EP2463418A1 - Fil, notamment fil à coudre ou à broder et procédé de fabrication d'un tel fil - Google Patents
Fil, notamment fil à coudre ou à broder et procédé de fabrication d'un tel fil Download PDFInfo
- Publication number
- EP2463418A1 EP2463418A1 EP11009247A EP11009247A EP2463418A1 EP 2463418 A1 EP2463418 A1 EP 2463418A1 EP 11009247 A EP11009247 A EP 11009247A EP 11009247 A EP11009247 A EP 11009247A EP 2463418 A1 EP2463418 A1 EP 2463418A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- multifilament
- core
- fiber
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
- D02G3/367—Cored or coated yarns or threads using a drawing frame
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/46—Sewing-cottons or the like
Definitions
- the present invention relates to a yarn, in particular a sewing or embroidery thread, with the features of the preamble of patent claim 1 and a method for producing such a yarn with the features of the preamble of claim 16.
- Yarns, in particular sewing or embroidery threads, which have the structure of a core yarn have long been known.
- these known core yarns consist of a core which is formed from a multifilament yarn, this multifilament core being wound with a fiber yarn, which is also commonly referred to as staple fibers, which is usually carried out on ring spinning machines.
- the yarn is rotated high after the core material is wound around, or alternatively, at least two braided core materials are twisted together after pre-twisting.
- the yarn according to the invention which is used in particular as sewing or embroidery thread, has the structure of a core yarn on, wherein this core yarn is provided with at least one consisting of a multifilament yarn soul, which in turn has a wrapping of fiber yarns.
- this core yarn is provided with at least one consisting of a multifilament yarn soul, which in turn has a wrapping of fiber yarns.
- the yarn according to the invention at least a portion of the fibers forming the particular untwisted or only slightly twisted fiber yarn of the winding over the entire axial fiber length or over a portion of the axial fiber length between the filaments of the at least a multifilament yarn of the soul involved and in particular clamped.
- the multifilament soul is involved and preferably clamped, while the unincorporated or Unclamped fibers of the wrap (wrapping) spirally arrange around the soul material.
- the unconnected or unclamped sections of the fibers also spirally wrap around the core material and fix the uninsulated or unclamped fibers there or protrude from the core longitudinal axis.
- the yarn according to the invention has a proportion of staple fibers which is at most 50% by weight and which is preferably between 50% by weight and 25% by weight and in particular between 45% by weight and 35% by weight, based on the weight of the finished product Coregarnes, varies.
- the yarn of the invention has over the conventional core yarn on the advantage that the wrap (wrapping) due to the previously described involvement and in particular entrapment is particularly safe and secure against displacement relative to the longitudinal axis of the soul, without it For this purpose, the high rotation or twisting described at the beginning of the prior art is absolutely necessary.
- the yarn of the invention has a much softer feel than a conventionally made core yarn, which is a particular advantage in terms of comfort in ready-made parts, especially underwear, bedding, towels, blouses, T-shirts o. Like., Which are provided with the sewing thread or embroidery thread according to the invention, proves.
- the further advantage of the yarn according to the invention is that it is particularly inexpensive to produce compared to conventional core yarns, since cost-intensive up-twining or twisting is not absolutely necessary here.
- the positive properties described above have in particular those embodiments of the yarn according to the invention, in which the proportion of over its entire axial length or only over a portion of the axial fiber length included or clamped fibers between 1 wt.% And 60 wt.%, Based on the total fiber weight of the wrap varies. In other words, in this case 1% by weight to 60% by weight of the total fiber weight fraction of the wrapping between the above-described filaments of the core material is bound or clamped, and with increasing proportion of the fibers thus bound or clamped accordingly the slack slope of the wrap (wrapping) can be further reduced. This in turn makes it possible, by varying the proportion of incorporated or trapped fibers, to adjust the requirements imposed on the respective yarn in a particularly simple manner.
- the proportion of the fixed fibers mentioned above preferably varies between 1 wt .% And 15 wt.%, And at correspondingly higher requirements, in particular between 16 wt.% And 39 wt.%, Each based on the total fiber weight of the wrapping.
- a further possibility for adapting the yarn according to the invention to the special requirements imposed thereon is given by the fact that in a further embodiment of the yarn according to the invention between 1 wt.% And 30 wt.% Of the fibers of the wrapping only over a section and thus not over their entire axial length between the filaments of the existing at least one multifilament yarn soul are involved.
- the special core yarn construction can be adapted to the requirements imposed on the yarn according to the invention.
- a high percentage of the incorporated fiber sections means a particularly high stability of the yarn with respect to the mechanical stresses described above (high speed, high number of deflections), while a smaller percentage of the fiber sections involved accordingly also a lower stability of the yarn Garnes with respect to the mechanical stresses described above causes.
- a particularly advantageous embodiment of the yarn according to the invention provides that in this case the core yarn has a single multifilament yarn as the core. Accordingly, depending on the filament count of this single multifilament core yarn and the filament denier, the degree of fixation of the fiber yarns overcladding is also due to entrapped or trapped fibers, so that preferably such a yarn, especially as a fine yarn, i. As a yarn with a low titer is formed.
- the mechanical stability and preferably the displacement of the overlay (wrapping) also depend on how long the fiber section bound by the capillaries (filaments) of the core is.
- these sandwiched fiber sections with a length between 2% and 20%, based on the staple length of the fibers of the fiber yarn, which form the wrapping, are bound or clamped by the filaments of the multifilament yarn forming the core.
- a further improvement of the mechanical stability of the yarn according to the invention can be achieved in that at least a portion of the fibers which form the fiber yarn of the wrapping, bound by other fibers of the fiber yarn of the wrapping and in particular is clamped.
- Such additional incorporation of the fibers of the fiber yarn, which forms the wrapping can be achieved in particular by providing the core yarn produced according to the invention with a slight twist, which is also commonly referred to as protective rotation, preferably for this purpose on the finished core yarn rotation between 50 turns / m and 500 turns / m, in particular between 100 turns / m and 300 turns / m applied.
- the yarn according to the invention has coregarves provided with a protective rotation, the above-mentioned lower rotations are provided depending on the rotations of the protective rotation for the twisting rotation, wherein preferably the protective rotation in the S direction and the twist rotation in the Z direction are applied.
- the above-described additional incorporation of the fibers of the wrapping can be achieved by applying a bond to the yarn according to the invention, preferably in a concentration of between 0.2% by weight and 5% by weight, based on the weight of the finished yarn.
- the desired fixation of the spun yarns depends on the size of the filament count.
- High single filament numbers of the multifilament soul effect Accordingly, a higher fixation of the integrated fibers of the fiber yarn wrapping and thus a higher mechanical stability, in particular against undesirable displacement of the wrapping during processing of the yarn, which can ultimately lead to a yarn break during further processing or to defective productions, wherein the Einzelfilamentiere the multifilament soul between 12 and 1,000, preferably between 24 and 96, varies.
- Particularly suitable embodiments of the yarn according to the invention have such multifilament yarns as a core whose individual filament titer varies between 0.7 dtex and 5 dtex, preferably between 2.5 dtex and 3.8 dtex. This also makes it possible, by varying the Einzelfilamenttiters the degree of fixation of the fibers of the fiber yarn, which forms the wrapping to make.
- the material constituting the multifilament yarn constituting the core it is basically understood that synthetic and semi-synthetic multifilament yarns are selected therefor. These include in particular polyalkylenes, preferably ultra-high modulus polyethylene (Dyneema), peek, glass fibers, carbon fibers, viscose, modal fibers and / or polyacrylic fibers.
- multifilament viscose fibers multifilament polyester fibers, especially high-strength multifilament polyester fibers, multifilament polyamide 6th fibers, multifilament polyamide 6.6 fibers, multifilament aramid fibers and / or multifilament polyamide fibers.
- polyester includes in particular those materials which consist of polyethylene terephthalate.
- card sliver describes all band-like structures in which the fibers are largely or completely present in a parallel arrangement and thus also covers the terms used in the art conveyor belt, carded ribbon or combed tape.
- a combed belt is usually such a belt of parallelized fibers which has a smaller proportion of impurities and / or fibers of lesser axial length compared to an unkempt belt.
- Fiber yarn used as a braiding for the yarn of the invention preferably comprises synthetic fiber yarns and / or natural fiber yarns. It is particularly suitable if the yarn according to the invention comprises, as a braiding, a particular untwisted or only slightly twisted fiber yarn (fiber bundle) of cotton, polyester, polyamide, panox fibers, polyacrylonitrile, viscose, modal, wool, polypropylene, acetate and / or aramid.
- the titer of the single fiber of the aforementioned fiber yarns varies in particular between 0.6 dtex and 2 dtex, preferably between 0.8 dtex and 1.5 dtex.
- the staple length of the previously mentioned fiber yarns preferably depends on the degree of braiding.
- the yarn according to the invention for the wrapping on such fiber yarns whose staple length between 25 mm and 60 mm, preferably between 30 mm and 50 mm, varies.
- the volume and properties of the yarn of the invention can be further varied as desired.
- the yarn according to the invention has a relatively small volume and a lower reversible elasticity compared with an embodiment which contains an air-twisted yarn or a textured yarn as core material with the same quantitative proportion of stranding. Replacing this plain yarn with a textured multifilament core material increases the elasticity of the yarn of the present invention while providing a large volume and a relatively high reversible elasticity when using an air-entangled multifilament core material.
- the yarn according to the invention has in particular between 40% by weight and 80% by weight, preferably between 50% by weight and 75% by weight, of the multifilament yarn forming the core and between 60% by weight and 20% by weight. , Preferably between 50 wt.% And 25 wt.%, The wrapping on.
- Particularly stable embodiments of the yarn according to the invention are achieved in that two to ten, preferably two to four, core yarns of the type described above in connection with the yarn according to the invention are twisted together.
- This embodiment of the yarn according to the invention have outstanding properties at high strength properties, which turns out to be particularly advantageous at high sewing speeds, which reach up to 6,000 m / min.
- the present invention further relates to a method for producing the various embodiments described above the yarn according to the invention with the characterizing features of claim 16.
- the inventive method for producing the yarn according to the invention provides that at least one forming the wrapping of the yarn card sliver is stretched over at least one draw passage and that the drawn card sliver is fed together with the at least one core of the yarn forming multifilament yarn of an air swirl nozzle.
- the method according to the invention has, analogously or identically, all the advantages described above for the corresponding yarn according to the invention.
- the at least one multifilament yarn is spread before contact with the air swirl nozzle.
- This spreading causes the fibers of the fiber yarn during the actual spinning process, i.
- this spreading causes in particular that a sufficiently large distance between the individual capillaries of the soul is formed, so that accordingly the integration or entrapment of the fibers of the fiber yarn, which form the wrapping, can be done excellently.
- the spreading of the filaments of the multifilament core described above can be effected pneumatically, ie thus in particular by a gas flow and preferably by a flow of air which acts on the multifilament yarn by means of a suitable nozzle or by suction.
- the degree of spreading can be controlled.
- the degree of spreading is variable, in particular by the shape and preferably by the curvature of the finger spacer, the type of feeding of the multifilament yarn, in particular its supply voltage and its feed angle ,
- this multifilament yarn can be replaced by a family of monofilament yarns or air-intermingled yarns.
- this group of yarns mentioned before the air swirl nozzle is supplied in such a way that the monofilaments or the individual air-entangled yarns are arranged at a distance from each other.
- these multifilament yarns are preferably supplied individually to the at least one stretched card sliver in front of the air swirl nozzle so as to be spaced apart from the front are arranged.
- this variant of the method according to the invention can be dispensed with the spreading, however, it is of course also possible to provide here the Aufsp Rudditionn described above.
- the core of the core yarn forming multifilament yarns combined in groups or in groups and thus bundled be supplied to the stretched card sliver.
- feeding means in particular that the multifilament yarn or filaments are also brought into contact with the at least one drawn card sliver.
- This can preferably be achieved by means of a tube to be passed through by the multifilament yarn or a ring to be passed through, which is positioned in the running direction of the card sliver, in particular directly in front of the air swirl nozzle.
- the card sliver is additionally combed.
- the combed tape thus produced from the card sliver then has a uniform length of the staple fibers, since by means of this additional process step such staple fibers are combed out, which are quite short-stacked. This in turn means that a yarn produced therefrom, in particular a sewing or embroidery thread, can be processed perfectly within the confection even under extreme mechanical stress.
- the card sliver is stretched over a stretch zone having at least two and preferably two to three stretch passages.
- the stretching of the card sliver in the method according to the invention is carried out in such a way that the card sliver is introduced with a sliver fineness of between 5 Ktex and 1.5 Ktex of the draw zone. Due to the fact that the method according to the invention enables high production speeds, the core yarns according to the invention can be produced in a particularly cost-effective manner by this process. High speeds preferably mean that the drawn card sliver is supplied to the air swirl nozzle at a delivery speed between 150 m / min and 400 m / min, preferably between 220 m / min and 320 m / min.
- the rotation or twisting preferably varies between 50 rotations / m and 800 rotations / m, in particular between 250 rotations / m and 500 rotations / m.
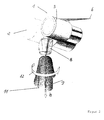
- a generally designated 1 stretched card sliver has a plurality of parallelized individual fibers 1a to 1c, in which case only three individual fibers are shown by way of example.
- the pair of rollers 2 and 3 form the outlet roller pair of the draw zone, wherein opposite to the direction 10 of the yarn before the pair of rollers 2 and 3, a further pair of rollers 4 and 5 is arranged.
- Denoted by 6 is a multifilament yarn which forms the core of the finished yarn.
- This multifilament yarn 6 has a plurality of individual filaments 6a, 6b and 6c, wherein only the two outer individual filaments 6a and 6b and a middle individual filament 6c are shown by way of example.
- the multifilament yarn 6 is withdrawn and spread over a finger spacer 7 in the transport direction 10 so that the individual filaments 6a, 6b and 6c shown by way of example are spaced apart and fed to the fibers 1a, 1b and 1c of the drawn card sliver 1 shown by way of example become.
- the fibers of the card sliver 1 are at least partially bound by individual filaments, in particular adjacent filaments of the multifilament yarn 6 and in particular clamped and fixed when the yarn has passed the air swirl nozzle 8 and the associated spindle 11.
- the stretched card sliver 1 brought into contact with the multifilament yarn 6 is then fed to the air swirl nozzle 8, whereby the yarn 9 according to the invention is spun through the air swirl nozzle 8 with the associated spindle 11.
- FIG. 2 reproduces this spinning process in detail. Downstream of the air swirl nozzle 8 a fixed spindle 11 is arranged, which, as already mentioned, in FIG. 1 not shown. Due to the prevailing in the air-swirl nozzle 8 air flow conditions and the special nozzle geometry, a portion of the fibers of the fiber yarn 1 is placed over the spindle 11 downstream of the air swirl nozzle and there in a rotational movement according to arrow 12, resulting in that Wrap this part of the fibers of the fiber yarn around the soul and form the wrapping there, as in FIG. 1 is schematically indicated by the reference numeral 13.
- a Murata Vortex Type 861 E air-jet spinning machine (manufacturer: Murata Machinery Ltd., Japan) was a card sliver, consisting of a polyester fiber yarn, type 333, fiber length 38 mm, single filament denier 1.3 dtex after stretching the card sliver with two multifilament yarns as air - spun as in principle in the FIGS. 1 and 2 shown and described above. It should be noted that the machine was additionally equipped with the pictured and described Fingerbreithalter 7.
- Each of the two multifilament yarns used consisted of polyester, type 712, 33 dtex, f 16.
- the following parameters were set on the vortex machine for this purpose:
- Hauptverstreckungsrate 55-fold
- Aromaverstreckungsrate 270 times Delivery and admission ratio: 0.980 Delivery Speed: 270 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 5 bar
- the multifilament yarn used to form the core was made of polyester, type 714, 74 dtex, f 24.
- the following parameters were set on the vortex machine for this purpose:
- Hauptverstreckungsrate 55-fold
- Aromaverstreckungsrate 270 times Delivery and admission ratio: 0.980 Delivery Speed: 263 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 5 bar
- cotton As a fiber yarn forming the sheath of the core yarn, cotton was selected, with a denier of 3.8 dtex and a staple length of 34 mm.
- Each of the two multifilament yarns forming the core consisted of Type 712, 74 dtex, f 24.
- the following parameters were set on the vortex machine:
- Hauptverstreckungsrate 40x
- Actavedtex 235-fold Delivery and admission ratio: 0.96 Delivery Speed: 240 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 6.5 bar
- a type 333 polyester having a titer of the single fiber of 1.3 dtex and a staple length of 38 mm was selected.
- a modified industrial sewing machine type Dürkopp Adler DOST sewing machine, class 272-140342 was used, with a stitch length of 3 stitches / cm, a stitching frequency of 5,000 stitches / min and a needle system of Nm 80 stitches have been used as a basis.
- Three layers of a nonwoven fabric were cut to 150 cm, the triple nonwoven web was placed around the sewing machine table and fixed, so that the cut edges overlap.
- the endless belt thus produced was sewn at full speed for thirty rounds of 45 m.
- the number of yarn breaks was determined. To exclude errors, the respective result is correlated to the values determined using a standard thread.
- the standard nonwoven used in the sewing method described above in Embodiment 3 during forward sewing and zig-zag stitching is a nonwoven fabric made by Freudenberg (product name: BO50810T150L100, Article No. 53385724).
- the fabric used there was produced by the Uhingen spinning mill and has the following technical properties: tent fabric, 159 cm R 2/2, 28 / 32.5 28/16 cm / Nm, cotton chain, 100% OE - yarn, weft cotton, 100% ring yarn.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010052620 | 2010-11-29 | ||
| DE102011116465 | 2011-10-20 | ||
| DE102011116936A DE102011116936A1 (de) | 2010-11-29 | 2011-10-26 | Garn, insbesondere Näh- oder Stickgarn sowie Verfahren zur Herstellung eines derartigen Garnes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2463418A1 true EP2463418A1 (fr) | 2012-06-13 |
| EP2463418B1 EP2463418B1 (fr) | 2019-01-09 |
Family
ID=45062805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11009247.5A Not-in-force EP2463418B1 (fr) | 2010-11-29 | 2011-11-22 | Procédé de fabrication d'un fil à coudre ou à broder |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8720174B2 (fr) |
| EP (1) | EP2463418B1 (fr) |
| JP (1) | JP6118494B2 (fr) |
| CN (1) | CN102534915B (fr) |
| DE (1) | DE102011116936A1 (fr) |
| TW (1) | TW201245523A (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11359309B2 (en) | 2018-12-21 | 2022-06-14 | Target Brands, Inc. | Ring spun yarn and method |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0414022D0 (en) * | 2004-06-23 | 2004-07-28 | Dunlop Oil & Marine Ltd | Hybrid hose reinforcements |
| CN102704076B (zh) * | 2012-06-26 | 2014-07-02 | 东华大学 | 长丝展开分劈后上下层再展的复合展丝器、方法及应用 |
| CN102704077B (zh) * | 2012-06-26 | 2014-11-05 | 东华大学 | 二轴系展丝分束的再展与集束复合展丝器、方法及其应用 |
| CN102704121B (zh) * | 2012-06-26 | 2014-07-02 | 东华大学 | 长丝分劈等张力双边限位复合纺纱装置、方法与应用 |
| CN102704114B (zh) * | 2012-06-26 | 2014-08-13 | 东华大学 | 非对称分束展丝的不等汇聚点纺纱方法、复合纱及应用 |
| CN102704075B (zh) * | 2012-06-26 | 2014-07-02 | 东华大学 | 长丝分束二轴系展丝器及应用 |
| CN102704123B (zh) * | 2012-06-26 | 2014-07-02 | 东华大学 | 对称分束展丝同步上盖下托复合纱、纺纱方法及应用 |
| CN102828308B (zh) * | 2012-06-26 | 2015-01-07 | 东华大学 | 一种非等汇聚点双束网复合纱、纺纱方法及应用 |
| CN102704122B (zh) * | 2012-06-26 | 2015-02-25 | 东华大学 | 一种上盖下托式三轴系复合纱、纺纱方法及其应用 |
| CN102704126B (zh) * | 2012-06-26 | 2014-07-02 | 东华大学 | 丝网上盖下托双纱复合的复合纱、纺纱方法及应用 |
| KR101233393B1 (ko) * | 2012-08-16 | 2013-02-15 | 주식회사 뉴지로 | 미세 발열사 및 이를 이용한 발열체 |
| JP5943150B2 (ja) * | 2013-07-22 | 2016-06-29 | 村田機械株式会社 | 糸製造装置及び凝集部 |
| EP3026159A4 (fr) * | 2013-07-22 | 2017-05-31 | Murata Machinery, Ltd. | Dispositif de fabrication de fil |
| CN103572446B (zh) * | 2013-11-06 | 2016-06-08 | 武汉纺织大学 | 一种以空气变形丝为芯线的包芯缝纫线的制造方法 |
| CN103572447B (zh) * | 2013-11-06 | 2016-06-08 | 武汉纺织大学 | 一种复合包芯缝纫线的制造方法 |
| US10053801B2 (en) * | 2014-01-28 | 2018-08-21 | Inman Mills | Sheath and core yarn for thermoplastic composite |
| CN105696137B (zh) * | 2016-04-13 | 2017-10-24 | 宁波萌恒抽纱有限公司 | 一种立体浮花 |
| CN106480569B (zh) * | 2016-12-14 | 2018-10-02 | 江南大学 | 一种智能吸湿排汗纱线 |
| DE102017102623A1 (de) | 2017-02-09 | 2018-08-09 | TRüTZSCHLER GMBH & CO. KG | Verfahren und Anlage zur Bearbeitung von Fasern |
| TWI682081B (zh) * | 2017-09-20 | 2020-01-11 | 南良實業股份有限公司 | 高強力耐切割複合紗線及其製法 |
| CN108754694A (zh) * | 2018-06-26 | 2018-11-06 | 桐乡市易知简能信息技术有限公司 | 一种有色耐磨复合纱线的制备方法 |
| US11713522B2 (en) * | 2018-09-12 | 2023-08-01 | Inman Mills | Woven fabric with hollow channel for prevention of structural damage to functional yarn, monofilament yarn, or wire contained therein |
| CN109881491A (zh) * | 2019-02-14 | 2019-06-14 | 宁波萌恒抽纱有限公司 | 一种鱼丝线绣花的加工方法 |
| JP2023535645A (ja) | 2020-08-17 | 2023-08-18 | 賽立特(南通)安全用品有限公司 | 複合紡績糸、加工方法及びその加工装置、並びに防護用品 |
| JP7265572B2 (ja) * | 2021-03-19 | 2023-04-26 | 日本毛織株式会社 | 多層構造紡績糸、その製造方法、生地及び衣類 |
| CN115369532A (zh) * | 2021-05-21 | 2022-11-22 | 香港纺织及成衣研发中心有限公司 | 一种聚乳酸复合纱线及其制备方法和应用 |
| CN113388931B (zh) * | 2021-06-03 | 2022-07-01 | 东台市润生纺机专件有限公司 | 一种高精度的棉纺粗纱机罗拉 |
| CN113981575B (zh) * | 2021-11-23 | 2023-07-28 | 武汉纺织大学 | 短纤须条完全包覆长丝的转杯包芯纺纱方法及装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2232281A1 (de) * | 1971-07-01 | 1973-01-11 | Deering Milliken Res Corp | Vorrichtung zum erzeugen eines zusammengesetzten garns |
| DE3835169A1 (de) * | 1988-08-25 | 1990-04-19 | Barmag Barmer Maschf | Herstellung eines kern-mantel-garns |
| DE4035908A1 (de) * | 1990-11-12 | 1992-05-14 | Amann & Soehne | Garn, insbesondere naehgarn, sowie verfahren zur herstellung eines derartigen garnes |
| EP0569891A1 (fr) * | 1992-05-12 | 1993-11-18 | AMANN & SÖHNE GmbH & Co. | Fil et procédé pour la production d'un fil |
| JPH07216679A (ja) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | 複合ミシン糸及びその製造方法 |
| US6370858B1 (en) * | 1999-12-13 | 2002-04-16 | Murata Kikai Kabushiki Kaisha | Core yarn production method and apparatus |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3342028A (en) * | 1965-04-21 | 1967-09-19 | Kurashiki Rayon Co | Method of producing an elastic core yarn |
| US3343356A (en) * | 1965-09-03 | 1967-09-26 | Burlington Industries Inc | Method and apparatus for producing core yarn |
| JPS5526215B1 (fr) * | 1971-07-12 | 1980-07-11 | ||
| US3845611A (en) * | 1972-05-03 | 1974-11-05 | Electrospin Corp | Method and apparatus for producing composite yarn |
| CA1002401A (en) * | 1974-03-29 | 1976-12-28 | John Umiastowski | Yarn forming method and product thereof |
| JPS5620624A (en) * | 1979-07-24 | 1981-02-26 | Teijin Ltd | Composite three layered structure yarn having japanese brocade feeling |
| US4489540A (en) * | 1982-01-26 | 1984-12-25 | Asa S.A. | Process and device for obtaining a spun yarn of fibres comprising an internal core and novel types of spun yarns thus made |
| FR2520390B1 (fr) * | 1982-01-26 | 1984-05-25 | Asa Sa | |
| US5103626A (en) * | 1984-12-03 | 1992-04-14 | Burlington Industries, Inc. | Fasciated yarn structure made by vacuum spinning |
| DE3828768C2 (de) * | 1987-08-29 | 1995-05-18 | Klaus Dipl Ing Bartkowiak | Verfahren und Vorrichtung zur Herstellung eines Kern-Mantel-Garnes |
| DE4121638C2 (de) * | 1990-08-17 | 1993-11-04 | Amann & Soehne | Garn, insbesondere naehgarn, sowie verfahren zur herstellung eines derartigen garnes |
| USH1225H (en) * | 1991-09-05 | 1993-09-07 | False-twisting process for producing intertwined yarn of comfort and high cut-resistance | |
| US5568719A (en) * | 1992-06-11 | 1996-10-29 | Prospin Industries, Inc. | Composite yarn including a staple fiber covering a filament yarn component and confining the filament yarn component to a second thickness that is less than a first thickness of the filament in a relaxed state and a process for producing the same |
| JPH08158164A (ja) * | 1994-12-09 | 1996-06-18 | Mitsubishi Rayon Co Ltd | 結束紡績法による長繊維/短繊維複合糸の製造方法 |
| JPH10102339A (ja) * | 1996-09-30 | 1998-04-21 | Toyobo Co Ltd | 複合結束紡績糸の製造法 |
| JPH10183437A (ja) * | 1996-12-20 | 1998-07-14 | Toyobo Co Ltd | 複合糸の製造方法 |
| US6405519B1 (en) * | 2000-02-23 | 2002-06-18 | Burke Mills, Inc. | Composite, break-resistant sewing thread and method |
| DE60212856T2 (de) * | 2001-08-07 | 2007-01-18 | Teijin Ltd. | Als verstärkung geeignetes verbundgarn und dessen herstellung |
| JP4501372B2 (ja) * | 2003-07-29 | 2010-07-14 | 東レ株式会社 | コアーヤーン縫糸 |
| JP2006118061A (ja) * | 2004-10-19 | 2006-05-11 | Toray Ind Inc | コアーヤーン縫糸 |
| JP4876807B2 (ja) * | 2006-09-13 | 2012-02-15 | 東レ株式会社 | コアーヤーン縫糸およびその製造方法 |
| JP2008174848A (ja) * | 2007-01-16 | 2008-07-31 | Toray Ind Inc | コアーヤーン縫糸およびその製造方法 |
| JP4952780B2 (ja) * | 2009-12-28 | 2012-06-13 | 東レ株式会社 | コアーヤーン縫糸 |
-
2011
- 2011-10-26 DE DE102011116936A patent/DE102011116936A1/de not_active Withdrawn
- 2011-11-22 TW TW100142674A patent/TW201245523A/zh unknown
- 2011-11-22 EP EP11009247.5A patent/EP2463418B1/fr not_active Not-in-force
- 2011-11-28 JP JP2011258751A patent/JP6118494B2/ja active Active
- 2011-11-29 US US13/305,875 patent/US8720174B2/en not_active Expired - Fee Related
- 2011-11-29 CN CN201110386171.9A patent/CN102534915B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2232281A1 (de) * | 1971-07-01 | 1973-01-11 | Deering Milliken Res Corp | Vorrichtung zum erzeugen eines zusammengesetzten garns |
| DE3835169A1 (de) * | 1988-08-25 | 1990-04-19 | Barmag Barmer Maschf | Herstellung eines kern-mantel-garns |
| DE4035908A1 (de) * | 1990-11-12 | 1992-05-14 | Amann & Soehne | Garn, insbesondere naehgarn, sowie verfahren zur herstellung eines derartigen garnes |
| EP0569891A1 (fr) * | 1992-05-12 | 1993-11-18 | AMANN & SÖHNE GmbH & Co. | Fil et procédé pour la production d'un fil |
| JPH07216679A (ja) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | 複合ミシン糸及びその製造方法 |
| US6370858B1 (en) * | 1999-12-13 | 2002-04-16 | Murata Kikai Kabushiki Kaisha | Core yarn production method and apparatus |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11359309B2 (en) | 2018-12-21 | 2022-06-14 | Target Brands, Inc. | Ring spun yarn and method |
| US11767618B2 (en) | 2018-12-21 | 2023-09-26 | Target Brands, Inc. | Ring spun yarn and method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2463418B1 (fr) | 2019-01-09 |
| JP6118494B2 (ja) | 2017-04-19 |
| DE102011116936A1 (de) | 2012-05-31 |
| CN102534915B (zh) | 2016-11-23 |
| US8720174B2 (en) | 2014-05-13 |
| CN102534915A (zh) | 2012-07-04 |
| JP2012117194A (ja) | 2012-06-21 |
| US20120137649A1 (en) | 2012-06-07 |
| TW201245523A (en) | 2012-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2463418B1 (fr) | Procédé de fabrication d'un fil à coudre ou à broder | |
| DE60212856T2 (de) | Als verstärkung geeignetes verbundgarn und dessen herstellung | |
| DE1785630C3 (de) | Umwickeltes Garn | |
| DE2428483B2 (de) | Garn bestehend aus einem ungedrehten spinnfaserbaendchen und mindestens einem dieses spinnfaserbaendchen umwindenden filamentgarn | |
| DE2528837A1 (de) | Zusammengesetztes, versponnenes garn und verfahren zur herstellung desselben | |
| DE2232281A1 (de) | Vorrichtung zum erzeugen eines zusammengesetzten garns | |
| DE2416880A1 (de) | Spiralfoermig umhuelltes garn, verfahren und vorrichtung zu dessen herstellung | |
| DE2954534C2 (fr) | ||
| DE2447715A1 (de) | Vorgarn und verfahren zu dessen herstellung | |
| DE2942131A1 (de) | Garn und verfahren zu seiner herstellung | |
| DE202015009656U1 (de) | Filament-Kern für ein elastisches Garn, ein elastisches Verbundgarn, Textilgewebe und Anordnung zur Herstellung des elastischen Garns | |
| DE102006037716A1 (de) | Vorrichtung zum Herstellen einer Maschenware | |
| EP0161572A1 (fr) | Procédé de fabrication d'un fil mélangé | |
| DE102006011212A1 (de) | Antrieb für eine Vorrichtung zur Herstellung einer Maschenware | |
| DE2432440A1 (de) | Fuelliges garn und verfahren zu seiner herstellung | |
| DE3742183C1 (de) | Gewebeband fuer technische Zwecke | |
| DE102019135719B4 (de) | Vorrichtung und Verfahren zur Herstellung eines Core-Garns | |
| EP1036866B1 (fr) | Fil à coudre et procédé pour la production d'un tel fil à coudre | |
| DE2462400C2 (de) | Verfahren zum Herstellen eines Umwindegarnes | |
| DE3424632A1 (de) | Textilprodukt von typ stapelfasergarn, verfahren und vorrichtung zu seiner herstellung | |
| EP1159473A1 (fr) | Procede et dispositif, ainsi qu'utilisation dudit dispositif pour la production d'un fil melange ou composite | |
| DE2407357A1 (de) | Garn und verfahren zu seiner herstellung | |
| DE2428484A1 (de) | Drehungsfreies multifilamentgarn und verfahren zu seiner herstellung | |
| DE2514302C3 (de) | Core-Garn | |
| DE2229727C3 (de) | Verfahren und Vorrichtung zur Herstellung hochlosen Gams mittels eines Falschdrallsystems |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121128 |
|
| 17Q | First examination report despatched |
Effective date: 20150105 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180404 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20180830 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1087405 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011015243 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011015243 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| 26N | No opposition filed |
Effective date: 20191010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011015243 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191130 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1087405 Country of ref document: AT Kind code of ref document: T Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20111122 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |