EP3163172B1 - Bougie de préchauffage - Google Patents
Bougie de préchauffage Download PDFInfo
- Publication number
- EP3163172B1 EP3163172B1 EP16192083.0A EP16192083A EP3163172B1 EP 3163172 B1 EP3163172 B1 EP 3163172B1 EP 16192083 A EP16192083 A EP 16192083A EP 3163172 B1 EP3163172 B1 EP 3163172B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forward end
- end portion
- glow plug
- sheath tube
- heat generation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000020169 heat generation Effects 0.000 claims description 76
- 229910045601 alloy Inorganic materials 0.000 claims description 21
- 239000000956 alloy Substances 0.000 claims description 21
- 230000014509 gene expression Effects 0.000 claims description 16
- 229910052751 metal Inorganic materials 0.000 claims description 4
- 239000002184 metal Substances 0.000 claims description 4
- 238000003466 welding Methods 0.000 description 25
- 239000012212 insulator Substances 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 9
- 239000011651 chromium Substances 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 238000002474 experimental method Methods 0.000 description 7
- 238000012986 modification Methods 0.000 description 7
- 230000004048 modification Effects 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 238000009413 insulation Methods 0.000 description 6
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 6
- 229910052721 tungsten Inorganic materials 0.000 description 6
- 239000010937 tungsten Substances 0.000 description 6
- 229910052804 chromium Inorganic materials 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 230000006866 deterioration Effects 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910001026 inconel Inorganic materials 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000012856 packing Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010292 electrical insulation Methods 0.000 description 1
- 239000012772 electrical insulation material Substances 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000005669 field effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F23—COMBUSTION APPARATUS; COMBUSTION PROCESSES
- F23Q—IGNITION; EXTINGUISHING-DEVICES
- F23Q7/00—Incandescent ignition; Igniters using electrically-produced heat, e.g. lighters for cigarettes; Electrically-heated glowing plugs
- F23Q7/001—Glowing plugs for internal-combustion engines
- F23Q2007/004—Manufacturing or assembling methods
Definitions
- the present invention relates to a glow plug.
- a known glow plug as disclosed in WO-A1-2014/206847 and JP-A-2014 137169 for example, includes a sheath tube extending in the axial direction, and a heat generation coil disposed in the sheath tube and whose forward end is connected to a forward end portion of the sheath tube.
- US-A-5118921 discloses a glow plug on which the precharacterizing portion of claim 1 is based.
- the present invention has been conceived to solve the above problem and can be embodied in the following modes.
- the present invention provides a glow plug as defined by claim 1.
- a glow plug of such a mode can secure durability and rapid heat-up performance.
- the forward end portion of the heat generation coil may be rectilinear. Since a glow plug of such a mode facilitates adjustment of the length of the forward end portion, while the above relational expressions (1) and (2) are met, the thickness C can be reduced. Thus, since the heat capacity of the forward end portion of the sheath tube can be reduced, a glow plug suited for rapid heat-up can be provided.
- the forward end portion of the heat generation coil may be spiral.
- a glow plug of such a mode can provide stronger connection between the forward end portion of the heat generation coil and the forward end portion of the sheath tube.
- the present invention can be embodied in various forms other than the glow plug.
- the present invention can be embodied in a method of manufacturing a glow plug, a sheath heater, and a control unit having a glow plug.
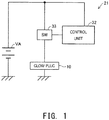
- FIG. 1 is a block diagram showing a glow plug control system 21 according to an embodiment of the present invention.
- the glow plug control system 21 includes a glow plug 10, a control unit 32, and a switch 33.
- FIG. 1 shows only a single glow plug 10. However, an actual engine has a plurality of cylinders, and the glow plug 10 and the switch 33 are provided for each cylinder.
- the control unit 32 is a microcomputer having a CPU, ROM, RAM, etc.
- the control unit 32 controls energization of the glow plug 10 by PWM (Pulse Width Modulation) control.
- the control unit 32 can calculate the voltage applied to the glow plug 10 on the basis of an input voltage.
- the switch 33 switches on/off energization of the glow plug 10 from a battery VA according to an instruction from the control unit 32.
- the switch 33 is configured to operate an FET (Field Effect Transistor) having a current detecting function through an NPN transistor, etc.
- the control unit 32 obtains resistance of the glow plug 10 from an applied voltage and current which flows to the glow plug 10 and is measured at the switch 33.
- control unit 32 when the engine key is turned on, the control unit 32 can perform preglow energization for rapidly raising temperature of the glow plug 10 and, after preglow energization, afterglow energization for maintaining the glow plug 10 at a predetermined temperature for a predetermined period of time.
- the control unit 32 applies a voltage of 11 V to the glow plug 10, thereby performing rapid heat-up; specifically, raising the surface temperature of a sheath tube of the glow plug 10 at a position located 2 mm rearward in the axial direction OD from the forward end (to be described later) of the sheath tube, to 1,000°C or higher within three seconds from start of the voltage application.
- the control unit 32 makes a curve indicative of the relation between power applied to the glow plug 10 and elapsed time coincide with a reference curve prepared in advance, thereby rapidly raising the temperature of the glow plug 10 to a target temperature.
- the control unit 32 obtains power to be applied at individual points of elapsed time from start of energization.
- the control unit 32 obtains voltage to be applied to the glow plug 10 at a certain point of elapsed time from the relation between current flowing to the glow plug 10 and power to be applied at the point of elapsed time, thereby controlling voltage to be applied to the glow plug 10 by PWM control.
- power is applied in such a manner as to follow the reference curve, whereby the glow plug 10 generates heat according to integrated quantity of power applied up to individual points of elapsed time in the course of heating up. Therefore, upon completion of application of power along the reference curve, the glow plug 10 reaches a target temperature in a period of time indicated by the reference curve.
- afterglow energization power to be supplied to the glow plug 10 is adjusted so as to maintain the surface temperature of the sheath tube of the glow plug 10 at 1,000°C or higher for a relatively long period of time (e.g., about 180 seconds).
- the control unit 32 controls energization of the glow plug 10 such that the resistance of the glow plug 10 becomes equal to a resistance (a target resistance) thereof at the time when the glow plug 10 is heated to a target temperature.
- the control unit 32 calculates an effective voltage to be applied to the glow plug 10, from a difference between the current resistance of the glow plug 10 and the target resistance by, for example, PI (Proportional-Integral) control.
- PI Proportional-Integral
- FIG. 2 is a view showing the glow plug 10 in the glow plug control system 21.
- the glow plug 10 includes a sheath heater (heat generation device) 800 for generating heat and functions as a heat source for assisting ignition at startup of an internal combustion engine (not shown) such as a diesel engine.
- the glow plug 10 includes the sheath heater 800, an axial rod 200, and a metallic shell 500. These component members of the glow plug 10 are assembled together along the axial direction OD of the glow plug 10.
- FIG. 2 shows an external structure on the right side of an axial line O and a sectional structure on the left side of the axial line O.
- a side toward the sheath heater 800 in the glow plug 10 is called the "forward side”
- a side toward an engagement member 100 is called the "rear side.”
- the metallic shell 500 is a tubular member formed of carbon steel.
- the metallic shell 500 holds the sheath heater 800 at a forward end portion.
- the metallic shell 500 holds the axial rod 200 at a rear end portion through an insulation member 410 and an O-ring 460.
- the position along the axial line O of the insulation member 410 is fixed as a result of a ring 300 in contact with the rear end of the insulation member 410 being crimped to the axial rod 200.
- a portion of the axial rod 200 extending from the insulation member 410 to the sheath heater 800 is disposed in an axial hole 510 of the metallic shell 500.
- the axial hole 510 is a through hole formed along the axial line O and is greater in diameter than the axial rod 200.
- the metallic shell 500 further includes a tool engagement portion 520 and an external thread portion 540.
- a tool (not shown) is engaged with the tool engagement portion 520 of the metallic shell 500 for attaching and detaching the glow plug 10.
- the external thread portion 540 meshes with an internal thread formed in an internal combustion engine (not shown).
- the axial rod 200 is a circular columnar (rodlike) member formed of an electrically conductive material. While being inserted through the axial hole 510 of the metallic shell 500, the axial rod 200 is disposed in position along the axial line O.
- the axial rod 200 includes a forward end portion 210 formed at the forward end side and an external thread portion 290 provided at the rear end side. The forward end portion 210 is inserted into the sheath heater 800. The external thread portion 290 protrudes rearward from the metallic shell 500. The engagement member 100 meshes with the external thread portion 290.
- FIG. 3 is a sectional view showing the structure of a sheath heater 800 in detail.
- the sheath heater 800 includes a sheath tube 810, a heat generation coil 820, a rear coil 830, and an insulator 870.
- the heat generation coil 820 is also called the "forward end coil.”
- the sheath tube 810 is a tubular member extending in the axial direction OD and whose forward end is closed.
- the sheath tube 810 accommodates therein the heat generation coil 820, the rear coil 830, and the insulator 870.
- the sheath tube 810 includes a side portion 814 extending in the axial direction OD, a forward end portion 813 connected to the forward end of the side portion 814 and curved outward, and a rear end portion 819 opening in a direction opposite the forward end portion 813.
- the forward end portion 210 of the axial rod 200 is inserted into the sheath tube 810 from the rear end portion 819.
- the sheath tube 810 is electrically insulated from the axial rod 200 by a packing 600 and the insulator 870. Meanwhile, the sheath tube 810 is in contact with the metallic shell 500 to thereby be electrically connected to the metallic shell 500.
- the sheath tube 810 is formed of, for example, austenitic stainless steel which contains iron (Fe), chromium (Cr), and carbon (C), or a nickel (Ni)-based alloy such as INCONEL 601 (INCONEL is a registered trademark) or Alloy602 (corresponding to DIN2.4633 alloy specified by German Industrial Standard (DIN)).
- the insulator 870 is formed of powder of an electrical insulation material.
- magnesium oxide (MgO) powder is used as the insulator 870.
- the insulator 870 is filled into (disposed in) a gap which remains in the sheath tube 810 as a result of disposition of the axial rod 200, the heat generation coil 820, and the rear coil 830 in the sheath tube 810, thereby providing electrical insulation in the gap.
- the heat generation coil 820 is disposed in the sheath tube 810 along the axial direction OD and generates heat by energization thereof.
- the heat generation coil 820 includes a forward end portion 822, which is a forward coil end portion, and a rear end portion 829, which is a rear coil end portion.
- the forward end portion 822 is located in the forward end portion 813 of the sheath tube 810 and electrically connected to the sheath tube 810.
- the rear end portion 829 is electrically connected to the rear coil 830 through a connection 840 formed as a result of welding of the heat generation coil 820 and the rear coil 830.
- a main component of the heat generation coil 820 is tungsten (W) or molybdenum (Mo).
- the main component is a substance whose content (% by mass) is 50% by mass or higher. More preferably, the main component of the heat generation coil 820 is tungsten (W), and the tungsten (W) content of the heat generation coil 820 is 99% by mass or higher. In the present embodiment, the main component of the heat generation coil 820 is tungsten (W), and the tungsten (W) content of the heat generation coil 820 is 99% by mass or higher.
- the rear coil 830 includes a forward end portion 831, which is a forward coil end portion, and a rear end portion 839, which is a rear coil end portion.
- the forward end portion 831 is welded to the rear end portion 829 of the heat generation coil 820 to thereby be electrically connected to the heat generation coil 820.
- the rear end portion 839 is joined to the forward end portion 210 of the axial rod 200 to thereby be electrically connected to the axial rod 200.
- the rear coil 830 is formed of, for example, a nickel (Ni)-chromium (Cr) alloy or an iron (Fe)-chromium (Cr)-aluminum (Al) alloy.
- resistance R 20 at 20°C of the glow plug 10 is 0.6 ⁇ or less.
- the resistance R 20 at 20°C of the glow plug 10 is the sum of a resistance at 20°C of the heat generation coil 820 and a resistance at 20°C of the rear coil 830.
- the resistance R 20 at 20°C of the glow plug 10 is 0.4 ⁇ .
- resistance ratio R1 of resistance R1 1000 at 1,000°C to resistance R1 20 at 20°C of the heat generation coil 820 and resistance ratio R2 of resistance R2 1000 at 1,000°C to resistance R2 20 at 20°C of the rear coil 830 are in the relation of R1 > R2.
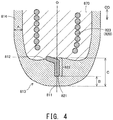
- FIG. 4 is a sectional view showing the forward end portion 813 of the sheath tube 810 and its periphery.
- FIG. 4 is a sectional view of the sheath heater 800 taken along the axial line O and shows a spiral portion 823 and the forward end portion 822 of the heat generation coil 820, the sheath tube 810, and the insulator 870.
- the forward end portion 822 of the heat generation coil 820 is rectilinear along and on the axial line O. As shown in FIG.
- the forward end portion 822 of the heat generation coil 820 is located between a forward end 811 of the sheath tube 810 and a forward-end inner wall surface 812 of the sheath tube 810 and is surrounded by and embedded in the forward end portion 813 of the sheath tube 810.
- the thickness of an alloy portion formed of the alloy is 10 ⁇ m or less.
- the thickness of the alloy portion can be calculated by detecting the alloy portion through analysis of a region in the vicinity of the boundary between the forward end portion 822 of the heat generation coil 820 and the forward end portion 813 of the sheath tube 810 by use of, for example, EPMA (Electron Probe Micro Analyzer).
- EPMA Electro Probe Micro Analyzer
- the alloy portion is not formed. Accordingly, FIG. 4 does not show the alloy portion.
- FIG. 4 further shows thickness A, distance B, and thickness C.
- the thickness A is the minimum thickness of the side portion 814 of the sheath tube 810 as measured in a region along the axial direction OD where the heat generation coil 820 is disposed.
- the distance B is the distance along the axial direction OD from the forward end 811 of the sheath tube 810 to a forward end 821 of the heat generation coil 820.
- the thickness C is the maximum thickness along the axial direction OD of the forward end portion 813 of the sheath tube 810.
- the thickness A of the side portion 814 is determined beforehand to enable usage of the glow plug 10 up to at least a desired number of cycles even when the sheath tube 810 (side portion 814) is eroded as a result of, for example, oxidation stemming from repeated energization cycles in each of which the glow plug 10 is energized and deenergized.
- the thickness A, the distance B, and the thickness C meet the following relational expressions (1) and (2).
- the ratio "C/A" between the thickness C and the thickness A is called the "thickness ratio."
- the thickness A is preferably 0.4 mm or more.
- a thickness A of 0.4 mm or more allows the glow plug 10 to be used up to a sufficient number of cycles.
- the thickness A is preferably 0.7 mm or less.
- FIG. 5 is a flowchart showing a method of manufacturing the glow plug 10.
- the heat generation coil 820 and the axial rod 200 are welded together (step S10).
- the heat generation coil 820 and the rear coil 830 are welded together; further, the rear end portion 839 of the rear coil 830 and the forward end portion 210 of the axial rod 200 are welded together.
- the forward end portion 822 of the heat generation coil 820 and the forward end portion 813 of the sheath tube 810 are welded together (step S20).
- Step S20 is also called the "welding step.”
- FIG. 6 is a set of explanatory views showing welding work in step S20.
- a sheath tube 810p which includes a forward end portion 813p having an opening 815 and which is shaped such that diameter gradually reduces toward the opening 815.
- the forward end portion 822 of the heat generation coil 820 is inserted into the forward end portion 813p (opening 815) of the prepared sheath tube 810p ( FIG. 6(a) ).
- the forward end portion 813p is melted by, for example, arc welding from outside and then is solidified to close the opening 815, the forward end portion 822 of the heat generation coil 820 and the forward end portion 813 of the sheath tube 810 are welded together ( FIG.
- the forward end portion 822 of the heat generation coil 820 is surrounded by and embedded in the forward end portion 813 of the sheath tube 810.
- the volume of the forward end portion 813p of the sheath tube 810p to be prepared, the length (length of the forward end portion 822) of the heat generation coil 820 to be disposed in the opening 815, output of a welding machine, welding time, etc. are adjusted such that the thickness A, the distance B, and the thickness C meet the relational expressions (1) and (2). Also, in the welding step, output of the welding machine, welding time, etc.
- the heat generation coil 820 and the sheath tube 810 are welded together at a temperature lower than the melting point of the heat generation coil 820 and higher than the melting point of the sheath tube 810, so as to attain a thickness of the alloy portion of 10 ⁇ m or less.
- the insulator 870 is filled into the sheath tube 810 (step S30).
- the insulator 870 covers the heat generation coil 820, the rear coil 830, and the axial rod 200 to thereby fill a gap formed in the sheath tube 810, whereby assembly of the sheath heater 800 is completed.
- step S40 swaging is performed on the sheath heater 800 (step S40). Swaging is performed such that striking force is applied to the sheath heater 800 to thereby reduce the diameter of the sheath heater 800, so as to densify the insulator 870 filled into the sheath tube 810.
- striking force is applied to the sheath heater 800 as a result of swaging, the striking force is transmitted into the sheath heater 800, thereby densifying the insulator 870.
- step S50 After swaging is performed on the sheath heater 800, the sheath heater 800 and the metallic shell 500 are assembled together to thereby assemble the glow plug 10 (step S50), whereby the glow plug 10 is completed.
- the sheath heater 800 assembled with the axial rod 200 is fixedly press-fitted into the axial hole 510 of the metallic shell 500; the O-ring 460 and the insulation member 410 are fitted to the axial rod 200 at a rear end portion of the metallic shell 500; and the engagement member 100 is meshed with the external thread portion 290 of the axial rod 200 located rearward of the rear end of the metallic shell 500.
- step S50 aging is performed on the glow plug 10. Specifically, the assembled glow plug 10 is energized so that the sheath heater 800 generates heat, thereby forming an oxide film on the outer surface of the sheath heater 800.
- the thickness A and the distance B meet the relational expression (1), even when the glow plug 10 is used up to a desired number of cycles, exposure of the forward end 821 of the heat generation coil 820 from the forward end portion 813 of the sheath tube 810 can be restrained; thus, the durability of the glow plug 10 can be secured.
- the thickness A and the thickness C meet the relational expression (2), the rapid heat-up performance of the glow plug 10 can be secured.
- the thickness of the alloy portion is 10 ⁇ m or less, there can be restrained the shortening of the distance B which could otherwise result from formation of a thick alloy portion. Thus, deterioration of durability of the glow plug 10 can be restrained.
- the forward end portion 822 of the heat generation coil 820 is rectilinear, the length of the heat generation coil 820 in the forward end portion 813 of the sheath tube 810 (length of the forward end portion 822) can be reduced; thus, the thickness C can be reduced while the relational expressions (1) and (2) are met.
- the glow plug 10 suited for rapid heat-up can be provided.
- FIG. 7 is a table showing the results of an experiment conducted for obtaining the optimum range of the thickness ratio.
- FIG. 7 shows the thickness A, the thickness C, the thickness ratio (C/A), and judgment on rapid heat-up performance.
- the present experiment prepared samples 1 to 9 which differ in a combination of the thickness A and the thickness C.
- the sheath heaters 800 of the samples were manufactured such that the thickness A and the distance B meet the relational expression (1) and such that the thickness of the alloy portion was 10 ⁇ m or less.
- the present experiment used the heat generation coils 820 formed of tungsten (W) and the rear coils 830 formed of an iron (Fe)-chromium (Cr)-aluminum (Al) alloy.
- the rapid heat-up performance was judged "B” or "A,” indicating that sufficient rapid heat-up performance is secured.
- the rapid heat-up performance is judged "A,” indicating that more rapid heat-up is possible.
- the experimental results indicate that the rapid heat-up performance of the glow plug 10 can be secured by means of the relational expression (2) being met.
- Deterioration of durability resulting from exposure of the forward end 821 of the heat generation coil 820 from the forward end portion 813 of the sheath tube 810 can be restrained by increasing the distance B; however, increasing the distance B deteriorates the rapid heat-up performance of the glow plug 10 due to an increase in the heat capacity of the forward end portion 813 of the sheath tube 810.
- the thickness C and the thickness A meeting the relational expression (2); i.e., by means of the upper limit of the thickness C being 2.5 times the thickness A, durability and rapid heat-up performance can be secured.
- FIG. 8 is a sectional view showing the forward end portion 813 of the sheath tube 810 and its periphery of a glow plug 10a according to a second embodiment.
- FIG. 8 is a sectional view of the sheath heater 800 taken along the axial line O and shows a spiral portion 823a and a forward end portion 822a of a heat generation coil 820a, the sheath tube 810, and the insulator 870.
- the forward end portion 822a of the heat generation coil 820a is spiral. A cut bounded by the broken line S in FIG.
- FIG. 8 schematically shows, on an enlarged scale, a portion of the forward end portion 822a of the heat generation coil 820a in the case where an alloy portion 860 is formed between the forward end portion 813 of the sheath tube 810 and the forward end portion 822a of the heat generation coil 820a.
- FIG. 8 further shows the thickness A, the distance B, and the thickness C.
- the thickness A is the minimum thickness of the side portion 814 of the sheath tube 810 as measured in a region along the axial direction OD where the heat generation coil 820a is disposed.
- the distance B is the distance along the axial direction OD from the forward end 811 of the sheath tube 810 to a forward end 821a of the heat generation coil 820a.
- the thickness C is the maximum thickness along the axial direction OD of the forward end portion 813 of the sheath tube 810.
- the thickness A and the distance B meet the relational expression (1)
- the thickness A and the thickness C meet the relational expression (2).
- Other structural features of the glow plug 10a of the present embodiment are similar to those of the glow plug 10 of the first embodiment; thus, repeated description thereof is omitted.
- the heat generation coil 820 having the spiral forward end portion 822a is prepared, and the heat generation coil 820a and the axial rod 200 are welded together (step S10 in FIG. 5 ).
- the welding step is performed for welding the heat generation coil 820a and the sheath tube 810a together (step S20 in FIG. 5 ).
- FIG. 9 is a set of explanatory views showing the welding step in the second embodiment.
- the spiral forward end portion 822a of the heat generation coil 820a is inserted into the forward end portion 813p (opening 815) of the sheath tube 810p ( FIG. 9(a) ).
- the forward end portion 813p is melted by, for example, arc welding from outside and then is solidified to close the opening 815, the spiral forward end portion 822a of the heat generation coil 820a and the forward end portion 813 of the sheath tube 810 are welded together ( FIG. 9(b) ).
- the forward end portion 822a of the heat generation coil 820a is surrounded by and embedded in the forward end portion 813 of the sheath tube 810.
- Other features of the method of manufacturing the glow plug 10a in the present embodiment are similar to those of the method of manufacturing the glow plug 10 in the first embodiment; thus, repeated description thereof is omitted.
- the thickness D of the alloy portion 860 is 10 ⁇ m or less; the thickness A and the distance B meet the relational expression (1); and the thickness A and the thickness C meet the relational expression (2); therefore, the present embodiment yields effects similar to those of the first embodiment.
- the forward end portion 822a of the heat generation coil 820a is spiral, as compared with the rectilinear forward end portion 822 of the heat generation coil 820, the forward end portion 822a of the heat generation coil 820a surrounded by and embedded in the forward portion 813 of the sheath tube 810 has a larger surface area (volume).
- the forward end portion 813 of the sheath tube 810 and the forward end portion 822a of the heat generation coil 820a can be connected together more firmly.
- the forward end portion 822 of the heat generation coil 820 is rectilinear on and along the axial line O.
- the rectilinear forward end portion 822 may not be located on the axial line O, but may intersect with the axial line O.
- the forward end portions 822 and 822a of the heat generation coil may have a shape other than rectilinear and spiral shapes.
- the glow plug 10 or 10a includes the heat generation coil 820 or 820a and the rear coil 830.
- the glow plug 10 or 10a may be configured to have a single coil such that the rear end portion 829 of the heat generation coil 820 or 820a is connected to the forward end portion 210 of the axial rod 200.
- the rear coil 830 of the glow plug 10 or 10a may be configured such that a plurality of coils are connected together.
- arc welding is used in the welding step for welding the forward end portion 813p of the sheath tube and the forward end portion 822 or 822a of the heat generation coil together.
- other welding methods such as laser welding may be used in the welding step.
- the glow plug control system 21 includes the glow plug 10, the control unit 32, and the switch 33.
- the glow plug control system 21 may be configured to include the glow plug 10 and the control unit 32.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
Claims (3)
- Bougie de préchauffage (10, 10a) comprenant :un tube de gainage (810) comportant une partie latérale (814) s'étendant dans une direction axiale (OD) et une partie d'extrémité avant (813) reliée à une extrémité avant de la partie latérale (814) et refermant l'extrémité avant de la partie latérale (814), etune bobine de génération de chaleur (820, 820a) disposée dans le tube de gainage (810) de manière à s'étendre dans la direction axiale (OD) et dont la partie d'extrémité avant (822, 822a) est reliée à la partie d'extrémité avant (813) du tube de gainage (810),la partie d'extrémité avant (822, 822a) de la bobine de génération de chaleur (820, 820a) étant entourée par la partie d'extrémité avant (813) du tube de gainage (810) et incorporée dans celle-ci ;caractérisée par :une partie d'alliage (860) située entre la bobine de génération de chaleur (820, 820a) et la partie d'extrémité avant (813) du tube de gainage (810) et formée d'un alliage d'un métal utilisé pour former le tube de gainage (810) et un métal utilisé pour former la bobine de génération de chaleur (820, 820a) présente une épaisseur de 10 µm ou moins ; et parune épaisseur minimale A de la partie latérale (814) du tube de gainage (810) telle que mesurée dans une région dans la direction axiale (OD) où la bobine de génération de chaleur (820, 820a) est disposée,une distance B dans la direction axiale (OD) depuis une extrémité avant (811) du tube de gainage (810) vers une extrémité avant (821, 821a) de la bobine de génération de chaleur (820, 820a), etune épaisseur maximale C de la partie d'extrémité avant (813) du tube de gainage (810) dans la direction axiale (OD) satisfaisant aux expressions de relation :


- Bougie de préchauffage (10) selon la revendication 1, dans laquelle la partie d'extrémité avant (822) de la bobine de génération de chaleur (820) est rectiligne.
- Bougie de préchauffage (10a) selon la revendication 1, dans laquelle la partie d'extrémité avant (822a) de la bobine de génération de chaleur (820a) est hélicoïdale.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015214663A JP6587501B2 (ja) | 2015-10-30 | 2015-10-30 | グロープラグ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3163172A1 EP3163172A1 (fr) | 2017-05-03 |
| EP3163172B1 true EP3163172B1 (fr) | 2019-08-21 |
Family
ID=57113113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16192083.0A Active EP3163172B1 (fr) | 2015-10-30 | 2016-10-03 | Bougie de préchauffage |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP3163172B1 (fr) |
| JP (1) | JP6587501B2 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6996848B2 (ja) * | 2017-02-03 | 2022-01-17 | 日本特殊陶業株式会社 | グロープラグ |
| JP2019032151A (ja) * | 2017-08-09 | 2019-02-28 | 日本特殊陶業株式会社 | グロープラグ |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62731A (ja) * | 1985-06-27 | 1987-01-06 | Jidosha Kiki Co Ltd | デイ−ゼルエンジン用グロ−プラグ |
| JP2852552B2 (ja) * | 1990-04-16 | 1999-02-03 | 自動車機器株式会社 | シーズヒータおよびその製造方法 |
| JP4288850B2 (ja) * | 2000-03-17 | 2009-07-01 | 株式会社デンソー | グロープラグの製造方法 |
| JP4695536B2 (ja) * | 2006-03-29 | 2011-06-08 | 日本特殊陶業株式会社 | グロープラグ |
| WO2009084453A1 (fr) * | 2007-12-28 | 2009-07-09 | Ngk Spark Plug Co., Ltd. | Elément de chauffage de gaine et bougie de préchauffage |
| JP2009156560A (ja) * | 2007-12-28 | 2009-07-16 | Ngk Spark Plug Co Ltd | シースヒータ及びグロープラグ |
| JP5319925B2 (ja) * | 2008-01-15 | 2013-10-16 | 日本特殊陶業株式会社 | グロープラグの製造方法 |
| JP6068988B2 (ja) * | 2013-01-16 | 2017-01-25 | 日本特殊陶業株式会社 | グロープラグの製造方法 |
| JP6110670B2 (ja) * | 2013-01-16 | 2017-04-05 | 日本特殊陶業株式会社 | グロープラグ |
| DE102013212283A1 (de) * | 2013-06-26 | 2014-12-31 | Robert Bosch Gmbh | Glührohr für eine regelbare Glühstiftkerze |
| JP2015078784A (ja) * | 2013-10-15 | 2015-04-23 | 日本特殊陶業株式会社 | グロープラグ |
| JP6280853B2 (ja) * | 2013-10-15 | 2018-02-14 | 日本特殊陶業株式会社 | グロープラグ |
| JP6393124B2 (ja) * | 2013-11-15 | 2018-09-19 | 日本特殊陶業株式会社 | グロープラグ |
| JP6374651B2 (ja) * | 2013-11-15 | 2018-08-15 | 日本特殊陶業株式会社 | グロープラグ |
-
2015
- 2015-10-30 JP JP2015214663A patent/JP6587501B2/ja active Active
-
2016
- 2016-10-03 EP EP16192083.0A patent/EP3163172B1/fr active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3163172A1 (fr) | 2017-05-03 |
| JP2017083129A (ja) | 2017-05-18 |
| JP6587501B2 (ja) | 2019-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6619981B2 (ja) | グロープラグ | |
| EP3163172B1 (fr) | Bougie de préchauffage | |
| JP4870640B2 (ja) | グロープラグおよびその製造方法 | |
| JP2015078784A (ja) | グロープラグ | |
| JP6795886B2 (ja) | グロープラグ及びその製造方法 | |
| JP6312542B2 (ja) | グロープラグ | |
| JP6393124B2 (ja) | グロープラグ | |
| JP6771964B2 (ja) | グロープラグの製造方法及びグロープラグ | |
| EP3163170B1 (fr) | Procédé de production d'une bougie de préchauffage et bougie de préchauffage | |
| EP2128428B1 (fr) | Appareil et système de contrôle de l'électrification de bougie de préchauffage | |
| JP2016003817A (ja) | グロープラグ | |
| JP6537893B2 (ja) | グロープラグ | |
| JP6279925B2 (ja) | グロープラグ | |
| JP6771985B2 (ja) | グロープラグ | |
| JP6965153B2 (ja) | グロープラグ | |
| EP3396249B1 (fr) | Bougie de préchauffage | |
| EP3163171A1 (fr) | Bougie de préchauffage | |
| EP3299719B1 (fr) | Bougie de préchauffage | |
| JP2018185131A (ja) | グロープラグ | |
| JP6489754B2 (ja) | グロープラグ | |
| EP3396250B1 (fr) | Bougie de préchauffage | |
| JP6720039B2 (ja) | グロープラグ | |
| JP6794176B2 (ja) | グロープラグ | |
| JP6746453B2 (ja) | グロープラグ | |
| JP6374651B2 (ja) | グロープラグ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20170627 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20190506 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602016018887 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1170189 Country of ref document: AT Kind code of ref document: T Effective date: 20190915 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191121 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191121 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191223 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191122 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20191221 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1170189 Country of ref document: AT Kind code of ref document: T Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200224 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602016018887 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG2D | Information on lapse in contracting state deleted |
Ref country code: IS |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191003 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |
|
| 26N | No opposition filed |
Effective date: 20200603 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191003 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200914 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20201003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20161003 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201003 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20210910 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221003 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 602016018887 Country of ref document: DE Owner name: NITERRA CO., LTD., NAGOYA-SHI, JP Free format text: FORMER OWNER: NGK SPARK PLUG CO., LTD., NAGOYA-SHI, AICHI, JP |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20230830 Year of fee payment: 8 |