EP2979785B1 - Polygon machining device and polygon machining method - Google Patents
Polygon machining device and polygon machining method Download PDFInfo
- Publication number
- EP2979785B1 EP2979785B1 EP14775453.5A EP14775453A EP2979785B1 EP 2979785 B1 EP2979785 B1 EP 2979785B1 EP 14775453 A EP14775453 A EP 14775453A EP 2979785 B1 EP2979785 B1 EP 2979785B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polygon
- machining
- main shaft
- tool
- cutter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B5/00—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor
- B23B5/36—Turning-machines or devices specially adapted for particular work; Accessories specially adapted therefor for turning specially-shaped surfaces by making use of relative movement of the tool and work produced by geometrical mechanisms, i.e. forming-lathes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q27/00—Geometrical mechanisms for the production of work of particular shapes, not fully provided for in another subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q27/00—Geometrical mechanisms for the production of work of particular shapes, not fully provided for in another subclass
- B23Q27/006—Geometrical mechanisms for the production of work of particular shapes, not fully provided for in another subclass by rolling without slippage two bodies of particular shape relative to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2265/00—Details of general geometric configurations
- B23B2265/16—Elliptical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2265/00—Details of general geometric configurations
- B23B2265/32—Polygonal
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45236—Facing, polygon working, polyhedron machining
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T82/00—Turning
- Y10T82/10—Process of turning
Definitions
- the present invention relates to a polygon machining device and a polygon machining method.
- Polygon machining in which the outer peripheral surface of a workpiece is machined into a polygon or the like by using a polygon cutter is conventional. Polygon machining is carried out by rotating a workpiece gripped by a main shaft about the shaft line and by synchronously rotating the polygon cutter mounted to a tool spindle in a predetermined rotation ratio with respect to the workpiece.
- Patent Document 1 There is a polygon machining method in which polygon machining is carried out after matching the phase of a workpiece with that of the polygon cutter between each piece of the polygon machining in the case where a plurality of kinds of polygon machining is carried out on the outer peripheral surface of a workpiece, see e.g. patent publication JP 5080120 (Patent Document 1).
- Laid-open publication JP 2008-264937 A discloses a polygon machining device according to the preamble of claim 1 and a polygon machining method according to the preamble of claim 4.
- the invention solves this problem by providing a polygon machining device including the features of claim 1, and a polygon machining method including the features of claim 4.
- the synchronization ratio changing unit may be configured so as to change the ratio of synchronization at the timing when the rotation position of the main shaft is located at a predetermined fixed point.
- the second ratio may be set so that the rotation speed of the main shaft is higher than the rotation speed of the tool spindle.
- the present invention it is possible to implement a polygon machining device and a polygon machining method for carrying out polygon machining on a workpiece gripped by a main shaft that rotates by using a polygon cutter mounted to a tool spindle that rotates in synchronization with the main shaft.
- a polygon machining device and a polygon machining method for carrying out polygon machining on a workpiece gripped by a main shaft that rotates by using a polygon cutter mounted to a tool spindle that rotates in synchronization with the main shaft.
- two kinds of polygon machining are carried out on the outer peripheral surface of a workpiece, it is possible to easily match the phase of the workpiece with the phase of the polygon cutter at both points in time, and therefore it is possible to accurately form a plurality of polygonal shapes in a predetermined phase relationship on the outer peripheral surface of the workpiece.
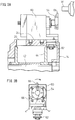
- FIG. 1 is a section view illustrating an example of a configuration of a turret cutter holder that is mounted on a machine tool to which a polygon machining device according to the present invention can be applied.
- FIGs. 2A and 2B are diagrams illustrating a state where a polygon cutter that is used in the polygon machining device according to an embodiment of the present invention is mounted to the turret cutter holder illustrated in FIG. 3 , and FIG. 2A is a partial cutout side view and FIG. 2B is a partial cutout front view.
- a turret cutter holder 10 is mounted on an automatic lathe, such as an NC lathe, which is a machine tool.
- the turret cutter holder 10 includes a cutter table main body 12 and a turret 14 that is supported revolvably by the cutter table main body 12.
- the turret 14 has a hollow head part 20 having an outline in the shape of a column or prism and a shaft part 22 in the shape of a hollow cylinder extended concentrically in the shaft line direction from one end in the shaft line direction of the head part 20.
- a plurality of tool mount parts 24 to which a tool is mounted is provided for each predetermined indexed angle. It is possible to selectively mount a machining tool, such as a cutting tool 26, and a rotary tool 28, such as a drill and a milling cutter, to each tool mount part 24.
- the shaft part 22 is supported by the cutter table main body 12 rotatably and movably in the shaft line direction.
- the turret 14 is engaged with the cutter table main body 12 so as to be capable of being disengaged therefrom via an engagement part 38, and by disengaging the engagement part 38 by a servomotor 32 and by rotationally driving the shaft part 22, the turret 14 is driven revolvably.
- the turret 14 is fixed in the indexed position on the cutter table main body 12, and therefore it is possible to select a predetermined machining tool, by causing the engagement part 38 to engage in a predetermined revolving position of the turret 14.
- a drive shaft 42 that is driven rotationally by a servomotor 46 is supported pivotally.
- a driven gear 50 that is linked to the tool spindle engages with a drive gear 44 attached to the drive shaft 42 and the rotary tool 28 is driven rotationally by the servomotor 46.
- a polygon cutter 54 via a holder 60 including the tool spindle.
- a driven gear 62 that is linked to the polygon cutter 54 (tool spindle) via the power transmission within the holder 60 engages with the drive gear 44, the polygon cutter 54 is driven rotationally by the servomotor 46.
- a quadrangle is formed on the outer peripheral surface of the workpiece
- the maximum rotation speed of the tool spindle is set lower than the maximum rotation speed of the main shaft, and therefore in the case where the main shaft and the tool spindle are in synchronization, the maximum rotation speed of the main shaft is restricted by the maximum rotation speed of the tool spindle as a result.
- the synchronization between the main shaft and the tool spindle is released and the main shaft is driven rotationally at a rotation speed necessary for the cutting machining independently of the tool spindle.
- FIG. 3 is a block diagram illustrating a control unit capable of carrying out the polygon machining method according to the embodiment of the present invention.
- the drive of the tool spindle and the main shaft is controlled by the control unit illustrated in FIG. 3 .
- the control unit includes an NC device 70 mounted on a numerical control (NC) lathe in the present embodiment.
- NC numerical control
- the NC device 70 includes an input unit 72, a display unit 74, a processing unit (CPU) 76, a storage unit (ROM 78 and RAM 80), a drive control unit 82, etc.
- the CPU 76 outputs an operation command to the drive control unit 82 based on various kinds of data, machining programs, etc., stored in the ROM 78 or the RAM 80, and the control unit 82 controls the indexing drive source (servomotor) 32 and the rotation drive source (servomotor) 46 of the turret cutter holder 10 and, a drive mechanism 88, such as a main shaft motor that drives the main shaft rotationally, respectively, and causes the turret 14 to revolve and the rotary tool 28 (tool spindle) and the main shaft to rotate.
- the control device is configured so as to be capable of switching between the synchronous drive and the asynchronous drive of the servomotor 46 (rotational drive of the rotary tool 28) and the main shaft motor (rotational drive of the main shaft).
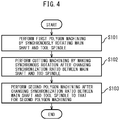
- FIG. 4 is a flowchart illustrating an operation flow of the polygon machining method according to the embodiment of the present invention.
- the synchronization ratio between the main shaft and the tool spindle i.e., the ratio of rotation speed in the state where synchronization is maintained is explained by using a term “ratio”, such as a "first ratio” and a "second ratio”.
- first polygon machining is carried out by the polygon cutter 54 by synchronously rotating the main shaft and the tool spindle so that the rotation speed of the main shaft gripping the workpiece W and the rotation speed of the tool spindle to which the polygon cutter 54 is mounted have a first ratio.
- the first ratio is set to a value that is necessary for carrying out polygon machining to obtain a necessary machined shape (e.g., a polygon).
- cutting machining is carried out on the workpiece on which the first polygon machining has been carried out by synchronously rotating the main shaft and the tool spindle so that the rotation speed of the main shaft and the rotation speed of the tool spindle have a second ratio different from the first ratio at the time of the first polygon machining.
- the polygon cutter mounted to the tool spindle is retracted in advance.
- the "second ratio" used in the cutting machining is explained as follows.
- the polygon cutter 54 is not used, and therefore the synchronization between the main shaft and the tool spindle is not necessary and it is possible to set the rotation speed of the main shaft to a speed higher than that at the time of the polygon machining in an attempt to reduce the time taken by the workpiece machining.
- the rotation speed of the main shaft is set to a speed higher than that at the time of the polygon machining in an attempt to reduce the time taken by the workpiece machining.
- the permitted maximum rotation speed of the tool spindle to which the polygon cutter is mounted is lower than the permitted maximum rotation speed of the main shaft gripping the workpiece.
- the rotation speed of the main shaft is restricted by the permitted maximum rotation speed of the tool spindle in synchronization, and therefore it is not possible to set the rotation speed of the workpiece to a sufficiently high speed.
- the synchronization ratio between the main shaft and the tool spindle is set so that the rotation speed of the main shaft, which is necessary when carrying out the cutting machining, falls within a range that does not exceed the maximum rotation speed permitted for the tool spindle in synchronization.
- synchronization is established so that the polygon cutter is rotated twice while the workpiece is rotated once, but in the cutting machining at step S102, synchronization is established so that the polygon cutter rotates once while the workpiece is rotated, for example, five times, and in this manner, the synchronization ratio is changed between the polygon machining and the cutting machining.
- the second polygon machining is carried out by the polygon cutter by synchronously rotating the main shaft and the tool spindle so that the rotation speed of the main shaft and the rotation speed of the tool spindle have a ratio necessary for the second polygon machining. It is possible to set the ratio at the time of the second polygon machining to the same ratio as the first ratio at step S101.
- the polygon machining device that carries out each piece of the above-described processing includes the main shaft that grips a workpiece, the tool spindle to which a polygon cutter is mounted, and the control unit configured to control the rotation of the main shaft and the tool spindle.
- the control unit controls the rotation of the main shaft and the tool spindle so as to carry out each piece of the above-described processing: the processing (step S101) to carry out the first polygon machining on the workpiece by the polygon cutter by carrying out control to synchronously rotate the main shaft and the tool spindle so that the rotation speed of the main shaft and the rotation speed of the tool spindle have the above-described first ratio necessary to carry out the first polygon machining; the processing (S102) to carry out the cutting machining on the workpiece on which the first polygon machining has been carried out by carrying out control to synchronously rotate the main shaft and the tool spindle so that the rotation speed of the main shaft and the rotation speed of the tool spindle have the above-described second ratio after the first polygon machining; and the processing (step S103) to carry out the second polygon machining by the polygon cutter on the workpiece on which the cutting machining has been carried out by carrying out control to synchronously rotate the main shaft and the tool spindle so that the rotation speed of
- the rotation speed of the main shaft having the second ratio with respect to the rotation speed of the tool spindle is set so that the rotation speed of the main shaft that is necessary for the cutting machining falls within a range in which the rotation speed of the tool spindle does not exceed the maximum rotation speed permitted for the tool spindle.
- the synchronous rotation is made in the first ratio that is necessary for the first polygon machining
- the synchronous rotation is made in the second ratio so that the main shaft can rotate at the rotation speed that is necessary for the cutting machining even if the tool spindle is rotated at a rotation speed lower than the maximum rotation speed
- the synchronous rotation is made in the ratio that is necessary for the second polygon machining. It is also possible to carry out a setting so that the synchronous rotation is made in the first ratio at the time of the second polygon machining.
- the processing at each step is carried out without stopping the synchronous rotation of the main shaft and the tool spindle, and therefore the workpiece and the polygon cutter are rotating in synchronization at all times and in the case where the two kinds of polygon machining are carried out on the outer peripheral surface of the workpiece, it is possible to easily match the phase of the workpiece with that of the polygon cutter, and therefore it is possible to form a plurality of polygonal shapes both accurately and quickly in the predetermined phase relationship on the outer peripheral surface of the workpiece.
- the phase relationship between the main shaft and the tool spindle becomes constant at all times at a predetermined fixed point, by designing the configuration so that the synchronization ratio is changed when the main shaft is located at a predetermined fixed point, for example, the main shaft origin where the rotation angle of the main shaft becomes 0 degrees, and therefore it is possible to easily match the phase at the time of the first polygon machining with the phase at the time of the second polygon machining at the timing when the main shaft is located at the predetermined fixed point. It is also possible to change the synchronization ratio continuously at the predetermined fixed point, or to change the synchronization ratio after temporarily stopping the main shaft.
- FIG. 5A to 5D are diagrams explaining an example in which two kinds of polygon machining are carried out on the workpiece W gripped by the main shaft by using the polygon cutter 54 linked to the tool spindle and including three cutters 66 by the polygon machining method according to the embodiment of the present invention. The case is explained where two hexagons different in size are formed in the same phase on the outer peripheral surface of the workpiece W as illustrated in FIG. 5A .
- an outer diameter cutting tool 57 is indexed and the workpiece W gripped by the main shaft is guided by a guide bush 55 and outer diameter machining (cutting machining) is carried out on the workpiece W.
- the polygon cutter 54 is indexed and the first polygon machining to form a hexagon is carried out on the portion of the workpiece W on which the outer diameter machining has been carried out as illustrated at step S203.
- the main shaft and the tool spindle are synchronously rotated in the first ratio necessary for the first polygon machining.
- the outer diameter cutting tool 57 is indexed and the outer diameter machining (cutting machining) is carried out on the workpiece W.
- the synchronous rotation is made in the second ratio so that the main shaft can rotate at the rotation speed necessary for the cutting machining even if the tool spindle is rotated at a rotation speed lower than the maximum rotation speed.
- the polygon cutter 54 is indexed and the second polygon machining to form a hexagon on the workpiece W is carried out.
- the main shaft and the tool spindle are synchronously rotated in the ratio necessary for the second polygon machining.
- the synchronous rotation is made in the first ratio, which is the same as that in the case of the first polygon machining.
- the phase of the polygon cutter 54 is the same as the phase of the workpiece W when carrying out the first polygon machining and the second polygon machining, and therefore it is possible to carry out the second polygon machining in the predetermined phase with respect to the first polygon machining.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Turning (AREA)
- Numerical Control (AREA)
- Milling Processes (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013069445A JP6157171B2 (ja) | 2013-03-28 | 2013-03-28 | ポリゴン加工装置およびポリゴン加工方法 |
| PCT/JP2014/056040 WO2014156571A1 (ja) | 2013-03-28 | 2014-03-07 | ポリゴン加工装置およびポリゴン加工方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2979785A1 EP2979785A1 (en) | 2016-02-03 |
| EP2979785A4 EP2979785A4 (en) | 2016-11-02 |
| EP2979785B1 true EP2979785B1 (en) | 2020-05-06 |
Family
ID=51623556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14775453.5A Active EP2979785B1 (en) | 2013-03-28 | 2014-03-07 | Polygon machining device and polygon machining method |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9676036B2 (enExample) |
| EP (1) | EP2979785B1 (enExample) |
| JP (1) | JP6157171B2 (enExample) |
| KR (1) | KR102012912B1 (enExample) |
| CN (1) | CN105228777B (enExample) |
| ES (1) | ES2805470T3 (enExample) |
| TW (1) | TWI602631B (enExample) |
| WO (1) | WO2014156571A1 (enExample) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3055955B2 (ja) | 1991-02-18 | 2000-06-26 | 三菱樹脂株式会社 | 繊維強化プラスチックファンの製造法 |
| KR102661109B1 (ko) * | 2017-01-17 | 2024-04-29 | 주식회사 디엔솔루션즈 | 공작기계의 제어 장치, 이를 포함하는 공작기계, 및 이를 이용한 공작기계의 제어 방법 |
| CN108115231A (zh) * | 2017-12-07 | 2018-06-05 | 安徽新荣钢构有限公司 | 一种六角螺帽头自动车削装置 |
| CN109304485B (zh) * | 2018-12-07 | 2024-07-19 | 四川飞亚动力科技股份有限公司 | 一种车方机 |
| TWI717735B (zh) * | 2019-05-15 | 2021-02-01 | 國立臺灣師範大學 | 橢圓形車削機構滑台 |
| CN115279547A (zh) * | 2020-03-06 | 2022-11-01 | 发那科株式会社 | 机床的控制装置、控制方法 |
| US12569953B2 (en) | 2020-03-06 | 2026-03-10 | Fanuc Corporation | Control device and control method for machine tool |
| US12235620B2 (en) | 2020-03-26 | 2025-02-25 | Fanuc Corporation | Controller, control system, and control method of machine tool |
| JP7469466B2 (ja) * | 2020-05-14 | 2024-04-16 | ファナック株式会社 | 工作機械の制御装置、制御システム |
| JP7564198B2 (ja) | 2020-05-14 | 2024-10-08 | ファナック株式会社 | 工作機械の制御装置、制御システム |
| CN112517934B (zh) * | 2020-12-29 | 2023-08-22 | 嘉兴学院 | 一种正多边形车削误差补偿的动力主轴与补偿方法 |
| DE112021007701T5 (de) * | 2021-07-29 | 2024-03-14 | Fanuc Corporation | Numerische Steuerung |
| WO2023007664A1 (ja) * | 2021-07-29 | 2023-02-02 | ファナック株式会社 | 推定装置 |
| JP7382662B2 (ja) * | 2022-03-03 | 2023-11-17 | 中海鋼業株式会社 | ポリゴン加工装置 |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4364110A (en) * | 1970-12-28 | 1982-12-14 | Hyatt Gilbert P | Computerized machine control system |
| JPS5531454B2 (enExample) | 1973-11-14 | 1980-08-18 | ||
| NL7511705A (nl) * | 1975-10-06 | 1977-04-12 | Philips Nv | Numerieke besturing voor een multigereedschap- machine. |
| US4204442A (en) * | 1978-09-11 | 1980-05-27 | Takayuki Nomura | Cutter holding device in a polygon cutting apparatus |
| US4313260A (en) * | 1979-04-02 | 1982-02-02 | Swanson-Erie Corporation | Assembly machine |
| US4413539A (en) * | 1979-10-31 | 1983-11-08 | Citizen Watch Company Limited | Numerically controlled lathe |
| US4402202A (en) * | 1981-07-01 | 1983-09-06 | Gombas Laszlo A | Method and apparatus for roll flanging container bodies |
| JPH0757444B2 (ja) * | 1985-06-28 | 1995-06-21 | ブラザー工業株式会社 | ねじ加工装置 |
| US4862379A (en) * | 1986-07-04 | 1989-08-29 | Mitsubishi Denki Kabushiki Kaisha | Numerical control machine |
| JPS6330418U (enExample) * | 1986-08-07 | 1988-02-27 | ||
| JPS6399114A (ja) * | 1986-10-16 | 1988-04-30 | Fanuc Ltd | ポリゴン加工制御装置 |
| US5022293A (en) * | 1987-04-24 | 1991-06-11 | Innofinance Altalanos Innovacios Penzintezet | Method and working machine for producing surfaces of non-circular but regular cross sections |
| JPS6458401A (en) * | 1987-08-27 | 1989-03-06 | Murata Machinery Ltd | Machining method for polygonal workpiece by lathe |
| JP2692274B2 (ja) * | 1989-06-22 | 1997-12-17 | 三菱電機株式会社 | 主軸位置・速度制御装置 |
| JPH02126596A (ja) | 1989-09-21 | 1990-05-15 | Toshiba Lighting & Technol Corp | 埋込み形調光器 |
| JP2697399B2 (ja) * | 1991-09-13 | 1998-01-14 | 三菱電機株式会社 | 位置決め装置及びそのプログラム表示方法 |
| JPH06170629A (ja) * | 1992-12-09 | 1994-06-21 | Toshiba Corp | 面取り工具 |
| CN2336908Y (zh) * | 1998-04-07 | 1999-09-08 | 山东鲁南机床厂 | 正多边形断面加工机床 |
| US6175439B1 (en) * | 1998-06-12 | 2001-01-16 | Ricoh Company, Inc. | Rotary body for a polygonal mirror type scanner and method of machining the same |
| US6438446B1 (en) * | 1998-07-13 | 2002-08-20 | Fredrick J. Trachier | Material directory-spindle speed and feed rate calculator |
| JP2000246531A (ja) | 1999-02-24 | 2000-09-12 | Honda Motor Co Ltd | 切削用工具 |
| JP3995558B2 (ja) * | 2002-08-20 | 2007-10-24 | シチズンホールディングス株式会社 | タレット刃物台の工具選択動作の制御方法及び制御装置 |
| CN1788891A (zh) | 2005-12-20 | 2006-06-21 | 合肥工业大学 | 横截面为正多边形的柱状多面体的加工方法及装置 |
| JP4824080B2 (ja) * | 2006-03-01 | 2011-11-24 | 富士通株式会社 | 同期制御システム |
| JP5080120B2 (ja) * | 2007-04-20 | 2012-11-21 | 株式会社ツガミ | ポリゴン加工装置及びポリゴン加工方法 |
| CN201214148Y (zh) | 2008-04-26 | 2009-04-01 | 潍坊新舆连杆曲轴有限公司 | 用车床加工棱柱体的工艺装备 |
| CN201427188Y (zh) * | 2009-07-01 | 2010-03-24 | 天津市孚润得机械有限公司 | 数控多功能车方机床 |
| JP2011161542A (ja) * | 2010-02-08 | 2011-08-25 | Citizen Machinery Miyano Co Ltd | 工作機械およびポリゴン加工方法 |
| CN202180206U (zh) * | 2011-06-30 | 2012-04-04 | 厦门赛菱精密五金制造有限公司 | 数控车床的复合加工结构 |
| CN202517094U (zh) * | 2012-01-05 | 2012-11-07 | 苏州迈特科技有限公司 | 一种多边形铣削专用设备 |
| JP5682802B2 (ja) * | 2012-02-15 | 2015-03-11 | 株式会社東京精密 | 回転角度測定装置及び回転角度測定方法 |
| JP6017509B2 (ja) * | 2014-10-22 | 2016-11-02 | ファナック株式会社 | 運転停止時に送り速度を円滑に変更する数値制御装置 |
-
2013
- 2013-03-28 JP JP2013069445A patent/JP6157171B2/ja active Active
-
2014
- 2014-03-07 US US14/779,325 patent/US9676036B2/en active Active
- 2014-03-07 CN CN201480018377.8A patent/CN105228777B/zh active Active
- 2014-03-07 WO PCT/JP2014/056040 patent/WO2014156571A1/ja not_active Ceased
- 2014-03-07 KR KR1020157026362A patent/KR102012912B1/ko active Active
- 2014-03-07 ES ES14775453T patent/ES2805470T3/es active Active
- 2014-03-07 EP EP14775453.5A patent/EP2979785B1/en active Active
- 2014-03-14 TW TW103109601A patent/TWI602631B/zh active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| TWI602631B (zh) | 2017-10-21 |
| JP6157171B2 (ja) | 2017-07-05 |
| TW201501842A (zh) | 2015-01-16 |
| KR102012912B1 (ko) | 2019-08-22 |
| JP2014188665A (ja) | 2014-10-06 |
| KR20150136485A (ko) | 2015-12-07 |
| US20160045959A1 (en) | 2016-02-18 |
| CN105228777B (zh) | 2017-06-06 |
| CN105228777A (zh) | 2016-01-06 |
| WO2014156571A1 (ja) | 2014-10-02 |
| US9676036B2 (en) | 2017-06-13 |
| EP2979785A1 (en) | 2016-02-03 |
| EP2979785A4 (en) | 2016-11-02 |
| ES2805470T3 (es) | 2021-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2979785B1 (en) | Polygon machining device and polygon machining method | |
| EP2979786B1 (en) | Polygon machining device and polygon machining method | |
| KR200489459Y1 (ko) | 컴퓨터 선반 멀티 커터 동기화 기구 | |
| KR20170066236A (ko) | 컴퓨터 선반의 커터 동시 다중 작업 기구 | |
| JP5968000B2 (ja) | 歯車加工機械 | |
| US20200180035A1 (en) | Lathe | |
| JP3995558B2 (ja) | タレット刃物台の工具選択動作の制御方法及び制御装置 | |
| JP5353375B2 (ja) | 切削加工方法 | |
| JP2017127949A (ja) | インペラ加工装置 | |
| WO2016013307A1 (ja) | 工作機械、工具ユニット、及び加工方法 | |
| JP2011161542A (ja) | 工作機械およびポリゴン加工方法 | |
| CN205816834U (zh) | 一种复合刀具 | |
| US4976572A (en) | Method and automatic machine for machining coiled stock | |
| JP4247760B2 (ja) | マシニングセンタによる歯車の加工方法 | |
| JP2005169582A (ja) | 工作機械の複合加工方法及び複合加工装置 | |
| JP6405115B2 (ja) | 孔加工方法、シリンダブロックの製造方法および孔加工機 | |
| JP2013078821A (ja) | 加工装置 | |
| JPH09183001A (ja) | Nc旋盤における端面溝削り方法 | |
| JPH1086010A (ja) | ポリゴンミーリング加工装置 | |
| JPH08267308A (ja) | 孔内溝形成方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150914 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 602014065072 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B23B0005000000 Ipc: B23Q0027000000 |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20161005 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23B 5/44 20060101ALI20160928BHEP Ipc: B23Q 27/00 20060101AFI20160928BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CITIZEN MACHINERY CO., LTD. Owner name: CITIZEN WATCH CO., LTD. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20191120 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1266015 Country of ref document: AT Kind code of ref document: T Effective date: 20200515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602014065072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200907 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200807 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200806 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200906 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200806 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 1266015 Country of ref document: AT Kind code of ref document: T Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602014065072 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2805470 Country of ref document: ES Kind code of ref document: T3 Effective date: 20210212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20210209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210307 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20200506 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20250403 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20250401 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: U11 Free format text: ST27 STATUS EVENT CODE: U-0-0-U10-U11 (AS PROVIDED BY THE NATIONAL OFFICE) Effective date: 20260401 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260128 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20260220 Year of fee payment: 13 |