置B4までに通過するモジュール間の搬送手段の移動時間(設計値)の合計時間:以下の時間の合計である。
・ 加熱ユニット(PAB)から温調ユニット(CPL7)への移動時間
・ 温調ユニット(CPL7)から周縁露光装置(WEE)への移動時間
・ 周縁露光装置(WEE)から温調ユニット(CPL10,11)への移動時間
・ 温調ユニット(CPL10,11)から露光装置への移動時間
3. 温調ユニット(CPL7)、周縁露光装置(WEE)、温調ユニット(CPL10,11)でのプロセス時間と周縁露光装置(WEE)のオーバーヘッド時間の合計時間
4. アーム移動遅延時間は、温調ユニット(CPL7)から露光装置B4までの、主搬送部31A、補助搬送部31Bによるウエハ搬送時に考慮する。
・主搬送部31Aの移動最大遅延時間
・補助搬送部31Bの移動最大遅延時間
以上の時間の合計がPAD時間となる。但し、露光装置B4と、塗布、現像装置とのサイクルタイムの差を吸収するため、バッファカセット(SBU)内でウエハWが待機されるので、その滞在時間を露光装置B4に応じて求め、この時間も計算に含める必要がある。
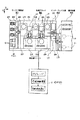
C キャリア
B1 キャリア載置部
B2 処理ブロック
B3 インターフェイス部
B4 露光装置
23 トランファーアーム
25(25A、25B) メイン搬送機構
31(31A、31B) 第2の搬送手段(主搬送部、補助搬送部)
4 制御部
42 搬送レシピ作成部
43 スケジュール作成プログラム
44 実施可能性演算部
45 予測時間演算部
46 予測時間表示部
COT 塗布ユニット
PAB 第1の加熱ユニット
PEB 第2の加熱ユニット
TRS 受け渡しユニット
Claims (6)
- 基板に対してレジスト液を塗布する塗布ユニットと、レジストが塗布された基板に対して第1の加熱処理を行うための第1の加熱ユニットと、レジスト液が塗布され、露光された基板に対して現像処理を行なう現像ユニットと、を含む、モジュール群の間で基板搬送手段により基板の搬送を行う塗布、現像装置において、
オペレータが前記モジュール群の各モジュールに対して基板の搬送の順番を指定して搬送レシピを作成する手段と、この搬送レシピに基づいて、前記塗布ユニットにて行われるレジスト液の塗布処理が終了してから、第1の加熱ユニットにて第1の加熱処理が開始されるまでの第1の時間を予測演算する手段と、予測演算された予測時間を表示する手段と、を備えることを特徴とする塗布、現像装置。 - 前記第1の加熱ユニットにて行われる第1の加熱処理が終了してから、露光装置にて露光処理が開始されるまでの第2の時間を予測演算する手段をさらに備えることを特徴とする請求項1記載の塗布、現像装置。
- 前記露光装置にて行われる露光処理が終了してから、前記第2の加熱ユニットにて第2の加熱処理が開始されるまでの第3の時間を予測演算する手段をさらに備えることを特徴とする請求項1または2に記載の塗布、現像装置。
- 基板に対してレジスト液を塗布する塗布ユニットと、レジストが塗布された基板に対して第1の加熱処理を行うための第1の加熱ユニットと、レジスト液が塗布され、露光された基板に対して現像処理を行なう現像ユニットと、を含む、モジュール群の間で基板搬送手段により基板の搬送を行う塗布、現像装置において、
オペレータが前記モジュール群の各モジュールに対して基板の搬送の順番を指定して搬送レシピを作成する手段と、この搬送レシピに基づいて、前記第1の加熱ユニットにて行われる第1の加熱処理が終了してから、露光装置にて露光処理が開始されるまでの第2の時間を予測演算する手段と、予測演算された予測時間を表示する手段と、を備えることを特徴とする塗布、現像装置。 - 前記露光装置にて行われる露光処理が終了してから、前記第2の加熱ユニットにて第2の加熱処理が開始されるまでの第3の時間を予測演算する手段をさらに備えることを特徴とする請求項4記載の塗布、現像装置。
- 基板に対してレジスト液を塗布する塗布ユニットと、レジスト液が塗布され、露光された基板に対して現像処理を行なう現像ユニットと、露光された基板に対して第2の加熱処理を行うための第2の加熱ユニットと、を含む、モジュール群の間で基板搬送手段により基板の搬送を行う塗布、現像装置において、
オペレータが前記モジュール群の各モジュールに対して基板の搬送の順番を指定して搬送レシピを作成する手段と、この搬送レシピに基づいて、露光装置にて行われる露光処理が終了してから、前記第2の加熱ユニットにて第2の加熱処理が開始されるまでの第3の時間を予測演算する手段と、予測演算された予測時間を表示する手段と、を備えることを特徴とする塗布、現像装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106132A JP2005294460A (ja) | 2004-03-31 | 2004-03-31 | 塗布、現像装置 |
| US11/028,315 US7210864B2 (en) | 2004-03-31 | 2005-01-04 | Coating and developing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004106132A JP2005294460A (ja) | 2004-03-31 | 2004-03-31 | 塗布、現像装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294460A true JP2005294460A (ja) | 2005-10-20 |
Family
ID=35052871
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004106132A Pending JP2005294460A (ja) | 2004-03-31 | 2004-03-31 | 塗布、現像装置 |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US7210864B2 (ja) |
| JP (1) | JP2005294460A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008130857A (ja) * | 2006-11-22 | 2008-06-05 | Tokyo Electron Ltd | 塗布・現像装置および基板搬送方法、ならびにコンピュータプログラム |
| JP2008192943A (ja) * | 2007-02-07 | 2008-08-21 | Tokyo Electron Ltd | 基板処理システム |
| JP2008300578A (ja) * | 2007-05-30 | 2008-12-11 | Canon Inc | 露光装置およびデバイス製造方法 |
| JP2009049053A (ja) * | 2007-08-14 | 2009-03-05 | Dainippon Screen Mfg Co Ltd | 基板処理システム |
| JP2009099577A (ja) * | 2007-10-12 | 2009-05-07 | Tokyo Electron Ltd | 塗布、現像装置、その方法及び記憶媒体 |
| JP2020191331A (ja) * | 2019-05-20 | 2020-11-26 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4519037B2 (ja) * | 2005-08-31 | 2010-08-04 | 東京エレクトロン株式会社 | 加熱装置及び塗布、現像装置 |
| KR101192676B1 (ko) * | 2006-01-27 | 2012-10-19 | 가부시키가이샤 히다치 고쿠사이 덴키 | 기판 처리 장치 |
| JP4839101B2 (ja) * | 2006-03-08 | 2011-12-21 | 東京エレクトロン株式会社 | 基板処理装置、基板処理条件検討方法及び記憶媒体 |
| JP5224744B2 (ja) * | 2006-10-04 | 2013-07-03 | 株式会社日立国際電気 | 基板処理装置 |
| JP2008103384A (ja) * | 2006-10-17 | 2008-05-01 | Elpida Memory Inc | レジストパターンの形成方法およびレジスト塗布現像装置 |
| JP5003315B2 (ja) * | 2007-07-03 | 2012-08-15 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法並びに記憶媒体 |
| JP4760919B2 (ja) * | 2009-01-23 | 2011-08-31 | 東京エレクトロン株式会社 | 塗布、現像装置 |
| JP2010192623A (ja) * | 2009-02-17 | 2010-09-02 | Renesas Electronics Corp | 半導体装置の製造装置、その制御方法、及びその制御プログラム |
| JP4973675B2 (ja) * | 2009-02-26 | 2012-07-11 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
| JP6003859B2 (ja) * | 2013-09-18 | 2016-10-05 | 東京エレクトロン株式会社 | 塗布、現像装置、塗布、現像方法及び記憶媒体 |
| JP5867473B2 (ja) * | 2013-09-19 | 2016-02-24 | 東京エレクトロン株式会社 | 塗布、現像装置、塗布、現像装置の運転方法及び記憶媒体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001351848A (ja) | 2000-06-07 | 2001-12-21 | Tokyo Electron Ltd | 基板処理システム及び基板処理方法 |
-
2004
- 2004-03-31 JP JP2004106132A patent/JP2005294460A/ja active Pending
-
2005
- 2005-01-04 US US11/028,315 patent/US7210864B2/en not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008130857A (ja) * | 2006-11-22 | 2008-06-05 | Tokyo Electron Ltd | 塗布・現像装置および基板搬送方法、ならびにコンピュータプログラム |
| JP2008192943A (ja) * | 2007-02-07 | 2008-08-21 | Tokyo Electron Ltd | 基板処理システム |
| JP2008300578A (ja) * | 2007-05-30 | 2008-12-11 | Canon Inc | 露光装置およびデバイス製造方法 |
| JP2009049053A (ja) * | 2007-08-14 | 2009-03-05 | Dainippon Screen Mfg Co Ltd | 基板処理システム |
| US8746171B2 (en) | 2007-08-14 | 2014-06-10 | Dainippon Screen Mfg. Co., Ltd. | Substrate treating system |
| JP2009099577A (ja) * | 2007-10-12 | 2009-05-07 | Tokyo Electron Ltd | 塗布、現像装置、その方法及び記憶媒体 |
| JP2020191331A (ja) * | 2019-05-20 | 2020-11-26 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
| JP7247743B2 (ja) | 2019-05-20 | 2023-03-29 | 東京エレクトロン株式会社 | 基板処理装置及び基板処理方法 |
| TWI834871B (zh) * | 2019-05-20 | 2024-03-11 | 日商東京威力科創股份有限公司 | 基板處理裝置及基板處理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US7210864B2 (en) | 2007-05-01 |
| US20050217581A1 (en) | 2005-10-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100573328C (zh) | 涂敷、显影装置和涂敷、显影方法 | |
| JP4087328B2 (ja) | 塗布、現像装置及び塗布、現像装置の運転方法 | |
| KR100935291B1 (ko) | 기판 처리 시스템 및 도포 현상 장치 | |
| JP5151383B2 (ja) | 塗布、現像装置、その方法及び記憶媒体 | |
| TWI502624B (zh) | Substrate processing system and substrate processing method | |
| CN101517703B (zh) | 涂敷、显影装置和涂敷、显影装置的控制方法 | |
| JP2005294460A (ja) | 塗布、現像装置 | |
| JP5132920B2 (ja) | 塗布・現像装置および基板搬送方法、ならびにコンピュータプログラム | |
| JP2002184671A (ja) | 基板処理システム及び基板処理方法 | |
| CN101005014A (zh) | 半导体器件制造设备及使用其的方法 | |
| JP2008034746A (ja) | 塗布、現像装置、その方法及び記憶媒体 | |
| TWI642090B (zh) | 基板處理方法、基板處理系統及基板處理裝置 | |
| JP4654120B2 (ja) | 塗布、現像装置及び塗布、現像方法並びにコンピュータプログラム | |
| JP2010045190A (ja) | 加熱システム、塗布、現像装置及び塗布、現像方法並びに記憶媒体 | |
| JP4018965B2 (ja) | 基板処理装置 | |
| KR101399223B1 (ko) | 기판처리장치 및 기판처리방법 | |
| WO2005101485A1 (ja) | 基板処理装置及び基板処理方法 | |
| JP3504822B2 (ja) | 基板処理装置および基板処理用露光装置 | |
| JP2010192559A (ja) | 基板処理システム | |
| JP2004214385A (ja) | 塗布膜形成装置及びその方法 | |
| CN114068357B (zh) | 基板处理装置和搬送时间表制作方法 | |
| JP4262037B2 (ja) | 基板処理装置 | |
| JP3668681B2 (ja) | 基板処理装置及び基板処理方法 | |
| JP3725069B2 (ja) | 基板処理システム | |
| JP4606159B2 (ja) | 基板処理装置、基板処理方法、コンピュータプログラム及び記憶媒体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070724 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070925 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080311 |