EP2932002B1 - Verfahren zum herstellen von kraftfahrzeugschlössern mit einer walzfläche als sperrteilkontur - Google Patents
Verfahren zum herstellen von kraftfahrzeugschlössern mit einer walzfläche als sperrteilkontur Download PDFInfo
- Publication number
- EP2932002B1 EP2932002B1 EP13840160.9A EP13840160A EP2932002B1 EP 2932002 B1 EP2932002 B1 EP 2932002B1 EP 13840160 A EP13840160 A EP 13840160A EP 2932002 B1 EP2932002 B1 EP 2932002B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pawl
- free end
- catch
- motor vehicle
- locking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B85/00—Details of vehicle locks not provided for in groups E05B77/00 - E05B83/00
- E05B85/20—Bolts or detents
- E05B85/22—Rectilinearly moving bolts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/38—Making other particular articles locksmith's goods, e.g. handles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B77/00—Vehicle locks characterised by special functions or purposes
- E05B77/36—Noise prevention; Anti-rattling means
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B79/00—Mounting or connecting vehicle locks or parts thereof
- E05B79/10—Connections between movable lock parts
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B85/00—Details of vehicle locks not provided for in groups E05B77/00 - E05B83/00
- E05B85/20—Bolts or detents
- E05B85/24—Bolts rotating about an axis
- E05B85/26—Cooperation between bolts and detents
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B77/00—Vehicle locks characterised by special functions or purposes
- E05B77/36—Noise prevention; Anti-rattling means
- E05B77/40—Lock elements covered by silencing layers, e.g. coatings
Definitions
- the invention relates to a method for producing motor vehicle locks with the locking parts catch and pawl, in which the rotary latch and the pawl punched out of rolled sheets perpendicular or approximately vertical edges with corresponding locking surfaces of the catch and pawl predefined and then provided with free space of the locking surfaces with a sheath become.
- the invention also relates to a motor vehicle lock with a catch and a locking latch locking the latch in the closed state, wherein catch and pawl have corresponding locking surfaces on the resulting edges of the locking parts at the free end of the locking parts and these locking surfaces free sheathing.
- the present invention is based on the object to provide a manufacturing method and a motor vehicle lock, in which the creaking between the catch and pawl is avoided.
- the object is procedurally achieved in that the locking parts angled after punching in the region of the main catch and / or another rest stanzriefenfill a contour and then inserted into the lock housing box.
- the locking parts ie both the pawl and the catch are punched out of rolled sheets, so that the surfaces of both locking parts are smooth.
- the invention makes use of this by at least one of the free ends of the locking parts is angled or bent in the region of the main catch and / or other detent areas, so that then not a free end of a stamped part bears against another free end of a stamped part, but that by the angling of one end of a locking part or both ends now the bent rolled surface of the or the locking parts are adjacent to each other, so that the grooves or grooves having punching contours with the movement of both locking parts can no longer interact with each other.
- the described adverse creaking noises can no longer occur and it is also excluded that the free ends with the resulting by punching grooves against each other and then interlock with each other.
- a locking part is bent after punching in the region of the main catch and / or another catch and then mounted and brought in the assembled state with the free punched end of the other locking part and thus a straight punched contour in contact ,
- the locking surface of the two locking parts which come into contact with the movement during the movement or when supporting the catch by the pawl, are greatly reduced in terms of area, as provided according to the invention when bending the free end of the stamped locking part the angled free end slightly curved arcuately about its transverse axis becomes.
- the shape of the bend or the arcuate bend can be chosen so that only a small contact surface or just a slightly larger contact surface between the two locking parts remains, depending on how this proves to be useful in one or the other motor vehicle lock.
- Another way to reduce the size of the contact surface in the region of the locking surfaces is that, when bending the free end of the stamped locking part, the free end is slightly bent about its longitudinal axis or the free end is milled, so that the center creates a slightly rounded back.
- the milling has the advantage that this results in grooves that are inclined in a certain proportion to the vertical Stamping contour of the other locking part are executed, so that a reduction of the sliding friction is achieved here safely.
- the device for solving the problem that the locking parts have at their free, a punching contour having end angling, so that their rolled locking member surface is directed against the free end of the adjacent locking member with this in abutment.
- a trained locking part or appropriately trained locking parts make it possible that the catch and the pawl does not come to rest with the punching contour having free ends together, but rather with the rolled locking part surface, the emergence of the due to the smoothness caused by the rolling excludes adverse stick-slip effect.
- the pawl has a punched contour exhibiting free end with an angled portion and the catch a free, directed against the bend and there to plant to bring free end or that the free end of the catch formed on the bend is.
- Such an embodiment is already useful because the manufacturing cost is reduced, because only one of the two free ends of the locking parts must be angled, while the other free end remains unchanged with its punching contour in action.
- the remaining on the free end, for example, the rotary latch punching contour is noiseless harmless because the existing grooves of the punching contour easily roll on the smooth surface of the bend or to be able to move grinding. This is true even if only the rotary latch has, for example, an angling, while the free end of the pawl has the disadvantageous punch marks.
- the pawl is reduced at the free end in the plate thickness and the protruding end piece is bent or angled. Assuming that the pawl is a 4 mm thick component, so would reduce the plate thickness, for example, to about 2 mm at the free end, then to bend or bend the projecting tail, this has the advantage that the pawl then can easily rest on the lock case housing floor.
- the pawl should be associated with a supplementary plate having a height compensating the height of the angled portion. Even with this training so the angling would not affect the positioning of the pawl in the lock case housing, because is wororg for a smooth support of the pawl on the bottom of the lock box housing.
- the invention is characterized in particular by the fact that with a small additional manufacturing effort, a motor vehicle can be created in which the pawl and the catch in the rest area so in the area where they are both on or against each other are formed so that the previous noise pollution significantly minimized or completely prevented.
- a uniform movement is ensured along the rotary latch, because the existing configuration of the pawl or possibly the catch the existing grooves of the punch contour can not react with each other, because the corresponding punching contour of the two locking parts or both locking parts bent so in another position is brought.
- the different grooves generated during punching can therefore not interlock and lead to harmful noises.
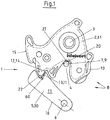
- FIG. 1 shows a plan view of a motor vehicle lock 1, in which the rotary latch 2 moving about the axis 3, the bracket leg 9 of the lock bracket 7 comprises.
- the closed state of a motor vehicle lock 1 is shown, wherein the catch 2 is secured by the pawl axis 6 pivotable pawl 5, ie the motor vehicle lock 1 can only be opened again, if previously the pawl 5 is pivoted away, which is not reproduced here Handle the vehicle door is possible.
- the hanger arm 9 is zoomed over the receptacle 4 to the depth of 27 to the catch 2 and thus secures the closed state of the vehicle door, not shown here, the locking members 30, 31, ie the pawl 5 and the catch 2 are parts of the vehicle door while the lock bracket 7 are fixed to the bracket 9 on the body of the motor vehicle.
- the locking parts 30, 31 of the locking mechanism 8 are produced in a preferably multi-part punching process from corresponding rolled sheets, wherein the surface is characterized by a punched contour 14 at the latching surfaces 12, 13 kept free of the sheath 10 first at both locking parts 30, 31.
- edges 15, 16 of the rotary latch 2 and the pawl 5 are provided with a sheath 10.
- the edges 15, 16 are thus covered by such a sheath 10, only in the region of the locking surfaces 12, 13 and the contact surface 20 between the rotary latch 2 and shackle leg 9, the sheath 10 is not present, so that there the special surface structure as shown in the following Figures can be seen, can be effective.
- the surface structure ensures a noise minimization and a sliding friction minimization, whereby both also cooperate.
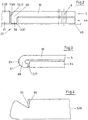
- FIG. 2 shows a pawl 5 in side view, which is clear that this pawl 5 is pivotable about the pawl axis 6 in such a way that the pawl 5 can move over the bottom of the lock case housing 40.
- the free end 59 of the locking member 31 with the punching contour 14 against the free end 58 of the pawl 5, which has an angled portion 60.
- the locking part surface 11 rests with its rolled smooth surface against the free end 59 of the rotary latch 2, so that the existing there straight grooves 17 can not adversely affect.
- Also present on the free end 58 of the pawl 5 straight grooves 17 on the locking surface 13, can not be adversely affected, because they are removed by the angled portion 60 from the region of the contact surface 65.
- the pawl 5 is here secured by a supplementary plate 64 having a thickness which corresponds approximately to the height of the angled portion 60.
- FIG. 3 shows a particular shape of the bend 60, which is here arcuate, so that a reduced contact surface 65 is formed.
- This part of the bend can have exactly the locking part surface 61 as the rest of the area or else it is treated separately or formed, for example by a coating.
- Pawl 5 and supplementary plate 64 move together.
- the angled portion 60 is shaped such that an arcuate contact surface 65 is produced, which again entails a reduction of the latching surface 13 (contact surface 65).
- FIG. 3 shows a particular shape of the bend 60, which is here arcuate, so that a reduced contact surface 65 is formed.
- This part of the bend can have exactly the locking part surface 61 as the rest of the area or else it is treated separately or formed, for example by a coating.
- the locking surface 13 with the existing straight grooves 17 is harmless, because it is correspondingly far angled.
- Pawl 5 and supplementary plate 64 move together.
- the angled portion 60 is shaped such that an arcuate contact surface 65 is
- FIG. 6 shows a perspective view of the rotary latch 2 which is pivotable about the axis 3.
- the in FIG. 5 is not shown, introduced into the receptacle 4 and later then freed again, so that the vehicle door can then be opened or just closes.
- the Rotary latch 2 locked by the pawl 5.
- FIG. 6 It can be seen that the stamping of the rotary catch 2 produces a clearly recognizable edge 15, the surface of which, as explained further above, is characterized in particular by the punching contour 14 on the latching surface 12. This punching contour 14 is in FIG. 6 only hinted.
- the locking surface 12 indicates the main catch 22, that is, the position in which the pawl 5 prevents the catch 2 in the closed position at a pivoting back.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Lock And Its Accessories (AREA)
- Portable Nailing Machines And Staplers (AREA)
Description
- Verfahren zum Herstellen von Kraftfahrzeugschlössern mit einer Walzfläche als Sperrteilkontur
- Die Erfindung betrifft ein Verfahren zum Herstellen von Kraftfahrzeugschlössern mit den Gesperreteilen Drehfalle und Sperrklinke, bei dem die Drehfalle und die Sperrklinke aus gewalzten Blechen senkrechte oder annähernd senkrechte Kanten mit korrespondierenden Rastflächen an Drehfalle und Sperrklinke vorgebend ausgestanzt und anschließend unter Freihaltung der Rastflächen mit einer Ummantelung versehen werden. Die Erfindung betrifft außerdem ein Kraftfahrzeugschloss mit einer Drehfalle und einer die Drehfalle im Schließzustand arretierenden Sperrklinke, wobei Drehfalle und Sperrklinke korrespondierende Rastflächen auf den beim Stanzen der Gesperreteile entstehenden Kanten am freien Ende der Gesperreteile und eine diese Rastflächen freilassende Ummantelung aufweisen.
- Es ist grundsätzlich bekannt, die beim Fahren des Kraftfahrzeuges auftretenden Knarzgeräusche, die zwischen Bügelschenkel und Drehfalle auftreten können, dadurch zu verringern, dass man entweder den Bügelschenkel oder auch die Drehfalle im Kontaktbereich beider mit einer Oberflächenstruktur versieht, die zu einer Verringerung der Gleitreibung beiträgt. Dabei werden nach der
DE 10 2010 009 2 141 A1 DE 10 2007 060 626 A1 können die nachteiligen Geräusche nicht ganz vermieden werden. - Der vorliegenden Erfindung liegt nun die Aufgabe zugrunde, ein Herstellungsverfahren und ein Kraftfahrzeugschloss zu schaffen, bei denen das Knarzen zwischen Drehfalle und Sperrklinke vermieden wird.
- Die Aufgabe wird verfahrensmäßig dadurch gelöst, dass die Gesperreteile nach dem Stanzen im Bereich der Hauptrast und/oder einer anderen Rast eine stanzriefenfreie Kontur ergebend abgewinkelt und dann in den Schlossgehäusekasten eingesetzt werden.
- Die Gesperreteile, d. h. sowohl die Sperrklinke wie auch die Drehfalle werden aus gewalzten Blechen herausgestanzt, sodass die Oberflächen beider Gesperreteile glatt sind. Die Erfindung macht sich dies zu Nutze, indem im Bereich der Hauptrast und/oder auch anderer Rastbereiche zumindest eine der freien Enden der Gesperreteile abgewinkelt oder abgebogen wird, sodass dann nicht ein freies Ende eines Stanzteils gegen ein anderes freies Ende eines Stanzteils anliegt, sondern dass durch das Abwinkeln eines Endes eines Gesperreteils oder auch beider Enden nunmehr die umgebogene gewalzte Oberfläche des oder der Gesperreteile aneinander liegen, sodass die Riefen oder Rillen aufweisenden Stanzkonturen beim Bewegungsablauf beider Gesperreteile miteinander keine Wirkung mehr entfalten können. Dadurch können die beschriebenen nachteiligen Knarzgeräusche nicht mehr auftreten und es ist auch ausgeschlossen, dass die freien Enden mit den durch das Stanzen darauf entstandenen Riefen gegeneinander stehen und dann miteinander verhaken.
- Nach einer zweckmäßigen Ausführungsform der Erfindung ist vorgesehen, dass ein Gesperreteil nach dem Stanzen im Bereich der Hauptrast und/oder einer anderen Rast abgewinkelt und dann montiert und im montierten Zustand mit dem freien gestanzten Ende des anderen Gesperreteils und damit einer geraden Stanzkontur in Kontakt gebracht wird. Dies bedeutet, dass nur ein freies Ende eines Gesperreteils umgebogen bzw. abgewinkelt wird, während das andere so verbleibt, sodass nun die stanzriefenfreie Kontur des abgewinkelten Endes gegen das Ende ansteht, das noch die Stanzkonturen und die Riefen aufweist. Aufgrund der umgebogenen gewalzten Oberfläche kann es auch bei einer ausgeprägten Stanzkontur mit geraden Riefen nicht mehr zu den nachteiligen Geräuschen und einer Erschwerung des Bewegungsablaufes der Sperrklinke entlang der Drehfalle kommen.
- Die Rastfläche der beiden Gesperreteile, die beim Bewegungsablauf bzw. auch beim Abstützten der Drehfalle durch die Sperrklinke in Berührung kommen, werden flächenmäßig stark reduziert, wenn wie erfindungsgemäß vorgesehen beim Abwinkeln des freien Endes des gestanzten Gesperreteils das abzuwinkelnde freie Ende leicht um seine Querachse bogenförmig verformt wird. Dabei kann die Form der Abwinklung bzw. der bogenförmigen Abwinklung so gewählt werden, dass nur eine geringe Berührungsfläche oder eben eine etwas größere Berührungsfläche zwischen beiden Gesperreteilen verbleibt, je nachdem wie sich dies bei dem einen oder anderen Kraftfahrzeugschloss als zweckmäßig erweist.
- Eine andere Möglichkeit, die Größe der Berührungsfläche im Bereich der Rastflächen zu reduzieren ist die, bei der beim Abwinkeln des freien Endes des gestanzten Gesperreteils das freie Ende um seine Längsachse geringfügig gebogen oder das freie Ende abgefräst wird, sodass mittig ein leicht gerundeter Rücken entsteht. Auch hier kann durch die Ausbildung des Rückens der Bewegungsablauf berücksichtigt werden, wobei das Abfräsen den Vorteil hat, dass dadurch Rillen entstehen, die im bestimmten Verhältnis geneigt zu der senkrechten Stanzkontur des anderen Gesperreteils ausgeführt sind, sodass auch hierbei eine Reduzierung der Gleitreibung sicher erreicht wird.
- Vorrichtungsgemäß ist zur Lösung der Aufgabe vorgesehen, dass die Gesperreteile an ihren freien, eine Stanzkontur aufweisenden Ende eine Abwinklung aufweisen, sodass ihre gewalzte Gesperreteileoberfläche gegen das freie Ende des benachbarten Gesperreteils gerichtet mit dieser in Anlage zu bringen ist. Ein derart ausgebildetes Gesperreteil bzw. entsprechend ausgebildete Gesperreteile machen es möglich, dass die Drehfalle und die Sperrklinke nicht mit den eine Stanzkontur aufweisenden freien Enden aneinander zu liegen kommen, sondern vielmehr mit der gewalzten Gesperreteilenoberfläche, die wegen der durch das Walzen entstandenen Glätte das Entstehen des nachteiligen Stick-Slip-Effektes ausschließt.
- Nach einer zweckmäßigen Ausführungsform ist vorgesehen, dass die Sperrklinke ein eine Stanzkontur aufweisendes freies Ende mit einer Abwinklung und die Drehfalle ein freies, gegen die Abwinklung gerichtetes und dort zur Anlage zu bringendes freies Ende aufweist oder dass das freie Ende der Drehfalle über die Abwinklung verfügend ausgebildet ist. Eine solche Ausführungsform ist schon deshalb zweckmäßig, weil der Herstellungsaufwand verringert ist, weil nur eines der beiden freien Enden einer der Gesperreteile abgewinkelt werden muss, während das andere freie Ende unverändert mit seiner Stanzkontur in Aktion bleibt. Die auf dem freien Ende beispielsweise der Drehfalle verbleibende Stanzkontur ist geräuschmäßig unschädlich, weil die vorhandenen Riefen der Stanzkontur problemlos auf der glatten Oberfläche der Abwinklung sich abrollen bzw. sich schleifend bewegen zu können. Dies trifft auch dann zu, wenn nur die Drehfalle beispielsweise über eine Abwinklung verfügt, während das freie Ende der Sperrklinke die an sich nachteiligen Stanzriefen aufweist.
- Um eine zweckmäßige Abwinklung zu ermöglichen, ist vorgesehen, dass die Sperrklinke am freien Ende in der Blechstärke reduziert und das überstehende Endstück abgebogen bzw. abgewinkelt ist. Geht man davon aus, dass die Sperrklinke ein rund 4 mm dickes Bauteil ist, würde also am freien Ende die Blechstärke beispielsweise auf rund 2 mm reduziert, um dann das überstehende Endstück abzubiegen bzw. abzuwinkeln, wobei dies den Vorteil hat, dass die Sperrklinke dann problemlos auf dem Schlosskastengehäuseboden aufliegen kann.
- Ist eine solche Reduzierung der Abwinklung nicht möglich, sollte gemäß der vorliegenden Erfindung der Sperrklinke ein Ergänzungsblech zugeordnet sein, das eine die Höhe der Abwinklung ausgleichende Dicke aufweist. Auch bei dieser Ausbildung würde also die Abwinklung die Positionierung der Sperrklinke im Schlosskastengehäuse nicht beeinträchtigen können, weil für eine glatte Auflage der Sperrklinke auf dem Boden des Schlosskastengehäuses gesorg ist.
- Will man eine geringere Anlagefläche beispielsweise zwischen Sperrklinke und Drehfalle erreichen, so ist dies dadurch möglich, dass die Sperrklinke oder die Drehfalle am freien Ende eine abgerollte Abwinklung aufweisen. Zum Einen wird dadurch die Dicke des eventuellen Ergänzungsbleches geringer sein können und zum Anderen ist es so möglich, die eigentliche Rastfläche also die Fläche, in der sich Drehfalle und Sperrklinke berühren, weiter zu reduzieren, weil eben nur in der streifenförmigen Längsrichtung der abgerollten Abwinklung eine Berührung zwischen den Gesperreteilen möglich ist. Durch die Formgebung der abgerollten Abwinklung bzw. ihres Rückens können die Abmaße der wirksamen Abwinklung genau bestimmt werden.
- Ähnlich ist dies auch dann, wenn die Abwinklung über ihre Länge gesehen leicht bogenförmig ausgebildet ist, wobei dann die Anlage im Mittelpunkt des Bogens erfolgt und bezüglich der Abmessungen die Größe der Anlage durch eine entsprechende Bearbeitung bzw. Formgebung der bogenförmigen Abwinklung erreicht und eingestellt werden kann.
- Die Erfindung zeichnet sich insbesondere dadurch aus, dass mit einem geringen zusätzlichen Herstellungsaufwand ein Kraftfahrzeug geschaffen werden kann, bei dem die Sperrklinke und die Drehfalle im Rastbereich also in dem Bereich, wo sie beide aufeinander oder aneinander liegen so ausgebildet sind, dass die bisherige Geräuschbelastung deutlich minimiert oder ganz verhindert ist. Außerdem wird eine gleichförmige Bewegung an der Drehfalle entlang sichergestellt, weil durch die besondere Ausbildung der Sperrklinke bzw. ggf. auch der Drehfalle die vorhandenen Riefen der Stanzkontur nicht miteinander reagieren können, weil die entsprechende Stanzkontur eines der beiden Gesperreteile oder auch beider Gesperreteile abgebogen also in eine andere Position gebracht ist. Die unterschiedlichen, beim Stanzen erzeugten Riefen können also nicht ineinander greifen und zu schädlichen Geräuschen führen. Die "herausnahme" der problematischen Rastfläche eines der Gesperreteile aus dem Bewegungsablauf hat aber auch noch den Vorteil, dass die nun zur Verfügung stehende Gesperreteileoberfläche besonders glatt ist, sodass der Bewegungsablauf zwischen Drehfalle und Sperrklinke begünstigt ist.
- Weitere Einzelheiten und Vorteile des Erfindungsgegenstandes ergeben sich aus der nachfolgenden Beschreibung der zugehörigen Zeichnung, in der ein bevorzugtes Ausführungsbeispiel mit den dazu notwendigen Einzelheiten und Einzelteilen dargestellt ist. Es zeigen:
- Figur 1
- eine Draufsicht auf ein Kraftfahrzeugschloss im geschlossenen Zustand,
- Figur 2
- eine Seitenansicht einer Sperrklinke mit Abwinklung am freien Ende und zugeordnetem Ergänzungsblech,
- Figur 3
- die gegenüber
Figur 2 bogenförmig ausgebildete Abwinklung des freien Endes der Sperrklinke, - Figur 4
- eine Draufsicht auf eine Sperrklinke mit Abwinklung,
- Figur 5
- eine Seitenansicht einer Sperrklinke mit einer weiteren Ausbildung der Abwinklung und
- Figur 6
- eine perspektivische Wiedergabe der Drehfalle mit der besonderen Kantenausbildung.
-
Figur 1 zeigt eine Draufsicht auf ein Kraftfahrzeugschloss 1, in dem die sich um die Achse 3 bewegende Drehfalle 2 den Bügelschenkel 9 des Schlossbügels 7 umfasst. Hier ist also der Schließzustand eines Kraftfahrzeugschlosses 1 wiedergegeben, wobei die Drehfalle 2 über die um die Klinkenachse 6 verschwenkbare Sperrklinke 5 gesichert ist, d. h. das Kraftfahrzeugschloss 1 kann nur wieder geöffnet werden, wenn zuvor die Sperrklinke 5 weggeschwenkt ist, was über den hier nicht wiedergegebenen Handgriff der Kraftfahrzeugtür möglich ist. Der Bügelschenkel 9 ist über die Aufnahme 4 bis in den Tiefengrund 27 an die Drehfalle 2 herangefahren und sichert so den Schließzustand auch der hier nicht gezeigten Fahrzeugtür, wobei die Gesperreteile 30, 31, d. h. also die Sperrklinke 5 und die Drehfalle 2 Teile der Kraftfahrzeugtür sind, während der Schlossbügel 7 mit dem Bügel 9 an der Karosserie des Kraftfahrzeuges festgelegt sind. Die Gesperreteile 30, 31 des Gesperres 8 werden in einem vorzugsweise mehrteiligen Stanzvorgang aus entsprechenden gewalzten Blechen hergestellt, wobei an den von der Ummantelung 10 freigehaltenen Rastflächen 12, 13 zunächst bei beiden Gesperreteilen 30, 31 die Oberfläche durch eine Stanzkontur 14 gekennzeichnet ist. Diese Oberflächenausbildung an beiden freien Enden 58, 59 von Drehfalle 2 und Sperrklinke 5 würden zu einer Beeinflussung des Bewegungsablaufes und insbesondere zu Geräuschen führen, weil dort gerade Riefen 17 durch den Stanzvorgang entstanden sind. Entsprechendes ist inFigur 2 angedeutet. Bei der ausFigur 1 ersichtlichen Ausführung ist im Bereich der Hauptrast 22 das freie Ende 58 mit der Rastfläche 13 und den geraden Riefen 17 abgewinkelt, sodass die gezeigte Abwinklung 60 entsteht. Aufgrund dieser Abwinklung 60 liegt nun die gewalzte Gesperreteiloberfläche 11 an der die Stanzkontur 14 mit den geraden Riefen 17 aufweisenden Rastfläche 12 der Drehfalle 2 an. Dadurch können die geschilderten nachteiligen Geräusche nicht mehr oder nur noch in geringen Umfang entstehen. - Nicht besonders hervorgehoben ist, dass die Kanten 15, 16 der Drehfalle 2 und der Sperrklinke 5 mit einer Ummantelung 10 versehen sind. Die Kanten 15, 16 sind somit von einer solchen Ummantelung 10 verhüllt, lediglich im Bereich der Rastflächen 12, 13 und auch der Kontaktfläche 20 zwischen Drehfalle 2 und Bügelschenkel 9 ist die Ummantelung 10 nicht vorhanden, sodass dort die besondere Oberflächenstruktur wie sie aus den nachfolgenden Figuren zu entnehmen ist, wirksam werden kann. Die Oberflächenstruktur sorgt für eine Geräuschminimierung und eine Gleitreibungsminimierung, wobei beides auch zusammenwirkt.
-
Figur 2 zeigt eine Sperrklinke 5 in Seitenansicht, wobei deutlich wird, dass diese Sperrklinke 5 um die Klinkenachse 6 verschwenkbar ist und zwar so, dass sich die Sperrklinke 5 über den Boden des Schlosskastengehäuses 40 bewegen kann. Im Bereich der Hauptrast 22 steht das freie Ende 59 des Gesperreteils 31 mit der Stanzkontur 14 gegen das freie Ende 58 der Sperrklinke 5 an, das eine Abwinklung 60 aufweist. Dadurch liegt die Gesperreteiloberfläche 11 mit ihrer gewalzten glatten Oberfläche gegen das freie Ende 59 der Drehfalle 2 an, sodass sich die dort vorhandenen geraden Riefen 17 nicht nachteilig bemerkbar machen können. Auch die auf dem freien Ende 58 der Sperrklinke 5 vorhandenen geraden Riefen 17 auf der Rastfläche 13, können sich nicht nachteilig bemerkbar machen, weil sie durch die Abwinklung 60 aus dem Bereich der Berührungsfläche 65 herausgenommen sind. - Um die Bewegung der Sperrklinke 5 im Schlossgehäuse bzw. Schlosskastengehäuse 40 nicht zu behindern, ist die Sperrklinke 5 hier durch ein Ergänzungsblech 64 gesichert, das eine Dicke aufweist, die in etwa der Höhe der Abwinklung 60 entspricht.
-
Figur 3 zeigt eine besondere Form der Abwinklung 60, die hier bogenförmig ausgebildet ist, sodass eine reduzierte Berührungsfläche 65 entsteht. Dieser Teil der Abwinklung kann genau die Gesperreteiloberfläche 61 aufweisen, wie der übrige Bereich oder aber sie wird gesondert behandelt oder ausgebildet, beispielsweise durch eine Beschichtung. Auch hier wird deutlich, dass die Rastfläche 13 mit den vorhandenen geraden Riefen 17 unschädlich ist, weil sie entsprechend weit abgewinkelt ist. Sperrklinke 5 und Ergänzungsblech 64 bewegen sich gemeinsam. Bei der Ausbildung nachFigur 4 ist die Abwinklung 60 so geformt, dass eine bogenförmige Berührungsfläche 65 erzeugt wird, was auch wieder eine Reduzierung der Rastfläche 13 (Berührungsfläche 65) mit sich bringt. Durch Größe des Bogens oder seine Ausbildung kann auch die Größe der Berührungsfläche 65 zwischen den beiden Gesperreteilen 30, 31 variiert werden.Figur 5 zeigt eine Sperrklinke 5, bei der das freie Ende 58 ein Endstück 62 aufweist, bei dem die Dicke der Sperrklinke 5 reduziert ist, sodass die Abwinklung 60 entsprechend leicht hergestellt werden kann. Vor allem entfällt hier die Notwendigkeit eines Ergänzungsbleches, weil die Abwinklung 60 die Unterseite 66 der Sperrklinke 5 nicht überragt. Deutlich wird, dass auch hier durch die Abwinklung 60 die glatte, weil gewalzte Gesperreteiloberfläche 61 in Kontakt mit der Rastfläche 12 der Drehfalle 2 kommt, die die geraden Stanzriefen 17 aufweist. -
Figur 6 schließlich zeigt eine perspektivische Ansicht der Drehfalle 2 die um die Achse 3 verschwenkbar ist. Beim Verschwenken der Drehfalle 2 wird der Bügelschenkel 9, der inFigur 5 nicht gezeigt ist, in die Aufnahme 4 eingeführt und später dann wieder davon befreit, so dass die Kraftfahrzeugtür dann geöffnet werden kann oder sich eben schließt. In der Schließposition nachFigur 1 wird die Drehfalle 2 durch die Sperrklinke 5 arretiert. InFigur 6 erkennbar ist, dass durch das Stanzen der Drehfalle 2 eine deutlich erkennbare Kante 15 entsteht, deren Oberfläche wie weiter vorne erläutert ist, durch die Stanzkontur 14 hier vor allem auf der Rastfläche 12 gekennzeichnet ist. Diese Stanzkontur 14 ist inFigur 6 nur angedeutet. Die Rastfläche 12 kennzeichnet die Hauptrast 22, d. h. also die Position, in der die Sperrklinke 5 die Drehfalle 2 in der Schließposition an einem Rückschwenken hindert. Dann liegt wie ebenfalls schon erwähnt die Gesperreteiloberfläche 61 in der Abwinklung 60 auf der Rastfläche 12 der Drehfalle 2 auf und beide können mit verminderter Reibung sich aneinander vorbeischieben, ohne dass es zu den nachteiligen Geräuschen kommt, weil die geraden Riefen 17 der Drehfalle 2 auf der gewalzten Gesperreteiloberfläche 61 sich nicht mit irgendetwas verhaken oder verrasten können. Ein glattes Aneinandervorbeischieben ist so gewährleistet, ohne dass eine gesonderte Geräuschbelastung auftritt. - Im Tiefengrund 27 der Aufnahme 4 ist erkennbar, dass hier eine von der übrigen Oberfläche der Kante 15 abweichende Oberfläche vorhanden ist, was insbesondere dadurch erreicht wird, dass hier keine Ummantelung 10 vorhanden ist. Erkennbar ist, dass hier auch ein gesondertes Teil eingeschoben ist, um die Gleitwirkung der Drehfalle 2 am Bügelschenkel 9 positiv zu beeinflussen.
Claims (10)
- Verfahren zum Herstellen von Kraftfahrzeugschlössern mit den Gesperreteilen Drehfalle und Sperrklinke, bei dem die Drehfalle und die Sperrklinke aus gewalzten Blechen
senkrechte oder annähernd senkrechte Kanten mit korrespondierenden Rastflächen an Drehfalle und Sperrklinke vorgebend ausgestanzt und anschließend unter Freihaltung der Rastflächen mit einer Ummantelung versehen werden, dadurch gekennzeichnet,
dass die Gesperreteile nach dem Stanzen im Bereich der Hauptrast und/oder einer anderen Rast eine stanzriefenfreie Kontur ergebend abgewinkelt und dann in den Schlossgehäusekasten eingesetzt werden. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,
dass ein Gesperreteil nach dem Stanzen im Bereich der Hauptrast und/oder einer anderen Rast abgewinkelt und dann montiert und im montierten Zustand mit dem freien gestanzten Ende des anderen Gesperreteils und damit einer geraden Stanzkontur in Kontakt gebracht wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass beim Abwinkeln des freien Endes des gestanzten Gesperreteils das abzuwinkelnde freie Ende leicht um seine Querachse bogenförmig verformt wird. - Verfahren nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass beim Abwinkeln des freien Endes des gestanzten Gesperreteils das freie Ende um seine Längsachse geringfügig gebogen oder das freie Ende abgefräst wird, sodass mittig ein leicht gerundeter Rücken entsteht. - Kraftfahrzeugschloss mit einer Drehfalle (2) und einer die Drehfalle (2) im Schließzustand arretierenden Sperrklinke (5), wobei Drehfalle (2) und Sperrklinke (5) korrespondierende Rastflächen (12, 13) auf den beim Stanzen der Gesperreteile entstehenden Kanten am freien Ende der Gesperreteile und eine diese Rastflächen freilassende Ummantelung (10) aufweisen,
dadurch gekennzeichnet,
dass die Gesperreteile (30, 31) an ihren freien eine Stanzkontur (14) aufweisenden Ende (58, 59) eine Abwinklung (60) aufweisen, sodass ihre gewalzte Gesperreteileoberfläche (61) gegen das freie Ende (58; 59) des benachbarten Gesperreteils (30; 31) gerichtet mit dieser in Anlage zu bringen ist. - Kraftfahrzeugschloss nach Anspruch 5,
dadurch gekennzeichnet,
dass die Sperrklinke (5) eine Stanzkontur (14) aufweisendes freies Ende (58) mit einer Abwinklung (60) und die Drehfalle (2) ein gegen die Abwinklung (60) gerichtetes und dort zur Anlage zu bringendes freies Ende (59) aufweist oder dass das freie Ende (59) der Drehfalle (2) über die Abwinklung (60) verfügend ausgebildet ist. - Kraftfahrzeugschloss nach Anspruch 5,
dadurch gekennzeichnet,
dass die Sperrklinke (5) am freien Ende (58) in der Blechstärke reduziert und das überstehende Endstück (62) abgebogen bzw. abgewinkelt ist. - Kraftfahrzeugschloss nach Anspruch 5,
dadurch gekennzeichnet,
dass die Sperrklinke (5) oder die Drehfalle (2) am freien Ende (58; 59) eine abgerollte Abwinklung (60) aufweisen. - Kraftfahrzeugschloss nach Anspruch 5,
dadurch gekennzeichnet,
dass die Abwinklung (60) über ihre Länge gesehen leicht bogenförmig ausgebildet ist. - Kraftfahrzeugschloss nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Sperrklinke (5) ein Ergänzungsblech (64) zugeordnet ist, das eine die Höhe der Abwinklung (60) ausgleichende Dicke aufweist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012024302.2A DE102012024302A1 (de) | 2012-12-12 | 2012-12-12 | Kraftfahrzeugtürschloss |
| PCT/DE2013/000772 WO2014090217A2 (de) | 2012-12-12 | 2013-12-11 | Verfahren zum herstellen von kraftfahrzeugschlössern mit einer walzfläche als sperrteilkontur |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2932002A2 EP2932002A2 (de) | 2015-10-21 |
| EP2932002B1 true EP2932002B1 (de) | 2017-02-15 |
Family
ID=50349394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13840160.9A Active EP2932002B1 (de) | 2012-12-12 | 2013-12-11 | Verfahren zum herstellen von kraftfahrzeugschlössern mit einer walzfläche als sperrteilkontur |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9810007B2 (de) |
| EP (1) | EP2932002B1 (de) |
| JP (1) | JP2016506462A (de) |
| KR (1) | KR102155816B1 (de) |
| CN (1) | CN105189895B (de) |
| BR (1) | BR112015013724A2 (de) |
| CA (1) | CA2897848A1 (de) |
| DE (1) | DE102012024302A1 (de) |
| MX (1) | MX2015007355A (de) |
| RU (1) | RU2015127195A (de) |
| WO (1) | WO2014090217A2 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207443A1 (de) * | 2012-05-04 | 2013-11-07 | Kiekert Ag | Schloss für eine Klappe oder Tür |
| DE102012024209A1 (de) * | 2012-12-11 | 2014-06-26 | Kiekert Aktiengesellschaft | Kraftfahrzeugtürschloss |
| DE102013110194A1 (de) * | 2013-09-16 | 2015-03-19 | Kiekert Aktiengesellschaft | Kraftfahrzeugstelleinrichtung |
| DE102019107229A1 (de) * | 2019-03-21 | 2020-09-24 | Kiekert Aktiengesellschaft | Türschloss insbesondere Kraftfahrzeugtürschloss |
| DE102019117053A1 (de) * | 2019-06-25 | 2020-12-31 | Kiekert Aktiengesellschaft | Türschloss, insbesondere Kraftfahrzeugtürschloss |
| DE102020100146A1 (de) * | 2020-01-07 | 2021-07-08 | Kiekert Aktiengesellschaft | Kraftfahrzeug-Schloss |
| CN115559622B (zh) * | 2022-10-26 | 2025-06-27 | 麦格纳汽车系统(苏州)有限公司 | 车门锁及车辆 |
| CN115992627B (zh) * | 2023-02-28 | 2024-12-13 | 麦格纳汽车系统(苏州)有限公司 | 车门锁及车辆 |
| DE102023123633A1 (de) * | 2023-09-01 | 2025-03-06 | Brose Schließsysteme GmbH & Co. Kommanditgesellschaft | Verfahren zur Fertigung eines Kraftfahrzeugschlosses |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5811878Y2 (ja) * | 1977-04-20 | 1983-03-07 | アイシン精機株式会社 | 自動車用ドアロツク装置 |
| US4358141A (en) * | 1979-04-07 | 1982-11-09 | Mitsui Kinzoku Kogyo Kabushiki Kaisha | Noise prevention device in an automobile locking apparatus |
| JP3201969B2 (ja) * | 1997-03-07 | 2001-08-27 | 三井金属鉱業株式会社 | 車両ドアロック装置における衝突時の開扉防止装置 |
| GB0118687D0 (en) * | 2001-08-01 | 2001-09-19 | Arvinmeritor Light Vehicle Sys | Latch arrangement |
| US7175212B2 (en) * | 2002-02-25 | 2007-02-13 | Intier Automotive Closures Inc. | Latch having releasable cinching mechanism |
| DE10320439A1 (de) * | 2003-05-08 | 2004-11-25 | Kiekert Ag | Kraftfahrzeugtürverschluss |
| DE10320457A1 (de) * | 2003-05-08 | 2004-12-16 | Kiekert Ag | Kraftfahrzeugtürverschluss |
| DE102004033735B4 (de) * | 2004-07-13 | 2006-07-27 | Huf Hülsbeck & Fürst Gmbh & Co. Kg | Vorrichtung zur Betätigung von Schlössern an Türen oder Klappen von Fahrzeugen |
| JP4852544B2 (ja) * | 2004-08-10 | 2012-01-11 | マグナ クロージャーズ インコーポレイテッド | パワー解除式二重ロックラッチ |
| EP1724424B1 (de) | 2005-05-16 | 2009-10-07 | Intier Automotive Closures S.p.A. | Fahrzeugtürschloss |
| EP1734209B1 (de) * | 2005-06-15 | 2013-08-14 | Intier Automotive Closures S.p.A. | Kraftfahrzeug Türschloss |
| EP1746230A1 (de) * | 2005-07-21 | 2007-01-24 | ArvinMeritor Light Vehicle Systems (UK) Ltd | Kraftbetriebene Auslösevorrichtung |
| US20080224482A1 (en) * | 2007-02-15 | 2008-09-18 | Cumbo Francesco | Electrical Door Latch |
| WO2009069851A1 (en) * | 2007-11-27 | 2009-06-04 | Austem Co., Ltd. | Latch assembly for vehicle seat |
| DE202008007719U1 (de) * | 2007-12-03 | 2009-04-16 | BROSE SCHLIEßSYSTEME GMBH & CO. KG | Schließhilfsantrieb für ein Kraftfahrzeugschloß |
| DE102007060626A1 (de) | 2007-12-15 | 2009-06-18 | BROSE SCHLIEßSYSTEME GMBH & CO. KG | Schwenkbar oder verschiebbar gelagerte Paare von in Kontakt bringbaren Kraftübertragungselementen für Verstelleinrichtungen in Kraftfahrzeugen sowie Herstellungs- und Montageverfahren |
| US20100072761A1 (en) * | 2008-02-04 | 2010-03-25 | Kris Tomaszewski | Global Side Door Latch |
| DE102008009506A1 (de) * | 2008-02-15 | 2009-08-20 | Kiekert Ag | Kraftfahrzeugtürverschluss |
| KR100877203B1 (ko) * | 2008-03-04 | 2009-01-07 | (주)대일씨에프티 | 차량용 도어래치 조립체에 설치되는 파울 샤프트 및 이를제조하기 위한 단조방법 |
| WO2009151929A2 (en) * | 2008-05-27 | 2009-12-17 | Inteva Products Llc. | Vehicle latch |
| DE102009020488A1 (de) * | 2008-08-22 | 2010-02-25 | Kiekert Ag | Antriebseinheit mit blockiertem Funktionselement für eine Zentralverriegelung |
| DE102008057961A1 (de) * | 2008-11-19 | 2010-05-20 | Kiekert Ag | Schlosseinheit mit Mehrklinken-Gesperre |
| DE102008063489A1 (de) * | 2008-12-17 | 2010-06-24 | Kiekert Ag | Vorrichtung für ein Kraftfahrzeugschloss |
| US8191516B2 (en) | 2009-03-09 | 2012-06-05 | GM Global Technology Operations LLC | Delayed exhaust engine cycle |
| US8235428B2 (en) * | 2009-07-14 | 2012-08-07 | Kiekert Ag | Lock unit having a slotted pawl |
| US20110133491A1 (en) * | 2009-12-08 | 2011-06-09 | Perkins Donald M | Vehicle door latch |
| DE102010009141A1 (de) | 2010-02-24 | 2011-08-25 | Kiekert AG, 42579 | Kraftfahrzeugschloss mit geräuscharmem Schlossbügel |
| DE102010023919A1 (de) * | 2010-06-16 | 2011-12-22 | Kiekert Ag | Schloss für eine Tür oder Klappe an einem Kraftfahrzeug oder Gebäude mit Blattfeder |
| KR20120005239A (ko) * | 2010-07-08 | 2012-01-16 | (주) 에이 에스 티 | 파인 블랭킹 펀치 |
| US20120126549A1 (en) * | 2010-11-22 | 2012-05-24 | Kosta Papanikolaou | Pawl Isolation Disk |
| KR101254158B1 (ko) * | 2011-01-25 | 2013-04-18 | (주)동아금속 | 자동차용 스트라이커 제조방법 및 스트라이커 |
| KR20120118251A (ko) * | 2011-04-18 | 2012-10-26 | (주) 에이 에스 티 | 베이스 플레이트의 관상 고정공 성형방법 |
| CN104428078B (zh) * | 2012-04-23 | 2017-09-26 | 蒂森克虏伯钢铁欧洲股份公司 | 弯曲复合板的方法以及经这种弯曲的复合板 |
| DE102012024209A1 (de) * | 2012-12-11 | 2014-06-26 | Kiekert Aktiengesellschaft | Kraftfahrzeugtürschloss |
| DE102012024210A1 (de) * | 2012-12-11 | 2014-06-12 | Kiekert Aktiengesellschaft | Kraftfahrzeugtürschloss |
| DE102012024285A1 (de) * | 2012-12-12 | 2014-06-12 | Kiekert Ag | Kraftfahrzeugtürschloss |
| DE102012024379A1 (de) * | 2012-12-12 | 2014-03-27 | Kiekert Aktiengesellschaft | Verfahren zum Herstellen von Kraftfahrzeugschlössern mit tordierter Gesperreteilkante |
| DE102012024303A1 (de) * | 2012-12-12 | 2014-06-12 | Kiekert Aktiengesellschaft | Kraftfahrzeugtürschloss |
| CN104936716B (zh) * | 2013-01-18 | 2016-09-07 | 株式会社神户制钢所 | 热压成形钢构件的制造方法 |
| KR20160030190A (ko) * | 2013-07-05 | 2016-03-16 | 오토테크 엔지니어링 에이.아이.이. | 제어된 변형 배향을 갖는 금속 부품 |
| CN107186034B (zh) * | 2013-09-20 | 2019-03-19 | 新日铁住金株式会社 | 压制成型品的制造装置 |
| KR101821909B1 (ko) * | 2013-10-09 | 2018-01-24 | 신닛테츠스미킨 카부시키카이샤 | 자동차 차체용 구조 부재의 제조 방법 및 프레스 성형 장치 |
| JP6376140B2 (ja) * | 2013-12-25 | 2018-08-22 | 新日鐵住金株式会社 | 自動車部品及び自動車部品の製造方法 |
| RU2654403C2 (ru) * | 2014-04-09 | 2018-05-17 | Ниппон Стил Энд Сумитомо Метал Корпорейшн | Образованное штамповкой изделие, автомобильный конструктивный элемент, включающий в себя изделие, способ изготовления и устройство для изготовления образованного штамповкой изделия |
-
2012
- 2012-12-12 DE DE102012024302.2A patent/DE102012024302A1/de not_active Withdrawn
-
2013
- 2013-12-11 US US14/650,607 patent/US9810007B2/en active Active
- 2013-12-11 KR KR1020157018267A patent/KR102155816B1/ko active Active
- 2013-12-11 RU RU2015127195A patent/RU2015127195A/ru not_active Application Discontinuation
- 2013-12-11 MX MX2015007355A patent/MX2015007355A/es unknown
- 2013-12-11 JP JP2015546852A patent/JP2016506462A/ja active Pending
- 2013-12-11 BR BR112015013724A patent/BR112015013724A2/pt not_active IP Right Cessation
- 2013-12-11 CA CA2897848A patent/CA2897848A1/en not_active Abandoned
- 2013-12-11 WO PCT/DE2013/000772 patent/WO2014090217A2/de not_active Ceased
- 2013-12-11 CN CN201380072626.7A patent/CN105189895B/zh active Active
- 2013-12-11 EP EP13840160.9A patent/EP2932002B1/de active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN105189895A (zh) | 2015-12-23 |
| DE102012024302A1 (de) | 2014-06-12 |
| BR112015013724A2 (pt) | 2017-07-11 |
| KR20150094704A (ko) | 2015-08-19 |
| CN105189895B (zh) | 2017-03-08 |
| US20150308164A1 (en) | 2015-10-29 |
| CA2897848A1 (en) | 2014-06-19 |
| KR102155816B1 (ko) | 2020-09-15 |
| JP2016506462A (ja) | 2016-03-03 |
| WO2014090217A3 (de) | 2014-12-04 |
| MX2015007355A (es) | 2015-09-10 |
| US9810007B2 (en) | 2017-11-07 |
| EP2932002A2 (de) | 2015-10-21 |
| WO2014090217A2 (de) | 2014-06-19 |
| RU2015127195A (ru) | 2017-01-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2932002B1 (de) | Verfahren zum herstellen von kraftfahrzeugschlössern mit einer walzfläche als sperrteilkontur | |
| EP2932001B1 (de) | Verfahren zum herstellen von kraftfahrzeugschlössern mit einem puzzleteil zugeordneten rastflächen | |
| EP3230119B1 (de) | Längseinsteller für einen fahrzeugsitz und fahrzeugsitz | |
| EP2932003B1 (de) | Verfahren zum herstellen von kraftfahrzeugschlössern mit schräg angestellter sperrklinke | |
| EP2640916A1 (de) | Schloss mit modifizierter federlippe für kraftfahrzeugtüren | |
| WO2011103847A2 (de) | Kraftfahrzeugschloss mit geräuscharmem schlossbügel | |
| DE102012024210A1 (de) | Kraftfahrzeugtürschloss | |
| EP2932004B1 (de) | Verfahren zum herstellen von kraftfahrzeugschlössern mit tordierter gesperreteilkante | |
| DE102008021802B4 (de) | Türführung eines Fahrzeuges und Verfahren zu deren Herstellung | |
| EP0305731B1 (de) | Stulpschienen-Eckverbindung | |
| DE102010026074B4 (de) | Verriegelungsanordnung | |
| EP2932000B1 (de) | Verfahren zum herstellen von kraftfahrzeugschlössern mit schräger hauptrastkontur und ein kraftfahrzeugschloss | |
| EP2754805A2 (de) | Riegelstange für einen Riegelstangenbeschlag | |
| EP2784248B1 (de) | Getriebeanordnung für einen Treibstangenbeschlag | |
| EP2243650B1 (de) | Blendenanordnung für ein KFZ-Fenster | |
| AT512882A1 (de) | Schubladenrückwand | |
| EP4477831A2 (de) | Möbel und verfahren zur montage einer schiebetür an einem möbelkorpus | |
| DE102020104949A1 (de) | Hebel zum manuellen Entriegeln einer Sitzschienenanordnung | |
| DE102010023903B4 (de) | Schloss für eine Tür oder Klappe an einem Kraftfahrzeug oder Gebäude mit Druckstiften | |
| WO2008119460A1 (de) | Treibstangenanordnung mit mindestens einer treibstange und mindestens einem treibstangenführungselement | |
| EP2860339B1 (de) | Aufschiebesicherung | |
| DE102010024508A1 (de) | Schlosshalter für Schlösser in Kraftfahrzeugen und Gebäuden mit eine Einschnürung aufweisendem Schließbolzen | |
| DE202020100179U1 (de) | Sektionaltorblatt | |
| DE29705022U1 (de) | Haltevorrichtung zum Haltern eines Vorhangs | |
| DE102009031171A1 (de) | Schlosshalter aus Z-Profil |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20150604 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTG | Intention to grant announced |
Effective date: 20161011 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 868013 Country of ref document: AT Kind code of ref document: T Effective date: 20170315 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013006396 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170516 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170515 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170215 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170515 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013006396 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20171116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171211 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171211 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20171231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171211 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171231 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20131211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 868013 Country of ref document: AT Kind code of ref document: T Effective date: 20181211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181211 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170215 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170615 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20251218 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20251204 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20251222 Year of fee payment: 13 |