JP2004128384A - 部品実装装置および部品実装方法 - Google Patents
部品実装装置および部品実装方法 Download PDFInfo
- Publication number
- JP2004128384A JP2004128384A JP2002293500A JP2002293500A JP2004128384A JP 2004128384 A JP2004128384 A JP 2004128384A JP 2002293500 A JP2002293500 A JP 2002293500A JP 2002293500 A JP2002293500 A JP 2002293500A JP 2004128384 A JP2004128384 A JP 2004128384A
- Authority
- JP
- Japan
- Prior art keywords
- mark
- component
- template
- work
- stage
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



















Abstract
【解決手段】部品認識カメラ51によってテンプレート48を位置調整して吸着ヘッド33に保持されているチップ60に対して位置合わせをし、このときのテンプレート48の外部マーク68を記憶しておく。そして基板47をX−Yステージ44の移動によって吸着ヘッド33の下へ移動し、ワーク認識カメラ52によって基板47の外部マーク66を認識し、先に記憶していたテンプレート48の外部マーク68と一致するように基板47の位置補正を行ない、その状態で吸着ヘッド33を下降させて実装を行なう。
【選択図】 図8
Description
【発明の属する技術分野】
本発明は部品実装装置および部品実装方法に係り、とくにマウントヘッドによってワーク上の所定の位置に部品を実装するようにした部品実装装置および部品実装方法に関する。
【0002】
【従来の技術】
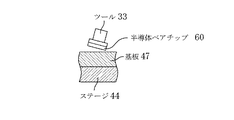
半導体ベアチップ60等の部品を図20に示すように透明なガラス基板47上にボンディングして実装する場合には、図21〜図23に示すように位置合わせのための専用のマークを利用することによって高精度にボンディングすることができる。すなわちマークを利用することによってボンディング精度を±1μm以内にすることが可能になっている。
【0003】
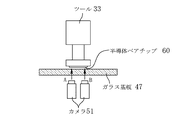
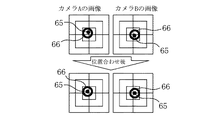
これは図21に示すようにツール33に吸着固定されているベアチップ60とガラス基板47の隙間が数十μmになる位置で、ガラス基板47を通してこのガラス基板47上のマークとベアチップ60のパターン面のマークとを同時に下側に配された一対の部品認識カメラ51によって認識する。そして図22に示すベアチップ60のマーク65がガラス基板47のマーク66の中心になるようにガ14基板47の位置調整する。すなわち図23に示すように、部品認識カメラ51によって画像認識を行なうと、ガラス基板47のマーク66とベアチップ60のマーク65とが同時に部品認識カメラ51によって画像認識される。
【0004】
ここでガラス基板47のマーク66の中心にベアチップ60のマーク65が位置していない。そこで図23に示すように、ガラス基板47をX軸方向およびY軸方向に位置調整し、ツール回転軸31をθ軸方向に位置調整する。そして半導体ベアチップ60のマーク65がガラス基板47のマークの中心になるように高精度に位置合わせを行なう。そして位置合わせを行なった状態でツール33を下降させてガラス基板47上にベアチップ60をボンディングする。このときに位置合わせ後はツール30を十数μm下降するだけなので、ツール33の垂直方向の移動によるX軸方向およびY軸方向の位置ずれは極めて少なく、高精度にボンディングすることが可能になる。
【0005】
ところが図24に示すように透明でないガラスエポキシ樹脂の基板47上に半導体ベアチップ60を高精度にボンディングする場合には、不透明なガラスエポキシ樹脂基板47を通して基板47上のマークと半導体ベアチップ60のマークとを同時に画像認識することができない。従って図21〜図23に示すような方法によって高密度実装を行なうことができない。なお赤外線やX線で透視することも考察されるが、装置全体のコストや解像力等の点で欠点がある。
【0006】
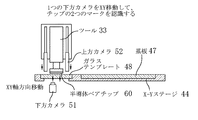
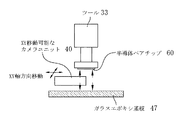
そこで例えば特開2002−9113号公報に開示されている方法で行なう。この方法は図25に示すようにツール33に固定されているベアチップ60と不透明なガラスエポキシ基板47との間に、X軸方向およびY軸方向に移動可能で上方と下方の双方を認識可能なカメラユニット40を配置して行なう。
【0007】
上記カメラ取付けアーム37には図27〜図29に示す部品認識カメラ51およびワーク認識カメラ52が並置して取付けられている。これらのカメラ51、52の先端側にはそれぞれミラー53、54が斜めに配されている。またミラー53、54の中間位置には両面ミラー55が配されている。両面ミラー55の上方には上方透明窓56が、ミラー55の下方には下方透明窓57がそれぞれ形成されている。
【0008】
部品認識カメラ51とワーク認識カメラ52とは図27に示すように、同一の方向を向くように平行に並べて取付けられる。部品認識カメラ51はミラー53によってその光軸が90度反射され、さらに両面ミラー55によって90度反射されることによって、上方透明窓56を通して上方のチップ60のマークを見るようになっている。これに対してワーク認識カメラ52はミラー54によって90度反射され、さらに両面ミラー55によって90度反射されることによって、下方透明窓57を通して下方の基板47のマークを見るようになっている。
【0009】
【特許文献1】特開2002−9113号公報
【特許文献2】特許第3254956号公報
【特許文献3】特開2002−93858号公報
【発明が解決しようとする課題】
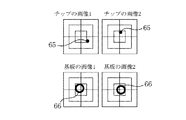
ここで図25に示すようにツール33に保持されているベアチップ60とガラスエポキシ基板47との間にカメラユニット40を挿入して基板47とベアチップ60のそれぞれの2個所合計4個所を図26に示すように画像認識する。そしてこのような画像認識に基いてガラスエポキシ基板47の位置合わせを行なう。位置合わせのときに行なう補正では、図26に示すマーク65、66の位置の正確な計算をしなければならない。このためにカメラユニット40のレンズの歪や基板47を支持するステージの真直ぐ度を補正するためにキャリブレーションを行なう必要がある。また図26のマーク65、66を取込んだときのカメラユニット40の位置をスケール等によって測定することが必要になる。なおキャリブレーションの計算誤差やスケールの測定誤差がボンディング精度に影響を与える。
【0010】
また図25に示すようにカメラユニット40で画像認識して位置合わせを行なった後に、ツール33を下降して基板47上に半導体ベアチップ60をボンディングする。そして位置合わせのときには上述の如く基板47とツール33との間にカメラユニット40が挿入されるために、カメラユニット40の高さ方向の寸法とカメラユニット40のワーキングディスタンスの和に相当する距離、ツール33を下降しなければならない。
【0011】
ツールが下降しなければならない上記の距離は通常数十mmに達する。カメラユニット40の配置を工夫してツール33と基板47との間の隙間を小さくすることができるが、その場合には位置合わせの後に基板47を支持するステージ等の他のユニットの移動が必要になる。何れにしても位置合わせの後の移動を伴うために搭載精度が悪化する。この方法によるボンディング精度は±3〜5μm程度が限界であって、高精度の実装を行なうことができない欠点がある。
【0012】
本発明はこのような問題点に鑑みてなされたものであって、透明でない基板やウエハ等のワークに対する半導体ベアチップ等の部品の高精度なボンディングを高性能ステージを用いることなく実現するようにした部品実装装置および部品実装方法を提供することを目的とする。
【0013】
【課題を解決するための手段】
本願の主要な発明は、
実装すべき部品を保持するマウントヘッドと、
前記部品がマウントされるワークとほぼ透明なテンプレートとを並べて保持し、X軸方向およびY軸方向に移動可能なX−Yステージと、
前記X−Yステージに対して前記マウントヘッドとは反対側に配され、前記テンプレートのマークと前記部品のマークとを認識する部品認識カメラと、
前記X−Yステージに対して前記マウントヘッドと同じ側に配され、前記テンプレートのマークと前記ワークのマークとを認識するワーク認識カメラと、
前記ワーク認識カメラが認識したマークの位置を記憶する記憶手段と、
前記X−YステージをX軸方向およびY軸方向に移動調整する制御手段と、
を具備し、前記X−Yステージによって前記テンプレートを前記マウントヘッドと対応する位置に移動させて前記部品認識カメラによって前記テンプレートのマークと前記部品のマークとを認識するとともに、前記テンプレートのマークが前記部品のマークに対して相対的に正しい位置になるように前記X−Yステージによって前記テンプレートの位置調整を行ない、
前記ワーク認識カメラで位置調整された前記テンプレートのマークを認識し、しかも認識した該マークの位置を前記記憶手段によって記憶し、
前記X−Yステージによって前記ワークを前記マウントヘッドと対応する位置へ移動させて前記ワーク認識カメラによって前記ワークのマークを認識するとともに、認識されたワークのマークが前記記憶手段によって記憶されている前記テンプレートのマークに対して相対的に正しい位置になるように前記X−Yステージによって前記ワークの位置調整を行ない、位置調整されたワーク上に前記マウントヘッドによって前記部品を実装することを特徴とする部品実装装置に関するものである。
【0014】
ここで一対のワーク認識カメラを具備し、前記マウントヘッドに対してその両側に配されるとともに、前記一対のワーク認識カメラが前記マウントヘッドに対して近接および離間可能に配されるようにしてよい。また前記マウントヘッドが部品に応じたアダプタを介して前記部品を保持することが可能である。この場合に前記アダプタが部品とほぼ同じ大きさかそれより大きいことが好ましい。また前記アダプタに部品とほぼ整合する突部が形成され、該突部上に部品が保持されることが好ましい。また前記X−Yステージに対して前記マウントヘッドとは反対側に受台が設けられ、前記マウントヘッドによって前記ワーク上に部品を実装する際に前記受台によって該ワークの対応する部位を受けることが可能である。また前記X−Yステージの前記ワークを載置する位置に開口が形成され、該開口を通して前記受台が前記ワークを直接受けることが好ましい。また複数の部品認識カメラを具備し、該複数の部品認識カメラがそれぞれ別々に対応する前記テンプレートのマークおよび前記部品のマークを認識することが好適である。また前記複数の部品認識カメラが固定配置されることが好ましい。
【0015】
本願の別の主要な発明は、
半導体のベアチップを保持して基板または半導体ウエハの所定の位置にマウントするマウントヘッドと、
認識マークを有する透明なテンプレートと前記基板または半導体ウエハとを並べて載置するテーブルと、
前記テーブルに対して前記マウントヘッドとは反対側に配され、前記テンプレートを通して前記マウントヘッドに保持されているベアチップ上のマークと前記テンプレート上に形成されたマークとを認識する部品認識カメラと、
前記テーブルに対して前記マウントヘッドと同じ側に配され、前記テンプレートのマークと前記基板または半導体ウエハのマークとを認識するワーク認識カメラと、
前記マウントヘッドと前記テーブルと前記部品認識カメラと前記基板認識カメラとを制御する制御手段と、
を具備する部品実装装置に関するものである。
【0016】
ここで半導体のベアチップがチップトレイ上にフェイスアップの状態で供給され、反転手段によって反転されて前記マウントヘッドに受渡されることが好ましい。また前記テーブルの前記テンプレートの載置位置に開口が形成され、該開口によって前記マウントヘッドとは反対側から前記部品認識カメラで前記ベアチップのマークと前記テンプレートのマークとを同時に認識するようにしてよい。
【0017】
部品実装方法に関する主要な発明は、
不透明なワーク上に部品を実装する実装方法において、
前記ワークとほぼ透明なテンプレートとをX軸方向およびY軸方向に移動可能なX−Yステージ上に並べて配置し、
前記X−Yステージに対して前記部品を保持するマウントヘッドとは反対側に配された部品認識カメラで前記テンプレートのマークと前記部品のマークとを認識して前記テンプレートが前記部品に対して相対的に正しい位置になるように前記X−Yステージによって前記テンプレートの位置調整を行ない、
前記X−Yステージに対して前記部品を保持するマウントヘッドと同じ側に配されたワーク認識カメラで位置調整された前記テンプレートのマークを認識して記憶し、
前記X−Yステージによって前記ワークを前記マウントヘッドと対応する位置へ移動し、前記ワーク認識カメラで前記ワークのマークを認識するとともに、該マークが記憶されている前記テンプレートのマークに対して相対的に正しい位置になるように前記X−Yステージによって前記ワークの位置調整を行ない、位置調整されたワーク上に前記マウントヘッドによって前記部品を実装することを特徴とする部品実装方法に関するものである。なおここでマウントする部品以外の部品と対応する前記テンプレートのマークおよび前記ワークのマークを認識することも可能である。
【0018】
本願に含まれる発明の好ましい態様は、ベアチップを半導体ウエハや基板等に位置合わせし、接着材料を介して固定するためのボンディング装置である。とくに透明でないウエハや基板等にベアチップを高精度にボンディングするためのボンディング装置に適用して好適なものである。
【0019】
すなわち本願に含まれる発明の好ましい態様は、ベアチップを吸着する機構を備え、ボンディングを行なうためのツール機構と、画像認識マークを有したテンプレートと、上記テンプレートと基板とを固定するテーブルと、上記テーブルの下に配され、テンプレートを通してツール機構に吸着されているベアチップ上のマークとテンプレート上のマークとを同時に認識する部品認識カメラと、ツール側に配され、テンプレートと基板のマークを認識するワーク認識カメラと、ツール装置とテーブル装置と上記一対のカメラとを制御する制御手段とを備えるボンディング装置に関する。
【0020】
ここでベアチップとは、半導体ウエハから分割されたパッケージを行なわない集積回路のチップを言う。またボンディング装置とはウエハや基板等に接着材料を介してチップをボンディングする装置であって、一般にチップの位置合わせ機構と、加熱および加圧機構とを備える。またテンプレートとはガラス等に画像認識マークを描いた基板を言う。
【0021】
上記のような態様によれば、透明でない基板やウエハにベアチップを高精度にボンディングすることが可能になる。また高性能ステージ等の高価なものを使用しないで高精度ボンディングを実現できるために、装置の製作費用を安価に抑えることが可能になる。
【0022】
【発明の実施の形態】
フリップチップボンダの構成
図1〜図3は本発明の一実施の形態に係るフリップチップボンダを示している。この装置は架台10を備えるとともに、架台10の上面にベース11が配されている。そしてベース11の上面であってその右側にはY軸ステージ12が配されており、このY軸ステージ12をY軸モータ13によってY軸方向に移動調整するようにしている。Y軸ステージ12上には半導体ベアチップを収納したチップ収納トレイ14が搭載される。
【0023】
上記チップ収納トレイ14を備えるY軸ステージ12の左方にはガイド18が横方向、すなわちX軸方向に延びるように配されており、このガイド18上にX軸ステージ19が載置される。X軸ステージ19はX軸モータ20によってX軸方向に移動可能になっている。そしてX軸ステージ19上にチップ反転シリンダ21が取付けられている。チップ反転シリンダ21はアーム22を備えるとともに、アーム22の先端部に吸着ヘッド23が取付けられている。
【0024】
上記X軸ステージ19の左側であって背面側において、ベース11上にはフレーム27が直立して取付けられている。フレーム27の前面側には一対のZ軸リニアガイド28が配されており、これら一対のZ軸リニアガイド28によってツール制御ユニット29が昇降自在に支持されている。そしてツール制御ユニット29はZ軸モータ30によってZ軸リニアガイド28に沿って上下方向に移動可能になっている。ツール制御ユニット29の下端側には下方に突出するようにツール回転軸31が突設されており、このツール回転軸31にあおり機構32が取付けられている。そしてあおり機構32の先端側に吸着ヘッド33が取付けられている。
【0025】
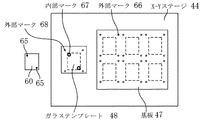
フレーム27の前方にはX−Yステージ44が配されている。X−Yステージ44はX軸モータ45とY軸モータ46とによってX軸方向およぴY軸方向にそれぞれ移動調整自在になっている。そしてX−Yステージ上にはワークを構成する基板47とテンプレート48とが並べて搭載されるようになっている。なおテンプレート48が搭載される位置には、ステージ47に開口が形成されている(図8参照)。
【0026】
上記X−Yステージ44の下側には部品認識カメラ51が上方に向けて取付けられており、この部品認識カメラ51によって吸着ヘッド33の先端に取付けられた半導体チップ60のマークとX−Yステージ44上に搭載されるテンプレート48のマークとを画像認識するようになっている。これに対して上記ツール制御ユニット29の吸着ヘッド33の両側にはワーク認識カメラ52が下方に向けて取付けられている。これら一対のワーク認識カメラ52はX−Yステージ44上の基板47のマークとテンプレート48のマークとを画像認識する。
【0027】
図6はこのようなフリップチップボンダの制御系を示すブロック図であって、ボンダ本体は制御装置を介して制御される。また制御装置には操作パネルとカメラユニットとモニタとが接続されるようになっている。ここで操作パネルは制御装置に対して動作モード指令と、ベアチップの圧着条件と、各種のデータとを供給する。これに対して制御装置から操作パネルに対してはデータおよび状態表示のための情報が供給される。カメラユニットは制御装置に対して画像情報を供給する。この画像情報は制御装置によって画像処理され、また必要に応じて記憶される。また制御装置から画像処理結果がモニタに供給され、その表示パネルによって表示が行なわれる。
【0028】
制御装置はボンダ本体に対して動作指令を行なうとともに、ベアチップの加熱電力を供給する。またボンダ本体からはセンサおよびエンコーダの出力信号が位置情報として与えられる。さらに搭載するベアチップの温度および圧力に関するデータが制御装置に供給される。
【0029】
このように本実施の形態のフリップチップボンダは図1〜図3に示すように、架台10上のベース11に、フレーム27、回路基板用X−Yステージ44、チップ反転用X軸ステージ19、収納トレイ用Y軸ステージ12をそれぞれ取付けるようにしている。
【0030】
フレーム27にはZ軸リニアガイド28を介してツール制御ユニット29と一対のワーク認識カメラ52と取付けている。ツール制御ユニット29はツール回転軸31をベース11に垂直に取付けるようにし、その先端部にあおり機構32を連結している。そしてツール制御ユニット29の下側に位置する基板用X−Yステージ44上には所定の位置にテンプレート48と回路基板47とを保持している。しかも基板用X−Yステージ47の下側には、X軸方向およびY軸方向に移動可能に部品認識カメラ51が配されている。
【0031】
またチップ反転用X軸ステージ19上には、チップ反転シリンダ21を固定している。チップ反転シリンダ21にはチップ反転アーム22が取付けられる。収納トレイ用Y軸ステージ12にはチップ収納トレイ14を所定の位置に保持するガイド(図示せず)設けるようにしている。さらに本フリップチップボンダにおいては、図6に示すような制御装置および操作パネルを備えている。
【0032】
上記X−Yステージ44上に載置されるテンプレート48は、ガラス等の透明な材料によって製作された矩形の板である。そしてこのテンプレートの上面には図7に示すように内部マーク67と外部マーク68とをそれぞれ一対ずつ設ける。外部マーク68は例えばエポキシ樹脂から成る不透明な基板47の上面の外部マーク66と同じである。これに対してテンプレート48の内部マーク67はベアチップ60に設けられているマーク65と同じ位置に配置し、図22および図23と同じようにして位置補正を行なうときにベアチップ60のマーク65とテンプレート48の内部マーク67とによって両者の間の位置ずれが分るようにしてある。
【0033】
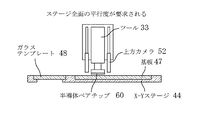
チップ60のマーク65とテンプレート48の内部マーク67とを検出する下方カメラ51は図8に示すように、テンプレート48と基板47とを載置するX−Yステージの下側に配され、しかもX軸方向およびY軸方向に移動可能に支持されている。ここでこのカメラ51の最大移動距離は半導体チップ60のサイズとほぼ同じであって最小移動ピッチは数十μm程度である。なおタクトタイムを短縮するためにはカメラ51の移動速度を速くすればよい。
【0034】
これに対して上方からテンプレート48の外部マーク68と基板47の外部マーク66とを検出する上方カメラ52は吸着ヘッド33の側方においてその両側に設けられている。ここで吸着ヘッド33と一対の上方カメラ52との位置関係は、吸着ヘッド33の中心がボンディングを行なう半導体チップ60の中心に一致するように、一対の上方カメラ52の視野がテンプレート48の外部マーク68および基板47の外部マーク66の中心と対応するように設定される。部品認識カメラ51およびワーク認識カメラ52による認識は次の表によって示される。
【0035】
【表1】
フェイスダウンボンディングの動作
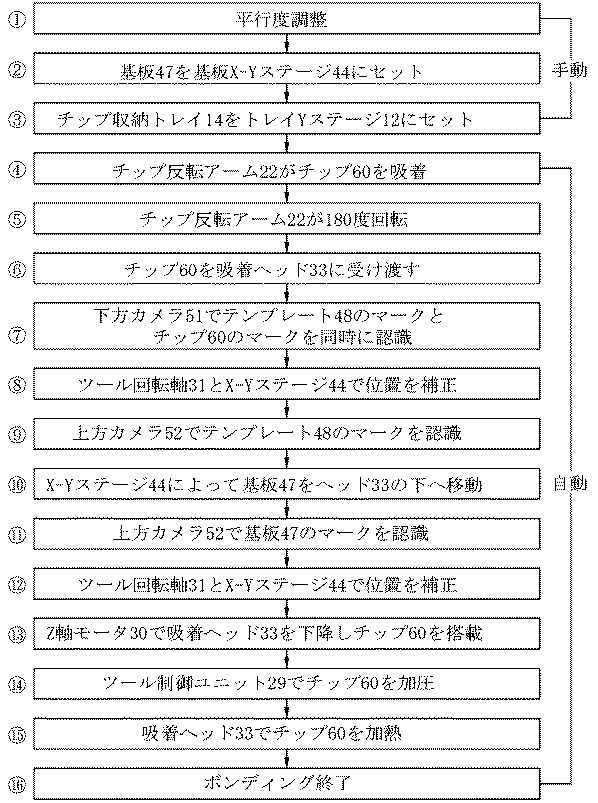
次にこのようなフリップチップボンダの通常のフェイスダウンボンディングの動作について図5〜図8を参照して説明する。ワークを構成する回路基板47はテンプレート48と並置してX−Yステージ44の上面に固定され、X軸モータ45およびY軸モータ46によってX軸方向およびY軸方向に移動調整される。一方チップ収納トレイ14はY軸ステージ12の上面に固定され、Y軸モータ13によってY軸方向に移動可能になっている。
【0037】
チップ反転用のX軸ステージ19上のチップ反転シリンダ21に取付けられているアーム22は反転シリンダ21によって図5Aおよび図5Bに示すように180度反転可能に構成され、しかもX軸モータ20によってX軸方向に移動可能になっている。
【0038】
チップ反転シリンダ21のアーム22の先端部に吸着ヘッド23が取付けられており、この吸着ヘッド23によって図5Aに示すようにトレイ14上のフェイスアップ状態の任意のチップ60を吸着し、この後に図5Bに示すようにチップ反転シリンダ21が180度反転する。従ってチップ60はフェイスダウン状態になり、このような状態でツール制御ユニット29の先端の吸着ヘッド33が下降すると、チップ60は吸着ヘッド33に図5Cに示すように受渡される。ボンディングツールを構成する吸着ヘッド23はツール制御ユニット29によって回路基板47の垂直軸に対して回転可能に構成されており、Z軸モータ30によって垂直方向の動作およびチップ加圧動作を行なうようになっている。吸着ヘッド33によって吸着されるチップ60はあおり機構32によって回路基板47の上面と平行になるようにその姿勢が制御される。
【0039】
この後図8Aに示すように、半導体チップ60とテンプレート48との高さ方向の間隔が数十μmになるように吸着ヘッド33をZ軸モータ30によって下降させる。そして下方に配されている部品認識カメラ51をチップ60の1個所目の内部マーク65およびテンプレート48の1個所目の内部マーク67の位置へ移動する。そしてこの下方カメラ51によってチップ60のマーク65とテンプレート48のマーク67とを同時に画像認識する。次いで部品認識カメラ51はチップ60の2個所目の内部マーク65とテンプレート48の2個所目の内部マーク67の位置へ移動し、これらのマークを同時に画像認識する。
【0040】
この後に図23に示すようにチップ60の内部マーク65とテンプレート48の内部マーク67とが重合うようにテンプレート48の位置調整を行なう。この位置調整はX、Y、θの3軸方向について行なう。X軸およびY軸についてはX−Yステージ44をX軸モータ45およびY軸モータ46によってX軸方向およびY軸方向に移動調整して行なう。θ軸方向については、ツール回転軸31を回転調整して行なう。高精度のボンディングを行なうためには、位置補正量が0に近づくまで2個所のチップ60のマーク65とテンプレート48のマーク67とが一致するように位置補正を繰返す。
【0041】
このようにしてテンプレート48の位置を吸着ヘッド33によって保持されている半導体チップ60の位置に対して正しく調整したならば、この後上方に配されている一対のワーク認識カメラ52によってテンプレート48上の外部マーク68を認識する。そしてワーク認識カメラによって認識されたテンプレート48の外部マーク68の位置を図4に示す制御装置の記憶手段によって記憶しておく。
【0042】
この後に図8Bに示すように、X軸モータ45およびY軸モータ46によってX−Yステージ44を駆動し、基板47のチップ60をマウントすべき位置が吸着ヘッド33によって保持されているチップ60の下側に来るように移動する。そしてこの状態において上方の一対のワーク認識カメラ52によって基板47上の外部マーク66を画像認識する。そして認識した基板47のマーク66が先に記憶していたテンプレート48の外部マーク68の位置と一致するように位置補正を行なう。この位置補正はX−Yステージ44をX軸モータ45とY軸モータ46とによってX軸方向およびY軸方向に移動調整するとともに、ツール回転軸31をθ軸方向に回転調整することによって行なう。なおここでも高精度なボンディングを行なうためには、位置補正量が0に近づくまで位置補正を繰返して行なう。
【0043】
このようにして基板47のマウント位置が吸着ヘッド33によって吸着されている半導体チップ60の位置と一致したならば、この後Z軸モータ30によって吸着ヘッド33を下降させ、その先端に保持されている半導体チップ60を基板47上の所定の位置にボンディングして実装を完了する。
【0044】
図8に示すような上述の方法による半導体ベアチップ60の実装によると、透明でない基板47や他のワーク、例えば半導体ウエハ上にベアチップ60等の部品を高精度にボンディングできるようになる。しかもここではX−Yステージ44としては高性能ステージのような高価なものを使用することなくしかも高精度のボンディングが実現できるために、装置の製作費を安価に抑えることが可能になる。
【0045】
変形例1(図9、図10)
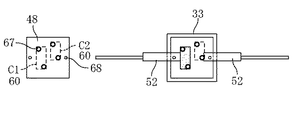
半導体チップ60をボンディングする際に、吸着ヘッド33の先端側の部分でチップ60を押すために、吸着ヘッド33の先端側の面はチップ60の大きさよりもやや大きくなっている。このためにチップ60のボンディング位置や外部マーク68、66の位置の関係によって、吸着ヘッド33とワーク認識カメラ52の配置が相互に不可能になる場合がある。このようなときには図10に示すように隣のチップ60に対応する外部マーク68、66を利用すればよい。このような変形例によって、吸着ヘッド33の制約を受けずに一対のワーク認識カメラ52を配置できるようになる。
【0046】
なお例えば1つ手前側のチップ60に対応する外部マーク68、66を使用する場合に、基板47の1番手前側の個所にはボンディングできないことがある。このように1番手前側の個所にボンディングできないときには、逆方向であって1つ奥側のチップ60と対応する外部マーク68、66を使用するか、基板47を180°回転して配置することによって対応できる。
【0047】
変形例2(図11)
チップ60をボンディングするときに、吸着ヘッド33の全面でチップ60の上面を押すために、吸着ヘッド33の先端端面はチップサイズよりも大きくなっている。このためにチップボンディング位置や外部マーク位置68、66の関係によって、吸着ヘッド33と一対のワーク認識カメラ52の相互の配置が不可能になるときがある。
【0048】
そこでこの変形例においては、上方の一対のワーク認識カメラ52を開閉式にしている。このような構成によれば、吸着ヘッド33の制約を受けずに2つの上方カメラ52を配置できるようになる。ここで吸着ヘッド33と開閉式の上方カメラ52とが干渉する場合には、そのときに吸着ヘッド33を上昇させればよい。
【0049】
開閉式の上方カメラ52を用いた動作を順を追って説明すると、図11Aに示すように一対の上方カメラ52を開いて吸着ヘッド33を下降し、チップ60に対応するテンプレート48の相対的な位置調整を行なう。
【0050】
この後図11Bに示すように吸着ヘッド33を上昇させ、一対の上方カメラ52を閉じてテンプレート48の外部マーク68の認識を行なうとともに、このマーク68の位置を記憶する。
【0051】
そして図11Cに示すように吸着ヘッド33の下に基板47のボンディング個所が来るようにステージ44を移動し、上方カメラ52で基板47の外部マーク66を認識し、この後基板47の外部マーク66が記憶されているテンプレート48の外部マーク68の位置に一致するように基板47の位置調整を行なう。
【0052】
そしてこの後に図11Dに示すように、一対のワーク認識カメラ52を開き、吸着ヘッド33を下降してチップ60を基板47上にボンディングする。
【0053】
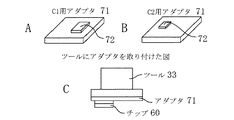
変形例3(図12〜図14)
チップ60のボンディング個所と基板47の一対の外部マーク66およびテンプレート48の一対の外部マーク68の位置関係は、基板47毎に、あるいはボンディング個所毎に異なる。そのために図12に示すように段取替えまたはモータによる自動設定が必要になる。そこで吸着ヘッド33の先端側の部分にそれぞれ図3に示すようなアダプタを取付け、このアダプタを介してチップ60を保持する。ここでアダプタ71として複数のものを用意し、交換することによって吸着ヘッド33の中心と上方の一対のワーク認識カメラ52との位置関係が一定になる。なおここでも上記変形例1のような隣の外部マーク68、66の利用や変形例2のようなワーク認識カメラ52の開閉を併用できるようになる。
【0054】
より具体的に説明すると、一対のチップ60をボンディングするときに第1のチップ60をボンディングするときのカメラ52の位置と第2のチップ60をボンディングするときのカメラ52のツール(吸着ヘッド)33に対する位置関係は図12Bおよび図12Cに示すように互いに位置関係が異なる。
【0055】
そこで図13に示すように、吸着ヘッド33の底面にチップ60のサイズよりもやや大きいアダプタ71を取付けることによって、必要な個所のみを圧着可能にできる。またこれによって何れのチップ60をボンディングするときでも、吸着ヘッド33と一対のワーク認識カメラ52の位置関係が図14に示すように同じくなる。
【0056】
変形例4(図15〜図17)
チップ60のボンディング精度に影響を与える要因の1つに、X−Yステージ44と吸着ヘッド33の吸着面との間の平行度がある。もしもチップ60が基板47と接触するときに図16に示すように平行でなかったならば、接触開始時に線または点で接触することになり、このために位置ずれの原因になるからである。
【0057】
吸着ヘッド33の傾きはX−Yステージ44のあおり調整、あるいは吸着ヘッド33をツール回転軸31を介して支持するツール制御ユニット29のあおり調整機構によって解消できる。しかるにステージ44の全体の平行度を出すことはコスト増につながる。そこでここでは図17に示すように受け台75を利用する。すなわちX−Yステージ44の全面の平行度を出すのではなく、チップサイズ60よりも一回り大きなボンディングエリアのみの平行度を受け台75によって出すようにしている。ボンディング毎にX−Yステージ44を受け台75の上に置き直すことによって、常に受け台75の中心でボンディングを行なうことが可能になる。すなわちチップサイズより一回り大きな範囲のみの平行度を受け台75によって出すだけで位置ずれに伴うマウント精度の劣化を効果的に防止できるようになる。
【0058】
変形例5(図18、図19)
各種の半導体チップ60を基板47上にボンディングすることを考えると、半導体チップ60のマーク65の位置が特定されない。このために単一の部品認識カメラ51をX軸方向およびY軸方向に移動させることによってチップ60の内部マーク65を交互に認識する必要がある。このためにカメラ51の移動によりタクトタイムが長くなる欠点がある。
【0059】
そこで図19に示すように、一対の下方カメラ51を利用する。チップ60の一対の内部マーク65間のピッチが広くなれば、図19に示すように2つの部品認識カメラ51によって認識を行なう。このような構成によって、部品認識カメラ51を移動する必要がなくなって、チップ60の一対の内部マーク65を2つの部品認識カメラ51によって同時に認識することが可能になり、タクトタイムが短縮される。
【0060】
違う種類のチップ60をボンディングするときには、チップ60の内部マーク65が異なるために段取り替えが必要になる。従ってモータを利用して自動設定を行なえばよい。なお通常の量産時においては特定のチップ60しかボンディングしないために、とくに量産の枚数が多い場合にはこの変形例は大きな効果を発揮することになる。
【0061】
なお図18は単一の部品認識カメラ51をX軸方向およびY軸方向に移動させてチップ60の一対の内部マーク65を認識する動作を示している。これに対して図19は2つの固定配置された部品認識カメラ51で半導体チップ60の一対の内部マーク65を同時認識する状態を示している。
【0062】
以上本願に含まれる発明を図示の実施の形態および変形例によって説明したが、本願発明は上記実施の形態や変形例によって限定されることなく、本願に含まれる発明の技術的思想の範囲内において各種の変更が可能である。例えば上記実施の形態は、半導体のベアチップ60を不透明なガラスエポキシ基板47上にマウントするためのフリップチップボンダに関するものであるが、本願発明はその他各種の部品の実装に広く適用可能である。とくに本願発明は、不透明なワーク上に部品を高精度に位置決めしてマウントする多種の実装装置に広汎に利用される。
【0063】
【発明の効果】
本願の主要な発明は、実装すべき部品を保持するマウントヘッドと、部品がマウントされるワークとほぼ透明なテンプレートとを並べて保持し、X軸方向およびY軸方向に移動可能なX−Yステージと、X−Yステージに対してマウントヘッドとは反対側に配され、テンプレートのマークと部品のマークとを認識する部品認識カメラと、X−Yステージに対してマウントヘッドと同じ側に配され、テンプレートのマークとワークのマークとを認識するワーク認識カメラと、ワーク認識カメラが認識したマークの位置を記憶する記憶手段と、X−YステージをX軸方向およびY軸方向に移動調整する制御手段と、を具備し、X−Yステージによってテンプレートをマウントヘッドと対応する位置に移動させて部品認識カメラによってテンプレートのマークと部品のマークとを画像認識するとともに、テンプレートのマークが部品のマークに対して相対的に正しい位置になるようにX−Yステージによってテンプレートの位置調整を行ない、ワーク認識カメラで位置調整されたテンプレートのマークを認識し、しかも認識した該マークの位置を記憶手段によって記憶し、X−Yステージによってワークをマウントヘッドと対応する位置へ移動させてワーク認識カメラによってワークのマークを認識するとともに、認識されたワークのマークが記憶手段によって記憶されているテンプレートのマークに対して相対的に正しい位置になるようにX−Yステージによってワークの位置調整を行ない、位置調整されたワーク上にマウントヘッドによって部品を実装するようにしたものである。
【0064】
従ってこのような部品実装装置によれば、ほぼ透明なテンプレートを介在させることによって不透明なワーク上にマウントヘッドによって部品を高精度に実装することが可能になる。
【0065】
本願の別の発明は、半導体のベアチップを保持して基板または半導体ウエハの所定の位置にマウントするマウントヘッドと、認識マークを有する透明なテンプレートと基板または半導体ウエハとを並べて載置するテーブルと、テーブルに対してマウントヘッドとは反対側に配され、テンプレートを通してマウントヘッドに保持されているベアチップ上のマークとテンプレート上に形成されたマークとを認識する部品認識カメラと、テーブルに対してマウントヘッドと同じ側に配され、テンプレートのマークと基板または半導体ウエハのマークとを認識するワーク認識カメラと、マウントヘッドとテーブルと部品認識カメラと基板認識カメラとを制御する制御手段と、を具備するものである。
【0066】
従ってこのような部品実装装置によれば、基板または半導体ウエハとともにテーブル上に透明なテンプレートを配するだけで、透明なガラス基板に対するベアチップの実装と同等の精度で半導体のベアチップを不透明な基板または半導体ウエハ上に高精度にマウントできるようになる。
【0067】
実装方法に関する主要な発明は、不透明なワーク上に部品を実装する実装方法において、ワークとほぼ透明なテンプレートとをX軸方向およびY軸方向に移動可能なX−Yステージ上に並べて配置し、X−Yステージに対して部品を保持するマウントヘッドとは反対側に配された部品認識カメラでテンプレートのマークと部品のマークとを認識してテンプレートが部品に対して相対的に正しい位置になるようにX−Yステージによってテンプレートの位置調整を行ない、X−Yステージに対して部品を保持するマウントヘッドと同じ側に配されたワーク認識カメラで位置調整されたテンプレートのマークを認識して記憶し、X−Yステージによってワークをマウントヘッドと対応する位置へ移動し、ワーク認識カメラでワークのマークを認識するとともに、該マークが記憶されているテンプレートのマークに対して相対的に正しい位置になるようにX−Yステージによってワークの位置調整を行ない、位置調整されたワーク上にマウントヘッドによって部品を実装するようにしたものである。
【0068】
従ってこのような部品実装方法によれば、透明でないワークに対して高性能ステージを用いることなく部品を高精度に実装することが可能になり、高精度実装を実現するための低コストの方法を提供できるようになる。
【図面の簡単な説明】
【図1】フリップチップボンダの平面図である。
【図2】同フリップチップボンダの正面図である。
【図3】同フリップチップボンダの側面図である。
【図4】同フリップチップボンダの制御系を示すブロック図である。
【図5】フリップチップボンダによるマウント動作を示す要部拡大正面図である。
【図6】フリップチップボンダによるマウントの動作を示すフローチャートである。
【図7】X−Yステージの平面図である。
【図8】画像認識の動作を示す要部縦断面図である。
【図9】変形例1の動作を示すX−Yステージの平面図である。
【図10】変形例1の動作を示す要部平面図である。
【図11】第2の変形例の動作を示す要部縦断面図である。
【図12】変形例3におけるツールとカメラの位置関係を示す要部平面図である。
【図13】アダプタの斜視図および正面図である。
【図14】アダプタを用いたときのツールとカメラの位置関係を示す要部平面図である。
【図15】変形例4の動作を示す要部縦断面図である。
【図16】同要部拡大縦断面図である。
【図17】受け台を配置した構成を示す要部拡大縦断面図である。
【図18】変形例5の動作を示す要部縦断面図である。
【図19】一対の部品認識カメラを用いた構成を示す要部縦断面図である。
【図20】透明なガラス基板に対する半導体チップのマウントを示す要部分解斜視図である。
【図21】同マウント動作を示す要部正面図である。
【図22】チップのマークと基板のマークとを合わせる動作を示す要部平面図である。
【図23】位置調整によるマークの位置合わせの動作を示す要部平面図である。
【図24】不透明な基板に対する半導体ベアチップのマウントを示す要部平面図である。
【図25】従来のカメラユニットを用いた画像認識の動作を示す要部正面図である。
【図26】同合わせマークの配置を示す要部平面図である。
【図27】従来のカメラユニットの要部平面図である。
【図28】同要部側面図である。
【図29】同要部正面図である。
【符号の説明】
10‥‥架台、11‥‥ベース、12‥‥Y軸ステージ、13‥‥Y軸モータ、14‥‥チップ収納トレイ、18‥‥ガイド、19‥‥X軸ステージ、20‥‥X軸モータ、21‥‥チップ反転シリンダ、22‥‥アーム、23‥‥吸着ヘッド、27‥‥フレーム、28‥‥Z軸リニアガイド、29‥‥ツール制御ユニット、30‥‥Z軸モータ、31‥‥ツール回転軸、32‥‥あおり機構、33‥‥吸着ヘッド、37‥‥カメラ取付けアーム、38‥‥Z軸ステージ、39‥‥Z軸モータ、40‥‥カメラユニット、44‥‥X−Yステージ、45‥‥X軸モータ、46‥‥Y軸モータ、47‥‥基板(ワーク)、48‥‥テンプレート、51‥‥部品認識カメラ、52‥‥ワーク認識カメラ、53〜55‥‥ミラー、56‥‥上方透明窓、57‥‥下方透明窓、60‥‥半導体チップ、65‥‥内部マーク(チップ側)、66‥‥外部マーク(基板側)、67‥‥内部マーク(テンプレート側)、68‥‥外部マーク(テンプレート側)、71‥‥アダプタ、72‥‥突部、75‥‥受け台、77‥‥開口
Claims (14)
- 実装すべき部品を保持するマウントヘッドと、
前記部品がマウントされるワークとほぼ透明なテンプレートとを並べて保持し、X軸方向およびY軸方向に移動可能なX−Yステージと、
前記X−Yステージに対して前記マウントヘッドとは反対側に配され、前記テンプレートのマークと前記部品のマークとを認識する部品認識カメラと、
前記X−Yステージに対して前記マウントヘッドと同じ側に配され、前記テンプレートのマークと前記ワークのマークとを認識するワーク認識カメラと、
前記ワーク認識カメラが認識したマークの位置を記憶する記憶手段と、
前記X−YステージをX軸方向およびY軸方向に移動調整する制御手段と、
を具備し、前記X−Yステージによって前記テンプレートを前記マウントヘッドと対応する位置に移動させて前記部品認識カメラによって前記テンプレートのマークと前記部品のマークとを認識するとともに、前記テンプレートのマークが前記部品のマークに対して相対的に正しい位置になるように前記X−Yステージによって前記テンプレートの位置調整を行ない、
前記ワーク認識カメラで位置調整された前記テンプレートのマークを認識し、しかも認識した該マークの位置を前記記憶手段によって記憶し、
前記X−Yステージによって前記ワークを前記マウントヘッドと対応する位置へ移動させて前記ワーク認識カメラによって前記ワークのマークを認識するとともに、認識されたワークのマークが前記記憶手段によって記憶されている前記テンプレートのマークに対して相対的に正しい位置になるように前記X−Yステージによって前記ワークの位置調整を行ない、位置調整されたワーク上に前記マウントヘッドによって前記部品を実装することを特徴とする部品実装装置。 - 一対のワーク認識カメラを具備し、前記マウントヘッドに対してその両側に配されるとともに、前記一対のワーク認識カメラが前記マウントヘッドに対して近接および離間可能に配されることを特徴とする請求項1に記載の部品実装装置。
- 前記マウントヘッドが部品に応じたアダプタを介して前記部品を保持することを特徴とする請求項1に記載の部品実装装置。
- 前記アダプタが部品とほぼ同じ大きさかそれより大きいことを特徴とする請求項3に記載の部品実装装置。
- 前記アダプタに部品とほぼ整合する突部が形成され、該突部上に部品が保持されることを特徴とする請求項4に記載の部品実装装置。
- 前記X−Yステージに対して前記マウントヘッドとは反対側に受台が設けられ、前記マウントヘッドによって前記ワーク上に部品を実装する際に前記受台によって該ワークの対応する部位を受けることを特徴とする請求項1に記載の部品実装装置。
- 前記X−Yステージの前記ワークを載置する位置に開口が形成され、該開口を通して前記受台が前記ワークを直接受けることを特徴とする請求項6に記載の部品実装装置。
- 複数の部品認識カメラを具備し、該複数の部品認識カメラがそれぞれ別々に対応する前記テンプレートのマークおよび前記部品のマークを認識することを特徴とする請求項1に記載の部品実装装置。
- 前記複数の部品認識カメラが固定配置されることを特徴とする請求項8に記載の部品実装装置。
- 半導体のベアチップを保持して基板または半導体ウエハの所定の位置にマウントするマウントヘッドと、
認識マークを有する透明なテンプレートと前記基板または半導体ウエハとを並べて載置するテーブルと、
前記テーブルに対して前記マウントヘッドとは反対側に配され、前記テンプレートを通して前記マウントヘッドに保持されているベアチップ上のマークと前記テンプレート上に形成されたマークとを認識する部品認識カメラと、
前記テーブルに対して前記マウントヘッドと同じ側に配され、前記テンプレートのマークと前記基板または半導体ウエハのマークとを認識するワーク認識カメラと、
前記マウントヘッドと前記テーブルと前記部品認識カメラと前記基板認識カメラとを制御する制御手段と、
を具備する部品実装装置。 - 半導体のベアチップがチップトレイ上にフェイスアップの状態で供給され、反転手段によって反転されて前記マウントヘッドに受渡されることを特徴とする請求項10に記載の部品実装装置。
- 前記テーブルの前記テンプレートの載置位置に開口が形成され、該開口によって前記マウントヘッドとは反対側から前記部品認識カメラで前記ベアチップのマークと前記テンプレートのマークとを同時に認識することを特徴とする請求項10に記載の部品実装装置。
- 不透明なワーク上に部品を実装する実装方法において、
前記ワークとほぼ透明なテンプレートとをX軸方向およびY軸方向に移動可能なX−Yステージ上に並べて配置し、
前記X−Yステージに対して前記部品を保持するマウントヘッドとは反対側に配された部品認識カメラで前記テンプレートのマークと前記部品のマークとを認識して前記テンプレートが前記部品に対して相対的に正しい位置になるように前記X−Yステージによって前記テンプレートの位置調整を行ない、
前記X−Yステージに対して前記部品を保持するマウントヘッドと同じ側に配されたワーク認識カメラで位置調整された前記テンプレートのマークを認識して記憶し、
前記X−Yステージによって前記ワークを前記マウントヘッドと対応する位置へ移動し、前記ワーク認識カメラで前記ワークのマークを認識するとともに、該マークが記憶されている前記テンプレートのマークに対して相対的に正しい位置になるように前記X−Yステージによって前記ワークの位置調整を行ない、位置調整されたワーク上に前記マウントヘッドによって前記部品を実装することを特徴とする部品実装方法。 - マウントする部品以外の部品と対応する前記テンプレートのマークおよび前記ワークのマークを認識することを特徴とする請求項13に記載の部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002293500A JP3937162B2 (ja) | 2002-10-07 | 2002-10-07 | 部品実装装置および部品実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002293500A JP3937162B2 (ja) | 2002-10-07 | 2002-10-07 | 部品実装装置および部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004128384A true JP2004128384A (ja) | 2004-04-22 |
| JP3937162B2 JP3937162B2 (ja) | 2007-06-27 |
Family
ID=32284385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002293500A Expired - Fee Related JP3937162B2 (ja) | 2002-10-07 | 2002-10-07 | 部品実装装置および部品実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3937162B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009105196A (ja) * | 2007-10-23 | 2009-05-14 | Seiko Epson Corp | 接合対象物のアライメント方法、これを用いた部品接合方法および部品接合装置 |
| JPWO2015119274A1 (ja) * | 2014-02-10 | 2017-03-30 | 株式会社新川 | 実装装置及びそのオフセット量補正方法 |
| WO2017108390A1 (de) * | 2015-12-23 | 2017-06-29 | Muehlbauer GmbH & Co. KG | Vorrichtung und verfahren zum positionieren und übertragen elektronischer bauteile |
| CN113451176A (zh) * | 2020-03-26 | 2021-09-28 | 芝浦机械电子装置株式会社 | 电子零件的安装装置 |
| TWI756881B (zh) * | 2020-10-27 | 2022-03-01 | 均華精密工業股份有限公司 | 黏晶機之定位系統、黏晶機之定位裝置以及黏晶機置放晶粒方法 |
| KR20230046353A (ko) * | 2021-09-29 | 2023-04-06 | 한국생산기술연구원 | 다이 웨이퍼 간 본딩 시 정렬방법 |
-
2002
- 2002-10-07 JP JP2002293500A patent/JP3937162B2/ja not_active Expired - Fee Related
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009105196A (ja) * | 2007-10-23 | 2009-05-14 | Seiko Epson Corp | 接合対象物のアライメント方法、これを用いた部品接合方法および部品接合装置 |
| JPWO2015119274A1 (ja) * | 2014-02-10 | 2017-03-30 | 株式会社新川 | 実装装置及びそのオフセット量補正方法 |
| WO2017108390A1 (de) * | 2015-12-23 | 2017-06-29 | Muehlbauer GmbH & Co. KG | Vorrichtung und verfahren zum positionieren und übertragen elektronischer bauteile |
| CN113451176A (zh) * | 2020-03-26 | 2021-09-28 | 芝浦机械电子装置株式会社 | 电子零件的安装装置 |
| JP7451259B2 (ja) | 2020-03-26 | 2024-03-18 | 芝浦メカトロニクス株式会社 | 電子部品の実装装置 |
| CN113451176B (zh) * | 2020-03-26 | 2024-04-12 | 芝浦机械电子装置株式会社 | 电子零件的安装装置 |
| TWI756881B (zh) * | 2020-10-27 | 2022-03-01 | 均華精密工業股份有限公司 | 黏晶機之定位系統、黏晶機之定位裝置以及黏晶機置放晶粒方法 |
| KR20230046353A (ko) * | 2021-09-29 | 2023-04-06 | 한국생산기술연구원 | 다이 웨이퍼 간 본딩 시 정렬방법 |
| KR102633129B1 (ko) * | 2021-09-29 | 2024-02-06 | 한국생산기술연구원 | 다이 웨이퍼 간 본딩 시 정렬방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3937162B2 (ja) | 2007-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5903662A (en) | Automated system for placement of components | |
| US7044182B2 (en) | Bonding apparatus with position deviation correction | |
| JP5174583B2 (ja) | 電子部品実装装置の制御方法 | |
| CN109906029B (zh) | 电子部件安装装置以及电子部件安装方法 | |
| JP4710432B2 (ja) | 部品実装装置及び部品実装方法 | |
| JP2004128384A (ja) | 部品実装装置および部品実装方法 | |
| JP2002162206A (ja) | アライメント方法および装置 | |
| US20230163096A1 (en) | Mounting device and mounting method | |
| JP5365618B2 (ja) | 位置調整装置及び位置調整方法 | |
| JP3962906B2 (ja) | 部品実装装置及び部品実装方法 | |
| KR100696211B1 (ko) | 본딩 장치 | |
| EP0989601B1 (en) | Method of and apparatus for bonding component | |
| JP3680785B2 (ja) | 電子部品のボンディング装置およびボンディング方法 | |
| JP4264403B2 (ja) | ボンディング装置 | |
| JP2002009113A (ja) | マウント精度測定装置およびマウント精度測定方法 | |
| JP2021015917A (ja) | 実装装置 | |
| JP3399334B2 (ja) | バンプ付電子部品の熱圧着装置および熱圧着方法 | |
| JP2004288715A (ja) | ダイボンダ | |
| JPH11330109A (ja) | 素子実装装置及び素子実装方法 | |
| JP2002330000A (ja) | 部品実装方法および部品実装装置 | |
| JP2757127B2 (ja) | ワイヤボンダーのボンディング位置補正方法、およびその装置 | |
| WO2023136076A1 (ja) | 位置決め装置およびこれを用いた実装装置 | |
| JP2000196300A (ja) | 対象物認識配置装置 | |
| JP2000236198A (ja) | 部品装着装置及びその装置における撮像手段の光軸オフセット量測定方法 | |
| JP4149718B2 (ja) | 部品実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050801 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20061024 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061130 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20061227 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20070131 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070228 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070313 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100406 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 4 Free format text: PAYMENT UNTIL: 20110406 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 5 Free format text: PAYMENT UNTIL: 20120406 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 5 Free format text: PAYMENT UNTIL: 20120406 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Year of fee payment: 6 Free format text: PAYMENT UNTIL: 20130406 |
|
| LAPS | Cancellation because of no payment of annual fees |