EP2463418A1 - Yarn, particular sewing yarn or embroidery yarn as well as method for producing such a yarn - Google Patents
Yarn, particular sewing yarn or embroidery yarn as well as method for producing such a yarn Download PDFInfo
- Publication number
- EP2463418A1 EP2463418A1 EP11009247A EP11009247A EP2463418A1 EP 2463418 A1 EP2463418 A1 EP 2463418A1 EP 11009247 A EP11009247 A EP 11009247A EP 11009247 A EP11009247 A EP 11009247A EP 2463418 A1 EP2463418 A1 EP 2463418A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarn
- multifilament
- core
- fiber
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
- D02G3/367—Cored or coated yarns or threads using a drawing frame
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/46—Sewing-cottons or the like
Definitions
- the present invention relates to a yarn, in particular a sewing or embroidery thread, with the features of the preamble of patent claim 1 and a method for producing such a yarn with the features of the preamble of claim 16.
- Yarns, in particular sewing or embroidery threads, which have the structure of a core yarn have long been known.
- these known core yarns consist of a core which is formed from a multifilament yarn, this multifilament core being wound with a fiber yarn, which is also commonly referred to as staple fibers, which is usually carried out on ring spinning machines.
- the yarn is rotated high after the core material is wound around, or alternatively, at least two braided core materials are twisted together after pre-twisting.
- the yarn according to the invention which is used in particular as sewing or embroidery thread, has the structure of a core yarn on, wherein this core yarn is provided with at least one consisting of a multifilament yarn soul, which in turn has a wrapping of fiber yarns.
- this core yarn is provided with at least one consisting of a multifilament yarn soul, which in turn has a wrapping of fiber yarns.
- the yarn according to the invention at least a portion of the fibers forming the particular untwisted or only slightly twisted fiber yarn of the winding over the entire axial fiber length or over a portion of the axial fiber length between the filaments of the at least a multifilament yarn of the soul involved and in particular clamped.
- the multifilament soul is involved and preferably clamped, while the unincorporated or Unclamped fibers of the wrap (wrapping) spirally arrange around the soul material.
- the unconnected or unclamped sections of the fibers also spirally wrap around the core material and fix the uninsulated or unclamped fibers there or protrude from the core longitudinal axis.
- the yarn according to the invention has a proportion of staple fibers which is at most 50% by weight and which is preferably between 50% by weight and 25% by weight and in particular between 45% by weight and 35% by weight, based on the weight of the finished product Coregarnes, varies.
- the yarn of the invention has over the conventional core yarn on the advantage that the wrap (wrapping) due to the previously described involvement and in particular entrapment is particularly safe and secure against displacement relative to the longitudinal axis of the soul, without it For this purpose, the high rotation or twisting described at the beginning of the prior art is absolutely necessary.
- the yarn of the invention has a much softer feel than a conventionally made core yarn, which is a particular advantage in terms of comfort in ready-made parts, especially underwear, bedding, towels, blouses, T-shirts o. Like., Which are provided with the sewing thread or embroidery thread according to the invention, proves.
- the further advantage of the yarn according to the invention is that it is particularly inexpensive to produce compared to conventional core yarns, since cost-intensive up-twining or twisting is not absolutely necessary here.
- the positive properties described above have in particular those embodiments of the yarn according to the invention, in which the proportion of over its entire axial length or only over a portion of the axial fiber length included or clamped fibers between 1 wt.% And 60 wt.%, Based on the total fiber weight of the wrap varies. In other words, in this case 1% by weight to 60% by weight of the total fiber weight fraction of the wrapping between the above-described filaments of the core material is bound or clamped, and with increasing proportion of the fibers thus bound or clamped accordingly the slack slope of the wrap (wrapping) can be further reduced. This in turn makes it possible, by varying the proportion of incorporated or trapped fibers, to adjust the requirements imposed on the respective yarn in a particularly simple manner.
- the proportion of the fixed fibers mentioned above preferably varies between 1 wt .% And 15 wt.%, And at correspondingly higher requirements, in particular between 16 wt.% And 39 wt.%, Each based on the total fiber weight of the wrapping.
- a further possibility for adapting the yarn according to the invention to the special requirements imposed thereon is given by the fact that in a further embodiment of the yarn according to the invention between 1 wt.% And 30 wt.% Of the fibers of the wrapping only over a section and thus not over their entire axial length between the filaments of the existing at least one multifilament yarn soul are involved.
- the special core yarn construction can be adapted to the requirements imposed on the yarn according to the invention.
- a high percentage of the incorporated fiber sections means a particularly high stability of the yarn with respect to the mechanical stresses described above (high speed, high number of deflections), while a smaller percentage of the fiber sections involved accordingly also a lower stability of the yarn Garnes with respect to the mechanical stresses described above causes.
- a particularly advantageous embodiment of the yarn according to the invention provides that in this case the core yarn has a single multifilament yarn as the core. Accordingly, depending on the filament count of this single multifilament core yarn and the filament denier, the degree of fixation of the fiber yarns overcladding is also due to entrapped or trapped fibers, so that preferably such a yarn, especially as a fine yarn, i. As a yarn with a low titer is formed.
- the mechanical stability and preferably the displacement of the overlay (wrapping) also depend on how long the fiber section bound by the capillaries (filaments) of the core is.
- these sandwiched fiber sections with a length between 2% and 20%, based on the staple length of the fibers of the fiber yarn, which form the wrapping, are bound or clamped by the filaments of the multifilament yarn forming the core.
- a further improvement of the mechanical stability of the yarn according to the invention can be achieved in that at least a portion of the fibers which form the fiber yarn of the wrapping, bound by other fibers of the fiber yarn of the wrapping and in particular is clamped.
- Such additional incorporation of the fibers of the fiber yarn, which forms the wrapping can be achieved in particular by providing the core yarn produced according to the invention with a slight twist, which is also commonly referred to as protective rotation, preferably for this purpose on the finished core yarn rotation between 50 turns / m and 500 turns / m, in particular between 100 turns / m and 300 turns / m applied.
- the yarn according to the invention has coregarves provided with a protective rotation, the above-mentioned lower rotations are provided depending on the rotations of the protective rotation for the twisting rotation, wherein preferably the protective rotation in the S direction and the twist rotation in the Z direction are applied.
- the above-described additional incorporation of the fibers of the wrapping can be achieved by applying a bond to the yarn according to the invention, preferably in a concentration of between 0.2% by weight and 5% by weight, based on the weight of the finished yarn.
- the desired fixation of the spun yarns depends on the size of the filament count.
- High single filament numbers of the multifilament soul effect Accordingly, a higher fixation of the integrated fibers of the fiber yarn wrapping and thus a higher mechanical stability, in particular against undesirable displacement of the wrapping during processing of the yarn, which can ultimately lead to a yarn break during further processing or to defective productions, wherein the Einzelfilamentiere the multifilament soul between 12 and 1,000, preferably between 24 and 96, varies.
- Particularly suitable embodiments of the yarn according to the invention have such multifilament yarns as a core whose individual filament titer varies between 0.7 dtex and 5 dtex, preferably between 2.5 dtex and 3.8 dtex. This also makes it possible, by varying the Einzelfilamenttiters the degree of fixation of the fibers of the fiber yarn, which forms the wrapping to make.
- the material constituting the multifilament yarn constituting the core it is basically understood that synthetic and semi-synthetic multifilament yarns are selected therefor. These include in particular polyalkylenes, preferably ultra-high modulus polyethylene (Dyneema), peek, glass fibers, carbon fibers, viscose, modal fibers and / or polyacrylic fibers.
- multifilament viscose fibers multifilament polyester fibers, especially high-strength multifilament polyester fibers, multifilament polyamide 6th fibers, multifilament polyamide 6.6 fibers, multifilament aramid fibers and / or multifilament polyamide fibers.
- polyester includes in particular those materials which consist of polyethylene terephthalate.
- card sliver describes all band-like structures in which the fibers are largely or completely present in a parallel arrangement and thus also covers the terms used in the art conveyor belt, carded ribbon or combed tape.
- a combed belt is usually such a belt of parallelized fibers which has a smaller proportion of impurities and / or fibers of lesser axial length compared to an unkempt belt.
- Fiber yarn used as a braiding for the yarn of the invention preferably comprises synthetic fiber yarns and / or natural fiber yarns. It is particularly suitable if the yarn according to the invention comprises, as a braiding, a particular untwisted or only slightly twisted fiber yarn (fiber bundle) of cotton, polyester, polyamide, panox fibers, polyacrylonitrile, viscose, modal, wool, polypropylene, acetate and / or aramid.
- the titer of the single fiber of the aforementioned fiber yarns varies in particular between 0.6 dtex and 2 dtex, preferably between 0.8 dtex and 1.5 dtex.
- the staple length of the previously mentioned fiber yarns preferably depends on the degree of braiding.
- the yarn according to the invention for the wrapping on such fiber yarns whose staple length between 25 mm and 60 mm, preferably between 30 mm and 50 mm, varies.
- the volume and properties of the yarn of the invention can be further varied as desired.
- the yarn according to the invention has a relatively small volume and a lower reversible elasticity compared with an embodiment which contains an air-twisted yarn or a textured yarn as core material with the same quantitative proportion of stranding. Replacing this plain yarn with a textured multifilament core material increases the elasticity of the yarn of the present invention while providing a large volume and a relatively high reversible elasticity when using an air-entangled multifilament core material.
- the yarn according to the invention has in particular between 40% by weight and 80% by weight, preferably between 50% by weight and 75% by weight, of the multifilament yarn forming the core and between 60% by weight and 20% by weight. , Preferably between 50 wt.% And 25 wt.%, The wrapping on.
- Particularly stable embodiments of the yarn according to the invention are achieved in that two to ten, preferably two to four, core yarns of the type described above in connection with the yarn according to the invention are twisted together.
- This embodiment of the yarn according to the invention have outstanding properties at high strength properties, which turns out to be particularly advantageous at high sewing speeds, which reach up to 6,000 m / min.
- the present invention further relates to a method for producing the various embodiments described above the yarn according to the invention with the characterizing features of claim 16.
- the inventive method for producing the yarn according to the invention provides that at least one forming the wrapping of the yarn card sliver is stretched over at least one draw passage and that the drawn card sliver is fed together with the at least one core of the yarn forming multifilament yarn of an air swirl nozzle.
- the method according to the invention has, analogously or identically, all the advantages described above for the corresponding yarn according to the invention.
- the at least one multifilament yarn is spread before contact with the air swirl nozzle.
- This spreading causes the fibers of the fiber yarn during the actual spinning process, i.
- this spreading causes in particular that a sufficiently large distance between the individual capillaries of the soul is formed, so that accordingly the integration or entrapment of the fibers of the fiber yarn, which form the wrapping, can be done excellently.
- the spreading of the filaments of the multifilament core described above can be effected pneumatically, ie thus in particular by a gas flow and preferably by a flow of air which acts on the multifilament yarn by means of a suitable nozzle or by suction.
- the degree of spreading can be controlled.
- the degree of spreading is variable, in particular by the shape and preferably by the curvature of the finger spacer, the type of feeding of the multifilament yarn, in particular its supply voltage and its feed angle ,
- this multifilament yarn can be replaced by a family of monofilament yarns or air-intermingled yarns.
- this group of yarns mentioned before the air swirl nozzle is supplied in such a way that the monofilaments or the individual air-entangled yarns are arranged at a distance from each other.
- these multifilament yarns are preferably supplied individually to the at least one stretched card sliver in front of the air swirl nozzle so as to be spaced apart from the front are arranged.
- this variant of the method according to the invention can be dispensed with the spreading, however, it is of course also possible to provide here the Aufsp Rudditionn described above.
- the core of the core yarn forming multifilament yarns combined in groups or in groups and thus bundled be supplied to the stretched card sliver.
- feeding means in particular that the multifilament yarn or filaments are also brought into contact with the at least one drawn card sliver.
- This can preferably be achieved by means of a tube to be passed through by the multifilament yarn or a ring to be passed through, which is positioned in the running direction of the card sliver, in particular directly in front of the air swirl nozzle.
- the card sliver is additionally combed.
- the combed tape thus produced from the card sliver then has a uniform length of the staple fibers, since by means of this additional process step such staple fibers are combed out, which are quite short-stacked. This in turn means that a yarn produced therefrom, in particular a sewing or embroidery thread, can be processed perfectly within the confection even under extreme mechanical stress.
- the card sliver is stretched over a stretch zone having at least two and preferably two to three stretch passages.
- the stretching of the card sliver in the method according to the invention is carried out in such a way that the card sliver is introduced with a sliver fineness of between 5 Ktex and 1.5 Ktex of the draw zone. Due to the fact that the method according to the invention enables high production speeds, the core yarns according to the invention can be produced in a particularly cost-effective manner by this process. High speeds preferably mean that the drawn card sliver is supplied to the air swirl nozzle at a delivery speed between 150 m / min and 400 m / min, preferably between 220 m / min and 320 m / min.
- the rotation or twisting preferably varies between 50 rotations / m and 800 rotations / m, in particular between 250 rotations / m and 500 rotations / m.
- a generally designated 1 stretched card sliver has a plurality of parallelized individual fibers 1a to 1c, in which case only three individual fibers are shown by way of example.
- the pair of rollers 2 and 3 form the outlet roller pair of the draw zone, wherein opposite to the direction 10 of the yarn before the pair of rollers 2 and 3, a further pair of rollers 4 and 5 is arranged.
- Denoted by 6 is a multifilament yarn which forms the core of the finished yarn.
- This multifilament yarn 6 has a plurality of individual filaments 6a, 6b and 6c, wherein only the two outer individual filaments 6a and 6b and a middle individual filament 6c are shown by way of example.
- the multifilament yarn 6 is withdrawn and spread over a finger spacer 7 in the transport direction 10 so that the individual filaments 6a, 6b and 6c shown by way of example are spaced apart and fed to the fibers 1a, 1b and 1c of the drawn card sliver 1 shown by way of example become.
- the fibers of the card sliver 1 are at least partially bound by individual filaments, in particular adjacent filaments of the multifilament yarn 6 and in particular clamped and fixed when the yarn has passed the air swirl nozzle 8 and the associated spindle 11.
- the stretched card sliver 1 brought into contact with the multifilament yarn 6 is then fed to the air swirl nozzle 8, whereby the yarn 9 according to the invention is spun through the air swirl nozzle 8 with the associated spindle 11.
- FIG. 2 reproduces this spinning process in detail. Downstream of the air swirl nozzle 8 a fixed spindle 11 is arranged, which, as already mentioned, in FIG. 1 not shown. Due to the prevailing in the air-swirl nozzle 8 air flow conditions and the special nozzle geometry, a portion of the fibers of the fiber yarn 1 is placed over the spindle 11 downstream of the air swirl nozzle and there in a rotational movement according to arrow 12, resulting in that Wrap this part of the fibers of the fiber yarn around the soul and form the wrapping there, as in FIG. 1 is schematically indicated by the reference numeral 13.
- a Murata Vortex Type 861 E air-jet spinning machine (manufacturer: Murata Machinery Ltd., Japan) was a card sliver, consisting of a polyester fiber yarn, type 333, fiber length 38 mm, single filament denier 1.3 dtex after stretching the card sliver with two multifilament yarns as air - spun as in principle in the FIGS. 1 and 2 shown and described above. It should be noted that the machine was additionally equipped with the pictured and described Fingerbreithalter 7.
- Each of the two multifilament yarns used consisted of polyester, type 712, 33 dtex, f 16.
- the following parameters were set on the vortex machine for this purpose:
- Hauptverstreckungsrate 55-fold
- Aromaverstreckungsrate 270 times Delivery and admission ratio: 0.980 Delivery Speed: 270 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 5 bar
- the multifilament yarn used to form the core was made of polyester, type 714, 74 dtex, f 24.
- the following parameters were set on the vortex machine for this purpose:
- Hauptverstreckungsrate 55-fold
- Aromaverstreckungsrate 270 times Delivery and admission ratio: 0.980 Delivery Speed: 263 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 5 bar
- cotton As a fiber yarn forming the sheath of the core yarn, cotton was selected, with a denier of 3.8 dtex and a staple length of 34 mm.
- Each of the two multifilament yarns forming the core consisted of Type 712, 74 dtex, f 24.
- the following parameters were set on the vortex machine:
- Hauptverstreckungsrate 40x
- Actavedtex 235-fold Delivery and admission ratio: 0.96 Delivery Speed: 240 m / min
- Cross Wrap 16 ° traverse angle
- Air nozzle pressure 6.5 bar
- a type 333 polyester having a titer of the single fiber of 1.3 dtex and a staple length of 38 mm was selected.
- a modified industrial sewing machine type Dürkopp Adler DOST sewing machine, class 272-140342 was used, with a stitch length of 3 stitches / cm, a stitching frequency of 5,000 stitches / min and a needle system of Nm 80 stitches have been used as a basis.
- Three layers of a nonwoven fabric were cut to 150 cm, the triple nonwoven web was placed around the sewing machine table and fixed, so that the cut edges overlap.
- the endless belt thus produced was sewn at full speed for thirty rounds of 45 m.
- the number of yarn breaks was determined. To exclude errors, the respective result is correlated to the values determined using a standard thread.
- the standard nonwoven used in the sewing method described above in Embodiment 3 during forward sewing and zig-zag stitching is a nonwoven fabric made by Freudenberg (product name: BO50810T150L100, Article No. 53385724).
- the fabric used there was produced by the Uhingen spinning mill and has the following technical properties: tent fabric, 159 cm R 2/2, 28 / 32.5 28/16 cm / Nm, cotton chain, 100% OE - yarn, weft cotton, 100% ring yarn.
Abstract
Description
Die vorliegende Erfindung betrifft ein Garn, insbesondere ein Näh- oder Stickgarn, mit den Merkmalen des Oberbegriffs des Patentanspruchs 1 sowie ein Verfahren zur Herstellung eines derartigen Garnes mit den Merkmalen des Oberbegriffes des Patentanspruchs 16.The present invention relates to a yarn, in particular a sewing or embroidery thread, with the features of the preamble of
Garne, insbesondere Näh- oder Stickgarne, die die Struktur eines Coregarnes aufweisen, sind seit langem bekannt. So bestehen diese bekannten Coregarne aus einer Seele, die aus einem Multifilamentgarn ausgebildet ist, wobei diese multifile Seele mit einem Fasergarn, das auch üblicherweise als Stapelfasern bezeichnet wird, umsponnen wird, was üblicherweise auf Ringspinnmaschinen durchgeführt wird. Um den erforderlichen Zusammenhalt des Garnes sicherzustellen, wird das Garn nach der Umspinnung des Seelenmaterials hoch gedreht oder alternativ hierzu werden mindestens zwei umsponnenen Seelenmaterialien nach Vordrehung miteinander verzwirnt. Durch die zuvor angesprochene hohe Drehung oder durch die Zwirnung wird die Fasergarn-Umspinnung relativ zu dem dann gedrehten Seelenmaterial bzw. den umsponnenen und miteinander verzwirnten Seelenmaterialen aufgrund der hierdurch hervorgerufenen äußeren Klemmung des Fasergarns fixiert, so daß Aufschiebungen der Umspinnung weitestgehend vermieden werden.Yarns, in particular sewing or embroidery threads, which have the structure of a core yarn have long been known. Thus, these known core yarns consist of a core which is formed from a multifilament yarn, this multifilament core being wound with a fiber yarn, which is also commonly referred to as staple fibers, which is usually carried out on ring spinning machines. In order to ensure the necessary cohesion of the yarn, the yarn is rotated high after the core material is wound around, or alternatively, at least two braided core materials are twisted together after pre-twisting. Due to the above-mentioned high rotation or by twisting the fiber yarn wrapping is fixed relative to the then rotated soul material or the braided and twisted soul materials due to the thereby caused external clamping of the fiber yarn, so that Aufschiebungen the wrapping are largely avoided.
Desweiteren ist es bekannt, aus Stapelfasergarnen nach dem sogenannten Murata-Vortex-Luftspinnverfahren mit Hilfe einer einzigen Luft-Dralldüse relativ voluminöse Fasergarne zu erzeugen, wobei diese Garne eine Seele aus Fasergarnen und einen Mantel aus Umwindefasern aufweisen. Der Mantel dieser so hergestellten Garne weist über den Garnquerschnitt gesehen mindestens 75 Gew.% Stapelfasern auf, die mit Hilfe der feststehenden, stromab der Düse angeordneten Spindel und der hiervon hervorgerufenen Luftverwirbelung um die aus Stapelfasergarnen bestehenden Seele gewickelt sind. Die so hergestellten Garne sind jedoch keinen hohen mechanischen Anforderungen, wie sie beispielsweise beim Nähen und Sticken auf die entsprechenden Näh- bzw. Stickgarne einwirken, gewachsen.Furthermore, it is known from staple fiber yarns according to the so-called Murata vortex air spinning method using a single air swirl nozzle to produce relatively bulky fiber yarns, these yarns have a core of fiber yarns and a sheath of Umwindefasern. The sheath of these yarns thus produced has seen over the yarn cross section at least 75 wt.% Staple fibers, which are wound with the help of the fixed, arranged downstream of the nozzle spindle and the air turbulence caused thereby around the core consisting of staple fiber yarns. However, the yarns produced in this way do not have any high mechanical requirements, as they act, for example, when sewing and embroidering on the corresponding sewing or embroidery yarns.
Die Herstellung der eingangs beschriebenen konventionellen Coregarne ist aufgrund der Aufbringung der Drehung bzw. der Zwirnung besonders kostenintensiv, während die zuletzt beschriebenen reinen Fasergarne als Näh- oder Stickgarne nicht verwendbar sind.The production of the above-described conventional core yarns is particularly costly due to the application of rotation or twisting, while the last-described pure fiber yarns are not usable as sewing or embroidery threads.
Der vorliegenden Erfindung liegt die Aufgabe zugrunde, ein Garn, insbesondere ein Nähgarn oder ein Stickgarn, zur Verfügung zu stellen, das die Konstruktion eines Coregarnes aufweist, wobei jedoch die aus Fasergarnen (=Stapelfasergarnen oder kurz auch Fasern) bestehenden Ummantelung dieses Coregarnes besonders fest am Seelenmaterial fixiert sein soll. Desweiteren liegt der vorliegenden Erfindung die Aufgabe zugrunde, ein besonders kostengünstiges Verfahren zur Herstellung des zuvor beschriebenen Garnes zur Verfügung zu stellen.The present invention has for its object to provide a yarn, in particular a sewing thread or an embroidery thread, which has the construction of a core yarn, but the fiber yarns (= staple yarns or short fibers) sheathing this Coregarnes particularly firm on Soul material should be fixed. Furthermore, the present invention has the object to provide a particularly cost-effective method for producing the yarn described above.
Diese Aufgaben werden erfindungsgemäße durch ein Garn mit den kennzeichnenden Merkmalen des Patentanspruchs 1 sowie durch ein Verfahren mit den kennzeichnenden Merkmalen des Patentanspruchs 16 gelöst.These objects are achieved by a yarn with the characterizing features of
Das erfindungsgemäße Garn, das insbesondere als Näh- oder Stickgarn verwendet wird, weist die Struktur eines Coregarnes auf, wobei dieses Coregarn mit mindestens einer aus einem Multifilamentgarn bestehenden Seele versehen ist, die ihrerseits wiederum eine Umspinnung aus Fasergarnen besitzt. Im Gegensatz zu dem eingangs beschriebenen herkömmlichen Coregarnen ist jedoch bei dem erfindungsgemäßen Garn mindestens ein Anteil der Fasern, die das insbesondere ungedrehte oder nur gering gedrehte Fasergarn der Umspinnung ausbilden, über die gesamte axiale Faserlänge oder über einen Abschnitt der axialen Faserlänge zwischen den Filamenten des mindestens einen Multifilamentgarnes der Seele eingebunden und insbesondere eingeklemmt. Mit anderen Worten wird somit ein bestimmter Anteil der die Umspinnung ausbildenden Fasern über ihre gesamte axiale Länge oder über einen Abschnitt der axialen Faserlänge zwischen den Filamenten, insbesondere zwischen den benachbarten Filamenten, der multifilen Seele eingebunden und vorzugsweise eingeklemmt, während sich die nicht eingebundenen bzw. nicht eingeklemmten Fasern der Umwindung (Umspinnung) spiralförmig um das Seelenmaterial anordnen. Die nicht eingebundenen bzw. nicht eingeklemmten Abschnitte der Fasern winden sich abhängig von ihrer Länge ebenfalls spiralförmig um das Seelenmaterial und fixieren dort die nicht eingebundenen bzw. nicht eingeklemmten Fasern oder stehen von der Seelenlängsachse ab.The yarn according to the invention, which is used in particular as sewing or embroidery thread, has the structure of a core yarn on, wherein this core yarn is provided with at least one consisting of a multifilament yarn soul, which in turn has a wrapping of fiber yarns. In contrast to the conventional core yarn described above, however, in the yarn according to the invention at least a portion of the fibers forming the particular untwisted or only slightly twisted fiber yarn of the winding over the entire axial fiber length or over a portion of the axial fiber length between the filaments of the at least a multifilament yarn of the soul involved and in particular clamped. In other words, therefore, a certain proportion of the fibers forming the wrapping over its entire axial length or over a portion of the axial fiber length between the filaments, in particular between the adjacent filaments, the multifilament soul is involved and preferably clamped, while the unincorporated or Unclamped fibers of the wrap (wrapping) spirally arrange around the soul material. Depending on their length, the unconnected or unclamped sections of the fibers also spirally wrap around the core material and fix the uninsulated or unclamped fibers there or protrude from the core longitudinal axis.
Insbesondere weist das erfindungsgemäße Garn einen Anteil an Stapelfasern auf, der maximal 50 Gew.% beträgt und der vorzugsweise zwischen 50 Gew.% und 25 Gew.% und insbesondere zwischen 45 Gew.% und 35 Gew.%, bezogen auf das Gewicht des fertigen Coregarnes, variiert.In particular, the yarn according to the invention has a proportion of staple fibers which is at most 50% by weight and which is preferably between 50% by weight and 25% by weight and in particular between 45% by weight and 35% by weight, based on the weight of the finished product Coregarnes, varies.
Das erfindungsgemäße Garn weist gegenüber dem herkömmlichen Coregarn den Vorteil auf, daß die Umwindung (Umspinnung) aufgrund der zuvor beschriebenen Einbindung und insbesondere Einklemmung besonders sicher und fest gegenüber einer Verschiebung relativ zur Seelenlängsachse abgesichert ist, ohne daß es hierfür zwingend der eingangs beim Stand der Technik beschriebenen hohen Drehung oder Verzwirnung bedarf. Hierdurch wird auch erklärlich, daß das erfindungsgemäße Garn einen wesentlich weicheren Griff als ein herkömmlich hergestelltes Coregarn aufweist, was sich als besonderer Vorteil im Hinblick auf den Tragekomfort bei konfektionierten Teilen, insbesondere auch bei Unterwäsche, Bettwäsche, Handtücher, Blusen, T-Shirts o. dgl., die mit dem erfindungsgemäßen Nähgarn bzw. Stickgarn versehen sind, erweist. Der weitere Vorteil des erfindungsgemäßen Garnes liegt darin, daß es im Vergleich zu herkömmlichen Coregarnen besonders preiswert herzustellen ist, da hier ein kostenintensives Hochdrehen oder ein Zwirnen nicht zwingend erforderlich ist.The yarn of the invention has over the conventional core yarn on the advantage that the wrap (wrapping) due to the previously described involvement and in particular entrapment is particularly safe and secure against displacement relative to the longitudinal axis of the soul, without it For this purpose, the high rotation or twisting described at the beginning of the prior art is absolutely necessary. This also explains why the yarn of the invention has a much softer feel than a conventionally made core yarn, which is a particular advantage in terms of comfort in ready-made parts, especially underwear, bedding, towels, blouses, T-shirts o. Like., Which are provided with the sewing thread or embroidery thread according to the invention, proves. The further advantage of the yarn according to the invention is that it is particularly inexpensive to produce compared to conventional core yarns, since cost-intensive up-twining or twisting is not absolutely necessary here.
Die zuvor beschriebenen positiven Eigenschaften weisen insbesondere solche Ausführungsformen des erfindungsgemäßen Garnes auf, bei denen der Anteil der über ihre gesamte axiale Länge oder nur über einen Abschnitt der axialen Faserlänge eingebundenen bzw. eingeklemmten Fasern zwischen 1 Gew.% und 60 Gew.%, bezogen auf das Gesamtfasergarngewicht der Umspinnung, variiert. Mit anderen Worten sind hierbei 1 Gew.% bis 60 Gew.% des Gesamtfasergewichtsanteils der Umspinnung zwischen den zuvor beschriebenen Filamenten des Seelenmaterials eingebunden bzw. eingeklemmt, wobei mit zunehmenden Anteil der so eingebundenen bzw. eingeklemmten Fasern dementsprechend auch die Aufschiebeneigung der Umwindung (Umspinnung) weiter reduziert werden kann. Dies wiederum erlaubt es, durch Variation des Anteils der eingebundenen bzw. eingeklemmten Fasern die an das jeweilige Garn gestellten Anforderungen besonders einfach anzupassen. Wird beispielsweise beim Nähen oder Sticken mit hohen Geschwindigkeiten gearbeitet und das hierfür verwendete Garn vielfach umgelenkt, so bietet es sich an, den Anteil der über ihre gesamte axiale Länge oder über einen Abschnitt ihrer axialen Faserlänge eingebundenen und insbesondere eingeklemmten Fasern entsprechend hoch zu wählen, so insbesondere zwischen 40 Gew.% und 60 Gew.%, bezogen auf das Gesamtfasergarngewicht der Umspinnung. Sind jedoch die Anforderungen an das jeweilige erfindungsgemäße Garn, insbesondere beim Nähen oder Sticken, relativ gering, d.h. es wird mit relativ geringen Geschwindigkeiten und/oder mit einer geringen Anzahl von Umlenkungen verarbeitet, so variiert vorzugsweise der zuvor angesprochene Anteil der fixierten Fasern zwischen 1 Gew.% und 15 Gew.%, und bei entsprechend höheren Anforderungen, insbesondere zwischen 16 Gew.% und 39 Gew.%, jeweils bezogen auf das Gesamtfasergarngewicht der Umspinnung.The positive properties described above have in particular those embodiments of the yarn according to the invention, in which the proportion of over its entire axial length or only over a portion of the axial fiber length included or clamped fibers between 1 wt.% And 60 wt.%, Based on the total fiber weight of the wrap varies. In other words, in this
Eine weitere Möglichkeit zur Anpassung des erfindungsgemäßen Garnes an die hieran gestellten besonderen Anforderungen ist dadurch gegeben, daß bei einer weiteren Ausführungsform des erfindungsgemäßen Garnes zwischen 1 Gew.% und 30 Gew.% der Fasern der Umspinnung nur über einen Abschnitt und somit nicht über ihre gesamte axiale Länge zwischen den Filamenten der aus dem mindestens einem Multifilamentgarn bestehenden Seele eingebunden sind. Abhängig vom Grad der Einbindung und insbesondere der Einklemmung, d.h. insbesondere von der Fläche und damit im Wesentlichen von der Länge des eingebundenen Abschnittes der jeweiligen Faser, läßt sich bei dieser Ausführungsform des erfindungsgemäßen Garnes die spezielle Coregarnkonstruktion an die an das erfindungsgemäße Garn gestellten Anforderungen anpassen. Auch bei dieser Ausführungsform bedeutet ein hoher prozentualer Anteil der eingebundenen Faserabschnitte eine besonders hohe Stabilität des Garnes in bezug auf die zuvor beschriebenen mechanischen Beanspruchungen (hohe Geschwindigkeit, hohe Anzahl von Umlenkungen), während ein geringerer prozentualer Anteil der eingebundenen Faserabschnitte dementsprechend auch eine geringere Stabilität des Garnes in bezug auf die zuvor beschriebenen mechanischen Beanspruchungen bewirkt.A further possibility for adapting the yarn according to the invention to the special requirements imposed thereon is given by the fact that in a further embodiment of the yarn according to the invention between 1 wt.% And 30 wt.% Of the fibers of the wrapping only over a section and thus not over their entire axial length between the filaments of the existing at least one multifilament yarn soul are involved. Depending on the degree of integration and in particular the entrapment, ie in particular of the surface and thus substantially of the length of the integrated portion of the respective fiber, in this embodiment of the yarn according to the invention, the special core yarn construction can be adapted to the requirements imposed on the yarn according to the invention. In this embodiment as well, a high percentage of the incorporated fiber sections means a particularly high stability of the yarn with respect to the mechanical stresses described above (high speed, high number of deflections), while a smaller percentage of the fiber sections involved accordingly also a lower stability of the yarn Garnes with respect to the mechanical stresses described above causes.
Eine besonders vorteilhafte Ausgestaltung des erfindungsgemäßen Garnes sieht vor, daß hierbei das Coregarn als Seele ein einziges Multifilamentgarn aufweist. Abhängig von der Filamentzahl dieses einzigen Multifilament-Seelengarnes und dem Filamenttiter ist dementsprechend auch der Grad der Fixierung der aus Fasergarnen bestehenden Umspinnung über eingebundene bzw. eingeklemmte Fasern, so daß vorzugsweise ein derartiges Garn insbesondere als feines Garn, d.h. als Garn mit einem geringen Titer, ausgebildet ist.A particularly advantageous embodiment of the yarn according to the invention provides that in this case the core yarn has a single multifilament yarn as the core. Accordingly, depending on the filament count of this single multifilament core yarn and the filament denier, the degree of fixation of the fiber yarns overcladding is also due to entrapped or trapped fibers, so that preferably such a yarn, especially as a fine yarn, i. As a yarn with a low titer is formed.
Wesentlich höhere mechanische Stabilitäten weisen jedoch solche Ausführungsformen des erfindungsgemäßen Garnes auf, die als Seele zwei bis fünf Multifilamentgarne aufweisen. Werden diese Ausführungsformen des erfindungsgemäßen Garnes zusätzlich noch nach ihrer Herstellung mit einer geringen Drehung, so insbesondere zwischen 50 und 800 Drehungen/m, vorzugsweise zwischen 250 und 500 Drehungen/m, versehen, läßt sich mit derart einfachen und kostengünstigen Mitteln die mechanische Stabilität dieser Ausführungsformen weiter verbessern bzw. besonders leicht an die jeweiligen Anforderungen, die bei der Verarbeitung des Garnes in der Konfektion auftreten, anpassen, so daß mit einem derartigen Garn mannigfache Aufgaben erfüllt werden können.Much higher mechanical stabilities, however, have such embodiments of the yarn according to the invention, which have as a soul two to five multifilament yarns. If these embodiments of the yarn according to the invention are additionally provided after their manufacture with a low rotation, in particular between 50 and 800 turns / m, preferably between 250 and 500 turns / m, the mechanical stability of these embodiments can be achieved with such simple and cost-effective means further improve or particularly easy to adapt to the particular requirements that occur during processing of the yarn in the confectionery, so that with such a yarn many different tasks can be met.
Wie bereits vorstehend erwähnt, hängt bei dem erfindungsgemäßen Garn insbesondere seine mechanische Stabilität und vorzugsweise die Verschiebung der Überlage (Umspinnung) auch davon ab, wie lang der von den Kapillaren (Filamenten) der Seele eingebundene Faserabschnitt ist. Vorzugsweise sind diese eingebundenen Faserabschnitte mit einer Länge zwischen 2 % und 20 %, bezogen auf die Stapellänge der Fasern des Fasergarns, die die Umspinnung ausbilden, durch die Filamente der die Seele ausbildenden Multifilamentgarnes eingebunden bzw. eingeklemmt.As already mentioned above, in the case of the yarn according to the invention, in particular its mechanical stability and preferably the displacement of the overlay (wrapping) also depend on how long the fiber section bound by the capillaries (filaments) of the core is. Preferably, these sandwiched fiber sections with a length between 2% and 20%, based on the staple length of the fibers of the fiber yarn, which form the wrapping, are bound or clamped by the filaments of the multifilament yarn forming the core.
Eine weitere Verbesserung der mechanischen Stabilität des erfindungsgemäßen Garnes kann dadurch erreicht werden, daß mindestens ein Anteil der Fasern, die das Fasergarn der Umspinnung ausbilden, durch andere Fasern des Fasergarnes der Umspinnung eingebunden und insbesondere eingeklemmt ist. Ein derartiges zusätzliches Einbinden der Fasern des Fasergarnes, das die Umspinnung ausbildet, läßt sich insbesondere dadurch erreichen, daß das erfindungsgemäß hergestellte Coregarn mit einer geringen Drehung, die üblicherweise auch als Schutzdrehung bezeichnet wird, versehen wird, wobei vorzugsweise hierfür auf das fertige Coregarn eine Drehung zwischen 50 Drehungen/m und 500 Drehungen/m, insbesondere zwischen 100 Drehungen/m und 300 Drehungen/m, aufgebracht wird. Ebenso besteht die Möglichkeit, mindestens zwei erfindungsgemäße Coregarne mit oder ohne Schutzdrehung, miteinander zu verzwirnen, wobei hierfür geringe Zwirndrehungen zwischen 50 Drehungen/m und 800 Drehungen/m, vorzugsweise zwischen 250 Drehungen/m und 500 Drehungen/m, besonders bevorzugt werden. Weist das erfindungsgemäße Garn mit einer Schutzdrehung versehene Coregarne auf, werden abhängig von den Drehungen der Schutzdrehung für die Zwirndrehung die vorstehend genannten geringeren Drehungen vorgesehen, wobei bevorzugt die Schutzdrehung in S-Richtung und die Zwirndrehung in Z-Richtung aufgebracht ist.A further improvement of the mechanical stability of the yarn according to the invention can be achieved in that at least a portion of the fibers which form the fiber yarn of the wrapping, bound by other fibers of the fiber yarn of the wrapping and in particular is clamped. Such additional incorporation of the fibers of the fiber yarn, which forms the wrapping, can be achieved in particular by providing the core yarn produced according to the invention with a slight twist, which is also commonly referred to as protective rotation, preferably for this purpose on the finished core yarn rotation between 50 turns / m and 500 turns / m, in particular between 100 turns / m and 300 turns / m applied. It is also possible, at least two core yarns according to the invention with or without protective rotation, to twist together, for this small twisting turns between 50 turns / m and 800 turns / m, preferably between 250 turns / m and 500 turns / m, are particularly preferred. If the yarn according to the invention has coregarves provided with a protective rotation, the above-mentioned lower rotations are provided depending on the rotations of the protective rotation for the twisting rotation, wherein preferably the protective rotation in the S direction and the twist rotation in the Z direction are applied.
Ebenso kann das zuvor beschriebene zusätzliche Einbinden der Fasern der Umspinnung dadurch erreicht werden, daß auf das erfindungsgemäße Garn eine Bondierung appliziert wird, vorzugsweise in einer Konzentration zwischen 0,2 Gew.% und 5 Gew.%, bezogen auf das Gewicht des fertigen Garnes.Likewise, the above-described additional incorporation of the fibers of the wrapping can be achieved by applying a bond to the yarn according to the invention, preferably in a concentration of between 0.2% by weight and 5% by weight, based on the weight of the finished yarn.
Bezüglich der Einzelfilamentzahl des mindestens einen Multifilamentgarnes, das die Seele ausbildet, ist allgemein festzuhalten, daß die erwünschte Fixierung der die Umspinnung ausbildenden Fasergarne von der Größe der Einzelfilamentzahl abhängt. Hohe Einzelfilamentzahlen der multifilen Seele bewirken dementsprechend eine höhere Fixierung der eingebundenen Fasern der Fasergarnumspinnung und damit auch eine höhere mechanische Stabilität, insbesondere gegen eine unerwünschte Verschiebung der Umspinnung bei der Verarbeitung des Garnes, die letztendlich zu einem Garnbruch beim weiteren Verarbeiten oder zu Fehlproduktionen führen kann, wobei die Einzelfilamentzahl der multifilen Seele zwischen 12 und 1.000, vorzugsweise zwischen 24 und 96, variiert.With respect to the filament count of the at least one multifilament yarn forming the core, it is generally noted that the desired fixation of the spun yarns depends on the size of the filament count. High single filament numbers of the multifilament soul effect Accordingly, a higher fixation of the integrated fibers of the fiber yarn wrapping and thus a higher mechanical stability, in particular against undesirable displacement of the wrapping during processing of the yarn, which can ultimately lead to a yarn break during further processing or to defective productions, wherein the Einzelfilamentzahl the multifilament soul between 12 and 1,000, preferably between 24 and 96, varies.
Besonders geeignete Ausführungsformen des erfindungsgemäßen Garnes weisen solche Multifilamentgarne als Seele auf, deren Einzelfilamenttiter zwischen 0,7 dtex und 5 dtex, vorzugsweise zwischen 2,5 dtex und 3,8 dtex, variiert. Auch hierdurch besteht die Möglichkeit, durch Variation des Einzelfilamenttiters den Grad der Fixierung der Fasern des Fasergarnes, das die Umspinnung ausbildet, zu gestalten.Particularly suitable embodiments of the yarn according to the invention have such multifilament yarns as a core whose individual filament titer varies between 0.7 dtex and 5 dtex, preferably between 2.5 dtex and 3.8 dtex. This also makes it possible, by varying the Einzelfilamenttiters the degree of fixation of the fibers of the fiber yarn, which forms the wrapping to make.
Bezüglich des Materials, aus dem das die Seele ausbildende Multifilamentgarn besteht, ist grundsätzlich festzuhalten, daß hierfür synthetische und halbsynthetische multifile Garne ausgewählt werden. Hierunter fallen insbesondere Polyalkylene, vorzugsweise ultrahochmodulares Polyethylen (Dyneema), Peek, Glasfasern, Kohlefasern, Viskose, Modalfasern und/oder Polyacrylfasern. Besonders geeignet ist es jedoch für die Verwendung des erfindungsgemäßen Garnes als Nähgarn oder Stickgarn, wenn diese Ausführungsformen als Materialien multifile Viskosefasern, multifile Polyesterfasern, insbesondere hochfeste multifile Polyesterfasern, multifile Polyamid 6.-Fasern, multifile Polyamid 6.6.-Fasern, multifile Aramidfasern und/oder multifile Polyamidfasern aufweisen.As to the material constituting the multifilament yarn constituting the core, it is basically understood that synthetic and semi-synthetic multifilament yarns are selected therefor. These include in particular polyalkylenes, preferably ultra-high modulus polyethylene (Dyneema), peek, glass fibers, carbon fibers, viscose, modal fibers and / or polyacrylic fibers. However, it is particularly suitable for the use of the yarn according to the invention as sewing thread or embroidery thread, if these embodiments as materials multifilament viscose fibers, multifilament polyester fibers, especially high-strength multifilament polyester fibers, multifilament polyamide 6th fibers, multifilament polyamide 6.6 fibers, multifilament aramid fibers and / or multifilament polyamide fibers.
Der in der vorliegenden Beschreibung verwendete Begriff "und/oder" bedeutet, daß alle oder einige Elemente der diesbezüglichen Aufzählung additiv oder daß einige oder alle Elemente der diesbezüglichen Aufzählung alternativ zu verstehen sind, während unter den Begriff Polyester insbesondere solche Materialien fallen, die aus Polyethylenterephthalat bestehen. Desweiteren ist festzuhalten, daß alle in der vorliegenden Beschreibung der Erfindung im Singular verwendeten Begriffe auch den Plural dieser Begriffe abdecken.The term "and / or" used in the present specification means that all or some elements of the enumeration thereof are additive or that some or all elements of the enumeration thereof are understood alternatively while the term polyester includes in particular those materials which consist of polyethylene terephthalate. Furthermore, it should be noted that all terms used singular in the present description of the invention also cover the plural of these terms.
Ferner beschreibt der Begriff Kardenband alle bandartigen Gebilde, in denen die Fasern weitestgehend oder vollständig in paralleler Anordnung vorliegen und deckt somit auch die in der Technik verwendeten Begriffe Streckenband, Krempelband oder gekämmtes Band ab. Ein gekämmtes Band ist üblicherweise ein solches Band aus parallelisierten Fasern, das im Vergleich zu einem ungekämmten Band einen geringeren Anteil an Verunreinigungen und/oder Fasern von geringerer axialer Länge aufweist.Furthermore, the term card sliver describes all band-like structures in which the fibers are largely or completely present in a parallel arrangement and thus also covers the terms used in the art conveyor belt, carded ribbon or combed tape. A combed belt is usually such a belt of parallelized fibers which has a smaller proportion of impurities and / or fibers of lesser axial length compared to an unkempt belt.
Fasergarn, das als Umspinnung für das erfindungsgemäße Garn verwendet wird, umfaßt vorzugsweise synthetische Fasergarne und/oder natürliche Fasergarne. Besonders geeignet ist es, wenn das erfindungsgemäße Garn als Umspinnung ein insbesondere ungedrehtes oder nur gering gedrehtes Fasergarn (Faserschar) aus Baumwolle, Polyester, Polyamid, Panoxfasern, Polyacrylnitril, Viscose, Modal, Wolle, Polypropylen, Acetat und/oder Aramid aufweist. Der Titer der Einzelfaser der zuvor genannten Fasergarne variiert insbesondere zwischen 0,6 dtex und 2 dtex, vorzugsweise zwischen 0,8 dtex und 1,5 dtex.Fiber yarn used as a braiding for the yarn of the invention preferably comprises synthetic fiber yarns and / or natural fiber yarns. It is particularly suitable if the yarn according to the invention comprises, as a braiding, a particular untwisted or only slightly twisted fiber yarn (fiber bundle) of cotton, polyester, polyamide, panox fibers, polyacrylonitrile, viscose, modal, wool, polypropylene, acetate and / or aramid. The titer of the single fiber of the aforementioned fiber yarns varies in particular between 0.6 dtex and 2 dtex, preferably between 0.8 dtex and 1.5 dtex.
Bezüglich der Stapellänge der zuvor angesprochenen Fasergarne ist allgemein festzuhalten, daß sich diese vorzugsweise nach dem Grad der Umspinnung richtet. Insbesondere weist das erfindungsgemäße Garn für die Umspinnung solche Fasergarne auf, deren Stapellänge zwischen 25 mm und 60 mm, vorzugsweise zwischen 30 mm und 50 mm, variiert.With regard to the staple length of the previously mentioned fiber yarns, it should generally be noted that this preferably depends on the degree of braiding. In particular, the yarn according to the invention for the wrapping on such fiber yarns whose staple length between 25 mm and 60 mm, preferably between 30 mm and 50 mm, varies.
Durch Variation des Seelenmaterials, d.h. abhängig davon, ob das Seelenmaterial ein multifiles Glattgarn, ein multifiles texturiertes Garn oder ein luftverwirbeltes Garn ist, lassen sich Volumen und Eigenschaften des erfindungsgemäßen Garnes in erwünschter Weise weiter variieren. Wird als Seelenmaterial ein multifiles Glattgarn eingesetzt, so weist das erfindungsgemäße Garn im Vergleich zu einer Ausführungsform, die ein luftverwirbeltes Garn oder ein texturiertes Garn als Seelenmaterial enthält, bei gleichem quantitativen Anteil an Umspinnung ein relativ geringes Volumen und eine geringere reversible Elastizität auf. Durch Ersatz dieses Glattgarnes durch ein texturiertes multifiles Seelenmaterial erhöht sich die Elastizität des erfindungsgemäßen Garnes, während bei Verwendung eines luftverwirbelten multifilen Seelenmaterials ein großes Volumen und eine relativ hohe reversible Elastizität zur Verfügung gestellt wird.By varying the soul material, ie depending on whether the soul material is a multifilament smooth yarn, a multifiles textured yarn or air-entangled yarn, the volume and properties of the yarn of the invention can be further varied as desired. If a multifilament plain yarn is used as the core material, the yarn according to the invention has a relatively small volume and a lower reversible elasticity compared with an embodiment which contains an air-twisted yarn or a textured yarn as core material with the same quantitative proportion of stranding. Replacing this plain yarn with a textured multifilament core material increases the elasticity of the yarn of the present invention while providing a large volume and a relatively high reversible elasticity when using an air-entangled multifilament core material.
Abhängig von der jeweiligen Verwendung des erfindungsgemäßen Garnes weist dieses insbesondere zwischen 40 Gew.% und 80 Gew.%, vorzugsweise zwischen 50 Gew.% und 75 Gew.%, des die Seele ausbildenden Multifilamentgarnes und zwischen 60 Gew.% und 20 Gew.%, vorzugsweise zwischen 50 Gew.% und 25 Gew.%, der Umspinnung auf.Depending on the respective use of the yarn according to the invention, it has in particular between 40% by weight and 80% by weight, preferably between 50% by weight and 75% by weight, of the multifilament yarn forming the core and between 60% by weight and 20% by weight. , Preferably between 50 wt.% And 25 wt.%, The wrapping on.
Besonders stabile Ausführungsformen des erfindungsgemäßen Garnes werden dadurch erreicht, daß zwei bis zehn, vorzugsweise zwei bis vier, Coregarne der vorstehend im Zusammenhang mit dem erfindungsgemäßen Garn beschriebenen Art miteinander verzwirnt werden. Diese Ausführungsform des erfindungsgemäßen Garnes weisen bei hohen Festigkeiten hervorragend Näheigenschaften auf, was sich insbesondere bei hohen Nähgeschwindigkeiten, die bis zu 6.000 m/min reichen, als besonders vorteilhaft herausstellt.Particularly stable embodiments of the yarn according to the invention are achieved in that two to ten, preferably two to four, core yarns of the type described above in connection with the yarn according to the invention are twisted together. This embodiment of the yarn according to the invention have outstanding properties at high strength properties, which turns out to be particularly advantageous at high sewing speeds, which reach up to 6,000 m / min.
Die vorliegende Erfindung betrifft desweiteren ein Verfahren zur Herstellung der zuvor beschriebenen verschiedenen Ausführungsformen des erfindungsgemäßen Garnes mit den kennzeichnenden Merkmalen des Patentanspruchs 16.
Das erfindungsgemäße Verfahren zur Herstellung des erfindungsgemäßen Garnes sieht vor, daß mindestens ein die Umspinnung des Garnes ausbildendes Kardenband über mindestens eine Streckpassage verstreckt wird und daß das verstreckte Kardenband zusammen mit dem mindestens einen die Seele des Garnes ausbildenden Multifilamentgarn einer Luft-Dralldüse zugeführt wird.The present invention further relates to a method for producing the various embodiments described above the yarn according to the invention with the characterizing features of
The inventive method for producing the yarn according to the invention provides that at least one forming the wrapping of the yarn card sliver is stretched over at least one draw passage and that the drawn card sliver is fed together with the at least one core of the yarn forming multifilament yarn of an air swirl nozzle.
Das erfindungsgemäße Verfahren weist analog oder identisch alle die Vorteile auf, wie sie zuvor für das entsprechende erfindungsgemäße Garn beschrieben sind.The method according to the invention has, analogously or identically, all the advantages described above for the corresponding yarn according to the invention.
Besonders vorteilhaft in bezug auf die Einbindung der Fasern des Fasergarnes, das die Umspinnung ausbildet, ist es, wenn bei dem erfindungsgemäßen Verfahren das mindestens eine Multifilamentgarn vor dem Kontakt mit der Luft-Dralldüse aufgespreizt wird. Diese Aufspreizung bewirkt, daß die Fasern des Fasergarnes während des eigentlichen Spinnprozesses, d.h. somit in der einzigen Luft-Dralldüse, so eingesponnen und fixiert werden, wie dies zuvor beim erfindungsgemäßen Garn umfangreich beschrieben ist. Hierbei bewirkt dieses Aufspreizen insbesondere, daß ein hinreichend großer Abstand zwischen den Einzelkapillaren der Seele ausgebildet wird, so daß dementsprechend die Einbindung bzw. Einklemmung der Fasern des Fasergarnes, die die Umspinnung ausbilden, hervorragend erfolgen kann.It is particularly advantageous with respect to the incorporation of the fibers of the fiber yarn, which forms the wrapping, if, in the inventive method, the at least one multifilament yarn is spread before contact with the air swirl nozzle. This spreading causes the fibers of the fiber yarn during the actual spinning process, i. Thus, in the single air swirl nozzle, so spun and fixed, as previously extensively described in the yarn of the invention. In this case, this spreading causes in particular that a sufficiently large distance between the individual capillaries of the soul is formed, so that accordingly the integration or entrapment of the fibers of the fiber yarn, which form the wrapping, can be done excellently.
Das zuvor beschriebene Aufspreizen der Filamente der multifilen Seele kann pneumatisch, d.h. somit insbesondere durch einen Gas- und vorzugsweise durch einen Luftstrom, der mittels geeigneter Düse oder durch Absaugen auf das Multifilamentgarn einwirkt, herbeigeführt werden.The spreading of the filaments of the multifilament core described above can be effected pneumatically, ie thus in particular by a gas flow and preferably by a flow of air which acts on the multifilament yarn by means of a suitable nozzle or by suction.
Ebenso ist es möglich, die erwünschte Aufspreizung mechanisch zu bewirken, wobei diesbezüglich entweder ein an sich bekanntes und mit dem Multifilamentgarn in Kontakt tretendes und quer zu dessen Transportrichtung laufendes Rad oder Band vorgesehen ist. Abhängig von den Geschwindigkeiten des Bandes bzw. des Rades und der Transportgeschwindigkeit des zugeführten Multifilamentgarnes sowie der zwischen dem Rad oder dem Band auftretenden Friktion läßt sich der Grad der Aufspreizung steuern bzw. regeln. Besonders geeignet ist es jedoch, wenn das Multifilamentgarn durch Kontakt mit einem Fingerbreithalter aufgespreizt wird, wobei der Grad der Aufspreizung insbesondere durch die Form und vorzugsweise durch die Krümmung des Fingerbreithalters, die Art der Zuführung des Multifilamentgarnes, insbesondere dessen Zuführspannung und dessen Zuführwinkel, variierbar ist.It is also possible to effect the desired spreading mechanically, in this respect either a per se known and with the multifilament yarn in contact passing and running transversely to the transport direction wheel or belt is provided. Depending on the speeds of the belt or the wheel and the transport speed of the supplied multifilament yarn and the friction occurring between the wheel or the belt, the degree of spreading can be controlled. However, it is particularly suitable when the multifilament yarn is spread by contact with a finger spacer, wherein the degree of spreading is variable, in particular by the shape and preferably by the curvature of the finger spacer, the type of feeding of the multifilament yarn, in particular its supply voltage and its feed angle ,
Wenn im Zusammenhang mit dem erfindungsgemäßen Garn oder im Zusammenhang mit den erfindungsgemäßen Verfahren herausgestellt ist, daß das Garn, das die Seele ausbildet, ein Multifilamentgarn ist, so kann selbstverständlich dieses Multifilamentgarn durch eine Schar von Monofilamentgarnen oder von luftverwirbelten Garnen ersetzt werden. Hierbei wird diese Schar der zuvor genannten Garne vor der Luft-Dralldüse derart zugeführt, daß die Monofilamente bzw. die einzelnen luftverwirbelten Garne mit Abstand voneinander angeordnet sind.Of course, if it is found in connection with the yarn of the invention or in the context of the inventive processes that the yarn forming the core is a multifilament yarn, then this multifilament yarn can be replaced by a family of monofilament yarns or air-intermingled yarns. In this case, this group of yarns mentioned before the air swirl nozzle is supplied in such a way that the monofilaments or the individual air-entangled yarns are arranged at a distance from each other.
Werden bei dem erfindungsgemäßen Verfahren nicht nur ein einziges Multifilamentgarn als Seele sondern mehrere und insbesondere zwei bis fünf Multifilamentgarne als Seele eingesetzt, werden diese Multifilamentgarne vorzugsweise einzeln so dem mindestens einem verstreckten Kardenband vor der Luft-Dralldüse zugeführt, daß sie von vorne herein mit Abstand voneinander angeordnet sind. Somit kann bei dieser Variante des erfindungsgemäßen Verfahrens auf das Aufspreizen verzichtet werden, wobei es jedoch selbstverständlich auch möglich ist, hier die zuvor beschriebenen Aufspreizvarianten vorzusehen.If in the process according to the invention not only a single multifilament yarn is used as the core, but several and in particular two to five multifilament yarns are used as the core, these multifilament yarns are preferably supplied individually to the at least one stretched card sliver in front of the air swirl nozzle so as to be spaced apart from the front are arranged. Thus, in this variant of the method according to the invention can be dispensed with the spreading, However, it is of course also possible to provide here the Aufspreizvarianten described above.
Selbstverständlich ist es jedoch auch möglich, die zuvor angesprochenen zwei bis fünf, die Seele des Coregarnes bildenden Multifilamentgarne insgesamt oder gruppenweise zusammengefaßt und damit gebündelt dem verstreckten Kardenband zugeführt werden.Of course, it is also possible, the previously mentioned two to five, the core of the core yarn forming multifilament yarns combined in groups or in groups and thus bundled be supplied to the stretched card sliver.
Der Begriff Zuführen, wie er vorstehend im Zusammenhang mit dem erfindungsgemäßen Verfahren verwendet worden ist, bedeutet insbesondere, daß das Multifilamentgarn bzw. die Multifilamentgarne auch in Kontakt mit dem mindestens einen verstreckten Kardenband gebracht werden. Dies kann vorzugsweise durch ein vom Multifilamentgarn zu durchlaufendes Rohr oder ein zu durchlaufender Ring erreicht werden, das bzw. der in Laufrichtung des Kardenbandes gesehen insbesondere unmittelbar vor der Luft-Dralldüse positioniert ist.The term feeding, as used above in connection with the method according to the invention, means in particular that the multifilament yarn or filaments are also brought into contact with the at least one drawn card sliver. This can preferably be achieved by means of a tube to be passed through by the multifilament yarn or a ring to be passed through, which is positioned in the running direction of the card sliver, in particular directly in front of the air swirl nozzle.
Wird bei dem erfindungsgemäßen Verfahren mit einem Fasergarn, das die Umspinnung des erfindungsgemäßen Garnes ausbildet, aus Naturfasern und insbesondere aus Baumwollfasern gearbeitet, so sieht eine Weiterbildung des erfindungsgemäßen Verfahrens vor, daß das Kardenband zusätzlich noch gekämmt wird. Das so aus dem Kardenband erstellte gekämmte Band weist dann eine gleichmäßige Länge der Stapelfasern auf, da durch diesen zusätzlichen Verfahrensschritt solche Stapelfasern ausgekämmt werden, die recht kurzstapelig sind. Dies wiederum führt dazu, daß ein hieraus hergestelltes Garn, insbesondere ein Näh- oder Stickgarn, selbst bei extremer mechanischer Beanspruchung einwandfrei im Rahmen der Konfektion zu verarbeiten ist.If in the method according to the invention with a fiber yarn, which forms the wrapping of the yarn according to the invention, worked from natural fibers and in particular from cotton fibers, so provides a development of the method according to the invention, that the card sliver is additionally combed. The combed tape thus produced from the card sliver then has a uniform length of the staple fibers, since by means of this additional process step such staple fibers are combed out, which are quite short-stacked. This in turn means that a yarn produced therefrom, in particular a sewing or embroidery thread, can be processed perfectly within the confection even under extreme mechanical stress.
Besonders vorteilhaft ist es, wenn bei den erfindungsgemäßen Verfahren das Kardenband über eine Streckzone mit mindestens zwei und vorzugsweise mit zwei bis drei Streckpassagen verstreckt wird, da hierdurch einerseits eine einwandfreie Verstreckung und andererseits hohe Produktionsgeschwindigkeiten ermöglicht werden.It is particularly advantageous if, in the method according to the invention, the card sliver is stretched over a stretch zone having at least two and preferably two to three stretch passages As a result, on the one hand, a perfect stretching and, on the other hand, high production speeds are made possible.
Besonders gute Ergebnisse in bezug auf die mechanisch-technologischen Eigenschaften des erfindungsgemäßen Garnes werden dadurch erreicht, wenn das Kardenband mit einem Gesamtverzug zwischen 50-fach und 350-fach, vorzugsweise zwischen 230-fach und 280-fach, vor dem Spinnen des Coregarnes, insbesondere an der Spinnmaschine, verstreckt wird.Particularly good results with respect to the mechanical and technological properties of the yarn according to the invention are achieved when the card sliver with a total delay between 50-fold and 350-fold, preferably between 230-fold and 280-fold, before spinning the core yarn, in particular on the spinning machine, is stretched.
Insbesondere wird die Verstreckung des Kardenbandes bei dem erfindungsgemäßen Verfahren so ausgeführt, daß das Kardenband mit einer Bandfeinheit zwischen 5 Ktex und 1,5 Ktex der Streckzone vorgelegt wird.
Bedingt dadurch, daß das erfindungsgemäße Verfahren hohe Produktionsgeschwindigkeiten ermöglicht, lassen sich nach diesem Verfahren besonders kostengünstig die erfindungsgemäßen Coregarne herstellen. Hohe Geschwindigkeiten bedeutet vorzugsweise, daß das verstreckte Kardenband mit einer Liefergeschwindigkeit zwischen 150 m/min und 400 m/min, vorzugsweise zwischen 220 m/min und 320 m/min, der Luft-Dralldüse zugeführt wird.In particular, the stretching of the card sliver in the method according to the invention is carried out in such a way that the card sliver is introduced with a sliver fineness of between 5 Ktex and 1.5 Ktex of the draw zone.
Due to the fact that the method according to the invention enables high production speeds, the core yarns according to the invention can be produced in a particularly cost-effective manner by this process. High speeds preferably mean that the drawn card sliver is supplied to the air swirl nozzle at a delivery speed between 150 m / min and 400 m / min, preferably between 220 m / min and 320 m / min.
Soll eine besonders hohe Fixierung der die Umspinnung ausbildenden Fasergarne relativ zum Seelenmaterial erreicht werden, so bietet es sich vorteilhafterweise an, das erfindungsgemäße Garn nach seiner Herstellung zu drehen oder mit mindestens einem weiteren erfindungsgemäßen Garn zu verzwirnen. Die Drehung bzw. Verzwirnung variiert dabei vorzugsweise zwischen 50 Drehungen/m und 800 Drehungen/m, insbesondere zwischen 250 Drehungen/m und 500 Drehungen/m.If a particularly high degree of fixation of the fiber yarns forming the wrapping is to be achieved relative to the core material, then it is advantageous to turn the yarn according to the invention after its production or to twist it with at least one further yarn according to the invention. The rotation or twisting preferably varies between 50 rotations / m and 800 rotations / m, in particular between 250 rotations / m and 500 rotations / m.
Vorteilhafte Weiterbildungen des erfindungsgemäßen Garnes sowie des erfindungsgemäßen Verfahrens sind in den Unteransprüchen angegeben.Advantageous developments of the yarn according to the invention and of the method according to the invention are specified in the subclaims.
Die Erfindung wird nachfolgend anhand von Ausführungsbeispielen in Verbindung mit der Zeichnung näher erläutert. Es zeigen jeweils schematisch:
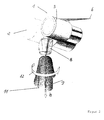
Figur 1- eine Draufsicht auf den Bereich der Zuführung des die Seele bildenden Multifilamentgarnes zu dem die Umspinnung bildenden Fasergarn; und
- Figur 2
- eine
Seitenansicht zu Figur 1 , teilweise mit aufgebrochener Luft-Dralldüse.
- FIG. 1
- a plan view of the region of the supply of the soul-forming multifilament yarn to the spun yarn forming fiber; and
- FIG. 2
- a side view too
FIG. 1 , partially with broken air swirl nozzle.
In den Figuren sind dieselben Elemente mit denselben Bezugszeichen versehen. Es wird darauf hingewiesen, daß die Figuren schematische, nicht maßstabgerechte Zeichnungen sind.In the figures, the same elements are provided with the same reference numerals. It should be noted that the figures are schematic, not to scale drawings.
Klarstellend ist anzumerken, daß in der
Ein insgesamt mit 1 bezeichnetes verstrecktes Kardenband weist eine Vielzahl von parallelisierten Einzelfasern 1a bis 1c auf, wobei hier nur drei Einzelfasern beispielhaft abgebildet sind. Die Walzenpaarung 2 und 3 bilden das Auslaufwalzenpaar der Streckzone, wobei entgegengesetzt zur Laufrichtung 10 des Garnes vor der Walzenpaarung 2 und 3 eine weitere Walzenpaarung 4 und 5 angeordnet ist.A generally designated 1 stretched card sliver has a plurality of parallelized individual fibers 1a to 1c, in which case only three individual fibers are shown by way of example. The pair of
Mit 6 ist ein Multifilamentgarn bezeichnet, das die Seele des fertigen Garnes ausbildet. Dieses Multifilamentgarn 6 weist eine Vielzahl von Einzelfilamenten 6a, 6b und 6c auf, wobei nur die beiden äußeren Einzelfilamente 6a und 6b sowie ein mittleres Einzelfilament 6c beispielhaft abgebildet sind. Von einem nicht abgebildeten Vorrat wird das Multifilamentgarn 6 abgezogen und über einen Fingerbreithalter 7 in Transportrichtung 10 aufgespreizt, so daß die beispielhaft gezeigten Einzelfilamente 6a, 6b und 6c mit Abstand voneinander angeordnet und den beispielhaft gezeigten Fasern 1a, 1b und 1c des verstreckten Kardenbandes 1 zugeführt werden. Dies führt dazu, daß ein Teil der Fasern des Kardenbandes 1 zumindest teilweise durch einzelne Filamente, insbesondere benachbarte Filamente des Multifilamentgarnes 6 dann eingebunden und insbesondere eingeklemmt und fixiert werden, wenn das Garn die Luft-Dralldüse 8 und die zugehörige Spindel 11 passiert hat. Durch die Walzenpaarung 2 und 3 wird das mit dem Multifilamentgarn 6 in Kontakt gebrachte verstreckte Kardenband 1 dann der Luft-Dralldüse 8 zugeführt, wobei durch die Luft-Dralldüse 8 mit der zugehörigen Spindel 11 das erfindungsgemäße Garn 9 gesponnen wird.Denoted by 6 is a multifilament yarn which forms the core of the finished yarn. This
Die
Auf einer Murata-Vortex Type 861 E-Luftspinnmaschine (Hersteller: Murata Machinery Ltd., Japan) wurde ein Kardenband, bestehend aus einem Polyesterfasergarn, Type 333, Faserlänge 38 mm, Einzelfilamenttiter 1,3 dtex nach Verstrecken des Kardenbandes mit zwei Multifilamentgarnen so luftversponnen, wie dies im Prinzip in den
Jedes der eingesetzten beiden Multifilamentgarne bestand aus Polyester, Type 712, 33 dtex, f 16. Hierfür wurden folgende Parameter an der Vortex-Maschine eingestellt:
Zwei der so erstellten Coregarne wurde anschließend auf einer Hamel 2000-Maschine gezwirnt, wobei die Drehrichtung beim Zwirnen S war und die Zwirndrehung 450 Drehungen/m betrug.Two of the core yarns thus produced were then twisted on a Hamel 2000 machine, the twisting direction being S, and the twisting twist being 450 turns / m.
Auf der vorstehend beschriebenen Maschine wurde ein zweites Garn hergestellt. Hierbei wurden folgende Parameter zugrundegelegt:On the machine described above, a second yarn was produced. The following parameters were used as a basis:
Das eingesetzte Multifilamentgarn, das die Seele ausbildet, bestand aus Polyester, Type 714, 74 dtex, f 24. Hierfür wurden folgende Parameter an der Vortex-Maschine eingestellt:
Als Fasergarn, das die Ummantelung des Coregarnes ausbildete, wurde Baumwolle ausgewählt, mit einem Titer von 3,8 dtex und einer Stapellänge von 34 mm.As a fiber yarn forming the sheath of the core yarn, cotton was selected, with a denier of 3.8 dtex and a staple length of 34 mm.
Zwei der so erstellten Coregarne wurde anschließend auf einer Hamel 2000-Maschine gezwirnt, wobei die Drehrichtung beim Zwirnen S war und die Zwirndrehung 450 Drehungen/m betrug.Two of the core yarns thus produced were then twisted on a Hamel 2000 machine, the twisting direction being S, and the twisting twist being 450 turns / m.
Auf der vorstehend beschriebenen Maschine wurde ein drittes Garn hergestellt. Hierbei wurden folgende Parameter zugrundegelegt:On the machine described above, a third yarn was produced. The following parameters were used as a basis:
Jedes der eingesetzten beiden, die Seele ausbildenden Multifilamentgarne bestand aus Type 712, 74 dtex, f 24. Hierfür wurden folgende Parameter an der Vortex-Maschine eingestellt:
Als Fasergarn, das die Umspinnung des Coregarnes ausbildete, wurde Polyester, Typ 333 mit einem Titer der Einzelfaser von 1,3 dtex und einer Stapellänge von 38 mm ausgewählt.As the spun yarn which formed the coreground, a type 333 polyester having a titer of the single fiber of 1.3 dtex and a staple length of 38 mm was selected.
Drei der so erstellten Coregarne wurden anschließend auf einer Lezzeni TBR-LA-Maschine gezwirnt, wobei jedes Coregarn zunächst in S-Richtung mit einer Drehung von 520 Drehungen/m versehen wurde. Anschließend wurden diese drei vorgedrehten Coregarne miteinander verzwirnt, wobei eine Zwirndrehung in Z-Richtung mit 500 Drehungen/m aufgebracht wurde.Three of the core yarns produced in this way were then twisted on a Lezzeni TBR-LA machine, with each core yarn initially provided in the S direction with a rotation of 520 turns / m. Subsequently, these three pre-twisted core yarns were twisted together with twisting in the Z direction at 500 turns / m.
Von den zuvor erstellten Coregarnzwirnen, die als Nähgarn eingesetzt werden, wurden die folgenden technischen Parameter ermittelt.
Von den zuvor aufgeführten drei Coregarnzwirnen gemäß der Ausführungsbeispiele 1 bis 3, die alle als Nähgarne konzeptioniert wurden, wurde die Nähleistung bestimmt. Die Ergebnisse sind in der nachfolgenden Tabelle zusammengefaßt.
Zur Bestimmung der Nähleistung der Garne gemäß Ausführungsbeispiele 1 und 2 wurde eine modifizierte industrielle Nähmaschine, Typ Pfaff DOST Nähmaschine, Klasse 483-G-8/01-900/5 verwendet, wobei eine Stichlänge von 5 Stichen/cm, eine Stichfrequenz von 5.000 Stichen/min und ein Nadelsystem System 134, Nadelstärke Nm 80, zugrundegelegt worden sind. Zwei Lagen eines Köpers (Hersteller: Ettlin Spinnerei, KF72 160 cm variaminblau, 3344 Sanfor, Baumwolle, 100 % OE-Garn) wurden auf 150 cm in Kettrichtung zugeschnitten und an einer Seite zusammengenäht. Die Streifenbreite betrug in Schußrichtung ca. 20 cm. Pro Einheit und Spannungsbereich wurden fünf Nähte angefertigt, wobei bis zu einer Länge von 750 cm oder bis zum Fadenbruch genäht worden ist.To determine the sewing performance of the yarns according to
Zur Auswertung wurde das Verhältnis aus mittlerer Nahtlänge aller fünf Nähte zur Gesamtnähgutlänge ermittelt und ergibt die Rückwärtsnäheigenschaften des Garnes gemäß der Ausführungsbeispiele 1 und 2, die in Prozent angegeben wird. Zum Ausschließen von Fehlern wird das jeweilige Ergebnis in Korrelation zu dem mit einem Standardfaden ermittelten Werten gesetzt.For evaluation, the ratio of average seam length of all five seams to Gesamtnähgutlänge was determined and gives the Rückwärtsnäheigenschaften of the yarn according to the
Zur Bestimmung der Nähleistung (thermische Belastbarkeit) des Garnes gemäß Ausführungsbeispiel 3 wurde eine modifizierte industrielle Nähmaschine, Typ Pfaff DOST Nähmaschine, Klasse 483-G-8/01-900/5 verwendet, wobei ein handelsüblicher Unterfaden Nm 50, eine Stichlänge von fünf Stichen/cm, eine Stichfrequenz von 5.000 Stichen/min und ein Nadelsystem 134, Nadelstärke Nm 90, zugrundegelegt wurden. Sieben Lagen eines Gewebes wurden auf ca. 30 cm in Kettrichtung und auf ca. 25 cm in Schußrichtung zugeschnitten, übereinandergelegt und mit einem Nahtabstand von ca. 3 mm fünfmal über die gesamte Länge zusammengenäht. Die mittlere Länge der Naht in mm bis zum Fadenbruch ergibt die thermische Belastbarkeit. Das Garn war am Fadenbruch angeschmolzen. Zum Ausschließen von Fehlern wird das jeweilige Ergebnis in Korrelation zu dem mit einem Standardfaden ermittelten Werten gesetzt.To determine the sewing performance (thermal loadability) of the yarn according to
Zur Bestimmung der Vorwärtsnäheigenschaften des Garnes gemäß Ausführungsbeispiel 3 wurde eine modifizierte industrielle Nähmaschine, Typ Dürkopp Adler DOST Nähmaschine, Klasse 272-140342 verwendet, wobei eine Stichlänge von 3 Stichen/cm, eine Stichfrequenz von 5.000 Stichen/min und ein Nadelsystem der Nadelstärke Nm 80 zugrundegelegt worden sind. Drei Lagen eines Vlieses wurden auf 150 cm zugeschnitten, die dreifache Vliesbahn wurde um den Nähmaschinentisch gelegt und fixiert, derart, daß die Schnittkanten übereinandergreifen. Das so hergestellte Endlosband wurde bei voller Geschwindigkeit dreißig Runden á 45 m genäht.To determine the forward sewing properties of the yarn according to
Zur Auswertung wurde die Anzahl der Fadenbrüche ermittelt. Zum Ausschließen von Fehlern wird das jeweilige Ergebnis in Korrelation zu dem mit einem Standardfaden ermittelten Werten gesetzt.For the evaluation, the number of yarn breaks was determined. To exclude errors, the respective result is correlated to the values determined using a standard thread.
Zur Bestimmung der Zick-Zack-Näheigenschaften des Garnes gemäß Ausführungsbeispiel 3 wurde eine industrielle Nähmaschine, Typ Pfaff Nähmaschine, Klasse 418 verwendet, wobei eine Stichlänge von 1,5 Stichen/cm, eine Stichfrequenz von 3.500 Stichen/min, eine Überstichbreite von 5,0 mm und ein Nadelsystem 438, Nadelstärke Nm 110, zugrundegelegt wurden. Sowohl Oberfaden als auch Unterfaden bestanden aus dem Garn gemäß Ausführungsbeispiel 3. Drei Lagen eines Standardvlieses wurden auf 150 cm zugeschnitten. Die gedoppelten Vliesbahnen wurden unter Ausbildung eines Endlosbandes um den Nähmaschinentisch gelegt, die Schnittkanten griffen übereinander und wurden fixiert. Mit voller Geschwindigkeit wurden pro angegebenen Spannungsbereich 15 m Naht genäht. Pro Spannungsbereich sind in der vorstehenden Tabelle die Anzahl der Fadenbrüche und die Anzahl der Fehlstiche angegeben. Zum Ausschließen von Fehlern wird das jeweilige Ergebnis in Korrelation zu dem mit einem Standardfaden ermittelten Werten gesetzt.In order to determine the zigzag sewing properties of the yarn according to
Bei dem zuvor beim Ausführungsbeispiel 3 beschriebenen Nähversuch während des Vorwärtsnähens und des Zick-Zack-Nähens verwendeten Standardvlies handelt es sich um einen Vliesstoff der Firma Freudenberg (Produktbezeichnung: BO50810T150L100, Artikel-Nr. 53385724). Bei der Ermittlung der thermischen Belastbarkeit wurde das dort eingesetzte Gewebe von der Spinnweberei Uhingen hergestellt und weist folgende technische Eigenschaften auf: Zeltstoff, 159 cm R 2/2, 28/32,5 28/16 cm/Nm, Kette Baumwolle, 100 % OE-Garn, Schuß Baumwolle, 100% Ringgarn.The standard nonwoven used in the sewing method described above in
Die vorstehend beschriebenen Ausführungsbeispiele belegen, daß alle drei Zwirne gute bis ausgezeichnete Näheigenschaften besitzen.The embodiments described above demonstrate that all three threads have good to excellent bonding properties.
Claims (23)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010052620 | 2010-11-29 | ||
| DE102011116465 | 2011-10-20 | ||
| DE102011116936A DE102011116936A1 (en) | 2010-11-29 | 2011-10-26 | Yarn, in particular sewing or embroidery thread and method for producing such a yarn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2463418A1 true EP2463418A1 (en) | 2012-06-13 |
| EP2463418B1 EP2463418B1 (en) | 2019-01-09 |
Family
ID=45062805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11009247.5A Not-in-force EP2463418B1 (en) | 2010-11-29 | 2011-11-22 | Method for producing a sewing yarn or embroidery yarn |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8720174B2 (en) |
| EP (1) | EP2463418B1 (en) |
| JP (1) | JP6118494B2 (en) |
| CN (1) | CN102534915B (en) |
| DE (1) | DE102011116936A1 (en) |
| TW (1) | TW201245523A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11359309B2 (en) | 2018-12-21 | 2022-06-14 | Target Brands, Inc. | Ring spun yarn and method |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0414022D0 (en) * | 2004-06-23 | 2004-07-28 | Dunlop Oil & Marine Ltd | Hybrid hose reinforcements |
| CN102704075B (en) * | 2012-06-26 | 2014-07-02 | 东华大学 | Filament beam splitting two-axis unfolding device and application |
| CN102704114B (en) * | 2012-06-26 | 2014-08-13 | 东华大学 | Unequal rendezvous point spinning method of asymmetrical beam splitting spread filament, composite yarn and application |
| CN102704123B (en) * | 2012-06-26 | 2014-07-02 | 东华大学 | Symmetrical beam splitting filament-spreading synchronous upper-covering and lower-supporting composite yarn, spinning method and application |
| CN102704126B (en) * | 2012-06-26 | 2014-07-02 | 东华大学 | Composite yarn compounded by double yarns through using filament screens to cover downwards and support upwards, spinning method and application |
| CN102704122B (en) * | 2012-06-26 | 2015-02-25 | 东华大学 | Top covering and bottom supporting type three-shafting composite yarn, spinning method and applications thereof |
| CN102704121B (en) * | 2012-06-26 | 2014-07-02 | 东华大学 | Filament splitting constant-tension double-side limiting composite spinning device, method and application |
| CN102828308B (en) * | 2012-06-26 | 2015-01-07 | 东华大学 | Non-equal convergent point double tow-screen composite yarn, spinning method and application |
| CN102704076B (en) * | 2012-06-26 | 2014-07-02 | 东华大学 | Composite filament spreading device and method for re-spreading upper and lower layers of spread and split filament and application thereof |
| CN102704077B (en) * | 2012-06-26 | 2014-11-05 | 东华大学 | Composite filament spreader for respreading and clustering split bundles of two-shafting spread filament, method and applications |
| KR101233393B1 (en) * | 2012-08-16 | 2013-02-15 | 주식회사 뉴지로 | Micro heating yarn and it's heating element |
| KR20160003738A (en) * | 2013-07-22 | 2016-01-11 | 무라다기카이가부시끼가이샤 | Thread production device |
| WO2015011769A1 (en) * | 2013-07-22 | 2015-01-29 | 村田機械株式会社 | Thread production device, and aggregating part |
| CN103572447B (en) * | 2013-11-06 | 2016-06-08 | 武汉纺织大学 | A kind of manufacture method of compound core-spun sewing thread |
| CN103572446B (en) * | 2013-11-06 | 2016-06-08 | 武汉纺织大学 | A kind of manufacture method of the core-spun sewing thread being heart yearn with AIRJET TEXTURING YARN |
| US10053801B2 (en) | 2014-01-28 | 2018-08-21 | Inman Mills | Sheath and core yarn for thermoplastic composite |
| CN105696137B (en) * | 2016-04-13 | 2017-10-24 | 宁波萌恒抽纱有限公司 | A kind of three-dimensional sludge ice |
| CN106480569B (en) * | 2016-12-14 | 2018-10-02 | 江南大学 | A kind of intelligence moisture absorbing and sweat releasing yarn |
| DE102017102623A1 (en) | 2017-02-09 | 2018-08-09 | TRüTZSCHLER GMBH & CO. KG | Process and plant for processing fibers |
| TWI682081B (en) * | 2017-09-20 | 2020-01-11 | 南良實業股份有限公司 | High-strength cutting-resistant composite yarn and preparation method thereof |
| CN108754694A (en) * | 2018-06-26 | 2018-11-06 | 桐乡市易知简能信息技术有限公司 | A kind of preparation method of coloured wear-resisting complex yarn |
| US11713522B2 (en) * | 2018-09-12 | 2023-08-01 | Inman Mills | Woven fabric with hollow channel for prevention of structural damage to functional yarn, monofilament yarn, or wire contained therein |
| CN109881491A (en) * | 2019-02-14 | 2019-06-14 | 宁波萌恒抽纱有限公司 | A kind of processing method that fish silk thread is embroidered |
| JP7265572B2 (en) * | 2021-03-19 | 2023-04-26 | 日本毛織株式会社 | Multilayer structure spun yarn, its manufacturing method, fabric and clothing |
| CN115369532A (en) * | 2021-05-21 | 2022-11-22 | 香港纺织及成衣研发中心有限公司 | Polylactic acid composite yarn and preparation method and application thereof |
| CN113388931B (en) * | 2021-06-03 | 2022-07-01 | 东台市润生纺机专件有限公司 | High-precision cotton spinning roving frame roller |
| CN113981575B (en) * | 2021-11-23 | 2023-07-28 | 武汉纺织大学 | Rotary cup core-spun spinning method and device for completely coating filaments with short fiber strands |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2232281A1 (en) * | 1971-07-01 | 1973-01-11 | Deering Milliken Res Corp | DEVICE FOR GENERATING A COMPOSITE YARN |
| DE3835169A1 (en) * | 1988-08-25 | 1990-04-19 | Barmag Barmer Maschf | Production of a cladded-core yarn |
| DE4035908A1 (en) * | 1990-11-12 | 1992-05-14 | Amann & Soehne | Sewing thread with multifilament core - has eddy bonded spun fibre component with hooked fibres drawn outwards from bonded thread |
| EP0569891A1 (en) * | 1992-05-12 | 1993-11-18 | AMANN & SÖHNE GmbH & Co. | Yarn and method for manufacturing a yarn |
| JPH07216679A (en) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | Machine sewing composite thread and its production |
| US6370858B1 (en) * | 1999-12-13 | 2002-04-16 | Murata Kikai Kabushiki Kaisha | Core yarn production method and apparatus |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3342028A (en) * | 1965-04-21 | 1967-09-19 | Kurashiki Rayon Co | Method of producing an elastic core yarn |
| US3343356A (en) * | 1965-09-03 | 1967-09-26 | Burlington Industries Inc | Method and apparatus for producing core yarn |
| JPS5526215B1 (en) * | 1971-07-12 | 1980-07-11 | ||
| US3845611A (en) * | 1972-05-03 | 1974-11-05 | Electrospin Corp | Method and apparatus for producing composite yarn |
| CA1002401A (en) * | 1974-03-29 | 1976-12-28 | John Umiastowski | Yarn forming method and product thereof |
| JPS5620624A (en) * | 1979-07-24 | 1981-02-26 | Teijin Ltd | Composite three layered structure yarn having japanese brocade feeling |
| US4489540A (en) * | 1982-01-26 | 1984-12-25 | Asa S.A. | Process and device for obtaining a spun yarn of fibres comprising an internal core and novel types of spun yarns thus made |
| FR2520390B1 (en) * | 1982-01-26 | 1984-05-25 | Asa Sa | |
| US5103626A (en) * | 1984-12-03 | 1992-04-14 | Burlington Industries, Inc. | Fasciated yarn structure made by vacuum spinning |
| DE3828768C2 (en) * | 1987-08-29 | 1995-05-18 | Klaus Dipl Ing Bartkowiak | Method and device for producing a core-sheath yarn |
| DE4121638C2 (en) * | 1990-08-17 | 1993-11-04 | Amann & Soehne | YARN, ESPECIALLY SEWING YARN, AND METHOD FOR PRODUCING SUCH A YARN |
| USH1225H (en) * | 1991-09-05 | 1993-09-07 | False-twisting process for producing intertwined yarn of comfort and high cut-resistance | |
| US5568719A (en) * | 1992-06-11 | 1996-10-29 | Prospin Industries, Inc. | Composite yarn including a staple fiber covering a filament yarn component and confining the filament yarn component to a second thickness that is less than a first thickness of the filament in a relaxed state and a process for producing the same |
| JPH08158164A (en) * | 1994-12-09 | 1996-06-18 | Mitsubishi Rayon Co Ltd | Production of continuous filament/staple fiber conjugate yarn by bundle-spinning |
| JPH10102339A (en) * | 1996-09-30 | 1998-04-21 | Toyobo Co Ltd | Production of combined bundle-spun yarn |
| JPH10183437A (en) * | 1996-12-20 | 1998-07-14 | Toyobo Co Ltd | Production of combined yarn |
| US6405519B1 (en) * | 2000-02-23 | 2002-06-18 | Burke Mills, Inc. | Composite, break-resistant sewing thread and method |
| WO2003014446A1 (en) * | 2001-08-07 | 2003-02-20 | Teijin Limited | Reinforcing composite yarn and production method therefor |
| JP4501372B2 (en) * | 2003-07-29 | 2010-07-14 | 東レ株式会社 | Core yarn sewing thread |
| JP2006118061A (en) * | 2004-10-19 | 2006-05-11 | Toray Ind Inc | Core yarn sewing thread |
| JP4876807B2 (en) * | 2006-09-13 | 2012-02-15 | 東レ株式会社 | Core yarn sewing thread and manufacturing method thereof |
| JP2008174848A (en) * | 2007-01-16 | 2008-07-31 | Toray Ind Inc | Core yarn sewing thread and method for producing the same |
| JP4952780B2 (en) * | 2009-12-28 | 2012-06-13 | 東レ株式会社 | Core yarn sewing thread |
-
2011
- 2011-10-26 DE DE102011116936A patent/DE102011116936A1/en not_active Withdrawn
- 2011-11-22 EP EP11009247.5A patent/EP2463418B1/en not_active Not-in-force
- 2011-11-22 TW TW100142674A patent/TW201245523A/en unknown
- 2011-11-28 JP JP2011258751A patent/JP6118494B2/en active Active
- 2011-11-29 US US13/305,875 patent/US8720174B2/en not_active Expired - Fee Related
- 2011-11-29 CN CN201110386171.9A patent/CN102534915B/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2232281A1 (en) * | 1971-07-01 | 1973-01-11 | Deering Milliken Res Corp | DEVICE FOR GENERATING A COMPOSITE YARN |
| DE3835169A1 (en) * | 1988-08-25 | 1990-04-19 | Barmag Barmer Maschf | Production of a cladded-core yarn |
| DE4035908A1 (en) * | 1990-11-12 | 1992-05-14 | Amann & Soehne | Sewing thread with multifilament core - has eddy bonded spun fibre component with hooked fibres drawn outwards from bonded thread |
| EP0569891A1 (en) * | 1992-05-12 | 1993-11-18 | AMANN & SÖHNE GmbH & Co. | Yarn and method for manufacturing a yarn |
| JPH07216679A (en) * | 1994-01-27 | 1995-08-15 | Toyobo Co Ltd | Machine sewing composite thread and its production |
| US6370858B1 (en) * | 1999-12-13 | 2002-04-16 | Murata Kikai Kabushiki Kaisha | Core yarn production method and apparatus |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11359309B2 (en) | 2018-12-21 | 2022-06-14 | Target Brands, Inc. | Ring spun yarn and method |
| US11767618B2 (en) | 2018-12-21 | 2023-09-26 | Target Brands, Inc. | Ring spun yarn and method |
Also Published As
| Publication number | Publication date |
|---|---|
| US8720174B2 (en) | 2014-05-13 |
| TW201245523A (en) | 2012-11-16 |
| JP6118494B2 (en) | 2017-04-19 |
| CN102534915B (en) | 2016-11-23 |
| EP2463418B1 (en) | 2019-01-09 |
| JP2012117194A (en) | 2012-06-21 |
| DE102011116936A1 (en) | 2012-05-31 |
| CN102534915A (en) | 2012-07-04 |
| US20120137649A1 (en) | 2012-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2463418B1 (en) | Method for producing a sewing yarn or embroidery yarn | |
| DE60212856T2 (en) | REINFORCED COMPOSITE YARN AND ITS MANUFACTURE | |
| DE1785630C3 (en) | Wrapped yarn | |
| DE2428483B2 (en) | YARN CONSISTS OF A UNTWN SPIN FIBER BAND AND AT LEAST ONE FILAMENT YARN WRAPPING THIS SMALL SPIN FIBER BEND | |
| DE2528837A1 (en) | COMPOSITE SPLINED YARN AND METHOD OF MANUFACTURING THE SAME | |
| DE2232281A1 (en) | DEVICE FOR GENERATING A COMPOSITE YARN | |
| DE2416880A1 (en) | SPIRALLY WRAPPED YARN, METHOD AND DEVICE FOR THE PRODUCTION THEREOF | |
| DE2954534C2 (en) | ||
| DE2447715A1 (en) | YARN AND METHOD FOR MANUFACTURING IT | |
| DE2942131A1 (en) | YARN AND METHOD FOR THE PRODUCTION THEREOF | |
| DE202015009656U1 (en) | Filament core for an elastic yarn, an elastic composite yarn, textile fabric and arrangement for producing the elastic yarn | |
| DE102006037716A1 (en) | Textile knitting machine has drafting stations preceding knitting station with two or more flyer slivers | |
| EP0161572A1 (en) | Method for making a blended yarn | |
| DE102006011212A1 (en) | Drive for knitted article production apparatus, with knitting needle, knitting device and stretching roller(s), comprises belt drive containing restricted motion belt and belt pulleys with non-parallel rotational axes | |
| DE2432440A1 (en) | FILLED YARN AND METHOD OF ITS MANUFACTURING | |
| DE3742183C1 (en) | Fabric tape for technical purposes | |
| DE102019135719B4 (en) | Device and method for producing a core yarn | |
| EP1036866B1 (en) | Sewing thread and method for the production of a sewing thread | |
| DE2462400C2 (en) | Method for producing a wrapped yarn | |
| DE3424632A1 (en) | TEXTILE PRODUCT OF STACKED FIBER YARN, METHOD AND DEVICE FOR ITS PRODUCTION | |
| EP1159473A1 (en) | Method and device as well as the utilization of the device to produce a blended yarn or a composite yarn | |
| DE2407357A1 (en) | Composite yarn formed from untwisted fibre sliver - around which tying yarn is wound helically at a point spaced from feed rolls by a distance less than the fibre length | |
| DE2428484A1 (en) | Compound yarns - formed by core of twist free multifilaments held together by a finer helically wound yarn | |
| DE2514302C3 (en) | Core yarn | |
| DE2229727C3 (en) | Method and device for producing high-loom chamois by means of a false twist system |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| 17P | Request for examination filed |
Effective date: 20121128 |
|
| 17Q | First examination report despatched |
Effective date: 20150105 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180404 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20180830 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1087405 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011015243 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011015243 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| 26N | No opposition filed |
Effective date: 20191010 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011015243 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20191130 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191130 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1087405 Country of ref document: AT Kind code of ref document: T Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20111122 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |