EP1577429A1 - Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten - Google Patents
Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten Download PDFInfo
- Publication number
- EP1577429A1 EP1577429A1 EP05004198A EP05004198A EP1577429A1 EP 1577429 A1 EP1577429 A1 EP 1577429A1 EP 05004198 A EP05004198 A EP 05004198A EP 05004198 A EP05004198 A EP 05004198A EP 1577429 A1 EP1577429 A1 EP 1577429A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- guide
- slivers
- needles
- weft
- hooks
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B23/00—Flat warp knitting machines
- D04B23/10—Flat warp knitting machines for knitting through thread, fleece, or fabric layers, or around elongated core material
Definitions
- the design of the double row of guide hooks and the series of retaining hooks according to claim 7 ensures particularly good clamping properties at the same time trouble-free insertion and removal of the slivers.
- the shank cross section of the needles of the guide hooks is flattened vorteihafter way.
- the larger cross sections extend transversely to the direction of movement of the Transport chains 1.
- the return needles 14 are attached.
- the return needles 14 are similarly densely arranged and shaped as the needles the guide hooks 13.
- these retaining hooks 14 are preferably aligned horizontally. It would also be possible to use the same at an angle to Horizontal tilted up or down. The horizontal orientation However, it has become particularly with regard to the production of the versions proved to be useful.
- the inserter 3 with his Forming edge ahead, preferably by means of a control piston, not shown moved in the direction of the guide pin row 13.
- Envelope 3 also supports the insertion of the vertex section FWS the turning fold in the streets of the retaining hooks 14.
- the Einreichkante 31 the fibers of the upper strand FWO on the socket 12 of the retention needles 14. This creates a pull on the outer fibers of the sliver FWO exercised, with the help of which during the displacement in the guide elements 22 unilaterally displaced sliver F is compensated again.
- FIG. 8 The scheme of feeding a sliver from the bobbin to the feed roller 4 is shown in FIG.
- the guided on a horizontal axis in a gate Coil 8 is braked slightly by means of brake 9. From the expiration point of the volume It will be the same over a greater distance, up to several meters can, led to a broad, frangeless first guide roller 7, on which the Sliver F as a function of the respective expiry point on the coil. 8 can shift laterally (see Fig. 8). The upper strand of this forming here Sling of the band will then also over a long distance to a second guide roller or led to a delivery 6. A strong side Distraction of the sliver F is thus reliably prevented.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Nonwoven Fabrics (AREA)
- Looms (AREA)
Abstract
Description
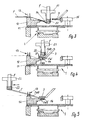
- Fig. 1
- einen Querschnitt durch den Bereich einer Transportkette, in dem mittels Schussleger und Einstreicher eine Wendefalte ausgeformt wird,
- Fig. 2
- eine Draufsicht auf die in Fig. 1 gezeigte Vorrichtung, wobei die Ausbildung der Wendefalte anhand mehrerer Positionen eines Führungselementes des Schuss- oder Diagonallegers aufgezeigt wird,
- Fig. 3
- einen Querschnitt ähnlich der Fig. 1 in einer Position, in der die Führungselemente des Schusslegers das untere Trum der Wendefalte in die Reihe der Rückhaltehaken einhängen,
- Fig. 4
- eine Ansicht analog der Fig. 3 in einer Position, in der der Einstreicher zwischen die Führungselem ente des Schusslegers und die Rückhaltehaken eingeführt wird,
- Fig. 5
- einen Querschnitt nach Fig. 3, bei dem das zwischen dem Einstreicher und dem Führungselement des Schusslegers gespannte obere Trum der Wendefalte der Reihe der Führungshaken übergeben wird,
- Fig. 6
- eine Darstellung der Bandführungs- und -spannelemente am Schussleger mit einer polygonartig gestalteten Führungswalze,
- Fig. 7
- eine schematische Darstellung des Bandverlaufes zwischen der Spule und den Zuführwalzen,
- Fig. 8
- eine teilweise Draufsicht auf Fig. 7, die den Faserbandverlauf zwischen dem Ablaufpunkt der Spule und der ersten Führungsrolle zeigt, und
- Fig. 9
- eine polygonartig gestaltete Spannrolle des Bandspeichers.
- 1
- Transportkette
- 11
- Trageplatte
- 12
- Fassung
- 13
- Führunghaken, Doppelreihe
- 14
- Rückhaltehaken
- 15
- Stützrolle
- 2
- Schuss- oder Diagonalleger
- 21
- Führungsleiste
- 211, 212
- Drückerkante
- 22 (A, B, C, D, E)
- Führungselement
- 23
- Spannstift
- 24
- Führungsstifte
- 3
- Einstreicher
- 31
- Einstreichkante
- 4
- Zuführwalze
- 5
- Bandspeicher
- 51
- Spannrolle
- 6
- Lieferwerk
- 7
- Führungsrolle
- 8
- Spule
- 9
- Bremse
- A, B, C, D, E
- Positionen eines Führungselementes in der Wendephase
- F
- Faserband
- FG
- Faserbandschar
- FW
- Wendefalte
- FWU
- unteres Trum
- FWS
- Scheitel
- FWO
- oberes Trum
- V1
- Versatz (vor dem Einhängen in die Rückhaltehaken)
- V2
- Versatz (nach dem Einhängen in die Rückhaltehaken)
Claims (9)
wobei jedes der Faserbänder (F), dessen Führungselement die Reihe von Führungshaken (13) der Transportkette (1) ankommend überquert, zu je einer Wendefalte (FW) ausgeformt wird, die ein unteres Trum (FWU), ein oberes Trum (FWO) und einen Scheitel aufweist,
wobei der Anfang der unteren Trume (FWU) und das Ende der oberen Trume (FWO) der Wendefalten (FW) in Gassen zwischen den Führungshaken (13) klemmend fixiert werden,
wobei die Scheitel der Wendefalten (FW)
dass die während des Versatzes in den Führungselementen (22) reduzierte Breite der Faserbänder (F) wieder vergrößert wird und
dass die Querschnitte der oberen Trume der Wendefalten parallel zur Ebene der Rückhaltehaken (14) geführt und die Abschnitte der Faserbänder (F) zwischen der Einstreichkante (31) und den Führungselementen (22) überwiegend gesteckt gehalten werden.
dass die Faserbänder (F) während der Bewegung der Führungselemente (22) von außen über die Reihe der Führungshaken (14) zwischen der Einstreichkante (31) und einer im Abstand vor der Reihe der Führungshaken (13) befindlichen Fläche an der Transportkette (1) gebremst werden.
aus einem Paar von endlosen, bewegbaren Transportketten (1), die mit Reihen von Führungshaken (13) und mit tiefer als die Fassungen (12) der Führungshaken (13) angeordneten, auch nach außen geneigten Rückhaltenadeln (14) für das Führen und Fixieren von Wendefalten (FW) ausgestattet sind,
aus einem oder mehreren Schuss- und/oder Diagonalegern (2) mit Führungselementen (22), die senkrecht zur Legerichtung der Faserbänder (F) zwischen den Transportketten (1) ausgerichtet sind und zum Führen endloser Faserbänder dienen,
aus je einem Gatter mit tangential ablaufenden Spulen (8) für die Bereitstellung von Gruppen von Faserbändern (F) pro Schuss- oder Diagonalleger (2),
dadurch gekennzeichnet, dass die Transportketten (1) mit je einer Doppelreihe von überwiegend senkrechten, nadelförmigen, Führungshaken (13) und mit einer Reihe von Rückhaltenadeln (14) ausgestattet sind
dass die Rückhaltenadeln (14) überwiegend horizontal ausgerichtet sind und sich mit ihren Fassungen unterhalb der Fußabschnitte der Führungshaken (13) befinden,
dass die Reihen der Führungshaken (13) und die Reihe von Rückhaltenadeln (14) eine Dichte von 15 bis 30 Nadeln pro Zoll besitzen,
dass jedem Schuss- und/oder Diagonalleger (2) pro Transportkette (1) mindestens ein außerhalb der Transportkette (1) geführter und gesteuerter Einstreicher (3) zugeordnet ist,
dass jeder der Einstreicher (3) unterhalb des üblichen Bewegungsbereiches der Führungselemente (22) der Schuss- oder Diagonalleger (2) quer zur Bewegungsrichtung der Transportketten (1) verschiebbar geführt ist,
dass jeder Einstreicher (3) mit einer parallel zu den Transportketten (1) ausgerichteten Einstreichkante (31) ausgestattet ist,
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012305A DE102004012305B3 (de) | 2004-03-11 | 2004-03-11 | Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten |
| DE102004012305 | 2004-03-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1577429A1 true EP1577429A1 (de) | 2005-09-21 |
| EP1577429B1 EP1577429B1 (de) | 2011-02-16 |
Family
ID=34833116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05004198A Expired - Lifetime EP1577429B1 (de) | 2004-03-11 | 2005-02-25 | Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7120976B2 (de) |
| EP (1) | EP1577429B1 (de) |
| JP (1) | JP4108686B2 (de) |
| CN (1) | CN100480450C (de) |
| DE (2) | DE102004012305B3 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8131395B2 (en) * | 2006-10-16 | 2012-03-06 | Ebert Composites Corporation | 90 degree ply placement system and method |
| DE202006018717U1 (de) * | 2006-12-12 | 2007-02-15 | Karl Mayer Malimo Textilmaschinenfabrik Gmbh | Multiaxialmaschine |
| DE102009022163B4 (de) * | 2009-05-20 | 2011-06-09 | Liba Maschinenfabrik Gmbh | Vorrichtung zum Aufbringen einer unidirektionalen Lage und Multiaxialmaschine |
| DE102010006543A1 (de) * | 2010-02-01 | 2011-08-04 | Karl Mayer China LTD., Jiangsu | Vorrichtung zum Legen von Schussfadenscharen |
| DE102010006545A1 (de) * | 2010-02-01 | 2011-08-04 | Karl Mayer China LTD., Jiangsu | Vorrichtung zum Erzeugen eines Mono- oder Multiaxialgeleges |
| CN102285158A (zh) * | 2011-06-14 | 2011-12-21 | 常州纽兰德复合材料有限公司 | 一种多轴向非织造网格复合无纺布及其制造方法 |
| DE102011089657B4 (de) * | 2011-12-22 | 2014-01-02 | Liba-Maschinenfabrik Gesellschaft mit beschränkter Haftung | Vorrichtung zum Aufbringen einer Fadenlage auf parallel laufende Förderketten |
| TW201700384A (zh) * | 2015-06-18 | 2017-01-01 | Chyau Ban Machinery Co Ltd | 用於分離複數交叉折疊的纖維製品之分離裝置 |
| CN111020859B (zh) * | 2019-11-21 | 2021-04-20 | 福建宇邦纺织科技有限公司 | 一种用于缝编织物制备的送纱铺纬装置 |
| CN114234760B (zh) * | 2021-12-15 | 2024-03-19 | 苏州博众智能机器人有限公司 | 一种定位结构 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19742721C1 (de) * | 1997-09-26 | 1999-06-02 | Malimo Maschinenbau | Verfahren und Vorrichtung zum Legen und Einhängen von Schußfadenscharen |
| DE10207317C1 (de) * | 2002-02-21 | 2003-11-06 | Liba Maschf | Vorrichtung zum Legen von multiaxial ausgerichteten Fadenlagen |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE14140C (de) | A. becker in Dortmund | Befestigung von Radreifen auf ! Rädern der Eisenbahnfuhrwerke | ||
| DE12534C (de) | W. THAMM in Wien | Neuerung an Siederöhren für Dampfkessel | ||
| DE42721C (de) | REINIGER, GEBBERT & SCHALL in Erlangen | Mundknebel mit Einrichtung, eine elektrische Lampe und einen Spiegel zur Untersuchung der Mundhöhle zu halten | ||
| DE21341C (de) | Ta F. HARVEY in Dowlas, Grafschaft Glamorgan, England | Neuerungen an Winderhitzungs-Apparaten | ||
| DE7317C (de) | 1878-11-22 | 1879-09-24 | H. LÖWENBERG in Charlottenburg | Apparat, um glatte Stoffe plastisch zu bedrucken |
| DE49161C (de) | 1889-02-07 | 1889-10-23 | fr, BAUER in Oehringen, Württemberg | Kniehebelmechanismus zum Feststellen des Verschlusses an Jauchefässern |
| US3756043A (en) * | 1971-11-11 | 1973-09-04 | Wirkmaschinenbau Karl Marx Veb | Flat warp knitting machines |
| DE3017255C2 (de) * | 1980-05-06 | 1985-04-11 | Karl Mayer Textil-Maschinen-Fabrik Gmbh, 6053 Obertshausen | Schußfadenmagazin für Kettenwirkmaschinen |
| DE3040393C2 (de) * | 1980-10-25 | 1985-05-02 | Karl Mayer Textil-Maschinen-Fabrik Gmbh, 6053 Obertshausen | Schußfadenmagazin mit Umkehrschuß für eine Kettenwirkmaschine |
| DE3343048C2 (de) * | 1983-11-28 | 1987-05-14 | Liba Maschinenfabrik Gmbh, 8674 Naila | Verfahren und Vorrichtung zum Legen von Querschußfäden für eine Kettenwirkmaschine |
| US4877470A (en) * | 1986-10-23 | 1989-10-31 | J B Group, Inc. | Method for the production of bias fabrics |
| JPH01306664A (ja) * | 1988-06-06 | 1989-12-11 | Polymer Processing Res Inst | 糸の多軸不織布とその製法並びに装置 |
| DE3932184C2 (de) * | 1989-09-27 | 1996-06-20 | Mayer Textilmaschf | Schußfadenzuführvorrichtung für das Schußfadenmagazin einer Kettenwirkmaschine |
| DE10021341A1 (de) * | 2000-05-02 | 2001-11-15 | Fraunhofer Ges Forschung | Verfahren und Vorrichtung zur Bildung von, insbesondere mehrschichtigen Schußfäden-Verlegungen multiaxial orientierter Fadengelege und Fadenleger hierfür, sowie mehrschichtiges Schußfädengelege |
| DE10149161C2 (de) * | 2001-10-04 | 2003-08-07 | Mayer Malimo Textilmaschf | Verfahren und Vorrichtung zum Verlegen von Faserscharen, insbesondere von Faserbändern aus Fasersträngen, zu Fasergelegen |
| DE10214140B4 (de) * | 2002-03-28 | 2008-03-20 | Liba Maschinenfabrik Gmbh | Haltevorrichtung an den Transportketten einer Maschine zum Vorlegen von Fadengelegen, Verfahren zum Vorlegen und Fixieren von Filamentscharen zu einem Fadengelege und Multiaxialmaschine zur Durchführung des Verfahrens mit einer Haltevorrichtung |
| DE10312534B3 (de) * | 2003-03-20 | 2004-08-26 | Karl Mayer Malimo Textilmaschinenfabrik Gmbh | Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten |
-
2004
- 2004-03-11 DE DE102004012305A patent/DE102004012305B3/de not_active Expired - Fee Related
-
2005
- 2005-02-25 EP EP05004198A patent/EP1577429B1/de not_active Expired - Lifetime
- 2005-02-25 DE DE502005010970T patent/DE502005010970D1/de not_active Expired - Lifetime
- 2005-03-07 US US11/072,449 patent/US7120976B2/en not_active Expired - Fee Related
- 2005-03-11 CN CNB2005100896157A patent/CN100480450C/zh not_active Expired - Lifetime
- 2005-03-11 JP JP2005069257A patent/JP4108686B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19742721C1 (de) * | 1997-09-26 | 1999-06-02 | Malimo Maschinenbau | Verfahren und Vorrichtung zum Legen und Einhängen von Schußfadenscharen |
| DE10207317C1 (de) * | 2002-02-21 | 2003-11-06 | Liba Maschf | Vorrichtung zum Legen von multiaxial ausgerichteten Fadenlagen |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004012305B3 (de) | 2005-12-29 |
| DE502005010970D1 (de) | 2011-03-31 |
| JP4108686B2 (ja) | 2008-06-25 |
| JP2005256271A (ja) | 2005-09-22 |
| US20050198792A1 (en) | 2005-09-15 |
| US7120976B2 (en) | 2006-10-17 |
| CN100480450C (zh) | 2009-04-22 |
| CN1755000A (zh) | 2006-04-05 |
| EP1577429B1 (de) | 2011-02-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102007024124B3 (de) | Multiaxialmaschine | |
| DE10214140B4 (de) | Haltevorrichtung an den Transportketten einer Maschine zum Vorlegen von Fadengelegen, Verfahren zum Vorlegen und Fixieren von Filamentscharen zu einem Fadengelege und Multiaxialmaschine zur Durchführung des Verfahrens mit einer Haltevorrichtung | |
| DE69008100T2 (de) | Verfahren und Vorrichtung zum automatischen Einziehen von Kettfäden. | |
| DE2939644A1 (de) | Verfahren und vorrichtung zur beseitigung einer unregelmaessigkeit in einem faden | |
| EP2028307B1 (de) | Verfahren und Vorrichtung zum Aufbringen einer unidirektionalen Lage aus Fäden auf Längsförderer, Verfahren zum Vorlegen von Schussfäden an Kettenwirkmaschinen sowie Vorrichtung zur Durchführung dieser Verfahren | |
| EP2151517B1 (de) | Verfahren zum Herstellen einer unidirektionalen Faserlage und Vorrichtung zum Spreizen von Fasern | |
| EP1577429B1 (de) | Verfahren und Vorrichtung zum Verlegen von Faserbändern aus Filamenten | |
| CH615964A5 (de) | ||
| DE102009022163B4 (de) | Vorrichtung zum Aufbringen einer unidirektionalen Lage und Multiaxialmaschine | |
| DE69701945T2 (de) | Vorrichtung zum schnellen Einbringen von Faden in die Kanäle von mit einem Faden nach Fadensystem arbeitende Zettelmaschine | |
| DE2051471A1 (de) | Kettenwirkmaschine | |
| DE19852281C2 (de) | Vorrichtung zur Zuführung einer mehrlagigen, multiaxialen Fadenschicht zu der Wirkstelle einer Kettenwirkmaschine | |
| DE10207317C1 (de) | Vorrichtung zum Legen von multiaxial ausgerichteten Fadenlagen | |
| WO2006056556A1 (de) | Verfahren und vorrichtung zum wickeln eines aus einer mehrzahl von fäden bestehenden bandes auf einen um eine drehachse rotierenden wickelkörper | |
| DE19802994C1 (de) | Verfahren und Vorrichtung zum Legen von einander unter verschiedenen Winkeln kreuzenden Diagonalfadenlagen | |
| DE19504573C2 (de) | Verfahren und Knotvorrichtung zum gleichzeitigen Verbindung der Fadenenden zweier Fadenscharen | |
| EP0446625A1 (de) | Einfädel- und Fadenwechselvorrichtung für Fadenführer | |
| DE4402510A1 (de) | Kettenwirkmaschine mit einem Schußfadenmagazin | |
| DE3340049C2 (de) | ||
| DE69026050T2 (de) | Verfahren zum Auswechseln von Vorgarnspulen in Ringspinnmaschinen | |
| DE10149161C2 (de) | Verfahren und Vorrichtung zum Verlegen von Faserscharen, insbesondere von Faserbändern aus Fasersträngen, zu Fasergelegen | |
| DE4122358C2 (de) | ||
| DE4115059C2 (de) | Vorrichtung zum Begrenzen der Fadenballons an einem Spulengatter | |
| DE19854153C1 (de) | Vorrichtung zum Einlegen von zueinander parallelen Fadenscharen in mit Haken besetzte Transportketten | |
| DE10258357B4 (de) | Verfahren und Legeanordnung zur Herstellung eines bahnförmigen Multiaxialgeleges, das Multifilamentfäden besitzt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20050906 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE ES FR GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20100409 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE ES FR GB IT LI |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502005010970 Country of ref document: DE Date of ref document: 20110331 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005010970 Country of ref document: DE Effective date: 20110331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110527 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20111117 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005010970 Country of ref document: DE Effective date: 20111117 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130315 Year of fee payment: 9 Ref country code: GB Payment date: 20130219 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140225 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20141031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140225 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170217 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005010970 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180901 |