JP2005166399A - 端子圧着装置 - Google Patents
端子圧着装置 Download PDFInfo
- Publication number
- JP2005166399A JP2005166399A JP2003402781A JP2003402781A JP2005166399A JP 2005166399 A JP2005166399 A JP 2005166399A JP 2003402781 A JP2003402781 A JP 2003402781A JP 2003402781 A JP2003402781 A JP 2003402781A JP 2005166399 A JP2005166399 A JP 2005166399A
- Authority
- JP
- Japan
- Prior art keywords
- electric wire
- terminal
- crimping
- wire
- applicator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000002788 crimping Methods 0.000 title claims abstract description 140
- 230000007246 mechanism Effects 0.000 claims abstract description 227
- 238000005520 cutting process Methods 0.000 claims abstract description 54
- 238000003825 pressing Methods 0.000 claims abstract description 40
- 239000000463 material Substances 0.000 claims description 23
- 238000003860 storage Methods 0.000 claims description 23
- 238000012545 processing Methods 0.000 claims description 18
- 238000011144 upstream manufacturing Methods 0.000 claims description 5
- 230000008859 change Effects 0.000 claims description 4
- 238000013459 approach Methods 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 7
- 230000007723 transport mechanism Effects 0.000 abstract description 7
- 230000008569 process Effects 0.000 abstract description 6
- 238000004904 shortening Methods 0.000 abstract 1
- 230000003028 elevating effect Effects 0.000 description 12
- 230000001965 increasing effect Effects 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 8
- 210000000078 claw Anatomy 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 238000004891 communication Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 238000001514 detection method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images





Landscapes
- Manufacturing Of Electrical Connectors (AREA)
Abstract
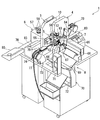
【解決手段】 端子圧着装置1に、電線を直線状に送る電線送り機構1と、電線Lを切断するとともに電線Lの端部の被覆材を除去する切断機構5と、電線Lの端部に端子を圧着する第一,第二圧着機構3,4と、端子を圧潰するための押圧部材とアンビルとを備えたアプリケータ9と、アプリケータ9に備えられるICチップと、ICチップに識別情報を書込む書込み手段と、ICチップから識別情報を読取る読取り手段と、ICチップの識別情報を読取って、予め識別情報と関連付けて記憶された制御情報を記憶手段から抽出し、抽出した制御情報を基に制御する制御手段とを具備させる。
【選択図】 図1
Description
3 第一圧着機構
4 第二圧着機構
5 切断機構
6 電線送り機構
7 チャック機構
9 アプリケータ
12 上側ユニット
13 下側ユニット
35 押圧部材
36 アンビル
39 制御手段
40 ICチップ
44 ICチップ
84 記憶手段
87 書込み手段
88 読取り手段
Claims (1)
- 電線を直線状に送る電線送り機構と、
該電線送り機構により送られた電線を把持するとともに電線をその送り方向に送ることのできるチャック機構と、
該チャック機構および前記電線送り機構により送られる電線の切断および端部の被覆材の除去をするための切断機構と、
前記電線送り機構により送られた電線の先端部に端子を圧着する第一圧着機構と、
前記チャック機構により送られた電線の後端部に端子を圧着する第二圧着機構と、
前記第一圧着機構および前記第二圧着機構に夫々脱着可能に取付けられ、押圧部材を備えた上側ユニットと、押圧部材の下方に配置されるアンビルを備えた下側ユニットとからなるとともに、前記第一圧着機構および前記第二圧着機構により上側ユニットと下側ユニットとを互いに接近および離反するように夫々独立して移動させて、押圧部材とアンビルとで端子を圧潰するアプリケータと、
該アプリケータの上側ユニットと下側ユニットとに夫々備えられるICチップと、
該ICチップに前記アプリケータの上側ユニットと下側ユニットとを識別するための識別情報を書込む書込み手段と、
該書込み手段により書込まれた前記識別情報を前記ICチップから読取る読取り手段と、
該読取り手段により読取った前記ICチップの前記識別情報を用いて、予め記憶手段に前記識別情報と関連付けて記憶された制御情報を前記記憶手段から抽出し、抽出した前記制御情報を基に、少なくとも、前記電線送り機構、前記チャック機構、前記切断機構、前記第一圧着機構、前記第二圧着機構、を制御する制御手段とを具備し、
前記電線送り機構による電線の送り方向に対して上流から下流に向かって、前記電線送り機構、第一圧着機構、切断機構、第二圧着機構、チャック機構の順に配置して、電線の向きを変えることなく、電線を直線状に送りながら、電線を加工することを特徴とする端子圧着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003402781A JP2005166399A (ja) | 2003-12-02 | 2003-12-02 | 端子圧着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003402781A JP2005166399A (ja) | 2003-12-02 | 2003-12-02 | 端子圧着装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005166399A true JP2005166399A (ja) | 2005-06-23 |
Family
ID=34726260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003402781A Pending JP2005166399A (ja) | 2003-12-02 | 2003-12-02 | 端子圧着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005166399A (ja) |
Cited By (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010262877A (ja) * | 2009-05-11 | 2010-11-18 | Japan Automat Mach Co Ltd | 端子圧着電線製造装置及び端子圧着電線製造方法 |
| KR200452955Y1 (ko) | 2009-09-04 | 2011-03-31 | 이원종 | 커넥터단자의 단자이음부 자동 취출장치 |
| WO2011145200A1 (ja) * | 2010-05-20 | 2011-11-24 | 日本オートマチックマシン株式会社 | 電線ストリップクリンパ装置 |
| WO2011158527A1 (ja) * | 2010-06-16 | 2011-12-22 | 日本オートマチックマシン株式会社 | 多線式圧着電線製造装置、多二線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置 |
| CN101477828B (zh) * | 2008-11-18 | 2012-05-23 | 台达电子电源(东莞)有限公司 | 自动化ic烧录机械 |
| CN103187678A (zh) * | 2013-03-14 | 2013-07-03 | 北京工业大学 | 一种用于双端压接的送料匣装置 |
| CN105977756A (zh) * | 2016-06-16 | 2016-09-28 | 蒋清校 | 一种线性多滑轮输送电线单向保险管输送焊接流水线 |
| CN108233148A (zh) * | 2018-01-03 | 2018-06-29 | 厦门海普锐科技股份有限公司 | 多种端子供给装置、方法及复式压接装置 |
| KR101991128B1 (ko) * | 2018-12-22 | 2019-06-25 | 김동식 | 전선 터미널 결합 장치 |
| JP6633822B1 (ja) * | 2019-08-05 | 2020-01-22 | 新明和工業株式会社 | 電線矯正装置、それを備えた電線処理装置、電線の矯正方法及び製造方法 |
| CN112563081A (zh) * | 2020-12-02 | 2021-03-26 | 东莞市佳豪精工科技有限公司 | 一种全自动熔断器铆压机 |
| CN113193454A (zh) * | 2021-04-30 | 2021-07-30 | 苏州瀚川智能科技股份有限公司 | 端子一体化成型装置 |
| CN113839285A (zh) * | 2020-06-24 | 2021-12-24 | 施洛伊尼格股份公司 | 用于加工电缆的电缆加工设备、计算机实施方法,计算机程序以及计算机可读存储介质 |
| WO2022045462A1 (ko) * | 2020-08-28 | 2022-03-03 | 황원주 | 전선단부 처리장치 |
| WO2023127448A1 (en) * | 2021-12-27 | 2023-07-06 | Yazaki Corporation | Electric wire processing apparatus and electric wire processing method |
| KR102728300B1 (ko) * | 2023-06-27 | 2024-11-08 | (주)세림전자 | 커넥터 조립 장치 |
| KR102839404B1 (ko) * | 2024-03-13 | 2025-07-28 | (주)세림전자 | 레이저 광을 이용한 커넥터 조립 장치 |
| KR102890793B1 (ko) * | 2024-09-02 | 2025-11-25 | 주식회사 에이치피케이 | 와이어 픽업유닛 및 이를 포함하는 fpcb 센서-와이어 용접장치 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07220770A (ja) * | 1994-01-31 | 1995-08-18 | Sumitomo Wiring Syst Ltd | 端子圧着構造および端子圧着方法並びに端子圧着装置 |
| JPH08241779A (ja) * | 1995-03-07 | 1996-09-17 | Yazaki Corp | 端子付電線の自動製造装置 |
| JPH11273824A (ja) * | 1998-03-24 | 1999-10-08 | Kodera Denshi Seisakusho:Kk | 圧着機と前記圧着機を用いた端子連続圧着装置 |
| JP2000123946A (ja) * | 1998-10-16 | 2000-04-28 | Sumitomo Wiring Syst Ltd | 端子圧着機 |
| JP2000208228A (ja) * | 1999-01-11 | 2000-07-28 | Kodera Denshi Seisakusho:Kk | 端子圧着装置 |
-
2003
- 2003-12-02 JP JP2003402781A patent/JP2005166399A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07220770A (ja) * | 1994-01-31 | 1995-08-18 | Sumitomo Wiring Syst Ltd | 端子圧着構造および端子圧着方法並びに端子圧着装置 |
| JPH08241779A (ja) * | 1995-03-07 | 1996-09-17 | Yazaki Corp | 端子付電線の自動製造装置 |
| JPH11273824A (ja) * | 1998-03-24 | 1999-10-08 | Kodera Denshi Seisakusho:Kk | 圧着機と前記圧着機を用いた端子連続圧着装置 |
| JP2000123946A (ja) * | 1998-10-16 | 2000-04-28 | Sumitomo Wiring Syst Ltd | 端子圧着機 |
| JP2000208228A (ja) * | 1999-01-11 | 2000-07-28 | Kodera Denshi Seisakusho:Kk | 端子圧着装置 |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101477828B (zh) * | 2008-11-18 | 2012-05-23 | 台达电子电源(东莞)有限公司 | 自动化ic烧录机械 |
| JP2010262877A (ja) * | 2009-05-11 | 2010-11-18 | Japan Automat Mach Co Ltd | 端子圧着電線製造装置及び端子圧着電線製造方法 |
| KR200452955Y1 (ko) | 2009-09-04 | 2011-03-31 | 이원종 | 커넥터단자의 단자이음부 자동 취출장치 |
| WO2011145200A1 (ja) * | 2010-05-20 | 2011-11-24 | 日本オートマチックマシン株式会社 | 電線ストリップクリンパ装置 |
| CN102511114A (zh) * | 2010-05-20 | 2012-06-20 | 日本自动机械株式会社 | 电线剥皮压接装置 |
| JP5095859B2 (ja) * | 2010-05-20 | 2012-12-12 | 日本オートマチックマシン株式会社 | 電線ストリップクリンパ装置 |
| WO2011158527A1 (ja) * | 2010-06-16 | 2011-12-22 | 日本オートマチックマシン株式会社 | 多線式圧着電線製造装置、多二線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置 |
| JP5060657B2 (ja) * | 2010-06-16 | 2012-10-31 | 日本オートマチックマシン株式会社 | 多線式圧着電線製造装置、多二線式圧着電線製造方法、多線式電線送給装置、端子圧着方法、及び、端子圧着装置 |
| CN103187678A (zh) * | 2013-03-14 | 2013-07-03 | 北京工业大学 | 一种用于双端压接的送料匣装置 |
| CN105977756A (zh) * | 2016-06-16 | 2016-09-28 | 蒋清校 | 一种线性多滑轮输送电线单向保险管输送焊接流水线 |
| CN108233148A (zh) * | 2018-01-03 | 2018-06-29 | 厦门海普锐科技股份有限公司 | 多种端子供给装置、方法及复式压接装置 |
| CN108233148B (zh) * | 2018-01-03 | 2024-03-22 | 厦门海普锐科技股份有限公司 | 多种端子供给装置、方法及复式压接装置 |
| KR101991128B1 (ko) * | 2018-12-22 | 2019-06-25 | 김동식 | 전선 터미널 결합 장치 |
| JP6633822B1 (ja) * | 2019-08-05 | 2020-01-22 | 新明和工業株式会社 | 電線矯正装置、それを備えた電線処理装置、電線の矯正方法及び製造方法 |
| WO2021024363A1 (ja) * | 2019-08-05 | 2021-02-11 | 新明和工業株式会社 | 電線矯正装置、それを備えた電線処理装置、電線の矯正方法及び製造方法 |
| JP2022008204A (ja) * | 2020-06-24 | 2022-01-13 | シュロニガー アーゲー | ケーブルを機械加工するためのケーブル機械加工装置、コンピュータ実行方法、コンピュータプログラム製品、およびコンピュータ可読記憶媒体 |
| CN113839285A (zh) * | 2020-06-24 | 2021-12-24 | 施洛伊尼格股份公司 | 用于加工电缆的电缆加工设备、计算机实施方法,计算机程序以及计算机可读存储介质 |
| KR102450404B1 (ko) | 2020-08-28 | 2022-09-30 | 황원주 | 전선단부 처리장치 |
| WO2022045462A1 (ko) * | 2020-08-28 | 2022-03-03 | 황원주 | 전선단부 처리장치 |
| KR20220028488A (ko) * | 2020-08-28 | 2022-03-08 | 황원주 | 전선단부 처리장치 |
| CN112563081B (zh) * | 2020-12-02 | 2022-07-05 | 东莞市佳豪精工科技有限公司 | 一种全自动熔断器铆压机 |
| CN112563081A (zh) * | 2020-12-02 | 2021-03-26 | 东莞市佳豪精工科技有限公司 | 一种全自动熔断器铆压机 |
| CN113193454A (zh) * | 2021-04-30 | 2021-07-30 | 苏州瀚川智能科技股份有限公司 | 端子一体化成型装置 |
| WO2023127448A1 (en) * | 2021-12-27 | 2023-07-06 | Yazaki Corporation | Electric wire processing apparatus and electric wire processing method |
| JP2023096899A (ja) * | 2021-12-27 | 2023-07-07 | 矢崎総業株式会社 | 電線加工装置及び電線加工方法 |
| JP7490322B2 (ja) | 2021-12-27 | 2024-05-27 | 矢崎総業株式会社 | 電線加工装置及び電線加工方法 |
| KR102728300B1 (ko) * | 2023-06-27 | 2024-11-08 | (주)세림전자 | 커넥터 조립 장치 |
| KR102839404B1 (ko) * | 2024-03-13 | 2025-07-28 | (주)세림전자 | 레이저 광을 이용한 커넥터 조립 장치 |
| KR102890793B1 (ko) * | 2024-09-02 | 2025-11-25 | 주식회사 에이치피케이 | 와이어 픽업유닛 및 이를 포함하는 fpcb 센서-와이어 용접장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2005166399A (ja) | 端子圧着装置 | |
| EP2211600A2 (en) | Component feeder | |
| EP2938177B1 (en) | Automatic tape processing apparatus and automatic tape setting apparatus | |
| WO2011158390A1 (ja) | 二線式圧着電線製造装置、二線式圧着電線製造方法、二線式電線送給装置 | |
| US10059014B2 (en) | Device for carrying out cutting operations of unbound formatting edges of a printed product | |
| JP3982480B2 (ja) | マルチ圧着装置及び端子供給モジュール | |
| CN101213710A (zh) | 用于端接机的接线端进给装置 | |
| JP6101546B2 (ja) | 裁断装置 | |
| EP1967382A2 (en) | Bookbinding apparatus and image forming system | |
| US20250255384A1 (en) | Button Product Manufacturing Device, Button Product Manufacturing Method, and Non-Transitory Computer Readable Storage Medium | |
| CN100577542C (zh) | 超长薄膜的运送装置和运送方法 | |
| JP2006318915A (ja) | 被包器および電池プレート群を形成する装置 | |
| JP3186531B2 (ja) | 端子圧着電線の製造装置 | |
| JP2005151778A (ja) | 端子圧着システム | |
| US4854033A (en) | Inserting insulating material into electric motor stators | |
| CN105541096B (zh) | 基板加工装置 | |
| JP4074849B2 (ja) | 端子圧着装置 | |
| JP4101154B2 (ja) | 端子圧着用アプリケータ | |
| CN210986886U (zh) | 一种双引脚电子元器件焊接编带一体机 | |
| JP3261889B2 (ja) | 端子加工・圧入装置 | |
| JP4263155B2 (ja) | 端子圧着用の押圧部材、及び端子圧着装置 | |
| CN212766950U (zh) | 一种编带料供应器 | |
| JP2006164804A (ja) | 端子搬送装置 | |
| JP2005158485A (ja) | 端子圧着装置 | |
| TWI262626B (en) | Apparatus for crimping a terminal |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050901 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20071009 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071023 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071122 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080122 |