EP1963072B1 - Verfahren zur herstellung eines griffes - Google Patents
Verfahren zur herstellung eines griffes Download PDFInfo
- Publication number
- EP1963072B1 EP1963072B1 EP06762146A EP06762146A EP1963072B1 EP 1963072 B1 EP1963072 B1 EP 1963072B1 EP 06762146 A EP06762146 A EP 06762146A EP 06762146 A EP06762146 A EP 06762146A EP 1963072 B1 EP1963072 B1 EP 1963072B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- handle
- core
- outer layer
- layer
- injection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 51
- 239000000463 material Substances 0.000 claims abstract description 307
- 238000000034 method Methods 0.000 claims abstract description 76
- 238000002347 injection Methods 0.000 claims description 61
- 239000007924 injection Substances 0.000 claims description 61
- 230000036961 partial effect Effects 0.000 claims description 53
- 230000008569 process Effects 0.000 claims description 26
- 230000002829 reductive effect Effects 0.000 claims description 7
- 230000005489 elastic deformation Effects 0.000 claims description 2
- 239000012530 fluid Substances 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 345
- 229920003023 plastic Polymers 0.000 description 74
- 239000004033 plastic Substances 0.000 description 74
- 235000019589 hardness Nutrition 0.000 description 32
- 238000001746 injection moulding Methods 0.000 description 23
- 238000013461 design Methods 0.000 description 21
- 230000005540 biological transmission Effects 0.000 description 17
- 238000001816 cooling Methods 0.000 description 9
- -1 polypropylene Polymers 0.000 description 9
- 230000035939 shock Effects 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 239000000945 filler Substances 0.000 description 8
- 239000006260 foam Substances 0.000 description 8
- 239000004800 polyvinyl chloride Substances 0.000 description 8
- 229920000915 polyvinyl chloride Polymers 0.000 description 8
- 239000004743 Polypropylene Substances 0.000 description 7
- 229920001155 polypropylene Polymers 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 235000013312 flour Nutrition 0.000 description 6
- 239000007779 soft material Substances 0.000 description 6
- 229920002725 thermoplastic elastomer Polymers 0.000 description 6
- 230000008901 benefit Effects 0.000 description 5
- 239000007799 cork Substances 0.000 description 5
- 239000013536 elastomeric material Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000000243 solution Substances 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 239000008187 granular material Substances 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920002397 thermoplastic olefin Polymers 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 229920002943 EPDM rubber Polymers 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000008878 coupling Effects 0.000 description 3
- 238000010168 coupling process Methods 0.000 description 3
- 238000005859 coupling reaction Methods 0.000 description 3
- 230000003247 decreasing effect Effects 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- 230000018109 developmental process Effects 0.000 description 3
- 238000009527 percussion Methods 0.000 description 3
- 229920006132 styrene block copolymer Polymers 0.000 description 3
- 230000008719 thickening Effects 0.000 description 3
- 239000004604 Blowing Agent Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000012765 fibrous filler Substances 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000007791 liquid phase Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 230000000704 physical effect Effects 0.000 description 2
- 239000002984 plastic foam Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- ZXUJWPHOPHHZLR-UHFFFAOYSA-N 1,1,1-trichloro-2-fluoroethane Chemical group FCC(Cl)(Cl)Cl ZXUJWPHOPHHZLR-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- 240000006829 Ficus sundaica Species 0.000 description 1
- 241001295925 Gegenes Species 0.000 description 1
- 206010061218 Inflammation Diseases 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- POIUWJQBRNEFGX-XAMSXPGMSA-N cathelicidin Chemical compound C([C@@H](C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CO)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H]([C@@H](C)CC)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CCC(N)=O)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)CC)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CC(N)=O)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](C(C)C)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H]([C@@H](C)O)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CO)C(O)=O)NC(=O)[C@H](CC=1C=CC=CC=1)NC(=O)[C@H](CC(O)=O)NC(=O)CNC(=O)[C@H](CC(C)C)NC(=O)[C@@H](N)CC(C)C)C1=CC=CC=C1 POIUWJQBRNEFGX-XAMSXPGMSA-N 0.000 description 1
- 230000001413 cellular effect Effects 0.000 description 1
- 229920002301 cellulose acetate Polymers 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 230000006735 deficit Effects 0.000 description 1
- 230000003292 diminished effect Effects 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 210000002411 hand bone Anatomy 0.000 description 1
- 230000004054 inflammatory process Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000003380 propellant Substances 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004616 structural foam Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000001721 transfer moulding Methods 0.000 description 1
- 208000008918 voyeurism Diseases 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25G—HANDLES FOR HAND IMPLEMENTS
- B25G1/00—Handle constructions
- B25G1/01—Shock-absorbing means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25G—HANDLES FOR HAND IMPLEMENTS
- B25G1/00—Handle constructions
- B25G1/10—Handle constructions characterised by material or shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25G—HANDLES FOR HAND IMPLEMENTS
- B25G1/00—Handle constructions
- B25G1/10—Handle constructions characterised by material or shape
- B25G1/105—Handle constructions characterised by material or shape for screwdrivers, wrenches or spanners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1671—Making multilayered or multicoloured articles with an insert
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/28—Tools, e.g. cutlery
- B29L2031/283—Hand tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/46—Knobs or handles, push-buttons, grips
- B29L2031/463—Grips, handles
Definitions
- the invention relates to a method for producing a handle for a tool with which, in particular, a torsional moment is to be transmitted.
- the invention relates to a method for producing a handle for a screwdriver.
- U.S. Patent 2,871,899 relates to a first further development of a handle for a tool such as a screwdriver made of hard plastic with the aim of improving the feel of the handle.
- a prefabricated handle casing made of soft plastic is mounted on a handle core.
- Grip core and grip jacket are connected to transmit a torsional moment in the circumferential direction positively via profiles with each other.
- the use of the Soft plastic improves the grip of the handle.
- the soft grip coat lifts under heavy loads from the hard grip core and can form wrinkles. This "walking" called lifting of the grip of the handle core leads, especially with continuous use of the known handle to a painful blistering in the area of the user's palm and inflammation causing excessive stress on the hand bone.
- the tool is anchored in a handle core made of hard plastic, the first grip area.
- a handle core is then encapsulated with a handle shell made of soft plastic, see. for example. EP 0 627 974 B1 , which is also referred to as the second grip area.
- the handle cover made of soft plastic has a certain elasticity and gives a more comfortable grip than a handle, which is made only of hard plastic.
- the soft plastic also has u. U. a higher coefficient of friction than hard plastic. Therefore, with such a "2-component handle" higher torsional moments may be transmitted than with a handle of the same size made of hard plastic, which is of importance for handles for screwdrivers, screw clamps, etc.
- US 2,871,899 discloses a handle for transmitting a torsional moment with a handle core, in the longitudinal bore frictionally locking a shank of the tool can be pressed.
- the handle core has a cylindrical outer surface on which a sleeve with an approximately equal inner diameter can be pushed and held there by frictional engagement.
- the material of the sleeve is softer and more dampening than the material of the handle core.
- a cushioning, rubber-like material with a hardness of between 40 and 90 Shore A insert in particular a neoprene rubber with a hardness between 55 and 70 Shore A and a tensile strength between 1500 and 2000 lb / in 2 with an elongation of approximately 350 %.
- an adhesive can additionally be used or an elastic positive engagement in the longitudinal direction can be used.
- the sleeve may be an injection molded component.
- the outer surface of the handle core and the inner surface of the sleeve may be provided with longitudinally extending grooves, projections or teeth.
- DE 694 21 765 T2 ( EP 0 635 337 B1 ) is based on a prior art, in which successive layers of plastic materials are formed on the shank of a screwdriver. A central layer in which the shank of the screwdriver is embedded is formed first, and the layer which defines the periphery of the handle is molded onto this central layer or onto intermediate layers. For such molding operations transfer molding is used with multiple spray heads, usually with two or three such heads. On this basis, the document proposes to embed a shaft of a screwdriver in a plastic handle. A front region of the lateral surface of the handle is formed by a plastic sleeve.
- the plastic sleeve is formed with two coaxial nested parts with annular cross-sections, wherein initially the inner part is produced by an injection molding and on this part the other, the lateral surface forming part is formed by an injection molding.
- the parts For the positive connection of the two parts in the plastic sleeve, the parts have complementary projections and recesses.
- the sleeve is made with a conventional press with two spray heads. In a subsequent method step, a shaft is arranged in such a sleeve to form a radial gap.
- a plastic material is then injected so that it fills the gap in the interior of the sleeve, a crowned end portion of the handle and an end-side jacket portion radially outwardly from an end portion of the sleeve.
- the inner part of the sleeve is formed with a harder plastic than the outer part of the sleeve.
- EP 1 314 5.19 A1 also concerns handles for screwdrivers.
- the shaft is embedded in a handle core made of a relatively hard plastic.
- the handle core is at least partially encased with a deformable elastomeric material.
- the sheath is coated with a thin coating which forms a protective layer and a layer for holding the elastomeric sheath together.
- a gel material can be used.
- the document discloses the arrangement of the deformable envelope, here a gel pad, in a sleeve with a closed enclosure.
- Such a sleeve should be pushed onto a shovel or a hammer handle to form a handle here.
- an at least partially deformability of the handle surface should be allowed to give way, the grip, for example, if a user accesses more at a certain point than at another. Even if the user's hand deviates from the standard shape and standard size, a better gripping and handling of the grip can be performed in this way. How large the resilience of the shell is carried out depends on the circumstances of the case and on the type of grip or type of tool that is to be used with this handle.
- the deformability of the handle may, for example, extend over the entire area of the grip element on which a user attacks.
- the deformability is limited to a part of the grip surface, for example to the part on which the user attacks with the palm, while the parts of the handle on which the user attacks with the fingertips, are not deformable.
- a design of the grip surface is useful, for example, in screwdrivers, in which certain areas of the handle surface are designed so that they are intended for fast rotation of the tool with the fingertips.
- the deformability of the grip surface should in this case be limited to a certain depth below the grip surface.
- a hard grip core is to be present, which not only can serve for connection to the shaft, but also to provide a firm grip for the transmission of the movement from the hand to the tool.
- the thickness of the deformable layer is too small to allow adaptation of the handle to the user's hand.
- the applicant discloses a 2-component handle for a screwdriver having a handle core made of a hard plastic, such as polypropylene, which is produced in a first form with inserted shaft.
- a soft plastic such as a thermoplastic elastomer with a final hardness of 60-80 Shore A, sheathed.
- a cylindrical shaped part in the axial direction is introduced into a mold, which defines the shape of the dome on the front side, so that the finished dome merges seamlessly into the further lateral surface of the grip shell (see also FIG DE 43 04 965 A1 ).
- This handle is also a commercially available 2-component handle, which offers no adjustment to the hand of a user.
- DE 35 25 163 C2 discloses a handle for a screwdriver in which initially a shaft is encased with a handle core made of a hard plastic. An end, dome-shaped tip made of hard plastic can be molded separately and subsequently connected to the handle core or molded to the handle core. A multipartite is recommended if the dome is still made of a harder material than the handle core. In multi-part design, a central pin of the dome can enter into a shape-responsive recess of the handle core.
- the handle core has approximately centrally a radial extension, in the region of which the handle core with the hard plastic forms part of the lateral surface of the handle.
- 2- or multi-component grips in particular for screwdrivers, in which at least one axial portion or part of the circumference of the lateral surface is formed by a soft plastic sprayed onto a hard handle core, are for example made DE 195 39 200 A1 . DE 295 17 276 U1 . EP 0 208 942 A2 . DE 92 02 550 U1 or DE 299 04 082 U1 known.
- EP 0 358 883 A1 discloses a handle for a screwdriver in which a front half and a rear half taper from a central area of maximum diameter continuously without forming undercuts.
- the handle with two mold halves can be produced in an injection molding process with a dividing joint, which can be directed transversely to a longitudinal extent of the screwdriver axis.
- US 3,189,069 discloses a screwdriver with a frictionally interchangeable held in a handle core shaft.
- the handle core has in the region of its lateral surface extending in the axial direction ribs and grooves. Furthermore, the grip core has a circumferential groove.
- a grip sheath is pushed in the axial direction, wherein inwardly oriented extensions of the grip sheath engage in the circumferential direction positively in the grooves of the handle core.
- the grip sheath snaps into the circumferential groove with a further extension, as a result of which the grip sheath is secured relative to the grip core.
- partial segments of the handle shell to form a radial contact pressure on the handle core, so that a frictional engagement is formed.
- a softer material is selected than for the grip core, such as rubber.
- WO 00/43166 and EP 1 163 088 B1 handles are known in which by an asymmetric design, the ergonomic properties should be improved compared to conventional handles.
- a disadvantage of these known handles is that the handle shell made of soft plastic has only a small thickness and thus is flexible only to a small extent.
- the handles are standardized in certain sizes and shapes, while the users' hands have different sizes and proportions. Therefore optimal ergonomics for such known handles is not guaranteed especially for different hands of different users.
- With handles for screwdrivers is added that with a screw the user's hand, which turns the handle, in the circumferential direction continuously changes their coupling position with the handle. Therefore, the handle can not be formed in an optimal ergonomic basic shape, as in the asymmetric handles according to WO 00/43166 and EP 1 163 088 B1 the case is where the hand in use may have substantially a single coupling position to the handle.
- EP 0 538 632 A1 also relates to a handle for a pair of pliers, in which a shank of a pliers limb is coated over the outer circumference with a soft plastic, for example polyvinyl chloride or polyethylene having a hardness between 65-82 Shore A, in particular 66-70 Shore A, while the inner circumference is coated with a dimensionally stable hard plastic, in particular cellulose acetate or acrylonitrile-butadiene-styrene copolymers, for example having a hardness in the range of 85-92 Shore A, in particular 86-90 Shore A. Furthermore, it is possible that in the region of the inner Circumferential inserts are provided, which also according to the outer peripheral region made of a soft plastic, so that in the circumferential direction of a hard plastic and a softer plastic are arranged alternately.
- a soft plastic for example polyvinyl chloride or polyethylene having a hardness between 65-82 Shore A, in particular 66-70 Shore A
- the outer layer is softer than the handle core and relatively thin.
- hammers usually have a handle core made of a hard material such as a metal, a composite material or a synthetic material, which is surrounded by a rubber-like, relatively hard sleeve to form a handle.
- a handle has an inner layer and an outer layer.
- the inner layer and the outer layer are made of the same materials, namely polyvinyl chloride, polypropylene or a thermoplastic elastomer material.
- the outer layer is harder than the inner layer but may also be flexible or cushioning.
- the different stiffnesses of the inner layer and the outer layer are not produced by the materials used, but by the fact that the inner layer is foamed, while the outer layer is not foamed.
- the materials for the inner and outer layers are suitably chosen so that they are chemically compatible and adhesion or joining of the layers is possible.
- the inner layer serves to cushion one on a head of the Impact tool applied impact or blow in the power flow to the hand of a user of the impact or impact tool.
- the document describes the specific for impact and impact tools problems that are different from those of Torsionsmomentübertragungswerkmaschinemaschinemaschinemaschinen.
- the impact tool has a core, for example of metal, which is connected directly and without the interposition of an intermediate layer with the foamed inner layer, so that with soul, inner layer and outer layer, a three-layer structure is selected.
- the soul is rectangular in cross-section formed with thickening in the end, so that in simplified terms, a double-T-profile or I - profile is formed.
- the soul extends partially only with the thickening, so the transverse legs of the double-T-profile, while the longitudinal leg of the double-T-profile is interrupted here or formed with gaps. In such spaces, the material of the inner layer can occur.
- the overhanging end portions of the double T-profile form vibration receiving elements.
- the outer layer has radially inwardly oriented, circumferentially distributed and longitudinally extending grips which enter corresponding grooves of the foamed material of the inner layer. These ribs serve to stiffen the handle and control compression of the inner layer against the soul. Furthermore, the outer layer has ribs extending over a partial circumference which are intended to further support the function of the longitudinally oriented ribs.
- the manufacture of the grip area is carried out in a two-stage injection molding process ("two shot”, "double shot” injection molding): In the first process step, the soul is placed in a first mold and foamed with polyvinyl chloride.
- Recesses can be arranged in the core, into which the foamed material enters in the injection molding process, whereby the operative connection between the core and the inner layer can be improved.
- the core with the jacket is inserted through the first layer into a second mold, in which harder polyvinyl chloride is then injected in a second injection molding process step.
- a hardness Shore A between 45 and 65 Shore A, preferably 55 Shore A, is specified, while the hardness of the outer layer is between 66 and 76 Shore A, in particular 71 Shore A. It is advantageous in the chosen two-stage injection molding process that the dimensions of the inner layer and the thickness of the wall of the outer layer can be precisely specified during manufacture.
- US 3,770,033 is a handle known for a hammer.
- the handle is made as integral foam part.
- a hard core, stem or a soul of the hammer is enclosed by the actual handle body consisting of structural foam.
- the handle body is formed in cross-section of a layer adjacent to the core and an outer layer of relatively high density and an intermediate layer of small thickness. This structure of the handle allows elastic cross-sectional deformation of the handle and absorbs shock when working with the hammer.
- the thin layers of different density are formed under the effect of the pressure that arises in the interior of the mass, when a blowing agent is gasified for pore formation and the edge layer of the mass is pressed against the wall of the mold cavity and compacted here.
- US 3,770,033 relates to a handle of a shock or impact tool such as a hammer, a sledgehammer, a hoe, an ax, or the like.
- a body of a handle is formed with a rigid plastic foam having a density in the range of 35-45 pound feet 3 and with a central one , reinforced handle core.
- the body of the handle may be formed of plastic material, for example polyethylene, polystyrene, polyurethane, polypropylene. Plastic foam is injected into a desired shape around the handle core, with the body of the finished handle being formed by a type of press fit with the handle core.
- the molding process inherently creates layers that form an inner layer and an outer layer of the body with a density greater than the density of intermediate areas between the aforementioned low density layers.
- the inner and outer layers have a thickness of usually between 0.04 to 0.05 inches (1.016 to 1.27 mm).
- DE 101 13 368 A1 discloses a handle for a percussion tool in which the shaft is received in a handle of an elastic material for shock absorption.
- the handle has on the top and bottom in the axial direction oriented, through recesses into which further, distributed over the lateral surface of the handle radially oriented recesses open.
- DE 197 32 421 C2 also relates to an impact tool, in which extend from an end piece above and below the shaft, two hollow fingers in the axial direction, which are covered by an elastic handle cover. Over the fingers, a shock absorption is to be achieved.
- US 2003/0172498 A1 discloses a handle intended to damp vibrations for use in a striking or impact tool.
- a cushion On a top and bottom of the handle, a cushion is arranged in each case, which consists of an elastomeric sheath and a foam enclosed therein.
- the elastomeric jacket may be a thermoplastic plastic olefin, thermal plasticized rubber, thermal plasticized polyurethanes, polyvinyl chloride, styrenic block polymers, and a combination of the foregoing materials.
- the material is processed by injection molding. To produce the cushions, the elastomeric material is mixed with a foaming agent in an injection molding machine. The molten mixture is then injected into a mold.
- the colder temperature of the mold is a heat sink during injection, so that the temperature of the material cools faster in the contact area with the mold than in the interior.
- the higher temperature of the mixture is maintained and causes internal foaming so that the foam fills the space available within the skin. If the handle is removed from the mold, with appropriate temperature design, further expansion of the foam inside the skin may result in stretching of the skin, which may result in a reduction in the wall thickness of the unfoamed layer.
- the foaming agent may be solid particles, a liquid or a gas.
- the foam-forming agent is endothermic. In the ratio between the elastomeric material and the foam-forming agent, a concentration of 1-10% is used.
- DE 299 04 043 U1 relates to a field of use, which is related to impact and impact tools, namely a machine such as a percussion drill, a grinding device o. ⁇ .
- a handle shell which is for example made of plastic or metal, is provided with a surface coating of polyurethane, which has a different cell structure can have.
- US 4,023,606 discloses an arrangement of a sheet of ice pick in a tubular sleeve. A foamed plastic material is injected between the sleeve and the shaft.
- US 4,338,270 relates to a handle for a golf club, which is frictionally applied to the shaft.
- the handle is formed with a sleeve made of a flexible foam, which forms a surface skin radially outward.
- the non-cellular or porous outer skin has a thickness of about 0.005 inches to 0.020 inches (0.127 to 0.508 mm).
- the foam area has a hardness of between 55 and 65 Shore A.
- the outer skin serves as protection against abrasion or erosion of the handle in use.
- a cap which has an inner and an outer sleeve, wherein the aforementioned sleeves are connected to each other via radially oriented ribs.
- the inner sleeve serves to support the cap on the shaft.
- a material with a hardness between 70 and 90 Shore A is used.
- Possible materials which can be used for the foam forming the handle are polyurethane in combination with polyol and isocyanate.
- propellant is preferably trichloromonofluoroethane use.
- US 5,355,552 relates to an air-sprung handle for a tennis racket, a hammer, a bicycle o. ⁇ .
- the handle has hollow chambers in which air, possibly under an elevated pressure, is arranged.
- US 4,321,040 discloses a two-piece medical device handle in which a deformable gap is provided between a flexible outer sleeve and a handle core.
- EP 1 136 219 A DE 297 05 522 U1 .
- WO 00 / 64306A EP1314519 and US 2003/0172498 known.
- the invention has for its object to provide a method for producing a handle for a tool, with a simple design of the required process steps, a handle with good initially listed alternative or cumulative evaluation criteria can be produced.
- a handle core made of hard plastic is inserted into a mold cavity and then injected a first material. Before this is finally cured, it is begun to inject a second material into the still liquid core region of the first material.
- the amount of the first material is dimensioned such that with completion of the injection of the first material, the mold cavity is not completely filled and still remain partial volumes of the mold cavity.
- the first material is primarily brought radially outward into contact with the wall of the mold cavity. On the mold wall, the first material will experience greater cooling than in the region of a liquid phase in the region of the interior of the mold cavity. This has the consequence that the radially outer first material first hardens and forms an outer layer. The same can apply alternatively or cumulatively radially inwardly in the region of the surface of a grip core.
- a lateral surface of the handle or the outer layer within the mold is primarily formed by the first material.
- a lateral surface can already form the later lateral surface of the handle of the tool. It is also possible that this lateral surface is partially or completely coated in a subsequent process step partially or completely with another, softer or harder material.
- the second material Radially inwardly of the jacket surface formed with the first material, the second material is arranged in an inner layer at least in partial regions when the method steps according to the invention are completed.
- the partial areas according to the invention may in particular be partial circumferential areas and / or axial partial areas.
- the inventive design of the manufacturing process a production of a handle for a tool or at least two layers for such a handle is possible without a change of a mold is required.
- the implementation of the method requires only a control of the conditions and parameters for carrying out an injection molding process with at least two materials, which is possible via an automation of at least one appropriately equipped injection molding machine.
- the flow of material is controlled so that there are two opposing partial streams.
- This can be done, for example, by leaving the Materials are obtained from two oppositely arranged, opening into the cavity injection openings or channels, whereby set two in opposite circumferential directions divided flow rates.
- one or more volume flows to be introduced, split and / or deflected in a form, so that counterpart partial flows result.
- another effect can occur with a suitable design of the material flows and cooling conditions: in simplified terms push the partial flows of the second material first material in the circumferential direction in front of him, so comes pushed material at the meeting of the two streams "to rest".
- the surface of the material flows cools down to such an extent that, in the region where the partial flows meet, the cooled surface of the hot material in the interior of the stream is no longer broken or rendered liquid, and radially cooled webs or ribs or protrusions form from the cooled surface skin form the first material.
- These connect the inner layer adjacent to the handle core with the outer layer that forms the surface of the handle.
- the shape and thickness of such ribs, webs or projections can be predetermined by the design of the material flows, the spraying conditions and / or the temperatures, without the need for mold walls to limit the ribs, webs or projections are required.
- the webs, projections or ribs can be automated to ensure that the webs, projections or ribs are firmly bonded to the first material of the lateral surface.
- About the projections, ribs or webs can be done for the handle influencing the mechanical properties such as spring stiffness, torsional stiffness and / or damping. This is particularly advantageous for the case that torsion moments are to be transmitted via the handle, as is the case with screwdrivers.
- u. U a superposition of the described types of stress.
- the radial stiffness behavior can be influenced via the forming webs, projections or ribs, so that u. U. gives a variable in the circumferential direction stiffness behavior.
- first and second material there are no limits in terms of physical properties and the subsequent structural design, provided that the materials are introduced into a mold in an automated process and enter into a material connection with each other.
- this embodiment turns away from the prejudice of the art that for commonly referred to as 2-component handles, known from the prior art embodiments usually a external layer must be soft to provide a compliance for the user's hand, while radially inwardly increases the stiffness of the handle.
- a relatively hard lateral surface of the handle may be given, which also makes it possible to use the handle in harsh operating conditions and reduces, for example, violations of the lateral surface by sharp-edged or pointed objects.
- the process according to the invention allows the handle to be designed in such a way that that the forces exerted by the user on the lateral surface forces lead to that both the outer surface formed with the first material of the handle or the outer layer and the inner portion of the second material or the inner layer are deformable and Nevertheless, the forces occurring during use are transmitted safely.
- increasing hardness of the first material requires this u.
- the material flows are designed such that the first material is not only displaced radially outwards, where this forms after curing at least partial areas of a lateral surface of the handle. Rather, at least a partial volume of the first material is guided or displaced radially inward by the second material. There, after curing, this forms at least a portion of an inner layer around the handle core.
- the second material in the form of a softer material than the first material, such a material may be encased or "encapsulated" at least outwardly and inwardly by the harder first material.
- This can be used, for example, that via the harder inner layer, a connection of the handle to the handle core or a shank of a tool, eg. In the form of a Griffkernummantelung done, so that not an immediate transfer of forces and moments on the soft material to the grip core or shaft takes place, which can lead to voltage peaks and mechanical damage to tears in the transition region between the second material and the handle core or shaft.
- inlets or injection channels injection openings in the following
- injection openings injection openings in the following
- injection openings injection openings in the following
- a nozzle or an injection line for the injection of the first material is first moved into the area of the inlet opening or is connected thereto. Thereafter, another nozzle or injection line for the second material is brought into the region of the inlet opening or connected thereto.
- the first and second material can be introduced via the same inlet opening, in particular from an injection molding machine, into the mold, which is equipped with two injection units for the different materials, wherein internally in the injection molding machine by a special valve mechanism is switched in the material line via a machine nozzle by an admission of the inlet opening with the first material to an admission with the second material.
- Injection of the first and / or second material can take place via one or more inlet openings, which are distributed symmetrically or asymmetrically over the handle or the mold in the axial direction and / or in the circumferential direction.
- inlet openings distributed symmetrically or asymmetrically over the handle or the mold in the axial direction and / or in the circumferential direction.
- ribs or protrusions can, for example, on the number of circumferentially distributed inlet openings u. U. the number of distributed over the circumference webs, projections or ribs are given, which preferably adjust eccentrically or approximately centrally between adjacent inlet openings.
- two circumferentially opposed inlet openings are provided.
- this has the advantage that the flow of material in the circumferential direction from the inlet openings in both directions must cover approximately equal paths.
- the arrangement of the inlet openings in mutually circumferentially opposite positions has the effect that the webs, projections or ribs are arranged approximately opposite, whereby a symmetrical stiffness behavior of the handle can be brought about in the Bars opposite, relatively stiff partial circumferential areas and arranged therebetween, relatively soft partial circumferential areas.
- a handle core is inserted into the mold prior to the injection of the first material and the second material, which preferably already includes the shank of the tool and is formed with a hard plastic.
- the materials to the handle core u. U. be exploited in such an embodiment that results in a cooling of the first material with an injection of the first material on a surface of the relatively cold grip core so that it can form an inner layer in the region of the lateral surface of the handle core.
- an improved flow of material can result for the formation of the webs, ribs or protrusions.
- streams of the first material initially impinge on the handle core and from there, already cooled slightly, are deflected radially and form on this side an already firmer surface layer of a further als religiousden mass bale. From two inlets fed mass bales can touch the surface layers and melt together to form a wall, which has cooled so far that it does not dissolve again in a liquid phase and can be displaced by the later injected second material.
- the handle core is inserted into the mold and oriented relative to the inlet openings, that the eye in the circumferential direction in is the same plane in which opposing partial streams meet.
- the eye extends in the circumferential direction approximately centrally between two inlet openings. This means that stiff areas in which the eye is formed, in the axial direction in the webs, ribs or projections can continue so that the eye stiff with the webs, an inner layer, the handle core and thus the shaft and / or the Outer layer is connected.
- another tool can be inserted into an eye of a screwdriver, via which increased torsional moments can be applied via the eye to the handle and the shaft of the screwdriver.
- a further improved bond between the grip core and the layers formed with the first and second material can be achieved according to the invention in that the grip core, unlike a cylindrical or curved or curved lateral surface, has radially outwardly oriented ribs.
- the handle core is so with the ribs in the Inserted form that the ribs extend into the partial circumferential region in which the opposing partial flows meet, so the webs, ribs or projections are formed.
- a transmission of forces and a torsional moment for example, a screwdriver, from a lateral surface formed by an outer layer via the webs, the ribs and the handle core to a shaft, so that a rigid and reliable transmission is ensured and mechanical impairments in the power flow between the lateral surface and the shaft can be permanently excluded.
- a dividing plane of a used form extends offset by 90 ° relative to the partial circumferential region in which the oppositely directed partial flows meet.
- these are preferably arranged in the dividing plane, so that the materials enter the mold cavity approximately in the direction of the dividing plane.
- the handle may not be necessary for the handle to be formed over the entire longitudinal extent with two different layers of the first and second material.
- the end portions and end faces may be formed by a relatively hard handle core, while between the opposite end portions, the two different soft materials are arranged in different layers, these layers are primarily applied by the user's hand.
- a chamber for injecting a material may then be bounded radially outwardly of the mold, while this is bounded radially inwardly of the lateral surface of the handle core and the end face of the opposite end portions.
- the inlet openings for the first and second material are arranged on the sides of the pliers limbs facing away from one another in the assembled state of the pliers. This ensures that the layered structure is arranged with the soft material on the outer sides of the pliers legs, which are primarily applied by the hand of the user.
- the inlet opening (s) can / but can also be arranged on the mold cavity where the rear end of the handle is located. The same applies to handles for hammers or trowels.
- the first material and the second material have a closed structure upon curing, so that the stiffnesses of the layers and partial regions formed with the materials are dependent on the material rigidity and the extent of the layers.
- the second material can form a porous structure with the curing, so that it is possible to influence the stiffness by means of the number and size of the pores or the injected quantity and thus the predetermined expansion volume.
- the same plastic may be used as the raw material for the first material and the second material, but by the porosity in the first material and / or second material, for example.
- the rigidity can be influenced.
- a thickness of a layer requires special measures in the design of the injection conditions. For example. results in a thicker outer layer with a greater cooling of the wall of the mold cavity.
- the selected layer thickness also depends on the size of the handle. With a smaller handle it is chosen smaller than with a larger handle.
- the higher the hardness of the plastic used for them the lower the thickness of the outer, first layer in order to achieve the desired deformability. Since a higher hardness is associated with greater resistance to damage and less adhesion of dirt, the use of higher hardness plastic for the outer layer is sought.
- a smaller thickness is also possible in the interval sandwich method, whereby at the same time, however, the thickness of the inner, second layer of plastic with lower hardness increases.
- radial ribs on the handle core having a circular cross-section or web-like connections from the handle core to the outer layer or generally a non-circular cross-section of the handle core, which will be discussed in detail in the description.
- layer thicknesses 0.5 to 2.5 mm, a maximum of about 4 mm are realized, essentially depending on the desired deformability of a handle and its size. In the axial direction, the layer thickness can also change.
- the ribs or webs extend in two (or more) partial circumferential areas from the handle core, whereby anisotropies of the stiffness behavior of the handle are selectively generated in partial circumferential areas, in particular if the ribs or webs have a greater radial extension into the second layer Circumference areas suitably distributed over the circumference.
- the compliance should be greater, or the rigidity should be lower, than in the region in which the hand recess rests.
- the shape of a handle can generally also be asymmetrical, both in cross-section and in the longitudinal extent.
- the formation of the layers will be substantially similar in a single-ended handle according to the invention as in a symmetrical handle.
- a handle for trowels or hammers could suitably EP 01 915 000.2-2316 the applicant be formed asymmetrically.
- the compliance according to the invention brings an additional, significant improvement in the ergonomic properties of the handles, of course, even for symmetrical handles.
- the two partial circumferential areas with reduced radial extent of the inner layer in the circumferential direction or reduced compliance or increased rigidity due to ribs are arranged approximately opposite one another.
- the handle is provided with such "preferred directions”, it may be advantageous if these preferred directions are made apparent to the user of the handle. This can be done for example by an asymmetrical shaping of the outer lateral surface of the handle and / or a color scheme of the lateral surface.
- an eye - a transverse bore in the handle - in the rear end region of the handle wherein the eye preferably has its opening in partial circumferential regions in which the minimum radial extent of the first layer or the higher rigidity is given.
- the first, outer layer at least in the region of a rib in the axial direction has a substantially constant elastic behavior. This can be achieved, for example, in that ribs have an outer contour approximately corresponding to the axial outer contour of the handle, so that the upper edge of the ribs has an approximately constant distance from the lateral surface of the handle, which is then "bridged" by the first layer.
- no web forms, for example, in the case of an axially oriented, central inlet opening.
- only one web can be formed in one half of the handle, which is then preferably arranged opposite the inlet opening.
- thermoplastic elastomer a thermoplastic polyolefin, polypropylene, EPDM rubber, PVC or styrene block copolymer are used as inexpensive, but reliable materials with the desired mechanical properties for the first layer.
- the first layer has a filler.
- Possible fillers are granules such as cork granules, cork flour, wood flour or a fibrous filler like glass fibers into consideration.
- the lateral surface of the handle is not completely smooth, but has an improved skid resistance, which, for example, be increased by the tool transferable Torsionsmomente can.
- cork flour or wood flour have the advantage that a moisture of the hand can be absorbed, as it can arise when working with a tool.
- the slip resistance can also be further improved.
- a possible proportion by weight of a filler in the total weight of the first layer is, for example, below 50%, in particular between 5% and 30%.
- a lateral surface of the handle is formed with a film, which is firmly bonded to an inner layer, for example, the first layer.
- a production of such a handle is for example possible by inserting a foil into a mold.
- the film is materially connected with a filling of the mold.
- the physical properties and a surface of the film can be selected and designed so that an improved outer surface of the handle results, for example, is particularly oil or chemical resistant or has a non-slip surface.
- an outer layer designates a layer of a handle, whose outer surface forms the surface of the handle acted on by a user's hand, while an inner layer connects radially inwardly to the outer layer and encases a handle core made of hard plastic and a shaft jacketed.
- the outer layer may lie in the interior of the handle and / or at least one inner layer, Griffkernummantelung or the like may be interposed between the inner layer and the handle core.
- a handle has radially inside a shaft 2, which may have a non-circular transmission cross-section 4 or 5 of a round cross-section outgoing ribs.
- the shaft 2 is partially or completely encased by a handle core 6, whereby parts of the transmission cross section 4 or of the ribs 5 of the shaft can extend radially outwards through the grip core 6.
- the handle core 6 is preferably also formed out of round in the region of its outer surface with a transfer section 7 or ribs 8.
- the handle core 6 may be surrounded by a Griffkernummantelung 9 partially or completely, which also extend portions of the transmission cross sections 7 or ribs 8 through the Griffkernummantelung 9 can.
- a soft layer 10 (inner layer 28) at least partially surrounding the handle core sheath 9, which may be at least partially encased by an outer layer 11 (outer layer 27).
- Gripper core 9, soft layer 10 and / or outer layer 11 may have ribs, projections, extensions or webs (hereinafter ribs 12), with which said layers 9-11 are connected by an adjacent layer with another layer.
- ribs, extensions, projections, ribs hereinafter ribs 13
- the ribs 13 can be oriented both radially inwardly and radially outwardly by a layer carrying the ribs.
- All of the aforementioned components of a handle 1 can be used alternatively or cumulatively. Also, an interposition of additional additional layers, loose particles, a gel or a fluid is also possible.
- the soft layer 10 or inner layer 28 is partially or completely sheathed by a harder outer layer 11 or outer layer 27, wherein this is structurally predetermined with regard to the choice of their stiffness and the radial extent that the outer layer 11 through from the Hand applied forces of the user can be radially deformed, whereby an elastic deformation of the soft layer 10 is accompanied.
- the handle 1 may have additional components such as an eye 15 or transverse hole, in particular in the functional part facing away from the end portion of the handle 1, wherein the eye 15 extends transversely to the longitudinal axis 3-3 through the end portion.
- additional components such as an eye 15 or transverse hole, in particular in the functional part facing away from the end portion of the handle 1, wherein the eye 15 extends transversely to the longitudinal axis 3-3 through the end portion.
- the tool can be hung or an auxiliary element in the handle 1 are inserted.
- a shaft of a further screwdriver can be performed by the eye 15, via which then an additional operating torque can be exerted on the handle 1.
- the components of the handle 1 can be bonded to one another in a material-locking manner.
- an exchangeable functional part with a handle in which the shaft 2 of the functional part, in particular with surrounding layers, is interchangeable with other, radially outer components of the handle.
- in connection with such interchangeable functional parts of the handle 1 may have additional holding devices, s.
- Another optional component of a handle is a dome or cap in the end of the handle over which bumps or blows can be applied to the handle.
- any constant or varying radial extent is possible, which results from the difference of the radial distance from the handle core to the grip surface minus the thickness of the layer 11.
- the radial extent changes in the axial course over the length of the handle and finally becomes zero towards the front end of the handle.
- the radial extent depends on the absolute diameter of the handle.
- the radial extent may be at least in a partial circumferential area of a maximum extent in the range of 3.5; 4; 6 or 8 mm, while, for example, a corresponding minimum extension between 0.5 mm and 3 mm, in particular 1 mm and 2.5 mm or less than 1.5 mm, 2 mm or 2.5 mm.
- an inner layer 28 (second material 23, soft layer 10) formed with a softer material and in the region of the maximum diameter of the lateral surface of the handle.
- the outer layer 11 (first material 22, outer layer 27), however, may have a circumferentially constant radial extent in the range between 0.5 and 4 mm or 0.5 to 2.5 mm, while the radial extent may vary in the axial direction.
- the thickness of the outer layer 27 may have a radial extent, at least in a partial circumferential area, of 30 to 100% of the radial extent of the inner layer 28.
- Adjacent layers or constituents can be connected to one another in a form-fitting, cohesive and / or frictionally engaged manner or a latching or blocking connection.
- a shaft 2 may be formed, for example, with fiber-reinforced plastic, metal, steel or wood.
- a hard plastic for the handle core 6 is used, while for the Griffkernummantelung 9 and the outer layer 11 (outer layer 27) a first soft material 22 and for the soft layer 10 (FIG. inner layer 28) a second soft material 23 is used, wherein the two soft materials have different hardness, namely the outer layer 27 is harder than the inner layer 28.
- Possible materials include (but are not limited to) a thermoplastic elastomer (TPE). , a thermoplastic polyurethane (TPU), a thermoplastic polyolefin (TPO), polypropylene, EPDM rubber, PVC or styrene block copolymer insert.
- TPE thermoplastic elastomer
- TPU thermoplastic polyurethane
- TPO thermoplastic polyolefin
- polypropylene EPDM rubber
- PVC styrene block copolymer insert.
- the materials mentioned have a porous, but preferably a closed, non-porous structure.
- a hardness of an inserted plastic in particular for a soft layer 10 or inner layer 28 or a second material 23, is, for example, 10 to 55 Shore A.
- a grip core sheath 9 and / or an outer layer 11 is in particular a plastic insert with a hardness between 30 and 105 Shore A, preferably between 30 and 85 Shore A.
- Handle core 6 is preferably made of hard plastic, for example polypropylene with a ball hardness of 45-65 N / mm 2 .
- At least one layer has a filler.
- Possible fillers are granules such as cork granules, cork flour, wood flour or a fibrous filler such as glass fibers.
- the proportion by weight of the filler in the total weight of the layer involved or of the component of the handle involved is, for example, less than 50%, in particular between 5 and 30%.
- Fig. 1 to 9 show a manufacturing method according to the invention, which is also referred to as “sandwich method” or “interval method”, for the production of at least partial layers or constituents of the handle 1.
- a sheath 2 sheathed with a hardened handle core 6 is inserted into a mold 16 which is divided in a central plane passing through the longitudinal axis 3-3.
- the inner contour of the mold 16 substantially corresponds to the shape of the finished handle 1.
- the handle core 6 end portions 17, 18.
- the end portion 17 faces the functional part and has a radially outwardly oriented circumferential collar, in the region of the handle core 6, the mold 16 fills under radial seal.
- the end region 18 opposite the end region 18 forms an approximately spherical end face of the handle 1, in the region in which the end region 18 likewise rests against the mold 16 with a radial seal.
- the end portions 17, 18 and the inner contour of the mold 16 is a circumferentially about the longitudinal axis 3-3 circumferential chamber 19 limited.
- inlet openings two circumferentially opposite inlet openings or injection channels 20, 21
- first a first material 22 is injected into the mold 16 and the chamber 19.
- the volume of the injected first material 22 is smaller than that of the chamber 19.
- the first material 22 is sprayed onto the lateral surface of the handle core 6 and / or deflected in the direction of the mold cavity bounding wall and cooled by this, so that adjacent to the handle core 6 or in the region of the mold cavity bounding Wall, the first material 22 hardens faster or thicker than in other areas.
- the first material 22 is spatially displaced in the direction of the longitudinal axis 3 and in the direction of the end regions 17, 18 and radially to the wall of the mold cavity, wherein the second material 23 except for said channel both radially outwardly is also sheathed radially inwardly and in both axial directions of the first material 22.
- the second material 23 does not reach the handle core 6. Since the first material in its edge layer is already slightly cooler than the second material, the edge layer no longer becomes the second one Broken material.
- the second material 23 also urges the first material 22 radially outwardly to form the outer layer 11 or outer layer 27.
- the second material 23, surrounded by the first material 22 extends from the two inlet openings 20, 21 around the handle core 6 in the circumferential direction, so that oppositely directed material flows finally touch.
- the selected temperature conditions, viscosities and injection rates for the injection molding process are suitably adapted so that due to such an approach in the circumferential direction, the partial areas can not close, but between the partial areas still in the radial direction continuous ribs 12 or radially non-continuous ribs 13 remain.
- the chamber 19 Upon completion of the injection of the second material 23, the chamber 19 is completely filled.
- the channel 24 may continue to be filled with completion of the manufacture of the handle 1 with the second material.
- a small amount of the first material 22 is again injected, which fills the channel 24 and the injection opening in the handle with the first material 22 and closes.
- the soft layer 10 or inner layer 28 is formed.
- the radial extent of the handle core shroud 9 created, and the outer layer 11 is lower than that of the soft layer 10, and in particular is less than 1/3 of 1/5, 1 / 8th or 1 / 10th of the radial extension of the soft layer 10th
- the thickness of the outer layer 27 can also be influenced by the temperature of the wall of the mold cavity (or the temperature difference between the wall and the injected material). At a low temperature, the edge layer of the injected first material cools faster than at a higher temperature. As a result, the thickness of the outer layer 27 becomes greater at a lower temperature than at a higher temperature, with otherwise identical parameters of the injection process.
- the use of the process requires injection molding machines with two injection molding units that provide the melts of the different components for the first material 22 and the second material 23, and through a special machine control program and special valve mechanisms on the machines, the fast, precisely metered sequence of into the mold 16 injected materials 22, 23 cause. It has surprisingly been found that the number and position of the injection openings 20, 21 as well as the injection speeds and pressures, the melt temperatures and the temperatures of the mold and handle core Dimensions of the handle core jacket 9, the soft layer 10, the outer layer 11, the ribs 12 and the axial extent can be influenced.
- injection pressure when injecting the first material 22 800 bar
- Injection volume flow of the first material 22 40 cc / s
- Injection pressure when injecting the second material 23 1,000 bar
- Injection volume flow of the second material 23 50 cc / s
- Injection pressure profile falling over four points governing melt temperature 180-210 ° C in the four zones
- the abovementioned parameters may vary significantly upwards or downwards, in particular by 20% or 10%.
- inlet openings 20, 21 may be any other number of inlet openings in the axial direction and / or distributed in the circumferential direction, wherein u. U. at a plurality of inlet openings 20, 21 in the axial direction and webs can arise in the axial direction to each other to moving flow rates, so that then the webs can be formed circumferentially in the circumferential direction.
- ribs 12 form in particular between adjacent inlet openings, so that, for example, three ribs 12 are formed in three circumferentially distributed inlet openings.
- the inlet openings are arranged asymmetrically, which can also result in asymmetrical ribs 12, which then have an asymmetrical stiffness behavior of the handle 1 result.
- a shift of the position of the ribs can also be achieved by different speeds and / or pressures during injection through the inlet openings.
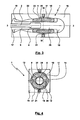
- Fig. 7 to 9 show the use of the above-described manufacturing method for the production of a handle for a pliers limb 25 of a pair of pliers 50.
- a handle core sheath 9 is arranged directly on a shaft 2 of the pliers limb 25. Only one inlet opening 20 is arranged on the outer side of the forceps leg 25.
- the injection conditions for the materials 22, 23 are adjusted so that the second material 23, which forms the soft layer 10 (inner layer 28), extends only about a partial circumferential area around the shaft 2.
- the first material 22 forms inside of the lateral surface 14 in a first approximation 8-shaped cross section (with rounded outer contour) with two outwardly adjacent chambers, wherein in the inner chamber of the shaft 2 is disposed, while the outer chamber is filled with the second material 23.
- the second material 23 extends only in the region of the handle 1, which has an enlarged cross-section for the application of a hand of the user and about one third to two thirds of the longitudinal extension of the handle first extends.
- the soft layer 10 (inner layer 28) with the second material 23 forms a kind of elastic cushion, while the harder first material 22 forms a resilient connection to the forceps leg 25.
- the handle 1 is manufactured with at least two components, wherein a radially outwardly disposed in the handle 1 component is made with an inner recess, in the region of which a joining of the component with a radially inner component is possible.
- a radially outwardly disposed in the handle 1 component is made with an inner recess, in the region of which a joining of the component with a radially inner component is possible.
- Not cohesive connection carried a transfer of a torsional moment between the components.
- a security of the components can be done after a joining of the components via a frictional or positive connection, an elastic locking connection or a locking connection.
- the external component is hereby manufactured with the previously described sandwich method.
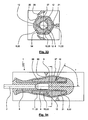
- the handle in the in 10 and 11 illustrated embodiment is constructed as follows: a shaft 2 is covered by a handle core 6, the end portions 17, 18 and a central region 26 has.
- the central region 26 has a substantially cylindrical lateral surface, which is encased by a grip core jacket 9. From the handle core 6 extend, integrally formed by this, ribs 8 through the handle core jacket 9 therethrough, wherein for the in Fig. 11 illustrated cross section, the ribs 8 are arranged in the 12 o'clock position and 6 o'clock position.
- the ribs 8 and the handle core sheath 9 are continuously encased by a soft layer 10 in the circumferential direction, wherein the soft layer 10 in turn by an outer layer 11 which is circumferentially formed circumferentially and forms the lateral surface 14, is sheathed.
- the soft layer 10 forms an inner layer 28 of a soft plastic, on the outside of the outer layer 11, an outer harder layer 27 is bonded cohesively.
- An additional layer 9 of the first material 22 and thus the material of the outer layer 27 forms a handle core sheath 9.
- ribs 8 are attached in one piece. In the in Fig.
- the outer contour of the ribs 8 extends parallel to the outer contour of the lateral surface 14, so that the radial extent of the inner layer 28 of the handle 1 in the direction of the longitudinal axis 3-3 is approximately constant.
- the ribs 8 extend only over an axial portion of the outer layer 27, so that in a front region of the handle 1, the outer layer 27 is directly bonded to the grip core sheath 9 cohesively.
- the ribs 8 can, as in Fig. 11 sketched, be arranged opposite or deviating arranged offset in a manner not shown in the circumferential direction.
- the ribs 8 have a rectangular cross-section, which may deviate also have any other shape, such as slightly tapering outward, rounded at the top or in thickness can be made smaller.
- the use of a plastic having a hardness of 30 to 85 Shore A, preferably 40 to 60 Shore A has proven to be useful - for the soft layer 10 or inner layer 28 has a hardness of 10 to 55 Shore A, preferably from 15 to 30 Shore A.
- Plastics of the same type or of different types can be used, as long as they form a good material connection with one another.
- UU is also responsible for a good material connection between an upper edge of the rib 8 and the outer layer 27 care.
- FIGS. 12 and 13 show further embodiment of a handle 1, wherein in otherwise 10 and 11 corresponding design of the handle core 6 without ribs 8 is formed. Instead, the handle core 6 is formed with an approximately rectangular cross-section, which is completely surrounded in the circumferential direction of the handle core sheath 9 at least in a partial area. Such a rectangular cross section of the handle core 6 extends approximately over the longitudinal extent 29, preferably with a varying ratio of the length to the width of the rectangle or decreasing length of the rectangle.
- the inner layer 28 which is formed with the soft layer 10, star-shaped with six points corresponding to such an outer contour of the handle core 6 and the handle core sheath 9 is formed.
- the inner layer 28 has a maximum radial extent in the positions 12 o'clock, 2 o'clock, 4 o'clock, 6 o'clock, 8 o'clock, 10 o'clock.
- a lateral surface 14 and the structure of the handle 1 in an asymmetrical manner such as in the handle for a trowel, sa FIGS. 23 and 24
- the handle core 6 is expediently kept substantially the same over its longitudinal extension.
- FIGS. 15 and 16 show an embodiment for which ribs 8, 12 extend through the inner layer 28.
- the ribs 8, 12 formed by the handle core 6 are connected in a material-locking manner to the outer layer 11 or outer layer 27 in the region of their end faces and thus represent a direct and rigid connection between outer layer 11 and the otherwise round cross-section of the handle core 6.
- the example shows a thicker outer layer 11 or outer layer 27, as shown by greater cooling of the wall of the Mold cavity is achieved.
- the radial extent 41 of the outer layer 27 is 30% to 100% of the radial extent 40 of the inner layer 28, measured at the location of the largest diameter of the handle first
- Fig. 17 shows an embodiment of a handle 1, which is substantially in the FIGS. 15 and 16 illustrated embodiments, but in this case with a handle core 6 with rectangular transfer section 7, which is firmly bonded to the outer layer 11 and outer layer 27.
- Fig. 18 shows an embodiment of a handle in which a handle core 6 is formed with end portions 17, 18, wherein the end portion 18 forms a cap for applying axial forces by a hand of the user.
- the grip core 6 has six ribs 13 which are uniformly distributed over the circumference.
- the outer layer 11 (outer layer 27) and the grip core sheath 9 are configured as a circular collar over a radial web 42 which is circumferential in the circumferential direction for the exemplary embodiment shown. connected to each other, so that with the grip core jacket 9, the web 42 and the outer layer 11 in the half-longitudinal section a lying, open at the front U is formed.
- the inner leg of the U which forms the Griffkernummantelung 9 is formed shorter than the outer, the lateral surface 14 forming legs, which is formed in particular approximately with the longitudinal extent 29.
- the Griffkernummantelung 9 is penetrated by the ribs 8, 13.
- a soft layer 10 is arranged, which forms an inner layer 28.
- the handle core 6 is formed of a hard plastic defining a first stiffness. With the end portions 17 and 18, during manufacturing of the handle 1, the handle core 6 seals against the wall of a mold cavity when the handle core jacket 9 and the soft layer 10 are formed by spraying onto the handle core 6.
- the outer layer 11 has a third rigidity. while the soft layer 10 has a second stiffness.
- the second and third stiffnesses are formed with an elastic plastic of different hardness, wherein the plastic used for the third rigidity has a higher hardness than the plastic used to provide the second rigidity.
- a manufacture of the handle 1 is carried out such that first the handle core 6 is manufactured in a first injection mold, wherein the shaft 2 is poured into the handle core 6.
- the handle core sheath 9, the soft layer 10 and the outer layer 11 are sprayed onto the inserted into the mold handle core 6 according to the interval sandwich method.
- the first material 22 forming the handle core jacket 9, the web 42 and the outer layer 11 is injected into the mold and immediately thereafter before curing the plastic mass forming the soft layer 10 (inner layer 28), the second material 23 , injected.
- the second material 23 displaces the first injected, still (partially) liquid first material 22 against the wall of the mold cavity or against the wall of the handle core 6, whereby the handle core jacket 9, the web 42 and the outer layer 11 are formed.
- the outer layer 11 can form a dense layer.
- the thickness of this layer may be controlled by the process flow, for example, the ratio and dosage amounts of the materials 22, 23, and / or the parameters of the injection molding operation.
- the thickness of the layer is adjusted in each case so that a radial deformability of the outer layer 11 and the soft layer 10 under the action of a force by the handle enclosing the hand 1 is not diminished when working, but on the other hand a good transmission of an initiated torsional moment is ensured as it is z. B. when using such a handle for a screwdriver is required. It has been found that a layer thickness of approximately 0.5 to 2.5 mm is expedient for the outer layer 11, wherein the thickness may vary in the course of the lateral surface 14.
- a quality or type of plastic used which has a sufficient for the application resistance to chemicals, fats or oils.
- Such resistance need not necessarily have the plastic types used for the soft layer 10, whereby u. U. costs can be saved.
- a pairing of the materials 22, 23 in hardness and type or type is chosen such that they are on the one hand a good material connection with each other and with the handle core 6 and on the other hand, a desired deformability is ensured.
- the lateral surface 14 is formed with the radially enlarged end portions 17, 18 of the handle core 6.
- an elastic part of the handle 1 is arranged, which is formed with a soft layer 10 (inner layer 28) and a jacket of the soft layer 10 closed in longitudinal section with the handle core jacket 9 and the outer layer 11 (outer layer).
- This elastic grip part can either be manufactured first as a separate injection-molded part - also in a sandwich process - and be plugged under elastic expansion from the rear over the end region 18 onto the grip core 6 or the grip part is sprayed directly onto the grip core 6 in a sandwich process, as already described above Embodiments has been described.
- Fig. 20 illustrated embodiment is formed in the handle 1 of the handle core 6 is not continuous to the end of the handle 1. Rather, the end region 18 of the handle core 6 is also encased by the handle core jacket 9, the soft layer 10 (inner layer 28) and the outer layer 11 (outer layer 27), so that the outer layer 11 also forms the end-side lateral surface or the cap.
- the handle core 6 is carried out without radial thickening in the end portion 18 to the end of the handle 1.
- the soft layer 10 or inner layer 28 is formed in particular with a second material 23 in the form of a plastic in a closed structure with a hardness of 10 to 45 Shore A.
- the soft layer 10 may be formed with a porous structure whose initial hardness is 20 to 80 Shore A.
- the outer layer 11 (outer layer 27) and / or the Griffkernummantelung 9 finds a first material in the form of a plastic insert with a hardness of 30 to 105 Shore A, in particular 30 to 85, preferably 40 to 60 Shore A.
- the radial extent of soft layer 10 is greater than that of the outer layer 11 and / or the Griffkernummantelung 9.
- the thickness of the Griffkernummantelung 9 and / or the outer layer 11 is between 0.5 and 4 mm.
- the handle core 6 may have a crowned end of the handle forming cap whose diameter is greater than the diameter of a shaft or central region 26 of the handle core 6.
- the handle core 6 may have no crowned cap and with the shaft or center region 26 to the end of the handle 1 have a continuous constant cross-section.
- the handle core can not be formed continuously to the end of the handle 1.
- the in the FIGS. 22 to 24 illustrated embodiment of a handle is used for a trowel 46.
- the handle 1 has according to the in Fig. 23 longitudinal section shown a front end portion 47, a central portion 26 and a rear end portion 48.
- the end portions 47, 48 are each formed by radial extensions of the handle core 6.
- the middle region 26 is formed, according to the previously illustrated embodiments, with a handle core sheath 9, a soft layer 10 (inner layer 28) of the second material 23, and an outer layer 11 (outer layer 27) of the first material 22, for the illustrated embodiment outer layer 11 and grip core sheath 9 in the transition region to the end regions 47, 48 by webs 42 or each a collar-like end-side layer are firmly bonded to each other, so that the soft layer 10 is completely encased by a layer of the harder material 22.
- the handle core sheath 9, the soft layer 10, and the outer layer 11 are made by injecting the materials 22, 23 in a sandwich process. From the in Fig. 24 illustrated cross-section of the handle 1 can be seen that this is asymmetrical to a transverse to the longitudinal axis 3-3 oriented transverse axis 49-49. Of course, the handle can also have a symmetrical shape.
- FIGS. 18 to 26 show, inside the handles 1 is not necessarily continuous web or rib-like connections between the Griffkernummantelung 9 and the outer layer 11 of material 22, since such a web-like connection does not automatically results in each case in the sandwich process.
- FIGS. 25 and 26 illustrated embodiment are provided in the representation of the lower half-plane ribs 8, 13 of the handle core 6, which pass through the Griffkernummantelung 9 in both radial directions and in a portion of the soft layer 10 (inner layer 27), as can be seen Fig. 26 is apparent.
- six ribs 8, 13 are uniformly distributed in the circumferential direction, wherein two opposite ribs 8, 13 are formed with respect to the other ribs 8, 13 enlarged radial extent. But it can also all ribs have the same radial extent.
- Fig. 28 shows an embodiment of a handle 1 for a pliers leg 25, see also Fig. 7, 8, 9 .
- a lower part 51 in which the pliers limb 25 is received, is covered with a hard plastic.
- an upper part 52 Connected to the lower part 51 in a material-locking manner on the outer side of the pliers limb 25 is an upper part 52, wherein in this connection the lower part 51 is comparable to the grip core 6 of the exemplary embodiments of screwdrivers.
- the top 52 is formed with a soft layer 10 or inner layer 28 completely surrounded in cross-section by that of an outer layer 11 or outer layer and a "handle core jacket" 9 which merge into one another.
- a manufacture of the handle 1, consisting of the upper part 52 in conjunction with the lower part 51, is possible both as a separate part for subsequent mounting on the pliers limb 25 and by direct spraying onto the pliers limb 25 in a sandwich method, comparable to the spraying of the layers 10 and 11 on the handle core 6 of a screwdriver.
- Fig. 29, 30th show a hammer 53 with an embodiment of a handle 1 in longitudinal section and cross section. At least in the region of the handle that is grasped by the user by hand, the handle 1 is formed with a handle core sheath 9, a soft layer 10 (inner layer 27), and an outer layer 11 (outer layer 28) that are sandwiched can be made. Notwithstanding the illustrated embodiment, a hammer handle can also be equipped with a close fitting in a cavity tail similar to a cap 18 in a handle for screwdrivers.
- FIGS. 31 and 32 illustrated embodiment is made without handle core 9 from a hard plastic.
- the handle core 6 with the associated, opposing two ribs 8, 13 directly or indirectly with the interposition of the Griffkernummantelung 9 with a soft layer 10 (inner layer 28) sheathed, which is formed for production in a sandwich process with a second material 23.
- the soft layer 10 is encased radially outwardly of the outer layer 11 (outer layer 27), which is suitable for fabrication in the sandwich process with the first material 22 is formed.
- the thickness of the outer layer 11 is set in this embodiment by appropriate dosage of injected into the mold cavity volumes of the materials 22 and 23 and more cooling the wall of the mold cavity, preferably, depending on the handle size, in the range between 2 and 4 mm.
- connection of the layers 27, 28 thereby already obtains a good torsional stiffness, even if the ribs 8, 13 do not extend far into the soft layer 10.
- a further improvement of the torsional rigidity is achieved by extending the ribs 8 to approximately the inside of the outer layer 11 (outer layer 27). In extreme cases, the ribs connect firmly to the outer layer 27, s.
- FIGS. 15, 16 An increase in the torsional rigidity can also be brought about by the fact that the handle core 6 itself has an approximately rectangular cross-section and connects to the inside of the outer layer 11 in a material-locking manner, see FIG. Fig. 17 ,
- Fig. 33 shows an embodiment of the method according to the invention, in which three inlet openings 20, 21, 54 are distributed uniformly in the circumferential direction approximately at the same axial position. In this way, three ribs 12 can be produced in the circumferential direction centrally between the inlet openings 20, 21, 54, which extend in axially and radially oriented planes.
- Fig. 34 shows an embodiment of the method according to the invention, in which two inlet openings 20, 21 are arranged on the circumference opposite each other, but are arranged offset from one another in the axial direction.
- a rib 12 sets in, which is closed in the circumferential direction or in the form of a spiral running around the longitudinal axis 3-3 and connects the layers 9 and 11.
- the resulting rib 12 extends in a plane lying transversely to the longitudinal axis, while for the illustrated embodiment a pitch angle ⁇ of the spiral with respect to the longitudinal axis 3-3 results ,
- the pitch angle ⁇ of the spiral can be specified.
- the invention relates not only handles for different tools, but also one or more handles for tool sets in different sizes and shank shapes.
- handles for screwdrivers a non-porous design of the layers is preferred.
- the inventive method can for the production of handles with symmetrical cross-sectional shapes, such as screwdriver handles, but also for handles with asymmetrical cross-sectional shapes, such as Trowel handles or hammer handles according to EP 00 907 448.5 and EP 01 915 000.2 Applicant be applied.
- it is characteristic of handles made by this method that the cross-sectional area of the hard plastic handle core is relatively small relative to the cross-sectional area of the finished handle, thereby achieving a relatively large volume of resilient, soft layers can be. In this way, these handles differ from the prior art 2-component handles, in which the cross-sectional area of the handle core made of hard plastic is relatively large compared to the cross-sectional area of the handle shell made of a softer plastic.
- injection of the first material (22) and second material (23) may be via the same inlet (s) (20, 21).
- first material (22) and second material (23) without interrupting the flow of material are injected in chronological succession.
- first material (22) a thermoplastic elastomer, a thermoplastic polyolefin, polypropylene, EPDM rubber, PVC, styrene block copolymer can be injected.
- the outer layer (27) has a filler.
- the lateral surface (14) of the handle (1) can also be formed with a film which is firmly bonded to an inner layer.
- an outer layer (27) may have a substantially constant thickness of at most 4 mm, at least in the region of an axial extent (29).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Percussive Tools And Related Accessories (AREA)
- Gripping Jigs, Holding Jigs, And Positioning Jigs (AREA)
- Knives (AREA)
- Credit Cards Or The Like (AREA)
- Ceramic Products (AREA)
- Mechanical Control Devices (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Herstellung eines Griffes für ein Werkzeug, mit dem insbesondere ein Torsionsmoment übertragen werden soll. Beispielsweise betrifft die Erfindung ein Verfahren zur Herstellung eines Griffes für einen Schraubendreher.
- Gestaltungs- und Bewertungskriterien für Griffe für Werkzeuge sind insbesondere
- die Herstellungskosten des Griffes,
- das Gewicht des Griffes,
- das Anpassungsvermögen des Griffes an eine Hand und u. U. unterschiedliche Handgrößen und Kräfte unterschiedlicher Benutzer des Griffes und/oder
- das Übertragungsvermögen für Kräfte und Momente, insbesondere Torsionsmomente für ein ein Torsionsmoment übertragendes Werkzeug wie ein Schraubendreher.
- Aus dem Stand der Technik ist eine Vielzahl von Ausgestaltungsformen für Griffe für Werkzeuge und für deren Herstellungsverfahren bekannt:
-
US-PS 2,871,899 betrifft eine erste Weiterentwicklung eines Griffs für ein Werkzeug wie einen Schraubendreher aus Hartkunststoff mit dem Ziel einer Verbesserung der Haptik des Griffes. Demgemäß wird auf einen Griffkern ein vorgefertigter Griffmantel aus weichem Kunststoff aufgezogen. Griffkern und Griffmantel sind zur Übertragung eines Torsionsmoments in Umfangsrichtung formschlüssig über Profilierungen miteinander verbunden. Der Einsatz des weichen Kunststoffs verbessert die Griffigkeit des Griffs. Bei einer praktischen Erprobung des bekannten Griffs hat sich jedoch gezeigt, dass der weiche Griffmantel bei schweren Beanspruchungen von dem harten Griffkern abhebt und Falten bilden kann. Dieses "Walken" genannte Abheben des Griffmantels von dem Griffkern führt insbesondere bei Dauerbenutzung des bekannten Griffs zu einer schmerzhaften Blasenbildung im Bereich der Handfläche des Benutzers und zu einer Entzündungen verursachenden überhöhten Belastung der Handknochen. - Zur Vermeidung der vorgenannten Nachteile ist im Folgenden vorgeschlagen worden, den Griffkern stoffschlüssig mit dem Griffmantel zu verbinden, wobei der weiche Kunststoff
- hierbei lediglich in Umfangsrichtung verteilte Teilbereiche des Griffmantels bildet oder
- in Umfangsrichtung geschlossen den Griffkern umgibt,
- Bei derartigen Griffen aus zwei Kunststoff-Komponenten ist in einem Griffkern aus Hartkunststoff, dem ersten Griffbereich, das Werkzeug verankert. Ein derartiger Griffkern wird anschließend mit einem Griffmantel aus weichem Kunststoff umspritzt, vgl. bspw.
EP 0 627 974 B1 , der auch als zweiter Griffbereich bezeichnet wird. Der Griffmantel aus weichem Kunststoff hat eine gewisse Elastizität und vermittelt ein angenehmeres Greifgefühl als ein Griff, der nur aus Hartkunststoff hergestellt ist. Der weiche Kunststoff hat außerdem u. U. einen höheren Reibungskoeffizienten als Hartkunststoff. Deshalb können mit einem derartigen "2-Komponenten-Griff' u. U. höhere Torsionsmomente übertragen werden als mit einem Griff gleicher Größe aus Hartkunststoff. Dies ist von Bedeutung bei Griffen für Schraubendreher, Schraubzwingen, etc. -
US 2,871,899 offenbart einen Griff zur Übertragung eines Torsionsmoments mit einem Griffkern, in dessen Längsbohrung reibschlüssig ein Schaft des Werkzeugs einpressbar ist. Der Griffkern besitzt eine zylinderförmige Mantelfläche, auf die eine Hülse mit einem ungefähr gleichen inneren Durchmesser aufgeschoben werden kann und dort reibschlüssig gehalten ist. Das Material der Hülse ist weicher und stärker dämpfend als das Material des Griffkerns. Hierzu findet beispielsweise ein dämpfendes, gummiähnliches Material mit einer Härte von zwischen 40 und 90 Shore A Einsatz, insbesondere ein Neopren-Gummi mit einer Härte zwischen 55 und 70 Shore A und einer Zugfestigkeit zwischen 1500 und 2000 Pfund/Inch2 mit einer Dehnung von ungefähr 350 %. Abweichend von einer reibschlüssigen Verbindung zwischen Hülse und Griffkern kann zusätzlich ein Kleber eingesetzt werden oder ein elastischer Formschluss in Längsrichtung eingesetzt werden. Die Hülse kann ein Spritzguss-Bauelement sein. Weiterhin können zur Erzielung eines Formschlusses in Umfangsrichtung die Außenfläche des Griffkerns und die Innenfläche der Hülse mit in Längsrichtung verlaufenden Nuten, Vorsprüngen oder Zähnen ausgestattet sein. -
DE 694 21 765 T2 (EP 0 635 337 B1 ) geht aus von einem Stand der Technik, bei dem auf dem Schaft eines Schraubendrehers aufeinander folgende Schichten aus Kunststoffmaterialien angeformt werden. Eine zentrale Schicht, in welcher der Schaft des Schraubendrehers eingebettet ist, wird als erstes geformt, und die Schicht, welche die Peripherie des Griffs begrenzt, wird auf diese zentrale Schicht oder auf Zwischenschichten aufgeformt. Für derartige Formvorgänge werden Spritzpressen verwendet mit mehreren Spritzköpfen, üblicherweise mit zwei oder drei derartigen Köpfen. Hiervon ausgehend schlägt die Druckschrift vor, einen Schaft eines Schraubendrehers in einen Kunststoffgriff einzubetten. Ein vorderer Bereich der Mantelfläche des Griffs ist von einer Kunststoffhülse gebildet. Die Kunststoffhülse ist mit zwei koaxial ineinander liegenden Teilen mit ringförmigen Querschnitten gebildet, wobei zunächst das innenliegende Teil mit einem Spritzgießverfahren hergestellt wird und auf dieses Teil das andere, die Mantelfläche bildende Teil mit einem Spritzgießverfahren aufgeformt wird. Zur formschlüssigen Verbindung der beiden Teile in der Kunststoffhülse besitzen die Teile komplementäre Vorsprünge und Ausnehmungen. Die Hülse wird mit einer herkömmlichen Presse mit zwei Spritzköpfen hergestellt. In einem darauf folgenden Verfahrensschritt wird in einer derartigen Hülse unter Ausbildung eines radialen Zwischenraums ein Schaft angeordnet. In eine geeignete Form wird dann ein Kunststoffmaterial derart eingespritzt, dass dieses den Zwischenraum im Inneren der Hülse, einen balligen Endbereich des Griffs und einen endseitigen Mantelbereich radial außenliegend von einem Endbereich der Hülse ausfüllt. Das innere Teil der Hülse ist mit einem härteren Kunststoff gebildet als das äußere Teil der Hülse. Das Ergebnis ist ein marktüblicher 2-Komponenten-Griff, der eine relativ dünne Außenschicht aus elastischem Kunststoff und einen Griffkern aus Hartkunststoff aufweist, aber sich nicht unter Einwirkung einer Handkraft verformt. -
EP 1 314 5.19 A1 betrifft ebenfalls Griffe für Schraubendreher. Bei diesen ist der Schaft in einen Griffkern aus einem relativ harten Kunststoff eingebettet. Der Griffkern ist zumindest teilweise mit einem verformbaren Elastomermaterial ummantelt. Zur Verhinderung einer Verletzung des verformbaren Materials der Ummantelung ist die Ummantelung mit einem dünnen Überzug überzogen, der eine Schutzschicht und eine Schicht zum Zusammenhalten der elastomeren Ummantelung bildet. Alternativ zum Einsatz eines Elastomermaterials für die verformbare Ummantelung kann ein Gelmaterial Einsatz finden. Weiterhin offenbart die Druckschrift die Anordnung der verformbaren Umhüllung, hier eines Gelkissens, in einer Hülse mit einer geschlossenen Umhüllung. Eine derartige Hülse soll auf einen Schaufelstiel oder einen Hammerstiel aufgeschoben werden, um hier einen Griff zu bilden. Durch eine zumindest teilweise Verformbarkeit der Griffoberfläche soll ermöglicht werden, dass der Griff nachgibt, wenn beispielsweise ein Benutzer an einer bestimmten Stelle stärker zugreift als an einer andern. Auch wenn die Hand des Benutzers von der Standardform und Standardgröße abweicht, kann auf diese Weise ein besseres Fassen und Behandeln des Griffs durchgeführt werden. Wie groß die Nachgiebigkeit der Ummantelung ausgeführt wird, hängt von den Umständen des Einzelfalls und von der Art des Griffs bzw. der Art des Werkzeugs ab, das mit diesem Griff benutzt werden soll. Die Verformbarkeit des Griffs kann sich beispielsweise über den gesamten Bereich des Griffelements erstrecken, an dem ein Benutzer angreift. Ebenfalls möglich ist, dass die Verformbarkeit auf einen Teil der Griffoberfläche begrenzt ist, beispielsweise auf den Teil, an dem der Benutzer mit der Handinnenfläche angreift, während die Teile des Griffs, an denen der Benutzer mit den Fingerspitzen angreift, nicht verformbar ausgebildet sind. Eine solche Gestaltung der Griffoberfläche bietet sich beispielsweise bei Schraubendrehern an, bei denen bestimmte Bereiche der Griffoberfläche so ausgebildet sind, dass sie zum schnellen Drehen des Werkzeugs mit den Fingerspitzen gedacht sind. Die Verformbarkeit der Griffoberfläche soll hierbei auf eine bestimmte Tiefe unterhalb der Griffoberfläche begrenzt sein. Innen soll ein harter Griffkern vorhanden sein, der nicht nur zur Verbindung mit dem Schaft dienen kann, sondern auch einen festen Halt für die Übertragung der Bewegung von der Hand auf das Werkzeug bieten soll. Die Dicke der verformbaren Schicht ist aber zu gering, um eine Anpassung des Griffes an die Hand des Benutzers zu ermöglichen. -
DE 92 02 550 U1 der Anmelderin offenbart einen 2-Komponenten-Griff für einen Schraubendreher, der einen Griffkern aus einem Hartkunststoff, beispielsweise Polypropylen, besitzt, der in einer ersten Form mit eingelegtem Schaft hergestellt wird. In einer zweiten Form wird der Griffkern mit einem weichen Kunststoff, beispielsweise einem thermoplastischen Elastomer mit einer Endhärte von 60-80 Shore A, ummantelt. Zur Herstellung eines kuppelförmigen Bereichs wird in eine Form ein zylinderförmiges Formstück in axialer Richtung eingeführt, welches stirnseitig die Form der Kuppe vorgibt, so dass die gefertigte Kuppe nahtlos in die weitere Mantelfläche des Griffmantels übergeht (s. a.DE 43 04 965 A1 ). Auch dieser Griff ist ein heute marktüblicher 2-Komponenten-Griff, der keine Anpassungsmöglichkeit an die Hand eines Benutzers bietet. -
DE 35 25 163 C2 offenbart einen Griff für Schraubendreher, in dem zunächst ein Schaft mit einem Griffkern aus einem Hartkunststoff ummantelt ist. Eine endseitige, kalottenförmige Kuppe aus Hartkunststoff kann separat geformt und nachträglich mit dem Griffkern verbunden sein oder an den Griffkern angeformt werden. Eine Mehrteiligkeit empfiehlt sich, wenn die Kuppe noch aus einem härteren Material als der Griffkern bestehen soll. Bei mehrteiliger Ausgestaltung kann ein zentraler Zapfen der Kuppe in eine formentsprechende Ausnehmung des Griffkerns eintreten. Der Griffkern besitzt ungefähr mittig eine radiale Erweiterung, im Bereich welcher der Griffkern mit dem Hartkunststoff einen Teil der Mantelfläche des Griffs bildet. In axialer Richtung vor und hinter diesem Bereich liegende Teilbereiche der Mantelfläche sind mit einer Ummantelung des Griffkerns mit einem weichen Kunststoff gebildet, wobei die Erweiterung des Griffkerns vier axiale, in Umfangsrichtung verteilte Bohrungen besitzt, über die der vordere Teilbereich und der hintere Teilbereich der Mantelfläche aus weichem Kunststoff miteinander verbunden sind. - Weitere 2- oder Mehr-Komponenten-Griffe, insbesondere für Schraubendreher, bei denen zumindest ein axialer Teilbereich oder ein Teilumfang der Mantelfläche von einem auf einen harten Griffkern aufgespritzten weichen Kunststoff gebildet ist, sind beispielsweise aus
DE 195 39 200 A1 ,DE 295 17 276 U1 ,EP 0 208 942 A2 ,DE 92 02 550 U1 oderDE 299 04 082 U1 bekannt. -
EP 0 358 883 A1 offenbart einen Griff für einen Schraubendreher, bei dem sich eine vordere Hälfte und eine hintere Hälfte von einem mittigen Bereich maximalen Durchmessers kontinuierlich ohne Ausbildung von Hinterschneidungen verjüngen. Für eine derartige Ausgestaltung kann der Griff mit zwei Formhälften in einem Spritzgussverfahren hergestellt werden mit einer Teilungsfuge, die quer zu einer Längserstreckung der Schraubendreherachse gerichtet sein kann. -
US 3,189,069 offenbart einen Schraubendreher mit einem reibschlüssig auswechselbar in einem Griffkern gehaltenen Schaft. Der Griffkern besitzt im Bereich seiner Mantelfläche in axialer Richtung verlaufende Rippen und Nuten. Weiterhin besitzt der Griffkern eine Umfangsnut. Auf den Griffkern ist in axialer Richtung ein Griffmantel aufgeschoben, wobei nach innen orientierte Fortsätze des Griffmantels in Umfangsrichtung formschlüssig in die Nuten des Griffkerns eingreifen. Der Griffmantel schnappt mit einem weiteren Fortsatz in die Umfangsnut ein, wodurch der Griffmantel gegenüber dem Griffkern gesichert ist. Neben dem erwähnten Formschluss liegen Teilsegmente des Griffmantels unter Ausbildung einer radialen Anpresskraft an dem Griffkern an, so dass ein Reibschluss gebildet ist. Für das Material des Griffmantels wird ein weicheres Material gewählt als für den Griffkern, beispielsweise Gummi. - Aus den Druckschriften
WO 00/43166 EP 1 163 088 B1 sind Griffe bekannt, bei denen durch eine asymmetrische Formgestaltung die ergonomischen Eigenschaften im Vergleich zu marktüblichen Griffen verbessert sein sollen. Nachteilig bei diesen bekannten Griffen ist, dass der Griffmantel aus weichem Kunststoff nur eine geringe Dicke besitzt und damit nur in einem geringen Maß nachgiebig ist. Hinsichtlich der Herstellung sind die Griffe in bestimmten Größen und Formen standardisiert, während die Hände der Benutzer verschiedene Größen und Maßverhältnisse haben. Deshalb ist insbesondere für unterschiedliche Hände von unterschiedlichen Benutzern eine optimale Ergonomie für derartige bekannte Griffe nicht gewährleistet. Bei Griffen für Schraubendreher kommt hinzu, dass bei einem Schrauben die Hand des Benutzers, die den Griff dreht, in Umfangsrichtung ihre Koppelstellung mit dem Griff laufend verändert. Der Griff kann deshalb nicht in einer optimalen ergonomischen Grundform ausgebildet werden, wie das bei den asymmetrischen Griffen gemäßWO 00/43166 EP 1 163 088 B1 der Fall ist, bei denen die Hand im Gebrauch im Wesentlichen eine einzige Koppelstellung zu dem Griff haben kann. -
DE 20 2004 019 156 U1 beschreibt eine Zange mit zwei Zangenschenkeln mit zwei gleich ausgebildeten Griffen. Jeder Griff weist im Bereich der Mantelfläche drei Bereiche auf, die hintereinander liegend in Richtung des Endbereichs des Griffs zunehmende Härten besitzen. Der härteste Bereich bildet einen Griffkörper mit einer endseitigen Mantelfläche, auf den die anderen Teilbereiche zur Bildung der weiteren Bereiche der Mantelfläche aufgebracht sind. Während für den ersten Bereich ein hartes Material wie ein Hartplastik eingesetzt wird, welches in einem Spritzgussverfahren hergestellt sein kann, besteht der zweite Bereich aus einem weicheren Kunststoff. Der dritte Bereich ist mit einem Gelkissen ausgebildet. Der Schaft des Werkzeugs ist in den ersten Bereich eingebettet. -
EP 0 538 632 A1 betrifft ebenfalls einen Griff für eine Zange, bei der ein Schaft eines Zangenschenkels über den außenliegenden Teilumfang mit einem weichen Kunststoff ummantelt ist, beispielsweise Polyvinylchlorid oder Polyethylen mit einer Härte zwischen 65-82 Shore A, insbesondere 66-70 Shore A, während der innenliegende Teilumfang mit einem formstabilen harten Kunststoff, insbesondere Zelluloseacetat oder Acrylnitril-Butadien-Styrol-Copolymere, ummantelt ist, beispielsweise mit einer Härte im Bereich von 85-92 Shore A, insbesondere 86-90 Shore A. Weiterhin ist es möglich, dass im Bereich des inneren Umfangs Einsätze vorgesehen sind, die ebenfalls entsprechend dem äußeren Umfangsbereich aus einem weichen Kunststoff bestehen, so dass in Umfangsrichtung ein harter Kunststoff und ein weicherer Kunststoff abwechselnd angeordnet sind. - Bei allen 2-Komponenten-Griffen, insbesondere für Schraubendreher, Kellen, Zangen, Feilen, Sägen usw. ist nach dem Stand der Technik die Außenschicht weicher als der Griffkern und verhältnismäßig dünn.
-
US 6,370,986 B1 geht von dem Stand der Technik aus, dass Hammer üblicherweise einen Griffkern aus einem harten Material wie einem Metall, einem Verbundmaterial oder einem synthetischen Material besitzen, der zur Bildung eines Griffs mit einer gummiartigen, verhältnismäßig harten Hülse umgeben ist. Offenbart ist ein manuell betätigtes Stoß- oder Schlagwerkzeug. Ein Griff besitzt eine innere Schicht sowie eine äußere Schicht. Die innere Schicht und die äußere Schicht bestehen aus gleichen Materialen, nämlich Polyvinylchlorid, Polypropylen oder ein thermoplastisches Elastomermaterial. Die äußere Schicht ist härter als die innere Schicht, aber kann ebenfalls flexibel oder dämpfend sein. Die unterschiedlichen Steifigkeiten der inneren Schicht und der äußeren Schicht werden nicht durch die verwendeten Materialien erzeugt, sondern dadurch, dass die innere Schicht geschäumt ist, während die äußere Schicht nicht geschäumt ist. Die Materialien für die innere und äußere Schicht sind geeignet gewählt, so dass diese chemisch kompatibel sind und ein Anhaften oder ein Fügen der Schichten möglich ist. Die innere Schicht dient einer Dämpfung eines auf einen Kopf des Schlagwerkzeugs aufgebrachten Stoßes oder Schlags bei dessen Kraftfluss zu der Hand eines Benutzers des Stoß- oder Schlagwerkzeugs. Weiterhin beschreibt die Druckschrift die für Stoß- und Schlagwerkzeuge spezifischen Probleme, die abweichend zu solchen von Torsionsmomentübertragungswerkzeugen sind. Das Schlagwerkzeug besitzt eine Seele, beispielsweise aus Metall, die unmittelbar und ohne Zwischenschaltung einer Zwischenschicht mit der geschäumten inneren Schicht verbunden ist, so dass mit Seele, innerer Schicht und äußerer Schicht ein dreischichtiger Aufbau gewählt ist. Die Seele ist im Querschnitt rechteckförmig ausgebildet mit Verdickungen im Endbereich, so dass vereinfacht gesprochen ein Doppel-T-Profil oder I - Profil gebildet ist. In dem Griff erstreckt sich die Seele teilweise lediglich mit den Verdickungen, also den Querschenkeln des Doppel-T-Profils, während der Längsschenkel des Doppel-T-Profils hier unterbrochen oder mit Zwischenräumen ausgebildet ist. In derartige Zwischenräume kann das Material der inneren Schicht eintreten. Die auskragenden Endbereiche des Doppel-T-Profils bilden Vibrationen aufnehmende Elemente, Die äußere Schicht besitzt radial nach innen orientierte, in Umfangsrichtung verteilte und sich in Längsrichtung des Griffs erstreckende Rippen, die in entsprechende Nuten des geschäumten Materials der inneren Schicht eintreten. Diese Rippen dienen einer Versteifung des Griffs und einer Steuerung einer Kompression der inneren Schicht gegen die Seele. Weiterhin besitzt die äußere Schicht sich über einen Teilumfang erstreckende Rippen, die die Funktion der in Längsrichtung orientierten Rippen weiter unterstützen sollen. Die Fertigung des Griffbereiches erfolgt in einem zweistufigen Spritzgussverfahren ("two shot", "double shot"-Spritzgussverfahren): Im ersten Verfahrensschritt wird die Seele in eine erste Form eingelegt und mit Polyvinylchlorid ausgeschäumt. In der Seele können Ausnehmungen angeordnet sein, in die in dem Spritzgussverfahren das geschäumte Material eintritt, wodurch die Wirkverbindung zwischen Seele und innerer Schicht verbessert werden kann. Anschließend wird die Seele mit der Ummantelung durch die erste Schicht in eine zweite Form eingelegt, in der dann in einem zweiten Spritzguss-Verfahrensschritt härteres Polyvinylchlorid eingespritzt wird. Für die innere Schicht ist eine Härte Shore A zwischen 45 und 65 Shore A, vorzugsweise 55 Shore A, angegeben, während die Härte der äußeren Schicht zwischen 66 und 76 Shore A, insbesondere 71 Shore A, beträgt. Vorteilhaft ist bei dem gewählten zweistufigen Spritzgussverfahren, dass während der Herstellung die Dimensionen der inneren Schicht und die Dicke der Wandung der äußeren Schicht präzise vorgegeben werden können. Eine Möglichkeit einer Fertigung des Griffs mit abweichenden Fertigungsmethoden, insbesondere ein Einsatz eines Monosandwich-Spritzgussverfahrens, ist ebenfalls pauschal angesprochen. Fraglich ist, ob das zweistufige Spritzgießverfahren zu einem Griff führt, bei dem die innere Schicht noch nachgiebig ist. Beim Aufspritzen der äußeren Schicht wirkt nämlich ein hydraulischer Druck auf die Oberfläche der inneren Schicht, der bei einem solchen Verfahren bei 600 bis 800 bar liegt. Unter einem solchen Druck wird eine geschäumte Schicht so zusammengepresst, dass sie nicht mehr porös ist. Dann ist sie nur noch so weit nachgiebig, wie es die Härte des verwendeten Kunststoffes zulässt. Eine Härte von 45 bis 65 Shore A ist aber schon zu hoch, um eine ausreichende Nachgiebigkeit zu bieten. - Aus
US 3,770,033 ist ein Griff für einen Hammer bekannt. Der Griff ist als Integralschaum - Teil hergestellt. Bei einem derartigen Griff wird ein harter Kern, Stiel oder eine Seele des Hammers von dem aus Struktur-Schaum bestehenden eigentlichen Griffkörper umschlossen. Der Griffkörper wird im Querschnitt aus einer an der Seele anliegenden Schicht und einer äußeren Schicht mit relativ hoher Dichte und einer dazwischen liegenden Schicht mit geringer Dicke gebildet. Dieser Aufbau des Griffs ermöglicht eine elastische Querschnitts-Verformung des Griffs und dämpft Stöße beim Arbeiten mit dem Hammer. Die dünnen Schichten mit unterschiedlicher Dichte entstehen unter Einwirkung des Druckes, der im Inneren der Masse entsteht, wenn ein Treibmittel zur Porenbildung vergast und die Randschicht der Masse an die Wand der Formkavität gepresst und hier verdichtet wird. Zur Übertragung höherer Torsionsmomente, wie beispielsweise bei Schraubendrehern, ist ein derartiger Griff allerdings ungeeignet, da der Kern, auch in einer unrunde Querschnittsform, einen zu kleinen Durchmesser bzw. einen zu kleinen Hebelarm zur Erzeugung eines Torsionsmoments besitzt und die poröse Innenschicht alleine keine ausreichende Torsionssteifigkeit hat. -
US 3,770,033 betrifft einen Griff eines Stoß- oder Schlagwerkzeugs wie einen Hammer, einen Vorschlaghammer, eine Hacke, eine Axt o. ä.. Ein Körper eines Griffs ist mit einem steifen Plastikschaum gebildet mit einer Dichte im Bereich von 35-45 PfundlFuß3 und mit einem zentralen, verstärkten Griffkern. Der Körper des Griffs kann aus Plastikmaterial gebildet sein, beispielsweise Polyethylen, Polystyren, Polyurethan, Polypropylen. Plastikschaum wird in eine gewünschte Form um den Griffkern gespritzt, wobei der Körper des fertiggestellten Griffs durch eine Art Presspassung mit dem Griffkern ausbilden soll. Das formgebende Verfahren schafft inhärent Schichten, die eine Innenschicht und eine Außenschicht des Körpers bilden mit einer größeren Dichte als die Dichte von Zwischenbereichen zwischen den vorgenannten Schichten mit niedriger Dichte. Die Innen- und Außenschichten haben eine Dicke von gewöhnlicherweise zwischen 0,04 bis 0,05 Inch (1,016 bis 1,27 mm). -
DE 101 13 368 A1 offenbart einen Griff für ein Schlagwerkzeug, bei dem zur Stoßabsorption der Schaft in einem Griff aus einem elastischen Material aufgenommen ist. Der Griff besitzt auf der Ober- und Unterseite in axialer Richtung orientierte, durchgehende Ausnehmungen, in die weitere, über die Mantelfläche des Griffs verteilte radial orientierte Ausnehmungen münden. -
DE 197 32 421 C2 betrifft ebenfalls ein Schlagwerkzeug, bei dem sich von einem Endstück oberhalb und unterhalb des Schafts zwei Hohlfinger in axialer Richtung erstrecken, die von einer elastischen Griffhülle ummantelt sind. Über die Finger soll eine Stoßabsorption erreicht werden. -
US 2003/0172498 A1 offenbart einen Griff, der Vibrationen für einen Einsatz bei einem Schlag- oder Stoßwerkzeug dämpfen soll. Auf einer Ober- sowie Unterseite des Griffs ist jeweils ein Kissen angeordnet, welches aus einer elastomeren Ummantelung und einem hierin eingeschlossenen Schaum besteht. Bei der elastomeren Ummantelung kann es sich um ein thermisches Plastik-Olefin, thermisches plastisches Gummi, thermische plastische Polyurethane, Polyvinylchlorid, steyrenische Block-Polymere und eine Kombination der vorgenannten Materialien handeln. Das Material wird in einem Spritzgussverfahren verarbeitet. Zur Herstellung der Kissen wird in einer Spritzgussmaschine das Elastomermaterial mit einem schäumenden Mittel gemischt. Die geschmolzene Mixtur wird dann in eine Form eingespritzt. Die kältere Temperatur der Form stellt während des Einspritzens eine Wärmesenke dar, so dass die Temperatur des Materials im Kontaktbereich mit der Form schneller abkühlt als im Inneren. Somit entsteht eine Art Haut aus nicht geschäumtem Elastomermaterial. Im Inneren bleibt die höhere Temperatur des Gemisches erhalten und führt zu einer Schaumbildung im Inneren, so dass der Schaum den innerhalb der Haut verfügbaren Raum ausfüllt. Wird der Griff aus der Form entfernt, kann bei geeigneter Temperaturgestaltung eine weitere Expansion des Schaums im Inneren der Haut zu einer Dehnung der Haut führen, was eine Verringerung der Wandstärke der nicht geschäumten Schicht zur Folge haben kann. Mit einer endgültigen Abkühlung härtet sowohl die Haut als auch der Schaum aus. Bei dem schäumenden Mittel kann es sich um feste Partikel, eine Flüssigkeit oder ein Gas handeln. Insbesondere ist das schaumbildende Mittel endotherm ausgebildet. Im Verhältnis zwischen dem Elastomermaterial und dem schaumbildenden Mittel findet eine Konzentration von 1-10 % Einsatz. - Weitere Griffe für Schlag- und Stoßwerkzeuge sind in
US 5,490,437 undUS 6,619,408 B1 beschrieben. -
DE 299 04 043 U1 betrifft ein Einsatzgebiet, welches Stoß- und Schlagwerkzeugen verwandt ist, nämlich eine Maschine wie beispielsweise eine Schlagbohrmaschine, ein Schleifgerät o. ä. Eine Griffschale, die beispielsweise aus Kunststoff oder Metall gebildet ist, ist mit einer Oberflächenbeschichtung aus Polyurethan versehen, die eine unterschiedliche Zellstrukturierung aufweisen kann. -
US 4,023,606 offenbart eine Anordnung eines Blattes eines Eispickels in einer rohrförmigen Hülse. Ein geschäumtes Kunststoffmaterial ist zwischen die Hülse und den Schaft eingespritzt. -
US 4,338,270 betrifft einen Griff für einen Golfschläger, der reibschlüssig auf den Schaft aufbringbar ist. Der Griff ist mit einer Hülse aus einem flexiblen Schaum gebildet, der radial außenliegend eine Oberflächenhaut ausbildet. Die nicht zellförmige oder poröse Außenhaut besitzt eine Dicke von ungefähr 0,005 Inch bis 0,020 Inch (0,127 bis 0,508 mm). Der Schaumbereich weist eine Härte von zwischen 55 und 65 Shore A auf. Die äußere Haut dient als Schutz gegen Abrasion oder Erosion des Griffs im Gebrauch. In einem Endbereich besitzt der Griff eine Kappe, die eine innenliegende sowie eine außenliegende Hülse besitzt, wobei die vorgenannten Hülsen über radial orientierte Rippen miteinander verbunden sind. Während die außenliegende Hülse die Mantelfläche im Endbereich bildet, dient die innenliegende Hülse einer Abstützung der Kappe an dem Schaft. Für die Kappe kommt ein Material mit einer Härte zwischen 70 und 90 Shore A zum Einsatz. Mögliche für den den Griff bildenden Schaum einsetzbare Materialien sind Polyurethan in Verbindung mit Polyol und Isocyanat. Als Treibmittel findet vorzugsweise Trichloromonofluoroethan Einsatz. -
US 5,355,552 betrifft einen luftgefederten Griff für einen Tennisschläger, einen Hammer, ein Fahrrad o. ä. zur Absorption von Stößen. Hierzu besitzt der Griff Hohlkammern, in denen Luft, ggf. unter einem erhöhten Druck, angeordnet ist. -
US 4,321,040 offenbart einen zweiteiligen Griff für ein medizinisches Gerät, bei dem zwischen einer flexiblen äußeren Hülse und einem Griffkern ein Verformungen ermöglichender Zwischenraum vorgesehen ist. - Weiterer Stand der Technik ist aus
EP 1 136 219 A ,DE 297 05 522 U1 ,WO 00/64306A EP1314519 undUS 2003/0172498 bekannt. - Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zur Herstellung eines Griffs für ein Werkzeug vorzuschlagen, mit dem bei einfacher Ausgestaltung der erforderlichen Verfahrensschritte ein Griff mit guten eingangs aufgelisteten alternativen oder kumulativen Bewertungskriterien herstellbar ist.
- Die Aufgabe der Erfindung wird erfindungsgemäß Lösung mit den Merkmalen des unabhängigen Anspruchs 1 gelöst. Weitere Ausgestaltungen der Lösungen ergeben sich entsprechend den Merkmalen der abhängigen Ansprüche 2 bis 19. Ein erfindungsgemäß hergestellter Griff ergibt sich entsprechend den Merkmalen des Anspruchs 20. Weitere Ausgestaltungen eines derartigen Griffes sind mit den Merkmalen der Ansprüche 21 bis 23 ausgestattet. Der Oberbegriff des Anspruchs 1 geht von der
EP1136219 aus. - Während für den eingangs aufgelisteten Stand der Technik eine Herstellung eines schichtweisen Aufbaus eines Griffs für ein Werkzeug auf einem Einsatz unterschiedlicher Formkavitäten für einzelne Schichten beruht hat, insbesondere
- a) eine Fertigung einer äußeren Schicht separat von einer inneren Schicht mit anschließender stoffschlüssiger oder formschlüssiger Verbindung der beiden genannten Schichten oder
- b) sukzessive Fertigung der Schichten von innen nach außen durch sukzessives Einlegen in Formen mit zunehmendem Durchmesser der Formkavitäten,
- Zunächst wird in eine Formkavität ein Griffkern aus Hartkunststoff eingelegt und sodann ein erstes Material eingespritzt. Bevor dieses endgültig ausgehärtet ist, wird damit begonnen, in den noch flüssigen Kernbereich des ersten Materials ein zweites Material einzuspritzen. Die Menge des ersten Materials ist derart bemessen, dass mit Beendigung des Einspritzens des ersten Materials die Formkavität nicht vollständig gefüllt ist und noch Teilvolumina der Formkavität frei bleiben. Während dieses Vorganges wird vorrangig das erste Material radial außen in Kontakt mit der Wand der Formkavität gebracht. An der Formwand wird das erste Material eine stärkere Abkühlung erfahren als im Bereich einer flüssigen Phase im Bereich des Inneren der Formkavität. Dies hat zur Folge, dass das radial außenliegende erste Material zuerst aushärtet und eine äußere Schicht bildet. Entsprechendes kann alternativ oder kumulativ radial innenliegend im Bereich der Oberfläche eines Griffkerns gelten.
- Für die Herstellung eines Kontakts des ersten Materials mit der Formwandung können zwei Effekte alternativ oder kumulativ für die Erfindung ausgenutzt werden:
- a) Einerseits kann bei einem Einspritzen des ersten Materials in die Form durch Positionierung und Richtungsorientierung der Einspritzkanäle zur Formkavität der Materialfluss derart ausgerichtet werden, dass das Material unmittelbar eine Wandung der Formkavität benetzt oder der Materialfluss zunächst auf den Griffkern trifft und von dort nach außen gelenkt wird.
- b) Ebenfalls möglich ist, dass bei einem Einspritzen des zweiten Materials der Materialfluss durch die Einspritzbedingungen wie
- die Einspritzrichtungen,
- die wirkenden Drücke,
- die Einspritzgeschwindigkeit und/oder
- den Einspritzort
- Die vorstehend erläuterte Gestaltung der Spritzgussbedingungen und -parameter hat zur Folge, dass nach einem Aushärten eine Mantelfläche des Griffes bzw. die äußere Schicht innerhalb der Form vorrangig von dem ersten Material gebildet wird. Hierbei kann eine derartige Mantelfläche bereits die spätere Mantelfläche des Griffs des Werkzeugs bilden. Ebenfalls möglich ist, dass diese Mantelfläche in einem nachfolgenden Verfahrensschritt teilweise oder vollständig mit einem anderen, weicheren oder härteren Material teilweise oder vollständig ummantelt wird.
- Radial innenliegend von der mit dem ersten Material gebildeten Mantelfläche ist mit Abschluss der erfindungsgemäßen Verfahrensschritte zumindest in Teilbereichen das zweite Material angeordnet in einer inneren Schicht. Bei den erfindungsgemäßen Teilbereichen kann es sich insbesondere um Teilumfangsbereiche und/oder axiale Teilbereiche handeln.
- Im Gegensatz zu der in
US 6,370,986 angesprochenen Herstellung eines Hammers mit einem Mono-Sandwichverfahren, bei dem ein einziges Material in einem einzigen Verfahrensschritt in eine Form eingespritzt wird, erfolgt erfindungsgemäß die Herstellung in einer Art "Intervall-Sandwich-Spritzgussverfahren", für die nacheinander in Intervallen, insbesondere ohne zeitliche Unterbrechung, unterschiedliche Materialen eingespritzt werden. - Durch die erfindungsgemäße Ausgestaltung des Herstellungsverfahrens ist eine Herstellung eines Griffs für ein Werkzeug oder zumindest von zwei Schichten für einen derartigen Griff möglich, ohne dass ein Wechsel einer Form erforderlich ist. Die Durchführung des Verfahrens erfordert lediglich eine Steuerung der Bedingungen und Parameter für die Durchführung eines Spritzgussverfahrens mit zumindest zwei Materialien, was über eine Automatisierung zumindest einer entsprechend ausgerüsteten Spritzgießmaschine möglich ist. Andererseits hat sich gezeigt, dass durch eine Verbindung der mit dem ersten und zweiten Material gebildeten Schichten noch im zumindest teilflüssigen Zustand eine besonders zuverlässige stoffschlüssige Verbindung hergestellt werden kann.
- Bei dem erfindungsgemäßen Verfahren wird der Materialfluss so gesteuert, dass sich zwei entgegen gerichtete Teilströme ergeben. Dieses kann beispielsweise durch Austritt der Materialien aus zwei gegenüberliegend angeordneten, in die Kavität mündenden Einspritzöffnungen oder -kanälen erreicht werden, wodurch sich zwei in entgegengesetzte Umfangsrichtungen aufgeteilten Volumenströmen einstellen. Alternativ oder zusätzlich ist es möglich, dass in einer Form ein oder mehrere Volumenströme eingeleitet, aufgeteilt und/oder umgelenkt werden, so dass sich einander entgegengerichtete Teilströme ergeben. Überraschend hat sich gezeigt, dass dabei neben dem Effekt der Verdrängung des ersten Materials nach außen ein weiterer Effekt eintreten kann bei geeigneter Gestaltung der Materialflüsse und Abkühlbedingungen: schieben vereinfacht gesprochen die Teilströme des zweiten Materials erstes Material auch in Umfangsrichtung vor sich her, so kommt derart geschobenes Material beim Aufeinandertreffen der beiden Teilströme "zur Ruhe". Die Oberfläche der Materialströme kühlt beim Fließen soweit ab, dass im Bereich des Aufeinandertreffens der Teilströme die abgekühlte Oberfläche vom heißen Material im Inneren des Stromes nicht mehr durchbrochen oder in flüssigen Zustand versetzt wird und aus der abgekühlten Oberflächenhaut sich radial orientierte Stege oder Rippen oder Vorsprünge aus dem ersten Material ausbilden. Diese verbinden die am Griffkern anliegende Innenschicht mit der äußeren Schicht, die die Oberfläche des Griffes bildet. Die Form und Dicke derartiger Rippen, Stege oder Vorsprünge kann durch die Gestaltung der Materialflüsse, der Spritzbedingungen und/oder der Temperaturen vorgegeben werden, ohne dass hierzu Formwandungen zur Begrenzung der Rippen, Stege oder Vorsprünge erforderlich sind. Andererseits kann automatisiert dafür Sorge getragen werden, dass die Stege, Vorsprünge oder Rippen stoffschlüssig an das erste Material der Mantelfläche angebunden sind. Über die Vorsprünge, Rippen oder Stege kann für den Griff eine Beeinflussung der mechanischen Eigenschaften wie der Federsteifigkeit, Torsionssteifigkeit und/oder Dämpfung erfolgen. Dies ist insbesondere von Vorteil für den Fall, dass über den Griff Torsionsmomente übertragen werden sollen, wie dieses bei Schraubendrehern der Fall ist.
- Beispielhaft soll dieses an einer Ausführungsform erläutert werden, bei der ein erstes Material aus einem relativ härteren Kunststoff sowohl eine radial außenliegende Schicht für die Mantelfläche des Griffs als auch eine Innenschicht für eine Griffkernummantelung oder einen Griffkern bildet. Ohne Stege bedeutet eine derartige Ausgestaltung, dass zwischen den vorgenannten Schichten angeordnetes weiches zweites Material auf Scherung beansprucht wird, so dass eine Torsionssteifigkeit des Griffs abhängt von der radialen Erstreckung des zweiten Materials, der Erstreckung des zweiten Materials in Umfangsrichtung und den elastischen Eigenschaften des zweiten Materials. Durch Einsatz der Rippen, Stege oder Vorsprünge kann die Torsionssteifigkeit konstruktiv durch mehrere Effekte beeinflusst werden:
- Einerseits wird für eine Verdrehung der Mantelfläche gegenüber der Innenschicht das zweite Material zwischen in Umfangsrichtung benachbarten Stegen bei Torsionsbeanspruchung "zusammengepresst", so dass das zweite Material einer Druckbeanspruchung in Umfangsrichtung ausgesetzt ist. Damit ist zusätzlich zu einer Schersteifigkeit des zweiten Materials eine Drucksteifigkeit in den Kraftfluss zwischengeschaltet, wodurch insgesamt trotz des radial weichen zweiten Materials eine erhöhte Torsionssteifigkeit erzielt werden kann.
- Andererseits kann für den Fall, dass die Rippen, Stege oder Vorsprünge nicht in radialer Richtung durchgehend ausgebildet sind, zwischen Innenschicht und Außenschicht oder Mantelfläche das zweite Material zwischen einer Stirnfläche eines Steges, einer Rippe oder eines Vorsprungs und der Innenschicht oder der die Mantelfläche bildenden Außenschicht angeordnet sein. In diesem Bereich wird das zweite Material zwar ebenfalls auf Scherung beansprucht. Allerdings ist die radiale Erstreckung des zweiten Materials durch Einsatz der Vorsprünge, Rippen oder Stege um die Radialerstreckung der Vorsprünge, Rippen oder Stege verringert, so dass die durch die Scherbeanspruchung gebildete Torsionssteifigkeit auch verringert sein kann.
- Tatsächlich erfolgt u. U. eine Überlagerung der erläuterten Beanspruchungsarten. Darüber hinaus kann über die sich ausbildenden Stege, Vorsprünge oder Rippen das radiale Steifigkeitsverhalten beeinflusst werden, so dass sich u. U. ein in Umfangsrichtung veränderliches Steifigkeitsverhalten ergibt.
- Für das erste und zweite Material sind hinsichtlich der physikalischen Eigenschaften und des späteren strukturellen Aufbaus keine Grenzen gesetzt, sofern die Materialien in einem automatisierten Verfahren in eine Form einbringbar sind und miteinander in eine stoffliche Verbindung eingehen.
- In einer besonderen Ausgestaltung des Griffes ist das zweite Material weicher ausgebildet als das erste Material, so dass die innere Schicht weicher ist als die äußere Schicht. Dies bedeutet, dass nach Durchführung der erfindungsgemäßen Verfahrensschritte bei dem Griff das weichere Material innenliegend von einem härteren Material angeordnet ist. Bei einer Gestaltung eines Griffs für ein Werkzeug ist, insbesondere für ein ein Torsionsmoment übertragendes Werkzeug, ein Zielkonflikt zu lösen:
- Einerseits wird die Anpassbarkeit eines Griffmantels an die Hand eines Benutzers und an Hände unterschiedlicher Größen vergrößert und damit eine Vergrößerung der Kontaktfläche zwischen Hand und Griffmantel herbeigeführt, wenn die Steifigkeit des den Griffmantel bildenden Materials verringert wird.
- Andererseits ist für eine Übertragung größerer Kräfte und Torsionsmomente über den Griff ein möglichst steifes Material für den Griffmantel und u. U. eine steife Verbindung vom Griffmantel zum Griffkern gewünscht.
- Auch ist für einen Einsatz des Griffs in rauen Einsatzbedingungen eine nicht zu weiche äußere Schicht des Griffs erwünscht, um beispielsweise Einritzungen oder Kerben des Griffmantels zu vermeiden, die neben einer Beeinträchtigung der Optik des Griffmantels negative Auswirkungen auf die Hand des Benutzers des Griffs haben.
- Für die erfindungsgemäße Ausgestaltung dahingehend, dass mit dem ersten Material eine Mantelfläche des späteren Griffs gebildet ist, wendet sich diese Ausgestaltung von dem Vorurteil der Fachwelt ab, dass für auch als 2-Komponenten-Griffe bezeichnete, aus dem Stand der Technik bekannte Ausführungsformen üblicherweise eine außenliegende Schicht weich ausgebildet sein muss, um eine Nachgiebigkeit für die Hand des Benutzers bereitzustellen, während radial nach innen die Steifigkeit des Griffs zunimmt. Erfindungsgemäß kann ausgenutzt werden, dass zunächst mit dem ersten Material eine verhältnismäßig harte Mantelfläche des Griffs gegeben sein kann, die auch einen Einsatz des Griffs in rauen Einsatzbedingungen möglich macht und beispielsweise Verletzungen der Mantelfläche durch scharfkantige oder spitze Gegenstände reduziert. Andererseits kann eine derartige erste Schicht über die Wahl der Steifigkeit oder Härte der verwendeten Materialien und die Vorgabe der Schichtdicken - durch Dosierung der in die Kavität eingespritzten Volumina der zwei Materialien und/oder Temperatur der Formkavität - mit dem erfindungsgemäßen Verfahren der Griff derart gestaltet werden, dass die von dem Benutzer auf die Mantelfläche ausgeübten Kräfte dazu führen, dass sowohl die mit dem ersten Material gebildete Mantelfläche des Griffs bzw. die äußere Schicht als auch der innenliegende Teilbereich des zweiten Materials bzw. die innere Schicht verformbar sind und dennoch die bei der Benutzung auftretenden Kräfte sicher übertragen werden. Mit steigender Härte des ersten Materials erfordert dieses u. U. eine abnehmende Dicke der mit dem ersten Material gebildeten Mantelfläche. Hinsichtlich weiterer sich aus einer derartigen Gestaltung ergebender Vorteile und Gestaltungsmöglichkeiten mit einer härteren außenliegenden Mantelfläche und elastisch nachgiebigen Kammern oder weicheren Schichten im Inneren wird auf
DE 10 2005 037 504.9-15 - Entsprechend einem weiteren Merkmal des erfindungsgemäßen Verfahrens werden die Materialflüsse derart gestaltet, dass das erste Material nicht nur radial nach außen verdrängt wird, wo dieses nach dem Aushärten zumindest Teilbereiche einer Mantelfläche des Griffs bildet. Vielmehr wird auch mindestens ein Teilvolumen des ersten Materials von dem zweiten Material radial nach innen geleitet oder verdrängt. Dort bildet dieses nach dem Aushärten zumindest einen Teilbereich einer Innenschicht um den Griffkern. Damit kann bspw. für eine Auswahl des zweiten Materials in Form eines weicheren Materials als das erste Material ein derartiges Material zumindest nach außen und innen von dem härteren ersten Material ummantelt oder "gekapselt" sein. Dies kann beispielsweise dafür genutzt werden, dass über die härtere Innenschicht eine Anbindung des Griffs an den Griffkern oder einen Schaft eines Werkzeugs, bspw. in Form einer Griffkernummantelung, erfolgen kann, so dass nicht eine unmittelbare Übertragung von Kräften und Momenten über das weiche Material zu dem Griffkern oder Schaft erfolgt, was zu Spannungsspitzen und mechanischen Beeinträchtigungen bis hin zu Abrissen im Übergangsbereich zwischen dem zweiten Material und dem Griffkern oder Schaft führen kann.
- Eine besonders einfache Fertigung ist dann gegeben, wenn in der Form nicht für das erste und zweite Material unterschiedliche Eintrittsöffnungen oder Einspritzkanäle (im Folgenden Einspritzöffnungen) vorgesehen werden, sondern vielmehr ein Einspritzen des ersten und zweiten Materials über dieselbe(n) Eintrittsöffnung(en) erfolgt, Hierbei ist denkbar, dass eine Düse oder eine Einspritzleitung zum Einspritzen des ersten Materials zunächst in den Bereich der Eintrittsöffnung bewegt wird oder mit dieser verbunden wird. Hieran zeitlich anschließend wird eine weitere Düse oder Einspritzleitung für das zweite Material in den Bereich der Eintrittsöffnung gebracht oder mit dieser verbunden. Alternativ kann das erste und zweite Material über dieselbe Eintrittsöffnung, insbesondere von einer Spritzgussmaschine, in die Form eingeführt werden, die mit zwei Spritzaggregaten für die verschiedene Materialien ausgerüstet ist, wobei intern in der Spritzgussmaschine durch eine besondere Ventilmechanik in der Materialleitung über eine Maschinendüse von eine Beaufschlagung der Eintrittsöffnung mit dem ersten Material auf eine Beaufschlagung mit dem zweiten Material umgeschaltet wird.
- Zur Gestaltung des Materialflusses während eines Einspritzens des zweiten Materials und/oder zur Umschaltung der Förderung des ersten Materials auf das zweite Material ist es möglich, den Aufbau der Schichten zu beeinflussen, indem die Einführung der Materialien mit einer Unterbrechung des Materialflusses erfolgt, in der sich beispielsweise die Viskosität des ersten Materials infolge einer Abkühlung ändern kann und/oder eine Beruhigung des Materialflusses erfolgt. Untersuchungen der Anmelderin haben allerdings gezeigt, dass auch ein Herstellungsverfahren zweckmäßig ist, bei dem das erste und zweite Material ohne Unterbrechung des Materialflusses eingespritzt werden, wodurch das für das Befüllen der Form erforderliche Zeitintervall verkürzt werden kann und somit ein Herstellungszyklus für den Griff verkürzt werden kann.
- Ein Einspritzen des ersten und/oder zweiten Materials kann über eine oder mehrere Eintrittsöffnungen erfolgen, die in axialer Richtung und/oder in Umfangsrichtung symmetrisch oder asymmetrisch über den Griff bzw. die Form verteilt sind. Für die zuvor erläuterte Ausbildung von Stegen, Rippen oder Vorsprüngen kann beispielsweise über die Zahl der in Umfangsrichtung verteilten Eintrittsöffnungen u. U. die Zahl der sich über den Umfang verteilten Stege, Vorsprünge oder Rippen vorgegeben werden, die sich vorzugsweise außermittig oder ungefähr mittig zwischen benachbarten Eintrittsöffnungen einstellen.
- Gemäß einer besonderen Ausgestaltung sind zwei in Umfangsrichtung einander gegenüberliegende Eintrittsöffnungen vorgesehen. Dies hat zum einen den Vorteil, dass der Materialfluss in Umfangsrichtung von den Eintrittsöffnungen in beide Richtungssinne ungefähr gleiche Wege zurücklegen muss. Für den Fall einer Ausbildung von Stegen, Rippen oder Vorsprüngen hat die Anordnung der Eintrittsöffnungen in einander in Umfangsrichtung gegenüberliegenden Positionen die Wirkung, dass die Stege, Vorsprünge oder Rippen ungefähr gegenüberliegend angeordnet sind, wodurch ein symmetrisches Steifigkeitsverhalten des Griffs herbeigeführt werden kann mit im Bereich der Stege sich gegenüberliegenden, verhältnismäßig steifen Teilumfangsbereichen und hierzwischen angeordneten, verhältnismäßig weichen Teilumfangsbereichen.
- Gemäß einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens wird vor dem Einspritzen des ersten Materials und des zweiten Materials ein Griffkern in die Form eingelegt, der vorzugsweise bereits den Schaft des Werkzeugs beinhaltet und mit einem Hartkunststoff gebildet ist. Neben einer automatischen Anbindung der Materialien an den Griffkern kann u. U. erfindungsgemäß bei einer derartigen Ausgestaltung ausgenutzt werden, dass sich mit einem Einspritzen des ersten Materials auch an einer Oberfläche des verhältnismäßig kalten Griffkerns eine Abkühlung des ersten Materials ergibt, so dass dieses im Bereich der Mantelfläche des Griffkerns eine Innenschicht ausbilden kann. Weiterhin kann sich mit eingelegtem Griffkern ein verbesserter Materialfluss zur Ausbildung der Stege, Rippen oder Vorsprünge ergeben. Möglich ist, dass Ströme des ersten Materials zunächst auf den Griffkern auftreffen und von dort, bereits etwas abgekühlt, radial abgelenkt werden und an dieser Seite eine schon festere Oberflächenschicht eines sich weiter auffüllenden Masseballens bilden. Von zwei Eintrittsöffnungen gespeiste Masseballen können sich an den Oberflächenschichten berühren und zu einer Wand miteinander verschmelzen, wobei diese so weit abgekühlt ist, dass sie sich auch nicht wieder in eine flüssige Phase löst und von dem später eingespritzten zweiten Material verdrängen lässt.
- Für den Fall, dass eine Fertigung eines Griffs mit einem Auge beziehungsweise einem Querloch im verstärkten Ende des Griffkerns gewünscht ist, ist es vorteilhaft, wenn der Griffkern derart in die Form eingelegt wird und gegenüber den Eintrittsöffnungen orientiert wird, dass das Auge sich in Umfangsrichtung in der gleichen Ebene befindet, in dem entgegengerichtete Teilströme aufeinandertreffen. Vorzugsweise erstreckt sich das Auge in Umfangsrichtung ungefähr mittig zwischen zwei Eintrittsöffnungen. Dies bedeutet, dass sich steife Bereiche, in denen das Auge ausgebildet ist, in axialer Richtung in den Stegen, Rippen oder Vorsprüngen fortsetzen können, so dass das Auge steif mit den Stegen, einer Innenschicht, dem Griffkern und damit dem Schaft und/oder der Außenschicht verbunden ist. Beispielsweise kann in einem derartigen Fall in ein Auge eines Schraubendrehers ein weiteres Werkzeug eingesetzt werden, über das erhöhte Torsionsmomente über das Auge auf den Griff und den Schaft des Schraubendrehers aufgebracht werden können.
- Ein weiter verbesserter Verbund zwischen Griffkern und den mit erstem und zweitem Material gebildeten Schichten kann erfindungsgemäß dadurch erzielt werden, dass der Griffkern abweichend zu einer zylinderförmigen oder kurvenförmigen oder gekrümmten Mantelfläche radial nach außen orientierte Rippen besitzt. Der Griffkern wird mit den Rippen derart in die Form eingelegt, dass sich die Rippen in den Teilumfangsbereich erstrecken, in dem die entgegengerichteten Teilströme aufeinandertreffen, also die Stege, Rippen oder Vorsprünge ausgebildet werden. Damit kann eine Übertragung von Kräften und eines Torsionsmoments, beispielsweise für einen Schraubendreher, von einer von einer Außenschicht gebildeten Mantelfläche über die Stege, die Rippen und den Griffkern zu einem Schaft erfolgen, so dass eine steife und zuverlässige Übertragung gewährleistet ist und mechanische Beeinträchtigungen im Kraftfluss zwischen der Mantelfläche und dem Schaft dauerhaft ausgeschlossen werden können.
- Gemäß einer weiteren Ausgestaltung des Verfahrens erstreckt sich eine Teilungsebene einer verwendeten Form um 90° versetzt zu dem Teilumfangsbereich, in dem die entgegengerichteten Teilströme aufeinandertreffen. Für den Fall, dass zwei Eintrittsöffnungen für die Materialien vorhanden sind, sind diese vorzugsweise in der Teilungsebene angeordnet, so dass die Materialien ungefähr in Richtung der Teilungsebene in die Formkavität eintreten.
- U. U. ist es nicht erforderlich, dass der Griff über die gesamte Längserstreckung mit zwei unterschiedlichen Schichten aus dem ersten und zweiten Material gebildet ist. Beispielsweise können die Endbereiche und Stirnseiten von einem verhältnismäßig harten Griffkern ausgebildet sein, während zwischen den gegenüberliegenden Endbereichen die beiden unterschiedlich weichen Materialien in unterschiedlichen Schichten angeordnet sind, wobei diese Schichten vorrangig von der Hand des Benutzers beaufschlagt werden. Eine Kammer zum Einspritzen eines Materials kann dann radial außenliegend von der Form begrenzt werden, während diese radial innenliegend von der Mantelfläche des Griffkerns sowie stirnseitig von den gegenüberliegenden Endbereichen begrenzt ist.
- Für den Fall, dass mit dem erfindungsgemäßen Verfahren Griffe für eine Zange hergestellt werden, die jeweils einen Zangenschenkel ummanteln, ist es vorteilhaft, wenn die Eintrittsöffnungen für das erste und zweite Material auf den im zusammengebauten Zustand der Zange einander abgewandten Seiten der Zangenschenkel angeordnet sind. Hierdurch wird erreicht, dass der schichtweise Aufbau mit dem weichen Material auf den Außenseiten der Zangenschenkel angeordnet wird, die vorrangig von der Hand des Benutzers beaufschlagt werden. Die Eintrittsöffnung(en) kann/können aber auch an der Formkavität dort angeordnet sein, wo das hintere Ende des Griffes liegt. Ähnliches gilt für Griffe für Hämmer oder Kellen. Für eine Weiterbildung der Erfindung haben das erste Material und das zweite Material mit dem Aushärten eine geschlossene Struktur, so dass die Steifigkeiten der mit den Materialien gebildeten Schichten und Teilbereiche von der Materialsteifigkeit und der Erstreckung der Schichten abhängig ist. Alternativ kann das zweite Material mit dem Aushärten eine poröse Struktur ausbilden, so dass Einfluss auf die Steifigkeit über Zahl und Größe der sich ausbildenden Poren beziehungsweise die eingespritzte Menge und damit das vorgegebene Ausdehnungsvolumen genommen werden kann.
- Für eine besondere Ausgestaltung kann hierbei für das erste Material und das zweite Material derselbe Kunststoff als Rohmaterial verwendet werden, wobei aber durch die Porosität in dem ersten Material und/oder zweiten Material, bspw. durch unterschiedliche Zugabe eines Treibmittels und/oder Gestaltung der Druckverhältnisse in der Formkavität die Steifigkeit beeinflusst werden kann.
- Die Ausbildung einer Dicke einer Schicht erfordert besondere Maßnahmen bei der Gestaltung der Einspritzbedingungen. Bspw. ergibt sich eine dickere äußere Schicht mit einer stärkeren Kühlung der Wand der Formkavität. Die gewählte Schichtdicke hängt auch von der Größe des Griffes ab. Bei einem kleineren Griff wird sie geringer gewählt als bei einem größeren Griff. Weiterhin muss die Dicke der äußeren, ersten Schicht umso geringer sein, je höher die Härte des für sie verwendeten Kunststoffes ist, um die angestrebte Verformbarkeit zu erzielen. Da eine höhere Härte einhergeht mit größerer Widerstandfähigkeit gegen Beschädigungen und geringerer Haftung von Schmutz, wird die Verwendung von Kunststoff mit höherer Härte für die äußere Schicht angestrebt. Eine geringere Dicke ist im Intervall - Sandwichverfahren auch möglich, wobei gleichzeitig allerdings die Dicke der inneren, zweiten Schicht aus Kunststoff mit geringerer Härte zunimmt. Da deren Torsionssteifigkeit geringer ist, müssen weitere Elemente zur Erhöhung der Torsionssteifigkeit eingeführt werden. Das können radiale Rippen am Griffkern mit einem runden Querschnitt oder stegartige Verbindungen vom Griffkern zur äußeren Schicht oder allgemein ein unrunder Querschnitt des Griffkerns sein, worauf in der Beschreibung im Detail eingegangen wird. Unter diesen Voraussetzungen werden Schichtdicken von 0,5 bis 2,5 mm, maximal ca. 4 mm verwirklicht, im Wesentlichen abhängig von der angestrebten Verformbarkeit eines Griffes und dessen Größe. In axialer Richtung kann sich die Schichtdicke auch ändern.
- Vorzugsweise erstrecken sich die Rippen oder Stege in zwei (oder mehr) Teilumfangsbereichen vom Griffkern aus, wodurch in Teilumfangsbereichen gezielt Anisotropien des Steifigkeitsverhaltens des Griffs erzeugt werden, insbesondere wenn die Rippen oder Stege eine größerer radiale Erstreckung in die zweite Schicht hinein haben, wobei die zwei Umfangsbereiche geeignet über den Umfang verteilt. sein können, so dass sich ein Griff in einer definierten Position gegenüber einer Hand eines Benutzers besonders gut an diese anpassen kann. Beispielsweise hat sich gezeigt, dass in dem Bereich, in dem die Finger am Griff anliegen, die Nachgiebigkeit größer, beziehungsweise die Steifigkeit geringer sein soll, als in dem Bereich, in dem die Handmulde anliegt. Die Form eines Griffes kann allgemein auch unsymmetrisch sein, sowohl im Querschnitt als auch der Längserstreckung. Die Ausbildung der Schichten wird bei einem erfindungsgemäßen unsymmetrischen Griff im Wesentlichen ähnlich verlaufen wie bei einem symmetrischen Griff. Ein Griff für Kellen oder Hämmer könnte entsprechend
EP 01 915 000.2-2316 - Für eine besondere Ausgestaltung sind die zwei Teilumfangsbereiche mit verminderter radialer Erstreckung der inneren Schicht in Umfangsrichtung oder verminderter Nachgiebigkeit beziehungsweise erhöhter Steifigkeit infolge von Rippen ungefähr einander gegenüberliegend angeordnet. Wird der Griff mit derartigen "Vorzugsrichtungen" ausgestattet, kann es vorteilhaft sein, wenn diese Vorzugsrichtungen für den Benutzer des Griffs ersichtlich gemacht werden. Dies kann beispielsweise durch eine unsymmetrische Formgebung der äußeren Mantelfläche des Griffs und/oder eine Farbgestaltung der Mantelfläche erfolgen. Ebenfalls möglich ist der Einsatz eines Auges - eine Querbohrung im Griff - in dem hinteren Endbereich des Griffs, wobei das Auge vorzugsweise seine Öffnung besitzt in Teilumfangsbereichen, in denen die minimale radiale Erstreckung der ersten Schicht bzw. die höhere Steifigkeit gegeben ist.
- Der Griffkern kann, zumindest in einem Teilquerschnitt, einen
- a) runden Querschnitt aufweisen mit mindestens einer sich radial nach außen erstreckenden Rippe,
- b) eine in erster Näherung rechteckförmige äußere Querschnittskontur aufweisen, wobei der Teilumfangsbereich mit der kürzeren Seite der rechteckförmigen Außenkontur bis nahezu zu der Innenseite der äußeren Schicht reichen kann.
- Durch die Ansätze am Griffkern oder dessen unrunde Profilierung wird eine größerer Kontaktfläche zwischen Griffkern und der inneren Schicht erreicht und damit eine größerer Torsionssteifigkeit, weil das Material der inneren Schicht weniger mit einer Scherkraft als mit Druck - ausgeübt von den Kontaktflächen - belastet wird, insbesondere, wenn sich Ansätze oder das Profil des Griffkerns radial weit in die innere Schicht erstreckt und somit der Hebelarm des Griffkerns verlängert.
- Für einen weiteren Vorschlag der Erfindung hat die erste, äußere Schicht zumindest im Bereich einer Rippe in axialer Richtung ein im Wesentlichen gleich bleibendes elastisches Verhalten. Das kann beispielsweise dadurch erreicht werden, dass Rippen eine der axialen Außenkontur des Griffs ungefähr folgende Außenkontur aufweisen, so dass die Oberkante der Rippen einen ungefähr konstanten Abstand zur Mantelfläche des Griffs aufweisen, der dann von der ersten Schicht "überbrückt" wird.
- Wird anstelle mehrerer Eintrittsöffnungen nur eine einzige Eintrittsöffnung vorgesehen, so bildet sich beispielsweise bei axial orientierter, zentraler Eintrittsöffnung kein Steg aus. Andererseits kann bei dezentraler Anordnung nur ein Steg in einer Griffhälfte ausgebildet werden, der dann vorzugsweise gegenüberliegend von der Eintrittsöffnung angeordnet ist.
- Als kostengünstige, aber zuverlässige Materialien mit den gewünschten mechanischen Eigenschaften für die erste Schicht finden insbesondere ein thermoplastisches Elastomer, ein thermoplastisches Polyolefin, Polypropylen, EPDM-Kautschuk, PVC oder Styrol-Block-Copolymer Einsatz.
- Ebenfalls möglich ist, dass die erste Schicht einen Füllstoff aufweist. Als mögliche Füllstoffe kommen ein Granulat wie ein Korkgranulat, Korkmehl, Holzmehl oder ein faserartiger Füllstoff wie Glasfasern in Betracht. Für den Fall, dass zumindest ein Teil derartiger Füllstoffe im Bereich der Mantelfläche des Griffs angeordnet ist, kann erreicht werden, dass die Mantelfläche des Griffs nicht vollständig glatt ist, sondern eine verbesserte Rutschfestigkeit besitzt, wodurch bspw. die durch das Werkzeug übertragbaren Torsionsmomente erhöht werden können. Korkmehl oder Holzmehl haben zum anderen den Vorteil, dass eine Feuchtigkeit der Hand aufgenommen werden kann, wie diese beim Arbeiten mit einem Werkzeug entstehen kann. Hierdurch kann ebenfalls die Rutschfestigkeit weiter verbessert werden. Ein möglicher Gewichtsanteil eines Füllstoffs am Gesamtgewicht der ersten Schicht liegt bspw. unter 50 %, insbesondere zwischen 5 % und 30 %.
- In einer Ausführungsvariante wird eine Mantelfläche des Griffs mit einer Folie gebildet, die stoffschlüssig an eine innenliegende Schicht, beispielsweise die erste Schicht, angebunden ist. Eine Herstellung eines derartigen Griffs ist beispielsweise möglich unter Einlegen einer Folie in eine Form. Die Folie wird mit einem Ausfüllen der Form stoffschlüssig angebunden. Die physikalischen Eigenschaften und eine Oberfläche der Folie können so gewählt und gestaltet werden, dass sich eine verbesserte Mantelfläche des Griffs ergibt, die beispielsweise besonders öl- oder chemikalienbeständig ist oder eine rutschhemmende Oberfläche aufweist.
- Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den Patentansprüchen, der Beschreibung und den Zeichnungen. Die in der Beschreibungseinleitung genannten Vorteile von Merkmalen und von Kombinationen mehrerer Merkmale sind lediglich beispielhaft und können alternativ oder kumulativ zur Wirkung kommen, ohne dass die Vorteile zwingend von erfindungsgemäßen Ausführungsformen erzielt werden müssen. Weitere Merkmale sind den Zeichnungen - insbesondere den dargestellten Geometrien und den relativen Abmessungen mehrerer Bauteile zueinander sowie deren relativer Anordnung und Wirkverbindung - zu entnehmen. Die Kombination von Merkmalen unterschiedlicher Ausführungsformen der Erfindung oder von Merkmalen unterschiedlicher Patentansprüche ist ebenfalls abweichend von den gewählten Rückbeziehungen der Patentansprüche möglich und wird hiermit angeregt. Dies betrifft auch solche Merkmale, die in separaten Zeichnungen dargestellt sind oder bei deren Beschreibung genannt werden. Diese Merkmale können auch mit Merkmalen unterschiedlicher Patentansprüche kombiniert werden. Ebenso können in den Patentansprüchen aufgeführte Merkmale für weitere Ausführungsformen der Erfindung entfallen.
- Im Folgenden wird die Erfindung anhand in den Figuren dargestellter bevorzugter Ausführungsbeispiele weiter erläutert und beschrieben.
- Fig. 1 bis 6
- zeigen eine Herstellung eines erfindungsgemäßen Griffs für einen Schrauben- dreher in einem Sandwichverfahren mit einem sukzessiven Einspritzen eines ersten Materials sowie eines zweiten Materials in dieselbe Form.
- Fig. 7 bis 9
- zeigen eine Herstellung eines Griffs für eine Zange in einem Sandwich- verfahren mit einem sukzessiven Einspritzen eines ersten Materials und eines zweiten Materials in dieselbe Form.
- Fig. 10 und 11
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes mit einem Griffkern mit rundem Grundquerschnitt und zwei auf gegenüberliegenden Umfangsseiten auskragenden Rippen in einem Längsschnitt und einem Querschnitt.
- Fig. 12 und 13
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes mit in erster Näherung rechteckigem Griffkern in einem Längsschnitt und einem Querschnitt.
- Fig. 14
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes mit stern- förmigem Griffkern in einem Querschnitt.
- Fig.15 und 16
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes in einem Längsschnitt und einem Querschnitt, wobei ein Griffkern Rippen aufweist, die sich durch eine innere Schicht hindurch bis zu einer relativ dicken äußeren Schicht des Griffs erstrecken.
- Fig. 17
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes in einem Quer- schnitt, bei dem abweichend zu dem in
Fig. 15 und 16 dargestellten Ausführungsbeispiel ein Griffkern mit in erster Näherung rechteckigem Querschnitt vorgesehen ist, der sich durch eine innere Schicht bis zu einer äußeren Schicht erstreckt. - Fig. 18
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes in einem Längsschnitt, bei der der Griff mit zwei über eine Schnappverbindung oder mit axialem Formschluss miteinander verbundenen Bestandteilen gebildet ist.
- Fig. 19
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes in einem Längsschnitt, bei der der Griffkern hantelförmige Endbereiche besitzt, zwischen denen sich um einen Mittenbereich des Griffkerns eine Griffkernummantelung, eine innere Schicht und eine äußere Schicht erstrecken.
- Fig. 20
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes in einem Längsschnitt, für die sich der Griffkern nicht bis zum Ende des Griffs erstreckt, sondern in der das Ende des Griffkerns von der Griffkernummantelung, einer weicheren inneren Schicht und einer äußeren Schicht ummantelt ist.
- Fig. 21
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes in einem Teillängsschnitt, für die der Griffkern mit in dem Endbereich unverändert durchgehendem Querschnitt ausgebildet ist.
- Fig. 22 bis 24
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes für einen Einsatz an einer Kelle, in einer Draufsicht auf die Kelle mit Griff sowie in einem Längsschnitt und einem Querschnitt des Griffes.
- Fig. 25 und 26
- zeigen in Verbindung mit der unteren Halbebene von
Fig. 25 eine Ausführungs- form eines erfindungsgemäßen Griffes im Längsschnitt und Querschnitt, bei der Rippen eines Griffkerns eine Griffkernummantelung durchsetzen und sich in eine innere Schicht erstrecken, die von einer härteren äußeren Schicht umgeben ist. - Fig. 27
- zeigt in Verbindung mit der oberen Halbebene in
Fig. 25 eine Ausführungsform eines erfindungsgemäßen Griffes im Querschnitt, für die Rippen des Griffkerns übergehen in Stege, die einstückig die äußere Schicht mit einer Griffkern- ummantelung verbinden und eine zwischen Außenschicht und Griffkern- ummantelung angeordnete weichere innere Schicht durchsetzen, wobei die innere Schicht in Umfangsrichtung von den Stegen unterbrochen ist. - Fig. 28
- zeigt eine Ausführungsform eines erfindungsgemäßen Griffes im Querschnitt für einen Zangenschenkel einer Zange, ähnlich
Fig.8 und 9 . - Fig. 29 und 30
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes für einen Hammer in einem Längsschnitt sowie einem Querschnitt.
- Fig. 31 und 32
- zeigen eine Ausführungsform eines erfindungsgemäßen Griffes im Längs- schnitt und im Querschnitt, bei der ein Griffkern mit Rippen von einer weichen Schicht ummantelt ist, die wiederum von einer härteren, relativ dicken äußeren Schicht ummantelt ist.
- Fig. 33
- zeigt einen Querschnitt durch eine Form für eine erfindungsgemäße Herstellung eines Griffes in einem Sandwichverfahren, wobei die Form drei über den Umfang verteilte Eintrittsöffnungen besitzt.
- Fig. 34
- zeigt einen Längsschnitt durch eine Form für eine erfindungsgemäße Herstellung eines Griffes in einem Sandwichverfahren, wobei die Form axial versetzte Eintrittsöffnungen besitzt.
- Im Folgenden bezeichnet beispielsweise eine äußere Schicht eine Schicht eines Griffes, deren äußere Mantelfläche die vom Hand eines Benutzers beaufschlagte Mantelfläche des Griffes bildet, während eine innere Schicht radial nach innen an die äußere Schicht anschließt und einen Griffkern ummantelt, der aus Hartkunststoff besteht und einen Schaft ummantelt. Selbstverständlich kann bspw. abweichend hierzu die äußere Schicht im Inneren des Griffes liegen und/oder zwischen innere Schicht und Griffkern mindestens eine Innenschicht, Griffkernummantelung oder ähnliches zwischengeordnet sein.
- Die Erfindung betrifft einen Griff 1 für ein Werkzeug, in dem ein Schaft 2 eines Funktionsteils des Werkzeugs radial innenliegend aufgenommen ist und auf den im Bereich seiner radial außenliegenden Mantelfläche ein Benutzer des Werkzeugs Kräfte aufbringen kann, wobei es sich um Kräfte
- in Richtung einer Längsachse 3-3,
- quer zu dieser,
- Torsionsmomente um die Längsachse 3-3 oder
- Biegemomente quer zu der Längsachse
- Für einen besonderen Einsatzzweck findet der Griff Einsatz für ein Werkzeug, bei dem über den Griff Torsionsmomente um die Längsachse 3-3 übertragen werden müssen als ein Haupt- oder Nebenzweck des Werkzeugs, zum Beispiel bei einem Schraubendreher. Derartige Werkzeuge unterscheiden sich insbesondere von Stoß- oder Schlagwerkzeugen:
- Bei der Bedienung eines Schlagwerkzeugs wird das Schlagwerkzeug von dem Benutzer in einer Ausholbewegung beschleunigt und mit einem Impuls versehen. Für eine derartige Beschleunigung des Schlagwerkzeugs ist die Steifigkeit eines Schlagwerkzeugs unerheblich, so dass das Schlagwerkzeug gleichermaßen für einen weichen Griff wie für einen harten Griff adäquat beschleunigt und dem zu hämmernden Objekt zugeführt werden kann. Mit dem genannten Impuls trifft das Schlagwerkzeug auf das zu schlagende Objekt, wobei der Impuls des Schlagobjekts auf das zu schlagende Objekt übertragen wird. Der auf das zu schlagende Objekt ausgeübte Impuls ist dabei davon unabhängig, ob das Schlagwerkzeug bei dem Stoß fest gehalten wird, auf das Objekt gepresst wird oder "frei zurückschwingen" kann. Demgemäß presst ein Fachmann beim Schlagen mit einem Schlagwerkzeug dieses nicht auf das zu schlagende Objekt, sondern lässt das Schlagwerkzeug für die Übertragung des Impulses auf das zu schlagende Objekt eher frei zurückschwingen. Dies bedeutet, dass für das Auftreffen die Hand des Benutzers nicht zwingend eng und steif um den Griff geschlossen werden muss, sondern auch für diese Phase ein beliebig weicher und elastischer Griff zum Einsatz kommen kann. Während und in zeitlicher Umgebung des eigentlichen Stoßes überträgt damit der Benutzer im Wesentlichen seitliche Führungskräfte über den Griff auf das Schlagwerkzeug. Um die Übertragung von Stößen auf die Hand des Benutzers, auch bei einem "fehlerhaften", festen Umschließen des Griffs, zu mindern oder zu vermeiden, schlagen die eingangs genannten Druckschriften für Schlag- oder Stoßwerkzeuge vor, dass der Griff weiche oder elastische Bestandteile aufweist, die insbesondere in Stoßrichtung, also auf der Oberseite sowie auf der Unterseite vorgesehen werden, um eine gezielte Elastizität in Stoßrichtung herbeizuführen. Damit beruhen Ausgestaltungen von Griffen für Stoß- und Schlagwerkzeuge auf der Erkenntnis, den Griff gerade in Richtung der zu übertragenden Kräfte, nämlich in Richtung des Stoßes, elastisch, gedämpft und weich auszubilden. Eine derartige Ausgestaltung für abweichende Griffe, insbesondere für Griffe, mit denen Momente um die Längsachse übertragen werden sollen, führt zu in der Praxis nicht einsetzbaren Werkzeugen. Mögliche Einsatzzwecke der Griffe mit einer Torsionsmoment-Übertragung sind beispielsweise Schraubendreher oder Schraubzwingen.
- Grundsätzlich besitzt ein Griff radial innenliegend einen Schaft 2, der einen unrunden Übertragungsquerschnitt 4 oder von einem runden Querschnitt ausgehende Rippen 5 besitzen kann. Der Schaft 2 ist von einem Griffkern 6 teilweise oder vollständig ummantelt, wobei sich Teile des Übertragungsquerschnitts 4 oder der Rippen 5 des Schafts durch den Griffkern 6 radial nach außen erstrecken können. Der Griffkern 6 ist vorzugsweise im Bereich seiner Außenfläche ebenfalls unrund ausgebildet mit einem Übertragungsquerschnitt 7 oder Rippen 8. Der Griffkern 6 kann von einer Griffkernummantelung 9 teilweise oder vollständig umgeben sein, wobei sich ebenfalls Teilbereiche der Übertragungsquerschnitte 7 oder der Rippen 8 durch die Griffkernummantelung 9 erstrecken können. Weiterhin vorgesehen sein kann eine die Griffkernummantelung 9 zumindest teilweise umgebende weiche Schicht 10 (innere Schicht 28), die zumindest teilweise von einer Außenschicht 11 (äußere Schicht 27) ummantelt sein kann. Griffkernummantelung 9, weiche Schicht 10 und/oder Außenschicht 11 können Rippen, Vorsprünge, Fortsätze oder Stege (im Folgenden Rippen 12) aufweisen, mit denen die genannten Schichten 9-11 durch eine benachbarte Schicht mit einer weiteren Schicht verbunden sind. Alternativ oder zusätzlich können Rippen, Fortsätze, Vorsprünge, Stege (im Folgenden Rippen 13) vorgesehen sein, die sich lediglich teilweise in eine benachbarte Schicht erstrecken und im Bereich welcher eine radiale Erstreckung einer benachbarten Schicht verringert ist. Die Rippen 13 können dabei sowohl radial nach innen als auch radial nach außen von einer die Rippen tragenden Schicht orientiert sein.
- Sämtliche vorgenannten Bestandteile eines Griffs 1 können alternativ oder kumulativ eingesetzt werden. Ebenfalls eine Zwischenordnung zusätzlicher weiterer Schichten, loser Partikel, eines Gels oder eines Fluids ist ebenfalls möglich.
- Für eine weitere Ausführungsvariante ist die weiche Schicht 10 oder innere Schicht 28 teilweise oder vollständig von einer härteren Außenschicht 11 oder äußeren Schicht 27 ummantelt, wobei diese hinsichtlich der Wahl ihrer Steifigkeit und der radialen Erstreckung derart konstruktiv vorgegeben ist, dass die Außenschicht 11 durch von der Hand des Benutzers aufgebrachte Kräfte radial verformt werden kann, womit eine elastische Verformung der weichen Schicht 10 einhergeht.
- Neben den genannten Bestandteilen des Griffs 1 kann der Griff 1 zusätzliche Bestandteile aufweisen wie beispielsweise ein Auge 15 oder Querloch, insbesondere im dem Funktionsteil abgewandten Endbereich des Griffs 1, wobei sich das Auge 15 quer zur Längsachse 3-3 durch den Endbereich erstreckt. Über ein Auge 15 kann das Werkzeug aufgehängt werden oder ein Hilfselement in den Griff 1 eingesteckt werden. Beispielsweise kann ein Schaft eines weiteren Schraubendrehers durch das Auge 15 durchgeführt werden kann, über den dann ein zusätzliches Betätigungsmoment auf den Griff 1 ausgeübt werden kann.
- Die Bestandteile des Griffs 1 können stoffschlüssig aneinander angebunden sein. Ebenfalls denkbar ist der Einsatz eines auswechselbaren Funktionsteils mit einem Griff, in den der Schaft 2 des Funktionsteiles, insbesondere mit umgebenden Schichten, gegenüber weiteren, radial außenliegenden Bestandteilen des Griffs auswechselbar eingesetzt ist. Insbesondere im Zusammenhang mit derartigen auswechselbaren Funktionsteilen kann der Griff 1 über zusätzliche Haltevorrichtungen verfügen, s. bspw. die Patentanmeldungen mit den Anmelde-Nummern
EP 05 003 219.2 EP 05 017 193.3 - Für die weiche Schicht 10 (innere Schicht 28) sind beliebige konstante oder veränderliche radiale Erstreckungen möglich, die sich aus der Differenz des radialen Abstandes vom Griffkern bis zu der Griffoberfläche abzüglich der Dicke der Schicht 11 ergibt. Die radiale Erstreckung ändert sich im axialen Verlauf über die Grifflänge und wird zum vorderen Ende des Griffes hin schließlich Null. Andererseits hängt die radiale Erstreckung von dem absoluten Durchmesser des Griffes ab. Lediglich beispielhaft kann die radiale Erstreckung zumindest in einem Teilumfangsbereich einer maximalen Erstreckung im Bereich von 3,5; 4; 6 oder 8 mm liegen, während bspw. eine entsprechende minimale Erstreckung zwischen 0,5 mm und 3 mm, insbesondere 1 mm und 2,5 mm liegt oder kleiner ist als 1,5 mm, 2 mm oder 2,5 mm. Dies gilt insbesondere für eine mit einem weicheren Material gebildete innere Schicht 28 (zweites Material 23; weiche Schicht 10) und im Bereich des maximalen Durchmessers der Mantelfläche des Griffes. Die Außenschicht 11 (erstes Material 22; äußere Schicht 27) kann hingegen eine in Umfangsrichtung konstante radiale Erstreckung im Bereich zwischen 0,5 und 4 mm oder 0,5 bis 2,5 mm aufweisen, während die radiale Erstreckung in axialer Richtung variieren kann.
- In einer besonderen Ausführung kann die Dicke der äußeren Schicht 27 eine radiale Erstreckung, zumindest in einem Teilumfangsbereich, von 30 bis 100 % der radialen Erstreckung der inneren Schicht 28 haben.
- Benachbarte Schichten oder Bestandteile können formschlüssig, stoffschlüssig und/oder reibschlüssig oder ein Rast- oder Sperrverbindung miteinander verbunden sein.
- Ein Schaft 2 kann bspw. mit faserverstärktem Kunststoff, Metall, Stahl oder Holz gebildet sein.
- Als kostengünstige, aber zuverlässige Materialien für einzelne Bestandteile oder Schichten des Griffes kommt ein harter Kunststoff für den Griffkern 6 zum Einsatz, während für die Griffkernummantelung 9 und die Außenschicht 11 (äußere Schicht 27) ein erstes weiches Material 22 sowie für die weiche Schicht 10 (innere Schicht 28) ein zweites weiches Material 23 zum Einsatz kommt, wobei die beiden weichen Materialien unterschiedliche Härte haben, nämlich die äußere Schicht 27 härter ist als die innere Schicht 28. Mögliche Materialien sind (ohne Einschränkung auf diese) ein thermoplastisches Elastomer (TPE), ein thermoplastisches Polyurethan (TPU), ein thermoplastisches Polyolefin (TPO), Polypropylen, EPDM-Kautschuk, PVC oder Styrol-Block-Copolymer Einsatz. Die genannten Materialien haben eine poröse, vorzugsweise aber eine geschlossene, nicht poröse Struktur.
- Eine Härte eines eingesetzten Kunststoffes, insbesondere für eine weiche Schicht 10 oder innere Schicht 28 oder ein zweites Material 23, beträgt bspw. 10 bis 55 Shore A. Für eine härtere Schicht, beispielsweise den Griffkern 6, eine Griffkernummantelung 9 und/oder eine Außenschicht 11 (äußere Schicht 28; erstes Material 22) findet insbesondere ein Kunststoff Einsatz mit einer Härte zwischen 30 und 105 Shore A, vorzugsweise zwischen 30 bis 85 Shore A. Der Griffkern 6 wird vorzugsweise aus Hartkunststoff, zum Beispiel Polypropylen mit einer Kugeldruckhärte von 45 - 65 N/mm2, hergestellt.
- Ebenfalls möglich ist, dass zumindest eine Schicht einen Füllstoff aufweist. Als mögliche Füllstoffe kommen ein Granulat wie ein Korkgranulat, Korkmehl, Holzmehl oder ein faserartiger Füllstoff wie Glasfasern in Betracht. Der Gewichtsanteil des Füllstoffs am Gesamtgewicht der beteiligten Schicht oder des beteiligten Bestandteils des Griffs liegt bspw. unter 50%, insbesondere zwischen 5 und 30 %.
-
Fig. 1 bis 9 zeigen ein erfindungsgemäßes Herstellungsverfahren, welches auch als "Sandwichverfahren" oder "Intervallverfahren" bezeichnet wird, zur Herstellung zumindest von Teilschichten oder Bestandteilen des Griffs 1. - Ein mit einem ausgehärteten Griffkern 6 ummantelter Schaft 2 wird in eine Form 16 eingelegt, die in einer Mittenebene, die durch die Längsachse 3-3 verläuft, geteilt ist. Die Innenkontur der Form 16 entspricht im Wesentlichen der Form des fertigen Griffs 1. Für das in
Fig. 1 bis 6 dargestellte Ausführungsbeispiel besitzt der Griffkern 6 Endbereiche 17, 18. Der Endbereich 17 ist dem Funktionsteil zugewandt und besitzt einen radial nach außen orientierten umlaufenden Bund, im Bereich dessen der Griffkern 6 die Form 16 unter radialer Abdichtung ausfüllt. Der dem Endbereich 17 gegenüberliegende Endbereich 18 bildet eine ungefähr kugelförmige Stirnseite des Griffs 1, im Bereich welcher der Endbereich 18 ebenfalls unter radialer Abdichtung an der Form 16 anliegt. Von einem zylinderförmigen Mittenbereich 26 des Griffkerns 6, ggf. mit zusätzlichen Rippen 8 o. ä., den Endbereichen 17, 18 und der Innenkontur der Form 16 ist eine in Umfangsrichtung um die Längsachse 3-3 umlaufende Kammer 19 begrenzt. Radial in die Kammer 19 münden zwei sich in Umfangsrichtung gegenüberliegende Eintrittsöffnungen oder Einspritzkanäle 20, 21 (im Folgenden "Eintrittsöffnungen"), die vorzugsweise im Bereich der maximalen radialen Erstreckung der Kammer 19 und damit des späteren Griffs 1 angeordnet sind. Über die Eintrittsöffnungen 20, 21 wird in die Form 16 und die Kammer 19 zunächst ein erstes Material 22 eingespritzt. Das Volumen des eingespritzten ersten Materials 22 ist kleiner als das der Kammer 19. Das erste Material 22 wird auf die Mantelfläche des Griffkerns 6 aufgespritzt und/oder in Richtung der die Formkavität begrenzenden Wandung umgelenkt und von dieser abgekühlt, so dass benachbart dem Griffkern 6 oder im Bereich der die Formkavität begrenzenden Wandung das erste Material 22 schneller aushärtet oder dickflüssiger wird als in anderen Teilbereichen. - Anschließend und vor einem endgültigen Aushärten des ersten Materials 22 wird gemäß
Fig. 3 und 4 über dieselben Eintrittsöffnungen 20, 21 ein zweites Material 22 in die Kammer 19 und in, unter oder durch das erste Material 22 eingespritzt. Von den Eintrittsöffnungen 20, 21 fließt das zweite Material 23 durch einen radialen Kanal 24 in das Innere des ersten Materials 22 oder unter dieses. Mit zunehmendem Einspritzen des zweiten Materials 23 wird das erste Material 22 räumlich in Richtung der Längsachse 3 und in Richtung der Endbereiche 17, 18 und radial zu der Wand der Formkavität verdrängt, wobei das zweite Material 23 bis auf den genannten Kanal sowohl radial nach außen als auch radial nach innen als auch in beide axiale Richtungen von dem ersten Material 22 ummantelt ist. Infolge des vorherigen Abkühlens des ersten Materials 22 im Kontaktbereich mit dem Griffkern 6 gelangt das zweite Material 23 nicht bis zu dem Griffkern 6. Da das erste Material in seiner Randschicht bereits etwas kühler ist als das zweite Material, wird die Randschicht nicht mehr von dem zweiten Material durchbrochen. Das zweite Material 23 drängt das erste Material 22 auch radial nach außen, so dass dieses die Außenschicht 11 oder äußere Schicht 27 bildet. Neben der beschriebenen Verdrängungsbewegung in axialer Richtung breitet sich das zweite Material 23, umgeben von dem ersten Material 22, von den beiden Eintrittsöffnungen 20, 21 um den Griffkern 6 in Umfangsrichtung aus, so dass sich entgegengerichtete Materialflüsse schließlich berühren. Da die Außenschicht des Materials 22 bereits etwas abgekühlt ist, wird sie nicht mehr von dem Material 23 durchbrochen oder verflüssigt, sondern die Außenschichten des Materials 22 der sich berührenden Materialflüsse verschmelzen und bilden dabei in ungefähr einer Ebene zu beiden Seiten des Griffkernes Wände, die als radiale Stege oder Rippen 12 des ersten Materiales 22 verbleiben und die eine sich um den Griffkern bildende Schicht aus dem ersten Material 22, einer Griffkernummantelung 9, sowie eine Außenschicht 11 oder äußere Schicht 27, ebenfalls aus dem ersten Material 22, einstückig verbinden. Diese sich auch in Längsrichtung um die Griffkernummantelung 9 bildenden Stege 12 erhöhen die Torsionssteifigkeit des Griffes und unterstützen die Übertragung eines Drehmomentes von der Außenschicht 11 auf den Griffkern 6. - Die gewählten Temperaturbedingungen, Viskositäten und Einspritzgeschwindigkeiten für das Spritzgussverfahren werden geeignet so angepasst, dass sich infolge einer derartigen Annäherung in Umfangsrichtung die Teilbereiche nicht schließen können, sondern zwischen den Teilbereichen noch in radialer Richtung durchgehende Rippen 12 oder radial nicht durchgehende Rippen 13 verbleiben.
- Mit Abschluss des Einspritzens des zweiten Materials 23 ist die Kammer 19 vollständig gefüllt. Der Kanal 24 kann mit Beendigung der Herstellung des Griffs 1 weiterhin mit dem zweiten Material gefüllt sein. Alternativ ist es möglich, dass am Ende des Herstellungsverfahrens nochmals eine geringe Menge des ersten Materials 22 eingespritzt wird, die den Kanal 24 und die Einspritzöffnung im Griff mit dem ersten Material 22 füllt und verschließt. Für das dargestellte Ausführungsbeispiel des Herstellungsverfahrens befinden sich die Eintrittsöffnungen 20, 21 in 12-Uhr-Position sowie in 6-Uhr-Position, s.
Fig. 6 , während sich die Rippen 12 in 3-Uhr-Position sowie 9-Uhr-Position erstrecken. Mit dem zweiten Material 23 ist die weiche Schicht 10 oder innere Schicht 28 gebildet. Die radiale Erstreckung der erstellten Griffkernummantelung 9 sowie der Außenschicht 11 ist geringer als die der weichen Schicht 10, und beträgt insbesondere weniger als 1/3, 1/5, 1/8 oder 1/10 der radialen Erstreckung der weichen Schicht 10. - Abgesehen von der Vorgabe bestimmter Dicken der Schichten 27, 28 durch Vorwahl der eingespritzten Volumina kann die Dicke der äußeren Schicht 27 auch durch die Temperatur der Wand der Formkavität (oder die Temperaturdifferenz zwischen der Wandung und dem eingespritzten Material) beeinflusst werden. Bei einer niedrigen Temperatur kühlt die Randschicht des eingespritzten ersten Materials schneller ab als bei höherer Temperatur. Infolgedessen wird die Dicke der äußeren Schicht 27 bei niedrigerer Temperatur größer als bei höherer Temperatur, bei ansonsten gleichen Parametern des Spritzvorganges.
- Der Einsatz des Verfahrens erfordert Spritzgießmaschinen mit zwei Spritzgießeinheiten, die die Schmelzen der unterschiedlichen Komponenten für das erste Material 22 und das zweite Material 23 liefern und durch ein spezielles Maschinen-Steuerprogramm und besondere Ventilmechanismen an den Maschinen die schnelle, genau dosierte Abfolge der in die Form 16 eingespritzten Materialien 22, 23 bewirken. Es wurde überraschend gefunden, dass über die Anzahl und Lage der Einspritzöffnungen 20, 21 sowie die Einspritzgeschwindigkeiten und - drücke, die Schmelzetemperaturen und die Temperaturen von Form und Griffkern die Dimensionen der Griffkernummantelung 9, der weichen Schicht 10, der Außenschicht 11, der Rippen 12 und der axialen Erstreckung beeinflusst werden können.
- Bei einem Griff für Schraubendreher einer Größe von 105 mm sind für ein nicht beschränkendes Ausführungsbeispiel folgende Einspritzparameter eingesetzt worden:
Einspritzdruck beim Einspritzen des ersten Materials 22: 800 bar Einspritzvolumenstrom des ersten Materials 22: 40 ccm/s Einspritzdruck-Profil über vier Punkte fallend geregelt Schmelzetemperatur: 180-210 °C in den vier Zonen Einspritzdruck beim Einspritzen des zweiten Materials 23: 1.000 bar Einspritzvolumenstrom des zweiten Materials 23: 50 ccm/s Einspritzdruck-Profil über vier Punkte fallend geregelt Schmelzetemperatur: 180-210 °C in den vier Zonen - Die vorgenannten Parameter können je nach Form des Griffs, Formauslegung, Typ der verwendeten Kunststoffe und Maschinensystem erheblich nach oben oder unten abweichen, insbesondere um 20 % oder 10 %.
- Abweichend zu der dargestellten Ausführungsform mit zwei Eintrittsöffnungen 20, 21 kann eine beliebige andere Zahl von Eintrittsöffnungen in axialer Richtung und / oder in Umfangsrichtung verteilt werden, wobei u. U. bei mehreren Eintrittsöffnungen 20, 21 in axialer Richtung auch Stege durch sich in axialer Richtung aufeinander zu bewegende Förderströme entstehen können, so dass dann die Stege auch in Umfangsrichtung umlaufend ausgebildet sein können. Für die in Umfangsrichtung umlaufenden Förderströme bilden sich die Rippen 12 insbesondere zwischen benachbarten Eintrittsöffnungen aus, so dass beispielsweise bei drei in Umfangsrichtung verteilten Eintrittsöffnungen drei Rippen 12 ausgebildet werden. Neben der symmetrischen Anordnung der Eintrittsöffnungen 20, 21 gemäß
Fig. 1 bis 6 ist es ebenfalls möglich, dass die Eintrittsöffnungen unsymmetrisch angeordnet sind, wodurch sich auch unsymmetrische Rippen 12 ergeben können, die dann ein unsymmetrisches Steifigkeitsverhalten des Griffs 1 zur Folge haben. Eine Verschiebung der Lage der Rippen kann auch durch unterschiedliche Geschwindigkeiten und/oder Drücke beim Einspritzen durch die Eintrittsöffnungen erreicht werden. -
Fig. 7 bis 9 zeigen den Einsatz des zuvor erläuterten Herstellungsverfahrens für die Herstellung eines Griffs für einen Zangenschenkel 25 einer Zange 50. Für eine derartige Ausführungsform des Griffs 1 ist eine Griffkernummantelung 9 unmittelbar auf einem Schaft 2 des Zangenschenkels 25 angeordnet. Lediglich eine Eintrittsöffnung 20 ist auf der außenliegenden Seite des Zangenschenkels 25 angeordnet. Für das dargestellte Herstellungsverfahren werden die Einspritzbedingungen für die Materialien 22, 23 derart angepasst, dass sich das zweite Material 23, welches die weiche Schicht 10 (innere Schicht 28) bildet, lediglich über einen Teilumfangsbereich um den Schaft 2 erstreckt. Somit bildet das erste Material 22 innenliegend von der Mantelfläche 14 einen in erster Näherung 8-förmigen Querschnitt (mit abgerundeter Außenkontur) aus mit zwei in Richtung nach außen nebeneinander liegenden Kammern, wobei in der inneren Kammer der Schaft 2 angeordnet ist, während die außenliegende Kammer mit dem zweiten Material 23 gefüllt ist. Für den Griff 1 für einen Einsatz bei einer Zange erstreckt sich das zweite Material 23 lediglich in dem Bereich des Griffs 1, der einen vergrößerten Querschnitt besitzt für die Anlage einer Hand des Benutzers und sich ungefähr über ein Drittel bis zwei Drittel der Längserstreckung des Griffs 1 erstreckt. Hier bildet die weiche Schicht 10 (innere Schicht 28) mit dem zweiten Material 23 eine Art elastisches Kissen, während das härtere erste Material 22 eine belastbare Verbindung zum Zangenschenkel 25 ausbildet. - Für ein alternatives Herstellungsverfahren wird der Griff 1 mit zumindest zwei Bestandteilen gefertigt, wobei ein radial außenliegend in dem Griff 1 angeordneter Bestandteil mit einer inneren Ausnehmung hergestellt wird, im Bereich dessen ein Fügen des Bestandteils mit einem radial innenliegenden Bestandteil möglich ist. Über Rippen 5, 8, 12, 13 kann trotz der u. U. nicht stoffschlüssigen Verbindung eine Übertragung eines Torsionsmoments zwischen den Bestandteilen erfolgen. Ebenfalls möglich ist die Herstellung einer stoffschlüssigen Verbindung nach oder mit einem Fügen der mindestens zwei Bestandteile. Eine Sicherung der Bestandteile kann nach einem Fügen der Bestandteile auch über eine reibschlüssige oder formschlüssige Verbindung, eine elastische Rastverbindung oder eine Sperrverbindung erfolgen. Der außenliegende Bestandteil wird hierbei mit dem zuvor erläuterten Sandwichverfahren gefertigt .
- Die folgenden Ausführungsformen lassen sich mit zuvor unter III. erläuterten Herstellungsverfahren herstellen, wobei die unter I aufgezählten möglichen Ausgestaltungen und Alternativen auf die folgenden Ausführungsformen übertragbar sind und für sämtliche Bestandteile und Schichten die Ausführungen zu den Materialen gemäß II. alternative Möglichkeiten für eine Ausgestaltung bieten.
- Der Griff in der in
Fig. 10 und 11 dargestellten Ausführungsform ist wie folgt aufgebaut: ein Schaft 2 ist von einem Griffkern 6 ummantelt, der Endbereiche 17, 18 sowie einen Mittenbereich 26 besitzt. Der Mittenbereich 26 besitzt eine im Wesentlichen zylinderförmige Mantelfläche, die von einer Griffkernummantelung 9 ummantelt ist. Von dem Griffkern 6 erstrecken sich, einstückig von diesem ausgebildet, Rippen 8 durch die Griffkernummantelung 9 hindurch, wobei für den inFig. 11 dargestellten Querschnitt die Rippen 8 in 12-Uhr-Position sowie 6-Uhr-Position angeordnet sind. Die Rippen 8 und die Griffkernummantelung 9 sind von einer weichen Schicht 10 in Umfangsrichtung durchgehend ummantelt, wobei die weiche Schicht 10 wiederum von einer Außenschicht 11, die in Umfangsrichtung umlaufend ausgebildet ist und die Mantelfläche 14 bildet, ummantelt ist. Die weiche Schicht 10 bildet eine innere Schicht 28 aus einem weichen Kunststoff, an der außenliegend mit der Außenschicht 11 eine äußere härtere Schicht 27 stoffschlüssig angebunden ist. Eine zusätzliche Schicht 9 aus dem ersten Material 22 und damit dem Material der äußeren Schicht 27 bildet eine Griffkernummantelung 9. An den Griffkern 6 sind Rippen 8 einstückig angesetzt. In dem inFig. 10 dargestellten Längsschnitt ist zu erkennen, dass die Außenkontur der Rippen 8 parallel zu der Außenkontur der Mantelfläche 14 verläuft, so dass die radiale Erstreckung der inneren Schicht 28 des Griffes 1 in Richtung der Längsachse 3-3 ungefähr konstant ist. Die Rippen 8 erstrecken sich lediglich über einen axialen Teilbereich der äußeren Schicht 27, so dass in einem vorderen Bereich des Griffs 1 die äußere Schicht 27 unmittelbar stoffschlüssig an die Griffkernummantelung 9 angebunden ist. Die Rippen 8 können, wie inFig. 11 skizziert, gegenüberliegend angeordnet sein oder abweichend in nicht dargestellter Weise in Umfangsrichtung versetzt angeordnet sein. In der dargestellten Ausführungsform haben die Rippen 8 einen rechteckigen Querschnitt, wobei diese abweichend auch eine beliebige andere Form haben können, etwa leicht nach außen zulaufend, an der Oberkante abgerundet oder in der Dicke auch geringer ausgebildet sein können. - Für die äußere Schicht 27 oder Außenschicht 11 hat sich die Verwendung eines Kunststoffes mit einer Härte von 30 bis 85 Shore A, vorzugsweise von 40 bis 60 Shore A als zweckmäßig erwiesen - für die weiche Schicht 10 oder innere Schicht 28 eine Härte von 10 bis 55 Shore A, vorzugsweise von 15 bis 30 Shore A. Es können Kunststoffe gleichen Typs oder verschiedener Typen verwendet werden, sofern diese eine gute stoffliche Verbindung miteinander eingehen. U. U. ist auch für eine gute stoffschlüssige Verbindung zwischen einer Oberkante der Rippe 8 und der äußeren Schicht 27 Sorge zu tragen.
-
Fig. 12 und 13 zeigen weitere Ausführungsform eines Griffs 1, bei der bei ansonstenFig. 10 und 11 entsprechender Ausgestaltung der Griffkern 6 ohne Rippen 8 ausgebildet ist. Stattdessen ist zumindest in einem Teilbereich der Griffkern 6 mit einem ungefähr rechteckförmigen Querschnitt gebildet ist, der in Umfangsrichtung vollständig von der Griffkernummantelung 9 umgeben ist. Ein derartiger rechteckiger Querschnitt des Griffkerns 6 erstreckt sich ungefähr über die Längserstreckung 29, vorzugsweise mit variierendem Verhältnis der Länge zur Breite des Rechtecks bzw. abnehmender Länge des Rechtecks. - Für ein in
Fig. 14 dargestelltes weiteres Ausführungsbeispiel eines Griffs 1 ist die innere Schicht 28, die mit der weichen Schicht 10 gebildet ist, sternförmig mit sechs Zacken entsprechend einer derartigen Außenkontur des Griffkerns 6 und der Griffkernummantelung 9 ausgebildet. Die innere Schicht 28 besitzt in den Positionen 12 Uhr, 2 Uhr, 4 Uhr, 6 Uhr, 8 Uhr, 10 Uhr eine maximale radiale Erstreckung. - Ebenfalls denkbar ist eine Ausgestaltung einer Mantelfläche 14 und des Aufbaus des Griffs 1 auf unsymmetrische Weise, wie beispielsweise bei dem Griff für eine Kelle, s. a.
Fig. 23 und 24 . Bei derartigen Griffen wird der Griffkern 6 zweckmäßigerweise über seine Längserstreckung im Wesentlichen gleich gehalten. Es ist aber vorteilhaft, die Querschnitts-Kontur unrund zu gestalten, entweder in der Grundform des Querschnitts oder durch sich radial erstreckende Ansätze oder Rippen im Griffkern 6. Auch wenn mit derartigen Griffen in der Regel nicht derart hohe Torsionsmomente übertragen werden müssen wie bei einem Schraubendreher, ist eine gewisse Aussteifung des Griffs in radialer Richtung zweckmäßig. -
Fig. 15 und 16 zeigen ein Ausführungsbeispiel, für welches sich Rippen 8, 12 durch die innere Schicht 28 hindurch erstrecken. Die von dem Griffkern 6 ausgebildeten Rippen 8, 12 sind im Bereich ihrer Stirnseiten stoffschlüssig an die Außenschicht 11 oder äußere Schicht 27 angebunden und stellen damit eine unmittelbare und steife Verbindung zwischen Außenschicht 11 und dem ansonsten runden Querschnitt des Griffkerns 6 dar. Das Beispiel zeigt eine dickere Außenschicht 11 oder äußere Schicht 27, wie sie durch stärkere Kühlung der Wand der Formkavität erreicht wird. Insbesondere beträgt die radiale Erstreckung 41 der äußeren Schicht 27 30 % bis 100 % der radialen Erstreckung 40 der inneren Schicht 28, gemessen an der Stelle des größten Durchmessers des Griffs 1. -
Fig. 17 zeigt eine Ausführungsform eines Griffs 1, welche im Wesentlichen der in denFig. 15 und 16 dargestellten Ausführungsformen entspricht, allerdings in diesem Fall mit einem Griffkern 6 mit rechteckigem Übertragungsquerschnitt 7, der stoffschlüssig an die Außenschicht 11 und äußere Schicht 27 angebunden ist. -
Fig. 18 zeigt ein Ausführungsbeispiel eines Griffs, bei dem ein Griffkern 6 mit Endbereichen 17, 18 ausgebildet ist, wobei der Endbereich 18 eine Kappe zur Aufbringung von Axialkräften durch eine Hand des Benutzers bildet. Der Griffkern 6 besitzt sechs gleichförmig über den Umfang verteilte Rippen 13. Für das dargestellte Ausführungsbeispiel sind die Außenschicht 11 (äußere Schicht 27) und die Griffkernummantelung 9 über einen radialen Steg 42, der für das dargestellte Ausführungsbeispiel in Umfangsrichtung umlaufend ausgebildet ist als kreisringförmiger Bund, miteinander verbunden, so dass mit der Griffkernummantelung 9, dem Steg 42 und der Außenschicht 11 im Halblängsschnitt ein liegendes, nach vorne offenes U gebildet ist. Der innenliegende Schenkel des U, welcher die Griffkernummantelung 9 bildet, ist kürzer ausgebildet als der außenliegende, die Mantelfläche 14 bildende Schenkel, der insbesondere ungefähr mit der Längserstreckung 29 ausgebildet ist. Die Griffkernummantelung 9 ist von den Rippen 8, 13 durchsetzt. Zwischen Griffkernummantelung 9 und Außenschicht 11 ist eine weiche Schicht 10 angeordnet, die eine innere Schicht 28 bildet. Der Griffkern 6 ist aus einem harten Kunststoff gebildet, der eine erste Steifigkeit definiert. Mit den Endbereichen 17 und 18 liegt während einer Fertigung des Griffs 1 der Griffkern 6 dichtend an der Wand einer Formkavität an, wenn die Griffkernummantelung 9 und die weiche Schicht 10 hergestellt werden durch Aufspritzen auf den Griffkern 6. Die Außenschicht 11 besitzt eine dritte Steifigkeit, während die weiche Schicht 10 eine zweite Steifigkeit besitzt. Die zweite und dritte Steifigkeit sind mit einem elastischen Kunststoff mit unterschiedlicher Härte gebildet, wobei der für die dritte Steifigkeit verwendete Kunststoff eine höhere Härte besitzt als der zur Bereitstellung der zweiten Steifigkeit verwendete Kunststoff. Bei Beaufschlagung des Griffs 1 mit einer Handkraft verformen sich die Außenschicht 11 und die weiche Schicht 10 räumlich und passen sich der Höhlung der auf den Griff 1 einwirkenden Hand an, so dass eine optimale Kopplung von Griff und Hand erreicht werden kann. Auf diese Weise erfolgt auch eine Adaption des Griffs 1 an unterschiedliche Hände unterschiedlicher Benutzer. Griffkern 6, Griffkernummantelung 9, weiche Schicht 10 und Außenschicht 11 sind - durch entsprechende Auswahl der verwendeten Kunststoffe - stofflich durch Verschweißen beim Spritzvorgang miteinander verbunden. Zusätzlich - insbesondere bei Griffen, mit denen ein Torsionsmoment übertragen werden muss - erfolgt ein Formschluss zwischen den Rippen 8, 13 und der Griffkernummantelung 9 und dem innenliegenden Bereich der weichen Schicht 10. Da die Griffkernummantelung 9 eine höhere Härte besitzt als die weiche Schicht 10 und mit der Oberfläche des Griffkerns 6 stoffschlüssig verbunden ist, trägt die Griffkernummantelung 9 wirkungsvoll zur Übertragung eines Torsionsmoments bei. - Eine Fertigung des Griffs 1 erfolgt derart, dass zunächst der Griffkem 6 in einer ersten Spritzgießform gefertigt wird, wobei der Schaft 2 in den Griffkern 6 eingegossen wird. In einer zweiten Spritzgießform werden die Griffkernummantelung 9, die weiche Schicht 10 und die Außenschicht 11 auf den in die Form eingelegten Griffkern 6 aufgespritzt gemäß dem Intervall-Sandwichverfahren. Zuerst wird das die Griffkernummantelung 9, den Steg 42 und die Außenschicht 11 (äußere Schicht 27) bildende erste Material 22 in die Form eingespritzt und unmittelbar danach vor einem Aushärten die die weiche Schicht 10 (innere Schicht 28) bildende Kunststoffmasse, das zweite Material 23, eingespritzt. Das zweite Material 23 verdrängt das zuerst eingespritzte, noch (teilweise) flüssige erste Material 22 an die Wandung der Formkavität bzw. an die Wandung des Griffkerns 6, wodurch die Griffkernummantelung 9, der Steg 42 und die Außenschicht 11 ausgebildet werden. Durch einen derartigen Verfahrensablauf wird erreicht, dass sich an der Oberfläche des Griffs 1 die Außenschicht 11 als dichte Schicht ausbilden kann. Die Dicke dieser Schicht kann durch den Verfahrensablauf, beispielsweise das Verhältnis und die Dosierungsmengen der Materialien 22, 23 und/oder die Parameter des Spritzgießvorgangs gesteuert werden. Die Dicke der Schicht wird in jedem Fall so eingestellt, dass eine radiale Verformbarkeit der Außenschicht 11 und der weichen Schicht 10 bei Einwirken einer Kraft durch die den Griff 1 umschließende Hand beim Arbeiten nicht gemindert wird, aber andererseits eine gute Übertragung eines eingeleiteten Torsionsmoments gewährleistet ist, wie es z. B. bei Verwendung eines derartigen Griffs für einen Schraubendreher erforderlich ist. Es wurde gefunden, dass eine Schichtdicke von ungefähr 0,5 bis 2,5 mm zweckmäßig ist für die Außenschicht 11, wobei die Dicke im Verlauf der Mantelfläche 14 variieren kann. Für die Ausbildung der Außenschicht 11 wird vorteilhafterweise eine Qualität bzw. Kunststoffart verwendet, die eine für den Anwendungszweck ausreichende Beständigkeit gegenüber Chemikalien, Fetten oder Ölen hat. Eine derartige Beständigkeit müssen die für die weiche Schicht 10 verwendeten Kunststoffarten nicht zwingend besitzen, wodurch u. U. Kosten gespart werden können. Eine Paarung der Materialien 22, 23 in Härte und Art oder Typ wird derart gewählt, dass diese zum einen eine gute stoffliche Verbindung miteinander und mit dem Griffkern 6 eingehen und zum anderen eine gewünschte Verformbarkeit gewährleistet ist.
- Eine Herstellung eines derartigen Griffs 1 kann alternativ durch separate Herstellung
- eines Bestandteils einer Art Griffhülse mit dem Endbereich 43, der Griffkernummantelung 9, der weichen Schicht 10 (innere Schicht 28) und der Außenschicht 11 (äußere Schicht) sowie
- eines weiteren Bestandteils mit dem mit dem Griffkern 6 ummantelten Schaft 2
- Bei einer in
Fig. 19 dargestellten Ausführungsform eines Griffs 1 ist die Mantelfläche 14 mit den radial erweiterten Endbereichen 17, 18 des Griffkernes 6 gebildet. Zwischen den Endbereichen ist ein elastischer Teil des Griffs 1 angeordnet, der mit einer weichen Schicht 10 (innere Schicht 28) sowie einer im Längsschnitt geschlossenen Ummantelung der weichen Schicht 10 mit der Griffkernummantelung 9 und der Außenschicht 11 (äußere Schicht) gebildet ist. Dieses elastische Griffteil kann entweder zunächst als eigenes Spritzgießteil - ebenfalls im Sandwichverfahren - gefertigt werden und unter elastischer Aufweitung von hinten über den Endbereich 18 auf den Griffkern 6 aufgesteckt werden oder das Griffteil wird im Sandwichverfahren direkt auf den Griffkern 6 aufgespritzt, wie dieses bereits für vorangegangene Ausführungsformen beschrieben worden ist. - Für das in
Fig. 20 dargestellte Ausführungsbeispiel ist in dem Griff 1 der Griffkern 6 nicht durchgehend bis zum Ende des Griffs 1 ausgebildet. Vielmehr ist der Endbereich 18 des Griffkerns 6 ebenfalls von der Griffkernummantelung 9, der weichen Schicht 10 (innere Schicht 28) und der Außenschicht 11 (äußere Schicht 27) ummantelt, so dass die Außenschicht 11 auch die stirnseitige Mantelfläche oder die Kappe bildet. Bei einem Griff gemäß diesem Ausführungsbeispiel ist es zweckmäßig, zumindest eine oder eine einzige Eintrittsöffnung 20 zentral am Ende des Griffes 1 anzuordnen. - Für das in
Fig. 21 dargestellte Ausführungsbeispiel ist der Griffkern 6 ohne radiale Verdickung im Endbereich 18 bis zum Endbereich des Griffs 1 durchgeführt. - Für die in den
Fig. 18 bis 21 dargestellten Ausführungsbeispiele ist die weiche Schicht 10 oder innere Schicht 28 insbesondere mit einem zweiten Material 23 in Form eines Kunststoffes in geschlossener Struktur mit einer Härte von 10 bis 45 Shore A ausgebildet. Alternativ kann die weiche Schicht 10 mit einer porösen Struktur gebildet sein, deren Ausgangshärte 20 bis 80 Shore A ist. Für die Außenschicht 11 (äußere Schicht 27) und/oder die Griffkernummantelung 9 findet ein erstes Material in Form eines Kunststoffes Einsatz mit einer Härte von 30 bis 105 Shore A, insbesondere 30 bis 85, vorzugsweise 40 bis 60 Shore A. Die radiale Erstreckung der weichen Schicht 10 ist größer als die der Außenschicht 11 und/oder der Griffkernummantelung 9. Die Dicke der Griffkernummantelung 9 und/oder der Außenschicht 11 liegt zwischen 0,5 und 4 mm. Der Griffkern 6 kann ein balliges Ende des Griffs bildende Kappe aufweisen, deren Durchmesser größer ist als der Durchmesser eines Schafts oder Mittenbereichs 26 des Griffkerns 6. Alternativ kann der Griffkern 6 keine ballige Kappe aufweisen und mit dem Schaft oder Mittenbereich 26 bis zum Ende des Griffs 1 einen durchgehenden konstanten Querschnitt aufweisen. Alternativ kann der Griffkern nicht bis zum Ende des Griffs 1 durchgehend ausgebildet sein. - Die in den
Fig. 22 bis 24 dargestellte Ausführungsform eines Griffs findet Einsatz für eine Kelle 46. Der Griff 1 besitzt gemäß dem inFig. 23 dargestellten Längsschnitt einen vorderen Endbereich 47, einen Mittenbereich 26 und einen hinteren Endbereich 48. Die Endbereiche 47, 48 sind jeweils von radialen Erweiterungen des Griffkerns 6 gebildet. Der Mittenbereich 26 ist entsprechend den zuvor dargestellten Ausführungsformen mit einer Griffkernummantelung 9, einer weichen Schicht 10 (innere Schicht 28) aus dem zweiten Material 23 und einer Außenschicht 11 (äußere Schicht 27) aus dem ersten Material 22 gebildet, wobei für die dargestellte Ausführungsform Außenschicht 11 und Griffkernummantelung 9 im Übergangsbereich zu den Endbereichen 47, 48 durch Stege 42 oder jeweils eine bundartige stirnseitige Schicht miteinander stoffschlüssig verbunden sind, so dass die weiche Schicht 10 vollständig von einer Schicht aus dem härteren Material 22 ummantelt ist. Die Griffkernummantelung 9, die weiche Schicht 10 und die Außenschicht 11 sind durch Einspritzen der Materialien 22, 23 in einem Sandwichverfahren hergestellt. Aus dem inFig. 24 dargestellten Querschnitt des Griffs 1 ist ersichtlich, dass dieser unsymmetrisch zu einer quer zur Längsachse 3-3 orientierten Querachse 49-49 ist. Natürlich kann der Griff auch eine symmetrische Form haben. - Wie die
Figuren 18 bis 26 zeigen, gibt es im Inneren der Griffe 1 nicht zwingend durchgehende steg- oder rippenartige Verbindungen zwischen der Griffkernummantelung 9 und der Außenschicht 11 aus Material 22, da sich eine solche stegartige Verbindung nicht automatisch in jedem Fall beim Sandwichverfahren ergibt. - Für das in
Fig. 25 und 26 dargestellte Ausführungsbeispiel sind in der Darstellung der unteren Halbebene Rippen 8, 13 des Griffkerns 6 vorgesehen, die die Griffkernummantelung 9 in beide radialen Richtungen durchsetzen und sich in einen Teilbereich der weichen Schicht 10 (innere Schicht 27) erstrecken, wie dies ausFig. 26 ersichtlich ist. Hierbei sind sechs Rippen 8, 13 gleichmäßig in Umfangsrichtung verteilt, wobei zwei gegenüberliegende Rippen 8, 13 mit gegenüber den weiteren Rippen 8, 13 vergrößerter radialer Erstreckung ausgebildet sind. Es können aber auch alle Rippen dieselbe radiale Erstreckung haben. Im Unterschied zu dem Beispiel gemäßFig. 10, 11 erstrecken sich die Rippen nicht weit in die Schicht 10, so dass die Torsionssteifigkeit geringer ist als bei einem Griff gemäßFig. 10 und 11 . Bei entsprechender Anlage der Form und der Einspritzkanäle sowie Steuerung des Ablaufes werden sich bei Herstellung des dargestellten Griffs 1 im Intervall - Sandwichverfahren jedoch Stege 12 zwischen dem Griffkern 6, bzw. dessen Griffkernummantetung 9, und der Außenschicht 11 ausbilden, die in axialer Richtung über die Erstreckung der Schicht 10 verlaufen, wie ausFig.27 und der oberen Halbebene inFig.25 ersichtlich ist. -
Fig. 28 zeigt eine Ausführungsform eines Griffs 1 für einen Zangenschenkel 25, siehe auchFig. 7, 8, 9 . Ein Unterteil 51, in dem der Zangenschenkel 25 aufgenommen ist, ist mit einem Hartkunststoff ummantelt. Mit dem Unterteil 51 stoffschlüssig auf der außenliegenden Seite des Zangenschenkels 25 verbunden ist ein Oberteil 52, wobei bei dieser Verbindung das Unterteil 51 mit dem Griffkern 6 der Ausführungsbeispiele für Schraubendreher vergleichbar ist. Das Oberteil 52 ist mit einer weichen Schicht 10 oder inneren Schicht 28 gebildet, die im Querschnitt vollständig von der einer Außenschicht 11 oder äußeren Schicht sowie einer "Griffkernummantelung" 9, die ineinander übergehen, umgeben ist. Eine Herstellung des Griffes 1 , bestehend aus dem Oberteil 52 in Verbund mit dem Unterteil 51, ist sowohl als eigenes Teil zur nachträglichen Montage auf den Zangenschenkel 25 als auch durch direktes Aufspritzen auf den Zangenschenkel 25 in einem Sandwichverfahren möglich, vergleichbar mit dem Aufspritzen der Schichten 10 und 11 auf den Griffkern 6 eines Schraubendrehers. -
Fig. 29, 30 zeigen einen Hammer 53 mit einer Ausführungsform eines Griffs 1 im Längsschnitt und Querschnitt. Zumindest in dem Bereich des Griffes, der von dem Benutzer von der Hand umfasst wird, ist der Griff 1 mit einer Griffkernummantelung 9, einer weichen Schicht 10 (innere Schicht 27) und einer Außenschicht 11 (äußere Schicht 28) gebildet, die in einem Sandwichverfahren hergestellt sein können. Abweichend zu der dargestellten Ausführungsform kann ein Hammerstiel auch mit einem dicht in einer Kavität anliegenden Endstück ähnlich einer Kappe 18 bei einem Griff für Schraubendreher ausgestattet sein. - Das in den
Fig. 31 und 32 dargestellte Ausführungsbeispiel ist ohne Griffkernummantelung 9 aus einem harten Kunststoff hergestellt. Stattdessen ist der Griffkern 6 mit den zugeordneten, gegenüberliegenden beiden Rippen 8, 13 unmittelbar oder mittelbar unter Zwischenschaltung der Griffkernummantelung 9 mit einer weichen Schicht 10 (innere Schicht 28) ummantelt, die für eine Herstellung in einem Sandwichverfahren mit einem zweiten Material 23 gebildet ist. Die weiche Schicht 10 ist radial außenliegend von der Außenschicht 11 (äußere Schicht 27) ummantelt, die für eine Fertigung in dem Sandwichverfahren mit dem ersten Material 22 gebildet ist. Die Dicke der Außenschicht 11 ist bei dieser Ausgestaltung durch entsprechende Dosierung der in die Formkavität eingespritzen Volumina der Materialien 22 und 23 und stärkerer Kühlung der Wand der Formkavität, vorzugsweise, je nach Griffgröße, im Bereich zwischen 2 und 4 mm eingestellt. Die Verbindung der Schichten 27, 28 erhält dadurch bereits eine gute Torsionssteifigkeit, auch wenn die Rippen 8,13 nicht weit in die weiche Schicht 10 hineinragen. Eine weitere Verbesserung der Torsionssteifigkeit wird durch Verlängerung der Rippen 8 bis ungefähr zur Innenseite der Außenschicht 11 (äußere Schicht 27) erreicht. Im Extremfall schließen die Rippen stoffschlüssig an die äußere Schicht 27 an, s.Figuren 15, 16 . Eine Erhöhung der Torsionssteifigkeit kann auch dadurch herbeigeführt werden, dass der Griffkern 6 selbst eine ungefähr rechteckigen Querschnitt hat und stoffschlüssig an die Innenseite der Außenschicht 11 anschließt, s.Fig. 17 . -
Fig. 33 zeigt eine Ausführungsform des erfindungsgemäßen Verfahrens, bei dem drei Eintrittsöffnungen 20, 21, 54 in Umfangsrichtung gleichmäßig verteilt ungefähr bei gleicher axialer Position angeordnet sind. Auf diese Weise können in Umfangsrichtung mittig zwischen den Eintrittsöffnungen 20, 21, 54 drei Rippen 12 hergestellt werden, die sich in axial und radial orientierten Ebenen erstrecken. -
Fig. 34 zeigt eine Ausführungsform des erfindungsgemäßen Verfahrens, bei dem zwei Eintrittsöffnungen 20, 21 auf dem Umfang einander gegenüberliegend angeordnet sind, aber in axialer Richtung zueinander versetzt angeordnet sind. In diesem Fall stellt sich bei dem beschriebenen Sandwichverfahren eine Rippe 12 ein, die in Umfangsrichtung geschlossen oder in Form einer um die Längsachse 3-3 umlaufenden Spirale ausgebildet ist und die Schichten 9 und 11 verbindet. Sind die Eintrittsöffnungen 20, 21 abweichend zu der dargestellten Ausführungsform in Umfangsrichtung nicht zueinander versetzt, erstreckt sich die sich ergebende Rippe 12 in einer quer zur Längsachse liegenden Ebene, während sich für die dargestellte Ausführungsform ein Steigungswinkel γ der Spirale gegenüber der Längsachse 3-3 ergibt. Über die Einspritzbedingungen und die Orte der Einspritzöffnungen 20, 21 kann die der Steigungswinkel γ der Spirale vorgegeben werden. - Vorzugsweise betrifft die Erfindung nicht nur Griffe für verschieden Werkzeuge, sondern auch einen oder mehrere Griffe für Werkzeugsätze in unterschiedlichen Größen und Schaftformen. Für Griffe für Schraubendreher wird eine nicht poröse Ausführung der Schichten bevorzugt. Das erfindungsgemäße Verfahren kann zur Herstellung von Griffen mit symmetrischen Querschnittsformen, wie Schraubendrehergriffe, aber auch für Griffe mit unsymmetrischen Querschnittsformen, wie Kellengriffe oder Hämmergriffe gemäß
EP 00 907 448.5 EP 01 915 000.2 - Für die dargestellten Ausführungsformen und/oder beanspruchte Ausführungsformen kann ein Einspritzen des ersten Materials (22) und zweiten Materials (23) über dieselbe(n) Eintrittsöffnung(en) (20, 21) erfolgen. Ergänzend ist es möglich, dass das erste Material (22) und zweite Material (23) ohne Unterbrechung des Materialflusses zeitlich unmittelbar aufeinander folgend eingespritzt werden. Als erstes Material (22) kann ein thermoplastisches Elastomer, ein thermoplastisches Polyolefin, Polypropylen, EPDM-Kautschuk, PVC, Styrol-Block-Copolymer eingespritzt werden. Ebenfalls möglich ist, dass die äußere Schicht (27) einen Füllstoff aufweist. Die Mantelfläche (14) des Griffs (1) kann auch mit einer Folie gebildet sein, die stoffschlüssig an eine innen liegende Schicht angebunden ist. Schließlich kann eine äußere Schicht (27) zumindest im Bereich einer axialen Erstreckung (29) eine im Wesentlichen konstante Dicke von maximal 4 mm aufweisen.
-
- 1
- Griff
- 2
- Schaft
- 3
- Längsachse
- 4
- Übertragungsquerschnitt Schaft
- 5
- Rippen
- 6
- Griffkern
- 7
- Übertragungsquerschnitt Griffkern
- 8
- Rippen Griffkern
- 9
- Griffkernummantelung
- 10
- weiche Schicht
- 11
- Außenschicht
- 12
- Rippen oder Stege
- 13
- Rippen
- 14
- Mantelfläche
- 15
- Auge
- 16
- Form, Formkavität
- 17
- Endbereich
- 18
- Endbereich
- 19
- Kammer
- 20
- Eintrittsöffnung
- 21
- Eintrittsöffnung
- 22
- erstes Material
- 23
- zweites Material
- 24
- Kanal
- 25
- Zangenschenkel
- 26
- Mittenbereich
- 27
- äußere Schicht
- 28
- innere Schicht
- 29
- Längserstreckung
- 30
- Erstreckung Rippe/rechteckiger Übertragungsquerschnitt
- 33
- Radius Griffkern
- 34
- Radius Mantelfläche
- 40
- radiale Erstreckung
- 41
- radiale Erstreckung
- 42
- Steg, Bund
- 43
- Endbereich
- 44
- Nase
- 45
- Nut
- 46
- Kelle
- 47
- vorderer Endbereich
- 48
- hinterer Endbereich
- 49
- Querachse
- 50
- Zange
- 51
- Unterteil
- 52
- Oberteil
- 53
- Hammer
- 54
- Eintrittsöffnung
Claims (23)
- Verfahren zur Herstellung eines Griffs (1) für ein Werkzeug mit einem Griffkern (6) aus einem harten Material, einer äußeren Schicht (27) aus einem weichen ersten Material (22) und einer innenliegend von der äußeren Schicht (27) und sich radial an die äußere Schichtanschließenden inneren Schicht (28) aus einem weichen zweiten Material (23); wobei Schichtdicken und Steifigkeiten der Schichten (27, 28) derart gewählt sind, dass bei einer Beaufschlagung des Griffes (1) durch die Kraft einer Hand eines Benutzers eine elastische Verformung sowohl der äußeren Schicht (27) und als auch der inneren Schicht (28) erfolgt, mit folgenden Verfahrensschritten:a) in eine Form (16) wird zunächst ein erstes Material (22) eingespritzt undb) anschließend an das Einspritzen des ersten Materials (22) und vor einem endgültigen Aushärten des ersten Materials (22) in die Form (16) wird ein zweites Material (23) in das noch flüssige erste Material (22) eingespritzt, wobei mit dem Einspritzen des zweiten Materials (23) erstes Material (22) räumlich verdrängt wird und zur Anlage an die Wandung der Form (16) kommt,c) nach einem Aushärten wirdca) die äußere Schicht (27) mit dem ersten Material (22) gebildet undcb) die innere Schicht (28) mit dem zweiten Material (23) gebildet,d) dadurch gekennzeichnet, dass das zweite Material (23) vor dem endgültigen Aushärten des ersten Materials (22) aus mindestens einer Einspritzöffnung, vorzugsweise mindestens zwei radial orientierten Einspritzöffnungen (20, 21), in die Form (16) eingespritzt wird mit einem Materialfluss mit einander entgegengerichteten Teilströmen, so dass das erste Material (22)da) teilweise von dem zweiten Material (23) nach außen verdrängt wird und dort nach dem Aushärten zumindest Teilbereiche einer Mantelfläche (14) des Griffs (1) bildet unddb) in zumindest einem Teilumfangsbereich, in dem entgegengerichtete Teilströme aufeinandertreffen, erstes Material (22) verbleibt, wodurch in dem Teilumfangsbereich nach einem Aushärten mit dem ersten Material (22) ein Steg, Vorsprung oder eine Rippe oder Stege, Vorsprünge oder Rippen (12) gebildet ist/sind, der oder die stoffschlüssig an die äußere Schicht (27) und/oder eine Innenschicht (Griffkernummantelung 9) angebunden ist/sind.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die innere Schicht (28) und die äußere Schicht (27) mit einer geschlossenen Struktur hergestellt werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das zweite Material (23) weicher ist als das erste Material (22).
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass anschließend an das Einspritzen des ersten Materials (22) und vor einem endgültigen Aushärten des ersten Materials (22) in die Form (16) das zweite Material (23) eingespritzt wird mit einem Materialfluss derart, dass das erste Material (22)a) teilweise von dem zweiten Material (23) nach außen verdrängt wird und dort nach dem Aushärten zumindest Teilbereiche einer Mantelfläche (14) des Griffs (1) bildet undb) teilweise von dem zweiten Material (23) nach innen verdrängt wird und dort nach dem Aushärten zumindest Teilbereiche einer Innenschicht (Griffkernummantelung 9) bildet.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass in dem Teilumfangsbereich, in dem entgegengerichtete Teilströme aufeinandertreffen, abgekühlte Randschichten des ersten Materials (22) nicht verdrängt oder abgeschmolzen werden, sondern sich vereinigen, wodurch in dem Teilumfangsbereich von dem ersten Material (22) nach einem Aushärten Stege, Vorsprünge oder Rippen (12) gebildet sind, die stoffschlüssig an die äußere Schicht (27) und/oder eine Innenschicht (Griffkernummantelung 9) angebunden sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass zwei in Umfangsrichtung einander gegenüberliegende Eintrittsöffnungen (20, 21) vorgesehen sind.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine einzige Eintrittsöffnung (20; 21) vorgesehen ist.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass vor dem Einspritzen der Materialien (22, 23) ein Griffkern (6) in die Form (16) eingelegt wird.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass der Griffkern (6) ein Auge (15) besitzt und der Griffkern (6) derart in die Form (16) eingelegt wird und gegenüber den Eintrittsöffnungen (20, 21) orientiert wird, dass sich das Auge (15) in dem Teilumfangsbereich befindet, in dem die Stege, Vorsprünge oder Rippen (12) ausgebildet werden.
- Verfahren nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass der Griffkern (6) radial nach außen orientierte Rippen (8) besitzt und der Griffkern (6) derart in die Form (16) eingelegt wird, dass sich die Rippen (8) in den Teilumfangsbereich erstrecken, in dem entgegengerichtete Teilströme aufeinandertreffen und die Stege, Vorsprünge oder Rippen (12) ausgebildet werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Teilungsebene der Form (16) um ungefähr 90° gegenüber dem Teilumfangsbereich versetzt liegt, in dem entgegengerichtete Teilströme aufeinandertreffen und Stege, Vorsprünge oder Rippen (12) ausgebildet werden.
- Verfahren nach einem der Ansprüche 8 bis 11, dadurch gekennzeichnet, dass der Griffkern (6) zwei gegenüberliegende Endbereiche (17, 18) besitzt, die die endseitigen Teilbereiche der Mantelfläche (14) bilden, wobei die Endbereiche (17,18), Griffkern (6) oder Griffkernummantelung (9) und die Form (16) vor dem Einspritzen der Materialien (22, 23) eine Kammer (19) begrenzen.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Werkzeug eine Zange ist mit zwei Zangenschenkeln (25), die jeweils mit einem Griff (1) ummantelt sind, wobei jeweils eine Eintrittsöffnung (20) für das erste Material (22) und zweite Material (23) auf den im zusammengebauten Zustand einander abgewandten Seiten der Zangenschenkel (25) angeordnet ist oder am hinteren oder vorderen Ende des Griffs.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein erstes Materials (22) eingespritzt wird, dessen Härte zwischen 25 und 90, vorzugsweise 30 und 85 Shore A, insbesondere 30 bis 60 Shore A, liegt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein zweites Materials (23) eingespritzt wird, dessen Härte 10 bis 40 Shore A beträgt, vorzugsweise 15 bis 35 Shore A.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Einspritzbedingungen derart vorgegeben werden, dass sich zwei Teilumfangsbereiche mit verminderter radialer Erstreckung der inneren Schicht (28) ergeben.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass am Griffkern (6) Rippen (8) vorgesehen werden, die sich bis zur Innenseite der äußeren Schicht (27) erstrecken.
- Verfahren nach einem der Ansprüche 1 bis 16, dadurch gekennzeichnet, dass ein Griffkern (6) mit einer im Wesentlichen rechteckigen Querschnittsform eingesetzt wird, deren längere Seite sich bis auf einen geringen Abstand zu der äußeren Schicht (27) erstreckt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass Eintrittsöffnungen (20, 21) für die Materialien (22, 23) in axialer Richtung versetzt zueinander angeordnet sind.
- Griff für ein Werkzeug, insbesondere einen Schraubendreher, mit den Merkmalen und hergestellt mit einem Verfahren nach einem der Ansprüche 1 bis 12 oder 14 bis 19.
- Griff nach Anspruch 20, dadurch gekennzeichnet, dass eine äußere Schicht (27) eine Dicke zwischen 0,5 und 4 mm aufweist.
- Griff nach Anspruch 20 oder 21, dadurch gekennzeichnet, dass die radiale Erstreckung der inneren Schicht (28) zumindest an der Stelle des größten Durchmessers des Griffs größer ist als die radiale Erstreckung der äußeren Schicht (27).
- Griff nach Anspruch 20, 21 oder 22, dadurch gekennzeichnet, dass ein Verhältnis vom größten Durchmesser (D = 2.0 x Radius (34)) des Griffs (1) zum Durchmesser (d = 2.0 x Radius (33)) eines Griffkerns, zumindest an derselben Stelle größer ist als 1,5, insbesondere größer als 2.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06762146A EP1963072B1 (de) | 2005-12-23 | 2006-06-23 | Verfahren zur herstellung eines griffes |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2005/014003 WO2006069759A1 (de) | 2004-12-23 | 2005-12-23 | Handgriff |
| DE102005063035 | 2005-12-29 | ||
| DE102006002594 | 2006-01-18 | ||
| DE102006010397 | 2006-03-03 | ||
| DE102006012576 | 2006-03-16 | ||
| DE102006022019 | 2006-05-10 | ||
| PCT/EP2006/006045 WO2007079787A1 (de) | 2005-12-23 | 2006-06-23 | Verfahren zur herstellung eines griffes |
| EP06762146A EP1963072B1 (de) | 2005-12-23 | 2006-06-23 | Verfahren zur herstellung eines griffes |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1963072A1 EP1963072A1 (de) | 2008-09-03 |
| EP1963072B1 true EP1963072B1 (de) | 2011-04-13 |
Family
ID=40785301
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06762146A Active EP1963072B1 (de) | 2005-12-23 | 2006-06-23 | Verfahren zur herstellung eines griffes |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1963072B1 (de) |
| JP (1) | JP4616394B2 (de) |
| CN (1) | CN101384413B (de) |
| AT (1) | ATE505312T1 (de) |
| DE (1) | DE502006009314D1 (de) |
| WO (1) | WO2007079787A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102554943A (zh) * | 2010-12-17 | 2012-07-11 | 李积回 | 防震刀具 |
| EP3456483A1 (de) | 2017-09-18 | 2019-03-20 | Felo-Werkzeugfabrik Holland-Letz GmbH | Handwerkzeug und verfahren zur herstellung eines handwerkzeugs |
| EP4163060A1 (de) * | 2021-10-05 | 2023-04-12 | Hilti Aktiengesellschaft | Zusatzhandgriff für eine handwerkzeugmaschine |
Families Citing this family (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8499665B2 (en) * | 2006-08-30 | 2013-08-06 | Stanley Black & Decker, Inc. | Torsion control hammer grip |
| JP4793870B2 (ja) * | 2006-10-26 | 2011-10-12 | 三菱鉛筆株式会社 | 複合部材 |
| EP1927455A1 (de) * | 2006-11-28 | 2008-06-04 | Koninklijke Philips Electronics N.V. | Verfahren zur Herstellung eines Gehäuseelements mit einer Dekoroberfläche und einer Griffschicht, Dekorfolie und Gehäuseelement |
| DE102007038928B4 (de) * | 2007-08-17 | 2010-06-10 | Felo-Werkzeugfabrik Holland-Letz Gmbh | Werkzeug |
| DE202007013989U1 (de) | 2007-10-05 | 2009-02-12 | Felo-Werkzeugfabrik Holland-Letz Gmbh | Griff zur Übertragung eines Torsionsmomentes oder einer Druckkraft |
| PL2045046T3 (pl) | 2007-10-05 | 2011-02-28 | Felo Werkzeugfabrik Holland Letz Gmbh | Uchwyt dla narzędzia |
| DE102008010755B4 (de) | 2007-10-05 | 2010-04-15 | Felo-Werkzeugfabrik Holland-Letz Gmbh | Griff für ein Werkzeug |
| US8006349B2 (en) * | 2008-09-29 | 2011-08-30 | Eaton Corporation | Lightweight grip and method of making same |
| JP4440327B1 (ja) * | 2009-03-13 | 2010-03-24 | 株式会社ベッセル工業 | グリップ、工具及びグリップの製造方法 |
| US8296907B2 (en) * | 2009-05-15 | 2012-10-30 | Eaton Corporation | Light weight grip and method of making same |
| DE202009010760U1 (de) * | 2009-08-10 | 2009-10-08 | Eduard Wille Gmbh & Co. Kg | Werkzeuggriffhülle |
| CN101992462B (zh) * | 2009-08-14 | 2015-08-19 | 杭州巨星科技股份有限公司 | 工具手柄及其制造方法 |
| FI20096245A (fi) * | 2009-11-26 | 2011-05-27 | Fiskars Brands Finland Oy Ab | Käsityökalun kahva ja menetelmä kahvan valmistamiseksi |
| FI20096328A (fi) | 2009-12-15 | 2011-06-16 | Fiskars Brands Finland Oy Ab | Menetelmä käsityökalun kädensijan valmistamiseksi ja käsityökalun kädensija |
| DE102011101843A1 (de) * | 2011-05-17 | 2012-11-22 | Webasto Ag | Kunststoffbauteil eines Fahrzeugs mit einem Einlegeteil |
| JP3181045U (ja) * | 2012-11-05 | 2013-01-24 | 株式会社ベッセル工業 | 木粉を用いたグリップ部を備えた工具 |
| US9213409B2 (en) * | 2013-11-25 | 2015-12-15 | Immersion Corporation | Dual stiffness suspension system |
| US10370156B2 (en) * | 2014-08-07 | 2019-08-06 | Becton, Dickinson And Company | One-piece safety tube closure with film element |
| TWI588005B (zh) * | 2014-12-31 | 2017-06-21 | Yang Bey Industrial Co Ltd | Hand tools multi-color handle manufacturing methods |
| US9802347B2 (en) | 2015-02-02 | 2017-10-31 | Colgate-Palmolive Company | Method of forming an oral care implement |
| CN106671013A (zh) * | 2015-11-05 | 2017-05-17 | 蔡清钦 | 起子握把结构 |
| CN105196469B (zh) * | 2015-11-10 | 2017-07-21 | 苏州盛康塑胶电器有限公司 | 宠物梳加工工艺 |
| CN108115619A (zh) * | 2016-11-30 | 2018-06-05 | 杭州巨星工具有限公司 | 一种手柄和锤击工具 |
| TWI621509B (zh) * | 2017-05-05 | 2018-04-21 | Whirlpower Enterprise Co Ltd | Hand tool handle structure improvement |
| US10583550B2 (en) | 2017-11-02 | 2020-03-10 | Stanley Black & Decker, Inc. | Grip component for a hand tool |
| US11110585B2 (en) | 2017-11-02 | 2021-09-07 | Stanley Black & Decker, Inc. | Grip component for a hand tool |
| TWI650209B (zh) * | 2018-03-09 | 2019-02-11 | 劉再發 | 手工具把手結構改良(一) |
| WO2020218159A1 (ja) * | 2019-04-24 | 2020-10-29 | 株式会社永木精機 | 防錆性に優れたラチェット機構を有する工具 |
| IT201900024099A1 (it) * | 2019-12-16 | 2021-06-16 | Complastic S R L | Metodo di costampaggio a bi-iniezione e prodotto così ottenuto |
| US11660738B2 (en) | 2020-12-09 | 2023-05-30 | Stanley Black & Decker, Inc. | Ergonomic grip for striking tool |
| CN112873706A (zh) * | 2020-12-30 | 2021-06-01 | 深圳市裕展精密科技有限公司 | 金属塑胶复合件、制作方法、壳体及电子设备 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9202550U1 (de) * | 1992-02-27 | 1992-05-07 | Felo-Werkzeugfabrik Holland-Letz GmbH, 3577 Neustadt | Werkzeughandgriff, insbesondere für Schraubendreher |
| JP2860440B2 (ja) * | 1993-09-28 | 1999-02-24 | モリト株式会社 | ハンドル、握り部等に使用するグリップ |
| JPH08267490A (ja) * | 1995-03-28 | 1996-10-15 | Toyoda Gosei Co Ltd | 樹脂成形品 |
| FR2754204B1 (fr) * | 1996-10-04 | 1998-12-18 | Bost Garnache Ind | Procede de fabrication d'une branche d'outil, et gamme de pinces correspondante |
| DE29705522U1 (de) * | 1997-03-27 | 1998-07-23 | Eerenstein, Peter, 42699 Solingen | Kunststoffummantelung für den Zangengriff einer Zange |
| US6368536B1 (en) * | 1997-09-15 | 2002-04-09 | Snap-On Technologies, Inc. | Method of forming tool with dual-material handle |
| GB9909101D0 (en) * | 1999-04-22 | 1999-06-16 | Smithkline Beecham Gmbh & Co | Toothbrush |
| DE10013627A1 (de) * | 2000-03-18 | 2001-09-27 | Pts Plastic Technologie Servic | Verfahren zur Herstellung von Weich/Weich- Sandwichteilen auf flachen Formteilen |
| JP2002292682A (ja) * | 2001-03-30 | 2002-10-09 | Sumitomo Chem Co Ltd | 多層射出成形体の製造方法および多層射出成形体 |
| DE10157998A1 (de) * | 2001-11-27 | 2003-06-05 | Adolf Wuerth Gmbh & Co Kg | Handgriff für Werkzeuge |
| US20030172498A1 (en) * | 2002-03-15 | 2003-09-18 | Polzin Bruce C. | Apparatus to cushion and dampen vibration and method |
| DE20310882U1 (de) * | 2002-07-16 | 2003-10-09 | Dura Automotive Systems Gmbh | Schaltknauf |
-
2006
- 2006-06-23 JP JP2008546152A patent/JP4616394B2/ja active Active
- 2006-06-23 EP EP06762146A patent/EP1963072B1/de active Active
- 2006-06-23 AT AT06762146T patent/ATE505312T1/de active
- 2006-06-23 DE DE502006009314T patent/DE502006009314D1/de active Active
- 2006-06-23 CN CN2006800532721A patent/CN101384413B/zh active Active
- 2006-06-23 WO PCT/EP2006/006045 patent/WO2007079787A1/de active Application Filing
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102554943A (zh) * | 2010-12-17 | 2012-07-11 | 李积回 | 防震刀具 |
| EP3456483A1 (de) | 2017-09-18 | 2019-03-20 | Felo-Werkzeugfabrik Holland-Letz GmbH | Handwerkzeug und verfahren zur herstellung eines handwerkzeugs |
| EP4163060A1 (de) * | 2021-10-05 | 2023-04-12 | Hilti Aktiengesellschaft | Zusatzhandgriff für eine handwerkzeugmaschine |
| WO2023057241A1 (de) * | 2021-10-05 | 2023-04-13 | Hilti Aktiengesellschaft | Zusatzhandgriff für eine handwerkzeugmaschine |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101384413A (zh) | 2009-03-11 |
| WO2007079787A1 (de) | 2007-07-19 |
| WO2007079787A8 (de) | 2008-08-07 |
| EP1963072A1 (de) | 2008-09-03 |
| JP4616394B2 (ja) | 2011-01-19 |
| CN101384413B (zh) | 2011-04-27 |
| DE502006009314D1 (de) | 2011-05-26 |
| JP2009520609A (ja) | 2009-05-28 |
| ATE505312T1 (de) | 2011-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1963072B1 (de) | Verfahren zur herstellung eines griffes | |
| EP1923194B1 (de) | Verfahren zur Herstellung eines Griffes | |
| DE102006037688B4 (de) | Handgriff für ein Werkzeug | |
| EP0644817B1 (de) | Heft für werkzeuge, insbesondere schraubendreher | |
| WO2007048555A1 (de) | Griff für ein ein torsionsmoment übertragendes werkzeug | |
| DE102005037504B3 (de) | Verwendung eines Handgriffes für einen Schraubendreher | |
| DE69912962T2 (de) | Vibrationsgedämpfter hammer | |
| JP2009520609A5 (de) | ||
| DE102006038636A1 (de) | Verfahren zur Herstellung eines Griffes für einen Schraubendreher und Schraubendreher | |
| DE102006032537A1 (de) | Verfahren zur Herstellung eines Griffes | |
| EP3233384B1 (de) | Zusatzhandgriff | |
| EP0627974B1 (de) | Verfahren zur herstellung eines werkzeughandgriffes und werkzeug zur durchführung des verfahrens | |
| DE102007010972A1 (de) | Handgriff für ein Werkzeug | |
| EP1979135B1 (de) | Griff für ein ein torsionsmoment übertragendes werkzeug | |
| DE102005055981B4 (de) | Handgriff für Werkzeuge und Betätigungselemente | |
| DE4430372C2 (de) | Verbindung von Kopf und Handgriff eines Schlagwerkzeugs | |
| EP2181810A1 (de) | Vibrationsgedämpftes Elektrowerkzeug | |
| DE202007003351U1 (de) | Handgriff für ein Werkzeug | |
| WO2002000396A1 (de) | Schraubwerkzeug und verfahren zur herstellung eines schraubwerkzeuges | |
| DE202006005503U1 (de) | Handgriff für Werkzeuge | |
| DE9202550U1 (de) | Werkzeughandgriff, insbesondere für Schraubendreher | |
| WO2007079979A2 (de) | Griff zur übertragung eines torsionsmomentes oder einer druckkraft | |
| DE10042859C2 (de) | Griffsatz für ein Hand- oder Gartenwerkzeug | |
| EP2045046B1 (de) | Griff für ein Werkzeug | |
| EP1875989B1 (de) | Griffelement mit Naturstoff |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080618 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006009314 Country of ref document: DE Date of ref document: 20110526 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006009314 Country of ref document: DE Effective date: 20110526 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110413 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2364282 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110830 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110816 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110813 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110714 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| 26N | No opposition filed |
Effective date: 20120116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006009314 Country of ref document: DE Effective date: 20120116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110713 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110413 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20230719 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240613 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240617 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240617 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20240620 Year of fee payment: 19 Ref country code: BE Payment date: 20240618 Year of fee payment: 19 |