EP2192052A2 - Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben - Google Patents
Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben Download PDFInfo
- Publication number
- EP2192052A2 EP2192052A2 EP09014982A EP09014982A EP2192052A2 EP 2192052 A2 EP2192052 A2 EP 2192052A2 EP 09014982 A EP09014982 A EP 09014982A EP 09014982 A EP09014982 A EP 09014982A EP 2192052 A2 EP2192052 A2 EP 2192052A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- closure
- strip
- bag
- web
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/04—Articles or materials wholly enclosed in single sheets or wrapper blanks
- B65D75/20—Articles or materials wholly enclosed in single sheets or wrapper blanks in sheets or blanks doubled around contents and having their opposed free margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5855—Peelable seals
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0014—Flexible containers made from webs by folding webs longitudinally having their openings facing transversally to the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/02—Feeding or positioning sheets, blanks or webs
- B31B70/022—Holders for feeding or positioning sheets or webs
- B31B70/024—Rotating holders, e.g. star wheels, drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/642—Uniting opposed surfaces or edges; Taping by applying heat or pressure using sealing jaws or sealing dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/644—Making seals parallel to the direction of movement, i.e. longitudinal sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/60—Uniting opposed surfaces or edges; Taping
- B31B70/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure
- B31B70/649—Uniting opposed surfaces or edges; Taping by applying heat or pressure using tools mounted on a drum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8132—Applying the closure elements in the machine direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B29/00—Packaging of materials presenting special problems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2313/00—Connecting or fastening means
- B65D2313/04—Connecting or fastening means of magnetic type
Definitions
- the magnetic closure member may according to Fig. 13 Also be designed so that a magnetic strip 21 cooperates with a counter-strip 26 of ferromagnetic material.
- the magnetic strips 20, 21 are in the opposite direction in the region of edge strips, such that the oppositely poled areas are in the closed position to each other ( Fig. 15 ).
- a special feature is the production of the bags or the attachment of the closure strip.
- a continuous (film) web 32 is processed or processed for the bags.
- the web 32 is transported with the inside facing up.
- a first step which can be used in the field of local bagging machine, but alternatively already in a plant for the production of the web 32, two continuous strips of sealable or adhesive material (peel seal) are applied to form the two sealing strips 25th
- the sealing strips 25 are applied with a thin layer thickness, so that the web 32 can be available wound with the sealing strips 25 as a reel.
Abstract
Description
- Die Erfindung betrifft einen Beutel aus dünnem Verpackungsmaterial, insbesondere Folie, für Schüttgüter oder faseriges Material, insbesondere für eine Portion Schnitttabak als Beutelinhalt, bestehend aus an mindestens drei Seiten miteinander verbundener Vorderwand und Rückwand, die eine (obere) Beutelöffnung begrenzen.
- Vorrangig geht es um die Ausgestaltung und Herstellung von Beutelpackungen für geschnittenen Tabak. Der Beutel besteht aus einer insbesondere thermisch siegelbaren Folie, ggf. mehrlagig oder mehrschichtig. Die bekannten Tabakbeutel sind überwiegend so ausgebildet, dass ein langgestreckter, streifenförmiger Zuschnitt der Folie entlang einer Bodenkante umgefaltet ist unter Bildung von Vorderwand und Rückwand, die an (aufrechten) Seiten durch Seitennähte oder durch faltbare Seitenwände miteinander verbunden sind. Die Rückwand weist üblicherweise eine Verlängerung auf zur Bildung einer Wickellasche bzw. Umschlaglasche, die bei geschlossenem Beutel an der Vorderwand anliegt und ggf. mit dieser lösbar verbunden ist.
- Der Erfindung liegt die Aufgabe zugrunde, eine Beutelpackung für insbesondere Tabak so auszubilden, dass einerseits eine verbraucherfreundliche Handhabung beim mehrmaligen Öffnen und Schließen, andererseits aber auch eine die Qualität des Tabaks erhaltende ausreichende Dichtigkeit gegeben sind.
- Zur Lösung dieser Aufgabe ist die erfindungsgemäße Beutelpackung dadurch gekennzeichnet, dass im Bereich der Beutelöffnung ein erstes, mehrfach wirkendes Verschlussorgan und ein zweites Verschlussorgan angebracht sind, welches vor erstmaligem Öffnen die Beutelöffnung vollständig und dicht verschließt.
- Vorzugsweise ist das die Dichtigkeit bewirkende, zweite Verschlussmittel eine leicht zu öffnende, sich über die volle Breite des Beutels bzw. der Beutelöffnung erstreckende Siegelnaht, insbesondere in der Ausführung als Peel-Seal. Diese Verschlussnaht wir beim erstmaligen Öffnen des Beutels getrennt.
- Das für mehrmalige Öffnungs- und Schließvorgänge angelegte Verschlussmittel kann im Sinne der Erfindung in verschiedener Weise ausgebildet sein, z. B. als (vorgepolte) Magnetstreifen, gegebenenfalls im Zusammenwirken mit einem ferromagnetischen Streifen. Vorteilhaft ist ein Verschlussstreifen aus dauerplastischem Werkstoff, insbesondere Metall oder Kunststoff. Gemäß einer weiteren Alternative ist das mehrmals wirksame Verschlussmittel ein sogenanntes Zip-Lock.
- Das zweite Verschlussmittel kann oberhalb des ersten (dauerhaften) Verschlussmittels angebracht sein. Eine Besonderheit ist die mit dem ersten Verschlussmittel integrierte Anbringung des zweiten Verschlussmittels, z. B. ein Metallstreifen in Kombination mit einem Peel-Seal-Streifen als Verbindungsstreifen.
- Eine Besonderheit ist auch die Herstellung der mit Verschlussmitteln versehenen Beutel bzw. die Anbringung der Verschlussmittel im Bereich einer fortlaufenden Bahn.
- Weitere Einzelheiten der (Tabak-)Beutel sowie über Verfahren und Vorrichtung zum Herstellen derselben werden nachfolgend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert. Es zeigt:
- Fig. 1
- eine Beutelpackung in perspektivischer Frontansicht,
- Fig. 2
- die Beutelpackung gemäß
Fig. 1 bei offener Beutelöffnung, ebenfalls perspektivisch, - Fig. 3
- ein anderes Ausführungsbeispiel einer Beutelpackung in einer Darstellung analog
Fig. 2 , - Fig. 4
- ein weiteres Ausführungsbeispiel in gleicher perspektivischer Darstellung,
- Fig. 5
- einen Vertikalschnitt durch einen Teilbereich einer Beutelpackung gemäß
Fig. 1 in der Schnittebene V-V derFig. 1 , - Fig. 6
- den Beutel gemäß
Fig. 5 in Öffnungsstellung, - Fig.7
- einen Vertikalschnitt entsprechend
Fig. 5 nach Wiederverschließen der Beutelpackung, - Fig. 8
- einen Vertikalschnitt durch eine Beutelpackung im Öffnungsbereich vor erstmaligem Öffnen,
- Fig. 9
- den Beutel gemäß
Fig. 8 in Öffnungsstellung, - Fig. 10
- eine Darstellung analog
Fig. 8 bei wiederverschlossenem Beutel, - Fig. 11
- den Beutel gemäß
Fig. 1 in einem randseitigen Horizontalschnitt entsprechend Schnittebene XI-XI inFig. 1 , - Fig. 12
- einen Horizontalschnitt des Beutels gemäß
Fig. 4 in Schnittebene XII-XII derFig. 4 , - Fig. 13
- ein Detail einer Beutelpackung im Verschlussbereich, im Vertikalschnitt,
- Fig. 14
- eine Darstellung analog
Fig. 13 für ein anderes Ausführungsbeispiel, - Fig. 15
- eine schematische Darstellung von Verschlussmitteln des Ausführungsbeispiels gemäß
Fig. 14 , - Fig. 16
- eine schematische Darstellung einer Phase der Fertigung von Beutelpackungen, in perspektivischer Darstellung,
- Fig. 17
- einen nachfolgenden Fertigungsschritt für Beutelpackungen, ebenfalls in perspektivischer Darstellung,
- Fig. 18 bis Fig. 20
- einzelne Fertigungs- bzw. Füll- und Verschlussschritte bei der Herstellung von Beutelpackungen, perspektivisch,
- Fig. 21
- Einzelheiten einer Vorrichtung zum Anbringen von Abschnitten von Verschlussmitteln im Vertikalschnitt,
- Fig. 22
- eine Vorrichtung zum Aufbringen von selbstklebenden Verschlussmitteln in schematischer Seitenansicht,
- Fig. 23
- eine Vorrichtung zum Anbringen von Verschlussmitteln mit thermisch aktivierbarem kleber,
- Fig. 24
- eine Vorrichtung zum Aufbringen eines fortlaufenden Streifens für ein Verschlussmittel,
- Fig. 25
- eine Einzelheit der Vorrichtung gemäß
Fig. 21 , nämlich ein Radialschnitt in der Schnittebene XXV-XXV derFig. 21 , - Fig. 26
- eine weitere Einzelheit der Vorrichtung gemäß
Fig. 21 in einer radialen Schnittebene XXVI-XXVI, - Fig. 27
- eine Vorrichtung zum Aktivieren eines thermisch aktivierbaren Verschlussmittels,
- Fig. 28
- einen Vertikalschnitt durch einen Teilbereich einer Beutelpackung in einer weiteren Ausführungsform,
- Fig. 29
- eine Einzelheit der Beutelpackung gemäß
Fig. 28 in Draufsicht bzw. im Querschnitt entsprechend Sicht- und Schnittebene XXIX-XXIX inFig. 28 , - Fig. 30
- einen Beutel in der Ausführungsform gemäß
Fig. 28, Fig. 29 in perspektivischer Darstellung, - Fig. 31
- einzelne Fertigungs-, Füll- und Verschlussschritte bei der Herstellung von Beutelpackungen gemäß
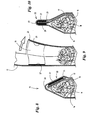
Fig. 28 bis Fig. 30 in perspektivischer Darstellung. - Die Ausführungsbeispiele von Beutelpackungen 10 dienen zur Aufnahme einer Tabakportion 11. Der Beutel besteht aus dünnem Verpackungsmaterial, insbesondere aus einer thermisch siegelbaren Folie. Ein Zuschnitt ist unter Bildung einer Bodenkante 12 gefaltet, sodass eine Vorderwand 13 und eine Rückwand 14 einander gegenüberliegen bzw. den eigentlichen Beutel zur Aufnahme der Tabakportion 11 bilden. Im Bereich seitlicher Ränder sind Vorderwand 13 und Rückwand 14 dauerhaft miteinander verbunden, und zwar durch (aufrechte) Seitennähte 15, 16. Die Rückwand 14 ist mit einer Verlängerung bzw. Fortsetzung versehen zur Bildung einer Umschlaglasche 17, die bei geschlossener Beutelpackung gegen die Vorderwand 13 umgelegt und mit dieser lösbar verbunden ist, z.B. mit einem Klebeetikett 18.
- Ein oberer Bereich des Beutels bzw. von Vorderwand 13 und Rückwand 14 ist als Beutelöffnung 19 ausgebildet. Diese erstreckt sich zwischen den Seitennähten 15, 16. Über die Beutelöffnung 19 wird die Tabakportion 11 eingefüllt und bei Verbrauch entnommen. In Schließstellung liegen obere Randstreifen von Vorderwand 13 und Rückwand 14 aneinander bzw. sind durch trennbare Verschlussmittel miteinander verbunden.
- Die Verschlussmittel bzw. Verschlussorgane können in verschiedener Weise ausgebildet sein. Bei dem Ausführungsbeispiel der
Fig. 1 sind im Bereich der Beutelöffnung 19 zwei zusammenwirkende Verschlussstreifen angeordnet, und zwar Magnetstreifen 20, 21. Diese erstrecken sich im Bereich eines füllgutfreien Öffnungsstreifen 22 von Vorderwand 13 und Rückwand 14 zwischen den Seitennähten 15, 16. In Schließstellung liegen die entsprechend gepolten Magnetstreifen 20, 21 aneinander. Oberhalb der Verschlussmittel bzw. Magnetstreifen 20, 21 befindet sich im Bereich der Vorderwand 13 eine Grifflasche 23, die zum Öffnen bzw. Trennen der Magnetstreifen 20, 21 erfasst werden kann.Fig. 1 undFig. 6 zeigen die geöffnete Stellung bei voneinander getrennten Magnetstreifen 20, 21.Fig. 7 zeigt eine Schließstellung nach erstmaligem Öffnen der Beutelpackung 10. - Eine Besonderheit ist die Anordnung eines weiteren Verschlussmittels im Bereich der Beutelöffnung 19, also im Bereich des Öffnungsstreifens 22. Es handelt sich dabei um eine für die Ingebrauchnahme der Beutelpackung 10 lösbare Verbindung von Vorderwand 13 und Rückwand 14. Bei dem vorliegenden Ausführungsbeispielen handelt es sich um eine Siegelnaht 24 in der Ausführung "Peel Seal". Das Peel Seal Material ist ein wachsartiger Kunststoff, der als sehr dünner Siegelstreifen 25 einseitig oder beidseitig auf Innenseiten von Vorderwand 13 und Rückwand 14 aufgebracht ist. Die Verbindung erfolgt durch Wärme und Druck. Das zusätzliche Verschlussmittel, also die Siegelnaht 24, hat einerseits die Aufgabe, einen (ursprünglich) vollständig dichten Beutel zu schaffen, wenn das mehrfach wirkende Verschlussmittel nicht vollständig dichtend abschließt oder aufgrund der Abmessung an den Enden Öffnungen frei lässt. Des Weiteren hat die Siegelnaht 24 einen Sicherungseffekt gegen unbefugtes Öffnen des Beutels.
- Bei dem Ausführungsbeispiel gemäß
Fig. 1 und Fig. 2 sowieFig. 5 bis Fig. 7 befindet sich dieses (zweite) Verschlussorgan oberhalb des mehrfach wirkenden (ersten) Verschlussmittels, nämlich oberhalb der Magnetstreifen 20, 21. Beim Öffnen der Beutelpackung 10 wird demnach zunächst die Siegelnaht 24 geöffnet. Danach können die Magnetstreifen 20, 21 voneinander getrennt werden (Fig. 6 ). Beim Wiederverschließen werden nur die Magnetstreifen 20, 21 aneinandergedrückt. Im Bereich der Siegelnaht 24 bleiben die Siegelstreifen 25 ohne Verbindung. - Das magnetische Verschlussorgan kann gemäß
Fig. 13 auch so ausgebildet sein, dass ein Magnetstreifen 21 mit einem Gegenstreifen 26 aus ferromagnetischem Material zusammenwirkt. Die Magnetstreifen 20, 21 sind im Bereich von Randstreifen entgegengesetzt vorgepolt, derart, dass die entgegengesetzt gepolten Bereiche in Schließstellung aneinander liegen (Fig. 15 ). - Die Beutelpackung 10 gemäß
Fig. 3 , deren Aufbau und Handhabung auch inFig. 8 bis Fig. 10 dargestellt sind, arbeitet mit einem Formstreifen 27 als mehrfach benutzbares Verschlussorgan. Dieser breitere Formstreifen 30, der lediglich an einer Seite der Beutelöffnung 19, insbesondere an der Rückwand 14 angeordnet ist, besteht aus einem plastisch verformbarem Material, insbesondere aus Metall (Aluminiumlegierung). Aufgrund dieser Materialeigenschaft kann der Formstreifen 27 mit den Lagen des Öffnungsstreifens 22 umgefaltet werden in eine Schließstellung (Fig. 10 ), die stabil gehalten wird. Der Formstreifen 30 ist durch Klebung, vorzugsweise aber durch thermisches Siegeln mit der Rückwand 14 verbunden, wobei der Formstreifen 27 gegebenenfalls einseitig oder beidseitig eine thermisch aktivierbare Beschichtung aufweisen kann. Der Formstreifen 27 erstreckt sich hier über die komplette Breite des Beutels, also auch im Bereich der Seitennähte 15, 16. - Bei der fertigungstechnisch vorgegebenen Schließstellung (
Fig. 8 ) befindet sich der Formstreifen 27 ohne Verformung im Bereich des insgesamt umgefalteten Öffnungsstreifens 22. Dieser liegt mit nach außen gekehrter Umschlaglasche 17 am Beutel an. Nach dem erstmaligen Öffnen (Fig. 9 ) wird die Verschlussstellung durch Umfalten des Öffnungsstreifens 22 etwa mittig im Bereich des Formstreifens 27 bewirkt, so dass dieser eine U-förmige Faltstellung erhält (Fig. 10 ). - Auch bei dieser Ausführung der Beutelpackung 10 ist ein zweites Verschlussorgan vorgesehen, nämlich ein Verbindungsstreifen 28, der im Bereich des Öffnungsstreifens 22 innenseitig angeordnet ist, insbesondere gegenüberliegend zum Formstreifen 27 (
Fig. 9 ). Der Verbindungsstreifen 28 besteht aus einem Material, welches aufgrund von Wärme und/oder Druck mit dem Formstreifen 27 verbunden werden kann und nach erstmaligem Öffnen unwirksam ist. Insbesondere besteht demnach der Verbindungsstreifen 28 aus Peel Seal Material. - Die Beutelpackung 10 gemäß
Fig. 4 ist in besonderer Weise ausgebildet. Das mehrfach wirkende Verschlussorgan besteht aus zwei elastischen, jedoch verhältnismäßig steifen Stützstreifen 29, 30, insbesondere aus Kunststoff oder Metall (Stahl). Die beiden Stützstreifen 29, 30 sind im Bereich der Beutelöffnung 19 an der Innenseite von Vorderwand 13 und Rückwand 14 zwischen den Seitennähten 15, 16 angebracht. Die Enden können aufeinander abgestützt sein (Fig. 12 ). Die Arbeitsweise dieses Verschlussorgans sieht so aus, dass in Querrichtung (Pfeil 31) Druck auf die Enden der Stützstreifen 29, 30 ausgeübt wird, sodass sich diese unter elastischer Verformung nach außen wölben. Es wird dadurch eine entsprechende Beutelöffnung 19 frei gelegt. Durch Entlastung der Enden kehren die Stützstreifen 29, 30 aufgrund der Elastizität in die Ausgangsstellung zurück, in der sie dichtend aneinander liegen. - Auch dieses Ausführungsbeispiel ist mit einem zweiten Verschlussmittel, nämlich einer Siegelnaht 24 mit Peel Seal Effekt oberhalb der Stützstreifen 29, 30 versehen.
- Eine Besonderheit ist die Herstellung der Beutel bzw. die Anbringung der Verschlussstreifen. Gemäß
Fig. 16 wird dabei eine fortlaufende (Folien-)Bahn 32 für die Beutel be- bzw. verarbeitet. Die Bahn 32 wird mit der Innenseite nach oben weisend transportiert. In einem ersten Arbeitsschritt, der im Bereich der örtlichen Beutelmaschine, alternativ aber bereits in eine Anlage für die Fertigung der Bahn 32 eingesetzt werden kann, sind zwei fortlaufende Streifen aus siegelbarem bzw. klebendem Material (Peel Seal) aufgebracht zur Bildung der beiden Siegelstreifen 25. Die Siegelstreifen 25 sind mit dünner Schichtdicke aufgebracht, so dass die Bahn 32 mit den Siegelstreifen 25 als Bobine gewickelt zur Verfügung stehen kann. - Das für mehrfachen Gebrauch bestimmte Verschlussmittel wird im Bereich einer Beutelmaschine auf die gegebenenfalls in vorstehendem Sinne vorbereitete Bahn 32 aufgebracht. Gemäß
Fig. 16 und Fig. 17 werden streifenförmige Stücke 33, 34 als Verschlussstreifen mit Abstand voneinander auf die Bahn 32 aufgebracht und mit dieser verbunden. Die Stücke 33, 34 sind in einem Querabstand voneinander angeordnet, so dass nach Faltung der Bahn 32 unter Bildung einer fortlaufenden Überdeckung und unter Schaffung der fortlaufenden Bodenkante 12 die einander zugeordneten Stücke 33, 34 als Verschluss aneinander liegen (Fig. 17 ). - Nach Bildung der Teilüberdeckung der Bahn 32 werden die quer gerichteten Seitennähte 15, 16 angebracht. Danach oder zeitgleich werden die Beutelpackungen 10 von der Bahn 32 abgetrennt. In den offenen Beutel wird nun die Tabakportion 11 eingeführt (
Fig. 18, Fig. 19 ). Danach wird der Verschluss hergestellt, mindestens durch die Organe bzw. Stücke 33, 34, vorzugsweise durch zusätzliches Verbinden der Siegelstreifen 25 der Siegelnaht 24. Die Beutelpackung 10 ist damit gebrauchsfertig. - Eine weitere Besonderheit sind Einheiten bzw. Aggregate einer Vorrichtung. Die Vorrichtung gemäß
Fig. 21 ist der schematischen Darstellung gemäßFig. 16 zuzuordnen. Von einem fortlaufenden Streifen 35, der insbesondere von einer Bobine bzw. Rolle 36 abgezogen wird, werden im Bereich eines Schneidaggregats die Stücke 33, 34 abgetrennt. Der Streifen 35 wird zu diesem Zweck dem Umfang einer Schneidwalze 37 zugeführt. Diese weist (zwei) Messer 38 auf, die bei der Drehung der Schneidwalze 37 mit einem ortsfesten Gegenmesser 39 zusammenarbeiten und jeweils ein Stück 33, 34 von dem Streifen 35 abtrennen. Aufgrund der Drehgeschwindigkeit der Schneidwalze 37 wird das abgetrennte Stück 33, 34 beschleunigt, so dass beim Auflegen auf die unterhalb der Schneidwalze 37 laufende Bahn 32 der erwünschte Abstand zwischen aufeinanderfolgenden Stücken 33, 34 geschaffen wird. - Die mit den (Verschluss-)Stücken 33, 34 versehene Bahn 32 wird nach Transport etwa entlang eines Viertelkreises auf dem Umfang der Schneidwalze 37 von dieser abgelenkt und auf den Umfang einer zweiten Walze, nämlich einer Heizwalze 40 überführt. Die beiden Walzen 37 und 40 sind mit ihren Mantelflächen unmittelbar benachbart zueinander angeordnet. Ein keilförmiges Ablenkorgan 41 im Bereich der geringsten Abstände der Mantelflächen voneinander bewirkt die Überleitung von Bahn 32 und mit den Stücken 33, 34 auf den Umfang der Heizwalze 40.
- Im Bereich der Heizwalze 40 wird die fortlaufende Einheit aus Bahn und (Verschluss-)Stücken 33, 34 an die Heizwalze 40 angedrückt durch ein Andrückorgan, welches sich über einen größeren Umfangsbereich der Heizwalze 40 erstreckt. Es handelt sich dabei um ein Andrückband 42 mit einem sich an den Umfang der Heizwalze 40 anschmiegenden Trum 43. Die Oberfläche der Heizwalze 40 ist beheizbar, und zwar durch zwei sich längs eines Teilbereichs des Umfangs erstreckende Heizleisten 44, 45.
- Bei dieser Vorrichtung werden demnach Wärme und/oder Druck auf die Bahn 32 im Bereich der Stücke 33, 34 übertragen aufgrund entsprechender Anordnung der Heizleisten 44, 45. Die Vorrichtung ist deshalb geeignet für alle Verschlussmittel, die durch Wärme und/oder Druck an der Bahn 32 fixiert werden. Sofern es sich dabei um Magnetstreifen 20, 21 handelt, werden diese nach Verlassen der Walze 40 im Bereich eines horizontalen Förderabschnitts der Bahn 32 durch ein Aktivierungsorgan 46 magnetisiert, nämlich durch eine Magnetisierungsspule. Die so ausgerüstete Bahn 32 kann nun in der beschriebenen Weise weiter verarbeitet werden.
- Wie aus
Fig. 25 ersichtlich, sind zum Anbringen von zwei parallelen Verschlusselementen bzw. Stücken 33, 34 zwei Schneidwalzen 37 in entsprechendem Abstand voneinander oberhalb der Bahn 32 angeordnet. Die Schneidwalzen 37 weisen Saugbohrungen 47 auf zum Fixieren des Streifens 35 und der Stücke 33, 34 am Umfang der Schneidwalze 37. -
Fig. 26 zeigt ein Querschnittsdetail der Heizwalze 40. Diese für beide Stücke 33, 34 gemeinsame Heizwalze 40 ist mit entsprechender axialer Abmessung ausgebildet. Heizleisten 44, 45 sind in axialem Abstand voneinander angeordnet entsprechend den Abständen der Stücke 33, 34. Jeder Heizleiste ist ein (elektrisches) Heizelement 48 zugeordnet. -
Fig. 22 zeigt eine Vorrichtung für das Anbringen von selbstklebenden (Verschluss-)Stücken 33, 34 an der Bahn 32. Der Streifen 35 kann dabei auf der mit einer selbstklebenden Beschichtung versehenen Seite mit einem Abdeckstreifen 49 versehen sein, der vor Übertragung des Streifens 35 auf den Umfang der Schneidwalze 37 abgezogen und abgefördert wird. Anstelle des Abdeckstreifens 49 kann die nicht beleimte Seite des Streifens 35 mit einer ein Kleben verhindernden Beschichtung, z. B. einem Sperrlack, versehen sein. - Die selbstklebenden Stücke 33, 34 werden durch die Schneidwalze 37 in der beschriebenen Weise auf die Bahn 32 aufgelegt. Im Anschluss an die Schneidwalze 37 kann eine Aktivierung erfolgen, bei Magnetstreifen 20, 21 mittels Aktivierungsorgan 46.
- Eine weitere Alternative ergibt sich aus
Fig. 23 . Hier werden Verschlussorgane, nämlich Streifen bzw. Stücke 33, 34 verarbeitet, die mit einer thermisch aktivierbaren Beschichtung versehen sind, z. B. mit Hotmelt. Die im Bereich der Schneidwalze 37 nach außen gerichtete Beschichtung wird durch eine ortsfeste Heizquelle 50 aktiviert. Unmittelbar im Anschluss daran wird das betreffende Stück 33, 34 an die Bahn 32 angelegt. - Eine weitere besondere Vorrichtung ist in
Fig. 24 gezeigt. Das anzubringende Verschlussorgan bzw. der/die Verschlussstreifen erstrecken sich über die volle Breite des Beutels. Das Verschlussmittel kann demnach als fortlaufendes Band 56 von einer Bobine abgezogen und der Bahn 32 zugeführt werden. Beide, nämlich Bahn 32 und Band 56 werden über eine Umlenkwalze 57 an den Umfang einer Verbindungswalze, nämlich Heizwalze 40 geführt. Diese ist mit einem ringsherumlaufenden (elektrischen) Heizelement versehen, nämlich einem Heizstreifen 58. Dieser erstreckt sich im Bereich des Bandes 56, so dass durch Übertragung von Wärme und Druck das Band 56 - gegebenenfalls mit Beschichtung - an die Bahn 32 angesiegelt wird. Um einen ausreichenden Anpressdruck für Bahn 32 und Band 56 an den Umfang der Heizwalze 40 zu gewährleisten, ist auch hier ein Andrückband 42 vorgesehen, dessen Trum 43 sich über einen weiten Bereich des Umfangs der Heizwalze 40 erstreckt. Eine untere Umlenkwalze 59 führt die nun verbundene Einheit aus Bahn 32 und Band 56 zurück in eine horizontale Ebene. Diese Vorrichtung ist besonders geeignet bei Einsatz eines Formstreifens 27 als Verschlussmittel. Bei der so ausgebildeten Bahn 32 wird das durchlaufende Band 56 mit durchtrennt (Fig. 17 ). - Zum Verschließen des mit Tabak gefüllten Beutels (
Fig. 19/Fig. 20 ) sind Wärme und/oder Druck auf das bzw. die Verschlussorgane aufzubringen. Wenn als zweites Verschlussmittel eine Siegelnaht 24 vorgesehen ist, wird diese im Bereich der Vorrichtung gemäßFig. 27 aktiviert bzw. verschlossen. Die fertigen, gefüllten Beutel werden in der Position gemäßFig. 20 in ein Siegelaggregat 51 gefördert, nämlich mittels Fördergurt 52. Während einer Stillstandsphase der Beutelpackung 10 werden Wärme und Druck mindestens im Bereich eines Verschlussorgans, insbesondere im Bereich der Siegelnaht 24 übertragen, und zwar durch ein Siegelstück 53, welches von oben auf die Beutelpackung 10 absenkbar ist zur Übertragung von Wärme und Druck. Gegenüberliegend zu dem streifenförmigen Siegelstück 53 befindet sich eine Auflage 54 als Gegendruckorgan unterhalb eines Obertrums des Fördergurts 52. Die Auflage 54 besteht mindestens teilweise aus elastischem Werkstoff. Nach Verlassen des Siegelaggregats 51 sind die Beutelpackungen 10 fertig gestellt bzw. verschlossen. Bei einer Ausführung einer Beutelpackung 10 gemäßFig. 3 sowieFig. 8 bis Fig. 10 wird die Verbindung zwischen dem Formstreifen 27 und dem Verbindungsstreifen 28 aus thermisch aktivierbarem Material ebenfalls durch eine Vorrichtung analogFig. 27 hergestellt. - Eine Beutelpackung 10 besonderer Ausführung und der Herstellung sind in
Fig. 28 bis Fig. 31 gezeigt. Im Bereich der Beutelöffnung 19, also zwischen Vorderwand 13 und Rückwand 14, sind zwei Verschlussmittel unterschiedlicher Art und Wirkungsweise angeordnet. Es handelt sich zum einen um einen Zip-Lock-Verschluss 60 und zum anderen um eine durchgehende Siegelnaht 61. Der Zip-Lock-Verschluss 60 besteht aus zwei Profilstreifen 62, 63, die innenseitig mit Vorderwand 13 einerseits und Rückwand 14 andererseits verbunden sind, und zwar jeweils über obere und untere Verbindungsnähte 64, 65. - Das zweite Verschlussmittel ist die Siegelnaht 61, die (von Hand) leicht lösbar ist, insbesondere in der Ausführung als Peel Seal. Die Siegelnaht 61 ist vorliegend oberhalb des Zip-Lock-Verschlusses 60 angebracht, benachbart zu einem freien Rand der Vorderwand 13. Dieser kann beim erstmaligen Öffnen der Beutelpackung 10 erfasst werden, um die Siegelnaht 61 zu trennen. Danach kann dann der Zip-Lock-Verschluss 60 für die Entnahme des Beutelinhalts getrennt werden.
- Ein Merkmal dieser Beutelpackung 10 besteht darin, dass sich die Siegelnaht 61 über die volle Breite von Vorderwand 13 und Rückwand 14 erstreckt, also auch im Bereich der Seitennähte 15, 16 zur Schaffung eines dichten Beutelverschlusses. Die Profilstreifen 62, 63 und deren Verbindungsnähte 64, 65 erstrecken sich ebenfalls über die volle Breite des Beutels. Eine Besonderheit ist die verkürzte Ausbildung der Zip-Lock-Profile 66, 67, derart, dass diese mit (geringem) Abstand von den Seitennähten 15, 16 enden. Gemäß
Fig. 29 ist zu diesem Zweck eine zum Beispiel halbkreisförmige Ausstanzung 68 in den Profilstreifen 62, 63 an beiden Enden angebracht, und zwar im Wesentlichen im Bereich der Zip-Lock-Profile 66, 67. Im Bereich der Ausstanzung 68 bzw. der dadurch gebildeten Ausnehmung in den Profilstreifen 62, 63 sind die Beutelwandungen, also Vorderwand 13 und Rückwand 14, durch die Seitennähte 15, 16 unmittelbar durch thermisches Siegeln miteinander verbunden. - Eine Besonderheit ist auch die Herstellung der Packung. Gemäß
Fig. 31 wird eine fortlaufende, insbesondere als Bobine gewickelte Materialbahn 69 aus thermisch siegelbarer Folie zur Verfügung gestellt. Diese wird in einem ersten Arbeitsschritt, insbesondere bei der fabrikmäßigen Fertigung, mit passend positionierten Nahtstreifen 70, 71 versehen. Diese bilden zusammen die Siegelnaht 61, wenn auf die aneinanderliegenden Nahtstreifen 70, 71 Wärme und Druck ausgeübt werden. Die Nahtstreifen 70, 71 weisen eine deutlich größere Breite auf als die später herzustellende Siegelnaht 61. Durch die größere Breite können Ungenauigkeiten beim Ansetzen der Siegelorgane bzw. Siegelbacken zum Herstellen der Siegelnaht 61 ausgeglichen werden. Die Siegelnaht 61 soll etwa in der Mitte der aneinander liegenden Nahtstreifen 70, 71 liegen. - Auf die im vorstehenden Sinne vorbereitete Materialbahn 69 werden als nächstes die Profilstreifen 62, 63 als fortlaufendes Band 72 unter Abziehen von einer Bobine aufgelegt. Das Band 72 besteht aus den beiden im Bereich der Zip-Lock-Profile 66, 67 miteinander verbundenen Profilstreifen 62, 63, die also zusammen das Band 72 bilden. Jeder Profilstreifen ist in entsprechenden Abständen voneinander mit im vorliegenden Falle kreisförmigen Stanzungen versehen zur Bildung der Ausstanzungen 68 an den Enden der Profilstreifen 62, 63. Das Band 72 wird nach dem Auflegen im Bereich der Materialbahn 69 durch Herstellen der frontseitigen Verbindungsnähte 64 mit der Materialbahn 69 bzw. mit der Vorderwand 13 verbunden.
- Die so vorbereitete Materialbahn 69 wird sodann zur Bildung der Vorderwand 13 fortlaufend gefaltet, derart, dass die Nahtstreifen 70, 71 deckungsgleich aufeinander liegen. In einem nächsten Schritt werden nun die quergerichteten Seitennähte 15, 16, nämlich entsprechend doppeltbreite Verbindungsnähte angebracht. Es folgt ein quergerichteter Trennschnitt im Bereich der doppeltbreiten Seitennähte 15, 16, sodass fertige, offene Beutelpackungen 10 entstehen. Der Trennschnitt wird so ausgeführt, dass die geschlossene, hier kreisförmige Lochstanzung im Bereich der Profilstreifen 62, 63 mittig durchtrennt wird, sodass die halbgroßen bzw. halbkreisförmigen Ausstanzungen an den Enden der Profilstreifen 62, 63 entstehen.
- In die offenen Beutelpackungen 10 wird nun die Tabakportion 11 eingeführt. Danach wird der der Rückwand 14 zugekehrte Profilstreifen 63 mit der Rückwand 14 verbunden, und zwar durch Anbringen der beiden zugeordneten Verbindungsnähte 65. In einem letzten Schritt wird sodann die Siegelnaht 61 hergestellt durch Aufbringen von Wärme und Druck im Bereich der aneinanderliegenden Nahtstreifen 70, 71. Dabei sind die Enden der Nahtstreifen 70, 71 bereits (dauerhaft) durch die Seitennähte 15, 16 miteinander verbunden, die mit erhöhter Temperatur und erhöhtem Druck hergestellt werden.
-
- 10
- Beutelpackung
- 11
- Tabakportion
- 12
- Bodenkante
- 13
- Vorderwand
- 14
- Rückwand
- 15
- Seitennaht
- 16
- Seitennaht
- 17
- Umschlaglasche
- 18
- Klebeetikett
- 19
- Beutelöffnung
- 20
- Magnetstreifen
- 21
- Magnetstreifen
- 22
- Öffnungsstreifen
- 23
- Grifflasche
- 24
- Siegelnaht
- 25
- Siegelstreifen
- 26
- Gegenstreifen
- 27
- Formstreifen
- 28
- Verbindungsstreifen
- 29
- Stützstreifen
- 30
- Stützstreifen
- 31
- Pfeil
- 32
- Bahn
- 33
- Stück
- 34
- Stück
- 35
- Streifen
- 36
- Rolle
- 37
- Schneidwalze
- 38
- Messer
- 39
- Gegenmesser
- 40
- Heizwalze
- 41
- Ablenkorgan
- 42
- Andrückband
- 43
- Trum
- 44
- Heizleiste
- 45
- Heizleiste
- 46
- Aktivierungsorgan
- 47
- Saugbohrung
- 48
- Heizelement
- 49
- Abdeckstreifen
- 50
- Heizquelle
- 51
- Siegelaggregat
- 52
- Fördergurt
- 53
- Siegelstück
- 54
- Auflage
- 55
- Sensor
- 56
- Band
- 57
- Umlenkwalze
- 58
- Heizstreifen
- 59
- Umlenkwalze
- 60
- Zip-Lock-Verschluss
- 61
- Siegelnaht
- 62
- Profilstreifen
- 63
- Profilstreifen
- 64
- Verbindungsnaht
- 65
- Verbindungsnaht
- 66
- Zip-Lock-Profil
- 67
- Zip-Lock-Profil
- 68
- Ausstanzung
- 69
- Materialbahn
- 70
- Nahtstreifen
- 71
- Nahtstreifen
- 72
- Band
Claims (22)
- Beutelpackung aus Folie oder dergleichen für Schüttgüter oder faseriges Material, insbesondere für eine Tabakportion (11) als Packungsinhalt, bestehend aus an mindestens drei Seiten miteinander verbundener Vorderwand (13) und Rückwand (14), die eine (obere) Beutelöffnung (19) begrenzen, dadurch gekennzeichnet, dass im Bereich der Beutelöffnung (19) ein erstes, mehrfach wirkendes Verschlussorgan und ein zweites Verschlussorgan angebracht sind, welches vor erstmaligem Öffnen die Beutelöffnung (19) vollständig und dicht verschließt.
- Beutelpackung nach Anspruch 1, dadurch gekennzeichnet, dass das zweite Verschlussorgan innerhalb der Beutelöffnung (19) mit Abstand vom ersten Verschlussorgan angeordnet ist, vorzugsweise oberhalb des ersten Verschlussorgans.
- Beutelpackung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das zweite Verschlussorgan in das erste Verschlussorgan integriert und nach erstmaligem Öffnen der Beutelöffnung (19) unwirksam ist.
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass das zweite Verschlussorgan eine quer gerichtete, sich vorzugsweise über die volle Breite erstreckende lösbare Siegelnaht (24) ist, insbesondere in der Ausführung als Peel Seal.
- Beutelpackung nach Anspruch 3 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass das erste Verschlussorgan aus mindestens einem innenseitig an Vorderwand (13) und/oder Rückwand (14) angebrachten, streifenförmigen Verschlussmittel, nämlich Formstreifen (27) besteht und dass als zweites Verschlussorgan eine Siegelnaht (24) im Bereich des ersten Verschlussorgans bzw. im Bereich des Formstreifens (27) angeordnet ist, wobei mindestens ein Siegelstreifen (25) der Siegelnaht gegenüberliegend zum Formstreifen (27) angeordnet ist, vorzugsweise an der Innenseite der Vorderwand (13).
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass das (erste) Verschlussorgan aus zwei Magnetstreifen (20, 21) oder einem Magnetstreifen (20, 21) und einem ferromagnetischen Gegenstreifen (26) jeweils an der Innenseite von Vorderwand (13) und Rückwand (14) besteht.
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass das (erste) Verschlussorgan aus mindestens einem Formstreifen (27) besteht, der an Vorderwand (13) und/oder Rückwand (14) angebracht ist und aus einem plastischen Material besteht, derart, dass der Formstreifen (27) mit Vorderwand (13) und Rückwand (14) in eine stabile Verschlussstellung umfaltbar ist.
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass das (erste) Verschlussorgan aus zwei Stützstreifen (29, 30) besteht, die je an Vorderwand (13) und Rückwand (14) angeordnet sind, wobei die Stützstreifen (29, 30) aus elastischem Material bestehen und durch Übertragung von Druck auf Enden der Stützstreifen (29, 30) in eine nach außen gewölbte Stellung unter Freigabe der Beutelöffnung (19) verformbar sind.
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass die streifenförmigen Einzelteile des (ersten) Verschlussorgans, nämlich (Verschluss-)Stücke (33, 34), durch Klebung und/oder durch thermisches Siegeln an Vorderwand (13) oder Rückwand (14) angebracht sind, wobei zum thermischen Siegeln erforderlichenfalls die Stücke (33, 34) mit einer einseitigen oder allseitigen siegelbaren Beschichtung versehen sind oder aus siegelbarem Material bestehen.
- Verfahren zum Herstellen von Beutelpackungen aus Folie oder dergleichen für Schüttgüter oder faseriges Material, insbesondere für eine Tabakportion (11) als Packungsinhalt, bestehend aus an mindestens drei Seiten miteinander verbundener Vorderwand (13) und Rückwand (14), die eine (obere) Beutelöffnung (19) begrenzen, in der ein aus mindestens einem Verschlussstreifen gebildetes Verschlussorgan angebracht ist, gekennzeichnet durch folgende Merkmale:a) auf eine nach oben gekehrte Seite einer fortlaufenden Bahn (32) aus Folie oder dergleichen werden in Bewegungsrichtung der Bahn aufeinanderfolgend (Verschluss-)Stücke (33, 34) zur Bildung des Verschlussorgans mit Abstand voneinander aufgebracht, insbesondere nach Abtrennen von einem fortlaufenden Streifen (35),b) die (Verschluss-)Stücke (33, 34) werden mit der Bahn (32) durch thermisches Siegeln oder durch Klebung verbunde,c) sodann wird ein Randstreifen der Bahn (32) umgefaltet zur Bildung der Vorderwand (13),d) im Bereich von Lücken zwischen aufeinanderfolgenden (Verschluss-)Stücken (33, 34) wird jeweils eine quergerichtete Siegelnaht angebracht,e) im Bereich der Siegelnaht wird sodann ein quergerichteter Trennschnitt angebracht zur Abtrennung von mit Seitennähten (15, 16) versehenen Beuteln,f) über die Beutelöffnung (19) wird sodann eine Tabakportion (11) eingeführt,g) die Beutelöffnung (19) wird danach mit Hilfe des aus den (Verschluss-)Stücken (33, 34) bestehenden Verschlussorgans verschlossen.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, dass das Verschlussorgan aus zwei zusammenwirkenden Verschlussstreifen bzw. Stücken (33, 34) besteht, wobei gleichzeitig jeweils zwei einander zugeordnete Stücke (33, 34) von gesonderten Streifen (35) abgetrennt und gleichzeitig mit Abstand voneinander auf die Bahn (32) aufgelegt sowie mit dieser verbunden werden.
- Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, dass ein zweites Verschlussmittel für die Beutelöffnung (19), insbesondere eine lösbare Siegelnaht (24), auf die Bahn (32) aufgebracht wird, insbesondere vor Anbringen von Verschlussstreifen bzw. Stücken (33, 34), vorzugsweise als fortlaufende Siegelstreifen (25) zur Bildung einer Peel Seal Siegelnaht (24), wobei nach Fertigstellung und Füllung die Siegelstreifen (25) durch Wärme und Druck zur Bildung der Siegelnaht (24) miteinander verbunden werden.
- Verfahren nach Anspruch 10 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass bei sich über die volle Breite erstreckendem Verschlussstreifen, insbesondere Formstreifen (27), ein fortlaufendes Band (56) zur Bildung derartiger Verschlussstreifen auf die Bahn (32) aufgebracht und durch Wärme und/oder Druck während fortlaufenden Transports mit der Bahn (32) verbunden wird, insbesondere mit Abstand von einem vorher aufgebrachten Siegelstreifen (25), wobei nach Faltung der Bahn (32) zur Bildung der Vorderwand (13) und anschließendem Anbringen von quergerichteten Siegelnähten der Trennschnitt auch im Bereich des Bandes (56) durchgeführt wird.
- Vorrichtung zum Herstellen von Beutelpackungen aus Folie oder dergleichen für Schüttgüter oder faseriges Material, insbesondere für eine Tabakportion (11) als Packungsinhalt, bestehend aus an mindestens zwei Seiten miteinander verbundener Vorderwand (13) und Rückwand (14), die eine (obere) Beutelöffnung (19) begrenzen, wobei Verschlussstreifen eines Verschlussorgans im Bereich der Beutelöffnung (19) auf eine fortlaufende Bahn (32) aufgebracht sind, dadurch gekennzeichnet, dass mindestens ein Streifen (35) zur Bildung von Abschnitten von Verschlussstreifen einer vorzugsweise kontinuierlich drehenden Übertragungs- bzw. Schneidwalze (37) zuführbar und an deren Umfang anlegbar ist und dass während der Drehbewegung der Schneidwalze (37) ein Verschlussstreifen bzw. ein (Verschluss-)Stück (33, 34) von dem Streifen (35) abtrennbar und der vorzugsweise unterhalb der Schneidwalze (37) transportierten Bahn (32) zuführbar ist.
- Vorrichtung nach Anspruch 14, dadurch gekennzeichnet, dass die Einheit aus Bahn (32) und positionsgenau angeordneten Verschlussstreifen bzw. (Verschluss-)Stücken (33, 34) im Anschluss an die Übertragungs- bzw. Schneidwalze (37) einer unmittelbar benachbart angeordneten Heizwalze (40) zuführbar ist, die Heizorgane, insbesondere Heizleisten (44, 45) bzw. Heizelemente (48) im Bereich der Verschlussstreifen bzw. (Verschluss-)Stücke (33, 34) aufweist, wobei ein äußeres Andrückorgan, insbesondere ein mitlaufendes Andrückband (42), außen an der Bahn (32) bzw. an den außen liegenden (Verschluss-)Stücken (33, 34) unter Druck anliegt.
- Vorrichtung nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass Schneidwalze (37) und Heizwalze (40) mit geringem Abstand voneinander angeordnet sind, derart, dass die mit (Verschluss-)Stücken (33, 34) versehene Bahn (32) vom Mantel der Schneidwalze (37) auf den Umfang der Heizwalze (40) übertragbar ist.
- Vorrichtung nach Anspruch 14 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass bei (Verschluss-)Stücken (33, 34) mit selbstklebender oder ohne Druck aktivierbarer Beschichtung die von dem Streifen (35) abgetrennten (Verschluss-)Stücke (33, 34) von der Schneidwalze (37) unmittelbar auf die Bahn (32) übertragbar sind.
- Vorrichtung nach Anspruch 17 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass bei thermisch aktivierbarer Beschichtung der (Verschluss-)Stücke (33, 34) diese im Bereich der Schneidwalze (37) mittels Heizquelle (50) aktivierbar und auf die Bahn (32) übertragbar sind.
- Vorrichtung nach Anspruch 14 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass bei Übertragung eines fortlaufenden Bandes (56) zur Bildung von Verschlussstreifen auf die Bahn (32) das Band (56) während des Transports im Bereich einer Umlenkwalze (57) an die Bahn (32) anlegbar und die so gebildete Einheit über eine mit einem ringsherumlaufenden Heizelement (58) versehene Heizwalze (40) transportierbar ist derart, dass Bahn (32) und Band (56) während fortlaufenden Transport durch Wärme und Druck miteinander verbindbar sind.
- Beutelpackung nach Anspruch 1 oder einem der weiteren Ansprüche, gekennzeichnet durch folgende Merkmale:a) das erste, mehrfach wirkende Verschlussorgan im Bereich der Beutelöffnung (19) ist ein Zip-Lock-Verschluss (60) mit Zip-Lock-Profile (66, 67) aufweisenden Profilstreifen (62, 63) an Vorderwand (13) und Rückwand (14) im Bereich der Beutelöffnung (19),b) die beiden einander gegenüberliegenden Zip-Lock-Profile (66, 67) der Profilstreifen (62, 63) enden mit Abstand von den Seitennähten (15, 16), insbesondere aufgrund einer Ausstanzung (68) an den Enden der Profilstreifen (62, 63) im Bereich der Zip-Lock-Profile (66, 67).
- Beutelpackung nach Anspruch 20 oder einem der weiteren Ansprüche, gekennzeichnet durch folgende Merkmale:a) benachbart zu einem freien Rand der Vorderwand (13) ist eine Siegelnaht (61) in der Ausführung Peel Seal angebracht,b) die Siegelnaht (61) erstreckt sich über die volle Breite der Vorderwand (13) und Rückwand (14) und ist durch die entsprechend ausgeführten Seitennähte (15, 16) überdeckt.
- Verfahren zum Herstellen von Beutelpackungen nach Anspruch 20 oder 21, gekennzeichnet durch folgende Merkmale:a) auf eine fortlaufende Materialbahn (69) aus siegelbarer Folie werden Nahtstreifen (70, 71) fortlaufend und mit Abstand voneinander aufgebracht zur Bildung der Siegelnaht (61),b) sodann wird ein fortlaufendes Band (72) aus den im Bereich der Zip-Lock-Profile (66, 67) miteinander verbundenen Profilstreifen (62, 63) auf die Materialbahn (69) aufgebracht und in einem der Vorderwand (13) entsprechenden Bereich durch Verbindungsnähte (64) des einen Profilstreifens (62) mit der Materialbahn (69) verbunden,c) sodann wird durch fortlaufendes Umfalten der Materialbahn (69) die Vorderwand (13) gebildet und durch quergerichtete Seitennähte (15, 16) fixiert,d) nach Anbringen eines quergerichteten Trennschnitts im Bereich der (doppeltbreiten) Seitennähte (15, 16) werden die offenen Beutelpackungen (10) gebildet und durch Einführen des Beutelinhalts befüllt,e) danach wird der der Rückwand (14) zugekehrte Profilstreifen (63) durch Anbringen der Verbindungsnähte (65) mit der Rückwand (14) verbunden,f) abschließend wird die Siegelnaht (61) mittels Wärme und Druck aus den Nahtstreifen (70, 71) erzeugt.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09014982T PL2192052T3 (pl) | 2005-01-20 | 2006-01-19 | Torebka do pakowania, sposób jej wykonania oraz urządzenie do wytwarzania torebki |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005002848A DE102005002848A1 (de) | 2005-01-20 | 2005-01-20 | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
| EP06001067A EP1683736B1 (de) | 2005-01-20 | 2006-01-19 | Verfahren und Vorrichtung zum Herstellen von Beutelpackungen |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06001067.5 Division | 2006-01-19 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2192052A2 true EP2192052A2 (de) | 2010-06-02 |
| EP2192052A3 EP2192052A3 (de) | 2010-11-17 |
| EP2192052B1 EP2192052B1 (de) | 2012-07-18 |
Family
ID=36097080
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09014982A Not-in-force EP2192052B1 (de) | 2005-01-20 | 2006-01-19 | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
| EP06001067A Not-in-force EP1683736B1 (de) | 2005-01-20 | 2006-01-19 | Verfahren und Vorrichtung zum Herstellen von Beutelpackungen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06001067A Not-in-force EP1683736B1 (de) | 2005-01-20 | 2006-01-19 | Verfahren und Vorrichtung zum Herstellen von Beutelpackungen |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP2192052B1 (de) |
| AT (1) | ATE460353T1 (de) |
| DE (2) | DE102005002848A1 (de) |
| DK (1) | DK2192052T3 (de) |
| PL (1) | PL2192052T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020112365A1 (de) | 2020-05-07 | 2021-11-11 | Focke & Co. (Gmbh & Co. Kg) | Packung für Produkte der Zigarettenindustrie und Verfahren zur Herstellung derselben |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102008007754A1 (de) * | 2008-02-05 | 2009-08-06 | Focke & Co.(Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von Tabak-Beuteln |
| NL1035016C2 (nl) * | 2008-02-12 | 2009-08-13 | Wezel Verpakkingen Breda B V Van | Werkwijze, inrichting en verpakking voor het verpakken van waren. |
| DE102009040096A1 (de) * | 2009-09-04 | 2011-03-10 | Focke & Co.(Gmbh & Co. Kg) | Tabakbeutel |
| NL2004689C2 (nl) * | 2010-05-10 | 2011-11-14 | Langeveld & Sleegers B V | Hersluitbare verpakking, alsmede werkwijze voor het verpakken van producten. |
| DE102010024630A1 (de) * | 2010-06-22 | 2011-12-22 | Focke & Co. (Gmbh & Co. Kg) | Tabakbeutel mit Verschlusslasche sowie Verfahren zum Herstellen derselben |
| MX2013002755A (es) * | 2010-09-17 | 2013-08-01 | Wrigley W M Jun Co | Paquete flexible y un metodo para fabricar un paquete flexible. |
| EP2632809B1 (de) | 2010-10-27 | 2015-11-18 | Intercontinental Great Brands LLC | Magnetisch verschliessbare verpackung für ein produkt |
| DE102010056069A1 (de) * | 2010-12-23 | 2012-06-28 | Kolbus Gmbh & Co. Kg | Verfahren und Vorrichtung zum Herstellen von mit einem Magnetverschluss versehenen Verpackungen, Schachteln, Mappen, Buchdecken und dgl. |
| EP3010359A1 (de) * | 2013-06-17 | 2016-04-27 | Sluis Cigar Machinery B.V. | Selbststehender tabakbeutel |
| ITVI20130284A1 (it) * | 2013-11-28 | 2015-05-29 | Imp Ex Di Sbalchiero Antonio | Contenitore protettivo per l¿isolamento di oggetti da campi elettromagnetici esterni e metodo per la realizzazione di detto contenitore |
| EP2944575A1 (de) | 2014-05-16 | 2015-11-18 | JT International S.A. | Verfahren zum Herstellen einer Verpackung von Rauchartikeln |
| PL3138785T3 (pl) * | 2015-09-02 | 2019-07-31 | Sluis Cigar Machinery B.V. | Sposób i układ do wytwarzania torebki na tytoń |
| US20170275056A1 (en) * | 2016-03-28 | 2017-09-28 | Magnetnotes, Ltd. | Magnetic locking reclosure for packages and methods of making the same |
| USD825184S1 (en) | 2017-02-22 | 2018-08-14 | Yeti Coolers, Llc | Bag |
| US11229268B2 (en) | 2017-03-08 | 2022-01-25 | Yeti Coolers, Llc | Container with magnetic closure |
| US10954055B2 (en) | 2017-03-08 | 2021-03-23 | Yeti Coolers, Llc | Container with magnetic closure |
| US11076666B2 (en) | 2017-03-08 | 2021-08-03 | Yeti Coolers, Llc | Container with magnetic closure |
| US11542060B2 (en) | 2017-03-21 | 2023-01-03 | Altria Client Services Llc | Package for consumer goods and method for manufacturing a tear-open package |
| JP7356350B2 (ja) * | 2017-03-21 | 2023-10-04 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 消費財用のパッケージを開封するための方法、消費財用のパッケージ、ならびにこのようなパッケージを製造するための方法 |
| CN112399950B (zh) | 2018-08-14 | 2022-07-29 | 宝洁公司 | 自适应包装 |
| US10994919B2 (en) | 2018-08-14 | 2021-05-04 | The Procter & Gamble Company | Package with integrated magnetic valve |
| US11315716B2 (en) | 2018-08-14 | 2022-04-26 | The Procter & Gamble Company | Process and apparatus for the magnetization of magnetizable materials |
| CN112424078B (zh) | 2018-08-14 | 2022-08-12 | 宝洁公司 | 可适形的包装件 |
| USD909063S1 (en) | 2019-03-08 | 2021-02-02 | Yeti Coolers, Llc | Bag |
| USD935175S1 (en) | 2019-03-08 | 2021-11-09 | Yeti Coolers, Llc | Bag |
| US11535440B2 (en) * | 2020-01-22 | 2022-12-27 | Sonoco Development, Inc. | Magnetic reseal |
| USD957200S1 (en) | 2020-06-03 | 2022-07-12 | Yeti Coolers, Llc | Bag |
| CN111846302B (zh) * | 2020-07-14 | 2022-01-25 | 山东赛德谷绿色生物工程有限公司 | 一种生物有机肥料自动化包装机 |
| US11975878B2 (en) | 2021-02-04 | 2024-05-07 | United Parcel Service Of America, Inc. | Automated handling and manipulation of packages and packages specially adapted therefor |
| US20220242601A1 (en) * | 2021-02-04 | 2022-08-04 | United Parcel Service Of America, Inc. | Automated handling and manipulation of packages and packages specially adapted therefor |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1604415B2 (de) | 1966-09-21 | 1974-08-15 | Asf-Gleitverschluss-Gmbh, 8500 Nuernberg | Druckverschlußbeutel aus Kunststoffolie |
| GB1235861A (en) * | 1968-06-14 | 1971-06-16 | Heinz Focke | Bag of plastics sheeting, for containing tobacco or the like |
| US4033013A (en) | 1975-11-18 | 1977-07-05 | John Elwood Peterson | Flexible magnetic plastic strip closure |
| DE2934673A1 (de) * | 1979-08-28 | 1981-03-12 | Brdr. Schur International A/S, Horsens | Beutelpackung fuer aromatisierte fuellgueter und verfahren zur herstellung der packung. |
| US4561109A (en) * | 1982-10-12 | 1985-12-24 | Mobil Oil Corporation | Plastic bags with releasable closure which resists opening from inside |
| ZA853220B (de) | 1985-04-30 | 1986-10-30 | ||
| US4673383A (en) * | 1985-11-12 | 1987-06-16 | Minigrip, Incorporated | Fusible rib bonding of fasteners to substrate |
| US4786190A (en) * | 1986-08-11 | 1988-11-22 | Minigrip, Inc. | Reclosable package having outer reclosable closure and inner non-reclosable closure |
| AU3247489A (en) | 1988-04-07 | 1989-10-12 | Idemitsu Petrochemical Co., Ltd. | Snap zipper, bag with snap zipper, manufacture method and apparatus for bag with snap zipper, and bagging method and apparatus for bag with snap zipper |
| DE3829181A1 (de) * | 1988-08-29 | 1990-03-08 | H D G Verpackungsmaschinen Gmb | Verpackung, insbesondere schlauchbeutel oder vierrand-siegelbeutel |
| US5417035A (en) * | 1988-09-06 | 1995-05-23 | Kcl Corporation | Apparatus and method for manufacture flexible reclosable containers |
| CA2203086A1 (en) * | 1996-04-29 | 1997-10-29 | Illinois Tool Works Inc. | Controlled peel seal with indicating feature |
| CA2352170A1 (en) * | 1998-11-25 | 2000-06-02 | Henkel Corporation | Resealable package containing an organic solvent or solution |
| WO2000058167A1 (en) * | 1999-03-31 | 2000-10-05 | Safta S.P.A. | Reclosable packaging systems |
| US6360513B1 (en) | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US6327837B1 (en) * | 1999-07-15 | 2001-12-11 | Illinois Tool Works Inc. | Slide-zipper assembly with peel seal and method of making packages with slide zipper assembly |
| US6477820B1 (en) | 1999-07-29 | 2002-11-12 | Kraft Foods Holdings, Inc. | Method of making a package with a zipper closure |
| DE29917001U1 (de) * | 1999-08-10 | 2000-01-05 | Campina Melkunie Bv | Wiederverschließbare Verpackung |
| US6620087B1 (en) * | 2000-09-06 | 2003-09-16 | Illinois Tool Works Inc. | Zipper segment for transverse direction application to a bag film |
| DE10109209C1 (de) * | 2001-02-26 | 2002-10-10 | Nordenia Deutschland Gronau | Wiederverschließbarer Kunststoff-Folienbeutel und Verschlußstreifen zu seiner Herstellung |
| US6688079B2 (en) * | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6678923B2 (en) | 2001-07-11 | 2004-01-20 | Bisadora, Llc. | Bag closure system |
| FR2832698B1 (fr) | 2001-11-28 | 2004-07-09 | Soplaril Sa | Emballage, typiquement un sachet, a ouverture par dechirure orientee |
| US6863646B2 (en) * | 2002-06-19 | 2005-03-08 | Kraft Foods Holdings, Inc. | Reclosable system for flexible packages having interlocking fasteners |
| DE102004056043A1 (de) | 2004-11-19 | 2006-05-24 | Focke & Co.(Gmbh & Co. Kg) | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
-
2005
- 2005-01-20 DE DE102005002848A patent/DE102005002848A1/de not_active Withdrawn
-
2006
- 2006-01-19 EP EP09014982A patent/EP2192052B1/de not_active Not-in-force
- 2006-01-19 DK DK09014982.4T patent/DK2192052T3/da active
- 2006-01-19 EP EP06001067A patent/EP1683736B1/de not_active Not-in-force
- 2006-01-19 PL PL09014982T patent/PL2192052T3/pl unknown
- 2006-01-19 DE DE502006006368T patent/DE502006006368D1/de active Active
- 2006-01-19 AT AT06001067T patent/ATE460353T1/de not_active IP Right Cessation
Non-Patent Citations (1)
| Title |
|---|
| None |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020112365A1 (de) | 2020-05-07 | 2021-11-11 | Focke & Co. (Gmbh & Co. Kg) | Packung für Produkte der Zigarettenindustrie und Verfahren zur Herstellung derselben |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1683736A3 (de) | 2008-01-02 |
| DE102005002848A1 (de) | 2006-07-27 |
| EP2192052A3 (de) | 2010-11-17 |
| EP1683736A2 (de) | 2006-07-26 |
| EP1683736B1 (de) | 2010-03-10 |
| PL2192052T3 (pl) | 2012-12-31 |
| ATE460353T1 (de) | 2010-03-15 |
| DE502006006368D1 (de) | 2010-04-22 |
| DK2192052T3 (da) | 2012-10-15 |
| EP2192052B1 (de) | 2012-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2192052B1 (de) | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP1812303B1 (de) | Beutelpackung sowie verfahren zum herstellen derselben | |
| DE3915192A1 (de) | Verfahren und vorrichtung zum herstellen von (folien-)verpackungen sowie (folien-)verpackung | |
| EP3378791B1 (de) | Verfahren und vorrichtung zum herstellen von zigarettenpackungen | |
| DE102010019867A1 (de) | Packung für Zigaretten sowie Verfahren und Vorrichtung zur Herstellung derselben | |
| DE102016114350A1 (de) | Packung für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| DE102016003737A1 (de) | Zigarettenpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| EP3508440A1 (de) | Packung für zigaretten | |
| EP0298302B1 (de) | Vakuum-Verpackung, insbesondere für (gemahlenen) Röstkaffee | |
| DE3835721C2 (de) | ||
| EP2209613B1 (de) | Vorrichtung und verfahren zur herstellung eines beutels aus papier | |
| DE2851296A1 (de) | Verschlussystem fuer behaelter insbesondere fuer einwegbehaelter aus halbstarrem material, bestehend aus mindestens zwei miteinander verbundenen schalen | |
| EP2998236B1 (de) | Seitenfaltenbeutel sowie verfahren zur herstellung eines seitenfaltenbeutels | |
| DE4411925A1 (de) | Verfahren zum Abdecken einer Schnittkante einer Öffnung eines Behälters mit einem Schutzbezug | |
| EP2371527B1 (de) | Verfahren und Vorrichtung zum Herstellen von (Tabak-)Beuteln | |
| DE60302795T2 (de) | Verfahren und vorrichtung zum herstellen einer röhrförmigen verpackung | |
| EP3642117B1 (de) | Vorrichtung zur verpackung, insbesondere von obst und gemüse | |
| WO2010130361A1 (de) | Dose, verfahren zur herstellung einer verschlusseinheit für eine dose und vorrichtung zur herstellung einer solchen verschlusseinheit | |
| EP3174808B1 (de) | Verfahren zur herstellung von behältnissen, vorrichtung zur aufbringung einer verschlussvorrichtung an ein behältnis sowie system zur herstellung von einer vielzahl an behältnissen | |
| DE2161512A1 (de) | Beuteiförmige Packung aus schweißbarem Material und Verfahren zu ihrer Herstellung | |
| DE102020214975B4 (de) | Beutel, Verfahren und Vorrichtung zur Herstellung eines Beutels | |
| DE10164930B4 (de) | Vorrichtung zum Herstellen von Beuteln | |
| DE3814828A1 (de) | Folienbahn fuer eine faltpackung aus folienartigem material, faltpackung und verfahren zum herstellen dieser folienbahn | |
| EP1753665B1 (de) | Kartonverbunddose | |
| EP4251527A1 (de) | Beutel, verfahren und vorrichtung zur herstellung eines beutels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1683736 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17P | Request for examination filed |
Effective date: 20110203 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1683736 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 566922 Country of ref document: AT Kind code of ref document: T Effective date: 20120815 Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011747 Country of ref document: DE Effective date: 20120913 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120718 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121118 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121119 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121019 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 |
|
| 26 | Opposition filed |
Opponent name: G.D SOCIETA PER AZIONI Effective date: 20130416 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502006011747 Country of ref document: DE Effective date: 20130416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121018 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 566922 Country of ref document: AT Kind code of ref document: T Effective date: 20130119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130119 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20150115 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150116 Year of fee payment: 10 Ref country code: IE Payment date: 20150112 Year of fee payment: 10 Ref country code: DK Payment date: 20150112 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150108 Year of fee payment: 10 Ref country code: GB Payment date: 20150114 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20150112 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060119 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502006011747 Country of ref document: DE |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20151224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20160131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160119 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160131 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160119 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20171218 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180115 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180131 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006011747 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190801 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190119 |